CN103796499A - 一种分步定位带针脚整形式多插件头异形电子元件插件机及其应用 - Google Patents
一种分步定位带针脚整形式多插件头异形电子元件插件机及其应用 Download PDFInfo
- Publication number
- CN103796499A CN103796499A CN201410022809.4A CN201410022809A CN103796499A CN 103796499 A CN103796499 A CN 103796499A CN 201410022809 A CN201410022809 A CN 201410022809A CN 103796499 A CN103796499 A CN 103796499A
- Authority
- CN
- China
- Prior art keywords
- plug
- electronic component
- pcb board
- axis
- location
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Abstract
本发明涉及一种分步定位带针脚整形式多插件头异形电子元件插件机及其应用,包括机架、设置于该机架下半部分的电控柜和设置于该机架上半部分的工作平台,工作平台包括PCB板输送定位机构、电子元件来料粗定位机构、电子元件精定位机构和三轴坐标定位机械手;通过机械手在粗定位机构上进行电子元件的抓取后,在电子元件精定位机构上进行针脚的整形与校直定位,然后在PCB板上进行电子元件的插装。本发明采用了粗定位与精定位分步进行的设计,同时在进行插件前对电子元件的针脚进行整形,有效提高了元件定位的准确性和插件的合格率。
Description
技术领域
本发明涉及一种分步定位带针脚整形式多插件头异形电子元件插件机及其应用,属于电子元件自动化插件技术领域。
背景技术
我国是全球最大的白色家电生产国和消费国,白色家电控制的核心部件是电路板。随着我国经济的不断发展和劳动保障制度的逐步完善,劳动力成本逐渐升高,劳动密集和产量波动是多数电子厂家的主要特点。大量劳动密集生产线的自动化替代问题越来越成为生产厂家关注的焦点。
PCB板插件与调试是电子整机生产的前道工序。传统的PCB板异形件插件依赖于手插,手工插件环节尤其消耗人力,其插件速度、质量与人的疲劳程度是密切相关的,错插、漏插现象比较严重,现有生产线一般在后续设置通电检测和补焊工序进行补救,造成单板的直通率受到一定程度的影响。研制该环节的自动化设备,符合电子厂商的发展需求,也符合我国企业由劳动密集型向技术资金密集型转变的要求。
自动插件机是一种由计算机控制的自动化插件设备,插件速度快,准确率高,单板机插率可达80%左右,这在很大程度上克服了人为造成的错插、漏插现象,提高了单板的直通率,加快了生产速度。近年来,国外各公司在激烈的竞争中,不断地开发出新产品,使单板的组装技术有了飞速的发展。目前主要集中在提高通用类贴片设备或插件机器人的工作速率和准确度上,如松下贴片机器人、环球自动插件及贴片设备等,插件速度可达0.24秒/个。在国内,由于电子产品生产过程技术含量不高的特点,电子行业配套自动化设备生产厂家以仿制国外成熟设备为主,缺少技术创新。国内品牌新泽谷、正可、华威等已经开始研发插件自动设备。
通常一块印制板上的可插元件包括跨接线、电阻、二极管、电感、电容、三极管、开关、插座等,这些电子元件的共同点是尺寸较小、规格相似、便于抓夹、便于插装,但是无法插装继电器、安规电容、电解电容等尺寸较大的异形电子元件。国内外的异形件插件设备主要是通过电子元件外形定位吸取和插件,无法保证插件的精度和可靠度,插入不良率较高,同时应用机器视觉系统进行PCB孔位校正的成本很高;再者,异形电子元件针脚在制造和运输过程中产生变形是不可避免的,电子元件针脚歪斜会导致插件机械手无法完成准确插件。插件机的不良率很大程度上是由异形电子元件的针脚变形造成的,因此,针脚在定位过程中,必须对每一个异形电子元件做精定位和针脚整形,然后才可以使用插件机械手完成精确插件。
发明内容
针对现有技术的不足,本发明提供一种分步定位带针脚整形式多插件头异形电子元件插件机。
本发明还提供一种上述分步定位带针脚整形式多插件头异形电子元件插件机的应用。
术语解释:
治具:治具是一个木工、铁工、钳工、机械、电控以及其他一些手工艺品的大类工具,主要是作为协助控制位置或动作(或两者)的一种工具。
粗定位治具:在插件机领域,粗定位治具主要是指用来大体控制电子来料料盘位置的一类工具。
精确定位与针脚整形专用治具:在插件机领域,精定位治具主要是指用来准确控制电子元件位置的一类工具,此类工具同时具有针脚整形作用,起到对弯曲针脚校直的功能。
支撑定位治具:在插件机领域,支撑定位治具是指用来支撑PCB板和固定PCB板位置进行插件的一类工具,此类工具主要提供一种向上的托力,防止在插件压力的作用下PCB板的变形。
本发明的技术方案如下:
一种分步定位带针脚整形式多插件头异形电子元件插件机,包括机架、设置于该机架下半部分的电控柜和设置于该机架上半部分的工作平台,所述工作平台包括PCB板输送定位机构、电子元件来料粗定位机构、电子元件精定位机构和三轴坐标定位机械手;其中,所述电子元件精定位机构设置在电子元件来料粗定位机构和PCB板输送定位机构之间,所述三轴坐标定位机械手垂直对应设置在PCB板输送定位机构上方。
根据本发明,优选的,所述PCB板输送定位机构主要由两条平行排列的轨道状送板型材组成,其中一条送板型材的一端设置有PCB来料挡板,PCB来料挡板设置在送板型材进料口处,所述送板型材上分别设置有多个固定支撑座,并在其中一个支撑座上设有手调部件,所述支撑座通过固定螺杆双边对称连接,所述送板型材间还设置有用于PCB板定位传输的输送装置;定位板设置在PCB板准确定位位置的末端,定位板与PCB板相互独立,定位板与定位气缸相连接,PCB板定位时定位气缸带动定位板伸出,通过面贴合阻挡PCB板做预先定位;所述PCB板的正下方设置有支撑定位治具,所述支撑定位治具包括定位锥形针和PCB板支撑针,支撑定位治具与支撑气缸相连接。
此设计的好处在于,步进电机通过输送装置带动PCB板运动,当PCB板运动到定位区域,PCB板定位时气缸带动定位板伸出,通过面贴合挡住PCB板做预先定位。紧接着支撑气缸伸出,带动支撑定位治具对PCB板做定位支撑,其中,支撑定位治具上的定位锥形针插入到预定位PCB板的两个定位孔中进行精定位,支撑定位治具上的PCB板支撑针对PCB板起到支撑作用。对于不同大小的PCB板,只需要将定位用锥形针与定位支撑治具间用螺纹连接,实现快速换装;同时根据PCB板上电子元件安装情况调整PCB板支撑针的位置,实现插件时PCB板的支撑。按照标准,PCB板定位孔大小为Φ4,因此,设计定位锥形针末端大小为Φ2,利用定位锥形针自动调整PCB板的位置,实现精确定位。
进一步优选的,所述送板型材为铝合金型材,所述输送装置包括尼龙链和多个滑动轮,所述滑动轮设置在送板型材内侧,尼龙链设置在滑动轮上。
此设计的目的在于,步进电机通过滑动轮带动链条运动,进而实现PCB板运动。在插件时,由于插件器只完成Z轴方向上下插件运动,被插件PCB板通孔的位置移动就由步进模块实现,要求步进模块快速移动,当第一块PCB板插件完成后,下一块PCB板进行插件,实现连续插件。对于定位好的PCB板,通过X、Y工作轴的移动可实现一块PCB板不同位置的插件,这部分的定位精度是靠机械结构和控制系统的精度保证的,因此,需要保证机械零部件的加工精度和装配精度,对于精度要求很高的零部件按照4级公差要求加工。
根据本发明,优选的,所述电子元件来料粗定位机构包括粗定位治具,所述粗定位治具设置为与电子元件来料料盘相适应的结构,所述粗定位治具设置有多个弹簧调整装置。此设计的好处在于,由于继电器、安规电容、电解电容等异形电子元件一般都是固定在泡沫料盘上的,异形件之间、异形件与泡沫料盘之间的行为误差在±2.5mm左右,能够通过调节弹簧调整装置,可以使粗定位治具固定不同规格的异形电子元件料盘。
根据本发明,优选的,所述电子元件来料精定位机构包括精确定位与针脚整形专用治具,所述精确定位与针脚整形专用治具设置为带有凹槽的长方体结构,所述凹槽两侧的上边缘对称倾斜设置为导向斜槽,凹槽的底部设置有与电子元件针脚相对应的针脚孔,针脚孔的上边缘呈倾斜设置为针脚校直斜槽。此设计的好处在于,三轴坐标定位机械手吸取的粗定位异形电子元件通过导向斜槽导向滑到精定位治具槽中做精定位,同时元件引脚进入到异形电子元件定位面上,通过三轴坐标定位机械手对异形电子元件的压力完成元件针脚的整形,整形后针脚进入到针脚孔中。
根据本发明,优选的,所述三轴坐标定位机械手包括分别设置于X轴、Y轴和Z轴上的导轨、滑块、丝杠和伺服电机,其中,伺服电机与丝杠相连接、滑块通过丝杠螺母与丝杠相连接并设置在导轨上,Z轴滑块上设置有插件器。所述三轴坐标定位机械手可以在导轨上进行移动,在水平面内可以实现X轴和Y轴方向上的移动,在垂直面内可以实现Z轴方向上的移动,此设计的好处在于,三轴坐标定位机械手通过X轴、Y轴和Z轴方向的移动,可以在空间内确定一个准确的位置,实现插件器准确吸取和插装电子元件,提高自动插件任务的精度。
进一步优选的,所述Z轴上并列设置有三组插件器。此设计的好处在于,机械手进行一次完整的动作就能将三个异形电子元件运送至指定位置精确定位插件,大大提高了工作效率,节省了时间。
进一步优选的,所述插件器包括塑料气管、锁紧螺母、弹簧座、弹簧套筒、压缩弹簧和真空吸盘,真空吸盘通过塑料气管与真空发生器相连接,真空吸盘与弹簧套筒之间通过螺纹连接,弹簧套筒内设置有弹簧座,弹簧套筒上端开口处与锁紧螺母螺纹连接,弹簧套筒内设置有压缩弹簧。此设计的目的在于,对于异形电子元件而言,上表面有一定的抗压强度,因此,需要设计插件器为弹性结构,控制弹簧压缩,保证元件受力在许用压力范围内,真空吸盘安装在插件器末端用于吸取电子元件;插件时通过弹簧座带动插件器运动,使得弹簧受压,弹簧座与锁紧螺母之间以及弹簧座与弹簧套筒之间是间隙配合,锁紧螺母与弹簧套筒之间螺纹连接,将弹簧座固定在弹簧套筒内。
根据本发明,优选的,所述机架上还设置有控制器,所述控制器与电控柜电连接。控制器通过预先设定好的程序,可以实现插件机高效准确的工作。
一种上述分步定位带针脚整形式多插件头异形电子元件插件机的应用,包括以下步骤:
(1)启动插件机,系统自检是否为中断任务检测;
(2)系统自检为非中断任务状态,则插件任务启动,进料传感器检测到PCB板后步进电机启动,带动输送装置运送PCB板到定位区域;挡板气缸推动PCB挡板用于阻挡后续PCB板进入;同时,定位气缸推动定位板伸出对PCB板进行预定位,紧接着支撑气缸伸出,带动支撑定位治具对PCB板做定位支撑;
(3)PCB板定位传感器检测到PCB板定位准确后,步进电机继续延迟转动结束后,紧接着支撑夹紧气缸伸出夹紧治具;
(4)三轴坐标定位机械手开始工作,X轴、Y轴伺服电机通过丝杠导轨带动Z轴部件运动到电子元件来料粗定位机构上方精确位置,X、Y轴限位开关和缓冲装置做安全保护用,找原点开关找初始坐标;
(5)Z轴伺服电机通过丝杠导轨带动插件器下降,同时真空发生器启动,真空检测开关和气压检测开关检测是否吸取元件,若吸取多个元件,伺服电机依次动作,Z轴限位开关做安全保护用,找原点开关找初始坐标;
(6)吸取元件后,Z轴伺服电机通过丝杠导轨带动插件器提升,同时,X轴、Y轴伺服电机通过丝杠导轨带动Z轴部件运动到元件精定位治具上方精确位置;
(7)Z轴伺服电机通过丝杠导轨带动插件器下降;元件到精定位治具后真空发生器断电,Z轴提升,元件通过导向做精定位,若精定位多个元件,分步动作;
(8)Z轴带动插件器下降,同时真空发生器动作;3个元件精定位检测传感器检测精定位治具中是否有元件;有元件时,吸取原件后,Z轴提升,同时X、Y轴带动Z轴部件运动到PCB板上方精确位置,无元件时,设备报警;
(9)Z轴带动插件器向下插件,到位后真空发生器断电,进行插件;插件完成后,Z轴提升,若插多个元件,Z轴分步动作;
(10)待PCB板上的全部元件插完后,定位夹紧机构完全松开,定位气缸和支撑夹紧气缸动作将PCB板松开;
(11)步进电机启动,带动输送装置运送PCB板输出,出料传感器检测到PCB板后步进电机停转,进入步骤(3)循环。
本发明的有益效果在于:
1.本发明插件机针对定位提出了电子元件粗定位与精定位分步进行的装置,与现有技术中存在的外形定位误差较大、插件不良率较高等缺点相比,有效提高了元件定位的准确性和插件的合格率,同时没有增加经济成本。
2.本发明插件机采用了电子元件精确定位与针脚整形专用治具,在进行插件前对电子元件的针脚进行整形,有效提高了插件时的准确度,避免了错插、漏插;同时也提高了电子元件的利用率,减少了在后续通电检测和补焊工序中进行补救的程序,大大节约了经济成本和人力成本。
3.本发明插件机的机械手进行一次完整的动作能将三个异形电子元件运送至指定位置精确定位,然后将三个异形电子元件插装到PCB板上;插件机能以单台或数台设备替代生产线异形件插件工序的大部分手工操作过程,插件机大大提高了插件的准确性和效率,减少了工作用时和劳动力。
4.本发明插件机制造成本低,加工工艺简单,实用性强,使用效果优秀,具有良好的经济效益和社会效益。
附图说明
图1为本发明插件机的立体结构示意图。
图2为本发明插件机中三轴坐标定位机械手的立体结构示意图。
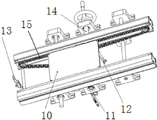
图3为本发明插件机中PCB板输送定位机构的立体结构示意图。
图4为本发明插件机中支撑定位治具的结构示意图。
图5为本发明插件机中电子元件来料粗定位机构的结构示意图。
图6为本发明插件机中电子元件来料精定位机构的结构示意图。
图7为本发明插件机中三轴坐标定位机械手的Z轴结构示意图。
图8为本发明插件机中三轴坐标定位机械手的插件器结构示意图。
其中:1、机架,2、PCB板输送定位机构,3、电子元件来料粗定位机构,4、电子元件来料精定位机构,5、插件器,6、电控柜,7、导轨,8、丝杠,9、伺服电机,10、PCB板,11、支撑气缸,12、定位板,13、PCB挡板,14、手调部件,15、尼龙链,16、支撑定位治具,17、PCB板支撑针,18、定位锥形针,19、弹簧,20、异形电子元件料盘,21、异形电子元件,22、粗定位治具,23、定位销孔,24、导向斜槽,25、定位面,26、精定位槽,27、针脚校直斜槽,28、针脚孔,29、弹簧套筒,30、塑料气管,31、锁紧螺母,32、弹簧座,33、压缩弹簧,34、真空吸盘,35、三轴坐标定位机械手。
具体实施方式
结合附图,通过具体实施例对本发明作进一步的阐述,但不限于此。
实施例1:
如图1、图2、图3和图4所示,一种分步定位带针脚整形式多插件头异形电子元件插件机,包括机架1、设置于该机架下半部分的电控柜6和设置于该机架上半部分的工作平台,工作平台包括PCB板输送定位机构2、电子元件来料粗定位机构3、电子元件精定位机构4和三轴坐标定位机械手35;其中,电子元件精定位机构4设置在电子元件来料粗定位机构3和PCB板输送定位机构2之间,三轴坐标定位机械手35垂直对应设置在PCB板输送定位机构2上方。PCB板输送定位机构2主要由两条平行排列的轨道状送板铝合金型材组成,其中一条送板型材的一端设置有PCB挡板13,送板型材上分别设置有6个固定支撑座,并在其中一个支撑座上设有手调部件14,支撑座通过固定螺杆双边对称连接,送板型材间还设有用于PCB板定位传输的输送装置,输送装置包括尼龙链15和6个滑动轮,滑动轮设置在送板型材内侧;定位板设置在PCB板准确定位位置的末端,定位板12与定位气缸相连接,PCB板的正下方设置有支撑定位治具16,支撑定位治具包括定位锥形针18和PCB板支撑针17,支撑定位治具16与支撑气缸相连接,机架1上还设置有控制器,所述控制器与电控柜6电连接。
实施例2:
如图5所示,一种分步定位带针脚整形式多插件头异形电子元件插件机,结构如实施例1所示,其不同之处在于:电子元件来料粗定位机构3包括矩形粗定位治具22,粗定位治具22设置有6个弹簧19调整装置。由于继电器、安规电容、电解电容等异形电子元件一般都是固定在泡沫料盘上的,异形件之间、异形件与泡沫料盘之间的行为误差在±2.5mm左右,能够通过调节弹簧调整装置,可以使粗定位治具固定不同规格的异形电子元件料盘。
实施例3:
如图6所示,一种分步定位带针脚整形式多插件头异形电子元件插件机,结构如实施例2所示,其不同之处在于:电子元件来料精定位机构4包括精确定位与针脚整形专用治具,精确定位与针脚整形专用治具为带有3个凹槽的长方体,凹槽两侧的上边缘对称倾斜设置为导向斜槽24,凹槽的底部设置有与电子元件针脚相对应的针脚孔28,针脚孔的上边缘呈倾斜设置为针脚校直斜槽27。三轴坐标定位机械手吸取的粗定位异形电子元件通过导向斜槽导向滑到精定位治具槽中做精定位,同时元件引脚进入到异形电子元件定位面上,通过三轴坐标定位机械手对异形电子元件的压力完成元件针脚的整形,整形后针脚进入到针脚孔中。
实施例4:
如图7所示,一种分步定位带针脚整形式多插件头异形电子元件插件机,结构如实施例2所示,其不同之处在于:三轴坐标定位机械手35包括分别设置于X轴、Y轴和Z轴上的导轨7、滑块、丝杠8和伺服电机9,其中,伺服电机9与丝杠8相连接、滑块通过丝杠螺母与丝杠相连接并设置在导轨上,插件器5设置在Z轴的滑块上,Z轴上并列设置有三组插件器5。三轴坐标定位机械手可以在导轨上进行移动,在水平面内可以实现X轴和Y轴方向上的移动,在垂直面内可以实现Z轴方向上的移动,此设计的好处在于,三轴坐标定位机械手通过X轴、Y轴和Z轴方向的移动,可以在空间内确定一个准确的位置,实现插件器准确吸取和插装电子元件,提高自动插件任务的精度。机械手进行一次完整的动作就能将三个异形电子元件运送至指定位置精确定位插件,大大提高了工作效率,节省了时间。
实施例5:
如图8所示,一种分步定位带针脚整形式多插件头异形电子元件插件机,结构如实施例2所示,其不同之处在于:插件器5包括塑料气管30、锁紧螺母31、弹簧座32、弹簧套筒29、压缩弹簧33和真空吸盘34,真空吸盘34通过塑料气管30与真空发生器相连接,真空吸盘34与弹簧套筒29之间通过螺纹连接,弹簧套筒29内设置有弹簧座32,弹簧套筒29上端开口处与锁紧螺母31螺纹连接,弹簧套筒29内设置有压缩弹簧33。由于异形电子元件上表面有一定的抗压强度,因此,需要设计插件器为弹性结构,控制弹簧压缩,保证元件受力在许用压力范围内,真空吸盘安装在插件器末端用于吸取电子元件;插件时通过弹簧座带动插件器运动,使得弹簧受压,弹簧座与锁紧螺母之间以及弹簧座与弹簧套筒之间是间隙配合,锁紧螺母与弹簧套筒之间螺纹连接,将弹簧座固定在弹簧套筒内。
实施例6:
一种利用分步定位带针脚整形式多插件头异形电子元件插件机进行电解电容元件插装的应用,包括以下步骤:
(1)启动插件机,系统自检是否为中断任务检测;
(2)系统自检为非中断任务状态,则插件任务启动,进料传感器检测到PCB板后步进电机启动,带动输送装置运送PCB板到定位区域;挡板气缸推动PCB挡板用于阻挡后续PCB板进入;同时,定位气缸推动定位板伸出对PCB板进行预定位,紧接着支撑气缸伸出,带动支撑定位治具对PCB板做定位支撑;
(3)PCB板定位传感器检测到PCB板定位准确后,步进电机继续延迟转动3秒结束后,紧接着支撑夹紧气缸伸出夹紧治具;
(4)三轴坐标定位机械手开始工作,X轴、Y轴伺服电机通过丝杠导轨带动Z轴部件运动到电子元件来料粗定位机构上方精确位置,X、Y轴限位开关和缓冲装置做安全保护用,找原点开关找初始坐标;
(5)Z轴伺服电机通过丝杠导轨带动插件器下降,同时真空发生器启动,真空检测开关和气压检测开关检测进行吸取电解电容元件;
(6)吸取电解电容元件后,Z轴伺服电机通过丝杠导轨带动插件器提升,同时,X轴、Y轴伺服电机通过丝杠导轨带动Z轴部件运动到元件精定位治具上方精确位置;
(7)Z轴伺服电机通过丝杠导轨带动插件器下降;电容元件到精定位模块后真空发生器断电,Z轴提升,电解电容元件通过导向做精定位;
(8)Z轴带动插件器下降,同时真空发生器动作;3个元件精定位检测传感器检测精定位模块中是否有元件;有元件时,吸取原件后,Z轴提升,同时X、Y轴带动Z轴部件运动到PCB板上方精确位置,无元件时,设备报警;
(9)Z轴带动插件器向下插件,到位后真空发生器断电,进行电解电容插件;插件完成后,Z轴提升,若插多个元件,Z轴分步动作;
(10)待PCB板上的全部元件插完后,定位夹紧机构完全松开,定位气缸和支撑夹紧气缸动作将PCB板松开;
(11)步进电机启动,带动输送装置运送PCB板输出,出料传感器检测到PCB板后步进电机停转,进入步骤(3)循环。
Claims (9)
1.一种分步定位带针脚整形式多插件头异形电子元件插件机,其特征在于,包括机架、设置于该机架下半部分的电控柜和设置于该机架上半部分的工作平台,所述工作平台包括PCB板输送定位机构、电子元件来料粗定位机构、电子元件精定位机构和三轴坐标定位机械手;其中,所述电子元件精定位机构设置在电子元件来料粗定位机构和PCB板输送定位机构之间,所述三轴坐标定位机械手垂直对应设置在PCB板输送定位机构上方;所述电子元件来料粗定位机构包括粗定位治具,所述粗定位治具为与电子元件来料料盘相适应的结构,所述粗定位治具上设置有多个弹簧调整装置;所述电子元件来料精定位机构包括精确定位与针脚整形专用治具,所述精确定位与针脚整形专用治具为带有凹槽的长方体结构,所述凹槽两侧的上边缘对称倾斜设置为导向斜槽,凹槽的底部设置有与电子元件针脚相对应的针脚孔,针脚孔的上边缘呈倾斜设置为针脚校直斜槽。
2.如权利要求1所示的分步定位带针脚整形式多插件头异形电子元件插件机,其特征在于,所述PCB板输送定位机构主要由两条平行排列的轨道状送板型材组成,所述送板型材上分别设置有多个固定支撑座,并在其中一个支撑座上设有手调部件,所述支撑座通过固定螺杆双边对称连接,送板型材内侧还设置有用于PCB板定位传输的输送装置;所述PCB板输送定位机构还包括PCB来料挡板和定位板,PCB来料挡板设置在送板型材进料口处,定位板设置在PCB板准确定位位置的末端,定位板与PCB板相互独立,定位板与定位气缸相连接,所述PCB板在准确定位位置的正下方设置有支撑定位治具。
3.如权利要求2所示的分步定位带针脚整形式多插件头异形电子元件插件机,其特征在于,所述支撑定位治具包括定位锥形针和PCB板支撑针,支撑定位治具与支撑气缸相连接。
4.如权利要求2所示的分步定位带针脚整形式多插件头异形电子元件插件机,其特征在于,所述送板型材为铝合金型材,所述输送装置包括尼龙链和多个滑动轮,所述滑动轮设置在送板型材内侧,尼龙链套装在滑动轮上。
5.如权利要求1所示的分步定位带针脚整形式多插件头异形电子元件插件机,其特征在于,所述三轴坐标定位机械手包括分别设置于X轴、Y轴和Z轴上的导轨、滑块、丝杠和伺服电机,其中,伺服电机与丝杠相连接、滑块通过丝杠螺母与丝杠相连接并设置在导轨上,Z轴滑块上设置有插件器。
6.如权利要求5所示的分步定位带针脚整形式多插件头异形电子元件插件机,其特征在于,所述Z轴上并列设置有三组插件器。
7.如权利要求5所示的分步定位带针脚整形式多插件头异形电子元件插件机,其特征在于,所述插件器包括塑料气管、锁紧螺母、弹簧座、弹簧套筒、压缩弹簧和真空吸盘,真空吸盘通过塑料气管与真空发生器相连接,真空吸盘与弹簧套筒之间通过螺纹连接,弹簧套筒内设置有弹簧座,弹簧套筒上端开口处与锁紧螺母螺纹连接,弹簧套筒内设置有压缩弹簧。
8.如权利要求1所示的分步定位带针脚整形式多插件头异形电子元件插件机,其特征在于,所述机架上还设置有控制器,所述控制器与电控柜电连接。
9.一种如权利要求1-8任一项所述的分步定位带针脚整形式多插件头异形电子元件插件机的应用,包括以下步骤:
(1)启动插件机,系统自检是否为中断任务检测;
(2)系统自检为非中断任务状态,则插件任务启动,进料传感器检测到PCB板后步进电机启动,带动输送装置运送PCB板到定位区域;挡板气缸推动PCB挡板用于阻挡后续PCB板进入;同时,定位气缸推动定位板伸出对PCB板进行预定位,紧接着支撑气缸伸出,带动支撑定位治具对PCB板做定位支撑;
(3)PCB板定位传感器检测到PCB板定位准确后,步进电机继续延迟转动结束后,紧接着支撑夹紧气缸伸出夹紧治具;
(4)三轴坐标定位机械手开始工作,X轴、Y轴伺服电机通过丝杠导轨带动Z轴部件运动到电子元件来料粗定位机构上方精确位置,X、Y轴限位开关和缓冲装置做安全保护用,找原点开关找初始坐标;
(5)Z轴伺服电机通过丝杠导轨带动插件器下降,同时真空发生器启动,真空检测开关和气压检测开关检测是否吸取元件,若吸取多个元件,伺服电机依次动作,Z轴限位开关做安全保护用,找原点开关找初始坐标;
(6)吸取元件后,Z轴伺服电机通过丝杠导轨带动插件器提升,同时,X轴、Y轴伺服电机通过丝杠导轨带动Z轴部件运动到元件精定位治具上方精确位置;
(7)Z轴伺服电机通过丝杠导轨带动插件器下降;元件到精定位治具后真空发生器断电,Z轴提升,元件通过导向做精定位,若精定位多个元件,分步动作;
(8)Z轴带动插件器下降,同时真空发生器动作;3个元件精定位检测传感器检测精定位治具中是否有元件;有元件时,吸取原件后,Z轴提升,同时X、Y轴带动Z轴部件运动到PCB板上方精确位置,无元件时,设备报警;
(9)Z轴带动插件器向下插件,到位后真空发生器断电,进行插件;插件完成后,Z轴提升,若插多个元件,Z轴分步动作;
(10)待PCB板上的全部元件插完后,定位夹紧机构完全松开,定位气缸和支撑夹紧气缸动作将PCB板松开;
(11)步进电机启动,带动输送装置运送PCB板输出,出料传感器检测到PCB板后步进电机停转,进入步骤(3)循环。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410022809.4A CN103796499B (zh) | 2014-01-18 | 2014-01-18 | 一种分步定位带针脚整形式多插件头异形电子元件插件机及其应用 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410022809.4A CN103796499B (zh) | 2014-01-18 | 2014-01-18 | 一种分步定位带针脚整形式多插件头异形电子元件插件机及其应用 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103796499A true CN103796499A (zh) | 2014-05-14 |
| CN103796499B CN103796499B (zh) | 2017-01-04 |
Family
ID=50671606
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410022809.4A Active CN103796499B (zh) | 2014-01-18 | 2014-01-18 | 一种分步定位带针脚整形式多插件头异形电子元件插件机及其应用 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103796499B (zh) |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104202914A (zh) * | 2014-08-18 | 2014-12-10 | 苏州克兰兹电子科技有限公司 | 一种设有定位装置的贴片机pcb传送机构 |
| CN104985810A (zh) * | 2015-07-31 | 2015-10-21 | 东莞市上川自动化设备有限公司 | 一种软性材料组装设备和方法 |
| CN107197599A (zh) * | 2017-06-23 | 2017-09-22 | 东莞市本润机器人科技股份有限公司 | 一种自动插导电胶机 |
| CN107404835A (zh) * | 2017-08-24 | 2017-11-28 | 苏州猎奇智能设备有限公司 | 一种自动贴片机 |
| CN107572080A (zh) * | 2017-09-12 | 2018-01-12 | 宿州德源服装有限公司 | 一种服装箱包用logo标志安装设备 |
| CN107601000A (zh) * | 2017-09-04 | 2018-01-19 | 深圳市三联光智能设备股份有限公司 | 引脚校正装置及射频发射器移运设备 |
| CN107649614A (zh) * | 2017-09-12 | 2018-02-02 | 宿州德源服装有限公司 | 一种箱包logo标志安装操作台 |
| CN107708402A (zh) * | 2017-11-10 | 2018-02-16 | 深圳市联和智能技术有限公司 | 异形插件机 |
| CN108463101A (zh) * | 2018-05-22 | 2018-08-28 | 深圳中科工控智能科技有限公司 | 全自动高速按键插件机 |
| CN108832454A (zh) * | 2018-06-12 | 2018-11-16 | 富加宜连接器(东莞)有限公司 | 一种跨骑式连接器的通用插针夹持装置 |
| CN108971978A (zh) * | 2018-09-18 | 2018-12-11 | 东莞市益诚自动化设备有限公司 | 汽车座椅马达胶盖的自动组装机 |
| CN109996433A (zh) * | 2019-04-11 | 2019-07-09 | 台州学院 | 一种安规电容安装机及安规电容安装方法 |
| CN111031782A (zh) * | 2019-12-31 | 2020-04-17 | 哈工汇智(深圳)科技有限公司 | 一种贴片机元器件优化贴装的多轴协同控制方法 |
| CN112705940A (zh) * | 2020-12-07 | 2021-04-27 | 东莞市南部佳永电子有限公司 | 一种自动插件机控制系统 |
| CN112809607A (zh) * | 2021-02-01 | 2021-05-18 | 国网湖北省电力有限公司宜昌供电公司 | 电控柜pcb板元器件插装工具及使用方法 |
| CN112916763A (zh) * | 2020-12-30 | 2021-06-08 | 安翰科技(武汉)股份有限公司 | 元件引脚自动导向整形与装配设备 |
| CN113909846A (zh) * | 2021-11-09 | 2022-01-11 | 苏州方普智能装备有限公司 | 一种多自由度斜插式自动锁螺丝机 |
| CN114104398A (zh) * | 2021-12-10 | 2022-03-01 | 横店集团东磁股份有限公司 | 一种物料分列排列装盒机构及其实现方法 |
| CN108832454B (zh) * | 2018-06-12 | 2024-04-19 | 富加宜连接器(东莞)有限公司 | 一种跨骑式连接器的通用插针夹持装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2271227A1 (en) * | 1998-05-15 | 1999-11-15 | Robert A. Wuyts | Method and device for positioning a printed-circuit board in a press |
| CN1669379A (zh) * | 2002-07-19 | 2005-09-14 | 松下电器产业株式会社 | 零件插入头装置、零件插入装置以及零件插入方法 |
| CN202873272U (zh) * | 2012-10-23 | 2013-04-10 | 东莞市展荣电子设备有限公司 | 一种异性元件插件机 |
| CN203206664U (zh) * | 2013-02-21 | 2013-09-18 | 杨贵福 | 一种立式异型元件插件机的自动校正装置 |
| CN203675533U (zh) * | 2014-01-18 | 2014-06-25 | 山东大学 | 一种分步定位带针脚整形式多插件头异形电子元件插件机 |
-
2014
- 2014-01-18 CN CN201410022809.4A patent/CN103796499B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2271227A1 (en) * | 1998-05-15 | 1999-11-15 | Robert A. Wuyts | Method and device for positioning a printed-circuit board in a press |
| CN1669379A (zh) * | 2002-07-19 | 2005-09-14 | 松下电器产业株式会社 | 零件插入头装置、零件插入装置以及零件插入方法 |
| CN202873272U (zh) * | 2012-10-23 | 2013-04-10 | 东莞市展荣电子设备有限公司 | 一种异性元件插件机 |
| CN203206664U (zh) * | 2013-02-21 | 2013-09-18 | 杨贵福 | 一种立式异型元件插件机的自动校正装置 |
| CN203675533U (zh) * | 2014-01-18 | 2014-06-25 | 山东大学 | 一种分步定位带针脚整形式多插件头异形电子元件插件机 |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104202914A (zh) * | 2014-08-18 | 2014-12-10 | 苏州克兰兹电子科技有限公司 | 一种设有定位装置的贴片机pcb传送机构 |
| CN104985810A (zh) * | 2015-07-31 | 2015-10-21 | 东莞市上川自动化设备有限公司 | 一种软性材料组装设备和方法 |
| CN107197599A (zh) * | 2017-06-23 | 2017-09-22 | 东莞市本润机器人科技股份有限公司 | 一种自动插导电胶机 |
| CN107197599B (zh) * | 2017-06-23 | 2023-09-26 | 东莞市本润机器人科技股份有限公司 | 一种自动插导电胶机 |
| CN107404835A (zh) * | 2017-08-24 | 2017-11-28 | 苏州猎奇智能设备有限公司 | 一种自动贴片机 |
| CN107404835B (zh) * | 2017-08-24 | 2023-08-08 | 苏州猎奇智能设备有限公司 | 一种自动贴片机 |
| CN107601000A (zh) * | 2017-09-04 | 2018-01-19 | 深圳市三联光智能设备股份有限公司 | 引脚校正装置及射频发射器移运设备 |
| CN107601000B (zh) * | 2017-09-04 | 2023-07-21 | 深圳市三一联光智能设备股份有限公司 | 引脚校正装置及射频发射器移运设备 |
| CN107572080B (zh) * | 2017-09-12 | 2019-08-02 | 深圳市冠荣商标织造有限公司 | 一种服装箱包用logo标志安装设备 |
| CN107572080A (zh) * | 2017-09-12 | 2018-01-12 | 宿州德源服装有限公司 | 一种服装箱包用logo标志安装设备 |
| CN107649614A (zh) * | 2017-09-12 | 2018-02-02 | 宿州德源服装有限公司 | 一种箱包logo标志安装操作台 |
| CN107708402A (zh) * | 2017-11-10 | 2018-02-16 | 深圳市联和智能技术有限公司 | 异形插件机 |
| CN108463101A (zh) * | 2018-05-22 | 2018-08-28 | 深圳中科工控智能科技有限公司 | 全自动高速按键插件机 |
| CN108832454A (zh) * | 2018-06-12 | 2018-11-16 | 富加宜连接器(东莞)有限公司 | 一种跨骑式连接器的通用插针夹持装置 |
| CN108832454B (zh) * | 2018-06-12 | 2024-04-19 | 富加宜连接器(东莞)有限公司 | 一种跨骑式连接器的通用插针夹持装置 |
| CN108971978A (zh) * | 2018-09-18 | 2018-12-11 | 东莞市益诚自动化设备有限公司 | 汽车座椅马达胶盖的自动组装机 |
| CN108971978B (zh) * | 2018-09-18 | 2024-04-16 | 东莞市益诚自动化设备有限公司 | 汽车座椅马达胶盖的自动组装机 |
| CN109996433A (zh) * | 2019-04-11 | 2019-07-09 | 台州学院 | 一种安规电容安装机及安规电容安装方法 |
| CN109996433B (zh) * | 2019-04-11 | 2020-10-27 | 台州学院 | 一种安规电容安装机及安规电容安装方法 |
| CN111031782A (zh) * | 2019-12-31 | 2020-04-17 | 哈工汇智(深圳)科技有限公司 | 一种贴片机元器件优化贴装的多轴协同控制方法 |
| CN112705940A (zh) * | 2020-12-07 | 2021-04-27 | 东莞市南部佳永电子有限公司 | 一种自动插件机控制系统 |
| CN112916763A (zh) * | 2020-12-30 | 2021-06-08 | 安翰科技(武汉)股份有限公司 | 元件引脚自动导向整形与装配设备 |
| CN112809607A (zh) * | 2021-02-01 | 2021-05-18 | 国网湖北省电力有限公司宜昌供电公司 | 电控柜pcb板元器件插装工具及使用方法 |
| CN113909846A (zh) * | 2021-11-09 | 2022-01-11 | 苏州方普智能装备有限公司 | 一种多自由度斜插式自动锁螺丝机 |
| CN114104398A (zh) * | 2021-12-10 | 2022-03-01 | 横店集团东磁股份有限公司 | 一种物料分列排列装盒机构及其实现方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103796499B (zh) | 2017-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103796499A (zh) | 一种分步定位带针脚整形式多插件头异形电子元件插件机及其应用 | |
| AU2016413606B2 (en) | System for automatic handle mounting of paint brush | |
| CN104049198B (zh) | 一种pcba在线全自动无人测试系统 | |
| CN209465357U (zh) | 一种自动分类抓取视觉检测机 | |
| CN209256375U (zh) | 一种薄壁结构件数控精密加工精确定位夹具 | |
| CN203675533U (zh) | 一种分步定位带针脚整形式多插件头异形电子元件插件机 | |
| CN109279348A (zh) | 集成匹配电测机设备的自动送料机 | |
| CN105676107A (zh) | Ict测试、插数码管及fct测试设备 | |
| CN104476177B (zh) | 一种工件可翻转定位的多工位多方向全自动螺丝机 | |
| CN104191353A (zh) | 一种上料装置 | |
| CN213287489U (zh) | 一种新型多功能高速点胶机 | |
| CN207329763U (zh) | 一种玻璃板用换位装置 | |
| CN209288703U (zh) | 一种移动电源后段工序高效自动组装设备 | |
| CN208140878U (zh) | 电子线路板飞针测试机 | |
| CN207491346U (zh) | Pcb插件压pin治具 | |
| CN106992102B (zh) | 用于插接汽车保险盒的自动插件机 | |
| CN106425573B (zh) | 增强型多轴精铣装置 | |
| CN102928430B (zh) | 五轴运动定位系统 | |
| CN114916135A (zh) | 一种pcb板用单轴斜边机 | |
| CN106270688B (zh) | 一种换向器碳平面自动铣槽机 | |
| CN209668244U (zh) | 集成匹配电测机设备的自动送料机 | |
| CN203843378U (zh) | 激光切割柔性生产线板材上料定位系统 | |
| CN108246643B (zh) | 一种基于施工同步的工业机械手加工不合格品统计装置及方法 | |
| CN203003459U (zh) | 全自动螺丝机 | |
| CN206632518U (zh) | 一种镭射与ccd检测技术融合机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |