CN105848873B - 后成型的可连续剥离共挤出聚合物膜 - Google Patents
后成型的可连续剥离共挤出聚合物膜 Download PDFInfo
- Publication number
- CN105848873B CN105848873B CN201480070734.5A CN201480070734A CN105848873B CN 105848873 B CN105848873 B CN 105848873B CN 201480070734 A CN201480070734 A CN 201480070734A CN 105848873 B CN105848873 B CN 105848873B
- Authority
- CN
- China
- Prior art keywords
- film
- layer
- polymer
- stack
- layers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229920006254 polymer film Polymers 0.000 title description 47
- 239000010410 layer Substances 0.000 claims abstract description 754
- 229920000642 polymer Polymers 0.000 claims abstract description 303
- 239000000203 mixture Substances 0.000 claims abstract description 107
- 230000032798 delamination Effects 0.000 claims abstract description 56
- 230000002427 irreversible effect Effects 0.000 claims abstract description 24
- 239000012790 adhesive layer Substances 0.000 claims abstract description 17
- 239000012528 membrane Substances 0.000 claims description 35
- 239000000853 adhesive Substances 0.000 claims description 18
- 230000001070 adhesive effect Effects 0.000 claims description 18
- 238000000034 method Methods 0.000 abstract description 41
- 238000004519 manufacturing process Methods 0.000 abstract description 13
- 238000000465 moulding Methods 0.000 description 34
- 239000000463 material Substances 0.000 description 33
- 239000000654 additive Substances 0.000 description 32
- 238000010438 heat treatment Methods 0.000 description 22
- 230000008569 process Effects 0.000 description 17
- -1 polyethylene succinate Polymers 0.000 description 16
- 239000000470 constituent Substances 0.000 description 15
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 11
- 239000004743 Polypropylene Substances 0.000 description 11
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 11
- 229920001400 block copolymer Polymers 0.000 description 10
- 229920001577 copolymer Polymers 0.000 description 10
- 230000003287 optical effect Effects 0.000 description 10
- 229920000728 polyester Polymers 0.000 description 10
- 229920001155 polypropylene Polymers 0.000 description 10
- 229920006132 styrene block copolymer Polymers 0.000 description 9
- 229920001634 Copolyester Polymers 0.000 description 8
- 230000000996 additive effect Effects 0.000 description 8
- 238000005266 casting Methods 0.000 description 8
- 230000009477 glass transition Effects 0.000 description 8
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 8
- 229920006267 polyester film Polymers 0.000 description 7
- 239000004926 polymethyl methacrylate Substances 0.000 description 7
- 230000005855 radiation Effects 0.000 description 7
- 230000001954 sterilising effect Effects 0.000 description 7
- 238000004659 sterilization and disinfection Methods 0.000 description 7
- 239000000758 substrate Substances 0.000 description 7
- 230000008901 benefit Effects 0.000 description 6
- 238000013461 design Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 238000001125 extrusion Methods 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 150000001336 alkenes Chemical class 0.000 description 5
- 238000011109 contamination Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 239000000155 melt Substances 0.000 description 5
- 229920002633 Kraton (polymer) Polymers 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 210000003811 finger Anatomy 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 4
- 239000000956 alloy Substances 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000004599 antimicrobial Substances 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 239000002861 polymer material Substances 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 230000000717 retained effect Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 241000894006 Bacteria Species 0.000 description 2
- 229920000331 Polyhydroxybutyrate Polymers 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Natural products C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 229920003232 aliphatic polyester Polymers 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 229920006213 ethylene-alphaolefin copolymer Polymers 0.000 description 2
- 210000004905 finger nail Anatomy 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 244000005700 microbiome Species 0.000 description 2
- 230000036961 partial effect Effects 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 239000005015 poly(hydroxybutyrate) Substances 0.000 description 2
- 229920000747 poly(lactic acid) Polymers 0.000 description 2
- 229920013639 polyalphaolefin Polymers 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 description 2
- 239000004626 polylactic acid Substances 0.000 description 2
- 229920000193 polymethacrylate Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920005604 random copolymer Polymers 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 229920005573 silicon-containing polymer Polymers 0.000 description 2
- SZIFAVKTNFCBPC-UHFFFAOYSA-N 2-chloroethanol Chemical compound OCCCl SZIFAVKTNFCBPC-UHFFFAOYSA-N 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920011250 Polypropylene Block Copolymer Polymers 0.000 description 1
- 241000695274 Processa Species 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 229920006397 acrylic thermoplastic Polymers 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 230000000881 depressing effect Effects 0.000 description 1
- 239000002355 dual-layer Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 201000004356 excessive tearing Diseases 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 210000004247 hand Anatomy 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000016507 interphase Effects 0.000 description 1
- 230000005865 ionizing radiation Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000003348 petrochemical agent Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- AQSJGOWTSHOLKH-UHFFFAOYSA-N phosphite(3-) Chemical class [O-]P([O-])[O-] AQSJGOWTSHOLKH-UHFFFAOYSA-N 0.000 description 1
- 231100000614 poison Toxicity 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 229920005606 polypropylene copolymer Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000009993 protective function Effects 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 210000003813 thumb Anatomy 0.000 description 1
- 239000003440 toxic substance Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000001429 visible spectrum Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/14—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor using multilayered preforms or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/42—Alternating layers, e.g. ABAB(C), AABBAABB(C)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/42—Polarizing, birefringent, filtering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/738—Thermoformability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24322—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
本发明公开了多层聚合物膜,该多层聚合物膜被构造成使得连续的层分组可以连续片材形式从剩余的膜分层。该膜与已知的共挤出制造技术相容,并且在层分组之间无需粘合剂层便可制出。该层分组可从膜的剩余部分独立剥离。使用聚合物组合物的组合,以允许非粘性聚合物层被结合使得膜便可能在层分组对之间的界面处发生不可逆分层。例如使用热和压力来将膜后成型,以使膜从初始的平坦或柔软状态变形为自支承的起伏状外形。该起伏状外形可包括简单弯曲区域和/或复杂弯曲区域。尽管该持久的起伏状外形,但是各个分组仍可被连续剥离,以暴露下一个层分组的具有同样起伏状外形的新表面。
Description
技术领域
本发明整体涉及聚合物膜,具体地涉及具有多层结构的此类膜的应用,其中每个层或每个层组可独立从该结构的剩余部分剥离或分层。本发明还涉及相关的制品、系统和方法。
背景技术
聚酯膜(该术语包括共聚酯和聚酯共混物、合金以及混合物膜)在过去的数十年中已大量用于多种应用中。已生产出作为单层和共挤出多层两种形式的卷材的定向聚酯膜产品。很多情况下,出于保护目的,将保护衬膜(也称为保护掩膜)施加至此类膜的一个或两个外表面。衬膜通常仅在其附接的可用的聚酯膜处于制造设施之间的运输中和/或向顾客的运输中,或进行处理或加工时提供临时保护功能。衬膜被设计成通过以下方法移除:在转换或安装可用的聚酯膜之前或之时,通过厂内转换加工或由顾客简单地将片材形式的衬膜从可用的聚酯膜剥离,然后将衬膜丢弃或循环利用。衬膜通常不提供任何相当于可用聚酯膜的功能性。例如,如果可用的聚酯膜是光学偏振膜,则衬膜不提供任何有意义的光学功能性或偏振功能性。
也已知设计一些多层聚合物膜,使得每个具有类似功能性的构成层或片材可从膜的剩余部分剥离或分层。此类膜的一种用途是抗涂鸦应用。在此类应用中,处于其初始形式的膜可施加至镜子、窗户或其他待保护的物品。该膜由高度透明聚合物材料制成,使得镜子、窗户或其他物品的外观受膜影响的程度最低。如果将涂鸦施加至膜的暴露表面,则可将存在涂鸦的膜的最外侧部分以连续片材形式从膜的剩余部分剥离。在移除最外侧部分后,剩余的膜保持在物品上的适当位置,现在该物品再次显得干净而且没有涂鸦。初始地在膜的内部、紧靠最外侧部分下面的膜的一部分为新的最外层。如果再次施加涂鸦,则新的涂鸦将驻留在新的最外层的暴露表面上。通过将新的最外层以连续片材形式从膜的剩余部分剥离可移除新的涂鸦。在移除新的最外侧部分后,剩余的膜保持在物品上的适当位置,该物品再次显得干净而且没有涂鸦。初始膜产品可由最多至4个构成片材制成,这些构成片材可以该方式依序移除以针对重复的涂污行为提供保护。为了有利于一次仅移除一层片材,制出在膜的边缘附近具有深度不同的吻切突出部状特征的产品。
发明内容
设计用于分层的已知多层聚合物膜通常通过首先制备构成片材,然后用压敏粘合剂(PSA)层将片材层合在一起而制成。该制备方法和膜设计向可制成的膜的类型带来固有局限性。例如,构成片材需要物理地足够厚以允许通过自动膜处理设备加工单个片材而无过度撕裂或破损。这对单个片材的厚度设置下限,并且对可层合在一起以形成足够薄并且可挠曲的多层膜的此类片材的数目同时增加上限。另外,将分别制造的片材层合在一起往往暴露片材而污染。
我们已开发出新的多层聚合物膜家族,这些多层聚合物膜被构造成使得连续构成层分组可以连续片材形式从剩余的膜分层。在此,层分组是指多个单个层,这些层相互粘结,而且出于分层的目的,表现出与单个片材类似的功能或行为。新膜优选地与已知的共挤出制造技术相容,以允许层分组相比使用层合制造技术的情况薄得多。另外,通过在单个共挤出过程中将这些层结合在一起,通常在高温下,污染层之间的界面的可能性大大降低。我们现在也已证明,诸如上述这些的多层聚合物膜可被后成型或模制成持久的自支承起伏状外形,而且尽管每个分组具有所述起伏状外形,仍可被连续剥离,暴露下一个层分组的具有同样起伏状外形的新表面。
新膜还优选地以在层分组之间不使用粘合剂层的方式来制备,其中层分组被设计为可独立从膜的剩余部分剥离。(就这一点而言,粘合剂层是指在室温下发粘的层。)相反,使用聚合物组合物的组合,这允许非粘性聚合物层以这样的方式组合,膜的分层可能沿对应于相邻的层分组之间的界面的多个分层表面发生。在一些情况下,在分层表面的剥离强度比在膜内其他层界面的剥离强度低。可剥离层分组之间不存在粘合剂导致分层不可逆:在层分组从膜的剩余部分分层之后,仅通过抵靠膜按压分层的层分组,无法使该层分组持久或牢靠地重新附贴于膜。
在此我们特别地描述了膜,这些膜包括聚合物层的叠堆,其中聚合物层被组织成层分组,层分组中的每个层分组具有聚合物层中的至少两个聚合物层。相邻层分组之间的附接足够弱,以允许层分组独立地从叠堆的剩余部分不可逆地分层,并且叠堆被构造成用于促进此类层分组之间的此类不可逆的分层。聚合物层的叠堆中的所有聚合物层具有各自的彼此能够共挤出的聚合物组合物。此外,所述膜具有自支承起伏状外形。
所述起伏状外形可包括在第一横截面平面中弯曲、但在垂直于第一横截面平面的第二横截面平面中不弯曲的区域。所述起伏状外形另外或作为替代可包括不仅在第一横截面平面中弯曲、在垂直于第一横截面平面的第二横截面平面中也弯曲的区域。
叠堆可被构造成使得叠堆中的每对相邻的层分组之间的附接比在层分组内的聚合物层之间的附接弱,使得不可逆分层往往在层分组之间而不是在层分组内发生。相邻层分组之间的附接可通过第一剥离力来表征,每个层分组内的聚合物层的最弱附接可通过第二剥离力来表征,第二剥离力可为第一剥离力的至少两倍。在任何两个相邻的层分组之间的附接可通过在2克/英寸至100克/英寸(0.8N/m至38.6N/m)范围内的剥离力来表征。
聚合物层可按(例如)重复的AB顺序或重复的ABC顺序布置。聚合物层按重复的ABC顺序布置时,聚合物层A与C之间的附接可能比聚合物层A与B之间的附接弱,也可能比聚合物层B与C之间的附接弱。
聚合物层的叠堆中的所有聚合物层可具有各自的能够在204℃(400℉)或更高的熔融温度下熔融加工的聚合物组合物。叠堆中的至少一些聚合物层可被取向,并具有至少0.05的双折射率。在一些情况下,设置在相邻层分组界面处的聚合物层在室温下均不具有粘性。在一些情况下,叠堆中的层分组中的每个层分组可具有不超过2密耳(50微米)的厚度。聚合物层可被组织成至少N个层分组,其中N为至少5。在一些情况下,N可为至少10,并且膜可具有不超过15密耳(380微米)的总厚度。
我们还描述了多层聚合物膜与其他元件组合使用的情况。举例来说,上文所示的多层聚合物膜可与具有起伏状表面的制品组合使用,此时多层聚合物膜的起伏状外形与制品的起伏状表面配合。该制品可包括具有显示表面的显示器,该显示表面可为所述起伏状表面的一部分。该制品另外或作为替代可包括具有可移动表面的部件,此可移动表面为所述起伏状表面的一部分,所述膜可与此可移动表面配合,还可挠曲以适应这种部件的移动。
聚合物层的叠堆可具有小于15%的光学雾度和对可见光波长的至少80%的平均透射率。在一些情况下,聚合物层的叠堆可具有小于8%的光学雾度。此叠堆可被构造成具有提供对相邻层分组之间的界面的操作的操作突片,这些操作突片可由一组深度不同的吻切孔限定。此叠堆另外或作为替代可包括用于指示在膜中存在多少个层分组的标记。
我们还描述了一系列方法,其中一个方法包括:提供多层聚合物膜;提供具有起伏状工件表面的工件;加热所述多层聚合物膜;抵靠起伏状工件表面模制受热的所述多层聚合物膜,使多层聚合物膜变形为与起伏状工件表面配合的起伏状外形;以及将多层聚合物膜冷却,使得具有其起伏状外形的多层聚合物膜变为自支承的。多层聚合物膜通常包括聚合物层的叠堆,其中聚合物层被组织成多个层分组,层分组中的每个层分组具有聚合物层中的至少两个聚合物层,相邻层分组之间的附接足够弱,以允许层分组独立地从叠堆的剩余部分不可逆地分层,聚合物层的叠堆中的所有聚合物层具有各自的彼此能够共挤出的聚合物组合物。
各自的聚合物组合物可具有各自的玻璃化转变温度,并且上述加热可包括将多层聚合物膜加热到高于至少一个此类玻璃化转变温度。上述方法还可包括将模制的所述多层聚合物膜与工件分开。在加热、模制和冷却这三个工序之后,多层聚合物膜中的层分组的独立不可逆分层能力可基本上被保留。前述提供多层聚合物膜可包括在升高的温度下共挤出聚合物组合物,并且加热可由于这种共挤出而至少部分地被实现。
本文还讨论了相关的方法、系统和制品。
本申请的这些方面和其他方面将在下文的具体实施方式部分呈现。然而,在任何情况下都不应将上述发明内容理解为对要求保护的主题构成限制,要求保护的主题仅由所附权利要求书(在审查期间可进行修改)限定。
附图说明
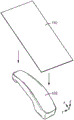
图1为即将抵靠具有起伏状表面的工件模制的多层聚合物膜的示意性透视图,该聚合物膜被构造用于连续不可逆分层;
图2A为图1所示的多层聚合物膜在进行与图1相关的模制操作之后的透视图,该模制膜具有自支承起伏状外形;图2B为同一个模制的多层聚合物膜在被移除多余的模制膜部分之后的透视图;
图2C示出的模制多层聚合物膜与图2B所示的膜是同一个,但示出了构成层分组正以连续片材形式与模制膜的剩余部分分层;
图3A为被构造用于连续不可逆分层的多层聚合物膜的示意性侧视图(或者说剖视图);
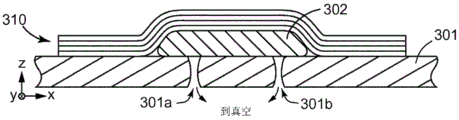
图3B为图3A所示的膜在模制操作期间的示意性侧视图(或者说剖视图),在模制操作期间,该膜抵靠具有起伏状表面的工件模制,所以膜也获得了起伏状外形;
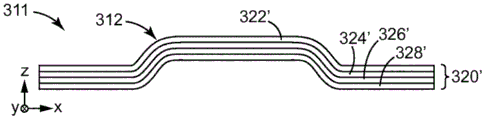
图3C为将图3B所示的模制膜从模具分开后,该膜的示意性侧视图(或者说剖视图),该模制膜具有持久的起伏状外形,还具备自支承能力;
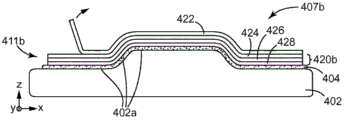
图4A为模制的多层聚合物膜(诸如图3C所示的这种模制膜)与起伏状外形工件组合使用时的示意性侧视图(或者说剖视图),图中模制膜粘结到起伏状外形工件;
图4B至图4D为图4A所示组合的示意性侧视图(或者说剖视图),但其中的连续的层分组以连续片材形式与模制膜的剩余部分分层;
图5为被构造用于连续不可逆分层的聚合物膜的一部分的示意性侧视图(或者说剖视图),图中膜由被组织成双层型(A-B)层分组的聚合物层的叠堆构成;
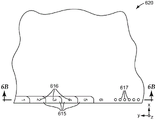
图6A为共挤出聚合物层的叠堆的示意性俯视平面图(或者说正视平面图),该叠堆设置有多个物理结构,其中包括用于促进层分组之间分层的结构;图6B为沿剖切线6B-6B剖切得到的示意性剖视图;
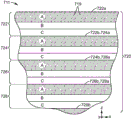
图7为被构造用于连续不可逆分层的聚合物膜的一部分的示意性侧视图(或者说剖视图),图中膜由被组织成三层型(A-B-C)层分组的聚合物层的叠堆构成;
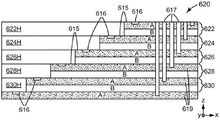
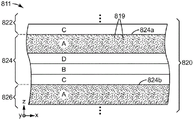
图8为被构造用于连续不可逆分层的聚合物膜的一部分的示意性侧视图(或者说剖视图),图中叠堆内的聚合物层被组织成四层型(A-D-B-C)层分组;
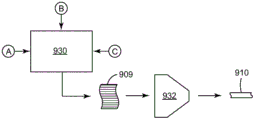
图9为将不同的聚合物材料共挤出以形成多层聚合物膜的制造系统的示意图;
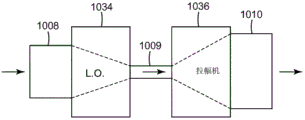
图10为可用于拉伸浇铸的多层聚合物膜的膜加工设备的示意图;
图11为流程图,示出了用于制备本发明公开的模制多层聚合物膜的一种技术;
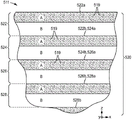
图12为电子设备与模制的多层聚合物膜组合使用时的示意图,该模制的多层聚合物膜可被施加于作为工件的电子设备的起伏状表面;
图13A为可剥离的多层聚合物膜在被模制成具有与电话机基座对应的自支承起伏状外形之后的照片;
图13B为图13A所示模制聚合物膜的示意性俯视图(或者说平面图),图中标识了雾度测量区域和剥离力测量区域;
图14为与图13A所示类似的模制聚合物膜附接到电话机基座并与之组合后的照片,照片中还示出一个层分组正从模制膜的剩余部分分层;
图15为可剥离的多层聚合物膜在被模制成具有与电话机听筒对应的自支承起伏状外形之后的照片,该模制膜与电话机听筒并排放在表面上;
图16为可剥离的多层聚合物膜在被模制成具有半球状自支承起伏状外形之后的照片;
图17A为可剥离的多层聚合物膜在被模制成具有与电视机遥控器对应的自支承起伏状外形之后的照片;
图17B为图17A所示模制聚合物膜附接到电视机遥控器并与之组合后的照片。
在附图中,类似的附图标号指示类似的元件。
具体实施方式
我们已开发出新的多层聚合物膜,该膜甚至在被后成型或模制为呈现使该膜具备自支承能力的特定起伏状外形之后,其中的每个层分组仍可以连续片材形式独立地从膜的剩余部分分层或剥离。叠堆中的聚合物层被布置或组织用于形成层分组,每个层分组具有聚合物层中的至少两个聚合物层。可通过共挤出叠堆中的所有聚合物层来制备膜,而无需层合单独制备的膜或层来构造叠堆。这允许所制备的单个可剥离层分组比以其他方式制备的层分组远远更薄,使得更多个可单独剥离的片材可包括在给定总厚度的膜中。另外,共挤出层相比单独制备然后层合到一起的层较不易在制造期间受到污染。共同受让的美国专利申请No.2014/0065397和WO申请PCT/US2014/040438中描述的一些可剥离聚合物层适合与本文论及的后成型工序和模制工序搭配使用。这两份专利申请都以引用方式并入本文。
适于连续不可逆分层的示例性多层聚合物膜110在图1中示意性示出,图中该多层聚合物膜即将抵靠具有起伏状表面的工件102模制。该膜和工件以笛卡尔X-Y-Z坐标系为背景示出。假定膜110位于和X-Y平面平行的平面内。工件102具有在Z-方向上偏离的弯曲或者说不规则(不平坦)表面,这种弯曲或不规则(不平坦)表面被称作起伏状表面。起伏状表面可具有简单的弯曲,也就是说,在一个横截面平面中弯曲或者说不规则,但在正交的第二横截面平面中并不弯曲;起伏状表面另外(例如,在表面上的不同位置)或作为替代可具有复杂的弯曲,也就是说,在两个正交的横截面平面中弯曲或者说不规则。图中,工件102被示为电话机听筒,或形似电话机听筒的模具。这仅是一个示例,也可使用替代性工件。
在模制之前,膜110具有聚合物层的叠堆,其中聚合物层被组织成层分组,每个层分组具有聚合物层中的至少两个聚合物层。膜110被构造成使得连续的层分组可以连续片材形式从剩余的膜或叠堆不可逆地分层。膜110或至少所述形成膜的至少一部分的聚合物层的叠堆与已知的共挤出制造技术相容,并且在层分组之间无需粘合剂层便可制出。使用聚合物组合物的组合,以允许非粘性聚合物层被结合使得膜110可能在层分组对之间的界面(也称为分层表面)处发生不可逆分层。因此膜110适于在模制之前分层或剥离。
膜110的其他特征可包括:叠堆中的每对相邻的层分组之间的附接可能比层分组内的聚合物层之间的附接弱,因此不可逆分层往往在层分组之间而不是在层分组内发生;相邻层分组之间的附接可通过例如2克/英寸至100克/英寸(0.8N/m至38.6N/m)范围内的第一剥离力来表征,每个层分组内的聚合物层的最弱附接可通过第二剥离力来表征,第二剥离力可为第一剥离力的至少两倍;聚合物层的叠堆中的所有聚合物层具有各自的能够在204℃(400℉)或更高的熔融温度下熔融加工的聚合物组合物;叠堆中的至少一些聚合物层可被取向,并可具有至少0.05的双折射率;设置在相邻层分组界面处的聚合物层在室温下均不具有粘性;叠堆中的层分组中的每个层分组可具有不超过2密耳(50微米)的厚度;聚合物层可被组织成至少N个层分组,其中N为至少5,作为替代N可为至少10,并且膜可具有不超过15密耳(380微米)的总厚度;聚合物层的叠堆可具有小于15%或小于8%的光学雾度和对可见光波长的至少80%的平均透射率;叠堆可被构造成具有提供对相邻层分组之间的界面的操作的操作突片,这些操作突片可由一组深度不同的吻切孔限定;聚合物层的叠堆可包括用于指示在膜中存在多少个层分组的标记。
然后例如利用热和压力,以工件102为模具,将膜110后成型,以使膜110从初始的平坦或柔软状态变形为自支承的起伏状外形。起伏状外形可包括具有简单弯曲和/或复杂弯曲的区域,并且所述弯曲可为或可包括平滑连续曲线和/或有角或有面的(例如分段线性或分段平面)曲线。就电话机听筒工件102来说,可以看到工件表面(例如工件的上部)在X-Z平面内和在垂直的Y-Z平面内具有弯曲,所以可预期后成型或模制膜的起伏状外形具有基本上相同的形貌特性。我们已发现,尽管模制膜具有持久的起伏状外形,而且在后成型工序期间将热和压力施加于该膜,模制膜的每个分组仍可被连续剥离,暴露下一个层分组的具有同样起伏状外形的新表面。后成型或模制膜除具有自支承的起伏状外形之外,还可基本上保留上文结合膜110论述的其他特性和特征。
图2A示意性地将后成型或模制膜示为模制膜211,该模制膜可以是抵靠工件102对膜110进行膜制而形成的。如果初始膜的尺寸相对于工件过大,则模制膜211除具有主要部分211b之外,还具有一个或多个多余部分211a、211c。主要部分211b可具有基本上匹配起伏状外形工件(诸如工件102)上部形状的起伏状外形,而多余部分211a、211c可以是平坦的,便于基本上匹配(例如)该工件放置其上的平坦基材,这些多余部分也可具有另外的形状。在任何情况下,模制膜211具有起伏状外形,并且该形状基本上自支承。也就是说,模制膜在完全不与其他任何成形刚性构件分散附接,也完全不受其他任何成形刚性构件分散支撑的情况下,本身就具有足够的刚度,结果是例如若被置于桌面上或轻握在手中,该模制膜在重力影响下便自动地基本上维持其起伏状外形。因此,即使图2A所示的模制膜211未附接至任何别的东西,只是被简单地置于桌面等物品之上,仍可具有所示的起伏状外形,并可基本上永久地维持这种起伏状外形,例如维持至少一小时、至少一天或至少一周,或所关注的另一时段,诸如将模制膜从模制工位运送到将将模制膜附接到可用物体的另一工位所需的时段,其中可用物体诸如电话机、电话机配件或电话机部件、电视机遥控器(供手持使用)、键盘、小键盘、显示设备,或任何其他合适的具有起伏状表面的可用物体。
可用刀或其他合适的切削工具将多余部分211a、211c从主要部分211b修剪掉或以其他方式移除,使模制膜不再包括多余部分,如图2B所示。以这种方式修改的模制膜仍可具有基本上相同的、与工件对应的起伏状外形,而且该形状仍可具备自支承能力。此外,每个层分组可独立与模制膜的剩余部分分层,如图2C示意性所示。该图中,最外侧的层分组222以连续片状形式从模制膜的剩余部分分开,因而从这种膜分层或剥离。移除层分组222后,留下模制膜211b’,该模制膜可基本上类似模制膜部分211,不同的是此时少了一个初始层分组。模制膜211b’可具有基本上与主要部分211相同的自支承起伏状外形。要是初始膜110或211的聚合物层的叠堆包括另外的层分组,则更多个层分组可连续从模制膜211b’分层或剥离。
这样的连续分层可用于维持起伏状外形物体的清洁或功能。举例来说,可使用触压胶合剂、粘合剂或采用其他合适的方式将模制膜部分211b结合到电话机听筒,或其他具有与模制膜对应的起伏状外形的可用物体,然后(由膜覆盖的)电话机听筒可投入使用。随时间推移,模制膜的外表面可能变脏、污损或由于别的原因受损(例如,由于其上沉积并积聚细菌或其他微生物)。损坏达到特定的限度之后,或执行常规的清洁或维护计划时,只需将最初位于最外侧的第一个层分组分层随即剥离,暴露第二个层分组,便可对听筒进行清洁、更新或恢复,然后(仍由膜覆盖的)电话机听筒可再次投入使用。在示例性实施方案中,刚移除第一个层分组之后,因为第一个层分组之前保护第二个层分组的外表面,使其免受污染,所以第二个层分组的外表面最初是洁净崭新的。最终,在进一步使用过程中,第二个层分组的表面也可能变脏、污损或由于别的原因受损,直到无法接受的程度,届时取决于膜设计,可将第二个层分组分层随即剥离,暴露崭新的第三个层分组,而再次更新工件;此后还可将第三个层分组分层随即剥离,暴露崭新的第四个层分组,依次类推。
图3A至图4D示出了另一顺序,其中多层聚合物膜首先被模制成具有自支承起伏状外形,然后结合到工件上,接着其层分组连续不可逆地从模制膜的剩余部分和工件分层。图3A示意性地示出了示例性多层聚合物膜在模制或后成型之前的状态。该图中,膜310为多层聚合物膜,其被构造成使得连续构成层分组可以连续片材形式从剩余的膜分层。膜310由聚合物层的叠堆320组成。尽管可使用粘合剂将叠堆320附接到另一个物体,但叠堆320本身优选不含粘合剂。膜310通常较薄而且可挠曲,使得其可被施加至起伏状外形工件而不是平坦的工件,随后与该工件贴合。例如,膜310可具有不超过约510微米、380微米、300微米、200微米、100微米、50微米或甚至25微米的总厚度。作为替代,在一些情况下,膜310较厚而且不可挠曲(即为刚性)可能是理想的。膜310可大致位于笛卡尔X-Y-Z坐标系的X-Y平面内。
虽然图3A中未示出叠堆320的多个单独的聚合物层,但这些单独的聚合物层被组织成重复的层组,称之为层分组,图中示出了这些层分组,并将其标记为层分组322、324、326和328。每个层分组通过前主表面和后主表面来表征,每个层分组的前主表面和后主表面之间至少设置有两个单独的聚合物层。层分组322具有前主表面和后主表面。层分组324具有前主表面(与叠堆322的后主表面紧密接触)和后主表面。层分组326具有前主表面(与叠堆324的后主表面紧密接触)和后主表面。层分组328具有前主表面(与叠堆326的后主表面紧密接触)和后主表面。
读者应理解,本文件通篇使用的“前”、“后”等术语(例如最前(面)、最后(面))是为了方便,以便规定这些层相对于膜或叠堆的外主表面的排序,并且不应以限制方式理解。因此,即使对于旨在用于使得一个外主表面面向外(前)并且另一个外主表面面向内(后)的膜或分组,也可将这些外主表面中的任一个视为“前”,并且另一个外主表面则将被视为“后”。
为降低膜设计的成本和复杂性,叠堆320的各个聚合物层可采用重复模式布置,诸如AB模式(如ABABAB……)、ABC模式(如ABCABCABC……)、ADBC模式(如ADBCADBC……)或其他所需的模式,并且叠堆中最小的层组对应于层分组重复出现。聚合物叠堆320(因而多层膜310)中可包含多个此类层分组。通过适当选择用于聚合物层A、B、C等的聚合物组合物,层与层的结合强度(本文有时也称之为剥离强度或剥离力)可变得足够强,例如在使用者操纵膜,对其进行模制或将其施加至工件时,膜既不会意外破碎也不会意外分层;但层与层的结合强度又足够弱,使用者无需过度用力,就可将各个层分组从膜的剩余部分分层。在一些情况下,沿相邻层分组之间界面的层与层结合强度可比叠堆内其他层界面的结合强度弱,以利于将层分组逐一从剩余的膜分层或剥离。
膜310可通过共挤出叠堆320内的所有聚合物层来制备,而无需层合单独制造的膜或层来构造该叠堆。这允许所制备的单个可剥离层分组比以其他方式制备的层分组远远更薄,使得更多个可单独剥离的片材可包括在指定总厚度的膜中。也可采用柱浇铸步骤(可选),诸如通过沿纵向和/或横向拉伸多层挤出物而使其定向。视所选的聚合物材料和加工条件而定,这种定向可能不会引起膜中的任一聚合物层变为双折射层,也可能引起膜中的一部分甚至全部聚合物层变为双折射层。膜可在聚合物层的叠堆中,或至少在设置于相邻的层分组之间的界面的聚合物层中制备,而无需任何压敏粘合剂或其他类型的粘合剂。这可简化制造并且还制备膜表面,该膜表面在初始制造产品中的膜的内部,但稍后在使用期间在剥离层分组时变为外表面,该外表面比在通过使用单独层合步骤所制成的膜中可实现的外表面更崭新。如果需要,这些表面处的聚合物层可包含一种或多种添加剂(例如一种或多种抗微生物剂),以提供具备抗微生物功能的膜产品,这种膜产品可仅通过撕开或剥离最外侧层分组而更新或恢复。如果需要,两个或更多个层叠堆可与PSA或其他粘合剂,或其他合适的粘结材料粘结在一起,以创建化合物膜产品,无论叠堆本身是否包含任何PSA层或其他粘合剂层。
在示例性实施方案中,层叠堆320及其构成层分组是无孔的。此外,在层叠堆中的每个聚合物层可为无孔的。无孔层分组为有利的,因为他们提供对水、油或其他承载污染物的液体或物质的有效阻隔。因此,这些阻隔特性可确保层叠堆的内部的层分组(即,在产品的寿命内尚未在给定时间点暴露于空气中的层分组)大体上保持无污染和崭新的。
层分组中的一些或所有可具有相同或类似数目的单独的聚合物层,并且对于层分组中的一些或所有而言,层分组内的单独的聚合物层的布置可以是相同的或类似的。每个层分组包括最前聚合物层、最后聚合物层,在一些情况下,还在层分组内,在最前聚合物层和最后聚合物层之间包括一个或多个附加聚合物层。叠堆中的每对相邻的层分组之间的附接(其可由剥离强度或剥离力衡量或量化)足够强以避免无意分层,但又足够弱,使用者无需过度用力,就可使层分组分层。例如,相邻的层分组之间的剥离力可被设计为大于零,例如至少1克/英寸,或至少2克/英寸。缩写为克/英寸的剥离力单位克/英寸(或克/英寸宽度)有时被称为克/线英寸,缩写为gli。1.0克/英寸的量等于0.3860886N/m。相邻的层分组之间的剥离力可被设计为在2克/英寸至100克/英寸(0.8N/m至38.6N/m)的范围内。
在一些情况下,其中层叠堆包括两种以上不同类型的聚合物层,使得每个层分组包括至少三种不同组分的聚合物层,叠堆可被设计成使得层分组之间界面处的剥离力比叠堆内的其他层界面的剥离力弱,使得不可逆分层往往发生在相邻的层分组之间,而不是在任何层分组内。无论多少单个聚合物层包含于每个层分组中,层叠堆也可提供有操作突片,该操作突片促进或进一步促进膜在层分组之间的界面处选择性地分层,而不是在层分组内的界面处。因此,层分组之间的界面有时在本文也称为分层表面,因为膜叠堆可构造为优先地在那些界面或表面分层。
叠堆320中至少有一些单独的聚合物层(包括至少一个(通常一个以上)位于初始制成品中的膜内部的聚合物层)可包含一种或多种有效量的添加剂(诸如一种或多种抗微生物剂),用于限制可积聚在表面的细菌或其他微生物生长。为降低成本,可只将添加剂加到一些聚合物层内,使得叠堆320中的一些聚合物层包含有效量的添加剂,叠堆中的其他聚合物层则不含。包含有效量的一种或多种添加剂的聚合物层可以是层分组中的每个层分组内的最前面层,因此,例如在将直接位于特定层分组上方或前方的层分组分层随即移除之后,该特定层分组暴露于空气和物理接触的情况下,所考虑的特定层分组向环境呈现含有添加剂的聚合物层。
图3B示出了多层聚合物膜310在后成型或模制操作期间的状态,其中膜310抵靠具有起伏状表面的工件模制,所以膜也获得了起伏状外形,此起伏状外形通常基本上对应于工件或其一部分的起伏状表面。膜310抵靠工件302放置,该工件具有起伏状表面,并停留在基材301上。基材301具有多个孔或穿孔301a、301b,这些孔或穿孔可连接到真空。工件302和基材301之间的物理接触不完全,例如,工件与基材之间可存在微观间隙,所以将真空连接到穿孔301a、301b时,真空也连接到工件302的外边缘,在该位置,由于膜310的另一侧上存在大气空气压力,所以空气压力差迫使膜310稳固抵靠工件302的起伏状表面以及基材301的上表面。在替代性实施方案中,工件302和基材301可结合成单个工件或模具,或可被进一步细分为附加的不同块件。
可在后成型或模制操作期间提供热量以加热多层聚合物膜310,使其至少一些构成聚合物层软化。举例来说,叠堆中的聚合物层可具有各自的聚合物组合物和各自的玻璃化转变温度,而且上述加热效果可将多层聚合物膜加热到高于至少一个此类玻璃化转变温度。但上述加热效果也最好不将膜加热至过高的温度,因为过高的温度会破坏膜的层结构,或使膜丧失不可逆分层的特征。上述加热效果可由合适的加热装置提供,加热装置利用对流、传导和/或辐射向膜310传递热量。在一些情况下,上述加热效果可完全或部分地是制造膜310的过程附带造成的结果。举例来说,在膜形成过程中,构成叠堆内的聚合物层的聚合物材料可被加热共挤出随即穿过受热的模头;在这些层冷却的同时,但至少一些聚合物层的温度仍高于其玻璃化转变温度,这种受热的膜就可被后成型,或抵靠图3B大致示出的工件进行模制。
在后成型或模制之后,可将多层聚合物膜冷却,再从模具或工件分离。模制过程得到的模制多层聚合物膜311获得了起伏状外形,该起伏状外形基本上对应于模具或工件的起伏状表面。膜311的起伏状外形包括基本上持久的自支承隆起312,所以模制膜311可被置于桌面或类似的支撑物上,并在重力作用下维持其起伏状外形。模制膜311具有聚合物层的模制叠堆320’,将该叠堆标记为320’,以便与来自初始膜310、尚未后成型或模制的聚合物层的叠堆320区分开。类似地,模制膜311具有层分组322’、324’、326’和328’,这些层分组可分别对应于初始膜310中的层分组322、324、326,不同的是这些层分组已进行模制或已成型。
如图3C所示,模制膜311的起伏状外形在X-Z平面内是弯曲的或者说不规则的,以形成隆起312。起伏状外形在正交的Y-Z横截面平面中可以是平坦的或直的(亦即不弯曲或规则的),使得起伏状外形具有简单的弯曲。作为替代,起伏状外形在Y-Z平面内可以是弯曲的或者说不规则的,使得起伏状外形具有复杂的弯曲。在任一种情况下,模制膜311可基本上保持初始多层聚合物膜310的连续分层能力,也就是说,层分组322’、324’、326’和328’可适于独立地从叠堆320’的剩余部分不可逆地分层。
图4A中,制品407a包括模制的多层聚合物膜411a,该多层聚合物膜由粘合剂层404附接到工件402的起伏状表面402a。可与上文所述的模制膜311相同或类似的模制膜411a具有聚合物层的叠堆420a,这些聚合物层被组织或布置成层分组422、424、426、428,这些层分组中的每个层分组具有聚合物层中的至少两个聚合物层。请注意,粘合剂层404在叠堆420a的外部提供,而不是在层分组之间提供。模制膜411a在被附接到工件402之前,可包括隔离衬垫,用于在存储或运送模制膜期间将粘合剂层404盖住。如果需要,粘合剂层404和隔离衬垫在后成型或模制过程中,也可以是膜的一部分。尽管实际情况是膜411a由粘合剂层404附接到工件402上,但该膜的起伏状外形具备自支承能力,还是基本上持久的。举例来说,如果通过移除粘合剂层404可使膜411a从工件402脱离,则膜411a在重力作用下的机械稳定性将足够大,要是将膜411a置于桌面或类似的支撑物上,该膜的起伏状外形都将得以基本上维持。膜411a的起伏状外形包括隆起412a,并可基本上贴合或匹配工件的起伏状表面402a。工件402可以是或可包括(例如)经受反复接触、受到污染或损坏的任一种可用的制品或装置。示例包括电话机、电话机配件和部件、电视机遥控器(供手持使用)、键盘、小键盘和显示设备,但这些示例不应以限制方式理解。
图4B至图4D示出了制品407a随着单独的层分组从模制膜分层或剥离而发生改变的方式。图4B中,最外侧的层分组422在完成其使命后,被不可逆地从模制膜的剩余部分分层,得到变化后的制品407b。分层后,暴露了层分组424的洁净崭新表面。该分层还产生了变化后的模制膜411b,同时变化后的叠堆420b中的聚合物层被组织成层分组424、426和428。工件402和粘合剂层404可保持原样。
图4C中,最外侧的层分组424在完成其使命后,被不可逆地从模制膜的剩余部分分层,得到变化后的制品407c。分层后,暴露了层分组426的洁净崭新表面。该分层还产生了变化后的模制膜411c,同时变化后的叠堆420c中的聚合物层被组织成层分组426和428。工件402和粘合剂层404可保持原样。
图4D中,最外侧的层分组426在完成其使命后,被不可逆地从模制膜的剩余部分分层,得到变化后的制品407d。分层后,暴露了层分组428的洁净崭新表面。该分层还产生了变化后的模制膜411d,同时变化后的叠堆420d中的聚合物层被组织成仅剩的一个层分组428。工件402和粘合剂层404可保持原样。
读者应理解,尽管膜310、311和411被显示为具有四个层分组,但在其他情况下,模制膜和初始的多层聚合物膜在模制之前可包含不止四个层分组,如果需要,可包含少于四个但不少于两个层分组。如果需要,将单独的聚合物层和层分组制得非常薄(诸如可在单个共挤出操作中完成)的一个好处是,可将可以连续片材形式依序移除的远多于四个层分组并入所述多层膜中。
为便于每次只依序移除一个片材(层分组),并为了确保分层在层分组之间的界面处发生,可将初始的多层聚合物膜(如膜310)以及相关的模制多层聚合物膜(如膜311)制成在膜的边缘附近具有深度不同的吻切突出部状特征。这些特征提供了对期望分层表面的操作,并且因此在本文称为操作突片。一些具体的实施方案在下文进一步论述。此外,公开的国际申请WO 2012/092478(Wu等人)例示了可使用激光辐射来切割并且细分聚合物多层膜主体,而在激光切割边缘线处无任何基本的分层的方式,这种方式可用于形成期望的凸舌状特征。激光辐射被选择为具有这样的波长,在该波长下膜的材料中的至少一些具有显著吸收,使得被吸收的电磁辐射可沿着切割线有效地蒸发或消融膜主体。激光辐射也用合适的聚焦光学系统成型,并控制至合适的功率电平以沿着窄的切割线实现蒸发。激光辐射可根据预先编程的指令在整个工件上快速扫描,并快速地开关,使得可跟随任意形状的切割线。作为替代,可使用机械刀片和其他切割装置代替激光器辐射以形成突出部状特征。
本发明公开的模制多层聚合物膜可被设计用于多种目的,并用于多种最终应用场合。如上所述,以单个共挤出操作而不是以涉及单独制造的膜的处理、对齐以及层合的单独制造操作来制造单独的聚合物层以及层分组的另一个益处是层分组的前主表面可更容易地维持在纯净和无菌状态,直至其通过剥离给定层分组前面的层分组而暴露。由于这种膜具备通过连续剥离单独的层分组而更新或恢复这些特性的能力,所以特别适合在需要无菌、基本上无病菌的环境的医院或诊所使用。然而,许许多多其他的场合也可得益于这种产品特征,包括家庭、学校、日间护理中心、办公场所、车间、厨房、餐馆、食品加工区和食品加工设备,和使用量大的公共区域和场所,诸如飞机场、飞机、火车、公共汽车和船舶。医疗装置的起伏状表面也可得益于用本发明公开的可剥离模制膜覆盖所述表面的一部分或全部。示例包括听诊器、血压计、设备控制屏和将手、手术室的顶灯、手术室表等的覆盖物。便携式电子设备诸如移动电话和智能电话上的触摸屏也为所公开膜的特别适用工件。由于层分组或片材的剥离性质,本发明公开的膜也可用于其他与无菌应用不直接相关的用途,例如,可用于防涂鸦目的或用于机动车辆、飞机或船只的挡风玻璃保护。其他可经常变脏、染污或由于别的原因受到污染并且可将本发明公开的可剥离模制膜施加到其上的起伏状表面,包括灯罩、墙壁、油漆室的其他起伏状表面、用于医疗应用和工业应用的防护面罩,以及婴儿换尿布台。
此外,即使模制膜可具有自支承的起伏状外形,但其通常不是完全刚性的,而是可在极小的力(诸如在操作小键盘或按下电子装置的按钮时,由食指或拇指施加的力)作用下弯曲或挠曲。在将模制膜应用于下列制品(工件)的情况下,模制膜的这种特征可能特别有用:这些制品(工件)具有一个或多个下压按钮、触摸式按键,和/或具有可移动表面且可形成起伏状表面的一部分的其他部件,例如相对工件周围表面的隆起或凹陷。在这些情况下,模制的可剥离膜的起伏状外形可与下压按钮、触摸式按键或其他部件配合,但模制膜也可挠曲,以适应这种部件的移动,使得使用者可轻松地激活所述按钮或按键。
在一些情况下,本发明公开的模制多层聚合物膜或其构成部件在整个可见光谱内都高度透明可能很重要,只有这样,膜才不会轻易被使用者发现。此类膜可施加于视觉功能工件上,诸如镜、窗或电子显示器,包括触摸屏。在此类情况下,模制的多层聚合物膜以及包括其层分组和可能存在的任一粘合剂背衬层(如粘合剂层404)的所有其构成部件可以是基本上透明的,使得施加了这种膜的工件在任何给定时刻(例如在一次或多次分层之后),不管工件上还存在多少初始的膜,工件的外观和功能均不改变。
在其他情况下,能够透过模制膜看到工件可能并不重要,也可能是不期望的。在此类情况下,模制膜及其一个或多个构成聚合物层可以是不透明的。因此,模制膜或其中任一个层可以是有色调的、染色的、着色的,或以其他方式被构造成具有不透明或非透明的特征。印刷(例如墨或其他材料的印刷)可在任何膜或叠堆的暴露表面上进行。另外,模制膜可由于包括附加不透明层变得不透明,该附加不透明层例如定位在粘合剂背衬层和聚合物层的叠堆之间。该附加不透明层可作为“表层”与叠堆共挤出,或其可在叠堆形成之后层合至叠堆上。也可包括此类附加层(无论作为表层共挤出或在叠堆的形成之后层合)以提供不透明性之外或附加的功能。例如,此类功能可包括抗静电特性或刚度(当需要时)。
在膜透明和膜不透明这两种情况下,本发明公开的模制膜可用于控制工件的表面光洁度。例如,可能期望有效地提供具有高质量平滑(低粗糙度)表面光洁度的工件。替代抛光工件本身的表面这一做法,可将模制膜施加至工件,不仅提供所需的平滑表面,还提供起伏状外形和起伏状表面。在使用中,当模制膜的外表面变得磨蚀或者说不平滑时,可依序剥离层分组,从而在重复多次的磨蚀事件后恢复期望的平滑表面。在其他情况下,可能期望控制工件的粗糙程度。在此类情况下,在每个层分组的最前聚合物层中可提供受控量的适当尺寸的小珠或其他颗粒,使得模制膜的最前(暴露)表面具有所期望的表面粗糙程度。如果暴露表面变得破损、磨蚀、被其他材料污染等等,则只通过剥除最外侧层分组以暴露直接相邻层分组的崭新表面,便可轻易恢复所期望的表面粗糙度,此时暴露表面除具有起伏状外形和起伏状表面外,再次具有所期望的表面粗糙度。
读者应理解,上述应用只用于举例说明,无菌膜、抗涂鸦膜和表面光洁度受控的膜只是本发明公开的模制多层聚合物膜的许许多多可行应用中的一部分。
具有上文结合图1至图4D所述功能的一种可行的模制膜的构造细节在图5中示出。在该图中,我们看到以示意性形式的单个聚合物层,这些聚合物层的叠堆在一起以形成叠堆520,该叠堆可形成模制多层聚合物膜511的全部或一部分。在所示的实施方案中,叠堆520仅由两种类型的聚合物层构成:聚合物层A和聚合物层B,假设这两种类型的聚合物层分别由不同的聚合物组合物A和B构成。这两种不同的层类型被组织成重复的层组A、B、A、B(依次类推),最小的重复单元(A、B)被称作层分组。膜510具有至少四个层分组522、524、526和528。这些层分组中的每个层分组都由前主表面(参见表面522a、524a、526a、528a)和后主表面(参见表面522b、524b、526b、528b)限定。相邻层分组的前主表面和后主表面彼此紧密接触。层分组中的每个层分组恰好有两个设置在前主表面和后主表面之间的聚合物层:一个聚合物层A和一个聚合物层B。如图所示,给定分组内的层A是该分组内最前面的聚合物层,层B是该分组内最后面的聚合物层。
任选的添加剂519也在一些层中示出。如果膜511包含添加剂,则添加剂519可以是或可包括(例如)一种或多种抗微生物剂、适当尺寸的小珠或其他颗粒,以及/或者其他所需的添加剂。添加剂519可分散在每个层分组中最前面的层A内,但可不存在于任一个另外的聚合物层内。在图中,添加剂519以颗粒的形式示意性地示出,但其可以任何期望的形式存在于给定聚合物层内,包括作为微粒,或作为连续相或共连续相的材料。添加剂519也可能可溶于层分组内的一个、一些甚至全部的层中,包括(例如)聚合物层A的材料中。
在示例性实施方案中,聚合物组合物A和B都不为压敏粘合剂(PSA)或其他类型的粘合剂。就这一点而言,“添加剂”是指在被施加于不同部件的表面后或在被施加于不同部件的表面时,将这些表面粘合在一起继而抵抗分离,并且在室温下发粘的材料或层。此外,聚合物组合物A、B优选地彼此能够共挤出,这样一来,整个层叠堆520(在接受模制以提供所需的起伏状外形之前)便可在单个操作中共挤出而不是在不同的操作中制成,然后可由粘合剂层合在一起。聚合物组合物A、B也优选地能够在204℃(400℉)或更高的熔融温度(即,熔融聚合物的温度)下熔融加工。在一些情况下,初始的多层聚合物膜(在模制之前)不仅可通过共挤出制成,也可通过一个或多个使聚合物层A和/或聚合物层B定向的拉伸或定向步骤制成。此类定向层可具有最低水平的双折射率,例如至少0.05的双折射率。就这一点而言,如果给定的材料或材料层沿一个方向偏振光的折射率不同于沿不同方向偏振光的折射率,则将这种给定的材料或材料层称为双折射材料或双折射材料层。所以,材料或材料层的“双折射率”是此类折射率之间的最大差值。在一些情况下,这种最大差值可出现在同时位于膜所处平面内的两个正交轴之间(例如,图5、图7和图8所示的X轴和Y轴),而在其他情况下,这种最大差值可出现在下述两个正交轴之间:其中一个轴位于膜所处的平面内,另一个轴垂直于膜所处的平面(例如,图5、图7和图8所示的X轴和Z轴)。拉伸(有时称之为牵拉),可为单轴或双轴的,并且如果为双轴的,那么拉伸可为同时的或顺序的。拉伸多层膜的行动或方法可导致全部、或仅一些、或在一些情况下无组成聚合物层为取向的,取决于所使用的材料和方法条件,诸如拉伸期间膜的温度。美国专利6,179,948(Merrill等人)中的参考文献还讨论了已知的拉伸或牵拉技术。例如,可执行两步牵拉法,其中一组层(如聚合物层A)在两个牵拉步骤期间大体上定向,另一组层(如聚合物层B)只在一个牵拉步骤期间大体上定向。这会得到下述多层膜,该膜具有在拉延之后基本上为双轴取向的一组材料层,并且具有在拉延之后基本上为单轴取向的另一组材料层。初始多层聚合物膜(在模制之前)的任何双折射率在模制多层聚合物膜的对应层中可基本上被保留。
聚合物组合物A和B可为聚酯基材料,但也可使用其他合适的材料。例如,A组合物可为或可包含聚酯、聚烯烃、聚-α-烯烃、聚甲基丙烯酸酯、聚碳酸酯、聚碳酸酯合金、聚氨酯、脂族聚酯(诸如聚乳酸、聚羟基丁酸酯、聚羟基琥珀酸酯等等)、苯乙烯共聚物、有机硅或共聚物,和/或它们的混合物;并且B组合物可为或可包含例如聚酯、聚烯烃、聚-α-烯烃、聚甲基丙烯酸酯、聚碳酸酯、聚碳酸酯合金、脂族聚酯诸如聚羟基丁酸酯、聚乙烯琥珀酸脂、聚乳酸等等、苯乙烯共聚物、有机硅或共聚物,和/或它们的混合物;应理解A和B组合物是不同的。共聚物可为嵌段共聚物、无规共聚物或这两种共聚物的组合。
在一些情况下,可能理想的是,层叠堆520可与环氧乙烷灭菌相容。环氧乙烷能够渗透纸、多种塑料和橡胶。目前使用环氧乙烷来对一次性注射器、皮下注射针、预包装材料、培养皿、移液管等进行灭菌。用环氧乙烷灭菌的优点可包括:适用于不耐热物质,因为环氧乙烷灭菌可以在室温下或仅略高于室温的温度下进行;不损伤对湿气敏感的物质与设备,因为环氧乙烷灭菌只需要低湿度;可用于预包装制品,因为环氧乙烷具备强大的穿透能力;另外,尽管环氧乙烷是高反应性化合物,但这种灭菌方法只损伤相当少的材料。环氧乙烷灭菌的缺点可包括:在灭菌期间,环氧乙烷可被一些物质强烈吸附;而且在一些材料中,环氧乙烷可产生有毒物质,如2-氯乙醇。
在某些实施方案中,可能理想的是,利用电离辐射(例如γ射线或电子束)来对膜进行灭菌。在此类情况下,将膜的材料组合物选择为耐受该处理。可能需要加入一种或多种抗氧化剂(例如受阻酚、亚磷酸盐和受阻胺),来确保聚合物稳定。
优选的是,叠堆520被构造成促进层分组之间的界面处(例如,主表面524a/522b、526a/524b等处)而不是任一个层分组内的界面处出现不可逆分层。在简单的AB叠堆中,叠堆中的每个界面在聚合物层A和聚合物层B之间;从而,尽管层与层的剥离强度可通过适当选择聚合物组合物A、B而设计,但每个界面处的剥离强度将基本上相同。然而,叠堆可以其他方式配置成促进在期望界面处的分层。例如,叠堆可提供有促进分层的物理结构。
此类物理结构的示例在图6A和图6B的层叠堆中示出。假设这些图中示出的层叠堆是如本文所述的模制多层聚合物膜的一部分。共挤出聚合物层的叠堆620可与叠堆520相同或相似,在图6A的示意性平面图中,和沿剖切线6B-6B剖切得到的图6B的示意性剖视图中示出。叠堆620具有以AB模式重复的聚合物层构造,其中相邻层构成的层对形成AB型层分组622、624、626、628、630。聚合物层A可包含分散其中的任选的添加剂619,聚合物层B可包含、也可不含这种添加剂。一组嵌套的吻切孔622H、624H、626H、628H、630H由机械刀片、激光辐射或任何其他合适的装置形成,用来限定操作突片615。吻切孔和突出部提供阶梯状横截面平面外形,如图6B所示。吻切孔的深度被设计成让使用者可经由突出部615触及相邻层分组之间的界面。举例来说,使用者可将指甲或另一种锋利的物体沿着一个突出部朝另一个突出部滑动,借此撬起整个最上面的层分组(就图6A和图6B来说,为层分组622),使其远离叠堆620的剩余部分,从而让层分组624的聚合物层A暴露于环境。
类似地,图6B所示略去了最下面的层“A”的整个模制膜可按相对图中所示取向倒置的取向使用。呈倒置取向时,层分组630(与其相关联的孔630H)将为叠堆中最上面或最外侧的层分组,层分组622(与其相关联的孔622H)将为叠堆中最下面或最内侧的层分组(最靠近工件),而且整个膜中的聚合物层“A”和层“B”(除略去的层“A”之外)的位置,都将与图中所示的位置互换,因此图6B中标记为“A”的层将由聚合物B构成且将不含添加剂,而图6B中标记为“B”的层将由聚合物A构成且将包含添加剂619。呈该取向时,不同于将指甲或另一种锋利的物体沿着一个突出部滑动,借此撬起整个层分组622使其远离叠堆剩余部分这一做法,使用者将要(例如用两个手指尖)夹住层分组630的突出部615,然后牵拉该突出部,将层分组630从叠堆的剩余部分剥离,从而让下一个层分组(层分组628)的层“A”暴露于环境。
也可在叠堆620的一个或多个层之上或之中提供标签、标志、其他标记或特征。在所示的层叠堆620中,有两种类型的此类标记。标记616为形成于操作突片615的区域中的每个聚合物层A中的浅孔或凹陷。标记616可在平面图中以包括文字与数字的字符或其他符号的形式成型。在所示的实施方案中,标记616为数字,使用者观察这些数字,就可以很方便地知道工件上的叠堆内还剩下多少个可剥离片材。例如,在将最前面的层分组622分层继而移除时,指示“6”的标记616将连同层分组622一起移除,因此,将只有指示“1”、“2”、“3”、“4”、“5”的标记616依然会被使用者看到。标记616示出为聚合物层A的浅孔或凹陷,但是它们可利用替代性设计。例如,标记616可以只是用油墨印刷到操作突片615的相同区域上的字母数字字符或其他符号。
图6A和图6B所示的另一种类型的标记为标记617。这些标记为穿过叠堆620的不同深度的孔。这些孔全可在最前层的暴露表面处敞开,并且在不同层分组处终止:最浅的孔终止于最前面的层分组622,下一个较深的孔终止于下一个层分组624,再下一个较深的孔终止于再下一个层分组626,依次类推。这些孔示出为简单圆孔,并且不重叠,并且沿着叠堆620的边缘的直线彼此间隔开,但也可使用其他设计。例如,孔在平面图中可具有更复杂的轮廓,例如,包括字母数字字符的形式。标记617也可提供给使用者多少可剥离片材或层分组保留于叠堆中和工件上的指示。例如,在图6A的平面图中,六个标记617为可视的,但在将最外侧的层分组622剥离之后,仅五个标记617将保留,并且在将层分组624剥离之后,仅四个标记617将保留,依次类推。
也可改变图6A和图6B所示的实施方案,得到多个替代性实施方案。例如,当保留标记617时标记616可忽略,或当保留标记616时标记617可忽略,或标记616和617两者均可忽略。此外,孔622H、624H等和操作突片615也可省去。如果需要,各种层通过掺入染料、颜料或其他着色或染色剂可制成具有不同颜色,使得例如每个其他层分组(或其一个或多个层)为不同颜色,或叠堆中的最后层分组或最后少量的层分组可用染料、颜料等进行着色以向使用者提供可视指示,该指示为无更多层分组(或仅一个或少量层分组)可用于分层。
图5的层分组为双层型(A-B)分组。然而,读者应理解,其他层类型例如聚合物层C、D、E等可添加至叠堆,使得变化后的层叠堆的层分组包含两个以上单独的聚合物层。优选地,添加附加聚合物层的方式使得:变化后的叠堆依然不含粘合剂和PSA,变化后的叠堆可由单个共挤出过程制备,并且片材或层分组可连续从模制多层聚合物膜的层叠堆的剩余部分不可逆地分层。将层分组设计成包含两个以上聚合物层的一个益处是,通过适当选择聚合物材料A、B、C等,就可得到多种不同的层与层附接。这继而允许我们选择A、B、C等材料,以使层与层的最弱附接在层分组之间的界面处出现,而不是在一个或多个层分组内的层之间的界面处出现。此类布置可用于配置层叠堆以促进在层分组之间而不是层分组内的不可逆分层。然后,如果需要,通过确保每个层分组的最前聚合物层包含有效量的所需添加剂,从叠堆剥离一个层分组将导致下面的层分组现出新的载有添加剂的层,即膜的新前表面。
具有图4A至图4D所示功能的另一种可行的模制膜的构造细节在图7中示出。在该图中,我们看到以示意性形式的单个聚合物层,这些聚合物层的叠堆在一起以形成叠堆720,该叠堆可形成模制多层聚合物膜711的全部或一部分。叠堆720可与叠堆520类似,例如在以下方面:叠堆720的聚合物层可通过单个共挤出操作、一个或多个拉伸或定向步骤(可选)制备;叠堆720可不含粘合剂层且不含压敏粘合剂层;叠堆720可包括一些含有效量的所需添加剂719的聚合物层(至少一个这种层位于叠堆内部)和一些不含添加剂的聚合物层;叠堆720可被构造成促进层分组之间而不是沿着层分组内的界面出现分层;叠堆720的聚合物组合物可能可以在204℃(400℉)或更高的熔融温度下熔融加工。但叠堆720有别于叠堆520,因为叠堆720由两种(三种)以上类型的聚合物层构成:聚合物层A、聚合物层B和聚合物层C,假设它们分别由不同的聚合物组合物A、B和C构成。这三种不同的层类型被组织成重复的层组A、B、C、A、B、C(依次类推),最小的重复单元(A、B、C)被称作层分组。膜711具有至少四个层分组722、724、726和728。这些层分组中的每个层分组都由前主表面(参见表面722a、724a、726a、728a)和后主表面(参见表面722b、724b、726b、728b)限定。相邻层分组的前主表面和后主表面彼此紧密接触。层分组中的每个层分组恰好有三个设置在前主表面和后主表面之间的聚合物层:一个聚合物层A、一个聚合物层B和一个聚合物层C。如图所示,给定分组内的层A是该分组内最前面的聚合物层,层C是该分组内最后面的聚合物层,而层B是给定分组中的内部层(既不位于最前面,也不位于最后面)。叠堆720被构造成使得聚合物层A包含有效量的添加剂719(可选),而另外的聚合物层(B和C)不含。在替代性实施方案中,这些层(A、B和C)可包含添加剂(可选)。
聚合物组合物B和A或C可为聚酯基材料。就这一点而言,我们已开发出聚酯和非聚酯基材料组合,当其分别恰当地结合到叠堆720中的层B或A或C中时,可引起层分组722、724等优先地沿对应于相邻的层分组之间的界面处的分层表面(是指图7中的虚线)分层。结合图7所示的含三个构成层的实施方案,我们已发现,通过使聚合物层C与聚合物层A的附接明显弱于层C与层B的附接以及层B与层A的附接,可使分层表面与聚合物层C和聚合物层A之间的界面一致。这继而可通过使用聚丙烯共聚物与合适量的另一个树脂的共混物用于聚合物组合物C来实现。例如,聚合物组合物C可以是丙烯共聚物与苯乙烯嵌段共聚物的可混溶的共混物,或丙烯共聚物与乙烯α烯烃共聚物的可混溶的共混物,或丙烯共聚物与烯烃嵌段共聚物的可混溶的共混物。在聚合物组合物C是丙烯共聚物与苯乙烯嵌段共聚物的可混溶的共混物的情况下,聚合物组合物B可以是共聚酯与烯烃的不可混溶的共混物,或聚合物组合物B可以是非晶态共聚酯并且聚合物组合物A可以是半结晶聚酯。在一些情况下,虽然聚合物组合物C与聚合物组合物B可至少部分地混溶,并且聚合物组合物B与聚合物组合物A可至少部分地混溶,但聚合物组合物C与聚合物组合物A不可混溶。就这一点而言,如果不可混溶的共混物的至少一种组分与另一种聚合物组合物(或如果另一种聚合物组合物也为不可混溶的共混物或嵌段共聚物,其中“成分”是指嵌段共聚物的单个区块区域)可混溶,则可将为聚合物的不可混溶的共混物的给定聚合物组合物,诸如聚合物组合物A、B或C中的任一个,称为与另一种聚合物组合物可至少部分地混溶。如上文已指出的那样,即使聚合物层A和聚合物层C之间的附接可能最弱,但这种附接仍可大于零,举例来说,A/C界面处的剥离力可为至少1克/英寸,或为至少2克/英寸。
对于本发明的目的,术语“可混合的”、“可混性”等不意味着在绝对意义上的要求,该要求是指在谈论中的两种或更多种聚合物形成一种均匀相的恒定空间组合物,相反,在相对意义上,存在有两种或多种聚合物的足够内扩散以提供横穿相之间的界面的显著纠缠交互作用,和/或有时在文献中称为层间的“中间相”。这种相对意义上的混溶性在聚合物科学文献中有时也称为“相容性”或“部分混溶性”。另外,例如均聚物或无规共聚物可据称在这种意义上表现出与嵌段共聚物的混溶性,其中其具有与嵌段聚合物的仅一个嵌段的区域相互作用的此类能力,即使均聚物或共聚物与嵌段共聚物的其他嵌段的区域完全互溶。
A-B、B-C和A-C层对当中混溶性程度的差异并非影响层对当中剥离力的相对值的唯一方式。例如,层A的至少一种组分与层B的至少一种组分的至少部分混溶性将趋于增加A-B对的剥离力,这是由于横跨这两个层之间的界面的分子间缠结得到增加。作为替代,在层A和B中的至少一个的至少一种组分中的大分子取向或结晶度或两者的存在可趋于降低A-B对的剥离力。这是由于横跨两个层之间的界面的分子间缠结减少,该减少可由分子取向(而不是呈无规线团构型)、涉及结构化微晶(而不是呈非晶态状态)或两者的聚合物分子的移动性降低造成。膜制造工艺中的一个或多个单轴或双轴拉伸可导致分子取向、结晶、或两者。因此,对于至少部分地包含在拉伸下趋于取向、结晶、或两者的聚合物的层,膜拉伸可以是以改变层的组合物作为影响层对当中的剥离力的相对值的方法的替代形式或补足。换句话讲,可利用形态(例如结晶度)和组合物来影响层对当中的相对剥离力。
因此,对叠堆720进行设计,使层分组之间的附接比层分组内的层之间的附接弱,便可将叠堆720构造成促进期望界面处出现分层。然而,另外或作为替代,叠堆720也可被构造成通过向叠堆720提供有促进分层的物理结构而促进期望界面处的分层,具体地包括结合图6A和/或图6B所讨论的操作突片和/或任何其他特征。
图7的层分组为三层型(A-B-C)层分组。然而读者应理解,层A、层B、层C可按不同方式组织,并且/或者可将其他类型的层(如聚合物层D、E等)添加至叠堆,使得层分组包含三个以上单独的聚合物层。例如,层A、层B、层C可被布置成A、B、A、B、C、A、B、A、B、C等布置,使得每个层分组为聚合物层的五层型组(A-B-A-B-C)。在这种情况下,再次使层C与层A的附接明显弱于层C与层B的附接以及层B与层A的附接,因而在层C和层A之间的界面处形成分层表面。层A与层C之间的弱附接可大于零,举例来说,剥离力可为至少1克/英寸,或为至少2克/英寸。在该实施方案中,所有的聚合物层A可含有一种或多种添加剂(可选),而聚合物层B和聚合物层C可含可不含。作为替代,只有一些聚合物层A(例如,仅仅是每个层分组内的最前面的聚合物层的那些聚合物层A)可含有添加剂(可选),剩余的层A,以及层B和层C都不含。
在给定的可剥离模制膜中,各种层分组(无论是AB、ABC,还是其他模式)内的指定层(如聚合物层A)可含有同一种添加剂或不同的添加剂。在简单的情况下,膜内的指定层可全都包含同一种添加剂。在替代性实施方案中,膜的不同层分组内的至少有两个聚合物层可包含不同的添加剂,而且在一些情况下,膜内的每个聚合物层可包含不同的添加剂,也就是说,每个聚合物层可包含其他任何聚合物层中不含的添加剂。
又如,可将聚合物层D(假设由不同于组合物A、B和C的聚合物组合物D制成)添加至层叠堆。这种实施方案在图8中示意性示出。该图只示出了模制多层聚合物膜811的一部分,图中膜包含聚合物层的叠堆820。层叠堆820由四种不同类型的聚合物层构成:聚合物层A、B、C、D,这些聚合物层分别由不同的聚合物组合物A、B、C、D构成。组合物A、B、C、D全都不为压敏粘合剂(PSA)和其他类型的粘合剂,而且这些聚合物组合物优选地彼此能够共挤出,使得整个层叠堆820可以在单个操作中共挤出。聚合物组合物A、B、C、D也优选地能够在204℃(400℉)或更高的熔融温度下熔融加工。聚合物层A、B、C和/或D中的任何或全部也可被取向,并且可具有至少0.05的双折射率。叠堆820被构造成使得聚合物层A包含有效量的添加剂819(可选),而另外的聚合物层(B、C、D)不含。
聚合物层以重复顺序A、D、B、C、A、D、B、C等组织,并且聚合物组合物被调整成使层C与层A的附接弱于叠堆820内其他任何相邻层对的附接,这与图7的实施方案类似。这样,将聚合物层组织成四层型(A-D-B-C)层分组,并且优先地沿对应于相邻的层分组之间的界面,例如,聚合物层C和聚合物层A之间的界面处的分层表面(是指图8中的虚线)发生分层。
因此,对叠堆820进行设计,使层分组之间的附接比层分组内的层之间的附接弱,便可将叠堆820构造成促进期望界面处出现分层。然而,另外或作为替代,叠堆820也可被构造成通过向叠堆820提供有促进分层的物理结构而促进期望界面处的分层,具体地包括结合图6A和/或图6B所讨论的操作突片和/或其他任何特征。
图9和图10是可用于制造本发明公开的多层聚合物膜的制造系统的示意图。图9示意性示出了共挤出本文别处描述的三种聚合物组合物A、B、C,形成多层聚合物膜910。在替代性实施方案中,可只使用两种聚合物组合物(如A、B),而在其他实施方案中,可使用三种以上聚合物组合物(如A、B、C、D)。组合物可经由双螺杆挤出机或其他合适装置进料至送料区块930,该送料区块交织熔融聚合物流动路径,使它们形成多层挤出物909。在使用三种聚合物组合物的情况下,聚合物层A、B、C可按成品膜中所期望的重复模式布置于挤出物909内。在一些情况下,挤出物909可进料到一个或多个层倍增器单元中,形成层数为初始挤出物909层数的多倍(如2倍、3倍或4倍)的输出挤出物。无论使用层倍增器与否,随后均可将多层挤出物进料到膜模头932内,该膜模头的输出物可在浇铸轮上淬灭,形成浇铸的多层聚合物膜。在一些情况下,不具有附加的部件和特征的浇铸膜可变为多层聚合物膜910,该多层聚合物膜随后在后成型或模制操作过程中被赋予自支承起伏状外形。在一些情况下,可向浇铸膜施加附加的层和涂层,赋予其额外的功能。例如,可将隔离衬垫施加至浇铸膜的一个或两个暴露主表面。另外,粘合剂背衬层可涂覆到浇铸膜的暴露主表面之一上,使得其可容易地施加至所关注的工件。还可提供物理结构,具体地包括本文所讨论的操作突片和/或其他特征结构。不管施加多少个附加的层和涂层,多层聚合物膜910都包括利用送料区块930共挤出,随后经由层倍增器(可选)和模头932形成的聚合物层的叠堆。即便在膜910被后成型或模制之后,叠堆内的层仍可如本文别处讨论的那样被组织成层分组,这些层分组被设计成相互不可逆地分层。
在一些情况下,无论是为了赋予膜中的一些或所有单独的层双折射率,还是为了改变一些或所有单独的聚合物层的其他材料特性,对多层浇铸膜进行拉伸或定向可能是理想的。此类拉伸或定向在图10中示意性示出。可将多层浇铸膜1008依序、同时或既依序又同时进料到沿顺维方向和/或横维方向拉伸膜的一个或多个已知的膜处理装置中,制出具有本文所述的分层特征的定向多层聚合物膜1010,其中多层浇铸膜1008可与图9所示的浇铸膜910相同或类似,包括至少两种、三种或更多种类型的按成品膜中所期望的重复模式布置的不同聚合物层。在图10中,多层浇铸膜1008被示为首先进料到长度取向机(L.O.)1034内,该长度取向机沿顺维方向拉伸膜,形成初步定向膜1009;之后进料到拉幅机1036内,该拉幅机沿横维方向拉伸膜,产生定向的多层聚合物膜1010,然后将该膜后成型。在替代性实施方案中,可省去长度取向机1034,可省去拉幅机1036,也可添加附加的长度取向机和/或拉幅机。还可单独地或与前述拉伸装置结合使用被设计成能够同时在顺维方向与横维方向上拉伸膜的拉幅机(未示出)。可单独使用或与其他拉伸单元结合使用专门设计的拉幅机,例如通常所说的抛物线拉幅机。参见(例如)美国专利7,104,776(Merrill等人)、7,153,122(Jackson等人)和7,153,123(Jackson等人)。在其他实施方案(未示出)中,可将浇铸膜成型为管状构型而不是扁平膜构型,随后可使用吹塑膜工艺等将管状浇铸膜拉伸。可用于将浇铸膜拉伸/取向为拉伸膜的方法不受限制。
与上文结合图9讨论的内容类似,不具有附加的部件和特征的定向膜1010可变为(在如本文所述的合适的后成型或模制操作之后)模制的多层聚合物膜,该膜的分层特性如本文所论述。在其他情况下,可将附加的层和涂层(如隔离衬垫和粘合剂背衬层)施加至定向膜,赋予其额外的功能。还可提供物理结构,具体地包括本文所讨论的操作突片和/或其他特征结构。不管施加多少个附加的层和涂层,多层聚合物膜都包括最初通过共挤出,然后任选地通过拉伸定向而形成的聚合物层的叠堆,该叠堆中的层如本文别处讨论的那样被组织成层分组,这些层分组被设计成相互不可逆地分层。
由于层叠堆中的聚合物层优选地与通过共挤出的同时形成相容,如图9所描绘的,单独地可剥离层分组可比单独制造、然后彼此层合时制造得更薄。优选地,叠堆中的层分组中的每个层分组可具有不超过约2密耳(约50微米)的厚度。此外,层叠堆可总共包含N个层分组,其中N可为至少5或为至少10,膜可具有不超过约15密耳或20密耳(分别为约380微米或510微米)的总厚度。至少N-1个层分组可具有相同数目的即M个聚合物层,M可为至少2,或为至少3。M个聚合物层可按与N-1个层分组或全部N个层分组相同的顺序布置。
对于所公开的一些膜优先地在整个聚合物层的叠堆中重复的特定类型的界面处分层的能力具有一些重要性的是适当选择叠堆内各种层类型的聚合物组合物。就此类膜来说,我们可假设叠堆包括多个被组织成层分组的单独聚合物层,每个层分组具有最前聚合物层、最后聚合物层和至少一个内部聚合物层。我们可进一步假设层叠堆被设计成优先地在对应于相邻层分组的最前层与最后层之间界面的分层表面处分层。在此类情况下,适用于最前层的组合物通常可选自聚酯、共聚酯、丙烯酸类树脂以及有机硅热塑性塑料。此外,适用于最后层的组合物可选自烯烃的共混物,诸如聚丙烯或聚乙烯与合适量的苯乙烯嵌段共聚物、乙烯α烯烃共聚物或烯烃嵌段共聚物的共混物。此外,适用于内部聚合物层的组合物可选自多种聚合物以及聚合物共混物,包括但不限于共聚酯、PMMA、co-PMMA、苯乙烯嵌段共聚物、聚丙烯以及有机硅聚乙二酰胺。应注意,不是前述适用于不同层类型的组合物的所有组合都将产生期望的结果,所以应使用判断来识别用于不同层类型的聚合物材料中以实现期望的功能性以及分层特征的适当组合。例如,最前层可以是或可包含半结晶聚酯,最后层可以是或可包含聚丙烯与苯乙烯嵌段共聚物、乙烯α烯烃共聚物或烯烃嵌段共聚物的共混物,内部层可以是或可包含共聚酯。又如,最前层可以是或可包含聚甲基丙烯酸甲酯(PMMA)或co-PMMA,最后层可以是或可包含聚丙烯与苯乙烯嵌段共聚物的共混物,内部层可以是PMMA或co-PMMA与苯乙烯嵌段共聚物或聚丙烯的共混物。再如,最前层可以是或可包含有机硅聚乙二酰胺,最后层可以是或可包含聚丙烯与苯乙烯嵌段共聚物,内部层可以是苯乙烯嵌段共聚物。
使用设计层叠堆中的一个聚合物层与其他聚合物层的附接的一种方法时,由聚丙烯和若干种共聚物树脂之一的共混物组成的聚合物组合物表现出的与其他聚丙烯层的附接为共混成分比例的函数。该方法在美国专利申请No.2014/0065397中更详细地讨论。
图11所示的流程图概述了一种用于实施后成型或模制操作以产生本发明所公开的模制可剥离多层聚合物膜的技术。在框1102中,提供了多层聚合物膜。这种膜可通过如结合图9和图10所述那样分层共挤出合适的聚合物材料而制成,这种膜可包括聚合物层的叠堆,该叠堆中的聚合物层如本文别处讨论的那样被组织成层分组,这些层分组被设计成相互不可逆地分层。在框1104中,提供了具有起伏状外形的工件。该工件可以是模具,也可以是可用作模具的制品。该工件具有起伏状表面,该表面的形状正是期望赋予可剥离的模制膜成品的形状。在框1106中,加热来自框1102的多层聚合物膜。如上所述,加热可软化多层聚合物膜中的至少一些构成层,例如,可将该多层聚合物膜加热到超过与聚合物层的叠堆相关联的至少一个玻璃化转变温度。另外在一些情况下,上述加热效果可完全或部分地是制造框1102内的多层聚合物膜的过程附带造成的结果。另外或作为替代,可先加热工件/模具,然后由该工件/模具向膜供热,而加热该膜。在框1108中,将多层聚合物膜后成型(如热成型),或抵靠工件/模具的起伏状表面模制。通常在该过程期间向膜施压,例如借助真空形成的空气压差,或使用一个或多个机械元件直接施压,使得膜贴合工件/模具的相关起伏状表面。请注意,框1106中的加热操作既可与框1108中的模制操作同时发生,也可为框1108中模制操作的一部分。优选的是,执行框1106中的加热操作和框1108中的模制操作后,来自框1102的多层聚合物膜的层结构和不可逆分层特征基本上得以保留。在框1110中,将(现为模制的)多层聚合物膜冷却,这样,膜便保留了从工件/模具获得的起伏状外形。冷却的模制多层聚合物膜体现起伏状外形,而且具备自支承能力。另外,该模制膜的层分组可依序从该膜的剩余部分不可逆地分层。在框1112中,将成型或模制膜从工件/模具移除。
在图11所示的后成型或模制操作之后,如果需要,可将模制膜粘附到或以其他方式附接到另一个工件,例如可用的物体或装置,如电话机、电话机配件或电话机部件、电视机遥控器、键盘、小键盘、显示装置,或任何其他合适的具有起伏状表面的可用物体。可用物体的示例在图12中示出。此处,如本文所公开的模制多层聚合物膜1211被施加到工件1202上。工件为具有显示器1203和按钮1204的手持式电子装置,显示器1203是平坦的但相对于其四周凹陷,按钮1204从其四周凸出。将按钮垂直(即沿Z方向)按下至少一段距离,便可激活按钮。显示器1203和按钮1204形成工件1202的前表面1202a的一部分,由于前表面沿Z方向的多个部分高度不同,所以具有起伏状外形。已例如使用图11所示的过程模制出了模制膜1211,使其保留起伏状外形,该起伏状外形包括对应于显示器1203的平坦凹陷区域1218和对应于按钮1204的隆起1219。模制膜1211还可包括操作突片1215,这些操作突片可与上文所述的操作突片615相同或类似,用于方便多个单独的层分组从膜1211分层。模制膜1211可为基本上光学透明的,并可包括光学透明的粘合剂背衬层,所以可被粘附或以其他方式附接到工件1202的具有起伏状外形的前表面1202a上,而且在这种粘附后,使用者仍可观看显示器1203上的信息并操作按钮1204。就这一点而言,模制膜1211除具有自支承起伏状外形之外,还优选可挠曲,这样一来,使用者用手指按压隆起1219便可轻松激活对应的按钮1204。
实施例
我们应用前述原理制造了几个具有本文讨论过的分层特性和起伏状表面特征的模制多层聚合物膜。
首先制造三个共挤出多层聚合物膜,然后热成型(后成型),形成与可用物体的起伏状表面对应的自支承起伏状外形。
多层聚合物膜1使用的聚合物层的叠堆具有与图7所示类似的重复ABC层布置。就膜1来说,A层、B层和C层分别由下列聚合物组合物A、B、C构成:
·聚合物组合物A:聚对苯二甲酸乙二醇酯(PET),具体地讲,购自美国新泽西州利文斯顿南亚塑胶工业股份有限公司(Nan Ya Plastics Corp.USA,Livingston,NJ),产品代码1N404;
·聚合物组合物B:PETG共聚酯,具体地讲,购自美国田纳西州金斯波特伊士曼化工公司(Eastman Chemical Co.,Kingsport,TN),产品代码EASTAR GN071;
·聚合物组合物C:80重量%聚丙烯(购自利安德巴塞尔工业公司(LyondellBasell Company),产品代码SR549M)和20重量%苯乙烯-乙烯-丙烯-苯乙烯(SEPS)嵌段共聚物树脂(购自美国得克萨斯州休斯敦科腾高性能聚合物公司(KratonPerformance Polymers Inc.,Houston,TX),产品代码KRATON G1657)的共混物。
所有这些材料彼此能够共挤出,并且在204℃(400℉)或更高的温度下均可熔融加工。加热这些材料后,使用由下列三个挤出机送入的16层送料区块进行共挤出:一个挤出机装有聚合物组合物A,一个装有聚合物组合物B,还有一个装有聚合物组合物C。让16层挤出物流入13.25英寸(约337mm)的模头内,继而浇铸到存在静电钉扎的冷却浇铸轮上,由此生成多层聚合物膜1。在挤出这种膜样品期间,将挤出机、模头和送料区块加热到500℉至530℉(260℃至277℃)。浇铸之后,双向拉伸膜1,使其定向。
在多层聚合物膜1的共计16个聚合物层中,15个层形成聚合物层的叠堆,这些层按照与图7所示类似的重复ABC模式布置,不同的是具有5个层分组。就每个层分组来说,顶部或前面有一个A层,内部有一个B层,底部或后面有一个C层。每个A层的物理厚度为0.70密耳(18微米),每个B层的物理厚度为0.15密耳(3.8微米),每个C层的物理厚度为0.15密耳(3.8微米)。在该包含5个ABC层分组的叠堆中最后面或最底部的C层处,向该叠堆添加一个附加(共挤出)聚合物组合物A层,这一附加A层的物理厚度为0.70密耳(18微米)。因此,多层聚合物膜1的总卡尺厚度(即物理厚度)为5.7密耳(145微米)。多层聚合物膜1具有澄清透光的外观。
多层聚合物膜2与多层聚合物膜1基本上相同,并且以与多层聚合物膜1相同的方式制成,不同的是改变了浇铸轮的速度,由此减小整个膜以及膜的构成层的厚度。因此,多层聚合物膜2总共有16个按与多层聚合物膜1相同的方式布置的聚合物层,但每个A层的物理厚度为0.32密耳(8.1微米),每个B层的物理厚度为0.07密耳(2微米),每个C层的物理厚度为0.07密耳(2微米)。因此,多层聚合物膜2的总卡尺厚度(即物理厚度)为2.65密耳(67.3微米)。多层聚合物膜2具有澄清透光的外观。
多层聚合物膜3使用的聚合物层的叠堆具有与图7所示类似的重复ABC层布置。就膜3来说,A层、B层和C层分别由下列聚合物组合物A、B、C构成:
·聚合物组合物A:94重量%聚对苯二甲酸乙二醇酯(PET)(具体地讲,购自美国新泽西州利文斯顿南亚塑胶工业股份有限公司(NanYa Plastics Corp.USA,Livingston,NJ),产品代码1N404)和6重量%聚丙烯(购自美国得克萨斯州休斯敦道达尔石化美国公司(Total Petrochemicals USA,Houston,TX),产品代码PP3230)的共混物;
·聚合物组合物B:PETG共聚酯,具体地讲,购自美国田纳西州金斯波特伊士曼化工公司(Eastman Chemical Co.,Kingsport,TN),产品代码EASTAR GN071;
·聚合物组合物C:90重量%聚丙烯(购自利安德巴塞尔工业公司(LyondellBasell Company),产品代码SR549M)和10重量%苯乙烯-乙烯-丙烯-苯乙烯(SEPS)嵌段共聚物树脂(购自美国得克萨斯州休斯敦科腾高性能聚合物公司(KratonPerformance Polymers Inc.,Houston,TX),产品代码KRATON G1657)的共混物。
所有这些材料彼此能够共挤出,并且在204℃(400℉)或更高的温度下均可熔融加工。加热这些材料后,使用由下列三个挤出机送入的16层送料区块进行共挤出:一个挤出机装有聚合物组合物A,一个装有聚合物组合物B,还有一个装有聚合物组合物C。让16层挤出物流入13.25英寸(约337mm)的模头内,继而浇铸到存在静电钉扎的冷却浇铸轮上,由此生成多层聚合物膜3。在挤出这种膜样品期间,将挤出机、模头和送料区块加热到500℉至530℉(260℃至277℃)。浇铸之后,双向拉伸膜3,使其定向。
在多层聚合物膜3的共计16个聚合物层中,15个层形成聚合物层的叠堆,这些层按照与图7所示类似的重复ABC模式布置,不同的是具有5个层分组。就每个层分组来说,顶部或前面有一个A层,内部有一个B层,底部或后面有一个C层。每个A层的物理厚度为0.60密耳(15微米),每个B层的物理厚度为0.13密耳(3.3微米),每个C层的物理厚度为0.13密耳(3.3微米)。在该包含5个ABC层分组的叠堆中最后面或最底部的C层处,向该叠堆添加一个附加(共挤出)聚合物组合物A层,这一附加A层的物理厚度为0.60密耳(15微米)。因此,多层聚合物膜3的总卡尺厚度(即物理厚度)为5.0密耳(127微米)。由于用于制造聚合物A层的两种聚合物不混溶,产生了显著光散射,所以多层聚合物膜3具有白色不透明的外观。
多层聚合物膜1、2、3各自适于,也能够如本文所述那样在层分组之间连续不可逆分层。
然后取多层聚合物膜1、2、3各自抵靠电话机基座(具有起伏状表面,且用作模具),采用热成型技术进行后成型或模制。模制过程如下:将一片多层聚合物膜置于矩形大框架内,用该框架将膜绷紧。然后将带膜的框架放入烘箱预热,使膜软化。烘箱温度被称为“预热温度”。在烘箱内预热规定时间(“预热时间”)之后,将带膜的框架迅速转移至真空泵工位,此处真实的电话机基座停留在与真空相连的平坦表面上,电话机基座与平坦表面都处于室温下。平坦表面具有通孔,该通孔位于电话机基座下方且与真空相连,所以一旦施加真空,大气压力便将(仍受热的)膜的一部分压贴在电话机基座的起伏状表面上,并将膜的其余部分压贴在平坦表面上。规定时间(“成型时间”)之后,关闭真空泵工位的真空,待多层聚合物膜冷却后,将冷却的模制膜从电话机基座(模具)分离。为方便参照,我们将该后成型或模制过程之后的多层聚合物膜1、2、3分别称为模制多层聚合物膜1’、2’、3’。使用的后成型条件如下:

图13A是与电话机基座(模具)分离之后的模制多层聚合物膜2’的照片。在该照片中,模制膜2’仅被手轻轻托住,可以看出,该膜2’具有基本上类似于电话机基座的上表面轮廓和侧表面轮廓的自支承起伏状外形。如果将模制膜2’放在平坦的桌面上,虽然用手摆弄该模制膜,可轻易使其弯曲或挠曲,但该模在重力作用下仍保持自支承起伏状外形一段不确定的时间,例如几小时、几天、几周。模制膜1’和3’呈现出基本上类似的自支承起伏状外形和挠曲特性。
图13B是可代表模制膜1’、2’或3’中任一者的模制聚合物膜1311的示意性俯视图(或者说平面图)。模制膜1311具有起伏状外形,以及呈现局部的隆起和凹陷的特征结构1312。最大的特征结构1312是尺寸被设计成用于放置电话机听筒的凹陷,第二大特征结构1312对应于电话机基座上的显示器,较小的特征结构1312是与电话机基座上的按钮对应的隆起。区域R1和R2大致按比例绘制,是模制膜1311中相对平坦区域的一部分。区域R1用于测量模制膜的光学雾度。区域R2用于测量聚合物层的叠堆中相邻层分组之间的剥离力(粘合强度、剥离强度)。
使用可从毕克仪器公司(BYK Instruments)购买的Haze-Gard Plus雾度计测量模制膜1’、2’、3’的光学雾度。还测量了对应的初始多层聚合物膜1、2、3(在模制之前)的光学雾度。结果如下:
| 测得的雾度(%) | |
| 多层聚合物膜1 | 2.9 |
| 模制多层聚合物膜1’ | 1.3 |
| 多层聚合物膜2 | 0.7 |
| 模制多层聚合物膜2’ | 1.2 |
| 多层聚合物膜3 | 97.4 |
| 模制多层聚合物膜3’ | 97.1 |
从结果可以看出,模制膜1’、2’、3’就像对应的初始多层聚合物膜1、2、3那样,优先在ABC层分组之间的界面处不可逆地分层。使用Imass公司出品的SP-2000型滑动/剥离测试仪测量模制膜1’、2’、3’的剥离力(参见图13B的区域R2),测量期间用胶带将膜中所关注的部分粘到平坦的刚性玻璃板上。依次测量模制膜的每个层分组(共5个)的剥离力,每次测量剥离力都按下列要求进行:90度剥离;滑动速度为60英寸/分钟;滑动方向与膜的纵向平行;剥离力是整个剥离行进距离内的平均值。还测量了对应的初始多层聚合物膜1、2、3(在模制之前)的5个层分组的剥离力。所得的剥离力值(以克/英寸示出)以及每个膜的所有5个层分组的平均剥离力如下(其中LP1是指最顶部或最上面的ABC层分组,LP2是指直接位于LP1层分组下方的ABC层分组,LP3是指直接位于LP2层分组下方的ABC层分组,依次类推;LP平均值是指全部五个层分组的平均值):
| LP1 | LP2 | LP3 | LP4 | LP5 | LP平均值 | |
| 膜1 | 16.2 | 12.7 | 14.5 | 13.8 | 12.9 | 14.0 |
| 膜1’ | 15.4 | 17.3 | 16.3 | 14.8 | 12.2 | 15.2 |
| 膜2 | 10.5 | 12.4 | 10.5 | 9.3 | 7.7 | 10.1 |
| 膜2’ | 17.9 | 15.2 | 5.7 | 6.1 | 5.3 | 10.0 |
| 膜3 | 17.2 | 16.3 | 20.1 | 12.2 | 9.0 | 15.0 |
| 膜3’ | 14.8 | 10.1 | 19.2 | 12.1 | 12.1 | 13.7 |
如上所述,从结果可以看出,模制多层聚合物膜1’、2’、3’优先在五个ABC层分组之间的界面处不可逆地分层。这些模制膜中的每个模制膜可例如由合适的粘合剂附接到先前用作其模具的同一个电话机基座上。由于在模制过程中按钮向下移动或移入电话机基座内,所以模制膜中对应于电话机基座的可操作按钮的隆起(参见图13B中的较小特征结构1312)并没有像它们本应呈现的那样突出;然而,这样的隆起的形状仍紧密贴合电话机基座的起伏状表面上的各种特征结构,给人以整洁、细节毕现的印象。另外,由于模制膜牢牢覆盖在电话机基座的上表面和侧表面上的恰当位置,并由于模制膜具有柔韧性,所以电话机基座上的按钮仍可凭借手指触摸而轻松激活。图14是模制多层聚合物膜2’在附接到先前用作其模具的电话机基座而且移除了多余的部分之后的照片。在沿电话机基座边缘选定的多个点处使用数小片可移除双面涂布胶带(3MTMScotchTM667可移除双面胶带),将模制膜附接到电话机基座上。该照片还示出了一个ABC层分组正在手的拉动下从模制膜2’的剩余部分不可逆地分层。
也可将其他工件用作模具,利用该模具赋予可模制膜起伏状外形。特别地,测试了电话机听筒(贴合在图14的电话机基座上可见的大凹陷内的一类电话机听筒)、半径3英寸的半球和电视机遥控器(具有用于遥控电视机的下压按钮)。就这些工件或模具中的每一者来说,可将多层聚合物膜1、2、3抵靠工件的相关起伏状表面模制,得到自支承起伏状外形,而且模制膜的每个层分组可独立从模制膜的剩余部分彻底移除。
图15示出了一片模制多层聚合物膜1511紧挨着电话机听筒1502放置在桌面上的照片。模制膜1511以多层聚合物膜3为起始材料制造,并且在模制操作期间抵靠听筒1502模制。在模制膜1511的两端可以看到多余的模制材料,但在将模制膜1511附接到合适的工件(例如听筒1502或基本上相同的或类似的电话机听筒)之前,能够很轻易地修剪掉这些多余的材料。
取一片多层聚合物膜1,抵靠半径3英寸(76mm)的半球状模具后成型或模制。图16示出了所得的模制多层聚合物膜被手轻轻托住的照片,该膜制膜具有自支承起伏状(半球状)外形。这种模制膜的多个层分组可独立从模制膜的剩余部分彻底移除。
取一片多层聚合物膜2,抵靠电视机遥控器后成型或模制。图17A示出了所得的模制多层聚合物膜被手轻轻托住的照片,该模制膜具有基本上对应于电视机遥控器的起伏状外形的自支承起伏状外形。这种模制膜的多个层分组可独立从模制膜的剩余部分彻底移除。图17B是所得的模制多层聚合物膜在附接到先前用作其模具的电视机遥控器而且移除了多余的部分之后的照片。在沿电视机遥控器边缘选定的多个点处使用数小片可移除双面涂布胶带(3MTMScotchTM667可移除双面胶带),将模制膜附接到电视机遥控器上。
除非另外指明,否则本说明书和权利要求书中用来表示数量、特性量度等的所有数字都应被理解为由术语“约”修饰。因此,除非有相反的指示,否则本说明书和权利要求书中列出的数值参数均为近似值,这些近似值可以根据本领域内的技术人员利用本专利申请的教导内容想要获得的所需特性而改变。并且不旨在将等同原则的应用限制在权利要求书范围内,至少应该根据所记录的有效数位的数目和通过应用惯常的四舍五入法来解释每个数值参数。虽然给出本发明宽范围的数值范围和参数是近似值,但就任何数值均在本文所述具体实例中列出来说,其记录尽可能地精确并且合理。然而,任何数值可以包括与测试或测量限制关联的误差。
在不脱离本发明的实质和保护范围的前提下,对本发明进行的各种修改和更改对于本领域内的技术人员来说将显而易见,并且应当理解,本发明不应当限于本文示出的示例性实施方案。除非另外指明,否则读者应该假设一个公开的实施方案的特征也可应用于所有其他公开的实施方案。本文提及的所有美国专利、专利申请公布以及其他专利和非专利文献都在它们与上述公开内容不违背的程度上以引用方式并入。
本申请公开了多种与后成型的多层聚合物膜相关的项目。这些项目包括但不限于下列的编号项目。
项目1是一种包括聚合物层的叠堆的膜,所述聚合物层被组织成层分组,所述层分组中的每个层分组具有所述聚合物层中的至少两个聚合物层;
其中相邻的层分组之间的附接足够弱,以允许所述层分组独立地从所述叠堆的剩余部分不可逆地分层,并且所述叠堆被构造成用于促进此类层分组之间的此类不可逆的分层;
其中所述聚合物层的叠堆中的所有聚合物层具有各自的彼此能够共挤出的聚合物组合物;并且
其中所述膜具有自支承起伏状外形。
项目2是项目1所述的膜,其中所述起伏状外形包括在第一横截面平面中弯曲、但在垂直于所述第一横截面平面的第二横截面平面中不弯曲的区域。
项目3是项目1或项目2所述的膜,其中所述起伏状外形包括在第一横截面平面中弯曲、在垂直于所述第一横截面平面的第二横截面平面中也弯曲的区域。
项目4是前述任一项目所述的膜,其中所述叠堆被构造成使得所述叠堆中的每对相邻的层分组之间的附接比所述层分组内的所述聚合物层之间的附接弱,使得不可逆分层往往在所述层分组之间而不是在所述层分组内发生。
项目5是项目4所述的膜,其中相邻的层分组之间的附接通过第一剥离力来表征,并且其中每个层分组内的聚合物层的最弱附接通过第二剥离力来表征,并且其中所述第二剥离力为所述第一剥离力的至少两倍。
项目6是前述任一项目所述的膜,其中任何两个相邻的层分组之间的附接通过2克/英寸至100克/英寸(0.8N/m至38.6N/m)范围内的剥离力来表征。
项目7是前述任一项目所述的膜,其中所述聚合物层以重复的AB顺序布置。
项目8是项目1至6所述的膜,其中所述聚合物层以重复的ABC顺序布置。
项目9是项目8所述的膜,其中聚合物层A和C之间的附接比聚合物层A和B之间的附接弱,也比聚合物层B和C之间的附接弱。
项目10是前述任一项目所述的膜,其中所述聚合物层的叠堆中的所有聚合物层具有各自的能够在204℃(400℉)或更高的熔融温度下熔融加工的聚合物组合物。
项目11是前述任一项目所述的膜,其中所述叠堆中的至少一些聚合物层被取向,并具有至少0.05的双折射率。
项目12是前述任一项目所述的膜,其中设置在相邻层分组的界面处的所述聚合物层在室温下均不具有粘性。
项目13是前述任一项目所述的膜,其中所述叠堆中的所述层分组中的每个层分组具有不超过2密耳(50微米)的厚度。
项目14是前述任一项目所述的膜,其中所述聚合物层被组织成至少N个层分组,其中N为至少5。
项目15是项目14所述的膜,其中N为至少10,并且其中所述膜具有不超过15密耳(380微米)的总厚度。
项目16是一种组合,包括:
包括起伏状表面的制品;以及
附接到所述制品的前述任一项目所述的膜,所述膜的所述起伏状外形与所述制品的所述起伏状表面配合。
项目17是项目16所述的组合,其中所述制品包括具有显示表面的显示器,所述显示表面为所述起伏状表面的一部分。
项目18是项目16或项目17所述的组合,其中所述制品包括具有可移动表面的部件,所述可移动表面为所述起伏状表面的一部分,并且其中所述膜与所述可移动表面配合,并且挠曲以适应所述部件的移动。
项目19是项目1至15中任一项目所述的膜,其中所述聚合物层的叠堆对可见光波具有至少80%的平均透射率和小于15%的光学雾度。
项目20是项目19所述的膜,其中所述聚合物层的叠堆具有小于8%的光学雾度。
项目21是项目1至15、19或20中任一项目所述的膜,其中所述叠堆被构造成具有提供对相邻层分组之间的界面的操作的操作突片。
项目22是项目21所述的膜,其中所述操作突片由一组深度不同的吻切孔限定。
项目23是项目1至15或19至22中任一项目所述的膜,其中所述聚合物层的叠堆包括指示在所述膜中存在多少个层分组的标记。
项目24是一种方法,包括:
提供多层聚合物膜,所述多层聚合物膜包括聚合物层的叠堆,所述聚合物层被组织成多个层分组,所述层分组中的每个层分组具有所述聚合物层中的至少两个聚合物层,相邻层分组之间的附接足够弱,以允许所述层分组独立地从所述叠堆的剩余部分不可逆地分层,所述聚合物层的叠堆中的所有聚合物层具有各自的彼此能够共挤出的聚合物组合物;
提供具有起伏状工件表面的工件;
加热所述多层聚合物膜;
抵靠所述起伏状工件表面模制受热的所述多层聚合物膜,以使所述多层聚合物膜变形为与所述起伏状工件表面配合的起伏状外形;以及
将所述多层聚合物膜冷却,使得具有其起伏状外形的所述多层聚合物膜变为自支承的。
项目25是项目24所述的方法,其中所述各自的聚合物组合物具有各自的玻璃化转变温度,并且其中加热所述多层聚合物膜包括将所述多层聚合物膜加热到高于至少一个此类玻璃化转变温度。
项目26是项目24或25所述的方法,还包括:
将模制的所述多层聚合物膜与所述工件分开。
项目27是项目24至26中任一项目所述的方法,其中在所述加热、模制和冷却这三个工序之后,所述多层聚合物膜中的层分组各自不可逆分层的能力基本上被保留。
项目28是项目24至27中任一项目所述的方法,其中所述提供多层聚合物膜包括在升高的温度下共挤出所述聚合物组合物,并且其中加热所述多层聚合物膜由于所述共挤出而至少部分地被实现。
Claims (10)
1.一种包括聚合物层的叠堆的膜,所述聚合物层被组织成层分组,所述层分组中的每个层分组具有所述聚合物层中的至少两个聚合物层但不包括粘合剂;
其中相邻的层分组之间的附接足够弱,以允许所述层分组独立地从所述叠堆的剩余部分不可逆地分层,并且所述叠堆被构造成用于促进此类层分组之间的此类不可逆的分层;
其中所述聚合物层的叠堆中的所有聚合物层具有各自的彼此能够共挤出的聚合物组合物;
其中所述膜具有自支承起伏状外形;并且
其中在每对相邻的层分组之间不设置粘合剂层,其中设定所述聚合物层的各组分中的混溶性程度、或者大分子取向或结晶度的存在、或者大分子取向和结晶度两者的存在以影响每对相邻的层分组之间的剥离力的相对值而促进此类层分组之间的此类不可逆的分层,并且其中任何两个相邻的层分组之间的附接通过2克/英寸至100克/英寸范围内的剥离力来表征。
2.根据权利要求1所述的膜,其中所述起伏状外形包括在第一横截面平面中弯曲但在垂直于所述第一横截面平面的第二横截面平面中不弯曲的区域。
3.根据权利要求1所述的膜,其中所述起伏状外形包括在第一横截面平面中弯曲并且在垂直于所述第一横截面平面的第二横截面平面中也弯曲的区域。
4.根据权利要求1所述的膜,其中所述叠堆被构造成使得所述叠堆中的每对相邻的层分组之间的附接比所述层分组内的所述聚合物层之间的附接弱,使得不可逆分层往往在所述层分组之间而不是在所述层分组内发生。
5.根据权利要求1所述的膜,其中所述聚合物层以重复的AB顺序布置。
6.根据权利要求1所述的膜,其中所述聚合物层以重复的ABC顺序布置。
7.根据权利要求6所述的膜,其中聚合物层A和C之间的附接比聚合物层A和B之间的附接弱,并且也比聚合物层B和C之间的附接弱。
8.根据权利要求1所述的膜,其中所述叠堆中的至少一些聚合物层被取向,并具有至少0.05的双折射率。
9.根据权利要求1所述的膜,其中所述叠堆中的所述层分组中的每个层分组具有不超过2密耳的厚度。
10.根据权利要求1所述的膜,其中所述聚合物层被组织成至少N个层分组,其中N为至少5。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/144,097 | 2013-12-30 | ||
| US14/144,097 US9415561B2 (en) | 2013-12-30 | 2013-12-30 | Post-formed successively peelable coextruded polymer film |
| PCT/US2014/070316 WO2015102864A1 (en) | 2013-12-30 | 2014-12-15 | Post-formed successively peelable coextruded polymer film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN105848873A CN105848873A (zh) | 2016-08-10 |
| CN105848873B true CN105848873B (zh) | 2020-11-13 |
Family
ID=53480780
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201480070734.5A Expired - Fee Related CN105848873B (zh) | 2013-12-30 | 2014-12-15 | 后成型的可连续剥离共挤出聚合物膜 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9415561B2 (zh) |
| EP (1) | EP3089866A4 (zh) |
| JP (1) | JP6577473B2 (zh) |
| KR (1) | KR20160104653A (zh) |
| CN (1) | CN105848873B (zh) |
| WO (1) | WO2015102864A1 (zh) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA3076085A1 (en) | 2005-07-14 | 2007-01-25 | Stryker Corporation | Personal protection system including a helmet, the helmet having chin bar mounted control buttons |
| EP3653370B1 (en) * | 2015-12-29 | 2021-08-04 | 3M Innovative Properties Company | Heat relaxed assembly and method for making heat relaxed assembly |
| IT201800005505A1 (it) * | 2018-05-18 | 2019-11-18 | Custodia igienica per telecomandi. | |
| WO2019224698A2 (en) | 2018-05-22 | 2019-11-28 | 3M Innovative Properties Company | Optical film with light control edge |
| US10487015B1 (en) * | 2019-01-23 | 2019-11-26 | Nitech Corporation | Asphalt packets, asphalt mixture systems and related methods |
| US11589633B2 (en) * | 2019-11-13 | 2023-02-28 | O&M Halyard, Inc. | Multi-layer visor system for surgical hood |
| WO2021176316A1 (en) * | 2020-03-06 | 2021-09-10 | 3M Innovative Properties Company | Coextruded polymer film with successive peel force |
| JP2023170535A (ja) * | 2022-05-19 | 2023-12-01 | デクセリアルズ株式会社 | フィルム積層体、フィルム積層体の製造方法、保護具、保護具の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040121105A1 (en) * | 2000-06-27 | 2004-06-24 | Janssen Jeffrey R. | Protective article having removable sheets and vertically staggered side edge, substrates protected therewith, and a method of use |
| US20070212508A1 (en) * | 2005-02-04 | 2007-09-13 | Power Support Co., Ltd. | Protective film for electronic device |
| CN102046377A (zh) * | 2008-05-26 | 2011-05-04 | 日本着色配料株式会社 | 激光制标多层片材 |
| US20120119404A1 (en) * | 2006-04-24 | 2012-05-17 | Converter Manufacturing, Inc. | Simultaneous Production of Nested, Separable Thermoformed Articles |
| WO2012167222A2 (en) * | 2011-06-02 | 2012-12-06 | Converter Manufacturing, Llc | Barrier film for use in multilayer thermoformable materials and shaped articles and containers made therefrom |
| WO2013191507A1 (ko) * | 2012-06-22 | 2013-12-27 | Lim Namil | 디스플레이 장치의 표면 보호용 입체 성형필름 및 그 제조방법 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5217766A (en) | 1990-09-06 | 1993-06-08 | United Technologies Corporation | Stabilized complex composite preforms |
| JP3098338B2 (ja) * | 1992-11-10 | 2000-10-16 | 住友ベークライト株式会社 | 多層フィルム |
| JPH09151362A (ja) | 1995-11-30 | 1997-06-10 | Honda Electron Co Ltd | 保護用積層粘着フィルム |
| JPH09300564A (ja) * | 1996-05-10 | 1997-11-25 | Daicel Chem Ind Ltd | エンボス加工性を有する積層フィルムおよびその製造方法 |
| JP3847855B2 (ja) | 1996-07-31 | 2006-11-22 | 三島 満 | 抗菌、抗カビ、抗汚染性を有する多層剥離再生型保護シート |
| US6179948B1 (en) | 1998-01-13 | 2001-01-30 | 3M Innovative Properties Company | Optical film and process for manufacture thereof |
| US6788463B2 (en) | 1998-01-13 | 2004-09-07 | 3M Innovative Properties Company | Post-formable multilayer optical films and methods of forming |
| US6461709B1 (en) * | 1998-10-28 | 2002-10-08 | 3M Innovative Properties Company | Graffiti and/or environmental protective article having removable sheets, substrates protected therewith, and a method of use |
| JP3441684B2 (ja) * | 1999-09-08 | 2003-09-02 | 三菱樹脂株式会社 | 積層成形体及びその製造方法 |
| JP4010399B2 (ja) | 2002-02-14 | 2007-11-21 | 電気化学工業株式会社 | 医療器具用易剥離多層シートと成形容器及びそれらの製造方法 |
| US7153122B2 (en) | 2002-05-28 | 2006-12-26 | 3M Innovative Properties Company | Apparatus for making transversely drawn films with substantially uniaxial character |
| US6936209B2 (en) | 2002-11-27 | 2005-08-30 | 3M Innovative Properties Company | Methods and devices for processing polymer films |
| US6949212B2 (en) | 2002-11-27 | 2005-09-27 | 3M Innovative Properties Company | Methods and devices for stretching polymer films |
| JP2005030466A (ja) * | 2003-07-10 | 2005-02-03 | Toyo Tire & Rubber Co Ltd | ダイナミックダンパ |
| JP3111410U (ja) * | 2005-02-04 | 2005-07-28 | 株式会社パワーサポート | 押スイッチ用保護フィルム |
| US7629052B2 (en) * | 2005-05-05 | 2009-12-08 | Larry Brumwell | Protective cover system |
| US20100200596A1 (en) | 2007-04-12 | 2010-08-12 | Wallace Millard F | Multilayer Thermoformable Materials and Shaped Articles and Containers Made Therefrom |
| US7721910B2 (en) | 2006-04-24 | 2010-05-25 | Wallace Millard F | Paint tray and method for manufacture |
| JP2010046974A (ja) * | 2008-08-25 | 2010-03-04 | Nippon Paper Industries Co Ltd | 多層紙壁紙及びその製造方法 |
| SE533744C2 (sv) * | 2009-02-04 | 2010-12-21 | Roxtec Ab | Rör- eller kabelgenomföring med modulariserade moduler |
| KR20110054990A (ko) * | 2009-11-19 | 2011-05-25 | 도레이첨단소재 주식회사 | 이형필름용 2축 연신 폴리에스테르 필름 및 이를 이용한 이형필름 |
| EP2658716A1 (en) | 2010-12-30 | 2013-11-06 | 3M Innovative Properties Company | Laser cutting method and articles produced therewith |
| US20140065397A1 (en) | 2012-08-28 | 2014-03-06 | 3M Innovative Properties Company | Coextruded polymer film configured for successive irreversible delamination |
| FR3002483B1 (fr) * | 2013-02-25 | 2016-03-11 | Daniel Andre Gastel | Procede d'obtention d'une cale pelable tridimensionnelle et cale pelable tridimensionnelle ainsi obtenue |
-
2013
- 2013-12-30 US US14/144,097 patent/US9415561B2/en active Active
-
2014
- 2014-12-15 WO PCT/US2014/070316 patent/WO2015102864A1/en active Application Filing
- 2014-12-15 CN CN201480070734.5A patent/CN105848873B/zh not_active Expired - Fee Related
- 2014-12-15 KR KR1020167020410A patent/KR20160104653A/ko not_active Application Discontinuation
- 2014-12-15 EP EP14876113.3A patent/EP3089866A4/en not_active Withdrawn
- 2014-12-15 JP JP2016543702A patent/JP6577473B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040121105A1 (en) * | 2000-06-27 | 2004-06-24 | Janssen Jeffrey R. | Protective article having removable sheets and vertically staggered side edge, substrates protected therewith, and a method of use |
| US20070212508A1 (en) * | 2005-02-04 | 2007-09-13 | Power Support Co., Ltd. | Protective film for electronic device |
| US20120119404A1 (en) * | 2006-04-24 | 2012-05-17 | Converter Manufacturing, Inc. | Simultaneous Production of Nested, Separable Thermoformed Articles |
| CN102046377A (zh) * | 2008-05-26 | 2011-05-04 | 日本着色配料株式会社 | 激光制标多层片材 |
| WO2012167222A2 (en) * | 2011-06-02 | 2012-12-06 | Converter Manufacturing, Llc | Barrier film for use in multilayer thermoformable materials and shaped articles and containers made therefrom |
| WO2013191507A1 (ko) * | 2012-06-22 | 2013-12-27 | Lim Namil | 디스플레이 장치의 표면 보호용 입체 성형필름 및 그 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9415561B2 (en) | 2016-08-16 |
| WO2015102864A1 (en) | 2015-07-09 |
| JP6577473B2 (ja) | 2019-09-18 |
| US20150183178A1 (en) | 2015-07-02 |
| JP2017502861A (ja) | 2017-01-26 |
| KR20160104653A (ko) | 2016-09-05 |
| EP3089866A1 (en) | 2016-11-09 |
| EP3089866A4 (en) | 2017-08-23 |
| CN105848873A (zh) | 2016-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105848873B (zh) | 后成型的可连续剥离共挤出聚合物膜 | |
| US10710343B2 (en) | Coextruded polymer film configured for successive irreversible delamination | |
| US10696028B2 (en) | Successively peelable coextruded polymer film with extended UV stability | |
| CN110709028B (zh) | 双壳牙科器具和材料构造 | |
| CN108064203B (zh) | 具有嵌入的抗微生物层的可依次剥离共挤出聚合物膜 | |
| JP2630159B2 (ja) | エンボス化粧シートの製造方法 | |
| KR101458290B1 (ko) | 금속조 가식 시트, 그의 제조 방법 및 수지 성형물 | |
| KR101859733B1 (ko) | 금속 광택을 갖는 유색 필름 및 이를 포함하는 모바일 기기의 후면 커버 | |
| US20230077437A1 (en) | Coextruded polymer film with successive peel force | |
| US20220234340A1 (en) | Multi-layer self-adhesive surface protection film and methods of use | |
| US20080053608A1 (en) | Two-ply pre-printed rigid thermoformable material | |
| JP2012187887A (ja) | フィルム加飾部品 | |
| JP2011148198A (ja) | 成形体 | |
| JPH08248880A (ja) | 立体ステツカー及びその多面付シート | |
| JPH05162271A (ja) | 透明容器構成用の樹脂シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20201113 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |