CN101811308B - 条状物切断装置和方法、条状物机器和其停止运转的方法 - Google Patents
条状物切断装置和方法、条状物机器和其停止运转的方法 Download PDFInfo
- Publication number
- CN101811308B CN101811308B CN201010136504.8A CN201010136504A CN101811308B CN 101811308 B CN101811308 B CN 101811308B CN 201010136504 A CN201010136504 A CN 201010136504A CN 101811308 B CN101811308 B CN 101811308B
- Authority
- CN
- China
- Prior art keywords
- bar
- cutting disc
- cutting
- guiding device
- guide rail
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/28—Cutting-off the tobacco rod
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/31—Machines of the continuous-rod type with special arrangements coming into operation during starting, slowing-down or breakdown of the machine, e.g. for diverting or breaking the continuous rod
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
本发明涉及条状物切割,具体而言,涉及一种烟草加工业的条状物切断装置(22),其带有可绕旋转轴线(11)转动的圆盘刀(10)。此外,本发明涉及一种用于至少一根烟草加工业的条状物(14,15)的切断的方法,其中,旋转的圆盘刀(10)被引导穿过在条状物导轨(19,19′)中运动的条状物(14,15)。根据本发明的条状物切断装置(22)的杰出之处在于,设置有圆盘刀引导装置(27),其使圆盘刀(10)在运行中线性地运动。根据本发明的方法的杰出之处在于,圆盘刀(10)被线性地引导通过条状物(14,15)。
Description
技术领域
本发明涉及一种烟草加工业的条状物切断装置(Strangdurchschneidvorrichtung),其带有可绕旋转轴线转动的圆盘刀(Kreismesser)。此外,本发明涉及一种用于至少一根烟草加工业的条状物(Strang)的切断的方法,其中,旋转的圆盘刀被引导穿过在条状物导轨中运动的条状物。
背景技术
由文件EP1800551A2可知一种相应的条状物切断装置。圆盘刀的旋转轴线横向于可由圆盘刀切断的条状物,其中,旋转轴线在条状物切断装置的运行中大致水平地布置,且其中,条状物切断装置通过摆臂(Schwenkarm)水平地摆动,以进行圆盘刀与条状物的接合。
发明内容
本发明的目的在于,如此地改进该类型的条状物切断装置和相应的用于烟草加工业的条状物的切断的方法,即,使得能实现穿过条状物的可靠且快速的切截,其中,条状物应在切割中尤其地不从其轨道中被引出且应使得干净的切截成为可能。此外,根据本发明的条状物切断装置在加工多根条状物、尤其两根条状物的机器中应同样可被使用。
该目的通过一种带有可绕旋转轴线转动的圆盘刀的烟草加工业的条状物切断装置来实现,其中,设置有圆盘刀引导装置(Kreismesserfuehrungsvorrichtung),其使圆盘刀在运行中线性地(linear)运动。优选地,圆盘刀引导装置构造成冲程装置(Hubvorrichtung)和/或线性运动装置。
通过运行中的圆盘刀的线性运动,能实现条状物的通过圆盘刀的高度地经限定的(sehr definierter)切截。优选地,旋转轴线在条状物切断装置的运行中大致水平地布置。尤其优选地,旋转轴线构造成相对于条状物导轨的纵轴线垂直。在本发明的范畴(Rahmen)中,条状物导轨是条状物在其中运动的轨道。此处,并非必须设置有强制引导部(Zwangsfuehrung)。条状物导轨同样可在一自由段上,尤其在空气中进行引导。
优选地,圆盘刀引导装置引起圆盘刀的相对于圆盘刀的旋转轴线平行的运动。备选地或额外地,可使相对于条状物导轨大致垂直的或者说相对于可动的待被切断的烟草加工业的条状物大致垂直的圆盘刀运动成为可能。圆盘刀引导装置可设有产生线性运动的液压缸,或设有举例来说通过相应的传动装置使得圆盘刀的线性运动成为可能的马达。此处,通过圆盘刀引导装置产生相应的用于圆盘刀的冲程,该冲程足够地大,以便切割过该条状物或多根条状物。
优选地,圆盘刀的旋转轴线横向于尤其垂直于条状物导轨或者说在圆盘刀的运行中待被切断的条状物而布置。此处,圆盘刀被线性地且优选垂直地引导通过条状物。
优选地,设置有条状物引导装置(Strangfuehrungsvorrichtung),其可(尤其从下方)运动、尤其是摆动或线性地移动(verfahren)至条状物或条状物轨道处。条状物引导装置尤其地可为一种形模装置(Formatvorrichtung)的延长部分(Verlaengerung)或附加部分(Ergaenzung),其中,条状物引导装置具有条状物可运动通过的相应的开口。优选地,该开口可与形模装置的开口对准(fluchten)。条状物引导装置优选地为圆盘刀充当支架(Gegenlager)。该条状物引导装置优选地具有可容纳两根彼此平行地布置且可动的条状物的两个引导开口。
优选地,圆盘刀通过圆盘刀引导装置经历(erfahren)一线性冲程,该冲程大于两根平行的烟草加工业条状物的或两根平行的条状物导轨的间距。在本发明的范畴中,该间距如此地定义,即,相应地指的 是条状物的外侧,从而,该冲程跨过两根条状物。
优选地,圆盘刀在其切割棱边(Schnittkante)处具有波浪形或锯齿状的表面。
优选地,圆盘刀的旋转轴线相对于可动且待被切断的烟草加工业条状物呈85°至90°的角,和/或相对于圆盘刀的线性运动呈0°至5°的角。备选地,该85°至90°同样可以是相对于相应的条状物导轨的。优选的是,圆盘刀的旋转轴线相对于条状物导轨或者说条状物的角处在90°处或者说精确地为90°。那么,这导致条状物中的相对较长的斜的(diagonalen)切口。为了缩短该切口,尤其地在高的条状物速度下,可将圆盘刀调过少许度数,从而改善在高的条状物速度下的切截。
优选地,设置有一种控制器,其依赖于条状物速度调整圆盘刀相对于条状物导轨的相应的角。圆盘刀优选地以每分钟1000至3000转的转速、尤其优选地以每分钟2000转的转速而旋转。条状物速度通常在每分钟50至100米的范围中,且切截部位具有12至20mm的长度。
此外,该目的通过一种烟草加工业的条状物机器来实现,该条状物机器带有根据本发明的用于至少一根烟草加工业条状物的切断的条状物切断装置,其中,为了条状物机器的启动(Anfahren)将条状物切断装置布置在这样的位置中,该位置不同于在条状物机器的生产条状物的运行中的位置,其中,在这两个位置之间布置有条状物导轨。
在双条状物机器或多条状物机器的情况中,该两根或者说多根条状物优选地布置在该两个位置之间。因此,可使条状物机器的高度地经限定且受控的(kontrollierte)启动和停机(Abfahren)成为可能。
为了条状物机器的启动,将条状物机器从较低的条状物生产速度开动到较高的条状物生产速度,其中,首先,条状物仍被排走(abgefoerdert)且因此未被设置用于精加工(Weiterverarbeitung)。从达到令人满意的条状物或者说达到可预先给定的条状物速度起,则利用根据本发明的装置切割该条状物或多个条状物(在双条状物机器或多条 状物机器的情况中)。随后,条状物的上游的(且更确切地说,相对于该切口而言在上游的)部分到达到条状物机器的通常的精加工部中且然后相应地以所期望的长度而被切割和精加工成(举例来说)带滤咀香烟。该条状物可为滤咀条状物(Filterstrang)或香烟条状物。
此外,该目的通过一种用于至少一根烟草加工业条状物的切断的方法来实现,其中,旋转的圆盘刀被引导穿过在条状物导轨中运动的条状物,其中,圆盘刀被线性地引导通过条状物。优选地,圆盘刀的线性运动垂直于条状物纵轴线。通过该线性运动,可以非常短的冲程切割该一个或多个条状物,从而能实现非常快的切截。再则,该装置还相当结构紧凑。优选地,在旋转轴线和条状物纵轴线之间可设置有不等于90°的角。鉴于其相对于条状物纵轴线的角,旋转轴线优选地构造成可摆动的。
当圆盘刀的线性运动相对于圆盘刀的旋转轴线平行时,是特别优选的。
优选地,条状物在充当支架的条状物引导装置中被引导。优选地,条状物引导装置(尤其向上地)朝该条状物而运动、尤其是摆动或线性地移动,以用于该条状物的切割。
特别优选的是一种用于处在运行中的条状物机器的受控的停止运转的方法,其中,在存在停止信号(Stoppsignal)的情形下实施根据本发明的用于至少一根烟草加工业条状物的切断的方法。此处,停止信号可以是条状物机器的自动生成的信号(举例来说,当探测到条状物破裂(Strangplatzer)时),或者同样可以是由操作人员所触发的信号。通过根据本发明的方法首次实现了,如此地进行处在运行中的条状物机器的受控的停止运转,即,以经限定的方式将条状物材料切下,并且还可以经限定的方式在处在切口下游的所切下的条状物材料处进行精加工步骤。
附图说明
下面,参考图纸借助实施例以不限制总的发明构思的方式对本发明进行描述,其中,关于所有在文中未详细说明的根据本发明的细节明确地参照图纸。其中:
图1显示了条状物机器的一部分的示意性的平面图,
图2显示了根据本发明的条状物切断装置的示意性的三维的图示,
图3显示了与图2相应的示意性的三维的图示,在其中条状物切断装置布置在另一位置中,而
图4显示了条状物机器的一部分的示意性的平面图。
参考标号列表
10 圆盘刀
11 旋转轴线
12 “启动”位置
13 “运行”位置
14 滤咀条状物
15 滤咀条状物
16,16′ 输送方向
17 条状物引导装置
18 下形模
19,19′ 条状物导轨
20 圆盘刀运动方向
21 圆盘刀运动方向
22 条状物切断装置
23 壳体
24 机器壁
25 开口
26 开口
27 冲程装置
30 条状物机器
34 条状物纵轴线
35 条状物纵轴线
A 角
B 角
具体实施方式
在下面的图中,各相同的或相同类型的元件或者说相应的部件设有同样的参考标号,从而省去相应的重复的介绍。
图1示意性地显示了条状物机器30的一部分的平面图。其为双条状物机器,举例来说双滤咀条状物机器。相应地示出了两根滤咀条状物14和15,其在输送方向16或者说16′上运动。此处,其可为包封有包封材料的条状物14和15。滤咀条状物14和15的包封和成形发生在形模(Format)中,其中,此处示出了下形模18。同样示出了相应的条状物导轨19和19′,条状物14和15在其中被引导。此处,其在下形模18的区域中为相应地构造成的轨道。然而,条状物导轨19和19′不仅延伸到下形模18的区域上,而且还在条状物引导装置17中延伸并且在图1中进一步向左延伸而出、穿过空气。因此,根据本发明的条状物导轨19和19′尤其为在其中布置有相应的条状物或者说相应的条状物在其中运动的轨道。其同样可以是至少部分地无固定界限的。
为了条状物的切割,在图1中表明了圆盘刀10,其绕旋转轴线11旋转。圆盘刀在其切割棱边处可以是波浪形或锯齿状的。在图1中,为进行说明,在“启动”位置12下方是操作人员的座位,且在“运行”位置13上方是条状物机器的一部分。在图1的上部区域中,即在位置13上方,在条状物机器中举例来说布置有马达、传动装置等等。尤其地,该处同样布置有用于圆盘刀的(用于进行旋转)以及用于待实施的冲程的(用于穿过条状物14和15的切截)驱动装置,然而,其未在图1中示出。
圆盘刀10在图1中位于位置12中,即,在启动位置中。旋转轴线11相对于条状物14和15的纵轴线34,35垂直。因此,角α具有为 90°的值。一旦条状物14和15被形成以使得其适合于精加工,则圆盘刀10从位置12沿箭头方向(即,在圆盘刀运动方向20上)相对快速地运动穿过该两根条状物14和15。由此,在条状物14和15中产生了相应的切口。布置在该切口的上游的条状物14和15的部分被用于精加工,且下游的部分不参与精加工。然后,圆盘刀10到达到“运行”位置13中且在该处停留(只要条状物机器的符合规定的(ordnungsgemaessen)生产运行占支配地位(vorherrschen))。
一旦产生停止信号,则圆盘刀10从“运行”位置13沿圆盘刀运动方向21移动穿过条状物14和15并相应地切割条状物14和15。然后,条状物14和15的相对于该切口的上游部分不参与精加工,与之相反,该切口的下游部分仍可被精加工。这一点将会发生——只要可能设置有的传感器并未识别出如下情况,即,条状物的该部分不再适合于精加工。
为了稳定条状物14,15,设置有条状物引导装置17,其具有用于条状物14,15的引导的两个开口25和26。开口25,26在图2和图3中可更好地认出。条状物引导装置17从条状物下方运动到或者说摆动到条状物处以用于条状物的切割。这同样可在图2和图3中更好地认出。
在图2中以三维图示的形式示意性地示出了根据本发明的条状物切断装置22,其具有壳体23和圆盘刀10。在图2中示出了带有两个开口25和26的条状物引导装置17。条状物引导装置17在图2中摆向条状物14,15而在图3中摆离条状物14,15。
在图2中示出了在启动时的条状物机器的运行状态,也就是说,圆盘刀10位于出自图1的位置12中。该位置12远离机器壁24,从而,条状物14,15布置在圆盘刀10和机器壁24之间。此外,在图2和图3中显示了冲程装置27,其使得条状物切断装置22的线性冲程、并由此使得圆盘刀10的线性冲程成为可能。
在图2中还示出了,条状物被向下引开,与之相反,在图3中, 即在条状物机器的符合规定的生产运行的状态中,条状物14和15在条状物机器中被向左引导以用于精加工。在符合规定的运行中,即,在条状物机器的生产运行中,条状物引导装置17向下地运动或者说摆动离开条状物14和15。
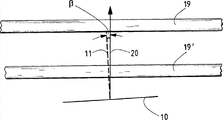
在图4中还示出了条状物机器的一部分的另一示意性的平面图。与图1相比,图4显示了这样的圆盘刀10,其相对于条状物导轨19和19′或者说未示出的、布置在条状物导轨19和19′中的、带有其条状物纵轴线34,35(同样未示出)的滤咀条状物14,15而倾斜。在旋转轴线11和圆盘刀运动方向20之间标出了角β,其可在0°和5°之间。尤其在低的速度下,增大角β或者说将其定为不等于0°是有意义的。优选地,依赖于条状物速度而进行角β的控制。
所有所提及的特征,还有只由图纸中所得悉的特征,以及以与其它特征组合的形式被公开的各个特征,将独自地或以组合形式地被看作为是本发明的要素。根据本发明的实施形式可通过单独的特征或多个特征的组合来实现。
Claims (18)
1.一种烟草加工业的条状物切断装置(22),其带有可绕旋转轴线(11)转动的圆盘刀(10),其特征在于,设置有圆盘刀引导装置(27),其使所述圆盘刀(10)在运行中线性地运动,其中,所述圆盘刀(10)通过圆盘刀引导装置(27)而经历线性冲程,该冲程大于两根平行的烟草加工业的条状物(14,15)的或两根平行的条状物导轨(19,19’)的间距。
2.根据权利要求1所述的条状物切断装置(22),其特征在于,所述圆盘刀引导装置(27)引起所述圆盘刀(10)的平行于所述圆盘刀(10)的旋转轴线(11)的运动,和/或引起所述圆盘刀(10)的大致垂直于条状物导轨(19,19′)的运动。
3.根据权利要求1所述的条状物切断装置(22),其特征在于,所述圆盘刀(10)的旋转轴线(11)布置成横向于条状物导轨。
4.根据权利要求3所述的条状物切断装置(22),其特征在于,所述旋转轴线(11)布置成垂直于条状物导轨。
5.根据权利要求1所述的条状物切断装置(22),其特征在于,设置有条状物引导装置(17),其可运动到条状物(14,15)或条状物导轨(19,19′)处。
6.根据权利要求5所述的条状物切断装置(22),其特征在于,所述条状物引导装置(17)可从下方运动到所述条状物处。
7.根据权利要求5或6所述的条状物切断装置(22),其特征在于,所述条状物引导装置(17)是可摆动的。
8.根据权利要求5所述的条状物切断装置(22),其特征在于,所述条状物引导装置(17)具有用于两根彼此平行地布置且可动的条状物(14,15)的两个引导开口(25,26)。
9.根据权利要求1所述的条状物切断装置(22),其特征在于,所述圆盘刀(10)的旋转轴线(11)相对于可动且待被切断的烟草加工业的条状物(14,15)或者说相对于条状物导轨(19,19’)处于85°至90°的角(α)中,和/或相对于所述圆盘刀(10)的线性运动处于0°至5°的角中。
10.一种烟草加工业的条状物机器(30),其带有根据权利要求1至9中任一项所述的用于至少一根烟草加工业的条状物(14,15)的切断的条状物切断装置(22),其中,为了所述条状物机器的启动,将所述条状物切断装置(22)布置在与在所述条状物机器(30)的生产条状物的运行中的位置不同的位置(12)中,其中,在该两个位置(12,13)之间布置有至少一根条状物导轨(19,19’)。
11.一种用于至少一根烟草加工业的条状物(14,15)的切断的方法,其中,旋转的圆盘刀(10)被引导穿过在条状物导轨(19,19’)中运动的条状物(14,15),其特征在于,所述圆盘刀(10)被线性地引导通过所述条状物(14,15),其中,所述圆盘刀(10)通过圆盘刀引导装置(27)而经历线性冲程,该冲程大于两根平行的烟草加工业的条状物(14,15)的或两根平行的条状物导轨(19,19’)的间距。
12.根据权利要求11所述的方法,其特征在于,所述圆盘刀(10)的线性运动垂直于条状物纵轴线(34,35)。
13.根据权利要求11所述的方法,其特征在于,所述圆盘刀(10)的线性运动平行于所述圆盘刀(10)的旋转轴线(11)。
14.根据权利要求11所述的方法,其特征在于,所述条状物(14,15)在为所述圆盘刀(10)充当支架的条状物引导装置(17)中被引导。
15.根据权利要求14所述的方法,其特征在于,所述条状物引导装置(17)朝所述条状物(14,15)而运动以用于所述条状物(14,15)的切割。
16.根据权利要求15所述的方法,其特征在于,所述条状物引导装置(17)向上地朝所述条状物(14,15)而运动以用于所述条状物(14,15)的切割。
17.根据权利要求15所述的方法,其特征在于,所述条状物引导装置(17)线性地朝所述条状物而移动以用于所述条状物(14,15)的切割。
18.一种用于处在运行中的条状物机器(30)的受控的停止运转的方法,其中,在存在停止信号的情形下实施根据权利要求11至17中任一项所述的方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009010090.3 | 2009-02-24 | ||
| DE102009010090A DE102009010090A1 (de) | 2009-02-24 | 2009-02-24 | Strangschneiden |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101811308A CN101811308A (zh) | 2010-08-25 |
| CN101811308B true CN101811308B (zh) | 2014-06-18 |
Family
ID=42173045
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201010136504.8A Active CN101811308B (zh) | 2009-02-24 | 2010-02-24 | 条状物切断装置和方法、条状物机器和其停止运转的方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2220949B1 (zh) |
| JP (1) | JP2010193886A (zh) |
| CN (1) | CN101811308B (zh) |
| DE (1) | DE102009010090A1 (zh) |
| PL (1) | PL2220949T3 (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103635104A (zh) * | 2011-07-07 | 2014-03-12 | 豪尼机械制造股份公司 | 用于烟草加工业的制品的纵向输送装置 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB321067A (en) * | 1928-11-10 | 1929-10-31 | American Mach & Foundry | Improvements in cut-off devices for cigarette making machines |
| US3380329A (en) * | 1966-04-06 | 1968-04-30 | Philip Morris Inc | Continuous rod cutter |
| US4554931A (en) * | 1982-10-15 | 1985-11-26 | Hauni-Werke Korber & Co. Kg | Apparatus for severing rod-shaped articles of the tobacco processing industry |
| EP0286828A1 (en) * | 1987-04-17 | 1988-10-19 | SASIB S.p.A. | Rod deflecting and breaking device in a cigarette making machine |
| CN1155403A (zh) * | 1995-12-21 | 1997-07-30 | 吉第联合股份公司 | 用来切断连续烟棒的装置 |
| CN1613389A (zh) * | 2003-11-07 | 2005-05-11 | 豪尼机械制造股份公司 | 用于加工至少两个纤维条的装置和方法 |
| CN1985688A (zh) * | 2005-12-23 | 2007-06-27 | 豪尼机械制造股份公司 | 烟草加工工业的条杆切割装置和条形材料排出装置 |
| CN101138433A (zh) * | 2006-09-06 | 2008-03-12 | 豪尼机械制造股份公司 | 用于输送棒状物品的装置 |
| EP1905316A2 (en) * | 2006-09-28 | 2008-04-02 | G.D Societ Per Azioni | Cutting unit for cutting at least one continuous rod |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1348057A (en) * | 1918-11-04 | 1920-07-27 | Comas Cigarette Machine Compan | Cutting attachment for cigarette-machines |
| GB1021741A (en) * | 1963-05-20 | 1966-03-09 | Michael Aren Pym | Improvements in or relating to continuous rod making machines |
| DE2746915A1 (de) * | 1977-10-19 | 1979-04-26 | Hauni Werke Koerber & Co Kg | Vorrichtung zum fuehren von werkzeugen an tabakverarbeitenden maschinen |
| DE3813786C2 (de) | 1988-04-23 | 2000-02-17 | Hauni Werke Koerber & Co Kg | Vorrichtung zum Abschneiden eines Stranges der tabakverarbeitenden Industrie |
| JP3274882B2 (ja) * | 1992-05-08 | 2002-04-15 | 日本たばこ産業株式会社 | シガレット製造機のたばこロッド走行案内装置 |
-
2009
- 2009-02-24 DE DE102009010090A patent/DE102009010090A1/de not_active Ceased
-
2010
- 2010-02-03 EP EP10152474.2A patent/EP2220949B1/de active Active
- 2010-02-03 PL PL10152474T patent/PL2220949T3/pl unknown
- 2010-02-23 JP JP2010037205A patent/JP2010193886A/ja not_active Withdrawn
- 2010-02-24 CN CN201010136504.8A patent/CN101811308B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB321067A (en) * | 1928-11-10 | 1929-10-31 | American Mach & Foundry | Improvements in cut-off devices for cigarette making machines |
| US3380329A (en) * | 1966-04-06 | 1968-04-30 | Philip Morris Inc | Continuous rod cutter |
| US4554931A (en) * | 1982-10-15 | 1985-11-26 | Hauni-Werke Korber & Co. Kg | Apparatus for severing rod-shaped articles of the tobacco processing industry |
| EP0286828A1 (en) * | 1987-04-17 | 1988-10-19 | SASIB S.p.A. | Rod deflecting and breaking device in a cigarette making machine |
| CN1155403A (zh) * | 1995-12-21 | 1997-07-30 | 吉第联合股份公司 | 用来切断连续烟棒的装置 |
| CN1613389A (zh) * | 2003-11-07 | 2005-05-11 | 豪尼机械制造股份公司 | 用于加工至少两个纤维条的装置和方法 |
| CN1985688A (zh) * | 2005-12-23 | 2007-06-27 | 豪尼机械制造股份公司 | 烟草加工工业的条杆切割装置和条形材料排出装置 |
| CN101138433A (zh) * | 2006-09-06 | 2008-03-12 | 豪尼机械制造股份公司 | 用于输送棒状物品的装置 |
| EP1905316A2 (en) * | 2006-09-28 | 2008-04-02 | G.D Societ Per Azioni | Cutting unit for cutting at least one continuous rod |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2220949A1 (de) | 2010-08-25 |
| CN101811308A (zh) | 2010-08-25 |
| EP2220949B1 (de) | 2013-06-05 |
| DE102009010090A1 (de) | 2010-09-09 |
| PL2220949T3 (pl) | 2013-11-29 |
| JP2010193886A (ja) | 2010-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1934962B (zh) | 用于切分原料列的方法和设备 | |
| US20130337988A1 (en) | Packaging machine for block bottom bags | |
| CN101811308B (zh) | 条状物切断装置和方法、条状物机器和其停止运转的方法 | |
| CN102756394A (zh) | 特别用于切带骨头的肉的切肉机 | |
| CN104924337B (zh) | 通草纸切割机器人装置 | |
| CN1985688A (zh) | 烟草加工工业的条杆切割装置和条形材料排出装置 | |
| KR20170064659A (ko) | 와이어의 캐스팅 성형 걸림구 형성장치 | |
| CN204322120U (zh) | 一种槟榔自动分中切片机 | |
| CN104400805A (zh) | 一种槟榔自动分中切片机及其切片方法 | |
| CN203737896U (zh) | 一种线材切削系统 | |
| CN103338887B (zh) | 一种用于织物路径上的织物横向切割的设备及方法 | |
| CN1315611C (zh) | 管子切割机及切割方法 | |
| EP3243612B1 (en) | Cutting machine and method of cutting rolls of sheet material | |
| CN103876271A (zh) | 烟丝断丝装置 | |
| CN107415013A (zh) | 一种移动式地板剪裁机 | |
| CN202804328U (zh) | 剪切机刀隙调整装置 | |
| CN110625177A (zh) | 一种切割设备 | |
| KR101108937B1 (ko) | 금속 스트립 분리 방법 및 장치 | |
| CN211162132U (zh) | 一种切割设备 | |
| KR20120088927A (ko) | 차량 도어 트림의 센터 패널의 초음파 절단 장치 | |
| CN201244901Y (zh) | 切瓶口机构 | |
| CN106986076A (zh) | 一种烟梗开包机自动开口机构 | |
| CN207127160U (zh) | 一种线材成型机的切断装置及线材成型机 | |
| CN208991880U (zh) | 一种用于翅片机的启停切断装置 | |
| CN206405815U (zh) | 带有保护装置的切割机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee | ||
| CP01 | Change in the name or title of a patent holder |
Address after: hamburg Patentee after: HAUNI MASCHINENBAU GmbH Address before: hamburg Patentee before: Hauni Maschinenbau AG |
|
| CP01 | Change in the name or title of a patent holder | ||
| CP01 | Change in the name or title of a patent holder |
Address after: Hamburg, Germany Patentee after: Kolber Technology Co.,Ltd. Address before: Hamburg, Germany Patentee before: HAUNI MASCHINENBAU GmbH |