CN1044430A - 多层塑坯注射成型的方法和装置 - Google Patents
多层塑坯注射成型的方法和装置 Download PDFInfo
- Publication number
- CN1044430A CN1044430A CN90100409A CN90100409A CN1044430A CN 1044430 A CN1044430 A CN 1044430A CN 90100409 A CN90100409 A CN 90100409A CN 90100409 A CN90100409 A CN 90100409A CN 1044430 A CN1044430 A CN 1044430A
- Authority
- CN
- China
- Prior art keywords
- injection
- nozzle
- layer
- passage
- intermediate layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1642—Making multilayered or multicoloured articles having a "sandwich" structure
- B29C45/1646—Injecting parison-like articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1642—Making multilayered or multicoloured articles having a "sandwich" structure
- B29C45/1643—Making multilayered or multicoloured articles having a "sandwich" structure from at least three different materials or with at least four layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1642—Making multilayered or multicoloured articles having a "sandwich" structure
- B29C45/1646—Injecting parison-like articles
- B29C2045/1648—Injecting parison-like articles the parison core layer being a barrier material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1642—Making multilayered or multicoloured articles having a "sandwich" structure
- B29C2045/1656—Injecting the skin material through the central passage of the multiway nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/081—Specified dimensions, e.g. values or ranges
- B29C2949/0811—Wall thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/081—Specified dimensions, e.g. values or ranges
- B29C2949/0811—Wall thickness
- B29C2949/0819—Wall thickness of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
Abstract
一种制造多层塑坯的方法和装置,塑坯中的各层的数量、材料、厚度和在塑坯中的位置是可以变化的,这靠控制专门材料注射的时间、数量和速率来控制。更准确地说,本发明的特征在于能向喷嘴同时输送并通过这些喷嘴向塑坯铸型腔注射三种或更多种熔融塑料。这可利用一个多浇口喷嘴和几个独立工作的计量罐来完成,这些计量罐都由一个定时装置来控制。该定时装置也可以控制来自各计量罐的各种材料的输送速率。
Description
一般来说,本发明涉及塑坯注射成形方面的新颖实用的改进,这种塑坯是用塑料制成的,用于吹铸多层容器。
用塑料制成的塑坯及用这种塑坯吹塑的容器是众所周知的。可以包括有一个或多个阻挡层的多层结构的塑坯成形也是众所周知的。这种塑坯及制造这种塑坯的方法已在例如克里施纳库马尔(Krishnakumar)的1986年11月2日授权的专利4,609,516中和贝克(Beck)的1985年10月29日授权的专利4,550,043中予以公开。另外,我们已知道,现有技术中已有用于塑坯的注射模塑装置,该装置有几个计量罐和一个喷嘴,喷嘴设有几个同轴流动通道,每个喷嘴通道都有一个由一个共用浇口棒控制的独产浇口。
本发明尤其涉及采用多种材料的塑坯注射模塑法,该方法中,为了控制塑坯内部各层的相对厚度和位置,将塑料顺序地和/或同时地注入塑坯腔内。
以上文及下文中可以看出本发明的目的,在阅读了下面的详细说明书、权利要求书和附图后,将会对本发明的特征有更清楚的了解。
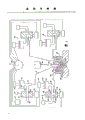
图1是将4种塑料注射到一个单个铸型腔内的装置的示意图;
图2A是通过一个铸型腔的断面示意图,它表示出将两种材料注射到铸型腔内;
图2B是图2A中所示的塑料注射方式的定时图;
图3A是类似于图2A的另一断面示意图,它表示注射两种塑料的不同的注射方式;
图3B是按照图3A塑料注射的定时图;
图4A是类似于图2A的断面示意图,它表示采用三个独立的注射方式将材料注入铸型腔;
图4B是图4A注射方式的定时图;
图5A是类似图2A的另一断面示意图,它表示第一种材料的注射有间断;
图5B是图5A注射方式的定时图;
图6A是类似于图5A的断面示意图,但两种材料注射的方式与图5A相反;
图6B是图6A注射方式的定时图;
图7A是类似于图6A的注射装置的断面示意图,但该图中存在第二种材料的第二次注射;
图7B是图7A中注射顺序的定时图;
图8A是将三种不同材料注入塑坯空腔,以提供一种四层结构的注射方式的断面示意图;
图8B是用于图8A的注射方式的定时图;
图9A是类似于图8A的断面示意图,图中两种外部材料的注射方式与图8A中的注射方式正相反;
图9B是图9A中注射方式的定时顺序图;
图10A是类似于图9A的断面示意图,但图中第一种材料的注射方式是间断的,并且两种材料的注射时间是变化的,以便提供一种五层结构;
图10B是图10A中注射顺序的定时图;
图11A是类似于图10A的断面顺序图,但图中第二和第三种材料的注射位置是相反的;
图11B是图11A中注射装置的定时图;
图12A是类似于图10A的断面示意图,但图中有四次独立的材料注射;
图12B是图12A中注射方式的定时图。
现在详细参考附图,首先参考图1,其中表示出一个按照本发明制造的多通道注射系统。该系统用标号20表示。首先应该指出,系统20只与一个单个腔22结合在一起,在腔内注入多种塑料以构成多层塑坯。但是本发明适用于具有多腔铸型的设备。
铸型腔22形成于铸型24内部,该铸型24具有一个通向空腔的开口26,此开口被一个具有多通道的喷嘴密封住,该喷嘴用标号28表示。图中所示的喷嘴28的实施例,有四个流动通道。然而,该通道数目也可以按需要增加或减少。另外,从下文中可以看出,应用时,常常只有两个喷嘴通道被利用。
图中所示的喷嘴28包括一个中心通道30,该通道具有一个用于控制塑料通过此通道时的流量的浇口32。喷嘴28还包括一个第一外围通道34,它与通道30同心或同轴,另外还有一个流量控制浇口36。通道34用于接收第二种材料。
在流动通道34的外围是第二外围通道38,它与通道30和34同心或同轴,并具有一个流动控制浇口40。第三种材料通过通道38注射,尽管这第三种材料可以与第一种材料或第二种材料是同一种材料。
最后,喷嘴28包括一个第三环形通道42,它在通道38的外围,并具有一个流量控制浇口44。外圈通道42与通道30,34和38是同心或同轴的。
浇口32、36、40和44可利用浇口棒46有选择地按顺序关闭,浇口棒46利用自动控制的定位装置48来定位。
按照本发明,第一种材料是利用标号为50的第一装置引入喷嘴28内的。装置50包括一个内有可动活塞54的计量罐52,活塞的位置和运动速度由调节器56控制。熔融塑料利用滑阀57输送到计量罐52中,该滑阀57有一阀柱58,该阀柱最好是可旋转的,但是也可以是轴向移动式的。阀柱58有一横向流动通道60,而且该阀柱可利用控制装置62来有选择地定位。可流动的塑料从供料装置64被输送到计量罐52,可以采用一个挤出机作为该供料装置,供料装置将料通过与滑阀56相联的供料通道66送出。熔融的塑料通过滑阀56流入通道68,该通道又与通道70相联,而通道70则与计量罐52的内部相联通。
我们将会看到,注射装置50可以将熔融塑料或者从计量罐52,或者直接从挤出机64送到喷嘴28。在通常的操作中,浇口32是关闭的,而滑阀57是可操作的,熔融的塑料在活塞54退回时或在它退回后被挤出机64输送到计量罐52中。当计量罐52充满了熔融塑料时,第一种材料可以靠推进活塞54以排空计量罐52或利用挤出机64等方法将它通过流动通道72输送到喷嘴28内。另外,随着活塞54被完全推进和阀57处于开启位置,第一种材料可以在阀57开启时从挤出机64被缓慢地输送到通道30。通过喷嘴28进入塑坯腔22的流动是由浇口32来控制的。
其它的可流动熔融塑料选择性地从标号为74、76和78的其它注射装置被送到流动通道34、38和42,如图所示,这些注射装置在结构上可以是相同的,但具有不同的尺寸,尺寸大小取决于将熔融塑料注入塑坯铸型腔22内的量。
装置74、76和78中的每一个装置都包括一个熔融塑料供料装置80,它可以采用挤出机,当然也不一定非要采用挤出机。供料装置80利用流动通道82,通过滑阀86和流动通道88与计量罐84相通。滑阀86设有一个阀柱90,如图所示,阀柱90是可旋转的,另外还设有定位装置92。滑阀86设有排放通道94,该通道与通道96相联而通道96有选择地与喷嘴28的一个通道相联。阀柱90除了有一个关闭位置外设有一个反转流动通道98和一个直通道100。在操作时,随着活塞102靠控制装置104的控制退回一个所选择的距离,利用计量阀74定位于它的通过位置使熔融材料从供料装置80输送并充满计量罐84,然后阀柱90旋转到关闭位置。在按需要分配来自计量罐84的熔融塑料时,阀柱90旋转到图示位置,在该位置时,熔融塑料可以从计量罐84中被送入到喷嘴28的一个通道内,该通道与排放通道94相连。
本发明的主要特点是:与现有技术的应用,即按顺序将熔融塑料输送到喷嘴28的情况相反,本发明的装置20可以在工作时,同时将二种或二种以上熔融塑料输送到喷嘴28并通过喷嘴28喷出。利用同时将两种或两种以上熔融塑料喷射到塑坯铸型腔22内的方法,不仅可以形成多层塑坯,而且也可以迅速控制中间层和芯层或两种分开的中间层的位置,这将在下文中予以专门描述。
其次请参考图2A、2B,图中表示出在塑坯铸型腔22内并围绕按传统方式定位的铸型芯106形成一个两种材料组成的三层塑坯的方法。
在图2A中表示出注射模塑一个塑坯的方法,供料通道72与喷嘴28的中央通道30相联通,而第二种熔融塑料供料装置与喷嘴28的环形通道中的一个相联通。
塑料的流动由标号为108的定时装置控制,该定时装置控制着喷嘴集流腔装置20的各种控制装置的计时程序操作。
图2A和2B清楚地表明,对于熔融塑料注射的整个期间,都要将第一种材料送入铸型腔内,以制成塑坯。对于第一种材料来说,这可以靠控制来自挤出机64的第一种塑料材料的流量或靠计量罐52来控制第一种材料的供料量来实现。
在主材料注射期间内的某一选择阶段,第二种材料从喷嘴28的一个环形通道中被喷入到塑坯铸型腔22内。第二种材料的注射与第一种材料的注射同时进行,并且所选择的受控速率包括选择起始时间和结束时间。两种材料注射的相对速率应使第二种材料成为较薄的层110,该层位于靠近被熔化的塑坯外部的地方。所制成的塑坯是一种两种材料组成的三层塑坯,它是由第一种材料构成较厚的内层112和较薄的外层114。
现在参考图3A和3B,图中对于注射模铸塑坯的整个期间内再一次注射第一种材料,但第二种材料的注射只是在第一种材料注射期间的某一段时间内注射,而且是与其同时注射。可以注意到,图3B的定时与图2B的定时相同。
然而,我们可以看出,第一种材料不是通过喷嘴28的中央通道30被送入腔22内的,而是通过中央通道周围的一个通道喷入腔22内的。另一方面,第二种材料通过中央通道30喷入腔22内,以形成较薄的向内偏离的层116,并将塑坯分成较薄的内层118和较厚的外层120。最终结果是,两种材料构成的三层塑坯中,其内层朝塑坯内部偏离,这与按照图2A的方法使其朝塑坯外部偏离的情况正好相反。
现在参考图4A和4B,可以看出它又是一个由两种材料构成的三层塑坯。但是这个实例中不是像图2A和3A那样,中间层有偏离,而是中间层处于中央位置。另外,这种结果是靠使材料进行三次单独的注射来实现的。
与图2A和3A的喷射方式相同,都是使标为122的第一种材料利用中央通道30连续注射。然后标为124的第二种材料通过环形通道注射,标为126的更多的第一种材料通过另一个外圈环形通道独立地注射。最终结果是,第一种材料作为内层128和外层130,而第二种材料作为位于中央位置的中间层132。
现在参考图4B,可以看出注射的标为124的第二种材料是与两次注射的第一种材料同时进行的,其中第一种材料126的注射在第二种材料124注射之前就开始了,并且在第二种材料喷射后仍继续注射。
现在参考图5A的注射方法和图5B的定时图。可以看出,第一种材料134通过中央喷嘴通道30首先注射,它的注射中断时,第二种材料136才开始注射。第二种材料136是通过喷嘴的一个环形通道注射的。
此时应该指出,图5B的定时图表示,在第一种材料中断最初注射的瞬间,第二种材料136开始注射。可以理解,这里可能存在微小的间断或微小的重叠,但这对注射过程来说实际上没有特别的影响。
应注意到,在短暂的停滞之后,第一种材料又通过喷嘴送出并一直输送到注射结束时为止。我们会看到,存在着第一种材料138的第二次注射与第二种材料的注射时间重叠的情况,第二种材料在第一种材料最后注射之前就中断注射。
这种注射方法的最终结果表示在图5A中,图中第二种材料136的注射结果使塑坯分成内层140和外层142,第一种材料的第二次注射使得在由第二种材料形成的中间层146内形成了一个芯144,同时中间层146被分成了一个较窄的中间层148和一个较宽的中间层150。
其最终结果是形成有两种材料组成的五层塑坯结构。
现在参考图6A,从图中可以看出,第二种材料是通过喷嘴28的中央通道喷入塑坯腔22的,而第一种材料是通过一个环形通道注射的。此外可以看出,第一种材料和第二种材料的注射顺序与图6B的顺序是相同的,第一种材料的注射都是中断的。
第一次注射的第一种材料152最先进入塑坯腔22的内部,而第二种材料154将第一种材料152分成了较薄的内层156和外层158。
第二次注射的第一种材料用标号160表示,它通过一个环形通道喷出,第二种材料内形成一个芯,该芯朝外偏离,为的是限定在第二种材料内,它起一个中间层的作用,包括一个较厚的中间层162和一个较薄的外中间层164。
这种塑坯也是一种由两种材料组成的五层结构。
图7A中是另一种由两种材料组成的五层塑坯结构。但是其第二种材料有两次单独的注射,第二种材料166的第二次注射是通过另外一个外部环形喷嘴通道进行的。
图7B表示,按图7A进行的不同材料的注射是除了有第二种材料166的附加注射外与图6B的注射是相同的。我们也能注意到,第二种材料的第二次喷射发生在第二种材料的第一次注射的同一时间。
最终结果是,第一种材料160的第二次注射在中间层154内形成一个中央芯168,而中间层154在芯168的两侧形成厚度基本相同的中间层170和外中间层172。
在本发明的所有上述实施例中,只使用了两种材料。在本发明的优选实施例中,第一种材料最好选用聚酯,如pET(聚对苯二甲酸乙二醇酯);第二种材料是一种阻挡物质,如EVOH。然而可以理解,这些专门的物质都是已知的,它们本身不构成本发明的一部分。
现在参考图8A,可以看出,图中表示一种制造三种材料组成的四层塑坯的方法,该方法是,通过中央通道30连续地将第一种材料174注射到铸型腔22内,在注射第一种材料174的部分时间内同时注射第三种材料176和第二种材料178,这两种材料是通过喷嘴28的环形通道注射的。最终结果是,所形成的塑坯主要由第一种材料174构成,它具有第三种材料176的较厚内中间层和第二种材料178的薄外层。
现在参考图8B,可以看出,当第一种材料174连续喷入铸型腔122的时候,第三种材料176只在第一种材料174注射的中间部分时间中与之同时喷入铸型腔。另外可以看出,第二种材料178的注射也是连续的,只是注射的时间短,在第三种材料已注射一小段时间后它才开始注射,而在第三种材料176注射停止之前它就已停止了注射。可以看出,在某一段时期,所有这三种材料都在同时注射。
现在参考图9A,图中表示的仍然是一种制造有三种不同材料组成的四层塑坯的方式。在这个实例中,第一种材料174也是通过喷嘴28的中央通道30注射,而且注射是连续的。然而该方法的不同之处在于第二种材料178是通过一个内圈环形通道喷入塑坯铸型腔22内的,而第三种材料176是通过喷嘴28的一个外圈环形通道注射的。最终结果是,两个中间层的位置是相反的,这样就使第二种材料形成的层处于比第三种材料形成的层的靠里边位置。
现在参考图9B,可以看到,它的定时顺序与图8B的定时顺序相同。
现在参考图10A,图中表示出形成三种材料组成的五层塑坯的方法。从图10B中可以看出,第一种材料180在初始阶段注射时,是通过喷嘴28的中央通道30注射的,然后通过喷嘴28的一个外圈环形通道注射一定数量的第二种材料182,它将第一种材料180分成两个较薄的层,即一个内层184和一个外层186。接着,在注射第二种材料的同时,注射第三种材料188,它是通过喷嘴28的一个内圈环形通道注射的,这样就在第二种材料内形成一个芯,该芯将第二种材料182分成一个较薄的内中间层190和一个较厚的外中间层192。然后在最后阶段再通过喷嘴中央通道30来注射第一种材料194,以充满铸型腔22。
反过来再看图10B,从该图中可以看出,当第一种材料180的注射停止时,第二种材料182开始注射,接着同时注射第三种材料188。可以注意到,第二种材料182的注射在第三种材料188的注射停止之前就提前停止了。还可注意到,当第三种材料188停时注射时,第一种材料194开始注射。这里可能再一次出现第一种材料的注射时间与另外的材料的注射时间有微小的重叠,或者在注射周期内有微小的时间间隔的现象。
现在参考图11A和图11B,图中公开了另一种制造由三种材料组成的五层塑坯的方法,这三种材料的注射时间顺序与图10B中的相同,但图中第二种材料是通过喷嘴28的一个内圈环形通道注射的,而第三种材料是通过喷嘴28的一个外圈环形通道注射的。最终结束正如图10A所示的那样,第二种材料182形成较厚的中间层,它将第一种材料180分成较薄的内层184和外层186。第三种材料又在中间层内形成一个芯,它将中间层分成较厚的内中间层196和较薄的外中间层198。因此可以看出,图10A的塑坯与图11A的塑坯之间的差别是:图10A中的芯是朝里边偏离的,而图11A的塑坯中,芯是朝外边偏离的。
在图10A和11A的实施例中,第一种材料和第二种材料最好选用本文中上面描述的其它实施例中提到的物质。第三种材料最好选用重新研磨的pET,尽管就本发明的方法来说,可采用任何适当的形成芯的材料。
现在参考图12A,图中表示一种制造由三种材料组成的五层塑坯的方法。这可以大致采用与图11A中相同的方法来完成,与图11A中不同的只是第二种材料200的第二次注射是通过喷嘴28的最外圈的一个环形通道喷射的。从图12B中可以清楚地看出,第二种材料的两次注射是同时进行的。
显然,图11A中第一种材料200的注射会产生向里面推挤由第三种材料形成的芯188的趋势,这样就使第二种材料的中间层分成一个内中间层202和一个外中间层204,它们的厚度大体相同。
构成图12A的塑坯所采用的三种材料最好与上述的图10A和11A中采用的材料相同。
此时这里特别指出,各个塑坯的各个不同的层的关系不仅由定时图的时间顺序来控制,而且还由注射材料的量以及注射的速率来控制,而注射速率又由各计量罐,包括它们相对应的活塞的尺寸和运动速度等来控制。当然,各材料向铸型腔22内的流动由浇口棒46以及各浇口共同控制,而各阀的位置控制着在压力下在任何特定时间输送到喷嘴28的那些材料。还可以理解到,可采用挤出机64来完成塑坯铸型腔22的充注,比如在第一种材料194的第二次注射就可以采用挤出机64。
还应该特别指出,各个计量罐和各个喷嘴28的通道之间的某些关系表示在图1中,这种关系可以随着通过喷嘴28的各个通道注射的不同材料的不同设备的变化而变化。
层结构
a)两种材料,三层
例如-pET/EVOH/pET
图2 EVOH靠近PET内的外侧
图3 EVOH靠近PET内的内侧
图4 EVOH处于PET的中央
b)三种材料,五层
例如-pET/EVOH/pET/EVOH/pET
图5 内层EVOH比外层EVOH薄
图6 内层EVOH比外层EVOH厚
图7 内层EVOH与外层EVOH厚度相等
c)三种材料,四层
例如-pET/重新研磨的pET/EVOH/pET
图8 内层pET/重新研磨的pET/EVOH/pET
图9 内层pET/EVOH/重新研磨的pET/pET
d)三种材料,五层
例如-pET/EVOH/重新研磨的pET/EVOH/pET
图10 内层EVOH比外层EVOH薄
图11 内层EVOH比外层EVOH厚
图12 内层和外层EVOH厚度相等
表1
层结构 层厚度(密耳)
1☆2 3 4 5
图2-2材3层 20-40 5-30 80-125
图3-2材3层 80-125 5-30 20-40
图4-2材3层 60-70 5-30 60-70
图5-2材5层 20-40 5-30 30-105 1-10 20-40
图6-2材5层 20-40 1-10 30-105 5-30 20-40
图7-2材5层 20-40 5-30 30-90 5-30 20-40
图8-3材4层 20-40 5-30 30-105 20-60
图9-3材4层 20-60 30-105 5-30 20-40
图10-3材5层 20-40 5-30 30-105 1-10 20-40
图11-3材5层 20-40 1-10 30-105 5-30 20-40
图12-3材5层 20-40 5-30 30-105 5-30 20-40
☆ 塑坯的外层
表1表示对于一个0.150英寸厚度的塑坯它的层厚的范围。
虽然这里专门用图和用文字描述了一些典型的塑坯叠层结构,但应理解到,这些描述只是给出了一些实例,而在不脱离权利要求书中所确定的本发明的构思和范围的情况下可以对塑坯层的数量以及位置、层数和材料加以改变。
Claims (43)
1、多种材料组成的多层塑坯的一种注射成型方法,这种塑坯是用于吹铸双轴定向容器,所述方法包括提供一个多通道同轴喷嘴和用于分别向所选择的所述喷嘴通道的几个通道供给不同材料的供料装置的步骤,所述方法包括采用所述喷嘴和所述供料装置向容器塑坯的注模内独立地和同时地注射几种塑料的步骤。
2、按照权利要求1的方法,其特征是所述喷嘴设有一个中央通道和至少一个围绕所述中央通道的环形通道,第一种材料通过所述通道中的一个通道注射,在所述第一种材料注射时间的一部分时间中通过所述通道的另一通道注射第二种材料,所述第二种材料在所述塑坯的一个经选择的部分内在所述第一种材料的两层之间形成一个中间层。
3、按照权利要求2的方法,其特征是所述第一种材料通过所述中央通道注射,所述第二种材料通过所述环形通道注射,使所述的中间层在所述塑坯内朝所述塑坯外侧偏离中央位置。
4、按照权利要求2的方法,其特征是所述第一种材料通过所述环形通道注射,第二种材料通过所述中央通道注射,使所述的中间层在所述塑坯内朝所述塑坯内侧偏离中央位置。
5、按照权利要求2的方法,其特征是所述第一种材料在注射的整个时间内被注入铸型腔内。
6、按照权利要求2的方法,其特征是所述第一种材料的注射是间断的。
7、按照权利要求2的方法,其特征是所述第一种材料的注射是间断的,并且是发生在注射的开始阶段和结尾阶段。
8、按照权利要求2的方法,其特征是所述第一种材料的注射是间断的,而所述第二种材料的注射基本上发生在所述的间断时间。
9、按照权利要求2的方法,其特征是在第一次提到的环形通道的周围有第二环形通道,第三种塑料通过所述第二环形通道注射。
10、按照权利要求9的方法,其特征是所述第三种材料是与所述第一种材料相同的材料。
11、按照权利要求9的方法,其特征是所有三种所述材料至少在部分时间内是同时注射的。
12、按照权利要求9的方法,其特征是所述三种材料的注射时间是不同的,并存在着注射时间从最短到最长完全重叠的时间。
13、按照权利要求9的方法,其特征是所述第三种材料是与所述第一种材料相同的材料,所述第二种材料通过所述第一环形通道注射,并且形成所述塑坯内处于中央位置的中间层。
14、按照权利要求6的方法,其特征是所述第二种材料的喷射发生在所述第一种材料停止喷射期间,并和所述第一种材料的第二次喷射同时喷射。
15、按照权利要求14的方法,其特征是第二种材料在塑坯中作为在所述第一种材料的内、外层之间的内、外中间层,而且第二次注射的第一种材料在所述内外中间层之间形成一个芯层。
16、按照权利要求15的方法,其特征是形成的所述外中间层的厚度大于形成的所述内中间层的厚度。
17、按照权利要求6的方法,其特征是所述第一种材料是通过所述环形通道注射,所述第二种材料是通过所述中央通道注射的。
18、按照权利要求17的方法,其特征是第二种材料在塑坯中作为在所述第一种材料的内、外层之间的内、外中间层,而且第二次注射的第一种材料在所述内、外中间层之间形成一个芯层。
19、按照权利要求18的方法,其特征是材料的流动使所述的内中间层的厚度大于所述外中间层的厚度。
20、按照权利要求18的方法,其特征是有一个围绕第一次提到的环形通道的第二环形通道,第二种材料通过所述中央通道和所述第二环形通道输送到塑坯铸型腔。
21、按照权利要求20的方法,其特征是所述第二种材料形成一个中间层部分,某些所述第一种材料在所述中间层之间形成一个芯。
22、按照权利要求21的方法,其特征是材料向铸型腔内的流动的时间顺序导致了所有各层的定位。
23、按照权利要求9的方法,其特征是所述第三种材料只在所述第一种材料和所述第二种材料注射期间注射。
24、按照权利要求23的方法,其特征是所述材料的注射时间顺序使第二种材料大致形成一个芯层,它把所述第一种材料分成内层和外层,所述第三种材料在所述外层和所述芯之间形成一个单独的层。
25、按照权利要求9的方法,其特征是所述第二种材料只在所述第一种材料和所述第三种材料注射期间注射。
26、按照权利要求25的方法,其特征是所述材料的注射时间和注射量使第二种材料在所述第一种材料内形成一个薄层,使所述第三种材料在所述第二种材料和所述第一种材料的一个外层之间形成一个厚层。
27、按照权利要求9的方法,其特征是所述第一种材料的注射是间断的。
28、按照权利要求9的方法,其特征是所述第一种材料的注射是间断的,并且第二种材料和第三种材料的注射基本发生在所述间断时期。
29、按照权利要求28的方法,其特征是所述三种材料的注射时间和注射的量使得所述第三种材料将所述第一种材料分成内层和外层,并且所述第二种材料形成一个芯,该芯将第三种材料分成内中间层和中间层。
30、按照权利要求29的方法,其特征是所述第三种材料内的第二种材料的注射,导致了在所述第二种材料内的所述第三种材料向内偏离。
31、按照权利要求28的方法,其特征是所述三种材料的注射时间和注射量使得所述第二种材料将所述第一种材料分成内层和外层,所述第三种材料形成一个芯层,该芯层将所述第二种材料分成内中间层和外中间层。
32、按照权利要求31的方法,其特征是来自所述第二种材料外部的所述第三种材料的注射,导致在所述第二种材料内的所述第三种材料向外的偏离。
33、按照权利要求9的方法,其特征是提供围绕所述第二环形通道的第三环形通道,第四种材料通过所述第三环形通道注射。
34、按照权利要求33的方法,其特征是所述第一种材料的注射是间断的。
35、按照权利要求34的方法,其特征是所述第一种材料的注射是间断的,注射出现在开始阶段和结尾阶段。
36、按照权利要求33的方法,其特征是所述第一种材料的注射是间断的,所述第二、第三和第四种材料的注射基本上发生在所述间断期间。
37、按照权利要求33的方法,其特征是所述第四种材料的注射时间和注射量是这样确定的:所述第二种和第四种材料是相同的,并且共同形成一个中间层,它将所述第一种材料分成内层和外层,所述第三种材料在所述中间层内形成一个芯层。
38、按照权利要求37的方法,其特征是在第二种和第四种材料之间的第三种材料的注射导致所述中间层在所述第一种材料内处于中央位置,所述第三种材料相对于中间层来说位于中央位置。
39、用于在一个铸型内注射塑料材料以制造用于吹塑多层塑料容器的多层塑坯的装置,所述装置包括一个喷嘴,喷嘴至少有两个同轴通道,每个通道都各自有一个独立浇口;该装置还包括集流装置,集流装置至少有两个计量罐,计量罐都带有各自的调节器;在所述计量罐和所述喷嘴通道之间有流动通道,每一流动通道内都装有带控制装置的流量控制阀;有用于向所述两个计量罐分别供给第一种和第二种材料的流体塑料供料装置;所述装置的改进在于:利用一个定时控制装置按时间顺序调节所述计量罐的工作,所述浇口和所述控制阀控制着两种材料通过所述喷嘴同时注射。
40、按照权利要求39的装置,其特征是所述定时控制装置包括用于中断通过所述喷嘴的所述材料中的一种材料的流动,同时控制通过所述喷嘴的所述其它材料的单独注射的装置。
41、按照权利要求39的装置,其特征在于:该装置还包括:供给所述材料之一使其与一个有关计量罐形成旁流的装置。
42、按照权利要求39的装置,其特征是所述喷嘴有一个第三环形通道,有一个第三计量罐与第三供料装置相联并具有与所述第三喷嘴通道相联的第三流动通道,它由第三控制阀控制,还有一个所述第三喷嘴通道的第三浇口,所述第三计量罐有一个本身的第三调节器,一个第三控制阀,它具有第三控制装置,所述第三浇口、所述第三计量罐调节器和所述第三控制阀的控制装置都与控制定时的所述定时控制装置相联,以便提供两种和三种材料选择地同时注射。
43、按照权利要求42的装置,其特征是所述喷嘴有一个第四环形通道,有一个第四计量罐,它与第四供料装置相联并具有第四流动通道,它与所述第四喷嘴通道相联并受第四控制阀控制;一个用于所述第四喷嘴通道的第四浇口;所述第四计量罐有一个本身带有第四调节器;第四控制阀有第四控制装置,所述第四浇口、所述第四计量罐和所述第四控制阀控制装置都与所述用于控制定时的定时控制装置相联,以便有选择地提供两种和三种材料的同时注射。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US301,066 | 1989-01-25 | ||
| US07/301,066 US4990301A (en) | 1989-01-25 | 1989-01-25 | Method and apparatus for injection molding of multilayer preforms |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1044430A true CN1044430A (zh) | 1990-08-08 |
Family
ID=23161782
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN90100409A Pending CN1044430A (zh) | 1989-01-25 | 1990-01-25 | 多层塑坯注射成型的方法和装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4990301A (zh) |
| EP (1) | EP0380215A3 (zh) |
| JP (1) | JPH02235607A (zh) |
| KR (1) | KR900011553A (zh) |
| CN (1) | CN1044430A (zh) |
| AU (1) | AU4873390A (zh) |
| BR (1) | BR9000291A (zh) |
| CA (1) | CA2008266A1 (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100421903C (zh) * | 2001-04-06 | 2008-10-01 | 科尔泰克公司 | 塑料物件的制造 |
| CN101722624B (zh) * | 2008-10-31 | 2013-05-15 | 东莞市鑫艺来塑胶制品有限公司 | 多色复合组装tpu注塑成型工艺 |
| CN104275772A (zh) * | 2013-07-12 | 2015-01-14 | 日精树脂工业株式会社 | 热流道喷嘴、金属模、熔融树脂送入方法、多层成形方法 |
| CN104354272A (zh) * | 2014-10-28 | 2015-02-18 | 苏州广型模具有限公司 | 可自动控制流量的双浇口注塑模具 |
| CN105392606A (zh) * | 2013-07-12 | 2016-03-09 | 普拉斯蒂派克包装公司 | 共注射方法、预成型件和容器 |
| CN114302797A (zh) * | 2019-09-19 | 2022-04-08 | 赫斯基注塑系统有限公司 | 用于共注射具有分段的内层的多层成型制品的设备和方法 |
Families Citing this family (52)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5167896A (en) * | 1991-01-16 | 1992-12-01 | Kyowa Electric & Chemical Co., Ltd. | Method of manufacturing a front cabinet for use with a display |
| JP2918211B2 (ja) * | 1992-11-04 | 1999-07-12 | 河西工業株式会社 | モールドプレス成形方法および成形装置 |
| US5474735A (en) * | 1993-09-24 | 1995-12-12 | Continental Pet Technologies, Inc. | Pulse blow method for forming container with enhanced thermal stability |
| US5582788A (en) * | 1994-12-28 | 1996-12-10 | Continental Pet Technologies, Inc. | Method of cooling multilayer preforms |
| US5662856A (en) * | 1995-07-12 | 1997-09-02 | Imesco, Inc. | Low-pressure method for the preparation of hollow plastic articles |
| NL1001417C2 (nl) * | 1995-10-13 | 1997-04-15 | Inter Tooling Services Bv | Inrichting voor het vervaardigen van holle kunststof voorwerpen. |
| US5899500A (en) * | 1996-04-09 | 1999-05-04 | Ventra Group, Inc. | Staged coinjection molding process for producing variably flexible articles |
| DE19617349C1 (de) | 1996-04-30 | 1997-09-04 | Hans Kuehn | Spritzgießverfahren zur Herstellung von mehrschichtigen Kunststofftuben |
| DE19640662C1 (de) * | 1996-10-02 | 1998-03-05 | Krupp Ag Hoesch Krupp | Verfahren zum Spritzgießen von dreischichtigen Spritzlingen und Vorrichtung für die Durchführung des Verfahrens |
| US5792397A (en) * | 1996-10-08 | 1998-08-11 | Ritchey; Eugene B. | Method of injection molding |
| US5840228A (en) * | 1996-10-08 | 1998-11-24 | Ritchey; Eugene B. | Method of creating indicia on a molded article |
| CA2230768C (en) | 1997-02-28 | 2007-02-13 | John W. Safian | Multilayer container package |
| EP0887169A1 (de) * | 1997-06-27 | 1998-12-30 | Altoplast AG | Verfahren zum Herstellen eines mehrschichtigen Vorformlings und nach dem Verfahren hergestellter Vorformling |
| ATE235360T1 (de) * | 1997-06-27 | 2003-04-15 | Altoplast Ag | Verfahren zum herstellen eines vorformlings sowie vorformling zum blasformen eines behälters |
| US6123211A (en) | 1997-10-14 | 2000-09-26 | American National Can Company | Multilayer plastic container and method of making the same |
| CA2219257C (en) * | 1997-10-23 | 2005-05-31 | Mold-Masters Limited | Sprue gated five layer injection molding apparatus |
| CA2219247C (en) * | 1997-10-23 | 2006-12-05 | Mold-Masters Limited | Injection molding apparatus having a melt bore through the front end of the pin |
| CH692573A5 (de) * | 1997-11-04 | 2002-08-15 | Otto Hofstetter Ag Werkzeug Un | Verfahren zur Herstellung von mehrschichtigen Vorformlingen. |
| DE69929055T2 (de) | 1998-05-01 | 2006-07-20 | Duramed Pharmaceuticals Inc., Cincinnati | Verfahren zur spritzgussherstellung von vorrichtungen mit kontrollierter wirkstofffreisetzung und damit hergestellte vorrichtung |
| US6305563B1 (en) | 1999-01-12 | 2001-10-23 | Aptargroup, Inc, | One-piece dispensing structure and method and apparatus for making same |
| US6655945B1 (en) | 1999-03-18 | 2003-12-02 | Mold Masters Limited | Apparatus and method for multi-layer injection molding |
| US6440350B1 (en) | 1999-03-18 | 2002-08-27 | Mold-Masters Limited | Apparatus and method for multi-layer injection molding |
| US6398537B2 (en) | 1999-04-02 | 2002-06-04 | Mold-Masters Limited | Shuttle system for an apparatus for injection molding |
| US6196826B1 (en) | 1999-05-28 | 2001-03-06 | Mold-Masters Limited | Seepage system for an injection molding apparatus |
| US6428727B1 (en) * | 2000-02-17 | 2002-08-06 | The Elizabeth And Sandor Valyi Foundation, Inc. | Process and apparatus for preparing a molded article |
| CN1195620C (zh) * | 2000-10-19 | 2005-04-06 | 帝人株式会社 | 多层预成型体及其制造方法 |
| US6334774B1 (en) | 2000-11-24 | 2002-01-01 | Phillip Mark | Flow through applicator with resilient tip |
| KR20030006583A (ko) * | 2001-07-13 | 2003-01-23 | 주식회사 천경 | 다층벽 구조를 갖는 용기와 그 제조방법 및 장치 |
| US7033656B2 (en) * | 2002-04-12 | 2006-04-25 | Graham Packaging Pet Technologies, Inc. | Graded crystallization of container finishes |
| US7491359B2 (en) * | 2003-10-16 | 2009-02-17 | Graham Packaging Pet Technologies Inc. | Delamination-resistant multilayer container, preform, article and method of manufacture |
| US7510387B2 (en) * | 2004-06-30 | 2009-03-31 | Husky Injection Molding Systems Ltd. | Control system for dynamic feed coinjection process |
| BE1016289A3 (nl) * | 2004-08-06 | 2006-07-04 | Resilux | Preform voor het blaasvormen van een houder en werkwijze voor het vervaardigen hiervan. |
| WO2006012713A2 (en) | 2004-08-06 | 2006-02-09 | Resilux | Preform for blowing a container and process for manufacturing therof |
| JP2008523170A (ja) * | 2004-12-06 | 2008-07-03 | イーストマン ケミカル カンパニー | 酸素捕捉性組成物用のポリエステル系コバルトコンセントレート |
| US7462319B2 (en) * | 2004-12-13 | 2008-12-09 | Husky Injection Molding Systems Ltd | Injection molding machine apparatus and method with moving platen injection and ejection actuation |
| US7651644B2 (en) * | 2006-05-31 | 2010-01-26 | Graham Packaging Company, Lp | Controlling delivery of polymer material in a sequential injection molding process |
| US20080093772A1 (en) * | 2006-10-06 | 2008-04-24 | Graham Packing Company, Lp | Method and apparatus for delivering sequential shots to multiple cavities to form multilayer articles |
| BE1018460A5 (nl) * | 2008-02-12 | 2010-12-07 | Resilux | Kleurvoorvorm en werkwijze voor het vervaardigen hiervan tot een polychromatische kunststofbehouder. |
| EP2544870B1 (en) | 2010-03-08 | 2018-05-09 | Milacron LLC | Methods of molding multi-layer polymeric articles having control over the breakthrough of the core layer |
| US8822001B2 (en) | 2010-04-27 | 2014-09-02 | Graham Packaging Company, L.P. | Delamination resistant multilayer containers |
| CN103003048B (zh) | 2010-07-16 | 2016-06-15 | 考泰克公司 | 改进不透气性的注射成型容器 |
| PT2643136T (pt) | 2010-11-24 | 2018-07-03 | Milacron Llc | Método de prevenção de falha na termosselagem |
| BE1019981A5 (nl) | 2011-05-18 | 2013-03-05 | Resilux | Holle voorwerpen, i.h.b. kunststofvoorvormen, res.-behouders, met een barrierelaag en spuitgietwerkwijze, resp. inrichting voor het vervaardigen ervan. |
| US9511526B2 (en) | 2011-08-23 | 2016-12-06 | Milacron Llc | Methods and systems for the preparation of molded plastic articles having a structural barrier layer |
| US8491290B2 (en) | 2011-10-21 | 2013-07-23 | Kortec, Inc. | Apparatus for producing non-symmetric multiple layer injection molded products |
| JP5817077B2 (ja) * | 2011-11-17 | 2015-11-18 | 株式会社吉野工業所 | 射出成形方法 |
| US9701047B2 (en) | 2013-03-15 | 2017-07-11 | Milacron Llc | Methods and systems for the preparation of molded plastic articles having a structural barrier layer |
| JP5910953B2 (ja) * | 2015-03-05 | 2016-04-27 | 株式会社吉野工業所 | プリフォームの射出成形方法 |
| US11358313B2 (en) | 2017-02-21 | 2022-06-14 | Husky Injection Molding Systems Ltd. | Co-injection hot runner nozzle |
| WO2018209429A1 (en) * | 2017-05-17 | 2018-11-22 | Husky Injection Molding Systems Ltd. | Method of and apparatus for producing thin-walled molded containers |
| CA3185585A1 (en) * | 2020-07-29 | 2022-02-03 | Husky Injection Molding Systems Ltd. | Method of improving shot repeatability in multilayer reciprocating screw injection molding machines |
| WO2023240351A1 (en) * | 2022-06-15 | 2023-12-21 | Top Grade Molds Ltd. | Co-injection molding apparatus |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4035466A (en) * | 1972-09-27 | 1977-07-12 | Erhard Langecker | Method for central injection molding |
| US4052497A (en) * | 1973-09-21 | 1977-10-04 | Billion S.A. | Method of injection-moulding by injection of an article composed of at least three different materials |
| US4525134A (en) * | 1979-07-20 | 1985-06-25 | American Can Company | Apparatus for making a multi-layer injection blow molded container |
| ZA853531B (en) * | 1984-05-29 | 1985-12-24 | Westinghouse Electric Corp | Ceric acid decontamination of nuclear reactors |
| JPS61108542A (ja) * | 1984-10-31 | 1986-05-27 | 三菱瓦斯化学株式会社 | 多層容器 |
| JPS61219644A (ja) * | 1985-03-26 | 1986-09-30 | 東洋製罐株式会社 | 延伸多層プラスチック容器の製法 |
| JPS62227712A (ja) * | 1986-03-31 | 1987-10-06 | Toyo Seikan Kaisha Ltd | オレフィン―ビニルアルコール共重合体の射出成形体及びその製法 |
| JPS6355A (ja) * | 1986-06-18 | 1988-01-05 | 山村硝子株式会社 | ポリエチレンテレフタレート樹脂製瓶及びその製造方法 |
| GB8616460D0 (en) * | 1986-07-05 | 1986-08-13 | Metal Box Plc | Manufacture of articles |
| JPS63252705A (ja) * | 1987-04-09 | 1988-10-19 | Japan Steel Works Ltd:The | 複層パリソンの成形装置 |
| US4957682A (en) * | 1988-01-19 | 1990-09-18 | Kamaya Kagaku Kogyo Co., Ltd. | Method of injection molding a three-layered container |
-
1989
- 1989-01-25 US US07/301,066 patent/US4990301A/en not_active Expired - Lifetime
-
1990
- 1990-01-12 EP EP19900300356 patent/EP0380215A3/en not_active Withdrawn
- 1990-01-22 CA CA002008266A patent/CA2008266A1/en not_active Abandoned
- 1990-01-24 KR KR1019900000809A patent/KR900011553A/ko not_active Application Discontinuation
- 1990-01-24 BR BR909000291A patent/BR9000291A/pt not_active Application Discontinuation
- 1990-01-24 AU AU48733/90A patent/AU4873390A/en not_active Abandoned
- 1990-01-25 CN CN90100409A patent/CN1044430A/zh active Pending
- 1990-01-25 JP JP2015961A patent/JPH02235607A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100421903C (zh) * | 2001-04-06 | 2008-10-01 | 科尔泰克公司 | 塑料物件的制造 |
| CN101722624B (zh) * | 2008-10-31 | 2013-05-15 | 东莞市鑫艺来塑胶制品有限公司 | 多色复合组装tpu注塑成型工艺 |
| CN104275772A (zh) * | 2013-07-12 | 2015-01-14 | 日精树脂工业株式会社 | 热流道喷嘴、金属模、熔融树脂送入方法、多层成形方法 |
| CN105392606A (zh) * | 2013-07-12 | 2016-03-09 | 普拉斯蒂派克包装公司 | 共注射方法、预成型件和容器 |
| CN104354272A (zh) * | 2014-10-28 | 2015-02-18 | 苏州广型模具有限公司 | 可自动控制流量的双浇口注塑模具 |
| CN114302797A (zh) * | 2019-09-19 | 2022-04-08 | 赫斯基注塑系统有限公司 | 用于共注射具有分段的内层的多层成型制品的设备和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH02235607A (ja) | 1990-09-18 |
| BR9000291A (pt) | 1990-11-27 |
| EP0380215A3 (en) | 1991-07-10 |
| EP0380215A2 (en) | 1990-08-01 |
| US4990301A (en) | 1991-02-05 |
| KR900011553A (ko) | 1990-08-01 |
| AU4873390A (en) | 1990-08-02 |
| CA2008266A1 (en) | 1990-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1044430A (zh) | 多层塑坯注射成型的方法和装置 | |
| AU2019264547B2 (en) | Preform extrusion molding apparatus, method for extrusion molding, and preform | |
| AU2007307905B2 (en) | Method and apparatus for delivering sequential shots to multiple cavities to form multilayer articles | |
| JP2001519297A (ja) | 多層のプラスチック製容器及びその製造方法 | |
| CN87106128A (zh) | 物品的制造 | |
| CN1571719A (zh) | 用于注射模塑多层物品的设备 | |
| JPH02500424A (ja) | 合成樹脂から成る多層で同軸押出成形されたホース状予備成形品を不連続に製造する方法とその装置 | |
| JP2002173124A (ja) | プラスチック製容器及びその製造方法 | |
| JP5407873B2 (ja) | 多層樹脂形成ダイヘッドとこれをそなえた押出成形機 | |
| US20080277839A1 (en) | Co-Injection Molding System, Method of Injection Molding a Composite Structure and Article Formed Thereby | |
| JP4407796B2 (ja) | パリソン成形方法及び装置 | |
| US20230234270A1 (en) | Method of improving shot repeatability in multilayer reciprocating screw injection molding machines | |
| JP2003513820A (ja) | 多層プレフォーム、およびこれを製造する方法 | |
| JP3592996B2 (ja) | 節付き擬竹のノンストップ製造方法、およびその装置 | |
| JP4243840B2 (ja) | 押出供給装置 | |
| JPH0768540A (ja) | 多層パリソン形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |