CN103628362A - 一种防潮低吸涨地板基材的制造工艺及胶粘剂的制作方法 - Google Patents
一种防潮低吸涨地板基材的制造工艺及胶粘剂的制作方法 Download PDFInfo
- Publication number
- CN103628362A CN103628362A CN201310626635.8A CN201310626635A CN103628362A CN 103628362 A CN103628362 A CN 103628362A CN 201310626635 A CN201310626635 A CN 201310626635A CN 103628362 A CN103628362 A CN 103628362A
- Authority
- CN
- China
- Prior art keywords
- base material
- damp
- melamine
- floor base
- proof
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 39
- 239000000853 adhesive Substances 0.000 title claims abstract description 28
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 28
- 238000000034 method Methods 0.000 title claims abstract description 23
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 229920000877 Melamine resin Polymers 0.000 claims abstract description 30
- 239000002023 wood Substances 0.000 claims abstract description 17
- 238000007731 hot pressing Methods 0.000 claims abstract description 16
- 239000000835 fiber Substances 0.000 claims abstract description 13
- 239000003292 glue Substances 0.000 claims abstract description 9
- 238000001816 cooling Methods 0.000 claims abstract description 5
- 238000001035 drying Methods 0.000 claims abstract description 5
- 238000005406 washing Methods 0.000 claims abstract description 5
- 229920001807 Urea-formaldehyde Polymers 0.000 claims abstract description 4
- -1 melamine modified urea Chemical class 0.000 claims abstract description 4
- 238000003860 storage Methods 0.000 claims abstract description 3
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 claims description 54
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 claims description 29
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 claims description 24
- 239000004202 carbamide Substances 0.000 claims description 24
- 238000005070 sampling Methods 0.000 claims description 16
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 claims description 12
- 238000005213 imbibition Methods 0.000 claims description 11
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical compound [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 claims description 8
- 239000012188 paraffin wax Substances 0.000 claims description 8
- 238000010792 warming Methods 0.000 claims description 8
- 230000015572 biosynthetic process Effects 0.000 claims description 7
- 238000009835 boiling Methods 0.000 claims description 6
- 238000000227 grinding Methods 0.000 claims description 6
- 230000013011 mating Effects 0.000 claims description 6
- 238000006243 chemical reaction Methods 0.000 claims description 5
- 235000019270 ammonium chloride Nutrition 0.000 claims description 4
- 239000003795 chemical substances by application Substances 0.000 claims description 4
- 238000013329 compounding Methods 0.000 claims description 4
- 230000029087 digestion Effects 0.000 claims description 4
- 238000000465 moulding Methods 0.000 claims description 4
- 239000004033 plastic Substances 0.000 claims description 4
- 229920005989 resin Polymers 0.000 claims description 4
- 239000011347 resin Substances 0.000 claims description 4
- 238000000926 separation method Methods 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 claims description 2
- 238000012856 packing Methods 0.000 claims description 2
- 239000007787 solid Substances 0.000 claims description 2
- 230000008961 swelling Effects 0.000 abstract description 6
- 238000010411 cooking Methods 0.000 abstract description 3
- 238000012216 screening Methods 0.000 abstract description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 3
- 238000012545 processing Methods 0.000 abstract description 2
- 238000010521 absorption reaction Methods 0.000 abstract 2
- 238000002156 mixing Methods 0.000 abstract 1
- 238000004806 packaging method and process Methods 0.000 abstract 1
- 238000005520 cutting process Methods 0.000 description 10
- 239000004576 sand Substances 0.000 description 10
- 238000002360 preparation method Methods 0.000 description 9
- 238000009408 flooring Methods 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 4
- 230000007306 turnover Effects 0.000 description 3
- 239000012535 impurity Substances 0.000 description 2
- 239000004836 Glue Stick Substances 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000003518 caustics Substances 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000011094 fiberboard Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000004078 waterproofing Methods 0.000 description 1
Landscapes
- Adhesives Or Adhesive Processes (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
Abstract
本发明属于木材加工技术领域,涉及地板基材的制造工艺,特别涉及一种防潮低吸涨地板基材的制造工艺及胶粘剂的制作方法。一种防潮低吸涨地板基材的制造工艺,包括以下步骤:木材剥皮、削片、筛选、水洗、蒸煮、纤维分离、调施胶、干燥分选、铺装成型、预压、热压、冷却、砂光、检验分等、包装入库。本发明针对防潮低吸涨地板基材的特殊要求,采用三聚氰胺改性脲醛树脂防潮胶粘剂,在普通地板基材生产工艺基础上针对低吸水厚度膨胀率及防潮要求,开发出高耐水高防潮性能的地板基材。本发明所述方法制得的地板基材是一种低成本高质量的防潮地板基材,利用该基材制成的地板吸水厚度膨胀率非常低,具有防潮功能,适用于高潮湿状态的家居使用环境。
Description
技术领域
本发明属于木材加工技术领域,涉及地板基材的制造工艺,特别涉及一种防潮低吸涨地板基材的制造工艺及胶粘剂的制作方法。
背景技术
强化木地板起源于20世纪80年代初,随着中国经济的蓬勃发展和居民生活水平的日益提高,强化木地板以其脚感舒适、自然温馨、高贵典雅等突出的优点,成为人们居家地面装饰的首选材料,市场需求也呈直线上升趋势。
强化地板是以一层或多层专用纸浸渍热固性氨基树脂,铺装在中高密度纤维板表面,背面加平衡层,正面加耐磨层,以热压而成的地板。因其使用环境不同,所需要求也不同,普通的强化地板在潮湿或高潮湿状态下使用,易出现边缘起鼓、起翘等问题,大大降低其使用寿命。针对这类可铺装于潮湿或高潮湿状态环境下的特殊用途强化地板,需使用特殊性能指标的中高密度纤维板。这类板材除了必须达到或超过普通地板基材的所有理化性能指标外,最关键的还必须通过防潮性能的检测,尤其是达到高潮湿状态下使用的承重型密度纤维板的性能要求;此外必须要有非常低的吸水厚度膨胀率指标,才能真正具有防潮耐水的功能。
近年来人造板行业原材料价格的不断上升,产品利润空间逐年下降,亟需开发这类低成本的特殊功能板材,利用技术进步提升产品的品质。本发明针对上述目标,在成本基本不增加的前提下,改进基材的防水性,以实现低吸涨及防潮功能。
发明内容
本发明的一个目的在于提供一种防潮低吸涨地板基材的制造工艺,解决目前强化木地板因使用环境出现的起拱、起翘问题。通过对地板基材制造过程中胶粘剂的改性以及生产工艺的优化,达到在成本基本不增加的前提下,改进基材的防潮性及耐水性,实现低吸水厚度膨胀率及防潮功能,满足在高潮湿状态下的使用功能。
为解决上述技术问题,本发明是这样实现的。
一种防潮低吸涨地板基材的制造工艺,包括以下步骤:木材剥皮、削片、筛选、水洗、蒸煮、纤维分离、调施胶、干燥分选、铺装成型、预压、热压、翻板冷却、砂光、检验分等、包装入库, 其中:
所述蒸煮步骤中,木片在蒸煮罐的蒸汽压力7-8bar,蒸煮时间3-4min;
所述纤维分离步骤中,木片通过带式螺旋进入热磨机,同时向磨机里添加熔融石蜡,石蜡施加量6.0-8.0kg/m3,磨盘间隙在0-4mm;
所述调施胶步骤中,在纤维喷出的管道上施加防潮胶粘剂,施胶量为190-210kg/m3,固化剂氯化铵添加量为绝干胶重量的1-2%;
所述干燥分选步骤中,将纤维干燥至含水率为10-12%;
所述热压步骤中,热压温度在225-175℃,采用五段热压温度区,热压压力0-4MPa,热压因子7.0--8.0s/mm,最高压力在3-3.7MPa。
本发明的另一个目的,在于公开了一种高性能低成本防潮胶粘剂的制备方法。
一种防潮胶粘剂的制作方法,所述防潮胶粘剂为三聚氰胺改性脲醛树脂胶,包括如下步骤:
A、进甲醛于反应釜中,加烧碱溶液调pH至5.0-6.0,加热;
B、在甲醛温度为35~40℃时加入三聚氰胺,加完后立即升温至50℃,取样观察,待三聚氰胺完全溶解后,测pH值;
C、快速加入第一次尿素后,开蒸汽升温,当温度升至60℃时,取样检测pH值,其中甲醛与尿素和三聚氰胺之和的摩尔比在1.4-1.6;
D、继续升温至80℃,取样检测pH,在80℃下恒温反应,每10min测一次粘度和 pH 值,此阶段终点粘度控制在18.0-19.0s;
E、加烧碱溶液调节pH值8.0-9.0,冷却降温至50℃,加入第二次尿素,使得甲醛与尿素和三聚氰胺之和的摩尔比在0.8-0.99,保温5-10min后冷却降温,测pH值和粘度;
F、降温至35-40℃,加烧碱溶液调pH值至8.5-9.5,取样测pH值和粘度,出胶。
本发明所述的防潮胶粘剂的制作方法,其中:三聚氰胺的重量占防潮胶粘剂重量的6-9%,甲醛与尿素和三聚氰胺之和的摩尔比在0.8-0.99;尿素分二批投入,三聚氰胺一次投入。
本发明所制得的防潮胶粘剂pH值8.0以上,粘度16-18s,固体含量52-56%。
有益效果
本发明针对防潮低吸涨地板基材的特殊要求,采用高性能的三聚氰胺改性脲醛树脂防潮胶粘剂,在普通地板基材生产工艺上针对低吸水厚度膨胀率及防潮要求,进一步优化各工序的工艺参数,严格规范基材生产的关键工艺控制点,开发出高耐水高防潮性能的地板基材,其制成的地板吸水厚度膨胀率非常低,具有防潮功能,适用于高潮湿状态的家居使用环境,大大拓展了地板的使用寿命、使用领域。与普通地板基材相比,其综合成本基本不增加,是一种低成本高质量的防潮地板基材。
具体实施方式
下面结合具体实施方式对本发明进一步说明,在不超出本发明的精神和范围下,本领域技术人员可以对本发明作出更多的配方调整。
实施例1
1、防潮胶粘剂的制作方法
三聚氰胺的量占防潮胶粘剂重量的8.5%,甲醛与尿素和三聚氰胺之和的摩尔比控制在0.93-0.96;尿素分2批投入,三聚氰胺一次性全部投入。
制备过程如下:
A、 进甲醛于反应釜中,加烧碱溶液调pH至5.0-5.5;
B、 在35℃加入三聚氰胺,加完后立即升温至50℃,取样观察三聚氰胺是否完全溶解,待完全溶解后,测pH值;
C、 快速加入第一次尿素后,开蒸汽升温,当温度升至60℃时,取样检测pH值,其中甲醛与尿素和三聚氰胺之和的摩尔比控制在1.45-1.5;
D、 继续升温至80℃时,取样检测pH,在80℃下恒温反应,每10min测一次粘度和 pH 值,此阶段终点粘度控制在17.5-18.5s;
E、 加烧碱液调节PH值8.0-9.0,冷却降温至50℃,加入第二次尿素,使得甲醛与尿素和三聚氰胺之和的摩尔比在0.93-0.96,保温5-10min后冷却降温,测pH值和粘度;
F、 降温至35-40℃时,加烧碱溶液调pH值至8.5-9.5,取样测pH值和粘度,出胶。
2、E1级6-8mm防潮低吸涨地板基材制造工艺
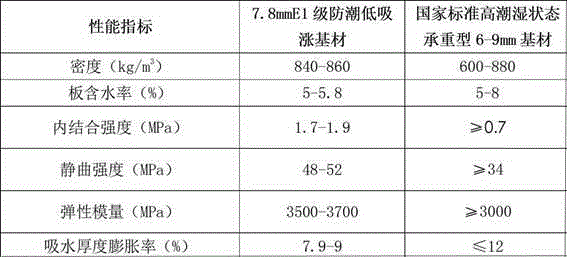
按普通中密度板材的制作原理及工艺流程,将不同比例的木材剥皮后,削成长15-20mm、15-20mm、厚为3-4mm的木片,经过筛选处理,保证木片尺寸要求,再经水洗,除去泥沙等杂质,保证木片的清洁;通过蒸煮软化木片,蒸煮压力在7.5-8.0bar,蒸煮时间3.5-4min;木片通过带式螺旋进入磨机,同时向磨机里添加熔融石蜡,石蜡施加量约7-7.5kg/m3,磨盘间隙在0-4mm范围;在纤维喷出的管道上施加防潮胶粘剂,施胶量为200-205kg/m3,固化剂氯化铵添加量为1.5%,经干燥系统干燥后铺装成型;调整铺装密度,保证板坯密度840-860kg/m3,热压温度在220-180℃,热压因子控制在7.2-7.4;出压机的板材经翻板冷却调质48h后砂光处理,4道砂光砂削量分配如下:第一道砂削量占55-60%、第二道砂削量占20-25%、第三道砂削量占10-15%、第四道砂削量占5-10%;砂光后的基材分选入库。
经上述步骤制得E1防潮低吸涨地板基材按GB/T 11718-2009防潮标准要求进行检测,结果如下:
实施例2
1、三聚氰胺改性胶粘剂的制备
三聚氰胺的量占防潮胶粘剂重量的6.5%,甲醛与尿素和三聚氰胺之和的摩尔比在0.95-0.98;尿素分2批投入,三聚氰胺一次性全部投入。
制备过程如下:
A、 进甲醛于反应釜中,加烧碱溶液调pH至5.5-6.0;
B、 在40℃加入三聚氰胺,加完后立即升温至50℃,取样观察三聚氰胺是否完全溶解,待完全溶解后,测pH值;
C、 快速加入第一次尿素后,开蒸汽升温,当温度升至60℃时,取样检测pH值,甲醛与尿素和三聚氰胺之和的摩尔比控制在1.4-1.45;
D、 继续升温至80℃时,取样检测PH,在温度80℃下恒温反应,每10min测一次粘度和 pH值,此阶段终点粘度控制在17.0-18.0s;
E、 加烧碱溶液调节pH值8.0-9.0,冷却降温至50℃,加入第二次尿素,使得甲醛与尿素和三聚氰胺之和的摩尔比在0.95-0.99,保温5-10min后冷却降温,测pH值和粘度;
F、 降温至35-40℃时,加烧碱溶液调pH值至8.5-9.5,取样测pH值和粘度,出胶。
2、E1级10-12mm防潮低吸涨地板基材制造工艺
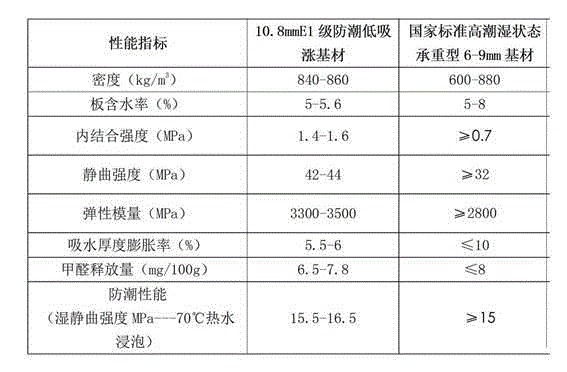
胶粘剂制作完成后,按普通中密度板材的制作原理及工艺流程,将不同比例的木材剥皮后,削成长15-20mm、15-20mm、厚为3-4mm的木片,经过筛选处理,保证木片尺寸要求,再经水洗,除去泥沙等杂质,保证木片的清洁;通过蒸煮软化木片,蒸煮压力在7.2-7.8bar,蒸煮时间3-3.5min;木片通过带式螺旋进入磨机,同时向磨机里添加熔融石蜡,石蜡施加量约6.2-6.5kg/m3,磨盘间隙在0-4mm范围内;在纤维喷出的管道上施加防潮胶粘剂,施胶量为190-195kg/m3,固化剂氯化铵添加量为2%,经干燥系统干燥后铺装成型;调整铺装密度,保证板坯密度840-850kg/m3;热压温度在225-185℃,热压因子控制在7.6-7.9;出压机的板材经翻板冷却调质48h后砂光处理,4道砂光砂削量分配如下:第一道砂削量占55-60%、第二道砂削量占20-25%、第三道砂削量占10-15%、第四道砂削量占5-10%;砂光后的基材分选入库。
经以上步骤制得E1防潮低吸涨地板基材按GB/T 11718-2009防潮标准要求进行检测,结果如下:
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
Claims (5)
1.一种防潮低吸涨地板基材的制造工艺,包括以下步骤:木材剥皮、削片、筛选、水洗、蒸煮、纤维分离、调施胶、干燥分选、铺装成型、预压、热压、冷却、砂光、检验分等、包装入库, 其特征在于,
所述蒸煮步骤中,木片在蒸煮罐的蒸汽压力7-8bar,蒸煮时间3-4min;
所述纤维分离步骤中,木片通过带式螺旋进入热磨机,同时向磨机里添加熔融石蜡,石蜡施加量6.0-8.0kg/m3,磨盘间隙在0-4mm;
所述调施胶步骤中,在纤维喷出的管道上施加防潮胶粘剂,施胶量为190-210kg/m3,固化剂氯化铵添加量为绝干胶重量的1-2%;
所述干燥分选步骤中,将纤维干燥至含水率为10-12%;
所述热压步骤中,热压温度在225-175℃,采用五段热压温度区,热压压力0-4MPa,热压因子7.0--8.0s/mm,最高压力在3-3.7MPa。
2.制作如权利要求1所述防潮胶粘剂的方法,所述防潮胶粘剂为三聚氰胺改性脲醛树脂胶,其特征在于,包括如下步骤:
A、进甲醛于反应釜中,加烧碱溶液调pH至5.0-6.0,加热;
B、在甲醛温度为35~40℃时加入三聚氰胺,加完后立即升温至50℃,取样观察,待三聚氰胺完全溶解后,测pH值;
C、快速加入第一次尿素后,开蒸汽升温,当温度升至60℃时,取样检测pH值,其中甲醛与尿素和三聚氰胺之和的摩尔比在1.4-1.6;
D、继续升温至80℃,取样检测pH,在80℃下恒温反应,每10min测一次粘度和 pH 值,此阶段终点粘度控制在18.0-19.0s;
E、加烧碱溶液调节pH值8.0-9.0,冷却降温至50℃,加入第二次尿素,使得甲醛与尿素和三聚氰胺之和的摩尔比在0.8-0.99,保温5-10min后冷却降温,测pH值和粘度;
F、降温至35-40℃,加烧碱溶液调pH值至8.5-9.5,取样测pH值和粘度,出胶。
3.根据权利要求2所述的防潮胶粘剂的方法,其特征在于,所述三聚氰胺的重量占防潮胶粘剂重量的6-9%,甲醛与尿素和三聚氰胺之和的摩尔比在0.8-0.99,所述尿素分二批投入,三聚氰胺一次投入。
4.根据权利要求2或3所述方法制得的防潮胶粘剂。
5.根据权利要求1或4所述的防潮胶粘剂,其特征在于,所述防潮胶粘剂pH值8.0以上,粘度16-18s,固体含量52-56%。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310626635.8A CN103628362B (zh) | 2013-12-02 | 2013-12-02 | 一种防潮胶粘剂的制作方法及其应用于防潮低吸涨地板基材的制造工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310626635.8A CN103628362B (zh) | 2013-12-02 | 2013-12-02 | 一种防潮胶粘剂的制作方法及其应用于防潮低吸涨地板基材的制造工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103628362A true CN103628362A (zh) | 2014-03-12 |
| CN103628362B CN103628362B (zh) | 2016-05-18 |
Family
ID=50209793
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310626635.8A Active CN103628362B (zh) | 2013-12-02 | 2013-12-02 | 一种防潮胶粘剂的制作方法及其应用于防潮低吸涨地板基材的制造工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103628362B (zh) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104153228A (zh) * | 2014-07-31 | 2014-11-19 | 广西三威林产工业有限公司 | 木片水洗及输送装置 |
| CN104290169A (zh) * | 2014-09-11 | 2015-01-21 | 大亚人造板集团有限公司 | 一种零甲醛密度纤维板的生产工艺 |
| CN104960065A (zh) * | 2015-05-27 | 2015-10-07 | 合肥卓元科技服务有限公司 | 基于三聚氰胺改性脲醛树脂胶粘剂强化基材的工艺 |
| CN105507550A (zh) * | 2016-01-20 | 2016-04-20 | 久盛地板有限公司 | 内置发热层电热实木复合地板的新材料 |
| CN105862520A (zh) * | 2016-04-07 | 2016-08-17 | 苏州市鼎立包装有限公司 | 一种耐潮湿纤维板及其制备方法 |
| CN106003350A (zh) * | 2016-07-13 | 2016-10-12 | 大亚人造板集团有限公司 | 一种人造板用防霉剂的制备及其应用 |
| CN106676974A (zh) * | 2017-01-23 | 2017-05-17 | 北京中科奥倍超声波技术研究院 | 一种环保型防潮板的制备方法 |
| CN106903773A (zh) * | 2017-03-31 | 2017-06-30 | 大亚人造板集团有限公司 | 一种地热地板基材的制造工艺及基材 |
| CN108687902A (zh) * | 2017-04-10 | 2018-10-23 | 大亚人造板集团有限公司 | 一种防腐抗菌中密度纤维板及其制造工艺 |
| CN108690541A (zh) * | 2017-04-10 | 2018-10-23 | 大亚人造板集团有限公司 | 一种室外型纤维板用改性脲醛树脂胶粘剂及其制备方法 |
| CN110394873A (zh) * | 2019-05-20 | 2019-11-01 | 商丘市鼎丰木业股份有限公司 | 一种生物基木质素胶无甲醛新型环保板材制备方法 |
| CN112322087A (zh) * | 2020-10-28 | 2021-02-05 | 常州市贝美家居科技有限公司 | 一种防水蜡、地板拼接处的防水处理方法及拼接地板 |
| US11578227B2 (en) | 2020-10-28 | 2023-02-14 | Changzhou Bemate Home Technology Co., Ltd. | Waterproof wax, waterproof treatment method for splicing part of floorboards and splice floorboard |
| CN116985233A (zh) * | 2023-06-29 | 2023-11-03 | 广西丰林木业集团股份有限公司 | 一种杉木地板基材纤维板的制备方法 |
| CN119116095A (zh) * | 2024-09-29 | 2024-12-13 | 大亚人造板集团有限公司 | 一种防白蚁纤维板的生产工艺 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1148016A (en) * | 1966-03-17 | 1969-04-10 | Novopan Ges Mbh Deutsche | An improved method for producing plates or moulded bodies |
| CN1834186A (zh) * | 2006-03-15 | 2006-09-20 | 北京林业大学 | 三聚氰胺改性脲醛树脂及其制备方法 |
| CN102229173A (zh) * | 2011-04-18 | 2011-11-02 | 福建汇洋林业投资股份有限公司 | 防潮地板的生产方法 |
| CN102806591A (zh) * | 2012-07-27 | 2012-12-05 | 大亚木业(江西)有限公司 | 一种超轻质纤维板的制造工艺 |
| CN102977826A (zh) * | 2012-12-04 | 2013-03-20 | 广西华峰林业集团股份有限公司 | 一种e1级环保防潮中密度纤维板用脲醛树脂胶黏剂 |
| CN103128826A (zh) * | 2011-11-24 | 2013-06-05 | 大亚科技股份有限公司 | 一种高光地板基材的生产工艺 |
-
2013
- 2013-12-02 CN CN201310626635.8A patent/CN103628362B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1148016A (en) * | 1966-03-17 | 1969-04-10 | Novopan Ges Mbh Deutsche | An improved method for producing plates or moulded bodies |
| CN1834186A (zh) * | 2006-03-15 | 2006-09-20 | 北京林业大学 | 三聚氰胺改性脲醛树脂及其制备方法 |
| CN102229173A (zh) * | 2011-04-18 | 2011-11-02 | 福建汇洋林业投资股份有限公司 | 防潮地板的生产方法 |
| CN103128826A (zh) * | 2011-11-24 | 2013-06-05 | 大亚科技股份有限公司 | 一种高光地板基材的生产工艺 |
| CN102806591A (zh) * | 2012-07-27 | 2012-12-05 | 大亚木业(江西)有限公司 | 一种超轻质纤维板的制造工艺 |
| CN102977826A (zh) * | 2012-12-04 | 2013-03-20 | 广西华峰林业集团股份有限公司 | 一种e1级环保防潮中密度纤维板用脲醛树脂胶黏剂 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104153228A (zh) * | 2014-07-31 | 2014-11-19 | 广西三威林产工业有限公司 | 木片水洗及输送装置 |
| CN104290169A (zh) * | 2014-09-11 | 2015-01-21 | 大亚人造板集团有限公司 | 一种零甲醛密度纤维板的生产工艺 |
| CN104960065A (zh) * | 2015-05-27 | 2015-10-07 | 合肥卓元科技服务有限公司 | 基于三聚氰胺改性脲醛树脂胶粘剂强化基材的工艺 |
| CN105507550B (zh) * | 2016-01-20 | 2018-04-20 | 久盛地板有限公司 | 内置发热层电热实木复合地板的材料 |
| CN105507550A (zh) * | 2016-01-20 | 2016-04-20 | 久盛地板有限公司 | 内置发热层电热实木复合地板的新材料 |
| CN105862520A (zh) * | 2016-04-07 | 2016-08-17 | 苏州市鼎立包装有限公司 | 一种耐潮湿纤维板及其制备方法 |
| CN106003350A (zh) * | 2016-07-13 | 2016-10-12 | 大亚人造板集团有限公司 | 一种人造板用防霉剂的制备及其应用 |
| CN106676974A (zh) * | 2017-01-23 | 2017-05-17 | 北京中科奥倍超声波技术研究院 | 一种环保型防潮板的制备方法 |
| CN106903773A (zh) * | 2017-03-31 | 2017-06-30 | 大亚人造板集团有限公司 | 一种地热地板基材的制造工艺及基材 |
| CN108687902A (zh) * | 2017-04-10 | 2018-10-23 | 大亚人造板集团有限公司 | 一种防腐抗菌中密度纤维板及其制造工艺 |
| CN108690541A (zh) * | 2017-04-10 | 2018-10-23 | 大亚人造板集团有限公司 | 一种室外型纤维板用改性脲醛树脂胶粘剂及其制备方法 |
| CN110394873A (zh) * | 2019-05-20 | 2019-11-01 | 商丘市鼎丰木业股份有限公司 | 一种生物基木质素胶无甲醛新型环保板材制备方法 |
| CN112322087A (zh) * | 2020-10-28 | 2021-02-05 | 常州市贝美家居科技有限公司 | 一种防水蜡、地板拼接处的防水处理方法及拼接地板 |
| WO2022088614A1 (zh) * | 2020-10-28 | 2022-05-05 | 常州市贝美家居科技有限公司 | 一种防水蜡、地板拼接处的防水处理方法及拼接地板 |
| US11578227B2 (en) | 2020-10-28 | 2023-02-14 | Changzhou Bemate Home Technology Co., Ltd. | Waterproof wax, waterproof treatment method for splicing part of floorboards and splice floorboard |
| CN116985233A (zh) * | 2023-06-29 | 2023-11-03 | 广西丰林木业集团股份有限公司 | 一种杉木地板基材纤维板的制备方法 |
| CN119116095A (zh) * | 2024-09-29 | 2024-12-13 | 大亚人造板集团有限公司 | 一种防白蚁纤维板的生产工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103628362B (zh) | 2016-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103628362B (zh) | 一种防潮胶粘剂的制作方法及其应用于防潮低吸涨地板基材的制造工艺 | |
| CN102806591B (zh) | 一种超轻质纤维板的制造工艺 | |
| CN103878859B (zh) | 一种高防潮薄型中密度纤维板的制备方法 | |
| CN102554980A (zh) | 一种单板层积材的制造方法 | |
| CN104227819A (zh) | 芦苇纤维刨花板的制备方法 | |
| CN106426487A (zh) | 一种高品质竹展平地板的加工方法 | |
| CN107030841A (zh) | 一种e0级低吸胀镂铣纤维板及其生产方法 | |
| CN103192441B (zh) | 一种植物纤维复合防火板 | |
| CN108690541A (zh) | 一种室外型纤维板用改性脲醛树脂胶粘剂及其制备方法 | |
| CN107498684A (zh) | 绿色环保稻草、麦秸秆板材生产方法 | |
| CN105108868A (zh) | 利用废旧室内用热处理木材制备刨花板的方法及刨花板 | |
| CN107498681A (zh) | 绿色环保秸秆轻质墙体板材生产方法 | |
| CN101337373A (zh) | 荻草中密度纤维板的制造方法 | |
| CN203792464U (zh) | 适合贴面使用的小颗粒表面定向刨花板 | |
| CN104513641B (zh) | 低甲醛释放量胶粘剂的制备方法 | |
| CN103216075B (zh) | 一种植物纤维地板及其制作方法 | |
| CN103072176B (zh) | 一种用树皮装饰的秸秆人造板的生产方法 | |
| CN110919810B (zh) | 一种carb级低吸胀纤维板制造工艺及其应用于高模压地板基材 | |
| CN104031221B (zh) | 一种三聚氰胺改性脲醛树脂胶的制造方法 | |
| CN203973700U (zh) | 防变形防水保温复合刨花板 | |
| CN104493916B (zh) | 一种竹木复合板及其制备方法 | |
| CN103132397B (zh) | 一种洗衣机盖板用密度纤维板的制造方法 | |
| CN107498685A (zh) | 绿色环保稻草秆板材生产方法 | |
| CN103433983B (zh) | 一种高性能单板层积板材及其生产方法 | |
| CN107584624B (zh) | 一种模压门板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |