CN102396112B - 超导线材的电流端子结构及具备该电流端子结构的超导电缆 - Google Patents
超导线材的电流端子结构及具备该电流端子结构的超导电缆 Download PDFInfo
- Publication number
- CN102396112B CN102396112B CN2010800163827A CN201080016382A CN102396112B CN 102396112 B CN102396112 B CN 102396112B CN 2010800163827 A CN2010800163827 A CN 2010800163827A CN 201080016382 A CN201080016382 A CN 201080016382A CN 102396112 B CN102396112 B CN 102396112B
- Authority
- CN
- China
- Prior art keywords
- superconducting wire
- layer
- superconducting
- mentioned
- current terminal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G15/00—Cable fittings
- H02G15/34—Cable fittings for cryogenic cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/58—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation characterised by the form or material of the contacting members
- H01R4/68—Connections to or between superconductive connectors
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N60/00—Superconducting devices
- H10N60/80—Constructional details
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E40/00—Technologies for an efficient electrical power generation, transmission or distribution
- Y02E40/60—Superconducting electric elements or equipment; Power systems integrating superconducting elements or equipment
Landscapes
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
Abstract
一种超导体的电流端子结构,超导体是将在基板上形成有超导层的超导线材在模上缠绕1层以上而得到的超导体,直接缠绕在上述模上的第1层超导线材,以基板侧成为外侧、超导层侧成为内侧的方式进行配置,其特征在于,上述第1层超导线材的端部的超导层的面向内侧的面与连接用超导线材的超导层的面向外侧的面的一部分相向地连接。
Description
技术领域
本发明涉及超导线材的电流端子结构及具备该电流端子结构的超导电缆。
背景技术
一般而言,超导体具有在铁芯(former:模)上卷有多层带状的超导线材的结构。所使用的薄膜类的超导线材具有如下结构:在基板上经由中间层形成由例如ReBCO(Re-Ba-Cu-O、Re是稀土类金属)构成的超导层,并在其上形成由银构成的稳定层。
当在这样的超导体中流过电流时,为了使各超导线材的超导层中均等地流过电流、而且使与供给电流的电流导线连接的连接部的发热变小,则电流端子部的连接电阻必须较低。
超导线材存在表和里,通常,在电流端子处的连接使得超导层一侧成为外侧或表侧。当连接成基板侧成为表时,由于基板具有高电阻,所以就会产生较大的焦耳热,效率较低。
当在使用YBCO(Y-Ba-Cu-O)层作为超导层的YBCO超导线材的表面上施加垂直的磁场时,会产生较大的交流损耗。即,如果磁场变大,磁场侵入超导线材,要侵入的方向的洛伦兹力和钉扎力平衡。当产生交流时,磁场周期性地变动而且钉扎力逆向动作,因此会产生交流损耗。
但是,当在超导线材的表面施加平行的磁场时,由于超导层为1μm左右非常薄,所以磁场侵入的区域较薄,交流损耗非常小。例如,当使用YBCO超导线材来制造电缆时,由于主要是平行磁场,所以交流损耗会变得非常小。但是,由于实际的超导线材的宽度有限,所以电缆的截面在线材之间存在缝隙,形成该缝隙吸引磁场的情形。而且,在该部分产生垂直磁场的成分,就可以分担大部分的交流损耗(例如,参照非专利文献1)。
在将YBCO超导线材应用于电力设备时,这样减小垂直磁场非常重要。
另一方面,当基板具有磁性时,由于磁场被磁性基板吸引,所以描绘复杂的磁力 线。即,在线材的端部磁通量集中,在该部分垂直磁场较多,损耗较大(例如,参照非专利文献1)。
图7示出普通的多层超导电缆的电流端子部。在图4中,在模21的周围螺旋状地缠绕有第1层的第1超导线材22和第2层的第2超导线材23。此时,第1层的第1超导线材22由基板22a和形成于该基板22a上的超导层22b构成,第2层的第2超导线材23由基板23a和形成于该基板23a上的超导层23b构成。
第1以及第2超导线材22、23均配置成超导层22b、23b成为表侧(外侧)。这样配置的第1以及第2超导线材22、23的端部被阶梯切削,通过焊接固定部24形成一体化的电流端子部(例如,参照专利文献1)。
根据这样的电流端子部,连接电阻非常小,向各超导层的分流的程度则由超导层的缠绕螺旋来决定,通过调整该缠绕螺旋就能实现几乎均等的分流。
图8示出基板具有磁性的多层超导电缆的电流端子部。在图5中,在模21的周围螺旋状地缠绕有第1层的第1超导线材22和第2层的第2超导线材23。此时,将第1层的第1超导线材22与通常的配置相反地配置成具有磁性的基板22a侧朝向超导电缆的外侧、将第2层的第2超导线材23配置成超导层23b朝向超导电缆的外侧来进行导体化,这样就能将磁性的影响封闭在超导体内部,从而将交流损耗抑制得较低(例如,参照专利文献2)。
但是,配置成第1层的第1超导线材22的超导层22b朝向里侧(内侧)时的电流端子部的连接电阻变大,第1层和第2层并未分担相同电流。即,由于没有足够的电极容量,所以在当流过第2层的第2超导线材23的电流超过临界电流Ic的阶段,会产生焦耳热,交流损耗会非常大。
现有技术文献
非专利文献
非专利文献1:N.Amemiya and M.Nakahata,Physica C 463-465(2007)775-780
专利文献
专利文献1:日本特开2004-87265号公报
专利文献2:日本特开2008-47519号公报
发明内容
发明要解决的课题
本发明鉴于以上情况,其目的在于提供一种超导电缆,其连接电阻低、交流损耗少的超导线材的电流端子结构以及具备该电流端子的超导电缆。
用于解决课题的手段
为了解决上述课题,本发明的第1方式是一种超导体的电流端子结构,上述超导体是将在基板上形成有超导层的超导线材在模上缠绕1层以上而得到的超导体,直接缠绕在上述模上的第1层超导线材,以基板侧成为外侧、超导层侧成为内侧的方式进行配置,其特征在于,上述第1层超导线材的端部的超导层的面向内侧的面与连接用超导线材的超导层的面向外侧的面的一部分相向地连接。
这样的超导体的电流端子结构中,在上述第1层超导线材上以超导层侧成为外侧、基板侧成为内侧的方式缠绕有第2层超导线材,所述电流端子结构具备焊接固定部,该焊接固定部使用焊料使上述连接用超导线材的超导层露出的部分和上述第2层超导线材的端部一体化。
此时,优选上述连接用超导线材和上述第1层超导线材的连接部所使用的焊料在液态氮温度下的电阻率小于等于上述焊接固定部所使用的焊料的电阻率。此外,优选上述连接用超导线材和上述第1层超导线材的连接部所使用的焊料的熔点比上述焊接固定部所使用的焊料的熔点高。此时,上述连接用超导线材的与上述焊接固定部的连接长度b和上述第2层超导线材的与上述焊接固定部的连接长度c满足b≥c的关系。
本发明的第2方式是一种超导体的电流端子结构,上述超导体是将在基板上形成有超导层的超导线材在模上缠绕4层以上而得到的超导体,奇数层超导线材,在以基板侧成为外侧、超导层侧成为内侧的方式进行配置,其特征在于,上述奇数层超导线材的端部的超导层的面向内侧的面与连接用超导线材的超导层的面向外侧的面的一部分相向地连接。
这样的超导体的电流端子结构,在上述奇数层超导线材上以超导层侧成为外侧、基板侧成为内侧的方式缠绕有上述奇数加一层超导线材,所述电流端子结构具备焊接固定部,该焊接固定部使用焊料使上述连接用超导线材的超导层露出的部分和上述奇数加一层超导线材的端部一体化。
此时,优选上述连接用超导线材和上述奇数层超导线材的连接部所使用的焊料在液态氮温度下的电阻率小于等于上述焊接固定部所使用的焊料的电阻率。此外,优选 上述连接用超导线材与上述奇数层超导线材的连接部所使用的焊料的熔点比上述焊接固定部所使用的焊料的熔点高。此时,上述连接用超导线材的与上述焊接固定部的连接长度b和上述奇数加一层超导线材的与上述焊接固定部的连接长度c满足b≥c的关系。
本发明的第3方式提供一种超导电缆,其特征在于,具有以上电流端子结构。
发明效果
根据本发明,提供一种连接电阻低、交流损耗少的超导线材的电流端子结构以及具备该电流端子结构的超导电缆。
附图说明
图1是表示本发明的一个实施方式的超导线材的电流端子结构的剖面图。
图2是表示本发明的其他实施方式的超导线材的电流端子结构的剖面图。
图3是表示本发明的其他实施方式的超导线材的电流端子结构的剖面图。
图4是表示本发明的其他实施方式的超导线材的电流端子结构的剖面图。
图5是表示本发明的其他实施方式的超导线材的电流端子结构的剖面图。
图6A是表示本发明的一个实施方式中制作超导线材的电流端子结构的步骤的概要图。
图6B是表示本发明的一个实施方式中制作超导线材的电流端子结构的步骤的概要图。
图6C是表示本发明的一个实施方式中制作超导线材的电流端子结构的步骤的概要图。
图6D是表示本发明的一个实施方式中制作超导线材的电流端子结构的步骤的概要图。
图6E是表示本发明的一个实施方式中制作超导线材的电流端子结构的步骤的概要图。
图6F是表示本发明的一个实施方式中制作超导线材的电流端子结构的步骤的概要图。
图7是表示现有的多层超导电缆的电流端子结构的剖面图。
图8是表示基板具有磁性的现有的多层超导电缆的电流端子结构的剖面图。
具体实施方式
以下参照附图说明本发明的实施方式。
图1是本发明的第1实施方式的2层结构的超导电缆的电流端子部的剖面图。另外,在图1(以下也是同样)中记载有超导电缆上半部分的剖面,下半部分省略。
在图1中,在模1的周围呈螺旋状地缠绕有第1层的第1超导线材2和第2层的第2超导线材3。此时,第1层的第1超导线材2由线材A和与其端部连接的连接用线材B构成,该线材A由基板2a和形成于该基板2a上的超导层2b构成,该连接用线材B由基板4a和形成于该基板4a上的超导层4b构成。另外,第2层的第2超导线材3由基板3a和形成于该基板3a上的超导层3b构成。
在第1超导线材2中,线材A配置成基板2a成为表侧(外侧),连接用线材B配置成超导层4b成为表侧(外侧),即线材A的超导层2b与连接用线材B的超导层4b相对。此外,第2超导线材3配置成超导层3b成为表侧(外侧)。
这样配置的第1超导线材2以及第2超导线材3的端部通过焊接固定部3而一体化。另外,在后面说明基于第1超导线材2和第2超导线材3的端部的一体化而形成电流端子结构的具体方法。
如上构成的超导线材的电流端子结构中,由于线材A配置成基板2a成为表侧(外侧)所以交流损耗降低,此外,连接用线材B配置成超导层4b成为表侧(外侧)、线材A的超导层2b和连接用线材B的超导层4b接触,所以第1超导线材2和第2超导线材3中流过的电流均匀,连接电阻也低。
此时,希望在第1超导线材2中,线材A和连接用线材B的连接中使用的焊料的熔点在焊接固定部5中使用的焊料的熔点以上。此外,希望线材A和连接用线材B的连接中使用的焊料的液态氮温度下的电阻值在使用于焊接固定部5的焊料的液态氮温度下的电阻值以下。另外,液态氮温度意味着具有电流端子结构的超导电缆等的运行时温度,具体而言是将液态氮使用于制冷剂时的63K~90K左右。
此外,希望连接用线材B的与焊接固定部5的连接长度(剥出长度)b、和第2超导线材3的与焊料固定部5的连接长度(剥出长度)c满足b≥c。另外,当超导体的直径是15~100mm时,c的值通常是30mm以上,优选50~100mm。此外,b的值通常是30mm以上,优选50~110mm。
长度a、连接长度b、c满足这样的条件,由此,即使第1超导线材2配置成基板2a成为表侧,也能够可靠地实现多层化的超导体的电流的均匀化。另外,超导体的直径在图1的情况下,是形成第1超导线材2的层的直径,换言之,意味着是形成连接有连接用线材(第2超导线材3)的超导线材(第1超导线材2)的层的导体直径。
图2是本发明的第2实施方式的4层结构的超导电缆的电流端子结构的剖面图。图2所示的超导电缆相对于图1所示的超导电缆,具有进一步螺旋状地缠绕有第3层的第3超导线材6以及第4层的第4超导线材7的4层结构。
此时,第3层的第3超导线材6以及第4层的第4超导线材7的端部的结构,除了通过阶梯剥离而后退配置以使得第2超导线材3的超导层3b在上方露出之外,与第1层的第1超导线材2以及第2层的第2超导线材3的端部的结构相同。
即,第3层的第3超导线材6由线材C和与其端部连接的连接用线材D构成,该线材C由基板6a和形成于该基板6a上的超导层6b构成,该连接用线材D由基板8a和形成于该基板8a上的超导层8b构成。此外,在该第3超导线材6中,线材C配置成基板6a成为表侧(外侧),连接用线材D配置成超导层8b成为表侧(外侧),即线材C的超导层6b和连接用线材D的超导层8b相对。
进而,在这样的第3层的第3超导线材6上以超导层7b成为表侧(外侧)的方式配置有第4层的第4超导线材7,该第4超导线材7由基板7a和形成于该基板7a上的超导层7b构成。
这样配置的第1超导线材2、第2超导线材3、第3超导线材6以及第4超导线材7的端部通过焊接固定部9而一体化。
此时,在第3超导线材6中,优选将线材C和连接用线材D的端部彼此之间重合的长度(连接长度)d设为50mm以上,更优选的方案为设为50~100mm。
此外,优选第4超导线材7的与焊接固定部9的连接长度f和超导线材D的与焊接固定部9的连接长度e的关系为e≥f。另外,当超导体的直径为15~100mm时,f的值通常为30mm以上,优选为50~100mm。
此外,e的值通常为30mm以上,优选为50~110mm。
连接长度d、e、f满足这样的条件,由此,即使第3超导线材6配置成基板6a成为表侧,也能可靠地实现多层化的超导体的电流的均匀化。
图3是本发明的第3实施方式的6层结构的超导电缆的电流端子结构的剖面图。图3所示的超导电缆相对于图2所示的超导电缆,具有进一步螺旋状地缠绕有第5层的第5超导线材13以及第6层的第6超导线材14的6层结构。
此时,与4层结构的超导电缆同样地,第5层的第5超导线材13以及第6层的第6超导线材14的端部的结构,除了通过阶梯剥离而后退设置以使得第4超导线材7的超导层7b在上方露出之外,都与第1层的第1超导线材2以及第2层的第2超导线材3的端部的结构相同。
即,第5层的第5超导线材13由线材E和与其端部连接的连接用线材F构成,该线材E由基板和形成于该基板上的超导层构成,该连接用线材F由基板和形成于该基板上的超导层构成。此外,在该第5超导线材13中,线材E配置成基板成为表侧(外侧),连接用线材F配置成超导层成为表侧(外侧),即线材E的超导层和连接用线材F的超导层相对。
进而,在这样的第5层的第5超导线材13上以超导层成为表侧(外侧)的方式配置有第6层的第6超导线材14,该第6超导线材14由基板和形成于该基板上的超导层构成。这样配置的第1超导线材2、第2超导线材3、第3超导线材6、第4超导线材7、第5超导线材13以及第6超导线材14的端部通过焊接固定部15一体化。
这样,对于第奇数层例如第3层、第5层、第7层的超导线材,通过使用在其端部连接有连接用线材的超导线材、使其端部的超导层一体化,就能获得和上述同样的效果。基于焊接固定部的一体化是对从第1层的超导线材到最上层的奇数加1层的超导线材的端部进行的。
此时,第奇数层超导线材与连接用线材的连接长度a优选为50mm以上,最好是50~100mm。此外,希望连接用线材的与焊接固定部的连接长度b和第奇数加1层超导线材的与焊接固定部的连接长度c满足b≥c的关系。另外,当超导体的直径为15~100mm时,c的值通常为30mm以上,优选为50~100mm。此外,b的值通常为30mm以上,优选为50~110mm。
此外,当奇数层的超导线材包含具有磁性的基板时,尤其能发挥其效果。在此,“具有磁性的基板”意味着在使用超导体的环境温度(有代表性的为77K)以下具有饱和磁化的金属基板,特别是在使用时的饱和磁化为0.15T以上时可以发挥本发明的效果。另外,作为磁性金属,具体可以列举出以Fe、Co、Ni等为代表的强磁体或以这 些金属为基础的合金。
当奇数层的超导线材包含具有磁性的基板时,偶数层的超导线材可以包含具有磁性的基板,也可以使用包含不具有磁性的基板(例如,HASTELLOY(注册商标))的超导线材(IBAD线材等)。
图4是本发明的第4实施方式的3层结构的超导电缆的电流端子结构的剖面图。图4所示的超导电缆相对于图1所示的超导电缆,具有进一步在第3层螺旋状地缠绕有包含不具有磁性的基板的超导线材即非磁性超导线材16的3层结构。
此时,第3层的非磁性超导线材16的端部的结构为通过阶梯剥离而后退配置,以使得第2超导线材3的超导层3b在上方露出。
这样配置的第1超导线材2、第2超导线材3以及非磁性超导线材16的端部通过焊接固定部17一体化。
图5是本发明的第5实施方式的5层结构的超导电缆的电流端子结构的剖面图。图5所示的超导电缆相对于图2所示的超导电缆,具有进一步在第5层螺旋状地缠绕有包含不具有磁性的基板的超导线材即非磁性超导线材18的5层结构。
此时,第5层的非磁性超导线材18的端部的结构为通过阶梯剥离而后退配置,以使得第4超导线材7的超导层7b在上方露出。
这样配置的第1超导线材2、第2超导线材3、第3超导线材6、第4超导线材7以及非磁性超导线材18的端部通过焊接固定部19一体化。
这样当由3层以上构成并且最外层以奇数层结束的情况下,如果在最外层使用包含不具有磁性的基板的超导线材,则不需要连接用超导线材,就能将电流端子结构形成得较为紧凑。
然后,参照图6A~6F说明将超导体的端部的超导层一体化的焊锡固定部的形成方法。
首先,将呈螺旋状缠绕在模1上的第1以及第2超导线材2、3如图6A所示进行阶梯剥离。而且,将第1以及第2超导线材2、3的端部沿着夹具11卷曲而向后方延伸。然后,如图6B所示,将连接用线材B配置成超导层(在图中省略)成为表侧(外侧)。
然后,对连接用线材B的超导层的表面进行研磨使其平滑,涂敷助焊剂(flux)。助焊剂能够使用例如未添加卤素的树脂类的助焊剂。而且,在涂敷了助焊剂的基础上, 缠绕例如厚度0.1mm的薄的焊带。焊带可以使用例如熔点(液相线)165℃的Sn-43Pb-14Bi。
然后,如图6C所示,将卷曲而位于后方的第1层的第1超导线材2的线材A的端部从夹具11上卸下,配置于焊带上,缠绕按压的带以及加热器。接通加热器的电源加热至焊带的熔点以上。如果通过这样的加热而焊带融化,则连接用线材B的超导层和第1超导线材2的超导层熔接。
然后,如图6D所示,将第2层的第2超导线材3返回到通过焊带连接的第1超导线材2的端部上。此时,将第2超导线材3的剥出长度b和连接用线材B的剥出长度c设为b≥c的关系。
对于在该图6D表示的结构,对第1超导线材2和第2超导线材3一起进行电连接的处理。下面说明其步骤。
如图6E所示,缠绕1层至数层的网状带12以覆盖第2超导线材3的剥出长度b和连接用线材B的剥出长度c。网状带12编织有良好导电性的金属细线。例如,可以优选使用铜的平编线(plain stitch)。
然后,将低熔点金属的焊料(例如,Sn-43Pb-14Bi)熔化,浸透网状带12的网眼,通过焊料使网状带12和第2超导线材3以及连接用线材B熔接,使第1层的第1超导线材2和第2层的第2超导线材3的端部一体化。参照数字5表示焊接固定部。
如图6F所示,可以通过以下步骤来进行该一体化作业:例如,将由第1层的第1超导线材2和第2层的第2超导线材3的网状带12覆盖的部分沉浸到收容于坩埚的熔化焊料中,使焊料从网状带12浸透到第1以及第2超导线材2、3。另外,可以取代网状带12,而使用非网状的具有良好导电性的金属细线,来缠绕连接用线材B和第2超导线材3的剥出部分。
通过这样的第1以及第2超导线材2、3的端部的一体化,电阻大的焊料的厚度变薄也可以,因此能使第1以及第2超导线材2、3的末端区域的连接电阻变得非常小。此外,由于构成网状带12的良好导电性的金属细线形成电流通路,所以第1以及第2超导线材2、3的端部的连接电阻就变得均匀。
在此,将第1层的第1超导线材2和第2层的第2超导线材3的端部一体化并形成焊接固定部5的焊料的熔点,优选比在第1超导线材2的线材A和线材B接合时使用的焊料的熔点低。该熔点的差越大越好,希望进行一体化时的施工温度不超过超 导线材2的线材A和连接用线材B的接合时使用的焊料的熔点。
此外,在第1超导线材2的线材A和线材B接合时所使用的焊料希望是熔点(液相线)为250℃以下的低熔点金属。如前所述,在连接用线材B上配置焊带,将第1层的第1超导线材2的线材A配置于焊带上,将连接用线材B以及第1层的第1超导线材2加热到焊带的熔点以上。此时,当加热是高温时,由于连接用线材B和第1超导线材2的超导层恶化,所以优选在第1超导线材2的线材A和连接用线材B接合时所使用焊料是低熔点金属,从超导线材的耐热性来看,优选250℃以下,更优选小于200℃。
另外,在以下的实施例中,使用下表1中记载的焊料1~5。另外,表1的室温表示25℃,液态氮温度表示77K。
表1

上述表1中所示的焊料1~5使用了以下产品。
焊料1:BI165(株式会社日本スペリア公司制)
焊料2:低温plastan 120(株式会社青木メタル制)
焊料3:BI57(株式会社日本スペリア公司制)
焊料4:H60A(株式会社青木メタル制)
焊料5:SN100C(株式会社日本スペリア公司制)
实施例
以下表示本发明的实施例,更具体地说明本发明以及本发明的效果。
实施例1
在搓合了多层绝缘覆盖的导线而构成的直径20mm的模上,螺旋状地缠绕第1层第1超导线材,使得基板成为表侧(外侧)。另外,作为第1以及第2超导线材, 使用由具有磁性的Ni5W构成的基板上形成有YBCO层的YBCO线材。
然后,螺旋状地缠绕与第1层的第1超导线材相同结构的第2层的第2超导线材,使得超导层的面成为表侧(外侧)。
之后,根据图3所示的方法,使用由连接用线材、网状带以及表1中记载的焊料1~5构成的带状焊料,使第1以及第2超导线材的端部一体化,就得到图1所示的结构。此时,使第1超导线材2的线材A与连接用线材B接和时所使用的焊料(以下称为线材的连接部)的种类和形成焊接固定部5的焊料的种类、第1超导线材的线材A和连接用线材B的端部彼此之间重叠的连接长度a进行各种变化,就可以得到表2所示的试样。另外,将此时的超导体直径(第1超导体线材的导体直径)设为50mm,将第2超导线材的剥出长度(与焊接固定部的连接长度)b和连接用线材B的剥出长度(与焊接固定部的连接长度)c设为相同长度,第1超导线材2的线材A和连接用线材B的连接部的焊料的厚度设为0.1mm。
对于这些试样,在液态氮中以大约1000A进行通电,测量向第1超导线材和向第2超导线材的分流比例,由此得到下述表2所示的结果。
表2
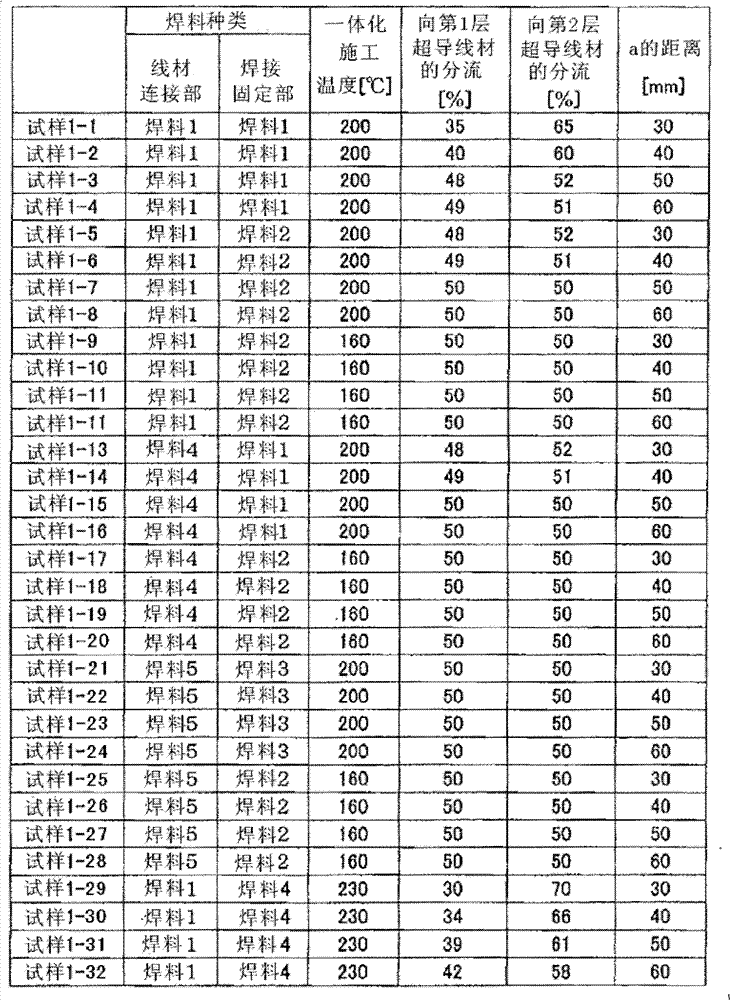
从上述表2看出,虽然任何试样都向第1层和第2层的超导线材进行可容许程度的分流,但是如试样1-1~1-4那样,在线材的连接部的焊料和焊接固定部的焊料处,当使用同种焊料时,线材的连接长度(距离a)越长越好。另外,如试样1-5~1-28那样,线材的连接部的焊料和焊接固定部的焊料种类不同,并且,如果连接部的焊料在液态氮中的电阻率比焊接固定部低则线材的连接长度(距离a)的依存度就变小。特别是,如试样1-9~1-12、1-17~1-28那样,如果一体化时的施工温度不超过在线 材的连接部所使用的焊料的熔点,则连接长度的依存度进一步变小。为了这样控制一体化时的施工温度,希望在连接用线材B和超导线材2的线材A的连接部所使用的焊料的熔点比在上述焊接固定部所使用的焊料的熔点高。
另外,如试样1-29~1-32那样,即使线材的连接部的焊料和焊接固定部的焊料种类不同,但如果在线材的连接部的焊料中使用在液态氮中的电阻率比焊接固定部的焊料高的焊料,则连接长度的依存度就变大。
另外,当考虑到对环境的影响时,希望使用无铅焊料,这样,如试样1-21~1-24那样,优选从无铅焊料中使用连接部的焊料在液态氮中的电阻率比焊接固定部的焊料低的焊料、或在无铅焊料中使用同样种类的焊料。
另外,线材的连接部的电阻能够通过“焊料的电阻率×焊料厚度÷连接部的截面积”来进行调整。如前所述,优选通过与焊料固定部的关系、在低熔点焊料中选择熔点较高且电阻率较低的焊料作为在线材的连接部所使用的焊料,但如果考虑到对于超导线材的热的影响,则焊料1等比焊料5更优选。
此外,第1超导线材2的线材A和线材B接合时所使用的焊料的形状优选为带状,此时的带厚越薄制造就越困难。
即,在线材的连接部限定焊料种类(电阻率)和焊料的厚度,因此,在线材的连接部的电阻的调整中,最好调整上述连接用超导线材和第1层的超导线材的连接长度a。但是,如果连接长度a变长,那么电流端子的焊接固定部部分就会变多,从紧凑性上考虑并不是优选的情况。最好优选连接长度为50mm~100mm左右。
比较例1
与实施例1同样地,在将第1层的第1超导线材以及第2层的第2超导线材呈螺旋状地缠绕在模上后,与实施例1不同,不使用连接用线材B,而是使用网状带以及焊料进行端部的一体化,就获得如图8所示的结构的试样。
关于该试样,在液态氮中通电,测量了向第1超导线材和第2超导线材的分流比例,向第1超导线材的分流比例为小于1%,向第2超导线材的分流比例为99%以上,电流几乎不向第1超导线材分流。
另外,作为参考例,第1层的第1超导线材和第2层的第2超导线材都使用非磁性的基板,呈螺旋状地缠绕使得超导层的面成为表侧(外侧),与比较例1一样进行端部的一体化,就获得如图7所示的结构的试样。
关于该试样,在液态氮中通电,测量了向第1超导线材和第2超导线材的分流比例,向第1超导线材的分流比例为50%,向第2超导线材的分流比例为50%,实现了几乎均等的分流。
实施例2
与实施例1同样,得到如图1所示的结构。此时,使第2超导线材的剥出长度(与焊接固定部的连接长度)b和连接用线材B的剥出长度(与焊接固定部的连接长度)c的关系发生各种变化,就获得7个试样。另外,b<c+10(mm)的试样获得1个,b=c、b>c+10(mm)、b>c+100(mm)的试样则各获得2个。另外,此时的b和c的关系性以外,使用和实施例1的试样1-1~1-3相同的条件。
关于这些试样,在液态氮中通电,测量了向第1超导线材和第2超导线材的分流比例,得到如下述表3所示的结果。
表3
| a=50mm | 向第1层超导线材的分流 | 向第2层超导线材的分流 | |
| 试样2-1 | b<c+10 | 45% | 55% |
| 试样2-2 | b=c | 48% | 52% |
| 试样2-3 | b=c | 49% | 51% |
| 试样2-4 | b>c+10 | 49% | 51% |
| 试样2-5 | b>c+10 | 49% | 51% |
| 试样2-6 | b>c+100 | 50% | 50% |
| 试样2-7 | b>c+100 | 50% | 50% |
从上述表3看出,虽然任何试样都向第1层和第2层的超导线材进行可容许程度的分流,但是当b=c或b>c时,尤其进行特别均匀的分流。
符号说明
1,21...模、2,22...第1超导线材
2a,3a,4a,6a,7a,8a,22a,23a...基板、
2b,3b,4b,6b,7b,8b,22b,23b...超导层、
3,23...第2超导线材、5,9,15,17,19,24...焊料固定部
6...第3超导线材、7...第4超导线材、11...夹具、12...网状带、
13...第5超导线材、14...第6超导线材、16,18...非磁性超导线材。
Claims (11)
1.一种超导体的电流端子结构,
上述超导体是将在基板上形成有超导层的超导线材在模上缠绕1层以上而得到的超导体,直接缠绕在上述模上的第1层超导线材以基板侧成为外侧、超导层侧成为内侧的方式进行配置,
其特征在于,上述第1层超导线材的端部的超导层的面向内侧的面与连接用超导线材的超导层的面向外侧的面的一部分相向地连接。
2.根据权利要求1所述的超导体的电流端子结构,其特征在于,
在上述第1层超导线材上,以超导层侧成为外侧、基板侧成为内侧的方式缠绕有第2层超导线材,
所述电流端子结构具备焊接固定部,该焊接固定部使用焊料使上述连接用超导线材的超导层露出的部分和上述第2层超导线材的端部一体化。
3.根据权利要求2所述的超导体的电流端子结构,其特征在于,
上述连接用超导线材与上述第1层超导线材的连接部所使用的焊料在液态氮温度下的电阻率小于等于上述焊接固定部所使用的焊料的电阻率。
4.根据权利要求2所述的超导体的电流端子结构,其特征在于,
上述连接用超导线材与上述第1层超导线材的连接部所使用的焊料的熔点比上述焊接固定部所使用的焊料的熔点高。
5.根据权利要求2所述的超导体的电流端子结构,其特征在于,
上述连接用超导线材的与上述焊接固定部的连接长度b和上述第2层超导线材的与上述焊接固定部的连接长度c满足b≥c的关系。
6.一种超导体的电流端子结构,
上述超导体是将在基板上形成有超导层的超导线材在模上缠绕4层以上而得到的超导体,奇数层超导线材以基板侧成为外侧、超导层侧成为内侧的方式进行配置,
其特征在于,上述奇数层超导线材的端部的超导层的面向内侧的面与连接用超导线材的超导层的面向外侧的面的一部分相向地连接。
7.根据权利要求6所述的超导体的电流端子结构,其特征在于,
在上述奇数层超导线材上,以超导层侧成为外侧、基板侧成为内侧的方式缠绕有上述奇数加一层超导线材,
所述电流端子结构具备焊接固定部,该焊接固定部使用焊料使上述连接用超导线材的超导层露出的部分和上述奇数加一层超导线材的端部一体化。
8.根据权利要求7所述的超导体的电流端子结构,其特征在于,
上述连接用超导线材与上述奇数层超导线材的连接部所使用的焊料在液态氮温度下的电阻率小于等于上述焊接固定部所使用的焊料的电阻率。
9.根据权利要求7所述的超导体的电流端子结构,其特征在于,
上述连接用超导线材与上述奇数层超导线材的连接部所使用的焊料的熔点比上述焊接固定部所使用的焊料的熔点高。
10.根据权利要求7所述的超导体的电流端子结构,其特征在于,
上述连接用超导线材的与上述焊接固定部的连接长度b和上述奇数加一层超导线材的与上述焊接固定部的连接长度c满足b≥c的关系。
11.一种超导电缆,其特征在于,具备:
权利要求1~8的任意一项所述的电流端子结构。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-109808 | 2009-04-28 | ||
| JP2009109808 | 2009-04-28 | ||
| PCT/JP2010/057611 WO2010126099A1 (ja) | 2009-04-28 | 2010-04-28 | 超電導線材の電流端子構造及びこの電流端子構造を備える超電導ケーブル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102396112A CN102396112A (zh) | 2012-03-28 |
| CN102396112B true CN102396112B (zh) | 2013-12-18 |
Family
ID=43032243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010800163827A Active CN102396112B (zh) | 2009-04-28 | 2010-04-28 | 超导线材的电流端子结构及具备该电流端子结构的超导电缆 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8260388B2 (zh) |
| JP (1) | JP5619731B2 (zh) |
| CN (1) | CN102396112B (zh) |
| WO (1) | WO2010126099A1 (zh) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9755329B2 (en) * | 2013-06-14 | 2017-09-05 | Advanced Conductor Technologies Llc | Superconducting cable connections and methods |
| JP6210537B2 (ja) | 2013-08-06 | 2017-10-11 | 古河電気工業株式会社 | 超電導ケーブルの接続構造、超電導ケーブル、超電導ケーブルの終端部の電流端子構造 |
| FR3010847B1 (fr) * | 2013-09-19 | 2017-12-29 | Nexans | Jonction de cables supraconducteurs |
| JP6356048B2 (ja) * | 2014-11-12 | 2018-07-11 | 古河電気工業株式会社 | 超電導線材の接続構造、超電導ケーブル、超電導コイル及び超電導線材の接続処理方法 |
| US9875826B2 (en) * | 2014-11-14 | 2018-01-23 | Novum Industria Llc | Field makeable cryostat/current connections for an HTS tape power cable |
| EP3610389A1 (en) * | 2017-06-02 | 2020-02-19 | Apple Inc. | Device, method, and graphical user interface for presenting representations of media containers |
| CN107579356B (zh) * | 2017-08-23 | 2019-03-19 | 国家电网公司 | 一种具有均流作用的焊接式电缆导体接头及焊接方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6936771B2 (en) * | 2001-10-12 | 2005-08-30 | Southwire Company | Superconducting cable termination |
| JP4391066B2 (ja) * | 2002-08-26 | 2009-12-24 | 古河電気工業株式会社 | 多層超電導導体の端末構造およびその作製方法 |
| JP4399763B2 (ja) * | 2003-02-28 | 2010-01-20 | 住友電気工業株式会社 | 直流用超電導ケーブル線路 |
| JP4191544B2 (ja) * | 2003-06-19 | 2008-12-03 | 住友電気工業株式会社 | 超電導ケーブルのジョイント構造 |
| JP4182832B2 (ja) * | 2003-08-18 | 2008-11-19 | 住友電気工業株式会社 | 超電導板状体の接続方法及びその接続部 |
| JP2005253204A (ja) * | 2004-03-04 | 2005-09-15 | Sumitomo Electric Ind Ltd | 多相超電導ケーブルの端末構造 |
| JP4810268B2 (ja) * | 2006-03-28 | 2011-11-09 | 株式会社東芝 | 超電導線材の接続方法及び超電導線材 |
| JP5192741B2 (ja) * | 2006-07-20 | 2013-05-08 | 古河電気工業株式会社 | 超電導導体及び超電導導体を備えた超電導ケーブル |
| JP4845040B2 (ja) * | 2007-03-20 | 2011-12-28 | 古河電気工業株式会社 | 薄膜超電導線の接続方法及びその接続構造体 |
| JP2009016253A (ja) * | 2007-07-06 | 2009-01-22 | Sumitomo Electric Ind Ltd | 超電導線材の接続構造、超電導機器および超電導線材の接続方法 |
| JP5416924B2 (ja) * | 2008-06-18 | 2014-02-12 | 株式会社東芝 | 超電導線材及びその製造方法 |
| US20120021917A1 (en) * | 2009-09-29 | 2012-01-26 | Furukawa Electric Co., Ltd. | Substrate for superconducting wiring, superconducting wiring and production method for same |
-
2010
- 2010-04-28 WO PCT/JP2010/057611 patent/WO2010126099A1/ja active Application Filing
- 2010-04-28 JP JP2011511446A patent/JP5619731B2/ja active Active
- 2010-04-28 CN CN2010800163827A patent/CN102396112B/zh active Active
-
2011
- 2011-09-23 US US13/243,630 patent/US8260388B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2010126099A1 (ja) | 2012-11-01 |
| US20120015816A1 (en) | 2012-01-19 |
| JP5619731B2 (ja) | 2014-11-05 |
| CN102396112A (zh) | 2012-03-28 |
| US8260388B2 (en) | 2012-09-04 |
| WO2010126099A1 (ja) | 2010-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102396112B (zh) | 超导线材的电流端子结构及具备该电流端子结构的超导电缆 | |
| KR101380921B1 (ko) | 초전도 케이블 및 초전도 케이블 제조 방법 | |
| JP4810268B2 (ja) | 超電導線材の接続方法及び超電導線材 | |
| US7586717B2 (en) | Electrical device for current conditioning | |
| US8034746B2 (en) | Method of manufacturing round wire using superconducting tape and round wire manufactured using the superconducting tape | |
| JP2018532262A (ja) | スマートインシュレーションを備えた高温超電導コイル、それに用いられる高温超電導線材、及びその製造方法 | |
| US20170125924A1 (en) | Generation of a Splice Between Superconductor Materials | |
| WO2015129272A1 (ja) | 超電導ケーブルの端末構造体及びその製造方法 | |
| JP5118990B2 (ja) | 超電導テープ線材及び欠陥部の補修方法 | |
| US9159897B2 (en) | Superconducting structure having linked band-segments which are each overlapped by directly sequential additional band-segments | |
| JP5115778B2 (ja) | 超電導ケーブル | |
| JP5552805B2 (ja) | 酸化物超電導線の接続方法 | |
| JP6818578B2 (ja) | 超電導ケーブルの接続部 | |
| JP4947434B2 (ja) | 超電導導体 | |
| JP2006059811A (ja) | 多芯超伝導ストランドを備えた複合導体 | |
| JP3018534B2 (ja) | 高温超電導コイル | |
| JP4391066B2 (ja) | 多層超電導導体の端末構造およびその作製方法 | |
| JP2004200178A (ja) | 酸化物超電導導体およびその製造方法 | |
| JP2002075078A (ja) | 超電導ケーブルと超電導ケーブルの電流分布解析方法 | |
| JP3363164B2 (ja) | 超電導導体 | |
| JP5041414B2 (ja) | 超電導ワイヤーおよび超電導導体 | |
| JP2008282566A (ja) | ビスマス系酸化物超電導素線、ビスマス系酸化物超電導導体、超電導コイル、およびそれらの製造方法 | |
| WO2005096440A1 (en) | Process for the preparation of low contact resistance contact on a high transition temperature superconductors | |
| CN114464365A (zh) | 复合超导带材、组合体及制备方法、接头连接或过渡方法 | |
| JP6401489B2 (ja) | 超電導ケーブル、及び超電導機器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20160708 Address after: Tokyo, Japan, Japan Patentee after: Furukawa Electric Co., Ltd. Address before: Tokyo, Japan Patentee before: Int Superconductivity Tech Center Patentee before: Furukawa Electric Co., Ltd. |