CN100577349C - 夹具 - Google Patents
夹具 Download PDFInfo
- Publication number
- CN100577349C CN100577349C CN03818733A CN03818733A CN100577349C CN 100577349 C CN100577349 C CN 100577349C CN 03818733 A CN03818733 A CN 03818733A CN 03818733 A CN03818733 A CN 03818733A CN 100577349 C CN100577349 C CN 100577349C
- Authority
- CN
- China
- Prior art keywords
- bar
- transfer member
- towards
- taper
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/0063—Connecting non-slidable parts of machine tools to each other
- B23Q1/0081—Connecting non-slidable parts of machine tools to each other using an expanding clamping member insertable in a receiving hole
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/0009—Energy-transferring means or control lines for movable machine parts; Control panels or boxes; Control parts
- B23Q1/0018—Energy-transferring means or control lines for movable machine parts; Control panels or boxes; Control parts comprising hydraulic means
Abstract
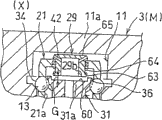
环形塞部分(21)从夹紧托台(2)凸起。环形梭部件(23)通过塞部分(21)支撑在垂直方向上可移动。工作托台(3)设置有锥形内圆周面(12),所述锥形内圆周面与梭部件(23)的锥形外圆周面(28)相啮合。当杆(31)插入柱形孔(21a)的较低部分时,传送部件(29)插入塞部分(21)柱形孔(21a)的上部。当杆(31)为了夹紧而向下驱动时,杆(31)的输出部分(36)通过啮合球(34)将工作托台(3)向下移动,以在杆(31)上端的推动部分(31a)和传送部件(29)的压力接收部分(29b)之间形成传送间隙(G)。当杆(31)为了松开而被向上驱动时,推动部分(31a)通过传送部件(29)将工作托台(3)向上推动。
Description
技术领域
本发明涉及一种夹具,尤其涉及一种用于通过锥形啮合强有力地将诸如工作托台之类的可动部件固定到诸如加工中心工作台之类的参考部件上的装置。
背景技术
在日本专利公开No.07-314270中列举了例如这种类型夹具的传统技术。这些现有技术主要用于将托台可拆卸地固定到机床工作台的顶面上,并按照如下构造。
环形塞部分从具有锥形外圆周面的工作台向上凸起,上述锥形外圆周面朝向它的引导端变窄。另一方面,平板(palette)提供有锥形内圆周面,其与塞部分的锥形外圆周面相啮合。在夹紧操作中,插入到塞部分的杆向上驱动。然后,杆的输出部分通过多个啮合球向下推动托台,以便托台的锥形内圆周面与塞部分的锥形外圆周面相啮合。
在现有技术的情况中,一旦在夹紧操作中托台与工作台形成强大的锥形啮合,在松开操作中将很难释放该锥形啮合,因此托台不能从该工作台分开。
本发明目的在于提供一种夹具,通过该夹具,诸如托台之类的可动部件可以轻易地与诸如工作台之类的参考部件分离,并且在制造这种夹具时采用紧凑设计。
发明内容
为了完成上述目的,第一发明提供了一种如下所述的夹具并在图1到图3、图4A、图4B、图5A和图5B中示出。
也就是说,在将可动部件M可拆卸地固定到参考部件R的夹具中,环形塞部分21从参考部件R朝着引导端方向凸出。并且朝着引导端方向变窄的锥形外圆周面28、54布置在塞部分21的外圆周侧。可动部件M提供有与锥形外圆周面28、54相啮合的锥形内圆周面12、53。传送部件29通过塞部分21的柱形孔21a支撑,以便在预定的范围内轴向可移动,同时杆31插入到柱形孔21a中以便轴向移动,后者定位在比传送部件29更靠近参考部件R的位置。在夹紧操作中,杆31通过在参考部件R中提供的驱动机构D朝着基座端方向驱动到参考部件R,并且杆31的输出部分36将可动部件M朝着参考部件R移动,并且传送间隙G在杆31的引导端的推动部分31a和传送部件29的压力接收部分29b之间形成。在松开操作中,杆31通过驱动机构D朝着引导端方向驱动,并且杆31的推动部分31a通过传送部件29推动可动部件M。
根据第一发明,在松开操作中,通过释放在锥形外圆周面和锥形内圆周面之间的锥形啮合,即通过传送部件推动具有杆的可动部件,很容易将可动部件从参考部件分离。
另外,由于在夹紧操作中传送间隙在杆引导端的推动部分和传送部件的压力接收部分之间形成,以相反的次序,首先,在松开操作中,杆无任何附加接触通过传送间隙朝着引导端方向运行。第二,这些操作使得杆开始与传送部件相接触,并且然后,杆朝着引导端方向移动传送部件。换句话说,在上述的松开操作中,传送部件移动,即朝着引导端方向移动的距离将是可以计算的值,所述的值通过杆朝着引导端方向移动的总距离减去传送间隙的距离得到。如此地,传送部件的凸起距离可以减少。从而,第一发明在采用较低和紧凑设计制造夹具方面占优势。
另外,如图2或图4A所示,更加有优势的是,在松开操作中,装配间隙α在锥形外圆周面28、54和锥形内圆周面12、53之间通过推动具有杆31的可动部件M穿过传送部件29形成。
由于如上所述的在松开操作中形成的装配间隙α,锥形啮合必定被释放使得很容易将可动部件从参考部件分离。
而且,根据本发明如上所述的配置,优选地,径向扩展和收缩的环形梭(shuttle)部件23提供有装配到塞部分21上的内圆周面,以便其在预定的范围内轴向往复运动和充当锥形外圆周面28的外圆周面,同时提供推进机构24以沿着收缩该锥形啮合的方向移动梭部件23。
可替换地,根据本发明如上所述的配置,优选地,径向扩展和收缩的环形梭部件23提供有装配到可动部件M上的外圆周面,以便其在预定的范围内轴向往复运动和充当锥形内圆周面53的内圆周面,同时提供推进机构24以沿着收缩该锥形啮合的方向移动梭部件23。
同样为了完成上述目的,第二发明提供了如下所述的夹具并在图1到图3、图4A、图4B、图5A和图5B中示出。
也就是说,在夹具中通过将可动部件M与参考部件R对齐,该夹具将由可动部件M支撑的表面T固定到参考部件R的支撑表面S,套筒孔11在由可动部件M支撑的表面T内开口,以从套筒孔11的开口边缘顺序形成定位孔12和啮合孔13。将被插入到套筒孔11的环形塞部分21从参考部件R朝着引导端的方向凸起。径向扩展和收缩的梭部件23在塞部分21和定位孔12之间提供。该梭部件23通过塞部分21或者定位孔12支撑,以便在预定的范围内轴向往复运动,并且该梭部件23与另一个构成锥形啮合。梭部件23的锥形表面28、53形成为朝着啮合孔13变窄,同时提供推进机构24以使梭部件23朝着拉紧该锥形啮合的方向运动。传送部件29通过塞部分21的柱形孔21a的引导端支撑,以便在预定范围内轴向移动,同时杆31插入到柱形孔21a中以便轴向移动,后者位于比传送部件29更靠近参考部件R的位置。在径向向外啮合位置X和径向向内脱离位置Y之间的啮合部件34布置在杆31的外圆周空间内。在参考部件R中提供的驱动机构D驱动用于朝着参考部件R方向夹紧的杆31,从而使得杆31的输出部分36能够将啮合部件34变换到用于将啮合部件34与啮合孔13相啮合的啮合位置X,以使可动部件M朝着参考部件R运动。另一方面,在夹紧操作中,传送间隙G在杆31引导端的推动部分31a和传送部件29的压力接收部分29b之间形成。在松开操作中,驱动机构D朝着引导端方向驱动杆31,从而允许啮合部件34变换到脱离位置Y,同时杆31的推动部分31a穿过传送部件29推动套筒孔11的顶壁11a。
根据第二发明,在夹紧操作中,也就是说可动部件被固定在参考部件上,第一,当通过梭部件锥形表面的引导作用对齐以使得可动部件定位孔的轴与参考部件塞部分精确相符时,该可动部件自动移动。第二,梭部件压紧推进机构并轴向运动,从而使得参考部件的支撑表面能够接收将被可动部件支撑的表面,以及梭部件开始与定位孔和塞部分紧密接触。如此地,该可动部件不但通过塞部分穿过梭部件而且也通过支撑表面被约束。从而,可动部件可以准确地定位并被强有力地固定到参考部件上。
而且,由于在夹紧操作中,传送间隙在杆引导端的推动部分和传送部件的压力接收部分之间形成,所以在松开操作中,以相反的次序,首先无需任何附加接触杆朝着引导端方向穿过传送间隙运行。
另外,在上述松开操作中,通过推动具有杆的套筒孔顶壁穿过具有由梭部件释放的强大锥形啮合的传送部件,可动部件可以轻易地从参考部件分离。
而且,由于在夹紧操作中,传送间隙在杆引导端的推动部分和传送部件的压力接收部分之间形成,所以在松开操作中,以相反的次序,首先无需任何附加接触杆朝着引导端方向穿过传送间隙运行。第二,该操作使得杆开始与传送部件相接触,并且然后,杆朝着引导端的方向移动传送部件。换句话说,在上述松开操作中,传送部件的移动,即向引导端方向移动的距离将是可计算的值,该值通过从杆朝着引导端方向移动的总数距离减去传送间隙得出。如此地,传送部件的凸起距离可以减少。从而,第二发明在采用较低和紧凑设计制造夹具方面占有优势。
在上述配置中,更加有优势的是,装配间隙α在梭部件23的锥形表面28、54上通过推动具有杆31的可动部件M穿过传送部件29形成,而且接触间隙β在支撑表面S和将被支撑的表面T之间形成。
如上所述,与梭部件锥形表面上的装配间隙以及支撑表面和将被支撑的表面之间的接触间隙(两者均在松开操作中形成)一起,锥形啮合必定被释放,使得可动部件可以轻易地从参考部件分离。
而且,在上述配置中,弹性部件32优选地在杆31和传送部件29之间布置以朝着引导端的方向推动传送部件29。
通过这种配置,由于在夹紧操作的最后阶段传送部件的引导端有可能通过弹性部件与可动部件相接触,所以夹具的高度能够通过扩大传送间隙减少。而且,由于有可能采用传送部件内部空间和杆引导端内部空间至少一个用于弹性部件空间的优点,该夹具的高度可以进一步减少。
除这些优点之外,在上述配置中,最好参考部件R与用于清洗液的供应端口41一起提供,该传送部件29与用于清洗液的喷出孔42一起提供,而且杆31与流动通道44一起提供,通过该流动通道44供应端口41和喷出孔42彼此相通。
通过这种配置,由于参考部件和可动部件之间的装配间隙和接触间隙可以通过由喷出孔进出的清洗液清洁,所以这些部件必定啮合在一起。
附图说明
图1到图3示出了本发明的第一实施例;
图1是一可动部件开始附着于参考部件的剖面图;
图2示出了已附着于参考部件的可动部件;
图3示出了已固定到参考部件上的可动部件;
图4A和图4B示出了本发明的第二实施例;
图4A是一个类似于图2的局部剖面图;
图4B是一个类似于图3的局部剖面图;
图5A和图5B示出了本发明的第三实施例;
图5A是一个类似于图1的剖面图;
图5B是一个放大图,示出了图5A的主要部分;以及
图6A到图6C是局部剖面图,分别示出了第一到第三示范性变体,它们类似于图3。
具体实施方式
本发明将结合附图进行详细描述。
这里,将参考图1到图3说明第一实施例。图1是一个可动部件开始附于参考部件的剖面图。图2示出了已附着于参考部件的可动部件。图3示出了已固定到参考部件上的可动部件。
首先,将参考图1说明本发明夹具的结构。
参考部件R的夹紧托台2安全地安装在加工中心工作台的顶面上。可动部件M的工作托台3通过具有基准功能的多个夹具4被固定到夹紧托台2上。在图1中,示出了一个该夹具4。尽管未示出,多个工件可以通过工作夹附着于工作托台3的顶面并从工作托台3的顶面分开。
夹具4包括通过多个螺栓(未在图1中示出)被固定到夹紧托台2上的基准夹5和通过多个螺栓(未在图1中示出)被固定到工作托台3上的基准环6。
当套筒孔11在表面T打开以被支撑时,基准环6具有向下凸起的中间部分,其底面形成表面T以被支撑。由基准环6和工作托台3组成的套筒孔11包括从套筒孔11开口边缘顺序布置的锥形的定位孔(在圆周面内侧呈锥形)12和锥形的啮合孔13。当锥形的定位孔12向上变窄形成时,锥形的啮合孔13向下变窄形成。
基准夹5包括固定在夹紧托台2上的盖螺栓(cover bolt)16、在盖螺栓16和夹紧托台2之间气密插入的活塞17、在活塞17下方形成的液压腔18和附着于活塞17和盖螺栓16之间的夹弹簧19。这里该夹弹簧19包括纵向彼此重叠的多个锥形盘簧,不过也可以包含压缩盘簧。
活塞17、液压腔18和夹弹簧19组成驱动机构D。
盖螺栓16具有从其环形塞部分21向上凸起的中间部分,以及该塞部分21插入到套筒孔11中。在塞部分21下部径向之外的位置中,盖螺栓16略微向上凸起,其中具有顶面的环形凸起形成了支撑表面S。
塞部分21具有其上安装了环形梭部件23的下半部分,以及这个梭部件23通过多个锥形盘簧(推进机构)24向上推动并且通过固定环25约束。第一实施例中,这些锥形盘簧24充当推进机构。
更具体地说,该环形梭部件23具有通过直线表面27形成的内圆周面和通过锥形表面28构造的外圆周面。该锥形表面(锥形外圆周面)28和该直线表面27可以通过提供梭部件23环形壁中的间隙或在其内圆周面中的槽(两个均未示出)径向扩展并收缩。该直线表面27通过塞部分21的外圆周面支持以使其轴向可移动。该锥形表面28向上变窄形成以构成具有锥形定位孔12的锥形啮合。而且,环形连接槽26沿着塞部分21的外侧周边在盖螺栓16中形成。锥形盘簧24插入到该环形连接槽26中,并且该梭部件23的较低部分放入该连接槽26。
传送部件29通过塞部分21的柱形孔21a的上端部支持,使得其在预定范围内纵向可移动,以及杆31在该传送部件29下面插入的柱形孔21a中,使得它在纵向方向上可移动。杆31的较低部分连接到活塞17。
传送部件29与具有顶壁的弹簧调节孔30一起形成。推进弹簧(弹性部件)32布置在传送部件29的顶壁和杆31的上端表面之间。传送部件29通过推进弹簧32向上推动,然而,凸缘29a限制传送部件29的移动不超出预定范围。如图1所示在可动部件M完全从参考部件R分离的情况下,通过两者之间存在的间隙E,作为传送部件29下端的压力接收部分29b不和作为杆31上端的推动部分31a接触。
塞部分21具有提供有在圆周规则间隔分布穿透孔33的上部。每一穿透孔33支撑啮合球(啮合部件)34以便啮合球34可以在径向向外啮合位置X(参见图3)和径向向内脱离位置Y(参见图1)之间移动。
该穿透孔33在其外端具有径向更细微部分(未在图中示出)以便阻止球34跳出。杆31的外圆周面具有一个上部,用于夹紧的输出表面(输出部分)36和用于松开的退刀槽37垂直连续对应于每个球34在所述上部上形成。
可替换地,该杆31和活塞17均可以分别通过螺栓等形成并连接,而不是如所示的整体形成。
而且,提供一个清洁夹具4装配面的机构。更具体地说,夹紧托台2提供有供给端口41用于压缩空气(其作为清洗剂)并且传送部件29提供有在其上部倾斜并向上的喷出孔42。供给端口41通过盖螺栓16内部的横向流动通道43、杆31内部的垂向流动通道44以及弹簧调节孔30与喷出孔42相连通。该垂向流动通道44通过纵向布置的O形圈45和46密封。该横向流动通道43与环形连接槽26在中间相连通。
如果喷出孔42在一个位置提供,而优选地,该喷出孔42在以规定间隔圆周分布的多个位置提供的话,也是足够的。
如图1到3所示,夹具4以如下方式操作。
在通过图1示出的状态中,密封油通过密封油提供机构和排出通道48提供给液压腔18。从而,该液压腔18生产油压,通过所述的油压活塞17相对于夹紧弹簧19抬升杆31,以及每个球34面对退刀槽37到脱离位置Y可移动。另外,锥形盘簧(推进机构)24在上升位置保持梭部件23。
并且如图1所示,当工作托台3朝着夹紧托台2下降时,套筒孔11的锥形导孔11b通过塞部分21的锥形导轨表面21b引导,其结果是构成了基本上与其塞部分21相符合的套筒孔11的轴。
在图1所示的状态中,首先,充当清洗剂的压缩空气流入供给端口41,然后从喷出孔42中有力地进出。所进出的压缩空气清洁套筒孔11的顶面和圆周面并在此后向下吹出。
当工作托台3进一步下降时,锥形定位孔12通过梭部件23的锥形表面28引导,并且接下来,如图2所示,具有顶壁11a的套筒孔11穿过传送部件29开始与杆31的推动部分31a相接触,从而使得杆31能够接收工作托台3。
在图2所示的状态中,通过喷出孔42进出的压缩空气穿过顶壁11a和塞部分21上端表面之间的间隙,并接着顺次清洁啮合孔13的表面、梭部件23锥形表面28和锥形定位孔12之间的装配间隙α、以及支撑表面S和将被支撑的表面T之间的接触间隙β,此后该压缩空气向外排出。
供给到连接槽26中的压缩空气也清洁梭部件23直线表面27的装配间隙和锥形表面28较低部分的装配间隙,此后向外排出。
在图2所示的状态中,液压腔18中的密封油通过供给机构和排出通道48排出,杆31通过夹紧弹簧19下降穿过活塞17。然后,首先,工作托台3通过自重追随着下降的杆31而下降以引起锥形定位孔12与梭部件23的锥形表面28接触。这使得工作托台3通过梭部件23轻微地压缩锥形盘簧24并且移动锥形定位孔12,从而使其轴与塞部分21的轴相符。
基本上同时,如图3所示,杆31的每个输出表面36将每个球34推动到径向向外的啮合位置X,以及该径向推动力穿过锥形啮合孔13变为向下的力,使得工作托台3通过该强大的向下力下降。
然后锥形定位孔12与梭部件23的锥形表面28构成强大的锥形啮合导致被对齐,因此这使得锥形定位孔12的轴准确地与塞部分21相符合并且梭部件23进一步相对于锥形盘簧24下降,从而使得支撑表面S能够接收将被支撑的表面T。如此地,工作托台3介由通过锥形定位孔12而缩径的梭部件23通过上述塞部分21水平地被约束,同时通过上述支撑表面S向上下方向被约束,并且其结果是,工作托台3可以准确地定位并强有力地固定到夹紧托台2上。
然后,在如图3所示的夹紧情况中,在杆31的推动部分31a和传送部件29的压力接收部分29b之间形成了传送间隙G,所述的推动部分31a已经通过活塞17下降,所述的压力接收部分29b已经通过工作托台3下降。
为了开始松开操作(参见图2和图3),提供给液压腔18的密封油在图3中示出,以使杆31通过活塞17上升。也就是说,杆31不依靠任何附加接触穿过传送间隙G向上运行,此后允许每个球34面对退刀槽37从而转变到脱离位置Y(该球34在这些图中已转变),并且杆31与套筒孔11的顶壁11a穿过传送部件29相接触以向上推动工作托台3。从而,如图2所示,存在在梭部件23上端形成的装配间隙α和在支撑表面S上端上的接触间隙β。从而,工作托台3可以从夹紧托台2上轻易地除去。
在如上所述的松开操作中,传送部件29移动,即向上移动的距离是可以计算的值,该值可以通过从杆31向上移动的总数距离中减去传送间隙G(参见图3)的距离得到。如此地,传送部件29的凸起距离可以减少。因此,套筒孔11的高度也可以减少。
于是,夹具4可以在低和紧凑的设计中制造。
可替换地,推进梭部件23的多个重叠的锥形盘簧24可以替换为单个弹簧,并且它们可以进一步替换为压缩盘簧等其它种类的弹簧或橡胶。
图4A和图4B示出了本发明的第二实施例。图4A是一个局部剖面图,类似于图2示出了已经附着于夹紧托台2上的工作托台3。图4B是一个局部剖面图,类似于图3示出了已经固定到夹紧托台2上的工作托台3。
在该第二实施例中,与第一实施例相同的构成部件原则上通过相同的特性设计,并且以下说明仅限于与第一实施例不同的结构。
在工作托台3中形成的套筒孔11的定位孔12是直的。在梭部件23圆周上的直线表面垂直可移动并且通过直的定位孔12支撑。梭部件23通过由橡胶制成的弹性部件24向下推动,并且降低后的梭部件23由装配到定位孔12较低部分的固定环25限制。顺便提及,弹性部件24可以由弹簧组成而不是橡胶。
该梭部件23具有与锥形表面(锥形内表面)53一起形成的内表面,其与塞部分21的锥形外圆周面54一起构成锥形啮合。锥形表面53如此形成从而向上变窄。
图5A和图5B示出了本发明的第三实施例。图5A是类似于图1的剖面图;图5B是一个放大图,示出了图5A的主要部分。在第三实施例中,与第一实施例相同的构成部件原则上通过相同的特性设计,并且以下说明仅限于与第一实施例不同的结构。
在第三实施例中,充当推进机构的环形活塞70在梭部件23下面提供。更具体地说,环形活塞70气密地装配到盖块16中形成的连接槽26中,使得该环形活塞70垂直可移动。
为了供给推动环形活塞70向上的压缩空气,第二供给端口66提供于夹紧托台2中。此第二供给端口66通过在盖块16中形成的第二横向流动通道67与连接槽26的较低部分相连通。该环形活塞70在其下表面具有压力接收表面72,其接收从第二供给端口66供给的压缩空气的压力。第二供给端口66通过适当的管道连接到压力控制机构(例如,压力调节阀),其未在图中示出,并且为控制施加于压力接收表面72上的压缩空气的压力服务。
另外,抬升弹簧73在环形活塞70的下侧提供。该抬升弹簧73为通过环形活塞70向上推动梭部件23服务。然而,该抬升弹簧73的弹力有意地比第一实施例中介绍的锥形盘簧24的弹力弱。
根据第三实施例的配置,如上述,接收压缩液体的压力接收表面72在环形活塞70上形成,所述的环形活塞70为推动和移动梭部件23服务。换句话说,该环形活塞70通过接收由第二供给端口66通过压力接收表面72供给的压缩空气的压力将推动和移动力加到梭部件23上,使得该梭部件23上升(也就是说,在锥形表面28和定位孔12之间使锥形啮合变紧的方向)。
于是,和第一实施例中梭部件23的推进力通过锥形盘簧24的弹力支配从而导致其不可改变相反,在第三实施例中,该梭部件23的推进力可以通过控制在第二供给端口66供应和放出的压缩空气轻易地控制。
例如,在第三实施例的情况中,以下控制是可能的。也就是说,在松开操作开始时,梭部件23的推动力可以通过放出通过第二供给端口66的压缩空气减少。在工作托台3从垂直约束刚刚释放后,其阻止工作托台3被强有力地推动并通过梭部件23向上弹起。这就是为什么第三实施例中工作托台3和工作托台3上的工件不会遭受意外冲击的原因。
另外,以下控制有效地用于第三实施例中工作托台3和夹紧托台2之间的连接。即,在支撑表面S和将被支撑的表面T分离的情况下,压力被认为是从第二供给端口66释放的。接下来,控制工作托台3下降。然后,定位孔12与梭部件23构成轻微锥形啮合,其通过抬升弹簧73的轻微力向上推动,以使得梭部件23下降。接着,支撑表面S和将被支撑的表面T开始彼此接触。此后,压缩空气提供给第二供给端口66,以提高压力,使得梭部件23通过环形活塞70推进,并构成梭部件23的锥形表面部分28和定位孔12之间紧固的锥形啮合。通过这种配置,工作托台3通过塞部分21穿过锥形定位孔12和梭部件23被水平地约束,其通过紧固的锥形啮合径向收缩。
同时,与提升弹簧73一起,即使当压缩空气相对于环形活塞70不供给时(也就是说,当压力从第二供给端口66释放时),梭部件23也可能保持在较高的位置。
从而,由于梭部件23的上端表面与保持环25无任何间隙隙相接触,所以诸如碎片之类的外来杂物不能进入梭部件23的直线表面27和塞部分21的外圆周面之间。顺便提及,该抬升弹簧73可以替换为橡胶部件等。同样,该抬升弹簧73依赖于夹紧系统的配置可以略去。
而且,代替压缩空气的举例说明,密封油和其它适当的液体也可以用作加压液体,以穿过第二供给端口66供给并放出。
图6A到图6C是局部剖面图,分别示出了第一到第三示范性变体,类似于图3,示出了已经被固定到中夹紧托台(图中未示出)上的工作托台3。顺便提及,同样在这些示范性变体中,与第一实施例相同的构成部件原则上通过相同的特性设计,并且以下说明仅限于与第一实施例不同的结构。
图6A的第一示范性变体构造如下。
传送部件29具有一个较低的部分,其插入到在杆31上部形成的调节孔60中。推动部分31a由调节孔60的下壁形成,并且压力接收部分29b由传送部件29的较低部分形成。传送部件29提供有保持环61以阻止传送部件29通过推进弹簧(弹性部件)32超过预定范围向上移动。
图6B的第二示范性变体由图6A的第一示范性变体通过以下修改形成。也就是说,缩进弹簧64在塞部分21的上部和传送部件29的低凸缘63之间提供,以便推动传送部件29向下。上凸缘65阻止传送部件29超过预定范围向下移动。
图6C的第三示范性变体由省略了图6B所示缩进弹簧64形成,并且通过上凸缘65和低凸缘63阻止传送部件29超过预定范围移动。
相应的实施例和相应的示范性变体可以修改如下。
参考部件R可以是加工中心的工作台或代替示例性夹紧托台2的不同机械。可动部件M也可以是代替示例性工作托台3的工件。参考部件R和可动部件M可以沿着垂直反向的方式布置并且可以代替所示垂直的方式彼此水平或倾斜地连接。
进一步,必然的结果是,本发明的夹具不仅可用于夹紧工作托台和工件,也可以用于夹紧金属模、附属装置等等。该夹具不仅可以用在复数个装配中,而且可以用在仅仅一个单独的装配中。
此外,夹具的梭部件23不仅可以由所示的环形整体结构组成,也可以由环状布置地多个分离部分组成。
另外,夹具的啮合部件34可以是通过摩擦力或塑性变形力与直线啮合孔啮合的夹头,而不是所示的与锥形啮合孔啮合的球。夹具可通过诸如油压和气压之类液体压力而不是弹力被驱动用于夹紧。
可以省略梭部件23。在这种情况下,在图1到图3所示的第一实施例的情况中,锥形外圆周面28与塞部分21的外圆周面一起整体形成,当如图4A和图4B所示的第二实施例的情况时,锥形内圆周面53与套筒孔11一起整体形成。
例如,通过在其中提供空心部分,与塞部分21一起整体形成的锥形外圆周面28和与套筒孔11一起整体形成的锥形内圆周面53都优选地形成为允许轴向和径向的弹性变形。
Claims (10)
1.一种夹具,其将可动部件(M)可拆卸地固定到参考部件(R)上,其中,
环形塞部分(21)从参考部件(R)朝着引导端方向凸起,并且朝着引导端方向变窄的锥形外圆周面(28,54)布置在塞部分(21)的外圆周侧上,并且可动部件(M)与锥形内圆周面(12,53)一起提供,所述锥形内圆周面(12,53)与锥形外圆周面(28,54)相啮合,
传送部件(29)通过塞部分(21)的柱形孔(21a)的引导端支撑,以便在预定范围内轴向可移动,当杆(31)插入柱形孔(21a)中使得其可轴向移动时,后者位于比传送部件(29)更靠近参考部件(R)的位置,
在夹紧操作中,杆(31)通过在参考部件(R)中提供的驱动机构(D)朝着基座端方向驱动到参考部件(R),并且杆(31)的输出部分(36)将可动部件(M)朝着参考部件(R)移动,并且传送间隙(G)在杆(31)引导端的推动部分(31a)和传送部件(29)的压力接收部分(29b)之间形成,
在松开操作中,杆(31)通过驱动机构(D)朝着引导端方向驱动,并且杆(31)的推动部分(31a)通过传送部件(29)推动可动部件(M)。
2.如权利要求1所述的夹具,其中,
在松开操作中,杆(31)通过传送部件(29)推动可动部件(M)以在锥形外圆周面(28,54)和锥形内圆周面(12,53)之间形成装配间隙(α)。
3.如权利要求1或2所述的夹具,其中,
当梭部件(23)的外圆周面用作锥形外圆周面(28)时,径向扩展和收缩的环形梭部件(23)与装配到塞部分(21)上的该环形梭部件(23)的内圆周面一起提供,以便在预定范围内轴向往复运动,以及
提供推进机构(24),以朝着使锥形啮合变紧的方向移动梭部件(23)。
4.如权利要求1或2所述的夹具,其中,
当梭部件(23)的内圆周面用作锥形内圆周面(53)时,径向扩展和收缩的环形梭部件(23)与装配到可动部件(M)上的外圆周面一起提供,以便在预定范围内轴向往复运动,以及
提供推进机构(24)朝着使锥形啮合变紧的方向移动梭部件(23)。
5.如权利要求1或2所述的夹具,其中,
弹性部件(32)在杆(31)和传送部件(29)之间配置,以朝着引导端方向推动传送部件(29)。
6.如权利要求1或2所述的夹具,其中,
当传送部件(29)装备有用于清洗液的喷出孔(42)时,参考部件(R)装备有用于清洗液的供应端口(41),以及杆(31)装备有流动通道(44),通过所述流动通道(44)供应端口(41)和喷出孔(42)彼此相通。
7.一种夹具,其通过将可动部件(M)与参考部件(R)对齐而将由可动部件(M)支撑的表面(T)固定到参考部件(R)的支撑表面(S)上,其中,
套筒孔(11)在由可动部件(M)支撑的表面(T)内打开,以沿着套筒孔(11)的开口边缘顺序形成定位孔(12)和啮合孔(13),
被插入套筒孔(11)的环形塞部分(21)从参考部件(R)朝着引导端方向凸起,
径向扩展和收缩的梭部件(23)布置在塞部分(21)和定位孔(12)之间,并且该梭部件(23)通过塞部分(21)或者定位孔(12)之一支撑,以便在预定范围内轴向往复运动,并且梭部件(23)与另一个构成锥形啮合,并且梭部件(23)的锥形表面(28,53)形成为朝着啮合孔(13)变窄,并且提供推进机构(24)朝着使锥形啮合变紧的方向移动梭部件(23),
传送部件(29)通过塞部分(21)的柱形孔(21a)的引导端支撑以便在预定范围内轴向可移动,当杆(31)插入柱形孔(21a)中使得其轴向可移动时,后者比传送部件(29)位于更靠近参考部件(R)的位置,以及啮合部件(34)布置在杆(31)的外圆周空间中,所述啮合部件(34)在径向向外的啮合位置(X)和径向向内的脱离位置(Y)之间可移动,
在夹紧操作中,在参考部件(R)中提供的驱动机构(D)将杆31朝着基座端方向驱动到参考部件(R),从而使得杆(31)的输出部分(36)能够将啮合部件(34)切换到用于将啮合部件(34)与啮合孔(13)啮合的啮合位置(X),以使可动部件(M)朝着参考部件(R)移动,以及传送间隙(G)在杆(31)引导端的推动部分(31a)和传送部件(29)的压力接收部分(29b)之间形成,
在松开操作中,驱动机构(D)朝着引导端方向驱动杆(31),从而允许啮合部件(34)切换到脱离位置(Y),以便杆(31)的推动部分(31a)通过传送部件(29)而推动套筒孔(11)的顶壁(11a)。
8.如权利要求7所述的夹具,其中,
在松开操作中,杆(31)通过传送部件(29)推动可动部件(M),以在梭部件(23)的锥形表面(28,53)上形成装配间隙(α)以及在支撑表面(S)和被支撑的表面(T)之间形成接触间隙(β)。
9.如权利要求7或8所述的夹具,其中,
弹性部件(32)在杆(31)和传送部件(29)之间配置,以朝着引导端方向推动传送部件(29)。
10.如权利要求7或8所述的夹具,其中,
当传送部件(29)装备有用于清洗液的喷出孔(42)时,参考部件(R)装备有用于清洗液的供应端口(41),以及杆(31)装备有流动通道(44),通过所述流动通道(44)供应端口(41)和喷出孔(42)彼此相通。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002228447 | 2002-08-06 | ||
| JP228447/2002 | 2002-08-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1675026A CN1675026A (zh) | 2005-09-28 |
| CN100577349C true CN100577349C (zh) | 2010-01-06 |
Family
ID=31492260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN03818733A Expired - Lifetime CN100577349C (zh) | 2002-08-06 | 2003-07-07 | 夹具 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US7232121B2 (zh) |
| EP (1) | EP1552901B1 (zh) |
| JP (1) | JP4541144B2 (zh) |
| CN (1) | CN100577349C (zh) |
| AT (1) | ATE362820T1 (zh) |
| AU (1) | AU2003281813A1 (zh) |
| DE (1) | DE60313991T2 (zh) |
| TW (1) | TWI266671B (zh) |
| WO (1) | WO2004012902A1 (zh) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004223702A (ja) * | 2002-11-29 | 2004-08-12 | Kosmek Ltd | 位置決め装置 |
| JP4260488B2 (ja) * | 2003-01-07 | 2009-04-30 | 株式会社コスメック | 調心駆動機構およびその機構を備えた位置決め装置 |
| DE602004026034D1 (de) * | 2003-01-29 | 2010-04-29 | Kosmek Ltd | Klemmvorrichtung und klemmsystem damit |
| US8087650B2 (en) * | 2004-03-08 | 2012-01-03 | Pascal Engineering Corporation | Clamping device |
| DE202004004181U1 (de) * | 2004-03-16 | 2004-06-03 | Vischer & Bolli Ag | Spannzylinder mit Verschlußkappe |
| JP4877787B2 (ja) * | 2004-08-20 | 2012-02-15 | 株式会社コスメック | 位置決め装置およびその装置を備えた位置決めシステム |
| US20090315239A1 (en) * | 2005-11-28 | 2009-12-24 | Keitaro Yonezawa | Clamp Device and Clamping System Using Such Device |
| DE102006037709B4 (de) * | 2006-08-08 | 2014-02-13 | Schunk Gmbh & Co. Kg Spann- Und Greiftechnik | Schnellspanneinheit, Schnellspannsystem, Maschinen- oder Werkzeugteil und Ur- oder Umformwerkzeug |
| CN101143705B (zh) * | 2007-11-01 | 2010-08-11 | 南京大学 | 微米和亚微米针阵列的制备方法 |
| DE102008022826A1 (de) * | 2008-05-07 | 2009-11-12 | Röhm Gmbh | Spannkopf |
| JP4864164B2 (ja) | 2008-12-17 | 2012-02-01 | 株式会社コスメック | 流体カプラ付きクランピングシステム |
| TWI451933B (zh) * | 2009-03-26 | 2014-09-11 | Hon Hai Prec Ind Co Ltd | 夾緊裝置 |
| FR2944380B1 (fr) * | 2009-04-09 | 2011-05-13 | Charles Glachet | Dispositif de fixation etanche d'un organe interchangeable dans une bague d'enceinte montee sur une paroi de cellule de confinement |
| CH701046B1 (de) * | 2009-05-12 | 2013-07-15 | Phd Dietmar W Kramer Dr Sc Techn Eth | Vorrichtung zum Festspannen eines Werkstückträgers an einem an einer Bearbeitungsmaschine fixierbaren Spannfutter. |
| US8770418B2 (en) * | 2010-10-26 | 2014-07-08 | Ernst Manufacturing, Inc. | Single component twist lock socket clip |
| KR101844621B1 (ko) * | 2011-02-18 | 2018-05-14 | 가부시키가이샤 코스멕 | 위치결정 장치 |
| US8500436B2 (en) | 2011-04-21 | 2013-08-06 | Delaware Capital Formation, Inc. | Ball lock clamp |
| US8733562B2 (en) * | 2011-08-08 | 2014-05-27 | Jui-Chien Kao | Sleeve bracket assembly |
| US8733561B2 (en) * | 2011-09-14 | 2014-05-27 | Jui-Chien Kao | Sleeve bracket assembly |
| JP5734173B2 (ja) * | 2011-12-16 | 2015-06-10 | 株式会社コスメック | クランプ装置 |
| CN202952084U (zh) * | 2012-08-03 | 2013-05-29 | 富鼎电子科技(嘉善)有限公司 | 定位结构及采用该定位结构的加工装置 |
| CN103465235A (zh) * | 2013-09-27 | 2013-12-25 | 苏州凯欧机械科技有限公司 | 一种气液双动式新型定位工作台 |
| CN104668978B (zh) * | 2013-11-29 | 2017-01-25 | 赛恩倍吉科技顾问(深圳)有限公司 | 定位装置及使用该定位装置的定位方法 |
| DE102013226412B4 (de) | 2013-12-18 | 2021-11-18 | Schunk Gmbh & Co. Kg Spann- Und Greiftechnik | Spannmodul, insbesondere Nullpunktspannmodul und zugehöriges Spannsystem |
| CN104476218B (zh) * | 2014-11-03 | 2017-06-16 | 宁波海天精工股份有限公司 | 一种卧式加工中心工作台的定位夹紧机构 |
| JP7127836B2 (ja) * | 2019-02-13 | 2022-08-30 | 株式会社コスメック | 工具交換装置 |
| EP4059631A1 (de) * | 2021-03-17 | 2022-09-21 | HINTERKOPF GmbH | Greifeinrichtung |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3576207B2 (ja) * | 1994-05-27 | 2004-10-13 | 株式会社森精機ハイテック | パレットのクランプ装置 |
| JPH08155770A (ja) * | 1994-11-30 | 1996-06-18 | Enshu Ltd | パレット等の着座装置 |
| JPH11333649A (ja) | 1998-05-21 | 1999-12-07 | Hitachi Seiki Co Ltd | 工作機械のパレットのクランプ・アンクランプ装置 |
| JP3338669B2 (ja) * | 1999-08-03 | 2002-10-28 | 株式会社コスメック | データム機能付きクランプ装置 |
| JP2002361533A (ja) * | 2001-06-07 | 2002-12-18 | Kosmek Ltd | データム機能付きクランプ装置 |
| JP4118145B2 (ja) * | 2002-02-22 | 2008-07-16 | 株式会社コスメック | 自動位置決め装置 |
| JP4188610B2 (ja) * | 2002-03-05 | 2008-11-26 | 株式会社コスメック | 位置決め装置 |
-
2003
- 2003-07-07 CN CN03818733A patent/CN100577349C/zh not_active Expired - Lifetime
- 2003-07-07 AU AU2003281813A patent/AU2003281813A1/en not_active Abandoned
- 2003-07-07 WO PCT/JP2003/008630 patent/WO2004012902A1/ja active IP Right Grant
- 2003-07-07 DE DE60313991T patent/DE60313991T2/de not_active Expired - Lifetime
- 2003-07-07 US US10/523,404 patent/US7232121B2/en not_active Expired - Lifetime
- 2003-07-07 JP JP2004525779A patent/JP4541144B2/ja not_active Expired - Fee Related
- 2003-07-07 EP EP03741253A patent/EP1552901B1/en not_active Expired - Lifetime
- 2003-07-07 AT AT03741253T patent/ATE362820T1/de not_active IP Right Cessation
- 2003-07-16 TW TW092119438A patent/TWI266671B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| EP1552901A4 (en) | 2005-09-28 |
| TW200402345A (en) | 2004-02-16 |
| EP1552901B1 (en) | 2007-05-23 |
| CN1675026A (zh) | 2005-09-28 |
| TWI266671B (en) | 2006-11-21 |
| US7232121B2 (en) | 2007-06-19 |
| DE60313991T2 (de) | 2008-01-24 |
| AU2003281813A1 (en) | 2004-02-23 |
| EP1552901A1 (en) | 2005-07-13 |
| ATE362820T1 (de) | 2007-06-15 |
| US20060055099A1 (en) | 2006-03-16 |
| DE60313991D1 (de) | 2007-07-05 |
| WO2004012902A1 (ja) | 2004-02-12 |
| JPWO2004012902A1 (ja) | 2006-09-21 |
| JP4541144B2 (ja) | 2010-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100577349C (zh) | 夹具 | |
| EP1437515B1 (en) | Clamp device | |
| EP0322617B1 (en) | Cylinder type hydraulic clamp | |
| JP3954704B2 (ja) | クランプ装置 | |
| JP3550010B2 (ja) | クランプ装置 | |
| CN1856384B (zh) | 夹持装置 | |
| CN1744964B (zh) | 夹持装置及使用该夹持装置的夹持系统 | |
| EP1078713B1 (en) | Clamping apparatus with datum function | |
| JP4864164B2 (ja) | 流体カプラ付きクランピングシステム | |
| EP1961516A1 (en) | Clamp device and clamping system using such device | |
| US8523155B2 (en) | Fluid passage connection device | |
| KR20140105589A (ko) | 배력 기구 부설 실린더 장치 | |
| KR100915754B1 (ko) | 실린더 장치 | |
| CN100478127C (zh) | 定位装置和具有该定位装置的夹持系统 | |
| JPH0419413A (ja) | ブースタ駆動式油圧シリンダ装置 | |
| KR200496444Y1 (ko) | 워크 서포트 | |
| CN101439477B (zh) | 主轴退刀机构 | |
| JP6017898B2 (ja) | クランプ装置 | |
| JP4386251B2 (ja) | クランプ装置 | |
| US11167385B2 (en) | Balancer cylinder and workpiece-conveying apparatus in which balancer cylinder is used | |
| KR101231758B1 (ko) | 유압 또는 공압을 이용한 구동기 | |
| JPH11245130A (ja) | クランプ装置 | |
| CN115847151A (zh) | 一种多孔式真空吸盘 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20100106 |