CN1053399C - 单机座轧带机及其控制方法 - Google Patents
单机座轧带机及其控制方法 Download PDFInfo
- Publication number
- CN1053399C CN1053399C CN94192855A CN94192855A CN1053399C CN 1053399 C CN1053399 C CN 1053399C CN 94192855 A CN94192855 A CN 94192855A CN 94192855 A CN94192855 A CN 94192855A CN 1053399 C CN1053399 C CN 1053399C
- Authority
- CN
- China
- Prior art keywords
- speed
- signal
- control
- error signal
- rolls
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/46—Roll speed or drive motor control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/48—Tension control; Compression control
- B21B37/52—Tension control; Compression control by drive motor control
- B21B37/54—Tension control; Compression control by drive motor control including coiler drive control, e.g. reversing mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B1/30—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a non-continuous process
- B21B1/32—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a non-continuous process in reversing single stand mills, e.g. with intermediate storage reels for accumulating work
Abstract
一种单机座轧带机及其控制方法,该单机座轧带机由代表轧机输出带速的信号进行控制,以保持输出带速基本恒定。这样,保持输入带速基本恒定并减小所轧带材的尺寸变化。
Description
本发明涉及单机座轧带机及其控制方法
轧制金属带的单机座轧机通常是在由轧机操作者确定的轧制作速度下运行的。当带材穿入轧机后,轧机加速至操作者所定出的速度。在轧带的大部分时间中轧机保持这一速度,而当带材尾端靠近轧机时,为了轧出尾部且不造成伤害则要减速。为了调整轧机速度,操作者改变作用于闭环速度控制系统的轧制速度基准信号,该控制系统跟踪此基准。
通常,是使轧机中的轧辊恒速地转动,并使展开带材的开卷机与卷取带材的卷取机工作在与轧机入口/出口速度和开卷机与轧机之间及轧机与卷取机之间的张力值相对应的适宜的速度值。如果这些张力值中有一个变化,则改变相应的开卷机或卷取机的速度以恢复其原来的张力。
轧机速度通常是指轧辊的圆周速度,它通常也是所轧带材出口速度的标志,但这也不是十分准确的,因为在转动的轧辊与带材之间存在着“前滑”。这是由于轧辊咬合机理而产生的,并随轧辊与带材之间的润滑,轧制载荷和张力波动等因素的影响而改变。轧辊载荷的变化是由输入带材厚度改变而引起的,并需要相应的载荷变化以消除这种厚度变化。
轧钢机出带速度的变化必须与卷取机的转速变化相对应。卷取机的惯性随卷绕在其上的带材卷的厚度变化,满卷时惯性最大。这种惯性的变化增加了卷取机驱动电机的负担,而且大的惯性也会增加控制电路的响应时间。
本发明的目的是操作单机座轧机,以减小这种滑动变化对所轧带材质量产生不期望的影响。
按照本发明,在控制单机座轧带机的运行的方法中离开轧机的带材卷绕在卷取机上而对轧辊的转速进行调整,以使离开轧机的带材速度基本保持恒定。
本发明的优点是由于保持卷取速度基本恒定,故降低了对出口张力控制器的要求,能保持更加稳定的出口张力,并能使所轧带材厚度与卷取张力更加均匀稳定。
为了更易于理解本发明,现参照附图以举例方式对其加以说明,这些附图中:
图1是单机座轧机通常所用驱动装置的电路示意图;而
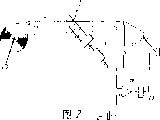
图2和3是表示本发明不同实施例的单机座轧机驱动装置的电路示意图。
单机座轧机1带有工作轧辊,这些轧辊由各自的驱动轴从驱动电机3经齿轮箱5驱动。从动开卷机9上的一卷带材7穿过轧机而卷在卷取机11上。带材带动的测速计13、15分别测出带材的入口与出口速度。
主驱动电机3与测速计17相连,将该测速计的信号在比较器19中与可调速度基准源21的信号进行比较。用该差值信号来控制可控硅动力单元23。以把电机的转速调整到由该基准源所设定的数值上。虽然在动力单元23的作用下轧辊的转速基本保持恒定,但由于前滑的变化从轧机放出带材的线速度仍然有变化。
参见图2,把提供与即将被卷取的带材速度成正比信号的测速计15连到比较器19上,而不用主驱动测速计。在比较器中,将该信号与上述源21的速度基准信号进行比较。这些信号的任何差值都被放大并馈入用于控制电机3运行的可控硅动力单元23。这样,就可使带材的出口速度基本恒定并能使出口张力值更加稳定。由于带材的入口、出口速度之间的关系基本恒定,故可以减少入口速度的变化。
在如图3所示的另一实施例中,主驱动电机的测速计17仍然保留在电机控制环路中,并把一调整信号附加于上述源21的速度基准信号上。比较器19接收测速计17和速度基准21的信号,同时接收间接取自出口测速计15的调整信号。把测速计15的信号和速度基准信号加到控制放大器上,代表速度偏差的放大器输出则用作调整信号。将此调整信号纳入主驱动电机控制环路中,以使出口速度有小的扰动时保持出口速度恒定。出口速度大的扰动将使主驱动速度微调以保持固定(控制放大器24饱和),并且允许卷取机加速,使主驱动速度调整工作在其有效区域中。
在类似的方案中,可把高通滤波器25装入主驱动速度调整线中,这样可使主驱动电机补偿出口速度的短期波动,使出口卷取机来补偿出口速度的长时间的波动。这些改变是以出口速度信号通路中的点线或虚线示出的。
使用本发明的结果是除了带材的前端和尾端以外的整个轧制过程中轧机的出口速度基本恒定,而在前端和尾端则故意地分别加速与减速。带材的入口速度也基本保持恒定。这样就能减小入口张力的变化,也可降低轧机中所轧带材的尺寸误差。
Claims (5)
1.一种控制单机座轧带机(1)运行的方法,在其中把离开轧机的带材卷绕在卷取机(11)上,其中获得代表位于轧机和卷取机之间的带速的信号,其特征在于:把所述信号与代表离开轧机带材的所需带速的信号进行比较,产生误差信号,用来直接或间接地控制轧辊驱动装置,从而控制两轧辊的转速,以使该误差信号趋向于零。
2.如权利要求1中所述的方法,其中用一个驱动电机来驱动两轧辊,其特征在于:所述误差信号直接用于控制驱动电机的转速。
3.如权利要求1中所述的方法,其中用一个驱动电机来驱动两轧辊,将电机转速与所需转速进行比较以产生误差信号,用于控制电机速度,以使误差信号趋向于零,其特征在于:把代表实际带速与所需带速之差的误差信号用作调整信号来控制电机的转速。
4.一种单机座轧带机(1),它有轧辊驱动装置(3),位于机座下游的被驱动的卷取机(11),用于确定轧机机座与卷取机之间带速的装置(15),其特征在于:设置比较带材速度与所需带速的装置(19),用来产生误差信号并用此信号来控制轧辊驱动装置(3),以把误差减小到零。
5.如权利要求4中所述的单机座轧带机,它包括确定驱动电机转速的装置和将转速与所需轧辊转速及代表实际带速与所需带速之差的误差信号进行比较的装置,用以产生控制轧辊转速的控制信号。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9312998.8 | 1993-06-23 | ||
| GB939312998A GB9312998D0 (en) | 1993-06-23 | 1993-06-23 | Control of single stand/reversing mills |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1127484A CN1127484A (zh) | 1996-07-24 |
| CN1053399C true CN1053399C (zh) | 2000-06-14 |
Family
ID=10737679
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN94192855A Expired - Fee Related CN1053399C (zh) | 1993-06-23 | 1994-06-23 | 单机座轧带机及其控制方法 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0705151B1 (zh) |
| CN (1) | CN1053399C (zh) |
| AU (1) | AU6979094A (zh) |
| DE (1) | DE69405568T2 (zh) |
| ES (1) | ES2109705T3 (zh) |
| GB (1) | GB9312998D0 (zh) |
| WO (1) | WO1995000265A1 (zh) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2137778A (en) * | 1983-03-15 | 1984-10-10 | Ishikawajima Harima Heavy Ind | Forward Slip Control Device |
| CN85101386A (zh) * | 1985-04-01 | 1986-10-01 | 株式会社日立制作所 | 不等圆周速度轧制的控制方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4145901A (en) * | 1977-02-28 | 1979-03-27 | Ishikawajima-Harima Jukogyo Kabushiki Kaisha | Rolling mill |
| JPS6051923B2 (ja) * | 1979-02-13 | 1985-11-16 | 株式会社東芝 | 先進率制御装置 |
| JPS57115913A (en) * | 1981-01-09 | 1982-07-19 | Toshiba Corp | Automatic thickness controller of rolling mill |
| JPS60234713A (ja) * | 1984-05-02 | 1985-11-21 | Ishikawajima Harima Heavy Ind Co Ltd | 異周速圧延の板厚制御方法及びその装置 |
| US4907433A (en) * | 1988-04-18 | 1990-03-13 | Bethlehem Steel Corporation | Apparatus and method for adaptive control of a rolling mill |
-
1993
- 1993-06-23 GB GB939312998A patent/GB9312998D0/en active Pending
-
1994
- 1994-06-23 DE DE69405568T patent/DE69405568T2/de not_active Expired - Fee Related
- 1994-06-23 WO PCT/GB1994/001364 patent/WO1995000265A1/en active IP Right Grant
- 1994-06-23 ES ES94918483T patent/ES2109705T3/es not_active Expired - Lifetime
- 1994-06-23 CN CN94192855A patent/CN1053399C/zh not_active Expired - Fee Related
- 1994-06-23 AU AU69790/94A patent/AU6979094A/en not_active Abandoned
- 1994-06-23 EP EP94918483A patent/EP0705151B1/en not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2137778A (en) * | 1983-03-15 | 1984-10-10 | Ishikawajima Harima Heavy Ind | Forward Slip Control Device |
| CN85101386A (zh) * | 1985-04-01 | 1986-10-01 | 株式会社日立制作所 | 不等圆周速度轧制的控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2109705T3 (es) | 1998-01-16 |
| EP0705151A1 (en) | 1996-04-10 |
| DE69405568T2 (de) | 1998-04-23 |
| CN1127484A (zh) | 1996-07-24 |
| WO1995000265A1 (en) | 1995-01-05 |
| EP0705151B1 (en) | 1997-09-10 |
| DE69405568D1 (de) | 1997-10-16 |
| GB9312998D0 (en) | 1993-08-04 |
| AU6979094A (en) | 1995-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4496112A (en) | Method of controlling a web winding process | |
| US4896808A (en) | Device for the controlled infeed of a web to a printing machine, method for regulating a corresponding control signal, and device for performing the method | |
| RU2220799C2 (ru) | Горячепрокатный стан стеккеля | |
| EP0057523B1 (en) | Slitter-rewinder apparatus | |
| US3848443A (en) | Automatic control method and apparatus for a rolling mill | |
| CN1053399C (zh) | 单机座轧带机及其控制方法 | |
| JPH0624615A (ja) | フィルムアキュムレータを備えたスリッター、及びフィルム巻取速度制御装置 | |
| US4057185A (en) | Method and means for operating a pair of pinch rolls | |
| US3312091A (en) | Control system for material reducing apparatus | |
| US1801598A (en) | Controller for electric motors | |
| GB941350A (en) | Apparatus for open coiling of strip material | |
| JP3520167B2 (ja) | 横型炉炉内張力制御方法 | |
| JPS62280155A (ja) | 薄物材の巻取張力の制御方法 | |
| JPS6332704B2 (zh) | ||
| US1108971A (en) | Speed-controlling mechanism for rolling-mills and the like. | |
| JPH0442310B2 (zh) | ||
| US2639868A (en) | Strip material winding apparatus | |
| US2157739A (en) | Rolling mill control | |
| US3397438A (en) | Control system for metallic strip gathering apparatus | |
| US2259241A (en) | Strip reel drive | |
| US5170952A (en) | Control means for apparatus for cross-winding packages | |
| SU1004237A1 (ru) | Устройство дл регулировани нат жени ленточного материала при намотке в рулон | |
| JPS6137652A (ja) | 巻取張力制御装置 | |
| JPH0578502B2 (zh) | ||
| JPH02142610A (ja) | 圧延機の自動板厚制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |