CN102357632B - 带有凸柱的a5052-h32铝合金手机外壳大变形量冷冲锻成形工艺 - Google Patents
带有凸柱的a5052-h32铝合金手机外壳大变形量冷冲锻成形工艺 Download PDFInfo
- Publication number
- CN102357632B CN102357632B CN201110221671.7A CN201110221671A CN102357632B CN 102357632 B CN102357632 B CN 102357632B CN 201110221671 A CN201110221671 A CN 201110221671A CN 102357632 B CN102357632 B CN 102357632B
- Authority
- CN
- China
- Prior art keywords
- punch
- aluminum alloy
- plate material
- alloy
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Abstract
本发明属于冲压工艺领域,更具体地说,涉及一种带有凸柱等复杂结构铝合金手机外壳的大变形量冲锻成形工艺,采用刚塑性有限元法,对复杂结构铝合金件的冲锻过程进行三维模拟,得到含有工艺缺陷的侧壁与凸柱的金属流动规律,通过改善模具结构,借助模拟仿真中的速度矢量图获得无工艺缺陷的侧壁与凸柱的金属流动规律,解决了复杂结构铝合金件在冲锻成形遇到的技术难题,避免某些试验环节,从而缩短产品的设计和制造周期,大幅提高复杂结构铝合金件的生产效率,降低生产成本。
Description
【技术领域】
本发明属于冲压工艺领域,更具体地说,涉及一种带有凸柱的A5052-H32铝合金手机外壳大变形量冷冲锻成形工艺。
【背景技术】
近年来3C电子产品的外壳在轻量、坚固、美观的设计潮流影响下,铝合金因为具有质量轻、高强度、高刚性、表面处理方式多样化及良好的热传导性等优点,故比塑胶及镁合金更适合用于3C产品的壳体。
目前,带有凸柱结构铝合金手机外壳的制造主要包含以下工艺:
(1)压铸成形。此工艺可以成形带有凸柱及凸筋等复杂结构及形状的手机外壳,但是其产品的生产效率低、力学性能低、表面质量差、成品率低且厚度不能太薄,特别是表面质量差、气孔等缺陷给铝合金的表面处理工序带来了更多的返修及报废,因此限制了压铸工艺在手机外壳等复杂结构铝合金件制造方面的应用前景。
(2)拉深及焊接组合工序。先通过拉深成形不带凸柱的手机外壳,再将车削加工好的凸柱焊接在壳体内部。此组合工艺虽然解决表面质量差、气孔等缺陷,但相对于冲压来说,生产效率整体性差,且需要精度较高的焊接夹具和激光焊接设备。
(3)拉深、注塑及粘接组合工艺。先拉深成形手机外壳及注塑成形壳体内部凸柱、凸筋等复杂结构,再将拉深件和注塑件粘接在一起,虽然原材料成本有所降低,但生产效率低下且需要较多的设备投资。
总结以上各工艺,相对于冲压件来说,一个共同的难题是生产效率低和成本较高。随着制造业微利时代的到来,制造商为了追求利润最大化,会想尽一切办法提高生产效率及降低成本,而近年来发展起来的板金冲锻成形技术,为成形复杂结构铝合金件带来了希望。
冲锻加工过程是一个复杂的弹塑性大变形过程,该过程涉及到几何非线性、材料非线性和边界条件非线性等一系列难题。早期研究中,人们为了求解方便,在分析塑性加工问题时做了大量的简化和假设,这些方法也只适用于一些简单的成形工艺;而对于复杂的成形工艺,缺少一套系统的、精确的理论分析手段,使得求解的精度和可靠性受到影响。
近年来,随着计算机硬件、软件技术的飞速发展和对材料成形过程物理规律研究的深入,材料成形过程计算机模拟技术得到了广泛应用。与传统分析方法相比,它可以先于模具制造在计算机上模拟工艺的全过程,完整、详尽地提供相关数据。研究者可以据此分析工艺参数和工件性能间的关系,观察成形过程是否产生内部和外部缺陷,以便获得改善模型的信息和依据,更好地改进工艺。这样可以避免某些试验环节,从而缩短产品的设计和制造周期。数值模拟技术在保证工件质量、减少材料消耗、缩短试制周期和提高生产效率等方面有着显著的优越性。
【发明内容】
本发明的目的在于提供一种带有凸柱的A5052-H32铝合金手机外壳大变形量冷冲锻成形工艺,借助计算机模拟仿真技术,避免某些试验环节,从而缩短产品的设计和制造周期,大幅提高复杂结构铝合金件的生产效率,降低生产成本。
本发明的技术方案是:带有凸柱的A5052-H32铝合金手机外壳大变形量冷冲锻成形工艺,包括以下步骤:
1.使用三维机械设计软件建立凸模、凹模及坯料的三维图形,首先在所述凹模型腔中设置出所述铝合金件的侧壁空腔及凸柱孔,最后根据体积相等原理,采用刚塑性模型进行有限元计算,按照市场供应的铝合金坯料规格进行计算,确定所使用坯料的厚度及形状;
2.按照设计好的三维图形制做凸模和凹模,将带有两方孔的3mm厚A5052-H32铝合金板料双面均匀涂上MoS2润滑剂,并采取小间隙配合方式将所述铝合金板料固定在所述凹模内,并用定位块将其固定好,冲床速度调整为150mm/s;
3.开动冲床,冲床滑块带着所述凸模下行,挤压所述铝合金板料,由于该铝合金板料体积大于所述凹模型腔,因此所述铝合金板料在所述凸模挤压下变形,开始流入所述凸柱孔中;当所述铝合金板料充满所述凹模型腔时,所述铝合金板料开始向所述侧壁空腔中流动;当所述凸模运动到下死点时,即完成所述铝合金件的冲锻成形。
本发明的优点在于:带有凸柱等复杂结构铝合金手机外壳成形过程中,毛坯形状相对简单,而最终制件的几何形状却比较复杂,变形较大,属于体积变形范畴。因此,本方法采用刚塑性有限元法,对复杂结构铝合金件的冲锻过程进行三维模拟,得到无工艺缺陷的侧壁与凸柱的金属流动规律,通过改善模具结构来控制金属流动,解决了复杂结构铝合金件在冲锻成形遇到的技术难题,避免某些试验环节,从而缩短产品的设计和制造周期,大幅提高复杂结构铝合金件的生产效率,降低生产成本。
【附图说明】
下面参照附图结合实施例对本发明作进一步的描述。
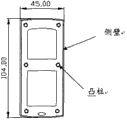
图1为手机外壳零件的主视图,
图2为手机外壳零件的横截面图,
图3为手机外壳坯料主视图,
图4为带有拘束壁的凸模截面图,
图5为图4中凸模的仰视图,
图6为改善模具结构模拟的速度矢量变化图,
图7为手机外壳冷冲锻成形模具装配图,
图8为加工好的手机外壳照片。
图中:1下模座;2下顶板;3凹模;4限位杆;5卸料板;6上顶杆;7上顶料杆;8上垫板;9盖板;10上模座;11上顶板;12弹簧;13上打杆;14氮气弹簧;15卸料顶杆;16凸凹模;17固定板;18卸料垫板;19定位块;20卸料顶块;21卸载顶杆;22下顶杆;23氮气弹簧。
【具体实施方式】
下面通过实施例进一步说明本发明,而本发明并不仅仅限于所述实施例,凡与本发明结构类似,而仅是尺寸、位置有所调整或更改者,则都属于本发明的保护范畴。
以下以带有凸柱和侧壁的手机外壳冲锻为例对本发明方法进行说明:
手机外壳零件见图1、图2,壳底有六个尺寸相同的实心凸柱,六个凸柱高度一致而且凸柱背面为外观面,不允许有凹陷。手机壳侧壁高度一致才能满足手机装配要求,如果冲锻的手机壳侧壁高度差较大,则需要机加工去除多于材料,这样既浪费原材料又增加加工工时及加工成本。
根据体积相等原理,经过计算以及按照市场供应规格,选用料厚为2mm的A5050-H32铝合金坯料。从图3中可以看出,坯料的外形尺寸明显小于手机外壳的外形尺寸,所以,材料的冲锻成形类似半闭式模锻。铝合金冷冲锻工艺属于体积变形,弹性变形很小,可忽略,所以采用刚塑性模型进行有限元计算。除坯料外模具均采用刚体。为了保证六个凸柱高度一致,采用背压的模具结构;为了确保凸柱背面的外观面无凹陷,外观面不润滑,凸柱面涂MoS2润滑剂,且保证凸柱孔非常光滑。增加拘束壁的模具结构来限制手机侧壁的高度不齐,如图4、图5所示。
由于坯料外形尺寸明显小于手机外壳外形尺寸,所以在成形初期,坯料减薄,坯料轮廓向外延伸,金属以平面流动为主,同时金属开始向凸柱高度方向流动;当坯料的平面流动受限而与手机外轮廓一致时,金属开始向高度方向流动形成侧壁和凸柱的最终尺寸。手机外壳冷冲锻成形的仿真结果如图6所示:当侧壁的成形高度受到凸凹模拘束壁的限制时,材料流动方向发生了明显的改变。如图6c所示:长边中间侧壁材料由于受到拘束壁的限制流动,所以其流动速度骤减,而短边的中间侧壁成形高度未达到拘束壁的高度,此处材料的流动速度仍然快于其他位置,直到四个侧壁成形高度全部受到凸凹模拘束壁的限制,材料才加速流向成形困难的四个侧壁的边角处及四个拐角处的凸柱;等到手机壳四周薄壁处已经全部充满,包括难以充满的侧壁边角位置,此时短边一端的两个凸柱才最后填满。由于其他部分没有材料分流,所以此时凸柱处的材料流速迅速增加。需要说明的是:只要设计好凹模尺寸,使用卸料板5同凹模3贴合来抑制侧壁材料流动,实现拘束壁功能,而且卸料板5也容易将紧紧贴在凸凹模壁上的产品卸下来。
按照模拟仿真参数设计一副简单的复合模进行实验,模具装配图如图7所示:自下而上依次为下模座1、凹模3、卸料板5、凸凹模16、卸料垫板18、固定板17、上垫板8、上模座10、盖板9,其中上模座10中装有弹簧12和上顶板11,下模座1中装有氮气弹簧23和下顶板2,下顶板2通过下顶杆22将卸料顶块20顶起,卸料顶块20上方设有上顶料杆7,上顶料杆7上端与上垫板8中的上打杆13相连,上打杆13上端与上顶板11相连。卸料顶杆15上端设有氮气弹簧14,其下端穿过固定板17和卸料垫板18与卸料板5联接。上顶杆6上端与上顶板11端面联接,其下方通孔中装有限位杆4。下顶板2端面装有卸载顶杆21,卸载顶杆21穿过凹模3顶在与卸料板5下端面上。
为了保证卸料板5平衡较好及凹模3内的卸料顶块20能均匀顶出产品,故选用氮气弹簧14、23来代替普通弹簧。模具设计中采用凸柱与上顶料杆7始终接触的结构,一方面保证凸柱高度一致,另一方面抑制凸柱生长速度过快,避免凸柱背面凹陷和凸柱不饱满等工艺缺陷。
具体加工过程如下:
如图7所示,使用激光切割机备料(带有两方孔的3mm厚A5052-H32铝合金板料),将其凸柱面均匀涂上MoS2润滑剂,在放入凹模内,并用定位块19将坯料固定好。冲床速度调整为150mm/s。
按动冲床双手按钮,滑块带着上模下行,当上顶杆6接触到限位杆4时,上顶板11向上运动,坯料进入凸凹模16的六个凸柱孔;同时,卸料板5压下卸载顶杆21,使得卸料顶块20的向上作用力为零,便于侧壁成形。滑块下行到下死点时,卸料板5同凹模3贴合,产品成形完毕。随后滑块上行,上顶杆6将脱离限位杆4,在弹簧12的作用下上顶板11压住上打杆13下行,上顶料杆7对六个凸柱顶部拍平并推动凸柱下行;凸模上行时,卸载顶杆21上行,在氮气弹簧23的作用下,下顶板2推动下顶杆22及卸料顶块20上行。在卸料板5、卸料顶块20及上顶料杆7的共同作用下完成手机外壳的卸料工作。
手机外壳实验样品见图8,从图中可以看出,手机外壳侧壁高度差较小,凸柱饱满,无吸孔等工艺缺陷。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (2)
1.带有凸柱的A5052-H32铝合金手机外壳大变形量冷冲锻成形工艺,其特征在于包括以下步骤:
1)使用三维机械设计软件建立凸模、凹模及坯料的三维图形,首先在所述凹模型腔中设置出所述铝合金件的侧壁空腔及凸柱孔,最后根据体积相等原理,采用刚塑性模型进行有限元计算,按照市场供应的铝合金坯料规格进行计算,确定所使用坯料的牌号和体积;
2)按照设计好的三维图形制做凸模和凹模,将带有两方孔的3mm厚A5052-H32铝合金板料双面均匀涂上MoS2润滑剂,并采取小间隙配合方式将所述铝合金板料固定在所述凹模内,并用定位块将其固定好,冲床速度调整为150mm/s;
3)开动冲床,冲床滑块带着所述凸模下行,挤压所述铝合金板料,由于该铝合金板料体积大于所述凹模型腔,因此所述铝合金板料在所述凸模挤压下变形,开始流入所述凸柱孔中;当所述铝合金板料充满所述凹模型腔时,所述铝合金板料开始向所述侧壁空腔中流动;当所述凸模运动到下死点时,即完成所述铝合金件的冲锻成形。
2.根据权利要求1所述带有凸柱的A5052-H32铝合金手机外壳大变形量冷冲锻成形工艺,其特征在于所述凸模上设有用于限制所述铝合金件各边中央侧壁生长的拘束壁,所述拘束壁的位置与所述侧壁空腔对应。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110221671.7A CN102357632B (zh) | 2011-08-03 | 2011-08-03 | 带有凸柱的a5052-h32铝合金手机外壳大变形量冷冲锻成形工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110221671.7A CN102357632B (zh) | 2011-08-03 | 2011-08-03 | 带有凸柱的a5052-h32铝合金手机外壳大变形量冷冲锻成形工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102357632A CN102357632A (zh) | 2012-02-22 |
| CN102357632B true CN102357632B (zh) | 2014-04-30 |
Family
ID=45583044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201110221671.7A Expired - Fee Related CN102357632B (zh) | 2011-08-03 | 2011-08-03 | 带有凸柱的a5052-h32铝合金手机外壳大变形量冷冲锻成形工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102357632B (zh) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103447338B (zh) * | 2013-07-31 | 2016-02-10 | 霍山汇能汽车零部件制造有限公司 | 一种反挤压模具及应用其加工螺旋体的工艺方法 |
| CN106670250A (zh) * | 2016-12-01 | 2017-05-17 | 广东长盈精密技术有限公司 | 移动终端壳体及其加工方法 |
| KR102050588B1 (ko) * | 2017-09-26 | 2019-12-03 | (주)티에스이 | 밴딩과 캠형금형을 이용한 가공으로 형성되는 휴대폰 메탈 케이스의 제조방법 |
| CN108160889A (zh) * | 2017-12-25 | 2018-06-15 | 东莞捷荣技术股份有限公司 | 一种手机后壳面的锻造成型方法、手机后壳及手机 |
| CN109822026B (zh) * | 2019-01-02 | 2020-08-28 | 中国原子能科学研究院 | 一种异形坯料的制造方法及所用模具 |
| CN110000321B (zh) * | 2019-04-22 | 2020-05-22 | 福建省石狮市通达电器有限公司 | 铝合金手机外壳的锻压成型工艺 |
| CN116748447B (zh) * | 2023-08-16 | 2023-10-13 | 武汉新威奇科技有限公司 | 一种用于全自动化锻造生产线的快速换模方法及系统 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002273540A (ja) * | 2001-03-16 | 2002-09-25 | Hitachi Metals Ltd | 凸部の成形方法及び成形体 |
| CN2805975Y (zh) * | 2005-07-27 | 2006-08-16 | 中国科学院金属研究所 | 镁合金薄壳件热冲锻成形模具 |
| JP2007007693A (ja) * | 2005-06-30 | 2007-01-18 | Mingjun Xu | アルミ合金の加工工程 |
| CN1903473A (zh) * | 2005-07-29 | 2007-01-31 | 中国科学院金属研究所 | 一种镁合金手机外壳的温热成形方法及其专用模具 |
| CN1903477A (zh) * | 2005-07-27 | 2007-01-31 | 中国科学院金属研究所 | 镁合金薄壳件热冲锻成形方法及其专用模具 |
| JP2008036699A (ja) * | 2006-08-09 | 2008-02-21 | Univ Of Fukui | 金属薄肉構造体並びに金属薄板の鍛造成形加工方法及び装置 |
| CN101850396A (zh) * | 2009-04-01 | 2010-10-06 | 中国科学院金属研究所 | 具有内凸微结构的金属薄壳件两道次冲锻成形方法 |
-
2011
- 2011-08-03 CN CN201110221671.7A patent/CN102357632B/zh not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002273540A (ja) * | 2001-03-16 | 2002-09-25 | Hitachi Metals Ltd | 凸部の成形方法及び成形体 |
| JP2007007693A (ja) * | 2005-06-30 | 2007-01-18 | Mingjun Xu | アルミ合金の加工工程 |
| CN2805975Y (zh) * | 2005-07-27 | 2006-08-16 | 中国科学院金属研究所 | 镁合金薄壳件热冲锻成形模具 |
| CN1903477A (zh) * | 2005-07-27 | 2007-01-31 | 中国科学院金属研究所 | 镁合金薄壳件热冲锻成形方法及其专用模具 |
| CN1903473A (zh) * | 2005-07-29 | 2007-01-31 | 中国科学院金属研究所 | 一种镁合金手机外壳的温热成形方法及其专用模具 |
| JP2008036699A (ja) * | 2006-08-09 | 2008-02-21 | Univ Of Fukui | 金属薄肉構造体並びに金属薄板の鍛造成形加工方法及び装置 |
| CN101850396A (zh) * | 2009-04-01 | 2010-10-06 | 中国科学院金属研究所 | 具有内凸微结构的金属薄壳件两道次冲锻成形方法 |
Non-Patent Citations (4)
| Title |
|---|
| 1100-H14铝合金板冷冲锻成形过程的有限元模拟;王可胜等;《中国有色金属学报》;20100228(第02期);第319页 * |
| 张士宏等.板材零件局部体积成形技术研究.《塑性工程学报》.2008,(第02期), |
| 板材零件局部体积成形技术研究;张士宏等;《塑性工程学报》;20080428(第02期);第32-35页 * |
| 王可胜等.1100-H14铝合金板冷冲锻成形过程的有限元模拟.《中国有色金属学报》.2010,(第02期), |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102357632A (zh) | 2012-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102357632B (zh) | 带有凸柱的a5052-h32铝合金手机外壳大变形量冷冲锻成形工艺 | |
| CN103567248B (zh) | 一种内外异形表面带筋圆筒挤压成型模具 | |
| CN202199682U (zh) | 微型面包车踏板总成下加强板模具 | |
| CN101239369A (zh) | 重型汽车下位金属保险杠的冲压工艺 | |
| CN202701125U (zh) | 一种精密冲压成形模具 | |
| CN202571028U (zh) | 冲焊桥壳半壳成形模具 | |
| CN201921930U (zh) | 中孔压毛边整形新结构模具 | |
| CN214108527U (zh) | 一种环保型餐盒成型模具 | |
| CN106626470A (zh) | 一机多模快速成形方法及装置 | |
| CN202762805U (zh) | 一种剪切式落料模具 | |
| CN213613691U (zh) | 一种模具顶出装置 | |
| CN204953680U (zh) | 一种盒形件末次拉伸模具 | |
| CN103551851A (zh) | 一种底部带凸起结构的金属板材零件复合成形方法及模具 | |
| CN209664111U (zh) | 锻造铝合金汽车轮冲孔扩口模具 | |
| CN204320936U (zh) | 一种拉深模具 | |
| CN203695751U (zh) | U型汽车控制臂锻件用冲压切边复合模具 | |
| CN207057417U (zh) | 一种修冲类模具中的定位翻边成型结构 | |
| CN202943206U (zh) | 一种复合绝缘子球窝金具锻造成型模具 | |
| CN207508096U (zh) | 一种冲压模具 | |
| CN207508079U (zh) | 一种金属板材的冲压模具 | |
| CN105945653B (zh) | 一种非标准零件内缘的切削模具 | |
| CN205217785U (zh) | 折边弯形模具 | |
| CN110355274A (zh) | 一种平板压圆弧工艺及半通用性模具结构及其使用方法 | |
| CN218015200U (zh) | 前罩铰链活动臂冲孔模具 | |
| CN216068475U (zh) | 一种自动切水口塑胶制品注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee | ||
| CP02 | Change in the address of a patent holder |
Address after: 230601, peach blossom Industrial Park, Jing Qu District, Hefei City, Anhui Province, intersection of Yulan Avenue and Huanggang Road Patentee after: Hefei Jinhaikang Metal & Machine Co.,Ltd. Address before: 230601 Anhui city of Hefei province Zi Peng Lu economic and Technological Development Zone and Penglai Road intersection 100 meters south Patentee before: Hefei Jinhaikang Metal & Machine Co.,Ltd. |
|
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140430 Termination date: 20180803 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |