CN1035075C - 多层纸形成装置 - Google Patents
多层纸形成装置 Download PDFInfo
- Publication number
- CN1035075C CN1035075C CN93109731A CN93109731A CN1035075C CN 1035075 C CN1035075 C CN 1035075C CN 93109731 A CN93109731 A CN 93109731A CN 93109731 A CN93109731 A CN 93109731A CN 1035075 C CN1035075 C CN 1035075C
- Authority
- CN
- China
- Prior art keywords
- felt
- reason
- paper
- short net
- mentioned
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F9/00—Complete machines for making continuous webs of paper
- D21F9/003—Complete machines for making continuous webs of paper of the twin-wire type
- D21F9/006—Complete machines for making continuous webs of paper of the twin-wire type paper or board consisting of two or more layers
Landscapes
- Paper (AREA)
Abstract
一种多层纸形成装置,以一个无端毛毡的回路和位于其下方的二个以上的短网单元构成,各短网单元包括固定脱水机和短网,无端毛毡在各固定脱水机的曲率上与短网系合,将从网前箱喷出到短网上的原料液夹入其间移行,进行脱水,形成并抄合纸层。成型辊、优辊及毛毡辊能上下方向移动,毛毡辊托起无端毛毡,使位于上游的短网与无端毛毡间的系合解除,即使在运行中也容易更换短网。
Description
本发明涉及造纸机械中的多层纸形成装置。
美国第3,573,162号专利公开了一种多层纸形成装置,该装置由一个环形上网和多个短网单元构成,其中,各短网单元位于上述上网的下方,各短网单元分别包括有一个脱水机构,纸浆从流浆箱喷出后被夹持在上述上网和短网之间,进行脱水而形成纸幅。
图3表示以往的多层纸形成装置的一例。图3的装置表示将短网与短网抄合的典型的造纸机的湿端、特别是短网部附近的正面图。并且从网前箱20喷出的原料液由配置在短网21的回路内的工作台机器22脱水后,由于卷绕在成形滚筒24上的毛毡19的推压,在成形滚筒24侧进一步脱水,形成短网21上的纸层。
前机构单元在毛毡19上形成的纸层与本机构单元在短网上形成的纸层在成形滚筒24上通过接触辊25加压,进行粘接。并且,短网21从成形滚筒24离开时,从滚筒喷出的白水被吸入滑块26吸收。另一方面在成形滚筒24上粘合的纸层被短网21和毛毡19夹持而移动,通过吸移辊29移到毛毡19上送往下游的机构单元。
图4表示以往的多层纸形成装置的另一例。本例装置是将短网和长网抄合的典型的造纸机,图4是该多层纸形成装置的正面图。图4中,从网前箱30喷出的原料液通过配置在长网32回路内的工作台机器33脱水而形成纸层。另一方面从网前箱31喷出的原料液落在已形成的纸层上,在引入箱40上它们进入短网34与长网系合而形成的间隙部。在短网部中,在引入箱40上由于短网张力,在真空脱水器39上主要通过真空力,一边在上方被脱水,一边形成纸层,同时,进行抄合。
此后,通过转移箱41中的真空力,移到长网32上,向后面的短网部前进。为了进一步提高被抄合的纸层浓度,在长网回路内配置真空箱42。这样一来,所抄合的多层纸经引纸伏辊43在吸移辊44处被吸移,移向下游的工序(压榨部)。
上述美国专利第3,573,162号所公开的多层纸形成装置,由于形成各短网单元均与环形上网连动的结构,该装置启动后,各短网单元必须相应于环形上网的运转而开始工作。因此,难以根据所需的抄造纸量,适当地停止各别短网单元的运转,而且当某个短网单元出现故障时,必须把整个装置停下来进行维修和更换短网。这样,不仅影响到所生产的纸的质量,还增加了设备的运转成本,而且难以提高生产率。
上述图3中表示的多层纸形成装置通过成形板、薄衬垫、台辊、湿式吸箱(以上机器在长网和圆网造纸机中长期使用被人们熟知,因此说明省略)等工作台机器以及成形滚筒24形成纸层,进行脱水,因此,加入原料液里的剪断力少,纸的纹理匀度形成不充分。
另外,在上述现有技术的装置中,存在有以下的问题。即,如果要增大每一层短网的附着量,在高速运转的情况下,进入抄合部的湿纸浓度降低,在成形滚筒上咬入困难,由此带来湿纸脆化问题,因而短网部每一个机构单元附着量不能很大。图3装置虽想使白水处理进一步简便,可是,由于成形滚筒24位于毛毡上,所述滚筒铸型内的白水处理很困难,同时,存在喷雾飞散问题。
并且,由于毛毡19卷挂在短网部21表面,所以毛毡长度变长,回路也变得复杂,若是无端毛毡,则更换困难,所以有时使用接头毛毡(毛毡的接头方法与造纸帆布类似),恐怕会因接触辊发生接缝印痕,另外,由于毛毡卷挂在短网部上,所以短网更换困难。
进一步说,在图3的多层纸形成装置中,短网工作台上的脱水能力越高,则湿纸浓度上升,接近干式抄合,存在结合强度降低的缺点。
图4所示多层形成装置与前述一样,在引入箱40上是将在上方脱水而得的白水往与重力相反的上方提升,必须用设在真空脱水机39上的自动排水器排水,此外,必须有真空力。另外,由于在真空脱水机39中经常充满白水,所以为了从两张网内的原料液通过白水进行脱水和排出,更高的真空力是必要的。更进一步说,为了以该高真空力使短网34强力地推压在真空脱水机39的成形支承上,必须有大的驱动力。
并且,为了能与低速、高纸量相对应,使其更好地咬入,图4场合比图3场合的咬入部的曲率半径大,所以容易咬入,可是,若是超低速,仍然存在咬入问题。
另外,上述以往装置的短网部设置在长网32上,所以短网34的洗净水的处理也很困难,必须有对策来防止产生的喷雾的飞散。
本发明是鉴于上述现有技术中存在的问题而作出的,其目的在于提供一种多层纸形成装置,该装置可以克服现有技术中的缺陷,提高纸的形成质量,可根据抄造纸量仅使用必要的短网单位,在装置运行中,也能很容易地实施短网单元的维修和短网的更换,减少动力消耗。
为此本发明采取了以下构造作为解决课颗的手段。即,由一个无端毛毡回路和二个以上短网单元构成,短网单元位于无端毛毡回路下方,包括有固定脱水机,固定脱水机在至少一部分上具有曲率,无端毛毡在各固定脱水机的曲率部分与短网系合,将喷出到所说短网上的原料液夹入其间移行,在移行期间进行脱水,形成纸层,实现抄合,在具有上述结构的多层纸形成装置中,设置可调整地支持上述无端毛毡和短网的系合位置的成形辊以及可将所说无端毛毡顶压在湿纸上的伏辊,使上述成形辊和伏辊可脱离所说无端毛毡地支承着,并且配置毛毡辊,使其在上述短网间可在上下方向变更位置地支承着,通过托起所说的无端毛毡,使得位于上述毛毡辊上游的短网单元与无端毛毡的系合解除。
另外,上述短网脱水机具有为由真空所产生的能促进脱水的构造。
从网前箱喷出的原料液在固定脱水机前半的开放部通过成形板的衬垫作用被脱水后,进入无端毛毡与短网系合的间隙部。该被短网和无端毛毡所夹持的原料液在因成形托板感应而发生的脉冲压作用下,一边促进纤维分散,一边被脱水。
另外,变更成形辊和伏辊位置,同时,使毛毡辊与无端毛毡一起上升,能使位于所说毛毡辊上游的短网单元与无端毛毡的系合解除。这样,可以根据抄纸量仅使用必要的单元,而且休止单元的短网更换即使在运行中也能容易地实施。
下面参照附图,来说明本发明的实施例。
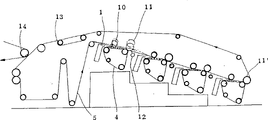
图1是安装着本发明实施例涉及的多层纸形成装置的造纸机湿端的正面图;
图2是图1中主要部分的详细截面图;
图3是表示以往的多层纸形成装置一例的正面图;
图4是与图3不同的以往的多层纸形成装置的正面图。
图1和图2表示本发明的实施例,1是网前箱,2是固定脱水机,3是成形托板,4是短网,5是无端毛毡,6是胸辊,7是驱动辊,8是张力辊,9是导辊,10是成形辊,11是伏辊,11′是真空伏辊,12是毛毡辊,13是输送装置,14是真空领纸辊。
短网单元包括短网4和固定脱水机2,固定脱水机2具有若干个成形托板3,短网4与固定脱水机2的表面相接而移动。所说脱水机2位于无端毛毡5的回路下,前半部与无端毛毡5脱开着,从脱水机2的上表面的中途起,无端毛毡5依靠成形辊10与该上表面系合。固定脱水机2虽然可以根据需要分设若干个,但表面与无端毛毡5的系合部具有比以往大的曲率半径。固定脱水机2也可以逐渐使曲率半径变小,随着湿纸浓度的上升,增加脱水压力。并且,成形托板3可以固定,也可以能拔出插入地支承着。固定脱水机2内部为真空,成形辊10和伏辊11可脱离无端毛毡5地被支持着,设置毛毡辊12,其可举起各短网单元之间的无端毛毡5。
设置网前箱1,其在上述短网单元胸辊6和成形辊10之间将原料液喷到短网4上,若干网前箱与短网单元沿无端毛毡5的移动方向设置。
固定脱水机2的成形托板3由若干个构成,通过在各托板3处产生的脉冲压感应发生的剪断力,使原料液中纤维再分散,改善纹理匀度。另外,各托板3虽然可以为固定式,但是也可以为插入式(没有图示),根据需要改变托板形状和使用个数,以便能调整上述脉冲压的压力水平和次数,能更细地调整纹理匀度。
并且,若使固定脱水机2的曲率半径逐渐变小,则能根据湿纸浓度的提高,增加脱水压力。由于短网单元位于无端毛毡5的回路下面,所以白水处理也容易。
固定脱水机2与通常的吸箱构造相同,所以根据需要使低真空压力作用,进一步强化脱水,提高脱水能力。固定脱水机2与以往的多层纸形成装置(图4)的真空脱水机39相比,脱水方向相反,并不是与重力相反的方向,而是完全向下进行,因此,可以使必需的真空风量少,驱动马力也变小了。
另外,也可以使固定脱水机2在网前箱1侧的部分是平的,其下游侧部分具有曲率。
从网前箱1喷出的原料液在固定脱水机2前半的开放部由于成形托板3的衬垫作用被脱水后,进入无端毛毡5和短网4系合的间隙部。固定脱水机2的曲率部的曲率半径R大,所以无端毛毡5所产生的推压力小,原料液毫无困难地被夹入间隙部。在夹入位置,通过在图示箭头的上下方向调整设于无端毛毡5的回路内的成形辊10,就能根据进入原料厚度作出最合适的调整。
因固定脱水机2后半的无端毛毡5和短网4的系合,被短网和无端毛毡5夹持的原料液由于成形托板3感应的脉冲压力一边被促进纤维分散、一边被脱水。能根据需要使真空力作用在固定脱水机2上,强化脱水。
另一方面,通过将伏辊11压顶在驱动辊7上,在短网4上形成的纸层与毛毡侧的湿纸粘接,附着在无端毛毡5的下面移向下游的机构单元。为了使得向毛毡的移转确实可靠,也可以使用真空伏辊11′代替该伏辊11。
图1表示反复以上所述的抄合、将湿纸向压榨部移送的湿端,表示了在若干单元的短网部4形成各纸层的情况。
在图1所示最后单元之后的真空伏辊11′抄合、翻转的多层纸位于无端毛毡5的上面移向下道工序。并且,在途中设于无端毛毡5的回路内的以往公知的输送装置13进一步进行脱水,成为湿纸浓度提高状态,在真空领纸辊14被引纸,送向下方工序(压榨部)。
如图1的点划线所示,通过将成形辊10、伏辊11、毛毡辊12的位置变更到上方,就能够解除短网4和毛毡5的系合,使该短网单元休止,这样就可以实现按需要的单元数进行运转,在该休止单元进行短网更换也变得容易。
如上所述,在本发明中,由于各层的纹理形成是通过成形托板所产生的脉冲压力进行的,所以纹理匀度良好。并且其分散效果与干湿抄合方法相结合使板纸层间粘接强度得到提高。另外,固定脱水机为真空结构,所以通过不受抄速影响的固定真空脱水,每一单元的附着纸量变大,即使高速也能使单元数较少,缩小设置面积,实现低成本化。
作为在固定脱水机中的真空比以往小,能降低真空风量。固定脱水机部的摩擦力变小,能降低驱动马力,因而,不仅设备初始成本、而且运转成本也得到降低。
本发明在变更成形辊和伏辊的位置的同时,通过使毛毡上升,使得位于同毛毡上游的短网单元与无端毛毡的系合解除,所以可以仅使用与抄造纸量相适应的必要单元,并且休止单元中的短网交换也变得简单,能在运行中进行。另一方面,由于毛毡是无端的,所以完全不用担心会发生接头毛毡的接缝部引起的印痕等。
Claims (2)
1.一种多层纸形成装置,该装置由一个无端毛毡回路以及位于该无端毛毡回路下向的、两个以上的短网单元构成,各短网单元包括至少一部分具有曲率的固定脱水机,无端毛毡在各固定脱水机的曲率部上与短网系合,被喷出到上述短网上的原料液被夹持其间移行,在该移行期间进行脱水,形成纸层,实现抄合,其特征在于:设置可调整地支持上述无端毛毡和短网的系合位置的成形辊以及可将上述无端毛毡推压到湿纸上的伏辊,上述成形辊和伏辊可脱离上述无端毛毡地被支承着,并且配置毛毡辊,该毛毡辊在上述短网之间可在上下方向上变更位置地被支承着,通过托起上述无端毛毡,使得位于毛毡辊上游的短网单元与无端毛毡的系合解除。
2.如权利要求1所述的多层纸形成装置,其特征在于:短网单元的上述固定脱水机具有由真空来促进脱水的结构。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP20823/93 | 1993-01-14 | ||
| JP5020823A JP3064134B2 (ja) | 1993-01-14 | 1993-01-14 | 多層紙形成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1095438A CN1095438A (zh) | 1994-11-23 |
| CN1035075C true CN1035075C (zh) | 1997-06-04 |
Family
ID=12037766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN93109731A Expired - Fee Related CN1035075C (zh) | 1993-01-14 | 1993-08-20 | 多层纸形成装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US5445713A (zh) |
| EP (1) | EP0606524B1 (zh) |
| JP (1) | JP3064134B2 (zh) |
| KR (1) | KR0145056B1 (zh) |
| CN (1) | CN1035075C (zh) |
| DE (1) | DE69327151T2 (zh) |
| FI (1) | FI111971B (zh) |
| TW (1) | TW291459B (zh) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07138895A (ja) * | 1993-07-15 | 1995-05-30 | Mitsubishi Heavy Ind Ltd | 多層紙形成装置 |
| US6702926B1 (en) * | 1996-12-11 | 2004-03-09 | Voith Sulzer Papiermaschinen Gmbh | Process for forming a multi-ply fiber web |
| DE19651493A1 (de) * | 1996-12-11 | 1998-06-18 | Voith Sulzer Papiermasch Gmbh | Siebpartie und Verfahren zum Formen einer mehrlagigen Faserstoffbahn |
| AU6461698A (en) * | 1997-04-22 | 1998-11-13 | Beloit Technologies, Inc. | A forming apparatus for forming a web |
| US6699361B1 (en) * | 1999-09-07 | 2004-03-02 | Metso Paper Karlstad Ab | Papermaking device for producing a multilayer liner and associated methods |
| US6932886B2 (en) * | 2000-03-30 | 2005-08-23 | Voith Paper Patent Gmbh | Multi-ply fibrous plasterboard web |
| CA2449878A1 (en) * | 2001-06-06 | 2002-12-12 | Kemira Chemicals Oy | Method for manufacturing a multilayered pulp product comprising a charge between layers |
| JP3513126B2 (ja) * | 2001-09-06 | 2004-03-31 | 三原菱重エンジニアリング株式会社 | 製紙機械の紙形成装置 |
| WO2009080615A2 (en) * | 2007-12-21 | 2009-07-02 | Solvay Fluor Gmbh | Process for the production of microelectromechanical systems |
| FI126656B (fi) * | 2012-09-03 | 2017-03-31 | Valmet Technologies Inc | Järjestely kerrostetun rainan muodostamiseksi kuiturainakoneessa, monikerroskuiturainakone ja menetelmä kerrostetun rainan muodostamiseksi kuiturainakoneella |
| FI127630B (en) * | 2014-12-17 | 2018-10-31 | Valmet Technologies Inc | Fiber forming machine forming unit and secondary forming unit for fiber forming machine multi-layer forming unit |
| JP6491487B2 (ja) * | 2015-01-29 | 2019-03-27 | 特種東海製紙株式会社 | 抄紙装置 |
| CN107385988B (zh) * | 2017-07-20 | 2023-09-26 | 华南理工大学 | 一种复合型纸页成型器及其脱水方法 |
| CN107401080B (zh) * | 2017-09-26 | 2019-08-30 | 深圳德为纤维环保科技有限公司 | 一种长网纸机的湿部 |
| KR102532399B1 (ko) | 2020-08-21 | 2023-05-16 | 천일제지(주) | 층간 결합력이 개선된 지관 원지의 제조방법 |
| KR102532398B1 (ko) | 2020-08-21 | 2023-05-16 | 천일제지(주) | 지관 원지의 제조방법 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI30768A (fi) * | 1956-04-30 | 1959-11-10 | Beloit Iron Works | Pappersmaskin av cylinderviratypen |
| US3573162A (en) * | 1967-12-06 | 1971-03-30 | Beloit Corp | Multi-ply paper formation |
| US4004968A (en) * | 1972-12-11 | 1977-01-25 | Escher Wyss G.M.B.H. | Consecutive multi-ply formers with an unencumbered doffer felt |
| US3989587A (en) * | 1973-02-17 | 1976-11-02 | J. M. Voith Gmbh | System for installing endless belts in a machine for making multiple-ply paper products |
| US4153504A (en) * | 1977-01-31 | 1979-05-08 | Beloit Corporation | Twin-wire fibrous web former and method |
| FI70739C (fi) * | 1977-04-28 | 1986-10-06 | Valmet Oy | Banbildningsenhet vid framstaellning av flerskiktskartong |
| GB2041030A (en) * | 1979-02-02 | 1980-09-03 | St Annes Board Mill Co Ltd | Compound Paper |
-
1993
- 1993-01-14 JP JP5020823A patent/JP3064134B2/ja not_active Expired - Fee Related
- 1993-07-22 TW TW082105851A patent/TW291459B/zh active
- 1993-07-30 EP EP93112297A patent/EP0606524B1/en not_active Expired - Lifetime
- 1993-07-30 DE DE69327151T patent/DE69327151T2/de not_active Expired - Fee Related
- 1993-08-17 FI FI933627A patent/FI111971B/fi active
- 1993-08-20 KR KR1019930016196A patent/KR0145056B1/ko not_active IP Right Cessation
- 1993-08-20 CN CN93109731A patent/CN1035075C/zh not_active Expired - Fee Related
- 1993-09-09 US US08/118,331 patent/US5445713A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE69327151T2 (de) | 2000-08-17 |
| FI933627A0 (fi) | 1993-08-17 |
| JP3064134B2 (ja) | 2000-07-12 |
| FI933627A (fi) | 1994-07-15 |
| FI111971B (fi) | 2003-10-15 |
| US5445713A (en) | 1995-08-29 |
| TW291459B (zh) | 1996-11-21 |
| KR0145056B1 (ko) | 1998-07-15 |
| EP0606524B1 (en) | 1999-12-01 |
| CN1095438A (zh) | 1994-11-23 |
| EP0606524A1 (en) | 1994-07-20 |
| JPH06212592A (ja) | 1994-08-02 |
| KR940018522A (ko) | 1994-08-18 |
| DE69327151D1 (de) | 2000-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1035075C (zh) | 多层纸形成装置 | |
| US3985612A (en) | Paper making system including forming fabrics and porous forming cylinders | |
| CN1043178A (zh) | 纸或纸板幅的成型方法和装置 | |
| CN101268232A (zh) | 纸幅成形部以及制造多层纸幅的方法 | |
| KR0157101B1 (ko) | 다층지형성장치 | |
| US2881675A (en) | Method and apparatus for de-watering aqueous pulp or stock in the manufacture or paper or board | |
| SE506224C2 (sv) | Sätt att förpressa fibermaterial vid framställning av skivor | |
| CN1208515C (zh) | 多层纸或纸板幅的成形装置和方法 | |
| CZ300897B6 (cs) | Zpusob formování vícevrstvé struktury listu papíru nebo lepenky a zarízení k provádení tohoto zpusobu | |
| US3923595A (en) | High speed multi-cylinder machine for manufacturing a multi-ply paper | |
| US12043933B2 (en) | System for bonding layers comprising fibers to form a nonwoven web | |
| JP4992053B2 (ja) | ツインワイヤフォーマ | |
| CN2164978Y (zh) | 多功能流延复合机 | |
| DE102005050281A1 (de) | Pressanordnung | |
| EP3433420B1 (de) | Vorrichtung und verfahren zur herstellung einer mehrlagigen faserstoffbahn | |
| DE10027352A1 (de) | Verfahren für einen Papierbahntransfer und Transfervorrichtung für eine Papierbahn | |
| CN1042744A (zh) | 成型卷筒纸用造纸机的成形装置 | |
| CN216266627U (zh) | 压制装置 | |
| JP3410292B2 (ja) | 無機質成形板の成形方法及びその装置 | |
| CN115787341A (zh) | 牛皮纤维斜网机及其使用方法 | |
| CN1009669B (zh) | 造纸机副压榨脱水装置 | |
| KR820000659B1 (ko) | 제지기의 다중판지 압착장치 | |
| FI112517B (fi) | Menetelmä ja laite kuitulevyn muodostamiseksi | |
| JPH07116678B2 (ja) | ツインワイヤ式抄紙機 | |
| DE102016218100A1 (de) | Vorrichtung zur Herstellung einer Faserstoffbahn in einer Papiermaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 19970528 Termination date: 20090921 |