CN102259774B - 全自动裁切设备 - Google Patents
全自动裁切设备 Download PDFInfo
- Publication number
- CN102259774B CN102259774B CN201110175131.XA CN201110175131A CN102259774B CN 102259774 B CN102259774 B CN 102259774B CN 201110175131 A CN201110175131 A CN 201110175131A CN 102259774 B CN102259774 B CN 102259774B
- Authority
- CN
- China
- Prior art keywords
- automatic
- controlled
- cylinder
- main control
- stepping motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Abstract
本发明涉及一种全自动裁切设备,包括机箱内的主控计算机和根据工序流水线依次设置的自动张力控制放料机构、输料计量机构、自动冲孔机构、自动压紧裁切机构、自动送料机构、自动收叠料机构,所述输料计量机构、自动冲孔机构、自动压紧裁切机构、自动送料机构都安装于传输平台上,由此实现在一台设备上完成控制放料、计量输料,同时完成裁切、冲孔、收料叠放所有功能。与现有技术相比突出的是,本发明设备能适用于对EVA膜这类软质地材料的全自动裁切。
Description
技术领域
本发明涉及一种太阳能电池制造技术领域的设备,具体是一种太阳能电池组件TPT、EVA膜的自动裁切设备。
背景技术
TPT复合膜(耐候性聚氟乙烯复合膜)和EVA胶膜(乙烯一醋酸乙烯脂膜)是太阳能硅光电池板的重要组件,不同功率的硅光电池板,在封装的过程中,要用不同尺寸的TPT、EVA膜来进密封衬垫,然而这两种材料的物理性能差别较大。TPT的质地较硬(类似X光片)厚度为0.17--0.28cm不会产生拉伸变形。而EVA膜质地较软(类似硅橡胶膜)受力后会产生弹性变形,由此EVA膜平面输送非常困难。
目前国内的太阳能电池板的生产厂家很多,大部分厂在加工这两种材料时是用手工操作,效率低、裁切误差大。
于2010年10月13日公开的实用新型专利“TPT半自动裁切机申请号” (申请号201010173312.4 、公开号101856823A),该专利公开的裁切机功能上不能完成冲孔、收叠料两大工序,更不可能应用于加工裁切EVA这类质地较软的膜。
发明内容
本发明的目的在于克服现有技术的不足,提供一种全自动裁切设备,实现在一台设备上完成控制放料、计量输料,同时完成裁切、冲孔、收料叠放所有功能。与现有技术相比突出的是,本发明设备能适用于对EVA膜这类软质地材料的全自动裁切。
本发明是通过如下技术方案实现的,本发明设备包括机箱内的主控计算机和根据工序流水线依次设置的自动张力控制放料机构、输料计量机构、自动冲孔机构、自动压紧裁切机构、自动送料机构、自动收叠料机构,所述输料计量机构、自动冲孔机构、自动压紧裁切机构、自动送料机构都安装于传输平台上。所述自动张力控制放料机构包括膜卷筒、张力控制臂、两个导向轮、变频调速电机、气张轴、角位移传感器,膜卷筒套于气张轴上,气张轴与变频调速电机输出轴连接,膜材料顺次经由膜卷筒、第一导向轮、张力控制臂、第二导向轮。角位移传感器连接于张力控制臂的转动轴端,用以采集膜材料的实时张力信号,角位移传感器的信号输出端与主控计算机的输入端连接,变频调速电机的信号输入端与计算机输出端连接。所述输料计量机构包括一对输送料轮组和对应的输料计量步进电机,输送料轮组直接由步进电机驱动,送步进电机通过步进电机驱动器由主控计算机控制。该输送轮组安装于输送平台起始端。所述自动冲孔机构为安装于输送平台上的增压缸式的冲孔模,包括冲孔凸模、冲孔凹模和气液增压缸,冲孔凸模、冲孔凹模两者位置相对,凸模安装于气液增压缸活塞杆上,凹模安装于下模座上,所述冲孔凸模和气液增压缸设置于输送平台上方,所述下模座安装于输送平台平面下方。所述自动压紧裁切机构包括压料气缸、横梁、导向刀架、圆片裁切滚刀、裁切步进电机和直线导轨,所述横梁悬于输送平台之上,压料气缸固定于横梁上,压料气缸的活塞杆通过导向刀架压向膜材料,圆片裁切滚刀安装于直线导轨的滑块上,裁切步进电机通过同步带带动滑块移动,裁切步进电机通过步进电机驱动器由主控计算机控制。
所述自动送料机构包括一对送料轮组和对应的送料步进电机,该轮组由送料步进电机驱动,该输送轮组安装于输送平台末尾端,送料步进电机通过步进电机驱动器由主控计算机控制。所述自动收叠机构包括气动机械手和受控收叠料滑车,受控收叠料滑车置于气动机械手的工序流水线下游,所述气动机械手臂来回的直线运动采用直线导轨定位导向,该直线运动是由收料步进电机控制驱动,其行程控制是由主控计算机给定的;所述气动机械手的气爪松开和抓紧动作是由气动机械手气缸驱动,气动机械手气缸活塞运动执行是由主控计算机控制下的电磁阀控制;所述受控收叠料滑车置于收料平台上,该滑车由收料步进电机通过同步带驱动。
优选,所述冲孔凹模浮动式。
在输料计量机构前端处或/和自动送料机构的后端处还可以设置有离子风静电棒作为静电消除装置。
在输料平台与传输中的胶膜之间加置气垫支撑板,所述气垫支撑板上开设有均匀的孔洞,通以恒流压缩空气。
本发明是还可以通过如下技术方案实现的,整个设备系统包括机箱内的主控计算机和根据工序流水线依次设置的起降装置、自动张力控制放料机构、输料计量机构、自动切开割机构、自动压紧裁切机构、自动收叠料机构,所述自动切开机构和自动压紧裁切机构安装于切割及裁切平台上。
所述自动张力控制放料机构包括膜卷筒、张力控制摇臂、两个导向轮、变频调速电机、气张轴、角位移传感器,膜卷筒套于气张轴上,气张轴与变频调速电机输出轴连接,变频调速电机控制着TPT或者EVA等膜材料从膜卷筒上输出速度和输出量,输出前行的膜材料顺次再经由第一导向轮、张力控制摇臂、第二个导向轮进入输料计量机构。角位移传感器连接于张力控制摇臂,用以采集前行中膜材料的实时张力信号,角位移传感器的信号输出端与主控计算机的输入端连接,将膜材料的张力信号输入主控计算机,供主控计算机分析处理;另外,变频调速电机的信号输入端与计算机输出端连接,主控计算机处理后将反馈调整变频调速电机,从而实现实时调控放料速度以达到膜材料张力控制。
所述输料计量机构包括一对牵引胶辊、同步带、送料计量步进电机、Y型压紧装置、气缸,所述牵引胶辊中的上胶辊通过同步带与送料计量步进电机输出轴联接,所述送料计量步进电机的驱动器与主控计算机连接,所述Y型压紧装置下部带有两个滚动轮并与上胶辊紧密接触,所述气缸安装于横梁上,气缸活塞杆与Y型压紧装置上部连接,气缸输出力大小决定Y型压紧装置下部两滚动轮与上胶辊之间的压力大小。
所述自动切开机构安装于平台上,包括气缸、气缸支架、上模结构和下模结构,气缸固定于气缸支架上,上模动作由气缸驱动。所述上模结构位于平台之上,它包括上模固定板及垫板、压料板、组合刀片,压料板、组合刀片都分别固定于上模固定板上,压料板设有直线槽,且直线槽位置与刀片相对应。所述下模结构位于平台之下,它包括下模及下模垫板,下模上对应刀片处也设有直线凹陷结构。
所述自动压紧裁切机构包括圆片滚刀、固定刀、滚刀刀架、压紧装置、凸形承导件、凹形运动件、双向气缸,滚刀与固定刀之间必须紧密接触,两者之间的压力大小由滚刀后面压紧装置控制,压紧装置内带有弹簧,滚刀与固定刀之间压力大小通过该压紧弹簧调节。凸形承导件固定于横梁上,凹形运动件与凸形承导件相配合,滚刀刀架固定于凹形运动件上,圆片滚刀通过转动轴与滚刀刀架的转动套连接。所述固定刀安装于平台边沿端处,并与圆片滚刀搭接。所述压紧条及海绵压紧被复合膜材料配合滚刀切割。圆片滚刀与复合膜之间设定的夹角分别由双向气缸两侧限位块控制。
自动收叠机构为悬掛式收料机构,包括受控收料驱动轮、被动轮、同步带、收料悬掛杆,驱动轮与被动轮之间通过同步带连接,悬掛杆安装于同步带上。受控收料驱动轮由步进电机驱动,其行程及时间间隔是由主控计算机控制。
与现有技术相比,本发明采用如下技术手段并获得相应有益效果:
1、增加了冲孔、收料叠放两大功能机构,实现全工序由一套设备完成,且采用角位移传感器和步进电机实现对运动机构的精确控制。
2、通过在输料计量机构和自动送料机构之间输送平台上设置气垫装置,克服了针对EVA特殊胶膜在传输中与输料平台之间的阻力,保证输料的顺利和精度,最终也能适用特殊软性胶膜的全程裁切、冲孔、收料叠放工序。
3、本发明的全自动设备,系统实时调控性强,适应裁剪膜材料范围广,提高工作效率,能够满足新能源飞速发展的实际需要。
附图说明
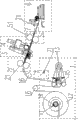
图1是实施例1设备的机械部分整体结构示意图。(侧向)
图2是图1中自动冲孔机构3和自动压紧裁切机构4放大图。
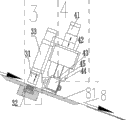
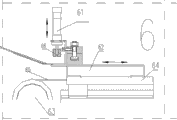
图3是图1中自动收叠料机构6放大图。
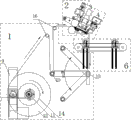
图4是实施例2设备的机械部分整体结构示意图。(侧向)
图5是图4中输料计量机构2放大图。
图6是图4中自动切开机构3和自动压紧裁切机构4放大图。
图7是图6中自动切开机构3的局部放大图。
图8是图4中自动收叠料机构6的放大图。
图中箭头表示膜运动方向。
实施例1标记说明:1-自动张力控制放料机构, 2-输料计量机构,3-自动冲孔机构,4-自动压紧裁切机构,5-自动送料机构,6-自动收叠料机构,7-静电消除装置,8-传输平台,11-气张轴,14-变频调速电机,12-(TPT/EVA)膜卷筒, 13-角位移传感器,15-张力控制摇臂,16-导向轮,21-输送料轮组,31-冲孔凸模,32-冲孔凹模,33-气液增压缸,41-压料气缸,421-横梁,43-直线导轨,44-圆片裁切滚刀,45-裁切步进电机,51-后送料轮组,61-气缸,62-受控收叠料滑车,63-收料驱动轮,64-收料平台,65-同步带,71-离子风静电棒,81-气垫支承板。
实施例2标记说明:9-起降装置,1-自动张力控制放料机构, 2-输料计量机构,3-自动切开机构,4-自动压紧裁切机构,6-自动收叠料机构, 8-切割及裁切平台,11-气张轴,14-变频调速电机,12-(TPT/EVA)膜卷筒, 13-角位移传感器,15-张力控制摇臂,16-导向轮,21-一对牵引胶辊,22-同步带,23-Y型压紧装置,24-气缸,31-气缸,32-气缸支架,33-上模结构,34-下模结构,35-上模固定板,36-上模垫板,37-压料板,38-组合刀片,39-直线槽,30-直线凹陷结构,41-气缸限位块,422-横梁,431-压紧条,432-海绵,44-圆片滚刀,45-固定刀,46-滚刀刀架,471-凸形承导件,472-凹形运动件,48-压紧装置,61-受控收料驱动轮,62-被动轮,63-同步带,64-收料悬掛杆,65-被裁切下来的悬挂着的复合膜。
具体实施方式
下面结合附图和实施例对本发明作进一步的详细说明,但本发明技术方案不限于下述实施例,在技术方案内所作的任何改动或变异均应属于本发明保护范围。
实施例1
如图1所示,本实施例设备系统包括机箱内的主控计算机(图中未示)和根据工序流水线依次设置的自动张力控制放料机构1、输料计量机构2、自动冲孔机构3、自动压紧裁切机构4、自动送料机构5、自动收叠料机构6,所述输料计量机构、自动冲孔机构、自动压紧裁切机构、自动送料机构都安装于传输平台8上。
所述自动张力控制放料机构1包括(TPT或者EVA的)膜卷筒12、张力控制摇臂15、两个导向轮16、变频调速电机14、气张轴11、角位移传感器13,膜卷筒套于气张轴上,气张轴与变频调速电机输出轴连接,变频调速电机控制着TPT或者EVA等膜材料从膜卷筒上输出速度和输出量,输出前行的膜材料顺次再经由第一导向轮、张力控制摇臂、第二个导向轮进入输料计量机构2。
角位移传感器13连接于张力控制摇臂15,用以采集前行中膜材料的实时张力信号,角位移传感器13的信号输出端与主控计算机的输入端连接,将膜材料的张力信号输入主控计算机,供主控计算机分析处理;另外,变频调速电机的信号输入端与计算机输出端连接,主控计算机处理后将反馈调整变频调速电机,从而实现实时调控放料速度以达到膜材料张力控制。
所述输料计量机构2包括一对输送料轮组21和对应的输料计量步进电机(图中未示),输送料轮组直接由步进电机驱动,该输送轮组安装于输送平台8起始端。根据操作面板上预设定输送料裁切长度,接受主控计算机指令,输料计量步进电机以0.0654/脉冲当量输送膜材料以适应预设定的长度要求。送步进电机通过步进电机驱动器由主控计算机控制。
如图2所示,所述自动冲孔机构3为安装于输送平台8上的增压缸式的冲孔模,包括冲孔凸模31、冲孔凹模32(即冲孔下模)和气液增压缸33,冲孔凸模31、冲孔凹模32两者位置相对,凸模安装于气液增压缸33活塞杆上,气液增压缸通过压缩空气输出达到2吨的冲孔压力,凹模安装于下模座上。所述冲孔凸模和气液增压缸设置于输送平台上方,所述下模座安装于输送平台平面下方。所述冲孔凹模(即冲孔下模)选择浮动式,从而可方便更换模具,增加模具的使用寿命,节省换模时间。
如图2所示,所述自动压紧裁切机构4包括压料气缸41、横梁421、导向刀架(图中未示)、圆片裁切滚刀44、裁切步进电机45和直线导轨43,所述横梁421悬于输送平台8之上,压料气缸41固定于横梁421上,压料气缸41的活塞杆通过导向刀架压向膜材料,圆片裁切滚刀44安装于直线导轨43的滑块上并由裁切步进电机45通过同步带驱动。在压料气缸41作用下膜材料保证在压紧的状态下进行裁切;采用导向刀架控制膜材料被裁切的位置;裁切步进电机45用于控制圆片裁切滚刀44速度和宽度尺寸,裁切步进电机通过步进电机驱动器由主控计算机控制;采用圆片裁切滚刀44切开的膜材料使切口整齐、尺寸精确。
所述自动送料机构5负责把膜材料送到收叠料机构6的气动机械手夹持位置。
该机构包括一对送料轮组51和对应的送料步进电机(图中未示),该轮组直接由送料步进电机驱动,该输送轮组安装于输送平台8末尾端。送料步进电机通过步进电机驱动器由主控计算机控制。
如图3所示,所述自动收叠机构6包括气动机械手66和受控收叠料滑车62,受控收叠料滑车62置于气动机械手66的工序流水线下游侧,气动机械手抓取裁切后的膜材料成品并将之叠放于受控收叠料滑车之上,受控收叠料滑车72通过同步带65驱动。所述气动机械手臂伸缩来回的直线运动采用直线导轨(图中未显示)定位导向,该直线运动是由机械手步进电机(图中未显示)控制驱动,其行程控制是由主控计算机给定的脉冲值决定机械手步进电机旋转的圈数。所述气动机械手的气爪的松开和抓紧动作是由气缸61驱动,气缸活塞运动执行是由主控计算机控制下的电磁阀控制。所述受控收叠料滑车62置于收料平台64上用同步带65由收料驱动轮63带动,收料驱动轮63由步进电机(图中未示)驱动。
在EVA或TPT胶膜传输过程中会产生静电,静电的积累会影响整个设备的正常工作,所以必须在工序流水线适当的部位安装静电消除装置7。所述静电消除装置71可以为离子风静电棒,可分别设置于输料计量机构2之前位置或/和自动送料机构5的后端处。
在输料计量机构2和自动送料机构5之间的输料平台8上还可以设置气垫装置,即在输料平台与传输中的胶膜之间加置气垫支撑板81,所述气垫支撑板上开设有均匀的孔洞,通以恒流压缩空气,从而克服了针对EVA特殊胶膜在传输中与输料平台之间的阻力,保证输料的顺利和精度。
本实施例的工作过程如下:
1、自动张力控制放料机构1通过角位移传感器13,经计算机处理后控制变频调速电机的放料速度,以对复合膜的张力进行控制。
2、输料计量机构中的步进电机以0.0654/脉冲当量输送材料达到设定长度。
3、自动冲孔机构使用气液增压缸,利用压缩空气以2吨的冲孔压力在复合膜上压制冲孔。
4、自动压紧裁切机构将复合膜材料压紧,用圆片滚切刀切开,保证切口整齐、尺寸精确,采用了气动压紧用直线导轨导向刀架,步进电机控制裁切速度和宽度尺寸。
5、自动送料机构将材料送到收叠料机构的气动机械手夹持位置,由步进电机控制。
6、自动收叠料机构将裁切好的成品用气动机械手放到设定的位置,用直线导轨定位导向,由步进电机控制驱动。
实施例2(优化实施例)
如图4所示,本实施例设备系统包括机箱内的主控计算机(图中未示)和根据工序流水线依次设置的起降装置9、自动张力控制放料机构1、输料计量机构2、自动切开机构3、自动压紧裁切机构4、自动收叠料机构6,所述自动切开机构和自动压紧裁切机构安装于切割及裁切平台8上。
所述自动张力控制放料机构1类同实施例1,也包括膜卷筒12、张力控制摇臂15、两个导向轮16、变频调速电机14、气张轴11、角位移传感器13,膜卷筒套于气张轴上,气张轴与变频调速电机输出轴连接,变频调速电机控制着TPT或者EVA等膜材料从膜卷筒上输出速度和输出量,输出前行的膜材料顺次再经由第一导向轮、张力控制摇臂、第二个导向轮进入输料计量机构2。角位移传感器13连接于张力控制摇臂15,用以采集前行中膜材料的实时张力信号,角位移传感器13的信号输出端与主控计算机的输入端连接,将膜材料的张力信号输入主控计算机,供主控计算机分析处理;另外,变频调速电机的信号输入端与计算机输出端连接,主控计算机处理后将反馈调整变频调速电机,从而实现实时调控放料速度以达到膜材料张力控制。
膜卷筒12通过起降装置9进行提升安装或者下降卸载,起降装置作功由气缸驱动。
所述输料计量机构2采用两支Φ200mm牵引胶辊输送,同步带传动,无级变速微量调节,三菱变频控制器控制,完成送料功能。两牵引胶辊之间的压力可以调整。根据操作面板上预设定输送料裁切长度,接受主控计算机指令,送料计量步进电机以一定脉冲当量输送膜材料以适应预设定的长度要求。
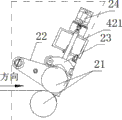
如图5所示,具体结构:该输料计量机构包括一对牵引胶辊21、同步带22、送料计量步进电机(图中未示)、Y型压紧装置23、气缸24,所述牵引胶辊中的上胶辊通过同步带与送料计量步进电机输出轴联接,所述送料计量步进电机的驱动器与主控计算机连接,所述Y型压紧装置下部带有两个滚动轮并与上胶辊紧密接触,所述气缸安装于横梁42上,气缸活塞杆与Y型压紧装置上部连接,气缸输出力大小决定Y型压紧装置下部两滚动轮与上胶辊之间的压力大小。
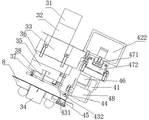
如图6、图7所示,具体结构:所述自动切开机构3安装于平台8上,包括气缸31、气缸支架32、上模结构33和下模结构34,气缸固定于气缸支架上, 上模动作由气缸驱动。所述上模结构位于平台之上,它包括上模固定板35及垫板36、压料板37、组合刀片38,压料板、组合刀片都分别固定于上模固定板上,压料板设有直线槽39,且位置与刀片相对应。所述下模结构位于平台之下,它包括下模及下模垫板,下模上对应刀片处也设有直线凹陷结构30。
本实施例与实施例1中自动冲孔机构相比,不再采用气液增压缸,无须利用压缩空气以2吨的冲孔压力实现在复合膜上压制冲孔。而本实施例的自动切开机构,由于上模采用了带有尖角锋利的刀片,且压料板上匹配设有直线槽,刀片在复合膜上很容易完成戳孔动作,所借用外力小,穿孔到位;又由于采用的是拼接组合式刀片,极易适应直线豁口大小尺寸要求,且更换方便;刀压力可根据复合膜材料不同而任意调节。
如图6所示,具体结构:自动压紧裁切机构4包括圆片滚刀44、固定刀45、滚刀刀架46、压紧装置48、凸形承导件471、凹形运动件472、双向气缸、压紧条431及海绵432,滚刀与固定刀之间必须紧密接触,两者之间的压力大小由滚刀后面压紧装置控制,压紧装置内带有弹簧,滚刀与固定刀之间压力大小可以通过该压紧弹簧调节。滚刀与固定刀之间压力使滚刀在来回裁切时实现转动。凸形承导件固定于横梁422上,凹形运动件与凸形承导件相配合,滚刀刀架固定于凹形运动件上,圆片滚刀通过转动轴与滚刀刀架的转动套连接。所述固定刀安装于平台8边沿端处,并与圆片滚刀搭接。海绵432安装于压紧条431的前端,压紧条提供向下的压力,海绵直接与复合膜材料接触。切割时,所述压紧条431及海绵432压紧复合膜材料的切割处用来配合滚刀,使切割平整。圆片滚刀与复合膜保持一定的偏斜夹角使裁切最易进行,圆片滚刀裁切来回两个行程,其刀片与复合膜之间设定的夹角分别由双向气缸两侧限位块41控制,通过调节夹角大小以适应不同复合膜材料使之都能获得最佳的裁切效果。
本实施例与实施例1中自动压紧裁切机构相比,来回双向行程都能切割,工作效率高;由于滚刀切入复合膜材料时以一定角度进行,裁切效果好,产生的削屑少,双向气缸两侧限位块分别控制来回两个方向的切割,控制灵活、适应性强。
如图8所示,与实施例1中自动收叠机构相比,本实施例自动收叠机构6为悬掛式收料机构,包括受控收料驱动轮61、被动轮62、同步带63、收料悬掛杆64,驱动轮与被动轮之间通过同步带连接,悬掛杆安装于同步带上。收料悬褂杆位于复合膜被裁切后工序流水线下游,正在下滑的被裁切复合膜前半部分倾 斜在悬掛杆一侧,受控收料驱动轮发生旋转,同步带上的悬掛杆发生位移,悬掛杆发生位移后正好将下滑中的后半部分复合膜挂入悬掛杆另一侧,从而整个被裁切下来的复合膜65正好均匀挂在收料悬掛杆上,通过受控收料驱动轮反向旋转使得悬褂杆复位,等待收叠第二张被裁切下来的复合膜。受控收料驱动轮由步进电机(图中未显示)驱动,其行程及时间间隔是由主控计算机控制。
本实施例在工序流水线适当的部位也可以安装静电消除装置,用以消除EVA或TPT胶膜传输过程中会产生静电。自动切开机构和自动压紧裁切机构所在的平台8上也可以设置气垫装置,即在切割及裁切平台与传输中的胶膜之间加置气垫支撑板,气垫支撑板上开设有均匀的孔洞,通以恒流压缩空气,从而克服了针对EVA特殊胶膜在传输中与平台之间的阻力,保证输料的顺利和精度。
综上,本发明采用机电一体化和单板计算机控制技术,设计实现一套工作效率高、操作简便、运行平稳、加工精度和自动化程度高的全自动裁切设备。本发明设备除了可以满足分切TPT、Tedlar、EVA太阳能电池组件辅料外,更能胜任用于其它一般大卷径纸、膜、布等材料的裁切加工。
Claims (7)
1.一种全自动裁切设备,其特征在于,包括机箱内的主控计算机和根据工序流水线依次设置的自动张力控制放料机构、输料计量机构、自动冲孔机构、自动压紧裁切机构、自动送料机构、自动收叠料机构,所述输料计量机构、自动冲孔机构、自动压紧裁切机构、自动送料机构都安装于传输平台上;
所述自动张力控制放料机构包括膜卷筒、张力控制接臂、两个导向轮、变频调速电机、气张轴、角位移传感器,膜卷筒套于气张轴上,气张轴与变频调速电机输出轴连接,膜材料顺次经由膜卷筒、第一导向轮、张力控制接臂、第二导向轮;角位移传感器连接于张力控制接臂,用以采集膜材料的实时张力信号,角位移传感器的信号输出端与主控计算机的输入端连接,变频调速电机的信号输入端与计算机输出端连接;
所述输料计量机构包括一对输送料轮组和对应的输料计量步进电机,输送料轮组直接由步进电机驱动,步进电机通过步进电机驱动器由主控计算机控制,该输送料轮组安装于传输平台起始端;
所述自动冲孔机构包括冲孔凸模、冲孔凹模和气液增压缸,冲孔凸模、冲孔凹模两者位置相对,凸模安装于气液增压缸活塞杆上,凹模安装于下模座上,所述冲孔凸模和气液增压缸设置于传输平台上方,所述下模座安装于传输平台平面下方;
所述自动压紧裁切机构包括压料气缸、横梁、导向刀架、圆片裁切滚刀、滚刀步进电机和直线导轨,所述横梁悬于传输平台之上,压料气缸固定于横梁上,压料气缸的活塞杆通过导向刀架压向膜材料,圆片裁切滚刀安装于直线导轨的滑块上并由裁切步进电机通过同步带驱动,裁切步进电机通过步进电机驱动器由主控计算机控制;
所述自动送料机构包括一对送料轮组和对应的送料步进电机,该送料轮组由送料步进电机驱动,该送料轮组安装于传输平台末尾端,送料步进电机通过步进电机驱动器由主控计算机控制;
所述自动收叠料机构包括气动机械手和受控收叠料滑车,受控收叠料滑车置于气动机械手的工序流水线下游侧,所述气动机械手伸缩来回的直线运动采用直线导轨定位导向,该直线运动是由机械手步进电机控制驱动,其行程控制是由主 控计算机给定的脉冲值决定机械手步进电机旋转的圈数;所述气动机械手的气爪松开和抓紧动作是由气缸驱动,机械手气缸活塞运动执行是由主控计算机控制下的电磁阀控制;所述受控收叠料滑车置于收料平台上,由同步带驱动,同步带由收料驱动轮带动,收料驱动轮由步进电机驱动。
2.如权利要求1所述的全自动裁切设备,其特征在于,所述冲孔凹模采用浮动式。
3.如权利要求1所述的全自动裁切设备,其特征在于,在输料计量机构前端处或/和自动送料机构的后端处还设置有离子风静电棒作为静电消除装置。
4.如权利要求1所述的全自动裁切设备,其特征在于,在传输平台与传输中的胶膜之间加置气垫支撑板,所述气垫支撑板上开设有均匀的孔洞,通以恒流压缩空气。
5.一种全自动裁切设备,其特征在于,包括机箱内的主控计算机和根据工序流水线依次设置的起降装置、自动张力控制放料机构、输料计量机构、自动切开机构、自动压紧裁切机构、自动收叠料机构,所述自动切开机构和自动压紧裁切机构安装于切割及裁切平台上;
所述自动张力控制放料机构包括膜卷筒、张力控制摇臂、两个导向轮、变频调速电机、气张轴、角位移传感器,膜卷筒套于气张轴上,气张轴与变频调速电机输出轴连接,变频调速电机控制着TPT或者EVA等膜材料从膜卷筒上输出速度和输出量,输出前行的膜材料顺次再经由第一导向轮、张力控制摇臂、第二个导向轮进入输料计量机构;角位移传感器连接于张力控制摇臂,用以采集前行中膜材料的实时张力信号,角位移传感器的信号输出端与主控计算机的输入端连接,将膜材料的张力信号输入主控计算机,供主控计算机分析处理;另外,变频调速电机的信号输入端与计算机输出端连接,主控计算机处理后将反馈调整变频调速电机,从而实现实时调控放料速度以达到膜材料张力控制;
所述输料计量机构包括一对牵引胶辊、同步带、送料计量步进电机、Y型压紧装置、气缸,所述牵引胶辊中的上胶辊通过同步带与送料计量步进电机输出轴联接,所述送料计量步进电机的驱动器与主控计算机连接,所述Y型压紧装置下部带有两个滚动轮并与上胶辊紧密接触,所述气缸安装于横梁上,气缸活塞杆与Y型压紧装置上部连接,气缸输出力大小决定Y型压紧装置下部两滚动轮与上胶辊之间的压力大小;
所述自动切开机构安装于平台上,包括气缸、气缸支架、上模结构和下模结构,气缸固定于气缸支架上,上模动作由气缸驱动;所述上模结构位于平台之上,它包括上模固定板及垫板、压料板、组合刀片,压料板、组合刀片都分别固定于上模固定板上,压料板设有直线槽,且直线槽位置与刀片相对应;所述下模结构位于平台之下,它包括下模及下模垫板,下模上对应刀片处也设有直线凹陷结构;
所述自动压紧裁切机构包括圆片滚刀、固定刀、滚刀刀架、压紧装置、凸形承导件、凹形运动件、双向气缸、压紧条及海绵,滚刀与固定刀之间必须紧密接触,两者之间的压力大小由滚刀后面压紧装置控制,压紧装置内带有压紧弹簧,滚刀与固定刀之间压力大小通过该压紧弹簧调节;凸形承导件固定于横梁上,凹形运动件与凸形承导件相配合,滚刀刀架固定于凹形运动件上,圆片滚刀通过转动轴与滚刀刀架的转动套连接;所述固定刀安装于平台边沿端处,并与圆片滚刀搭接;海绵安装于压紧条的前端,压紧条提供向下的压力,海绵直接与复合膜材料接触,所述压紧条及海绵压紧复合膜材料用以配合滚刀完成切割动作;圆片滚刀与复合膜之间设定的夹角分别由双向气缸两侧限位块控制;
自动收叠料机构为悬挂式收料机构,包括受控收料驱动轮、被动轮、同步带、收料悬挂杆,驱动轮与被动轮之间通过同步带连接,悬挂杆安装于同步带上;受控收料驱动轮由步进电机驱动,其行程及时间间隔是由主控计算机控制。
6.如权利要求5所述的全自动裁切设备,其特征在于,在输料计量机构前端处或/和自动收叠料机构的前端处还设置有离子风静电棒作为静电消除装置。
7.如权利要求5所述的全自动裁切设备,其特征在于,在平台与传输中的胶膜之间加置气垫支撑板,所述气垫支撑板上开设有均匀的孔洞,通以恒流压缩空气。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110175131.XA CN102259774B (zh) | 2011-06-27 | 2011-06-27 | 全自动裁切设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110175131.XA CN102259774B (zh) | 2011-06-27 | 2011-06-27 | 全自动裁切设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102259774A CN102259774A (zh) | 2011-11-30 |
| CN102259774B true CN102259774B (zh) | 2014-01-01 |
Family
ID=45006653
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201110175131.XA Expired - Fee Related CN102259774B (zh) | 2011-06-27 | 2011-06-27 | 全自动裁切设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102259774B (zh) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103359527B (zh) * | 2012-04-01 | 2016-09-21 | 青岛亚桑国际贸易有限公司 | 薄膜打孔机 |
| CN102922562B (zh) * | 2012-10-31 | 2015-08-05 | 中节能太阳能科技股份有限公司 | 一种eva在线裁切装置 |
| CN103846950B (zh) * | 2012-12-06 | 2017-02-15 | 苏州宏瑞达新能源装备有限公司 | 一种eva裁切机构 |
| CN102941596A (zh) * | 2012-12-13 | 2013-02-27 | 昆山亿诚化工容器有限公司 | 自动裁切机 |
| CN103050578B (zh) * | 2013-01-04 | 2015-09-16 | 普尼太阳能(杭州)有限公司 | 一种柔性薄膜太阳能电池的切割设备及切割方法 |
| CN103144989A (zh) * | 2013-03-07 | 2013-06-12 | 金红叶纸业集团有限公司 | 片材传输张力自动调节装置及片材后加工系统 |
| CN103231416A (zh) * | 2013-04-22 | 2013-08-07 | 江苏省常州技师学院 | 太阳能组件薄膜自动裁切设备 |
| CN104400917A (zh) * | 2014-11-04 | 2015-03-11 | 广州橸赛精密机械有限公司 | 一种石墨片的切割工艺以及适应所述工艺的石墨片 |
| CN104669357B (zh) * | 2015-03-12 | 2016-05-25 | 苏州博众精工科技有限公司 | 一种料件裁切机构 |
| CN106476407B (zh) * | 2015-08-31 | 2018-07-17 | 上海劲嘉建材科技有限公司 | 背胶机 |
| CN105154593B (zh) * | 2015-10-27 | 2017-12-22 | 江苏航天鸿鹏数控机械有限公司 | 高速数控冲孔机 |
| CN107522001B (zh) * | 2016-06-20 | 2023-09-01 | 江阴市诚堡印刷包装机械有限公司 | 一种提手胶带用贴片复合机 |
| CN107558158B (zh) * | 2016-06-30 | 2020-12-29 | 广州创造智能设备科技有限公司 | 纺织标签视觉自动分切机及其控制方法 |
| CN106532395B (zh) * | 2016-10-19 | 2019-07-26 | 中山市合赢智能装备有限公司 | 电子连接器端子裁切检测包装方法 |
| CN106904469A (zh) * | 2017-04-26 | 2017-06-30 | 陈钦旺 | 复卷机压纸辊自动平衡装置 |
| CN107161770B (zh) * | 2017-05-05 | 2018-09-25 | 中材科技股份有限公司 | 一种窄幅滤料标记裁长设备 |
| CN107777466B (zh) * | 2017-10-26 | 2023-08-01 | 天津市力干科技有限公司 | 铜带机气动送料系统 |
| CN108521061A (zh) * | 2018-03-27 | 2018-09-11 | 镇江市创富东日科技有限公司 | 一种汇流条高效裁切机的压紧送料机构 |
| CN108861740A (zh) * | 2018-07-20 | 2018-11-23 | 深圳市鑫成泰科技有限公司 | 一种包膜机蓝膜自动接带装置 |
| CN109454749B (zh) * | 2018-12-13 | 2019-07-02 | 淄博晶鑫机电制造有限公司 | 石膏板生产线用切断磨边一体机及其使用方法 |
| CN110239989A (zh) * | 2019-06-20 | 2019-09-17 | 溧阳嘉拓智能设备有限公司 | 多功能卷材尾边自动冲孔、贴合、备胶、裁切装置及方法 |
| CN110356626B (zh) * | 2019-08-09 | 2023-09-19 | 广州莱塞激光智能装备股份有限公司 | 一种自动贴片激光膜切设备 |
| CN111826942A (zh) * | 2020-07-29 | 2020-10-27 | 任丘市庆信亨商贸有限公司 | 一种布料超声波分条机 |
| CN112851112B (zh) * | 2021-01-19 | 2022-10-28 | 航天特种材料及工艺技术研究所 | 一种全自动纤维材料裁切工艺 |
| CN116494597A (zh) * | 2022-01-27 | 2023-07-28 | 上海洲泰轻工机械制造有限公司 | 一种四边封包装袋及其制备设备和制备方法 |
| CN115050847B (zh) * | 2022-04-28 | 2024-03-15 | 苏州晟成光伏设备有限公司 | 一种薄膜高效自动铺设装置及铺设方法 |
| CN116079139B (zh) * | 2022-11-25 | 2023-09-05 | 广东谷菱电气有限公司 | 一种铜排板件分切生产设备 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0691190A2 (en) * | 1994-06-24 | 1996-01-10 | Fuji Photo Film Co., Ltd. | Apparatus for manufacturing photographic filmstrips |
| CN1498839A (zh) * | 2002-11-08 | 2004-05-26 | 福克有限公司 | 生产折叠优待券的方法及设备 |
| CN2915804Y (zh) * | 2006-04-10 | 2007-06-27 | 上海随轩企业发展有限公司 | 用于不干胶印刷机中的切单张输送装置 |
| CN200971272Y (zh) * | 2006-10-31 | 2007-11-07 | 陈克铭 | 数字化高速切纸机 |
| CN101823268A (zh) * | 2010-04-19 | 2010-09-08 | 镇江市美华机电产品有限公司(中美合资) | 薄膜太阳能电池eva膜滚刀裁切装置 |
| CN201579818U (zh) * | 2009-11-26 | 2010-09-15 | 诸暨市枫华光伏材料有限公司 | 太阳能电池胶膜裁切机 |
| CN101856823A (zh) * | 2010-05-17 | 2010-10-13 | 启东市罗源光伏设备有限公司 | Tpt半自动裁切机 |
| CN202181134U (zh) * | 2011-06-27 | 2012-04-04 | 上海博显实业有限公司 | 一体化全自动裁切机 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5784872B2 (ja) * | 2009-09-11 | 2015-09-24 | 凸版印刷株式会社 | 製袋インラインカッティング方法及びその装置 |
-
2011
- 2011-06-27 CN CN201110175131.XA patent/CN102259774B/zh not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0691190A2 (en) * | 1994-06-24 | 1996-01-10 | Fuji Photo Film Co., Ltd. | Apparatus for manufacturing photographic filmstrips |
| CN1498839A (zh) * | 2002-11-08 | 2004-05-26 | 福克有限公司 | 生产折叠优待券的方法及设备 |
| CN2915804Y (zh) * | 2006-04-10 | 2007-06-27 | 上海随轩企业发展有限公司 | 用于不干胶印刷机中的切单张输送装置 |
| CN200971272Y (zh) * | 2006-10-31 | 2007-11-07 | 陈克铭 | 数字化高速切纸机 |
| CN201579818U (zh) * | 2009-11-26 | 2010-09-15 | 诸暨市枫华光伏材料有限公司 | 太阳能电池胶膜裁切机 |
| CN101823268A (zh) * | 2010-04-19 | 2010-09-08 | 镇江市美华机电产品有限公司(中美合资) | 薄膜太阳能电池eva膜滚刀裁切装置 |
| CN101856823A (zh) * | 2010-05-17 | 2010-10-13 | 启东市罗源光伏设备有限公司 | Tpt半自动裁切机 |
| CN202181134U (zh) * | 2011-06-27 | 2012-04-04 | 上海博显实业有限公司 | 一体化全自动裁切机 |
Non-Patent Citations (1)
| Title |
|---|
| JP特开2011-56837A 2011.03.24 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102259774A (zh) | 2011-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102259774B (zh) | 全自动裁切设备 | |
| CN202181134U (zh) | 一体化全自动裁切机 | |
| CN101394000B (zh) | 一种粘胶纸机 | |
| CN109390635A (zh) | 一种z式叠片电芯的自动叠片机构 | |
| CN104201246A (zh) | 一种太阳能组件焊带折弯成型下料一体机 | |
| CN103552873B (zh) | 一种自动排线定长裁切机 | |
| CN105679999A (zh) | 一种方型锂离子动力电池电芯的极片制袋设备 | |
| CN209440222U (zh) | 一种针织机的剪切机构 | |
| CN106005539B (zh) | 一种医用手套内衬纸包装折纸机 | |
| CN201824387U (zh) | 卷筒料平压平全自动模切机 | |
| CN110356907B (zh) | 氢燃料电池ccm膜电极的连续制片供料方法及系统 | |
| CN218875680U (zh) | 一种全自动切条机 | |
| CN200941404Y (zh) | 锂离子动力电池隔膜折叠装置 | |
| CN110371739A (zh) | 一种全自动供料方法 | |
| CN206437265U (zh) | 一种医用手套内衬纸包装折纸机 | |
| CN210652070U (zh) | 双层四通道制袋机 | |
| CN209718776U (zh) | 一种软包装袋在线加导流条装置 | |
| CN207509355U (zh) | 一种双上料装置 | |
| CN204130572U (zh) | 一种太阳能组件焊带折弯成型下料一体机 | |
| CN102357915B (zh) | 台式气动剪刀 | |
| CN206011944U (zh) | 一种自动化对帖机 | |
| CN216889301U (zh) | 一种自动换料膜切机 | |
| CN110957538A (zh) | 方形动力电芯卷绕机 | |
| CN216958136U (zh) | 移摆式连续往复折叠机构 | |
| CN217198857U (zh) | 一种用于纸巾封膜进料的限位装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140101 Termination date: 20210627 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |