CN103143876A - 一种弹簧板座加强板与弹簧板座拼装的焊接夹具 - Google Patents
一种弹簧板座加强板与弹簧板座拼装的焊接夹具 Download PDFInfo
- Publication number
- CN103143876A CN103143876A CN2013101116250A CN201310111625A CN103143876A CN 103143876 A CN103143876 A CN 103143876A CN 2013101116250 A CN2013101116250 A CN 2013101116250A CN 201310111625 A CN201310111625 A CN 201310111625A CN 103143876 A CN103143876 A CN 103143876A
- Authority
- CN
- China
- Prior art keywords
- panel seat
- spring panel
- stiffener
- spring
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Abstract
本发明公开了一种弹簧板座加强板与弹簧板座拼装的焊接夹具,它分为弹簧板座定位夹具和弹簧板座加强板定位夹具,包括底板(1)、弹簧板座定位底板(2)、加强板定位块连接板(10)和装夹钳(12),其特征是:所述弹簧板座加强板定位夹具中的加强板定位块连接板(10)与装夹钳(12)的钳臂连接,装夹钳(12)和弹簧板座定位夹具中的弹簧板座定位底板(2)分别安装在底板(1)上的不同位置,弹簧板座定位夹具和弹簧板座加强板定位夹具的工装位置对应。本发明能确保每次焊接点固后弹簧板座加强板与弹簧板座相关尺寸控制在产品图纸范围内。解决了从内“八”字中将定位夹具取出的问题,生产效率高、生产成本下降。
Description
技术领域
本发明属于焊接加工设备技术领域,涉及一种弹簧板座加强板与弹簧板座拼装的焊接夹具。
背景技术
后桥壳总成前端是通过主减总成与传动轴连接,后端是通过弹簧板座总成与汽车板簧与车架连接;弹簧板座加强板与桥壳本体总成焊缝大小及弹簧板座加强板角度直接影响到弹簧板座总成与桥壳本体总成焊接焊缝强度。现有弹簧板座加强板与弹簧板座拼装的焊接夹具只能单件弹簧板座加强板与弹簧板座拼装的焊接,一件弹簧板座总成须通过两次拼装焊接才能完成,每次装夹、取出工件操作复杂,而且焊接点固过程中经常会出现将工件与夹具点固在一起的情况;因此,现有夹具操作不方便,又费时又费力,生产效率低,成本高。因此,设计出一种新的弹簧板座加强板与弹簧板座拼装的焊接夹具,用来提高产品生产效率,保证产品质量,就显得尤为重要。
发明内容
本发明的目的在于是提供一种弹簧板座加强板与弹簧板座拼装的焊接夹具,用于焊接点固弹簧板座加强板与弹簧板座,以替代传统的一件弹簧板座总成须通过两次拼装焊接完成。
本发明技术方案:一种弹簧板座加强板与弹簧板座拼装的焊接夹具,它分为弹簧板座定位夹具和弹簧板座加强板定位夹具,包括底板、弹簧板座定位底板、加强板定位块连接板和装夹钳,所述弹簧板座加强板定位夹具中的加强板定位块连接板与装夹钳的钳臂连接,装夹钳和弹簧板座定位夹具中的弹簧板座定位底板分别安装在底板上的不同位置,弹簧板座定位夹具和弹簧板座加强板定位夹具的工装位置对应。
所述弹簧板座加强板定位夹具包括扭力弹簧、加强板定位块和加强板定位块连接板,扭力弹簧、加强板定位块通过销轴连接安装在加强板定位块连接板下方,加强板定位块连接板设有限位台阶与加强板定位块限位连接,加强板定位块通过销轴与加强板定位块连接板活动连接,加强板定位块连接板 通过螺栓连接安装在装夹钳上。
所述弹簧板座定位夹具包括弹簧板座定位底板、铜套、磁铁和定位销,弹簧板座定位底板与底板通过螺栓连接,铜套和定位销连接在弹簧板座定位底板上,磁铁与铜套连接,弹簧板座定位底板上设有侧挡板;
所述弹簧板座定位底板中心设有定位孔与定位销过盈配合连接,四周设有铜套孔与铜套过盈配合连接,磁铁与铜套通过过盈配合连接。
所述装夹钳与底板之间设有垫块,装夹钳、垫块和底板通过螺栓连接。
本发明有益效果:能确保每次焊接点固后弹簧板座加强板与弹簧板座相关尺寸控制在产品图纸范围内。解决了从内“八”字中将定位夹具取出的问题,生产效率高、生产成本下降。
附图说明
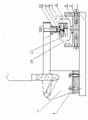
图1是本发明实施例1主视结构示意图。
图2是本发明实施例1俯视结构示意图。
图3是本发明实施例1侧视结构示意图。
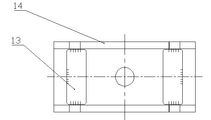
图4是本发明实施例1弹簧板座总成主视结构示意图。
图5是本发明实施例1弹簧板座总成俯视结构示意图。
图6是本发明实施例1弹簧板座总成侧视结构示意图。
图中:由底板1,弹簧板座定位底板2,铜套3,磁铁4,侧挡板5,加强板定位块6,定位销7,扭力弹簧8,销轴9,加强板定位块连接板10,垫块11,装夹钳12,弹簧板座加强板13,弹簧板座14。
具体实施方式
实施例1:包括底板1、弹簧板座定位底板2、铜套3、磁铁4、侧挡板5、加强板定位块6、定位销7、扭力弹簧8、销轴9、加强板定位块连接板10、垫块11和装夹钳12。弹簧板座定位夹具由铜套3、磁铁4和定位销7通过过盈配合连接在弹簧板座定位底板2上,侧挡板5通过螺栓连接安装在弹簧板座定位底板2上组成;装夹钳12通过螺栓连接安装在垫块11 上;弹簧板座定位底板2、垫块11通过螺栓连接安装在底板1上;弹簧板座加强板定位夹具由扭力弹簧8、加强板定位块6通过销轴9连接安装在加强板定位块连接板10上;加强板定位块连接板10通过螺栓连接安装在装夹钳12上。
弹簧板座14放到弹簧板座定位底板2上在磁铁的吸力下使弹簧板座14与弹簧板座定位底板2贴平;弹簧板座定位底板2上装有侧挡板5使弹簧板座不会绕着定位销7转动。
装夹钳12的钳臂可以转动0-105度,在0度时是压紧,有自锁功能,与加强板定位块连接板10 通过螺栓连接,可以使加强板定位块连接板10与装夹钳12一起转动,可以从内“八”字中将定位夹具取出。
焊接时,先将装夹钳12压到松开位置,把弹簧板座14放置在弹簧板座定位夹具内,再将装夹钳12压到压紧位置,弹簧板座加强板定位夹具也随着装夹钳12压紧时至弹簧板座14内腔内,然后将弹簧板座加强板13放置在弹簧板座14上,并且贴紧加强板定位块6;最后通过焊接点固,使弹簧板座加强板13与弹簧板座14相关尺寸与图纸相关尺寸一致。
取出工件即焊接后的弹簧板座加强板13与弹簧板座14时,将装夹钳12压到松开位置取出工件时,此时扭力弹簧8受力,加强板定位块6在扭力弹簧8的作用下可以绕着销轴9转动后,使弹簧板座加强板定位夹具与焊接点固好的工件脱离;加强板定位块6与焊接点固好的工件脱离后,在扭力弹簧8的作用下可以绕着销轴9转动复位,加强板定位块连接板10上设有限位台阶,使加强板定位块6自动回原位。
具体焊接过程:
第1步将弹簧板座定位夹具和弹簧板座加强板定位夹具安装到焊接工作台上;
第2步将装夹钳12压到松开位置;
第3步将弹簧板座14放置在弹簧板座定位底板2上对应的定位销7中,与侧挡板5定位;
第4步将装夹钳12压到压紧位置使弹簧板座加强板定位夹具至弹簧板座14内腔内;
第5步将弹簧板座加强板13放置在加强板定位底板6上;
第6步通过焊接点固,使弹簧板座加强板13、弹簧板座14相关尺寸与图纸相关尺寸一致。
第7步取出工件,先将装夹钳12压到松开位置,弹簧板座加强板定位夹具自动与焊接点固好的工件脱离,然后从弹簧板座定位夹具中取出焊接点固好的工件。
Claims (5)
1.一种弹簧板座加强板与弹簧板座拼装的焊接夹具,它分为弹簧板座定位夹具和弹簧板座加强板定位夹具,包括底板(1)、弹簧板座定位底板(2)、加强板定位块连接板(10)和装夹钳(12),其特征是:所述弹簧板座加强板定位夹具中的加强板定位块连接板(10)与装夹钳(12)的钳臂连接,装夹钳(12)和弹簧板座定位夹具中的弹簧板座定位底板(2)分别安装在底板(1)上的不同位置,弹簧板座定位夹具和弹簧板座加强板定位夹具的工装位置对应。
2.根据权利要求1所述的一种弹簧板座加强板与弹簧板座拼装的焊接夹具,其特征是:所述弹簧板座加强板定位夹具包括扭力弹簧(8)、加强板定位块(6)和加强板定位块连接板(10),扭力弹簧(8)和加强板定位块(6)通过销轴9连接安装在加强板定位块连接板(10)下方,加强板定位块连接板(10)设有限位台阶与加强板定位块(6)限位连接,加强板定位块(6)通过销轴(9)与加强板定位块连接板(10)活动连接,加强板定位块连接板(10) 通过螺栓连接安装在装夹钳(12 )上。
3.根据权利要求1所述的一种弹簧板座加强板与弹簧板座拼装的焊接夹具,其特征是:所述弹簧板座定位夹具包括弹簧板座定位底板(2)、铜套(3)、磁铁(4)和定位销(7),弹簧板座定位底板(2)与底板1通过螺栓连接,铜套(3)和定位销(7)连接在弹簧板座定位底板(2)上,磁铁(4)与铜套(3)连接,弹簧板座定位底板(2)上设有侧挡板(5)。
4.根据权利要求3所述的一种弹簧板座加强板与弹簧板座拼装的焊接夹具,其特征是:所述弹簧板座定位底板(2)中心设有定位孔与定位销(7)过盈配合连接,四周设有铜套孔与铜套(3)过盈配合连接,磁铁(4)与铜套(3)通过过盈配合连接。
5.根据权利要求1或2所述的一种弹簧板座加强板与弹簧板座拼装的焊接夹具,其特征是:所述装夹钳(12)与底板(1)之间设有垫块(11),装夹钳(12)、垫块(11)和底板(1)通过螺栓连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310111625.0A CN103143876B (zh) | 2013-04-02 | 2013-04-02 | 一种弹簧板座加强板与弹簧板座拼装的焊接夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310111625.0A CN103143876B (zh) | 2013-04-02 | 2013-04-02 | 一种弹簧板座加强板与弹簧板座拼装的焊接夹具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103143876A true CN103143876A (zh) | 2013-06-12 |
| CN103143876B CN103143876B (zh) | 2015-02-25 |
Family
ID=48542342
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310111625.0A Active CN103143876B (zh) | 2013-04-02 | 2013-04-02 | 一种弹簧板座加强板与弹簧板座拼装的焊接夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103143876B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103894776A (zh) * | 2014-04-16 | 2014-07-02 | 江西江铃底盘股份有限公司 | 一种快速拼装夹具 |
| CN105234611A (zh) * | 2015-10-12 | 2016-01-13 | 无锡曙光模具有限公司 | 一种基座顶板与加强翼焊接夹具 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006035517B3 (de) * | 2006-07-31 | 2007-09-13 | Audi Ag | Spanneinrichtung zum Spannen von Blechplatinen in einer Schweißvorrichtung |
| CN201015820Y (zh) * | 2007-01-26 | 2008-02-06 | 北京工业大学 | 一种激光焊接工作头 |
| CN102179441A (zh) * | 2011-04-07 | 2011-09-14 | 江西江铃底盘股份有限公司 | 一种汽车板簧支座切边模具及切边工艺 |
| US8168915B1 (en) * | 2008-04-22 | 2012-05-01 | Messer Cutting Systems Inc. | Cutting torch splatter and glare guard |
| CN202367383U (zh) * | 2011-12-20 | 2012-08-08 | 力帆实业(集团)股份有限公司 | 一种车架头部组合焊接工装 |
| CN102941430A (zh) * | 2012-12-18 | 2013-02-27 | 江西江铃底盘股份有限公司 | 一种钢板座总成焊接快速拼装夹具 |
| CN203245542U (zh) * | 2013-04-02 | 2013-10-23 | 江西江铃底盘股份有限公司 | 一种弹簧板座加强板与弹簧板座拼装的焊接夹具 |
-
2013
- 2013-04-02 CN CN201310111625.0A patent/CN103143876B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006035517B3 (de) * | 2006-07-31 | 2007-09-13 | Audi Ag | Spanneinrichtung zum Spannen von Blechplatinen in einer Schweißvorrichtung |
| CN201015820Y (zh) * | 2007-01-26 | 2008-02-06 | 北京工业大学 | 一种激光焊接工作头 |
| US8168915B1 (en) * | 2008-04-22 | 2012-05-01 | Messer Cutting Systems Inc. | Cutting torch splatter and glare guard |
| CN102179441A (zh) * | 2011-04-07 | 2011-09-14 | 江西江铃底盘股份有限公司 | 一种汽车板簧支座切边模具及切边工艺 |
| CN202367383U (zh) * | 2011-12-20 | 2012-08-08 | 力帆实业(集团)股份有限公司 | 一种车架头部组合焊接工装 |
| CN102941430A (zh) * | 2012-12-18 | 2013-02-27 | 江西江铃底盘股份有限公司 | 一种钢板座总成焊接快速拼装夹具 |
| CN203245542U (zh) * | 2013-04-02 | 2013-10-23 | 江西江铃底盘股份有限公司 | 一种弹簧板座加强板与弹簧板座拼装的焊接夹具 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103894776A (zh) * | 2014-04-16 | 2014-07-02 | 江西江铃底盘股份有限公司 | 一种快速拼装夹具 |
| CN103894776B (zh) * | 2014-04-16 | 2016-01-13 | 江西江铃底盘股份有限公司 | 一种快速拼装夹具 |
| CN105234611A (zh) * | 2015-10-12 | 2016-01-13 | 无锡曙光模具有限公司 | 一种基座顶板与加强翼焊接夹具 |
| CN105234611B (zh) * | 2015-10-12 | 2017-03-01 | 无锡曙光模具有限公司 | 一种基座顶板与加强翼焊接夹具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103143876B (zh) | 2015-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201579565U (zh) | 焊接工装回转台 | |
| CN103111782B (zh) | 一种用于多层异型结构舱体的焊接工装 | |
| CN202684412U (zh) | 一种保险杠焊接工装 | |
| CN103143876B (zh) | 一种弹簧板座加强板与弹簧板座拼装的焊接夹具 | |
| CN203245542U (zh) | 一种弹簧板座加强板与弹簧板座拼装的焊接夹具 | |
| CN101985196B (zh) | 一种挖掘机行走架主体焊接装置 | |
| CN208358011U (zh) | 单边焊焊接工装 | |
| CN108311840B (zh) | 一种汽车左右侧围内板前部总成焊接用中部定位夹具 | |
| CN203045236U (zh) | 油缸支座总成焊接工装 | |
| CN104014961A (zh) | 一种汽车电器盒下支架总成焊接工装 | |
| CN105598621B (zh) | 一种用于机器人自动焊接的工装夹具 | |
| CN210099372U (zh) | 一种客车乘客门下横梁焊接定位工装 | |
| CN203779038U (zh) | 轿车副车架组焊胎 | |
| CN202726381U (zh) | 一种汽车制造用左右c柱内板总成夹具 | |
| CN208005068U (zh) | 一种吸能梁焊接夹具 | |
| CN103624439A (zh) | 一种汽车制造用左右c柱内板总成夹具 | |
| CN102500939B (zh) | 塔式起重机平衡臂的装配方法 | |
| CN200977598Y (zh) | 汽车焊装中小件定位夹紧装置 | |
| CN205256249U (zh) | 皮卡汽车后保险杠安装定位装置 | |
| CN205129463U (zh) | 一种球头驱动压头的转向节压紧机构及压紧设备 | |
| CN205129249U (zh) | 一种沙滩摩托车前叉部件焊接夹具 | |
| CN205183560U (zh) | 基于压铆原理的汽车手刹用轴臂类零件制造装置 | |
| CN204867962U (zh) | 一种大臂后支撑拼焊工装 | |
| CN103950016A (zh) | 汽车悬架控制臂的前衬套自动反压设备 | |
| CN202684411U (zh) | 副车架焊接工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |