CN1058216C - 用于扁平流道可变边界的装置以及几何形状可变的熔融线料的出料方法 - Google Patents
用于扁平流道可变边界的装置以及几何形状可变的熔融线料的出料方法 Download PDFInfo
- Publication number
- CN1058216C CN1058216C CN96197189A CN96197189A CN1058216C CN 1058216 C CN1058216 C CN 1058216C CN 96197189 A CN96197189 A CN 96197189A CN 96197189 A CN96197189 A CN 96197189A CN 1058216 C CN1058216 C CN 1058216C
- Authority
- CN
- China
- Prior art keywords
- runner
- adjuster
- wall
- plate
- width
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/31—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/255—Flow control means, e.g. valves
- B29C48/2556—Flow control means, e.g. valves provided in or in the proximity of dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92647—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92904—Die; Nozzle zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/31—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections
- B29C48/313—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections by positioning the die lips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0072—Roughness, e.g. anti-slip
- B29K2995/0073—Roughness, e.g. anti-slip smooth
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Moulds, Cores, Or Mandrels (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Extraction Or Liquid Replacement (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Discharge By Other Means (AREA)
- Magnetic Bearings And Hydrostatic Bearings (AREA)
- Electron Tubes For Measurement (AREA)
- Measuring Pulse, Heart Rate, Blood Pressure Or Blood Flow (AREA)
- Flow Control (AREA)
- Control And Safety Of Cranes (AREA)
- Tires In General (AREA)
Abstract
当至少流道(1)壁之一采用板片叠层(2)的形式时,借助调节器(7)从背后将该板片叠层或大或小程度地推入流道中,可在宽度范围内改变流道(1)的几何条件。该调节或者跨流道(1)全宽均匀进行,亦或仅在其特定点局部进行。因而当介质流经流道(1)时,有可能从外面对于整个流道或仅在特定点改变流体阻尼,并因而可按要求改变整个质量流或质量流分布。板片叠层(2)相对于固体流道壁所具有的更大弹性给出了新的工艺可能。
Description
本发明涉及一种口模形式的装置,它具有宽-高或周长-高之比大于10的流道、以及用于对扁平流道形成绝对密封边界的机构,借助从外部可触及的调节器,该机构可确保至少一个流道壁的整体位置,即跨全宽统一地,以及局部,即沿宽度严格限定的部位,相对于流道的对面界限而言,得到最大可能限度的调节。本发明还涉及一种方法,其中利用本发明的另一实施例,借助具有至少一个可调壁的口模,用来使熔融线料连续出料,在熔体出料过程中,整个流道的高度由第一调节系统来调节,而流道局部高度则由第二调节系统来调节,该第二调节系统独立于第一调节系统且使用第二控制系统,使得在出料期间,熔融线料的厚度可整体改变或仅在某些地方局部改变,亦或两种改变同时发生。同样,目前还不知道有在脱模过程中通过改变口模中流道几何条件来改变熔融线料宽度的方法。
已知各种类型的如上所述装置,尤其是在热塑熔体用流道中塑料加工领域,用于流道阻尼改变的可能性。EP 0 367 022、DE 35 30 383 A1、DE 44 00 069 C1和DE-AS 12 31 412文献中公开了能改变流道高度的挤出模。这些已知方案都包含有点厚的固体单片金属壁,通过调节器从背后推压该壁可使之变形。在变形过程中它们只有在固体壁不超出线性弹性范围时起作用,这是基于以下事实:一但调节器做回复动作,该壁将准确回到其初始位置。因为出于坚固性原因这些装置需要有较厚的壁,所以跨流道全宽对壁进行统一调节(整体调节)以及对壁上一小部分进行局部限定调节(相对调节)的可能性均受到限制。
DE-OS 23 05 877描述了一种流道边界,该边界由几层薄的单独板片沿其最大表面一层平铺在另一层之上构成,因而具有较高的弹性。但是该方案是通过放弃“对流道中流动的流体应绝对密封”这一重要准则来换取的该弹性,因为所有这些单独板片需要在边缘区域有可动性以供调节。为此,板片的边缘区域伸入位于流道体两半之间的槽中。因为不允许板片相对于各半流道有任何运动,因而不能在这些边缘区域施加密封所必需的表面压力。
因此,在同属类型的已知装置中尚未公开能对流道提供宽的调节范围兼具绝对密封性的解决方案。已知装置既没能提供将下述方法付诸实际的可能性:熔融线料受迫穿过绝对密封的口模通道,集成在口模中且作用于流道壁上的两个独立调节系统,用来在熔体出料过程中对熔融线料的厚度整体地或仅在某些地方局部地加以改变亦或两者同时改变;又没有提供在脱模过程中通过改变口模中流道的几何形状来改变熔融线料宽度的可能性。
由于目前尚不具备同属类型的装置,该装置能借助作用于流道壁上的两个独立调节器对流道高度进行大调节范围的整体或局部双调节;以此方式在脱模过程中改变熔融线料的方法也同样未知。本发明的目的正是以下述方式实现同属类型的一种装置,即:该装置可具有增大的总体与相对调节范围并同时兼有绝对密封性,并且在此基础上改进一种方法,借此方法在脱模过程中可以整体地或局部地改变熔融线料的厚度以及改变其宽度。
根据本发明,实现此目的的方法是:调节器从背后作用于弹性流道壁上,该壁由各单独板片沿其最大表面一层放置在另一层之上制成,流体沿其流动的单独板片为流道板片,它与流道相结合构成一壁,且被牢固围焊在流道机体内。
将熔融线料的出料方法是这样实现的:在借助口模生产熔融线料期间,在熔体脱模过程中通过两个独立调节器对口模模口间隙的高度跨全宽或仅在局部加以改变,该调节器作用在至少两个模口模唇之一上,使得在脱模时可以整体地或局部地改变熔融线料的厚度以及改变其宽度。
“板片叠层”一词指的是一叠板片,其每片的底侧紧密放置在其下面一层板片的顶面上。根据权利要求2,其表面之一构成流道壁的那层板片也可被集成在一个框架中,该框架再通过螺钉固定、焊接或以类似的方式密封地集成在流道中。根据权利要求3,通过使各单独板片具有小于2毫米优选的是小于1毫米的厚度来获得板片叠层的理想弹性。根据权利要求4,对于该装置也可将各单独板片的至少一条边与一框架或与一其中集成有流道的机体焊接在一起。权利要求5中令叠层具有弯度而不是平面对于板片叠层的弹性具有特别优势。根据权利要求6,通过将调节器与板片叠层力锁合地连接以使后者能够经拉和压变形,从而使调节范围得到另外扩展。
权利要求7中的装置具有特殊优势,它装有作用于弹性壁上的两个独立调节器,可借助第一调节器跨全宽对壁进行统一调节,且借助第二调节器额外使壁沿宽度产生局部变形。根据权利要求8,若两个独立调节器作用于流道的两壁上,则有可能借助第一调节器跨全宽对相应壁进行统一调节,且借助第二调节器使相应壁沿宽度在局部限定处产生额外变形,因而可得到最大调节。根据权利要求9的力锁合连接方式又扩大了调节范围,因为这样不仅能将壁压入流道内,而且还能将其拉出。
由以下结合附图对一些示范实施例所做的说明可知本发明的其它详情。附图中:
图1为在本发明装置在流道内部的半剖视图,
图2为图1的A-A剖面视图,
图3为本发明装置的另一种构造方案的图示,其中板片叠层焊在单独的框架中,
图4为本发明装置的另一种构造方案的图示,其集成有用于拉和压的调节螺杆,
图5为根据本发明装置一种方案改型的剖视图,其位于流道端部,
图6为调节器另一示例的剖视图,调节器通过拉和压来调节壁部,
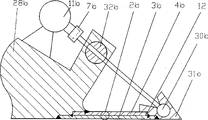
图7为口模的细部,其中在两个模壁上都装有调节器,这些调节器中的每个都具有独立的调节螺杆,用于整体调节或相对调节,
图8为简略草图,说明几何形状可变的熔融线料受控脱模的方法。
如图1所见,用于扁平流道的可变边界装置位于口模内,该口模由上半模(28)和下半模(29)组成。流道(1)具有至少一个由单独薄板片(3,4和5)的叠层(2)构成的壁。叠层(2)又包含有:流道板片(3),与流道具有共同的壁,并且为了对流道中流动的流体具有密封性,该板片牢固地围焊在半模(28)中;以及至少一个支承板片(4)。原则上,也可以使用其它能将流道板片(3)与构成流道(1)的半模(28)相连接的方法,只要这些方法能够对流道(1)中流动的流体确保绝对密封。就此用途来讲,可使用任意数量的其它支承板片(4和5)。支承板片(4和5)与半模(28)如图1所示仅在一边处焊在一起或相连,然而也可将它们简单置于流道板片上。但是,通过力锁合或形锁合应确保至少在一点或一条线上各单独板片(3-5)不会产生彼此相对运动,以使各板片相互间的总体位置能够固定。为了使变形时所要求的各单独板片(3-5)相互间长度上的平衡成为可能,各层板片(3-5)的表面应该至少在局部能相对彼此位移。各层板片(3-5)可由金属性材料构成,在此情况下尤其是弹性弹簧钢,不过它们也可由其它材料构成,例如塑料。而且,并不要求它们全部由相同材料构成。
各单独板片(3-5)的板片厚度(d)取决于相应的用途和所选择的材料。在金属的情况下,为了可能的高变形度,通常该厚度小于或等于2毫米,优选地是小于或等于1毫米。各单独板片(3-5)的厚度(d)并不必需相同,根据具体情况,使用厚度(d)分级变化的板片可能更有利。板片叠层(2)可以是平的,但更有利的情形是如图1所见弯曲的,因为弯曲部分减小了拉应力的形成,尤其是在由焊接所固定的流道板片(3)中的拉应力的形成。调节器(7)从后面作用于板片叠层(2),借此可改变板片叠层的位置。合理的是:从板片叠层(2)开始处直到调节器(7)的力作用点的长度(1)要尽可能长,以便获得宽的调节范围(s)。该长度应至少为20毫米,最好应大于30毫米。
有多种调节器可供采用。最简单的情形可以是如图1所见的螺杆,但也可使用胀开螺栓、电机、压力传感器等等。原则上,调节范围(s)也可由流体形成。一个调节器就足以使该装置能工作,然而更有利的是使用沿流道宽度(b)彼此以限定的距离定位的多个调节器,如图2所见。该图示出了对应于图1中A-A剖面的流道(1)的横截面。显然,通过螺纹固定在上半模(28)中的多个调节螺杆(7)从上方作用在板片叠层(2)上。图2还图示出板片叠层(2)的支承板片(4和5)在侧边并不与半模(28)相连。术语“扁平流道”表示宽(b)-高(h)之比率至少为10的流道。流道也可以为圆形。此时,采用流道的平均周长替代流道宽度来确定该比率。
图3示出板片叠层(2)在半模(28)中的另一种集成形式。这种情况下将调节螺杆(7)从上方作用于其上用于调节流道(1)的几何形状的板片叠层(2),焊接在一个单独的框架(8)中,然后再将该框架用螺钉固定于半模(28)中。这种方案的优点是易于更换板片叠层(2)。
图4示出具有更大调节范围的图1所示装置。这种情况下,板片叠层(2)借助焊在其上的局部开槽管(10)与螺纹套筒(9)形锁合地连接。形锁合是这样形成的:圆杆(26)插在管(10)中,管(10)的下部(27)与板片叠层焊在一起且其局部开槽直到板片叠层的深度;以及,圆杆(26)穿过位于螺纹套筒(9)端部并伸入这些槽中的小环(25)。通过调节螺杆(7)可使流道(1)的高度(h)增大或减小,该螺杆(7)本身由螺纹支承在上半模(28)中,且其底部伸入螺纹套筒(9)中。除焊接部分(27)以外,各层板片(3-5)的表面可相对彼此运动,其结果是使板片叠层(2)中获得高弹性。在此方案中,支承板片(3,4,5)和半模不焊接在一起。形锁合连接的一个优点在于:流道高度(h)不仅能减小,而且还能增大。此外,它不依赖于板片叠层的弹性恢复,因而使可能调节范围(s)可以更大。在板片具有大尺寸的平的表面时,这种构造足以产生大于20毫米的调节范围(s)。
为了清楚标识,自图5开始,功能相同的项目用相同的数字加上针对各图的不同的字母表示。图5示出了根据本发明装置的一种方案改型的截面,其位于流道端部。板片叠层(2a)的端部同时构成流道(1a)的端部。置于上半模(28a)的螺纹中的调节螺杆(7a)从上方作用于具有各单独板片(3a,4a和5a)的板片叠层(2a)上。通过手动旋转或通过伺服电机(11a)的旋转可减小流道(1a)的高度(h)。
图6为调节板片叠层(2b)位置的另一装置的剖面图。由于调节螺杆(7b)与异形条片(31b)形锁合连接,该条片通过焊接与流道板片(3b)固定,因此通过拉或压可改变板片叠层(2b)的位置。为此,将球(30b)焊在调节螺杆(7b)的末端并置于异形条片(31b)的孔中,该条片经焊接与板片叠层(2b)固定。调节螺杆(7b)通过螺纹与圆柱零件(32b)相连。圆柱零件(32b)又固定在上半模构件(28b)的孔中。通过手动或借助伺服电机(11b)旋转调节螺杆,可将板片叠层(2b)上拉或下压。覆盖层板片(4b)不与异形条片(31b)焊在一起。它放置在异形条片(31b)和流道板片(3b)之间的槽中。在该槽端部,覆盖层板片(4b)与异形条片(31b)之间留有空隙(12),用于使板片叠层(2b)保持弹性。
图7为具有两个对置可调节壁的口模示例的剖面图。在该方案中,各有两个独立的调节器(13c,d和14c,d)作用于板片叠层(2c,d)上,调节器(13c,d)各仅含有两个调节螺杆,它们位于口模的两边。借助这些螺杆,调节梁(15c,d)可整体移动,亦即:板片叠层(2c,d)也能跨其全宽弯曲。若干个调节器(14c,d)沿装置的宽度排列在调节梁(15c,d)和板片叠层(2c,d)之间,借此可使板片叠层(2c,d)在所限定的位置产生额外的局部有限的位移。从板片叠层(2c)的中间位置来看,方案c仅允许流道高度(h)在调节范围(sc)内缩减。而且只有在保证板片叠层(2c)得以完全弹性恢复时才起作用。然而,它提供了调节与操作的最大便利,由于将总体调节与相对调节分隔开,因而有可能将流道高度(h)做为整体来调节而同时又能够进行相对调节,这是实际中经常需要的。原则上,当用固体流道壁取代板片叠层时仍可实施这一方案。板片叠层只是提供了更大的调节范围而已。此外,可将该结构只用于一个流道壁中,或者用在两个流道壁中。同样情况也适用于实施例d,其中调节器(13d和14d)分别与调节梁(15d)和板片叠层(2d)形锁合连接。当用在两个流道壁中时,该方案提供了可能调节的最大值,正如参照附图6所做的说明,由于借助调节螺杆(13d和14d)提供了增大流道高度(h)的可能性。所产生的调节范围(sd)等于调节范围(sc)的两倍多,这是因为这种结构中板片叠层(2d)也可较小程度地弹性变形。其调节范围可以大于10毫米。
图8以草图画出了几何形状可变的熔融线料的脱模方法。新的工艺可能性由以下方面提供:由详述的装置所实现的显著增大的调节范围、以及两个独立且形锁合连接的调节器(13e和14e)的集成,该调节器作用在流道(1e)的至少一个弹性壁(2e)上。该草图通过举例来说明根据本发明的用于熔融线料(16)出料的方法,该方法能在脱模过程中改变熔融线料(16)的厚度(y)和宽度(z)。在此情况下,挤出机(17)用于通过压力将熔体输送入口模(18)。流道(1e)位于口模(18)中且具有弹性壁(2e),该弹性壁的位置可由独立的调节器(13e和14e)加以改变。当然,流道(1e)也可具有其它的几何形状,例如可以是圆形。借助作用于调节梁(15e)上的调节器(13e),在熔体出料过程中模口间隙的高度(h)可以跨全宽统一增大或减小。其调节范围应大于8毫米,优选的是大于12毫米。借助集成在调节梁(15e)中的调节器(14e),在由调节器(13e)所调节的位置附近,沿宽度在某些地方可额外对壁(2e)进行局部调节。这种调节范围应能大于2毫米,优选的是大于4毫米。
原则上,两种调节均可手动完成。然而通常借助一控制器例如控制单元(19和20)进行调节是合适的。为此,每个调节器与可触发致动器(分别为21和22)相连。对于受控操作来讲,必须对熔融线料(16)的厚度(y)和宽度(z)进行连续检测。在熔体脱模过程中,厚度(y)和宽度(z)分别由厚度检测单元(23)和宽度检测单元(24)检测出来并传送给控制单元,然后由控制单元进行差异比较,确定新的校正变量并将其传送给致动器(分别为21和22)。在需要特别宽的调节范围时,最好是将流道(1e)的两壁(2e)均设计成弹性的,并且分别装有调节器(13)以及控制单元(分别为19和20)。当熔体脱模过程中同时还要改变熔融线料(16)的宽度(z)时,这样做具有特别的优势。该方法例如可被用于用熔体充注具有复杂几何形状的压塑模,压塑模和出料口彼此相对运动。在挤吹模塑领域,当管材出料作业时,除对已知的沿挤出方向与时间相关的预制成形外,可利用该方法对沿周圆方向与时间相关的预制成形起作用。从而可对吹塑模中形成的厚度比率产生相当大程度的正影响。
Claims (14)
1.一种用于扁平流道的可变边界的装置,该流道的宽度(b)与高度(h)之比大于10,在该装置中,至少流道(1)壁之一为弹性的且含有调节器(7),该调节器沿宽度排列在弹性壁的背后,其方式使得流道(1)的高度在整体上或局部均可调节,该弹性壁由各单独板片(3-5)沿其最大表面一层放在另一层之上的叠层(2)构成,流体沿其流动的那层单独板片为流道板片(3),它与流道(1)共同构成一壁,其特征在于:流道板片(3)整体绝对密封地集成在半模(28)中。
2.根据权利要求1所述装置,其特征在于:流道板片(3)绝对密封地集成在框架(8)中,该框架通过螺钉固定、焊接或类似的方式密封地集成在半模(28)中。
3.根据上述权利要求之一所述装置,其特征在于:各单独板片(3-5)的厚度小于或等于2毫米。
4.根据权利要求3所述的装置,其特征在于:各单独板片(3-5)的厚度小于或等于1毫米。
5.根据上述权利要求之一所述装置,其特征在于:板片叠层(2)中单独板片(4,5)的至少一侧边缘与一框架或与一其中集成有流道(1)的半模(28)经焊接固定。
6.根据上述权利要求之一所述装置,其特征在于:板片(3-5)被弯曲成不变形状态。
7.根据上述权利要求之一所述装置,其特征在于:调节器(7)与板片叠层(2)力锁合地连接,且板片叠层(2)的各单独板片(3-5)沿一条线焊接。
8.一种用于扁平流道的可变边界的装置,该流道(1)的宽度(b)或周长与高度(h)之比大于10,该装置具有第一调节器(13c,13d)和第二调节器(14c,14d),它们彼此独立地作用于该装置的壁(2c,2d)上,其特征在于:借助第一调节器(13c,13d)可跨全宽对壁(2c,2d)进行均匀调节,并且借助第二调节器(14c,14d)可沿宽度使壁(2c,2d)额外产生局部变形。
9.根据权利要求1所述装置,其特征在于:各有独立的第一调节器(13c,13d)和第二调节器(14c,14d)作用于两壁(2c,2d)上,借助第一调节器(13c,13d)跨全宽对壁(2c,2d)进行调节,并且借助第二调节器(14c,14d)可使壁(2c,2d)沿宽度产生局部变形。
10.根据权利要求9所述装置,其特征在于:第二调节器的一部分(14d)与弹性壁(2d)力锁合地连接,使得壁(2d)能够缩进。
11.一种熔融线料(16)的出料方法,其中借助加料设备(17)例如挤出机,在压力下将熔体输送入具有扁平流道的口模(18),且熔体通过具有至少一个可调节壁(2e)的模口间隙离模(18),在通过局部改变壁(2e)的位置进行熔体脱模过程中,流道(1e)高度(h)总体上由第一调节系统(13e)来调节,其特征在于:同样地在脱模期间,由与第一调节系统(13e)相独立的第二调节系统(14e)沿流道(1e)的宽度对高度(h)进行局部调节,使得总体上在脱模过程中,熔融线料(16)的厚度(y)在整体上或仅在局部限定的地方改变。
12.根据权利要求11所述方法,其特征在于:在熔体脱模过程中,流道(1e)的高度(h)至少在口模(18)的一个边缘处闭合为0毫米,使得熔融线料(16)的宽度(z)在脱模过程中随时间而改变。
13.根据权利要求11或12之一所述方法,其特征在于:在由第一调节系统(13e)所调节的各个中心位置附近,流道(1e)高度(h)的局部调节范围大于2毫米。
14.根据权利要求11至13之一所述方法,其特征在于:通过控制器亦即通过控制单元(19或20)并基于给定算法,借助至少两套调节系统(13e)和(14e)沿流道(1e)宽度对流道高度(h)加以控制,这两套调节系统相互独立且作用于同一流道壁(2e)上。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19535930A DE19535930C1 (de) | 1995-09-27 | 1995-09-27 | Vorrichtung zur veränderlichen Begrenzung eines flachen Fließkanals und Verfahren zum Austragen einer Massebahn mit veränderlicher Geometrie |
| DE19535930.5 | 1995-09-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1197421A CN1197421A (zh) | 1998-10-28 |
| CN1058216C true CN1058216C (zh) | 2000-11-08 |
Family
ID=7773319
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN96197189A Expired - Lifetime CN1058216C (zh) | 1995-09-27 | 1996-09-25 | 用于扁平流道可变边界的装置以及几何形状可变的熔融线料的出料方法 |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US6099290A (zh) |
| EP (2) | EP0852532B1 (zh) |
| JP (2) | JP4153993B2 (zh) |
| CN (1) | CN1058216C (zh) |
| AT (2) | ATE204531T1 (zh) |
| AU (1) | AU7214096A (zh) |
| BR (1) | BR9610718A (zh) |
| CA (2) | CA2544444C (zh) |
| DE (3) | DE19535930C1 (zh) |
| ES (2) | ES2147395T3 (zh) |
| PT (2) | PT937568E (zh) |
| RU (1) | RU2176595C2 (zh) |
| WO (1) | WO1997011833A1 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104552869A (zh) * | 2013-10-25 | 2015-04-29 | 麦格纳斯太尔燃油系统公司 | 用于板或薄膜的挤出成型的喷嘴 |
| CN111409244A (zh) * | 2019-01-08 | 2020-07-14 | 湖北江升新材料有限公司 | 模头螺栓对位方法 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19535930C1 (de) * | 1995-09-27 | 1997-01-09 | Heinz Dr Ing Gros | Vorrichtung zur veränderlichen Begrenzung eines flachen Fließkanals und Verfahren zum Austragen einer Massebahn mit veränderlicher Geometrie |
| US6109592A (en) * | 1997-06-16 | 2000-08-29 | Extrusion Dies, Inc. | Flow control device and apparatus for mounting same |
| DE19725810B4 (de) * | 1997-06-18 | 2005-07-07 | Helmut Knorr | Düse zum Ausbringen von unter Druck stehendem verflüssigtem Kunststoff |
| DE19757827C2 (de) * | 1997-12-05 | 2001-02-22 | Kuhne Gmbh | Mehrschichtadapter für eine Extrusionsvorrichtung |
| DE19831540C5 (de) | 1998-07-14 | 2005-07-07 | Groß, Heinz, Dr.-Ing. | Partielle Veränderung des Fließkanalquerschnitts eines geschlossenen Strömungskanalquerschnitts |
| US6367776B1 (en) | 1999-04-21 | 2002-04-09 | Extrusion Dies, Inc. | Flow control device and apparatus for mounting same |
| US6352424B1 (en) * | 1999-12-30 | 2002-03-05 | Extrusion Dies, Inc. | Extrusion die membrane assembly |
| EP1325806B1 (en) * | 2000-09-19 | 2009-03-25 | Toray Industries, Inc. | Method of manufacturing sheet |
| GB0214424D0 (en) * | 2002-06-21 | 2002-07-31 | Rasmussen O B | Method and apparatus for improved circumferential distribution in an annular extrusion die |
| US6854312B2 (en) * | 2002-06-17 | 2005-02-15 | Avestor Limited Partnership | Process and apparatus for manufacturing lithium or lithium alloy thin sheets for electrochemical cells |
| US6935617B2 (en) * | 2002-07-26 | 2005-08-30 | Applera Corporation | Valve assembly for microfluidic devices, and method for opening and closing the same |
| CA2543147A1 (en) * | 2003-10-21 | 2005-05-06 | Nestec S.A. | Shredded food products and methods of producing and applying shredded food products |
| DE102006027254B4 (de) * | 2006-06-09 | 2009-01-15 | Kautex Textron Gmbh & Co. Kg | Verfahren zur Herstellung von Hohlkörpern aus thermoplastischem Kunststoff durch Extrusionsblasformen |
| EP2582092A3 (en) | 2007-09-26 | 2013-06-12 | Nicira, Inc. | Network operating system for managing and securing networks |
| DE102010010872A1 (de) | 2010-03-10 | 2011-09-15 | Heinz Gross | Fließkanal mit verstellbarer Geometrie |
| JP5204147B2 (ja) * | 2010-04-08 | 2013-06-05 | 株式会社日本製鋼所 | 押出成形用フラットダイ |
| DE102010018527A1 (de) * | 2010-04-27 | 2011-10-27 | Kautex Textron Gmbh & Co. Kg | Verfahren zur Herstellung von Hohlkörpern aus thermoplastischem Kunststoff |
| CN102248652B (zh) * | 2011-05-24 | 2013-09-04 | 深圳金鸿机械制造有限公司 | 一种钢塑复合带材组合模具 |
| DE102018127670A1 (de) * | 2018-11-06 | 2020-05-07 | Windmöller & Hölscher Kg | Stellvorrichtung für eine Kontrolle einer Austrittsdicke eines Düsenaustrittsspaltes einer Flachfolienmaschine |
| DE102018127671A1 (de) | 2018-11-06 | 2020-05-07 | Windmöller & Hölscher Kg | Verfahren für die Kontrolle eines Dickenprofils einer Folienbahn |
| CN111106362B (zh) * | 2019-12-27 | 2022-11-18 | 江苏大学 | 一种燃料电池用流道可控的柔性流场板、控制系统及控制方法 |
| JP2022179163A (ja) * | 2021-05-21 | 2022-12-02 | キョーラク株式会社 | ダイリップ開閉装置 |
| CN114486648B (zh) * | 2022-01-28 | 2023-08-08 | 广州大学 | 一种流道宽度可调的微液滴制备及测量装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2305877A1 (de) * | 1972-02-11 | 1973-08-30 | Orszagos Gumiipari Vallalat | Einrichtung zur kontinuierlichen formung der ausflussoeffnung eines extruderkopfes |
| DE4020728A1 (de) * | 1989-06-30 | 1991-01-03 | Cincinnati Milacron Austria | Kalibrieraggregat |
| DE4400069C1 (de) * | 1994-01-04 | 1995-04-06 | Heinz Dr Ing Gros | Einstellbare Drossel mit flachem Kanalquerschnitt |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1125146B (de) * | 1959-08-07 | 1962-03-08 | J H Benecke Fa | Breitschlitzduese zum Auspressen von thermoplastischen Kunststoffmassen |
| DE1231412B (de) * | 1963-01-22 | 1966-12-29 | Franz Sommerfeld | Breitschlitzduese zur Herstellung von Bahnen aus thermoplastischen Kunststoffmassen |
| HU163760B (zh) * | 1972-02-11 | 1973-10-27 | ||
| US3940221A (en) * | 1973-09-10 | 1976-02-24 | Welex Incorporated | Thickness control system for an extrusion die |
| US3884611A (en) * | 1973-10-24 | 1975-05-20 | Leesona Corp | Extrusion die |
| US4029460A (en) * | 1975-07-29 | 1977-06-14 | Fmc Corporation | Flat film extrusion nozzle |
| US4439125A (en) | 1982-03-31 | 1984-03-27 | The Firestone Tire & Rubber Company | Adjustable die mechanism |
| US4518343A (en) * | 1983-03-07 | 1985-05-21 | E. I. Du Pont De Nemours And Company | Extrusion die |
| DE3427915C1 (de) * | 1984-07-28 | 1986-03-06 | Reifenhäuser GmbH & Co Maschinenfabrik, 5210 Troisdorf | Kalibrieraggregat einer Strangpressvorrichtung fuer thermoplastifizierten Kunststoff |
| DE3530383A1 (de) * | 1985-08-24 | 1987-03-05 | Reifenhaeuser Masch | Formgebendes werkzeugaggregat fuer eine strangpressvorrichtung fuer thermoplastifizierten kunststoff |
| DE8813801U1 (de) * | 1988-11-04 | 1988-12-22 | Röhm GmbH, 6100 Darmstadt | Verstellbare Extrusionsschlitzdüse |
| DE4110060A1 (de) * | 1991-03-27 | 1992-10-01 | Hoechst Ag | Verfahren und vorrichtung zum vergleichmaessigen der dicke einer folie |
| US5511962A (en) * | 1993-02-01 | 1996-04-30 | Extrusion Dies, Inc. | Extrusion die |
| US5679383B1 (en) * | 1994-02-04 | 1999-01-05 | Extrusion Dies Inc | Dual flexible lip extrusion apparatus |
| DE9408463U1 (de) * | 1994-05-21 | 1994-07-28 | Groß, Heinz, Dr.-Ing., 64380 Roßdorf | Extrusionsdüse mit veränderbarem Austrittsspalt |
| JP2996882B2 (ja) * | 1994-10-20 | 2000-01-11 | 東芝機械株式会社 | 熱変位式tダイ |
| DE29500803U1 (de) * | 1995-01-19 | 1995-03-02 | Röhm GmbH & Co. KG, 64293 Darmstadt | Zweikanal-Coextrusionsdüse |
| DE29514043U1 (de) * | 1995-09-01 | 1995-11-30 | Röhm GmbH, 64293 Darmstadt | Extrusionsdüse mit verstellbarer Wellenmembran |
| DE19535930C1 (de) * | 1995-09-27 | 1997-01-09 | Heinz Dr Ing Gros | Vorrichtung zur veränderlichen Begrenzung eines flachen Fließkanals und Verfahren zum Austragen einer Massebahn mit veränderlicher Geometrie |
| US5770129A (en) * | 1995-12-22 | 1998-06-23 | Honeywell Measurex Devron, Inc. | Apparatus and method for controlling mass flow in an extrusion die |
| EP0781641B1 (en) * | 1995-12-28 | 2001-11-07 | Fuji Photo Film Co., Ltd. | Method for forming multilayer sheet or multilayer film |
-
1995
- 1995-09-27 DE DE19535930A patent/DE19535930C1/de not_active Expired - Lifetime
-
1996
- 1996-09-25 EP EP96933383A patent/EP0852532B1/de not_active Expired - Lifetime
- 1996-09-25 RU RU98107647/12A patent/RU2176595C2/ru active
- 1996-09-25 PT PT99110834T patent/PT937568E/pt unknown
- 1996-09-25 CA CA002544444A patent/CA2544444C/en not_active Expired - Lifetime
- 1996-09-25 CA CA002231533A patent/CA2231533C/en not_active Expired - Lifetime
- 1996-09-25 US US09/043,605 patent/US6099290A/en not_active Expired - Lifetime
- 1996-09-25 WO PCT/EP1996/004183 patent/WO1997011833A1/de active IP Right Grant
- 1996-09-25 DE DE59605006T patent/DE59605006D1/de not_active Expired - Lifetime
- 1996-09-25 JP JP51313197A patent/JP4153993B2/ja not_active Expired - Lifetime
- 1996-09-25 ES ES96933383T patent/ES2147395T3/es not_active Expired - Lifetime
- 1996-09-25 DE DE59607552T patent/DE59607552D1/de not_active Expired - Lifetime
- 1996-09-25 ES ES99110834T patent/ES2162502T3/es not_active Expired - Lifetime
- 1996-09-25 EP EP99110834A patent/EP0937568B1/de not_active Expired - Lifetime
- 1996-09-25 AU AU72140/96A patent/AU7214096A/en not_active Abandoned
- 1996-09-25 AT AT99110834T patent/ATE204531T1/de active
- 1996-09-25 AT AT96933383T patent/ATE191879T1/de active
- 1996-09-25 BR BR9610718A patent/BR9610718A/pt not_active IP Right Cessation
- 1996-09-25 PT PT96933383T patent/PT852532E/pt unknown
- 1996-09-25 CN CN96197189A patent/CN1058216C/zh not_active Expired - Lifetime
-
2000
- 2000-05-17 US US09/573,637 patent/US6475414B1/en not_active Expired - Lifetime
-
2006
- 2006-04-14 JP JP2006111929A patent/JP4292194B2/ja not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2305877A1 (de) * | 1972-02-11 | 1973-08-30 | Orszagos Gumiipari Vallalat | Einrichtung zur kontinuierlichen formung der ausflussoeffnung eines extruderkopfes |
| DE4020728A1 (de) * | 1989-06-30 | 1991-01-03 | Cincinnati Milacron Austria | Kalibrieraggregat |
| DE4400069C1 (de) * | 1994-01-04 | 1995-04-06 | Heinz Dr Ing Gros | Einstellbare Drossel mit flachem Kanalquerschnitt |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104552869A (zh) * | 2013-10-25 | 2015-04-29 | 麦格纳斯太尔燃油系统公司 | 用于板或薄膜的挤出成型的喷嘴 |
| CN104552869B (zh) * | 2013-10-25 | 2017-06-23 | 麦格纳斯太尔燃油系统公司 | 用于板或薄膜的挤出成型的喷嘴 |
| US10456969B2 (en) | 2013-10-25 | 2019-10-29 | Magna Steyr Fuel Systems Gesmbh | Nozzle for sheet or film extrusion |
| CN111409244A (zh) * | 2019-01-08 | 2020-07-14 | 湖北江升新材料有限公司 | 模头螺栓对位方法 |
| CN111409244B (zh) * | 2019-01-08 | 2023-05-30 | 湖北江升新材料有限公司 | 模头螺栓对位方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4292194B2 (ja) | 2009-07-08 |
| PT852532E (pt) | 2000-08-31 |
| ATE191879T1 (de) | 2000-05-15 |
| JP4153993B2 (ja) | 2008-09-24 |
| AU7214096A (en) | 1997-04-17 |
| BR9610718A (pt) | 1999-07-13 |
| EP0937568A3 (de) | 1999-12-15 |
| DE19535930C1 (de) | 1997-01-09 |
| CA2231533A1 (en) | 1997-04-03 |
| RU2176595C2 (ru) | 2001-12-10 |
| ES2147395T3 (es) | 2000-09-01 |
| DE59605006D1 (de) | 2000-05-25 |
| JPH11511408A (ja) | 1999-10-05 |
| DE59607552D1 (de) | 2001-09-27 |
| US6475414B1 (en) | 2002-11-05 |
| ATE204531T1 (de) | 2001-09-15 |
| WO1997011833A1 (de) | 1997-04-03 |
| CA2231533C (en) | 2007-05-15 |
| CA2544444C (en) | 2009-05-12 |
| EP0852532B1 (de) | 2000-04-19 |
| EP0937568A2 (de) | 1999-08-25 |
| EP0852532A1 (de) | 1998-07-15 |
| ES2162502T3 (es) | 2001-12-16 |
| US6099290A (en) | 2000-08-08 |
| EP0937568B1 (de) | 2001-08-22 |
| JP2006205739A (ja) | 2006-08-10 |
| CN1197421A (zh) | 1998-10-28 |
| PT937568E (pt) | 2001-12-28 |
| CA2544444A1 (en) | 1997-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1058216C (zh) | 用于扁平流道可变边界的装置以及几何形状可变的熔融线料的出料方法 | |
| US5945053A (en) | Extruded-in fabric hinge and method of making same | |
| US4558577A (en) | Roll-forming machine for making articles having cross-sectional configurations varying lengthwise | |
| US10456969B2 (en) | Nozzle for sheet or film extrusion | |
| EP1119451A4 (en) | APPARATUS WITH ADJUSTABLE EXTRUDED PROFILE AND METHOD FOR ATTACHING STRIPS | |
| CN1276056A (zh) | 隔热壁 | |
| US20050084356A1 (en) | Apparatus for forming groove used in cutting blade | |
| CA2508910A1 (en) | Method of and apparatus for forming multiple closure elements | |
| JP3022036B2 (ja) | レールの製造方法及び製造装置 | |
| US4589836A (en) | Hydraulic press | |
| CN1288408A (zh) | 用于双薄板热成型的设备和方法 | |
| EP0061123B1 (en) | Apparatus for relieving tensile stress in welded seams of plastic containers | |
| JP3699539B2 (ja) | 押出成形用tダイ | |
| US20060165835A1 (en) | Extrusion die having at least flexible lip element | |
| DE4324238C2 (de) | Werkzeug zum Tiefziehen und Verbinden offener Kunststoffschalen | |
| CA2205415A1 (en) | Sheet die for an extruder | |
| JPH0691723A (ja) | Tダイ | |
| JPH071543A (ja) | 多層フイルムの押出装置 | |
| JPH0611499B2 (ja) | 積層体の製造方法及びそのための金型装置 | |
| JP2772857B2 (ja) | Tダイ用デッケル | |
| US20030080462A1 (en) | Extrusion die with horizontal and vertical extrudate opening adjustment | |
| JP5220678B2 (ja) | Tダイ用リップ駆動部 | |
| JP2882987B2 (ja) | 多層フイルムの押出装置 | |
| CN112497342A (zh) | 一种多方位可调钢模 | |
| SU737053A1 (ru) | Способ экструдировани биметаллических изделий |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1060467 Country of ref document: HK |
|
| CX01 | Expiry of patent term |
Granted publication date: 20001108 |
|
| EXPY | Termination of patent right or utility model |