CN102267177B - Pccp管芯自密实混凝土成型方法 - Google Patents
Pccp管芯自密实混凝土成型方法 Download PDFInfo
- Publication number
- CN102267177B CN102267177B CN 201110251415 CN201110251415A CN102267177B CN 102267177 B CN102267177 B CN 102267177B CN 201110251415 CN201110251415 CN 201110251415 CN 201110251415 A CN201110251415 A CN 201110251415A CN 102267177 B CN102267177 B CN 102267177B
- Authority
- CN
- China
- Prior art keywords
- concrete
- pccp
- self
- compacting concrete
- material device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Manufacturing Of Tubular Articles Or Embedded Moulded Articles (AREA)
Abstract
本发明公开了一种PCCP管芯自密实混凝土成型方法,通过设计、配制并生产适用于PCCP混凝土管芯成型的高流态自密实混凝土,并采用集中下料的方式匀速浇注自密实混凝土;既保证了成品管芯质量满足国标质量,又实现了免振动成型,有效地避免了塑性混凝土成型工艺的振动噪声,无需为振动消耗电能,无振动器对钢模产生疲劳破坏;由于采用了均料器,使得自密实混凝土料能集中下料,减少了因浇注高度高、下料宽度宽给免振自密实混凝土PCCP管芯带来的施工质量不达标的现象发生,还可用于夜间作业。本发明方法简化了生产工艺,提高了生产效率、降低了生产成本,能产生良好的经济和社会效益。
Description
技术领域
本发明涉及一种预应力钢筒混凝土管(PCCP)管芯的成型方法,尤其是涉及一种PCCP管芯自密实混凝土成型方法。
背景技术
PCCP管的管芯混凝土成型按照其型号特点分为两种主要生产工艺型式:一种为卧式离心成型工艺,PCCPL型预应力钢筒混凝土管采用该工艺进行生产;一种为立式浇注成型工艺,PCCPE型预应力钢筒混凝土管采用该工艺进行生产。卧式离心成型工艺原理为采用塑性混凝土,利用管模高速旋转产生的离心力使混凝土密实成型;立式浇注成型工艺原理为采用流动性混凝土利用内外管模浇注混凝土并通过附着在管模上的高频振动器使混凝土密实成型。以上两种混凝土管芯成型工艺,其混凝土密实原理皆为通过外力使混凝土内部各组分自身产生挤压以排除混凝土拌合物中多余的水分、空气及颗粒空隙,以达到混凝土密实的目的。即在混凝土密实的过程中,必须通过离心或振动的方式对混凝土拌合物施加外作用力以使混凝土达到密实的效果,在这个过程中必将产生较高的能耗,同时不可避免产生一定的噪音污染。
采用传统工艺成型PCCP混凝土管芯,其采用的塑性混凝土的流动性低,单位立方的能耗高,噪声污染不可避免,其次工人劳动力支出多,劳务费用高。
自密实混凝土(self-compacting concrete即SCC)在浇筑过程中不经外力振捣,仅靠重力即可通过钢筋间隙,密实填充模板的每一个角落,形成均匀密实的结构,且在浇筑过程中不泌水、骨料不离析。其在施工中表现出优良的工作性能,混凝土在浇筑过程中无需振捣而完全依靠重力作用自由流淌并充分填充模板内的空间,混凝土硬化后,由于其密实填充的特点,因此较普通混凝土拥有更好的力学性能和耐久性能。
利用自密实混凝土成型的管道是采用立式浇注的方式实现的:即由底座、内模、外模及顶模组成的PCCP成型模具,混凝土拌合物从模具上方通过均料器下料,使混凝土流入由底座、内模和外模形成的空隙中实现管芯的混凝土浇注成型。
由于PCCP管芯混凝土成型时存在浇注高度高(高度大于等于5m)、下料宽度宽(宽度为管周长)等结构特点,因此,采用现有的下料工具和下料方式(混凝土沿管模圆周均匀下料)很难保证自密实混凝土浇注后管芯成品质量满足标准要求。
发明内容
为了克服现有技术的上述缺点,本发明提供了一种PCCP管芯自密实混凝土成型方法,通过混凝土集中下料的方式,确保了自密实混凝土浇注后管芯成品质量满足标准要求。
本发明解决其技术问题所采用的技术方案是:一种PCCP管芯自密实混凝土成型方法,包括如下步骤:
第一步、设计、配制并生产适用于PCCP混凝土管芯成型的高流态自密实混凝土:
1)混凝土原材料包括砂、石、水泥、水和粉煤灰;
2)采用聚羧酸高效减水剂为外加剂;
3)混凝土强度等级≥40MPa;
4)混凝土坍落扩展度为680mm;
第二步、组装PCCP管芯成型模具:
1)清理固定底模;
2)清理组装内模,将内模固定在底模上;
3)装PCCP钢筒,并将其固定在底模上;
4)清理组装外模,将外模固定在底模上;
5)清理组装顶模,通过顶模将内模、PCCP钢筒及外模上端固定;
6)清理均料器,将均料器固定在顶模上;所述均料器包括导流锥,在所述导流锥的外锥面上均布有导流侧板,所述导流侧板为倒V型的钢板;每两块导流侧板的外侧面之间的间隙形成下料口,在导流锥的锥顶设置有顶杆;
第三步、浇注混凝土:
将第一步配制好的混凝土拌合料装入两个或两个以上的料斗,用行车吊钩起吊料斗至均料器正上方,缓慢降低起吊高度,均料器顶杆顶起料斗的顶开门,混凝土拌合料经均料器的下料口注入内模与外模之间的管模空隙中,采用集中下料的方式匀速浇注自密实混凝土;
第四步、采用自然养护或蒸汽养护对PCCP混凝土管芯进行养护。
与现有技术相比,本发明的积极效果是:既保证了成品管芯质量满足国标质量,又实现了免振动成型,有效地避免了塑性混凝土成型工艺的振动噪声,无需为振动消耗电能,无振动器对钢模产生疲劳破坏;由于采用了均料器,使得自密实混凝土料能集中下料,减少了因浇注高度高、下料宽度宽给免振自密实混凝土PCCP管芯带来的施工质量不达标的现象发生,还可用于夜间作业。本发明方法简化了生产工艺,提高了生产效率、降低了生产成本,能产生良好的经济和社会效益。
附图说明
本发明将通过例子并参照附图的方式说明,其中:
图1是本发明采用的均料器的A-A剖视图;
图2是本发明采用的均料器的平面示意图;
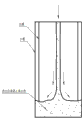
图3为本发明的混凝土集中下料的示意图;
图4为本发明的集中下料的工作原理图;
图5为传统PCCP管芯混凝土均匀下料的工作原理图。
具体实施方式
如图1和图2所示,本发明采用的均料器的结构包括:导流锥1、导流侧板2、固定卡3、顶杆4和下料口5。
在导流锥1的外锥面上均布四个或四个以上的导流侧板2,所述导流侧板2为倒V型的钢板;每两块导流侧板的外侧面之间的间隙形成下料口5,在导流锥1的外锥面底部均布十二个或十二个以上的固定卡3,用来将均料器在顶模上可靠固定;在导流锥1的锥顶设置有顶杆4,用于顶起料斗的顶开门,以便混凝土料从料斗漏下,开始下料;混凝土料通过导流锥1的外锥面,沿着导流侧板的外侧面(即下料口5)注入管模与钢筒之间的空腔内,达到集中下料之目的。
如图3所示,PCCP管芯自密实混凝土成型方法,包括如下步骤:
第一步、设计,配制,并生产适用于PCCP混凝土管芯成型的高流态自密实混凝土:
1)混凝土主要原材料,即砂、石、水泥、水、粉煤灰等质量要求与普通混凝土用原材料相同。
2)混凝土外加剂采用聚羧酸高效减水剂;
3)混凝土强度等级不低于PCCP管芯混凝土强度要求,≥40MPa;
4)混凝土坍落扩展度要求大于等于500 mm ,最好为680mm,这样使得混凝土的流态性好,能满足混凝土浇注后不施加外部激振力即可自密实;
第二步、组装PCCP管芯成型模具:
1)清理固定底模;
2)清理组装内模,将内模固定在底模上;
3)装PCCP结构件(钢筒),并将其固定在底模上;
4)清理组装外模,将外模固定在底模上;
5)清理组装顶模,通过顶模将内模、PCCP结构件(钢筒)及外模上端固定;
6)清理均料器20,将均料器固定在顶模24上;
第三步、浇注混凝土:
将第一步配制好的混凝土拌合料装入两个或两个以上的料斗22,用行车吊钩21起吊料斗至均料器正上方,缓慢降低起吊高度,均料器顶杆4顶起料斗的顶开门23,混凝土拌合料经均料器的下料口注入内模26与外模25之间的管模空隙中,采用集中下料的方式匀速浇注自密实混凝土;
第四步、采用自然养护或蒸汽养护对PCCP混凝土管芯进行养护。
如图4所示,本发明的工作原理为:通过导流锥1和导流侧板2的配合,使得自密实混凝土料只能通过到导流锥外锥面上的下料口5集中下料(而不是现有技术中的从整个导流锥的外锥面均匀下料,如图5所示),这样,从下料口5集中下料的混凝土料再通过重力向管模的空隙中流动,既能有效地排出管模空隙中的空气(由于每块导流侧板的倒V型开口处没有混凝土料,使得管模空隙中的空气可以从这些开口向外排出),又能使通过下料口5集中下料的混凝土中不混入空气,有效地完成自密实混凝土的填充、密实。
Claims (2)
1.一种PCCP管芯自密实混凝土成型方法,其特征在于:包括如下步骤:
第一步、设计、配制并生产适用于PCCP混凝土管芯成型的高流态自密实混凝土:
1)混凝土原材料包括:砂、石、水泥、水和粉煤灰;
2)采用聚羧酸高效减水剂为外加剂;
3)混凝土强度等级≥40MPa;
4)混凝土坍落扩展度为680mm;
第二步、组装PCCP管芯成型模具:
1)清理固定底模;
2)清理组装内模,将内模固定在底模上;
3)装PCCP钢筒,并将其固定在底模上;
4)清理组装外模,将外模固定在底模上;
5)清理组装顶模,通过顶模将内模、PCCP钢筒及外模上端固定;
6)清理均料器,将均料器固定在顶模上;所述均料器包括导流锥,在所述导流锥的外锥面上均布有导流侧板,所述导流侧板为倒V型的钢板;每两块导流侧板的外侧面之间的间隙形成下料口,在导流锥的锥顶设置有顶杆;
第三步、浇注混凝土:
将第一步配制好的混凝土拌合料装入两个或两个以上的料斗,用行车吊钩起吊料斗至均料器正上方,缓慢降低起吊高度,均料器顶杆顶起料斗的顶开门,混凝土拌合料经均料器的下料口注入内模与外模之间的管模空隙中,采用集中下料的方式匀速浇注自密实混凝土;
第四步、采用自然养护或蒸汽养护对PCCP 管芯自密实混凝土进行养护。
2.根据权利要求1所述的PCCP管芯自密实混凝土成型方法,其特征在于:所述均料器的导流侧板为四个或四个以上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110251415 CN102267177B (zh) | 2011-08-30 | 2011-08-30 | Pccp管芯自密实混凝土成型方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110251415 CN102267177B (zh) | 2011-08-30 | 2011-08-30 | Pccp管芯自密实混凝土成型方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102267177A CN102267177A (zh) | 2011-12-07 |
| CN102267177B true CN102267177B (zh) | 2013-01-09 |
Family
ID=45049734
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201110251415 Active CN102267177B (zh) | 2011-08-30 | 2011-08-30 | Pccp管芯自密实混凝土成型方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102267177B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103770214B (zh) * | 2014-01-23 | 2016-04-27 | 北京华石纳固科技有限公司 | 一种基于自密实混凝土的电线杆生产方法 |
| CN105058569B (zh) * | 2015-08-19 | 2017-08-25 | 福建海源自动化机械股份有限公司 | 均匀下料的浇注头 |
| CN105965681B (zh) * | 2016-07-05 | 2022-06-07 | 长江勘测规划设计研究有限责任公司 | Pccp管芯立式浇筑快速均料装置及方法 |
| CN107877711A (zh) * | 2017-11-28 | 2018-04-06 | 苏州混凝土水泥制品研究院有限公司 | 下料装置 |
| CN108638317B (zh) * | 2018-07-23 | 2023-09-12 | 新兴铸管股份有限公司 | 一种球墨铸铁顶管用浇筑工装及其工作方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1096263A (ja) * | 1996-06-06 | 1998-04-14 | R Johann Hashihoran Simanjuntakk I | プレキャストコンクリート支柱及びスラブの組立方法 |
| CN1174844C (zh) * | 2001-12-26 | 2004-11-10 | 邱则有 | 一种钢筋砼用加劲肋空心薄壁管的制作方法 |
| US20050050837A1 (en) * | 2003-09-08 | 2005-03-10 | Jiaduo Wang | Meshed (porous) steel pipe/tube used as concrete reinforcement |
| CN1316131C (zh) * | 2005-01-20 | 2007-05-16 | 田斌 | 现浇钢筋混凝土空心无梁楼盖筒芯及生产工艺 |
| CN100334308C (zh) * | 2005-11-17 | 2007-08-29 | 北京城建集团有限责任公司 | 采用钢箱作为永久模板的混凝土柱及其施工方法 |
| CN101244610A (zh) * | 2007-02-15 | 2008-08-20 | 张秉新 | 粉煤灰薄壁芯管加工方法 |
-
2011
- 2011-08-30 CN CN 201110251415 patent/CN102267177B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN102267177A (zh) | 2011-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102267177B (zh) | Pccp管芯自密实混凝土成型方法 | |
| CN101992500B (zh) | 混凝土管材平台振动成型工艺及装置 | |
| CN107285693B (zh) | 一种具有自修复能力的现浇混凝土免拆模板的制备方法 | |
| CN102581920A (zh) | 一种轻质墙板的生产方法 | |
| CN103895098A (zh) | 利用芯模振动法成型一阶段预应力混凝土管的工艺 | |
| CN101332635B (zh) | 一种喷煤管浇筑模具及浇筑工艺 | |
| CN102756095A (zh) | 柴油机的铸造工艺 | |
| CN202213050U (zh) | 管芯用免振自密实混凝土均料器 | |
| CN101806112B (zh) | 现浇砼空心板的制作方法 | |
| CN209633357U (zh) | 轻质组合墙板生产线 | |
| CN104002374A (zh) | 石膏混凝土砌块成型机 | |
| CN208163934U (zh) | 一种化粪池模具 | |
| CN201895350U (zh) | 一种砌块成型机 | |
| CN102294745B (zh) | 管芯用免振自密实混凝土均料器 | |
| CN104647571A (zh) | 一种促淤堤透空块的成型模具及成型方法 | |
| CN101457562B (zh) | 用于现浇空腹楼盖的轻质构件 | |
| CN207888881U (zh) | 水泥轨枕混凝土浇筑推斗装置 | |
| CN202123561U (zh) | 一种用于制造榫卯结构混凝土砌块的生产模具 | |
| CN201833472U (zh) | 震动成型法制造预应力空心方桩的模具 | |
| CN101973070A (zh) | 震动成型法制造预应力空心方桩的模具 | |
| CN1244452A (zh) | 一种震动、加压、热能催化生产混凝土预制件的方法 | |
| CN203994199U (zh) | 石膏混凝土砌块成型机 | |
| CN207808015U (zh) | 一种波纹蒸压加气混凝土砌块生产装置 | |
| CN113334540B (zh) | 一种塔式预应力混凝土桩浇筑模具及其加工方法 | |
| CN104128596A (zh) | 中小型精炼钢包永久层的新型打结工艺方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| EE01 | Entry into force of recordation of patent licensing contract |
Application publication date: 20111207 Assignee: Harbin Guotong Pipe Co., Ltd. Assignor: Sichuan Guotong Concrete Products Co., Ltd. Contract record no.: 2018510000056 Denomination of invention: Self-compacting concrete moulding method for PCCP (prestressed concrete cylinder pipe) cores Granted publication date: 20130109 License type: Common License Record date: 20181011 |
|
| EE01 | Entry into force of recordation of patent licensing contract |