CN103639297A - 热压下陷模具 - Google Patents
热压下陷模具 Download PDFInfo
- Publication number
- CN103639297A CN103639297A CN201310612282.6A CN201310612282A CN103639297A CN 103639297 A CN103639297 A CN 103639297A CN 201310612282 A CN201310612282 A CN 201310612282A CN 103639297 A CN103639297 A CN 103639297A
- Authority
- CN
- China
- Prior art keywords
- hot pressing
- die
- patrix
- mould
- section bar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
本发明涉及一种模具结构设计技术领域,具体的说,是涉及一种热压下陷模具,包括上模与下模,所述上模分为上模上部与上模下部夹块两部分,所述下模上设有测温孔和加温孔。本发明有效解决了热压下陷模具型腔中型材零件立边塌陷、立边鼓起及擦伤问题。
Description
技术领域
本发明涉及一种模具结构设计技术领域,具体的说,是涉及一种热压下陷模具。
背景技术
下陷是飞机零件的一种结构特征;热压下陷是一种对冲压该结构特征(下陷)的模具进行加热以使零件便于成型的工艺方法;热压下陷模具就是采用该工艺方法的进行冲压零件的模具。
一些机型的飞机长桁零件全部采用的是铝锂合金型材零件,型材零件下陷成形方法采用是采用加热下陷模加热冲压下陷,加热冲压下陷过程中在型材立边正上方过渡区会存在凸起或凹陷现象,在型材立边存在鼓起或擦伤现象,本发明提供一种热压下陷模具结构改进方案,解决加热冲压下陷过程中在型材立边正上方过渡区会存在塌陷以及在型材立边存在鼓起或擦伤工程技术问题。
发明内容
本发明的目的在于克服现有技术的不足,适应现实需要,提供一种热压下陷模具。
为了实现本发明的目的,本发明采用的技术方案为:
一种热压下陷模具,包括上模与下模,所述上模分为上模上部与上模下部夹块两部分,所述下模上设有测温孔和加温孔。
所述上模在模具拐角处被分为上模上部与上模下部夹块两部分。
所述上模下部夹块的侧面外部设有施力件,上模下部夹块通过侧向水平力夹紧型腔内的工件。
本发明的有益效果在于:
有效解决了热压下陷模具型腔中型材零件立边塌陷、立边鼓起及擦伤问题。
附图说明
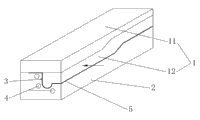
图1为本发明的结构示意图;
图2为图1中模具各部分的分解图。
具体实施方式
下面结合附图和实施例对本发明进一步说明:
实施例:参见图1,图2。
一种热压下陷模具,包括上模1与下模2,所述上模1分为上模上部11与上模下部夹块12两部分,所述下模2上设有测温孔3和加温孔4。图中,5为型材零件。
所述上模1在模具拐角处被分为上模上部11与上模下部夹块12两部分。
所述上模下部夹块12的侧面外部设有施力件,上模下部夹块通过侧向水平力夹紧型腔内的型材零件5。
针对铝锂合金型材零件,热压下陷上模以及热压下陷下模型面按照型材零件理论外形加工,在热压下陷下模做出用于加热模具的加温孔4,以及用于测量模具温度的测温孔5,模具加热到所需要的温度后,进行冲压成形下陷。由于热压下陷上模以及热压下陷下模型面按照型材零件理论外形加工,模具加工存在制造公差,而且型材零件材料厚度也存在公差,所以在热压下陷模下模侧壁6、热压下陷模上模侧壁7和型材立边就会存在间隙或配合过紧,当存在间隙时,型材零件放在加热模具上冲压就会存在下陷区域塌陷及型材立边鼓起现象;当存在配合过紧时,型材零件放在加热模具上冲压就会存在型材立边擦伤现象。
通过改进模具结构,将热压下陷模上模结构设计为两部分结构,热压下陷模下模2及上模下部夹块12型面按型材零件5的理论外形加工,在热压下陷下模做出用于加热模具的模具加温孔4,以及用于测量模具温度的模具测温孔5,模具加热到所需要的温度后,进行冲压成形下陷。模具安装固定后,使用侧向力(固定模具的通用模座提供)将夹紧块夹紧零件,图中箭头所示方向即为侧向力施力方向,即使热压下陷下模以及夹紧块制造存在公差以及型材零件材料厚度存在公差,由于夹紧块是活动的,通过侧向力夹紧零件,所以在热压下陷下模侧壁6、热压下陷模上模侧壁7和型材立边是紧密配合的,冲压下陷型材零件5只在型材立边方向向下移动,有效解决了型材零件立边塌陷、立边鼓起及擦伤问题。
Claims (3)
1.一种热压下陷模具,包括上模与下模,其特征在于:所述上模分为上模上部与上模下部夹块两部分,所述下模上设有测温孔和加温孔。
2.根据权利要求1所述的热压下陷模具,其特征在于:所述上模在模具拐角处被分为上模上部与上模下部夹块两部分。
3.根据权利要求1或权利要求2所述的热压下陷模具,其特征在于:所述上模下部夹块的侧面外部设有施力件,上模下部夹块通过侧向水平力夹紧型腔内的型材零件。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310612282.6A CN103639297A (zh) | 2013-11-28 | 2013-11-28 | 热压下陷模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310612282.6A CN103639297A (zh) | 2013-11-28 | 2013-11-28 | 热压下陷模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103639297A true CN103639297A (zh) | 2014-03-19 |
Family
ID=50244654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310612282.6A Pending CN103639297A (zh) | 2013-11-28 | 2013-11-28 | 热压下陷模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103639297A (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104139101A (zh) * | 2014-06-24 | 2014-11-12 | 西北工业大学 | 一种可调节下陷成形参数的柔性装置 |
| CN107971358A (zh) * | 2017-12-08 | 2018-05-01 | 中国航天科技集团公司长征机械厂 | 一种整流罩下陷快速成形方法 |
| CN108704976A (zh) * | 2018-05-03 | 2018-10-26 | 合肥江航飞机装备有限公司 | 一种下陷零件的加工方法 |
| CN110153289A (zh) * | 2019-06-06 | 2019-08-23 | 西北工业大学 | 一种支撑可调式柔性下陷模具 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62168615A (ja) * | 1986-01-21 | 1987-07-24 | Mitsubishi Electric Corp | 半導体装置のダイパツト成形金型 |
| JPH06126747A (ja) * | 1992-10-16 | 1994-05-10 | Asahi Eng Co Ltd | 金型加熱装置及びそれを用いた樹脂成形方法 |
| DE10162439A1 (de) * | 2001-12-19 | 2003-07-03 | Bayerische Motoren Werke Ag | Umformwerkzeug |
| CN202137255U (zh) * | 2011-02-12 | 2012-02-08 | 机械科学研究总院先进制造技术研究中心 | 一种自带测温系统的热冲压模具 |
| CN202715725U (zh) * | 2012-08-01 | 2013-02-06 | 成都飞机工业(集团)有限责任公司 | 高强度铝合金t型材的纵向折弯成型模具 |
| CN202715726U (zh) * | 2012-08-01 | 2013-02-06 | 成都飞机工业(集团)有限责任公司 | T型材的下陷成型模具 |
| CN203018564U (zh) * | 2012-12-13 | 2013-06-26 | 厦门太古飞机工程有限公司 | 型材下陷模具 |
| CN103191991A (zh) * | 2013-04-25 | 2013-07-10 | 哈尔滨工业大学 | 铝合金型材快速下陷热成形模具及成形方法 |
-
2013
- 2013-11-28 CN CN201310612282.6A patent/CN103639297A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62168615A (ja) * | 1986-01-21 | 1987-07-24 | Mitsubishi Electric Corp | 半導体装置のダイパツト成形金型 |
| JPH06126747A (ja) * | 1992-10-16 | 1994-05-10 | Asahi Eng Co Ltd | 金型加熱装置及びそれを用いた樹脂成形方法 |
| DE10162439A1 (de) * | 2001-12-19 | 2003-07-03 | Bayerische Motoren Werke Ag | Umformwerkzeug |
| CN202137255U (zh) * | 2011-02-12 | 2012-02-08 | 机械科学研究总院先进制造技术研究中心 | 一种自带测温系统的热冲压模具 |
| CN202715725U (zh) * | 2012-08-01 | 2013-02-06 | 成都飞机工业(集团)有限责任公司 | 高强度铝合金t型材的纵向折弯成型模具 |
| CN202715726U (zh) * | 2012-08-01 | 2013-02-06 | 成都飞机工业(集团)有限责任公司 | T型材的下陷成型模具 |
| CN203018564U (zh) * | 2012-12-13 | 2013-06-26 | 厦门太古飞机工程有限公司 | 型材下陷模具 |
| CN103191991A (zh) * | 2013-04-25 | 2013-07-10 | 哈尔滨工业大学 | 铝合金型材快速下陷热成形模具及成形方法 |
Non-Patent Citations (2)
| Title |
|---|
| 吴继森: "7075铝合金型材下陷热成形工艺", 《航空制造技术》, no. 1, 15 January 2004 (2004-01-15) * |
| 朱斌: "型材的模压成型及其模具设计", 《宇航材料工艺》, no. 2, 30 April 1995 (1995-04-30), pages 25 - 29 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104139101A (zh) * | 2014-06-24 | 2014-11-12 | 西北工业大学 | 一种可调节下陷成形参数的柔性装置 |
| CN107971358A (zh) * | 2017-12-08 | 2018-05-01 | 中国航天科技集团公司长征机械厂 | 一种整流罩下陷快速成形方法 |
| CN108704976A (zh) * | 2018-05-03 | 2018-10-26 | 合肥江航飞机装备有限公司 | 一种下陷零件的加工方法 |
| CN110153289A (zh) * | 2019-06-06 | 2019-08-23 | 西北工业大学 | 一种支撑可调式柔性下陷模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| MX2016007190A (es) | Aparato para formacion por prensado, metodo para producir un producto formado por prensado utilizando el aparato de formacion y un producto formado por prensado. | |
| CN103639297A (zh) | 热压下陷模具 | |
| CN203578482U (zh) | 一种u型槽类零件压型装置 | |
| CN204194600U (zh) | 一种汽车嵌入件的翻边成形模具 | |
| CN106003813A (zh) | 一种定位机构 | |
| CN203711628U (zh) | 厚板零件深u形滚动压弯模具结构 | |
| CN203649160U (zh) | 电缆铝抱箍制弯模具 | |
| CN202270788U (zh) | 一种可调的u型双圆角方管折弯模具 | |
| CN203991987U (zh) | 一种基座翻转冲压模具 | |
| CN203330235U (zh) | 一种冲压模具内部侧面冲孔机构 | |
| CN203973894U (zh) | 一种模压成型模具 | |
| CN203991951U (zh) | 一种剪切折弯机构 | |
| CN205291682U (zh) | 一种用于车灯散热支架的冲压整形夹具 | |
| CN204135187U (zh) | 一种打弯刻字模 | |
| CN204449029U (zh) | 导向板折弯工装 | |
| CN203621259U (zh) | 橡皮囊辅助成形模具 | |
| CN203409058U (zh) | 气动肌腱卧式冲床 | |
| CN202606678U (zh) | 新型落料、冲孔、成型复合模具 | |
| CN202910174U (zh) | 一种可调节的模具 | |
| CN203044685U (zh) | 快速微动调角度精密模具 | |
| CN202894076U (zh) | 一种液晶显示器前框卡扣冲压模的下凹模 | |
| CN206997550U (zh) | 一种冷压钢模具 | |
| CN206241083U (zh) | 一种异形薄壁件冲压模具 | |
| CN105576476A (zh) | 一种风电滑环电刷组件整体成型装置 | |
| CN204123457U (zh) | 一种用于加工led面板条的新型冲压模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20140319 |