CN100513131C - 一种阀门组件 - Google Patents
一种阀门组件 Download PDFInfo
- Publication number
- CN100513131C CN100513131C CNB2004800306558A CN200480030655A CN100513131C CN 100513131 C CN100513131 C CN 100513131C CN B2004800306558 A CNB2004800306558 A CN B2004800306558A CN 200480030655 A CN200480030655 A CN 200480030655A CN 100513131 C CN100513131 C CN 100513131C
- Authority
- CN
- China
- Prior art keywords
- actuator
- valve member
- pin
- encoder
- valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000001105 regulatory effect Effects 0.000 claims abstract description 11
- 238000005266 casting Methods 0.000 claims description 48
- 239000000463 material Substances 0.000 claims description 41
- 230000004927 fusion Effects 0.000 claims description 24
- 230000006698 induction Effects 0.000 claims description 3
- 230000001360 synchronised effect Effects 0.000 claims description 3
- 230000005611 electricity Effects 0.000 claims 2
- 230000008676 import Effects 0.000 claims 2
- 230000011664 signaling Effects 0.000 claims 1
- 239000012768 molten material Substances 0.000 abstract 1
- 238000000034 method Methods 0.000 description 13
- 230000008569 process Effects 0.000 description 11
- 238000001746 injection moulding Methods 0.000 description 9
- 230000008901 benefit Effects 0.000 description 8
- 230000008859 change Effects 0.000 description 4
- 230000004087 circulation Effects 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 208000034189 Sclerosis Diseases 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 230000005284 excitation Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 1
- 230000009849 deactivation Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/20—Injection nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
- B29C45/2806—Closure devices therefor consisting of needle valve systems
- B29C45/281—Drive means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C2045/1784—Component parts, details or accessories not otherwise provided for; Auxiliary operations not otherwise provided for
- B29C2045/1792—Machine parts driven by an electric motor, e.g. electric servomotor
- B29C2045/1793—Machine parts driven by an electric motor, e.g. electric servomotor by an electric linear motor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
- B29C45/2806—Closure devices therefor consisting of needle valve systems
- B29C45/281—Drive means therefor
- B29C2045/2824—Needle valves driven by an electric motor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
- B29C45/2806—Closure devices therefor consisting of needle valve systems
- B29C2045/2865—Closure devices therefor consisting of needle valve systems having position detecting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
- B29C45/2806—Closure devices therefor consisting of needle valve systems
- B29C2045/2872—Closure devices therefor consisting of needle valve systems with at least three positions, e.g. two different open positions to control the melt flow
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
Abstract
本发明公开了一种用于调节熔融的材料注入铸型(14)中的流量的阀门组件。该阀门组件包括能在全关闭位置和全开启位置之间移动的可移动阀(32)。该阀门组件还包括与所述阀可操作地结合用以移动所述阀、并且在全关闭位置和全开启位置之间不受限制地定位所述阀的驱动系统(36)。
Description
参见相关申请
本申请要求处于审查过程中的序列号为60/519,312、申请日为2003年11月11日的美国临时专利申请的优先权。
技术领域
本发明涉及一种阀门,并且尤其是一种用于调节注入到铸型型腔内的熔融材料流量的阀门组件。
背景技术
注模是一种用于生产多种零件的广为人知的生产过程。注模的过程包括将一种熔融的材料,例如熔融的塑料或者树脂注入到铸型的型腔内直到填满型腔。熔融的材料在注模内硬化或者凝固形成了型腔内表面的形状。在熔融的材料硬化或者凝固后将其从型腔中取出。
在注模过程中,多支管一般用于将熔融的材料从中心的注入部分或者浇注口输送到铸型的多个型腔或一个大型腔内的多个点。Tooman的美国专利4,964,795公开了一种这样的多支管例子。在该专利中,多支管具有熔融材料可以从中通过的管道。管道的末端称为闸道,可以与铸型的型腔流通。
另外,闸门通常和多支管一起使用以调节注入铸型的型腔内的熔融材料的流量。Rees等人的美国专利4,173,448公开了一种这样的阀门的例子。在该专利中,阀门临近闸道设置并且包括一个部分设置于管道内的阀杆或销,所述阀杆或销的末端的位置设置成使它关闭闸道并且阻断通过闸道的熔融的材料流。然而,该销可以沿轴向移动远离闸道,并且,当销进一步远离闸道时,通过闸道的熔融材料的流量增加。
通过设置致动器用以移动阀门的销是已知的。典型地,致动器是气动型或液压型的。致动器可驱动阀门的销从一个全关闭位置到一个全开启位置。处于全开启位置时该销远离闸道,熔融的材料通过闸道流出管道进入铸型的型腔。当该型腔充满后,将阀门的销移动到全关闭位置,从而堵塞闸道并且阻止熔融材料流出管道进入铸型。
上述阀门的一个缺点是,气动的致动器需要多个气动阀,而气体的压力又是不稳定的。上述阀门的另一个缺点是,液压型的致动器可能会漏油,这不是我们所期望的。上述阀门还有一个缺点,即销只能位于全关闭位置或者位于全开启位置,而不能处于这两个位置之间。上述阀门的另一个缺点是操作相对较慢而且销的定位不是很准确。
因此,期望提供一种新型的阀门,使其能够实现在全开启位置与全关闭位置之间的任意调节,从而更好地控制进入铸型的熔融材料流。还希望提供一种不使用气动技术和液压技术的阀门。还希望提供一种操作相对较快且定位准确的阀门。因此,本领域内需要一种满足这些要求的阀门。
发明内容
因此,本发明涉及一种用于调节注入到铸型中的熔融材料流动的阀门组件。该阀门组件包括一个能在全关闭位置和全开启位置之间移动的活动阀。该阀门组件还包括一套驱动系统,该驱动系统与所述的阀可操作地共同运转,从而驱动阀并且在全关闭位置和全开启位置之间任意地调节阀的位置。
本发明的一个优点是,提供了一种在整个注模的过程中对注入到铸型中的熔融材料流的调节给予更多控制的阀门组件。本发明的另一个优点是,在注模的过程中该阀门组件能任意地调节阀的位置,因而调整注入铸型的熔融材料的流速。本发明的另一个优点是,该阀门组件可以对阀进行快速调整和精确到0.001英寸的准确调整。本发明还有一个优点是,该阀门组件不需要使用液压技术,因而不会向铸型中漏油。本发明还有一个优点是,该阀门组件不需要使用气动技术,因而不需要多个空气阀。本发明还有一个优点是,该阀门组件是工作稳定的而且不是由压力控制的。
在结合附图阅读下面的描述后,很容易认识到本发明的其他特点和优点,同时也更容易理解这些特点和优点。
附图说明
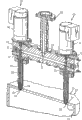
图1为本发明的阀门组件的一个局部立体图,示出了阀门组件与多支管组件以及与铸型的操作关系。
图2为图1中本发明的阀门组件的驱动系统的一个实施例的视图。
图3为图1中本发明的阀门组件驱动系统的另一个实施例的视图。
具体实施方式
参照附图,特别是图1,其中示出了本发明的用于多支管和铸型的阀门组件10的一个实施例,多支管通常用12表示,铸型通常用14表示。铸型14具有第一半铸型15和第二半铸型(未示出),两个半铸型在其中构成型腔16。铸型14还具有至少一个、最好是多个浇注口18,浇注口贯穿第一半铸型15并且与型腔16流通。应该认识到,当熔融的材料(未示出)经由浇注口18注入到型腔16中时,铸型14容纳熔融的材料,而且当熔融的材料硬化或者凝固时,就保持了与型腔16相似的形状。还应该认识到,所用的铸型14在本领域内是常规的而且是已知的。
多支管组件12包括一个具有多支管流道22的多支管20。多支管组件12还包括至少一个、最好是多个喷管24,喷管24从多支管20向下延伸而且具有与多支管流道22流通的喷管流道26。为了便于将熔融的材料注入到多支管20中,多支管组件12还包括从多支管20沿径向外延伸的注入口28。流道22和流道26可以为任何合适的形状。喷管流道26很狭窄并且终止于一个闸道30。如图1所示,铸型14放置的位置可以使闸道30与在铸型14上的各个浇注口18相靠近,从而使喷管流道26与型腔16流通。阀门组件10与多支管组件12的闸道30相结合对熔融的材料从多支管组件12向铸型14的流动进行控制。应该认识到的是,尽管可以有多个阀门组件10与多支管组件12一起使用,但是一个阀门组件10只能与多支管组件12中的一个闸道30一起使用。还应该认识到,熔融的材料可以是塑料、金属、木纤维与塑料等等,而且所述的熔融材料是从熔铸机(未示出)注入到多支管组件12的注入口28。还应该认识到,多支管组件12在本领域内是常规的而且是已知的。
依照本发明的阀门组件10包括一个用于调节注入到铸型14的型腔16中的熔融材料流动的活动阀,活动阀通常用31表示。在一个实施例中,所述的阀31是销或杆件32,该杆件与闸道30结合用于调节注入到铸型14的型腔16的熔融材料的流动。在图示的实施例中,销32与闸道30在轴向上是对齐的,而且至少有一部分放置在喷管流道26内部。销32的横截面最好比流道26的横截面小一些,从而使熔融的材料能从销32的周围流过。销32包括以将要描述的方式开启和关闭闸道30的末端34。还应该认识到,在本领域内,销32是常规的而且是已知的。
销32能够以后面将要描述的方式在流道26内沿着轴向向着闸道30和远离闸道30运动。销32可以处于一个全开启位置(即,在销冲程的顶端),这时它的末端34置于远离闸道30的位置。销32还可以处于全关闭位置(即,在销冲程的底端),这时它的末端34置于闸道30当中。末端34的大小最好与闸道30的大小互补,从而使末端34在销32处于全关闭位置时能阻塞并充分密封闸道30。这样,当处于全关闭位置时,销32可以密封闸道30,这样熔融的材料就不会从中流出。当销32处于全开启位置时,熔融的材料会流经闸道30进入铸型14。应该认识到,销32可以在全关闭位置与全开启位置之间移动,并且可以通过将要描述的方式停在两个位置之间的任何位置。还应该认识到,随着销32从全关闭位置向全开启位置移动流经闸道30的熔融材料的流量增加。
本发明的阀门组件10还包括一个驱动系统36,驱动系统36与销32结合用于在全关闭和全开启位置之间移动销32。在如图2所示的实施例中,驱动系统36包括可操作地连接到销32上的致动器38。致动器38轴向地或线性地移动销32使它远离和朝向闸道30移动。致动器38可以在全关闭和全开启位置之间任意地调节销32的位置,这意味着销32可以在全关闭位置、全开启位置、以及之间的任何位置停止移动。在一个实施例中,销32在全关闭和全开启位置之间的整个运动范围(即,冲程)大约是一英寸。这种任意的运动可以通过微量增加的方式发生。例如:在一个实施例中,致动器38通过微量增加的方式将销32移动一个预设的数量例如大约0.001英寸的增量。通过轴向移动销32,驱动系统36可以如下面更详细地讨论的那样密封以及开启闸道30。应该认识到,致动器38可以是线性电动机、无刷直流电动机、线性同步电动机、线性致动器、线性伺服、或者线性管状电动机。还应该认识到,致动器38可以是电磁式、地磁式或者电动型的。还应该认识到,随着增量变得更小,销32的移动或定位也变成任意式的。
在如图2所示的实施例中,致动器38是感应型线性电动机。致动器38包括一个围绕销32放置并与销32上端连接的芯体39。致动器38还包括至少一个、最好多个沿着轴向放置并且环绕芯体39的永磁体40。永磁体40由沿着轴向放置并且环绕芯体39的非磁性的绝缘件41在轴向上隔开。致动器38包括环绕永磁体40和绝缘构件41设置的圆筒形壳体43。应该认识到,销32、芯体39、永磁体40、绝缘构件41以及壳体43作为整体运动。
致动器38还包括至少一个、最好多个沿着轴向放置并且环绕永磁体40设置的电磁铁42。致动器38还包括与电磁铁42电连接的电接头44以及电源例如将要描述的控制器46。致动器38包括一个圆筒状的壳体45a和上端板45b以及下端板45c,圆筒状壳体45a环绕电磁铁42放置,上端板45b靠近壳体45a的一端,下端板45c靠近壳体45a的另一端。电接头44通过适当的装置例如紧固件44a连接到上端板45b。还应该认识到,当电磁铁42位于相对永磁体40而言合适的位置时,电磁铁由控制器46激励而排斥永磁体40,从而线性地移动芯体39和销32。
致动器38包括位于底端用于连接到多支管20上的端板47。该端板47具有从其上沿轴向延伸的定位器48,该定位器48用于确定端板47相对于多支管20的位置。定位器48具有一个从其中轴向贯通的孔49,销32可以从孔49中穿过。定位器48位于多支管20上的凹槽50内,并且端板47通过适当的装置例如紧固件51a与多支管20连接。端板47通过适当的装置例如紧固件51b与下端板45c连接。致动器38在其上端包括一个可移动板52。该板52与销32的上端连接。应该认识到,电磁铁42和端板47是相对于多支管固定的。
驱动系统36还包括一个编码器54。该编码器54可以是任何合适的类型,包括线性编码器以及旋转编码器。编码器54可以采用任何合适的位置探测机构。在一个实施例中,编码器54包括传感器56例如光电探测器。编码器54连接到可移动板52从而编码器54与销32一起移动。此外,传感器56固定地连接于致动器38并且平行于销32的移动路线放置。同样地,当销32移动时,编码器54相对于传感器56移动,并且在编码器54线性运动时可以检测位置的变化。传感器56将位置(即,销32的位置)的变化转换为编码器的电信号。应该认识到,传感器56与将要描述的控制器46是电连接的。
驱动系统40进一步包括与传感器56以及致动器38电连接的控制器46。该控制器46接收编码器信号然后将这些编码器信号转换为控制信号。控制器46将这些控制信号发送到致动器38激励以及去激致动器38的电磁铁42,从而促使致动器38将销32移近闸道30或者移离闸道30。应该认识到,控制器46可以是任何合适类型的计算机,例如,个人电脑(PC)或者可编程控制器(PLC)。
阀门组件10包括与控制器46电连接的输入装置58,例如键盘。通过输入装置58,使用者可以手动向控制器46输入信息,例如销32的所需位置。
在操作中,注模的过程可以以销32处于全关闭位置开始,这样就可以阻止多支管组件12内的熔融材料流入铸型14的型腔16中。当确定可以向铸型14的型腔16内注入熔融材料时,控制器46向致动器38发送控制信号激励以及去激电磁铁42,从而排斥永磁体40并且使其线性地移动,这也带动了销32并将销32的末端34从闸道30处线性地移开。传感器56通过编码器54检测销32的位置变化,并将编码器信号反馈给控制器46。当销32到达预定位置,控制器46收到相应的编码器信号并且控制器46停止向致动器38发送控制信号,从而阻止了致动器的驱动行为。当销32处于预定的开启位置时,熔融的材料流经流道26和闸道30并流入铸型14的型腔16中。应该认识到,致动器38可以任意地将销32定位于全关闭位置和全开启位置之间的任何位置,于是可以对注入铸型14的型腔16中的熔融材料流给予迅速而且准确的调整。
参照图3,示出了本发明的驱动系统36的另一个实施例。驱动系统36中的相同部件由相同的附图标记加上100来表示。在本实施例中,驱动系统136包括可操作地连接到销132上的致动器138。该致动器138是一种线性电动机。致动器138包括一个围绕销132放置并且与销132上端连接的芯体139。致动器138包括可以旋转的螺母160以及与芯体139相连的中空滚珠螺旋162,并且该滚珠螺旋162与螺母160通过螺纹啮合连接,从而与螺母160配合工作。致动器138还包括至少一个、最好多个沿着轴向间隔放置并且环绕芯体139的电磁铁142。致动器138还包括与电磁铁142电连接的电接头144(未示出)以及电源例如控制器146。致动器138包括一个圆筒状的壳体145a和上端板145b,圆筒状壳体145a环绕电磁铁142放置,上端板145b靠近壳体145a的上端。上端板145b通过适当的装置例如紧固件160连接到壳体145a。
致动器138包括位于底端用于连接到多支管20上的端板147。该端板147具有从其上沿轴向延伸的定位器148,该定位器148用于确定端板147相对于多支管20的位置。定位器148具有一个从其中轴向贯通的孔149,销132可以从孔149中穿过。端板147通过适当的装置例如紧固件151b与壳体145a连接。
驱动系统136还包括一个编码器154。该编码器154是旋转编码器。编码器154包括传感器156例如光电探测器。编码器154连接到可旋转的螺母160。此外,传感器156与致动器138固定地连接。这样,当螺母160旋转而销132移动时,编码器154相对于传感器156移动,并且在编码器154旋转时检测位置的变化。传感器156将位置(即,销132的位置)的变化转换为编码器的电信号。应该认识到,传感器156与控制器146是电连接的。
在操作中,注模的过程可以以销132处于全关闭位置开始,这样就可以阻止多支管组件12内的熔融材料流入铸型14的型腔16中。当确定可以向铸型14的型腔16内注入熔融材料时,控制器146向致动器138发送控制信号,以激活电磁铁142以及去活电磁铁142从而旋转螺母160。螺母160的旋转线性地移动滚珠螺旋162,这也带动了销132并将销132的末端134从闸道30处线性地移开。传感器156通过编码器154检测销132的位置变化,并将编码器信号反馈给控制器146。当销132到达预定位置,控制器146收到相应的编码器信号,并控制器146停止向致动器138发送控制信号,从而阻止了致动器的驱动行为。当销132处于想要的开启位置时,熔融的材料流经流管26和闸道30流入铸型14的型腔16。
因此,通过允许任意地调整销32,132的位置,阀门组件10为使用者在注模的过程中提供了更多的控制。例如,注模的过程现在可能正有效地运行,然而,环境的改变或者铸型的磨损可能会导致该过程效率变差。本发明的阀门组件10允许使用者改变该过程(也就是,改变销的位置或者驱动定时),从而保持生产出合格品。
本发明是用举例说明的方式描述的。应理解这里用到的术语应确定为使用词语描述的性质而非限定的性质。
根据上面的教导,许多根据本发明做出的改变和变形都是有可能的。因此,本发明可以在所附权利要求的范围内不同于具体描述的那样实施。
Claims (29)
1.一种用于调节熔融的材料注入铸型中的流量的阀门组件,所述阀门组件包括:
在全关闭位置和全开启位置之间移动的可移动阀;以及
驱动系统,所述驱动系统包括与所述阀可操作地连接的致动器以及与所述阀可操作地连接的编码器,所述驱动系统与所述阀可操作地结合用以移动所述阀并且在所述全关闭位置和全开启位置之间任意地调节所述阀的位置的驱动系统。
2.根据权利要求1所述的阀门组件,其特征在于,所述驱动系统包括与所述编码器间隔设置的传感器,所述传感器用于检测所述编码器的位置并将所述编码器的位置转化为编码器信号。
3.根据权利要求2所述的阀门组件,其特征在于,所述驱动系统包括与所述致动器和所述传感器电连接的控制器,所述的控制器用于接收编码器信号、转换编码器信号为控制信号、以及发送控制信号到所述致动器,控制信号促使所述致动器移动所述阀、并在全关闭位置与全开启位置之间定位所述阀。
4.根据权利要求1所述的阀门组件,其特征在于,所述阀包括一个销,所述销沿轴向延伸并且一端连接于所述致动器、而另一端能向着铸型的一个闸道以及远离铸型的闸道移动。
5.根据权利要求4所述的阀门组件,其特征在于,所述销具有一英寸的冲程。
6.根据权利要求所述4的阀门组件,其特征在于,所述销由所述致动器渐进地定位。
7.根据权利要求3所述的阀门组件,其特征在于,所述驱动系统包括连接到所述控制器的输入设备,利用所述输入设备使用者可以输入所述阀的停止位置,该位置在全关闭位置和全开启位置之间变动。
8.根据权利要求1所述的阀门组件,其特征在于,所述编码器包括线性编码器和旋转编码器中的任何一种。
9.根据权利要求1所述的阀门组件,其特征在于,所述致动器包括连接于所述阀的芯体、至少一个环绕芯体放置的永磁体,以及至少一个用于移动所述阀的环绕所述永磁体放置的电磁铁。
10.根据权利要求9所述的阀门组件,其特征在于,所述阀门组件包括可操作地连接于所述阀的可移动端板,所述编码器由所述端板支撑。
11.根据权利要求1所述的阀门组件,其特征在于,所述致动器包括连接于所述阀的芯体、环绕所述芯体放置的滚珠螺旋、与所述螺旋通过螺纹啮合连接的可旋转的螺母、以及至少一个环绕所述螺母放置的电磁铁,所述电磁铁可操作地旋转所述螺母从而移动所述阀。
12.根据权利要求11所述的阀门组件,其特征在于,所述阀门组件包括可操作地连接于所述螺母的可旋转端板,所述的编码器由所述的端板支撑。
13.根据权利要求1所述的阀门组件,其特征在于,所述阀门组件包括连接于所述致动器的端板,所述端板具有沿轴向延伸并且适于相对于铸型定位所述致动器的定位器。
14.根据权利要求1所述的阀门组件,其特征在于,所述致动器是以下组中的一种,所述组包括:线性电动机、无刷直流电动机、线性同步电动机、线性驱动电动机、线性感应电动机、线性伺服电动机、线性管状电动机、电磁致动器、地磁致动器,以及电动致动器。
15.一种用于调节熔融的材料注入铸型中的流量的阀门组件,所述阀门组件包括:
在全关闭位置和全开启位置之间移动的可移动的销;
可操作地连接于所述销用以移动所述销并且在全关闭位置和全开启位置之间任意地调节所述销的位置的致动器;
可操作地连接于所述销的编码器;
与所述编码器间隔放置用于检测所述编码器位置、并将所述编码器的位置转化为编码器信号的传感器;以及
与所述致动器和所述传感器电连接的控制器,用于接收编码器信号、转换编码器信号为控制信号以及发送控制信号给所述致动器,控制信号促使所述致动器移动所述销,并将所述销定位于全关闭位置和全开启位置之间。
16.根据权利要求15所述的阀门组件,其特征在于,所述销具有一英寸的冲程。
17.根据权利要求15所述的阀门组件,其特征在于,所述销可由所述致动器渐进地定位。
18.根据权利要求15所述的阀门组件,其特征在于,所述阀门组件包括连接于所述控制器的输入设备,利用所述输入设备使用者可以输入所述阀的停止位置,该位置在全关闭位置和全开启位置之间变动。
19.根据权利要求15所述的阀门组件,其特征在于,所述的编码器包括线性编码器和旋转编码器中的任何一种。
20.根据权利要求15所述的阀门组件,其特征在于,所述致动器包括连接于所述销的芯体、至少一个环绕所述芯体放置的永磁体、以及至少一个环绕所述永磁体放置用于移动所述销的电磁铁。
21.根据权利要求15所述的阀门组件,其特征在于,所述阀门组件包括可操作地连接于所述销的可移动端板,所述编码器由所述端板支撑。
22.根据权利要求15所述的阀门组件,其特征在于,所述致动器包括连接于所述销的芯体、环绕所述芯体放置的滚珠螺旋、与所述螺旋通过螺纹啮合连接的可旋转的螺母,以及至少一个环绕所述螺母放置的电磁铁,所述电磁铁可操作地旋转所述螺母从而移动所述销。
23.根据权利要求22所述的阀门组件,其特征在于,所述阀门组件包括可操作地连接于所述螺母的可旋转端板,所述的编码器由所述的端板支撑。
24.根据权利要求15所述的阀门组件,其特征在于,所述阀门组件包括连接于所述致动器的端板,所述端板具有沿轴向延伸并且适于相对于铸型定位所述致动器的定位器。
25.根据权利要求15所述的阀门组件,其特征在于,所述的致动器以下组中的一种,所述组包括:线性电动机、无刷直流电动机、线性同步电动机、线性驱动电动机、线性感应电动机、线性伺服电动机、线性管状电动机、电磁致动器、地磁致动器、以及电动致动器。
26.一种用于调节熔融的材料注入铸型中的流量的阀门组件,所述阀门组件包括:
在全关闭位置和全开启位置之间移动的可移动的销;
可操作地连接于所述销用以移动所述销并且在全关闭位置和全开启位置之间任意地调节所述销的位置的致动器;
所述致动器包括连接于所述销的芯体、至少一个环绕所述芯体放置的永磁体以及至少一个环绕所述永磁体放置用于移动所述销的电磁铁;
可操作地连接于所述销的编码器;
与所述编码器间隔放置用于检测所述编码器位置并将所述编码器的位置转化为编码器信号的传感器;以及
与所述致动器和所述传感器电连接的控制器,用于接收编码器信号、转换编码器信号为控制信号以及发送控制信号给所述致动器,控制信号促使所述致动器移动所述销,并在全关闭位置和全开启位置之间任意地调节所述销的位置。
27.一种用于调节熔融的材料注入铸型中的流量的阀门组件,所述阀门组件包括:
在全关闭位置和全开启位置之间移动的可移动的销;
可操作地连接于所述销用以移动所述销并且在全关闭位置和全开启位置之间任意地调节所述销的位置的致动器;
所述致动器包括连接于所述销的芯体、环绕所述芯体放置的滚珠螺旋、与所述螺旋通过螺纹啮合连接的可旋转的螺母以及至少一个环绕所述螺母放置的电磁铁,所述电磁铁可操作地旋转所述螺母从而移动所述销;
与所述销可操作地连接的编码器;
与所述编码器间隔放置的传感器,所述传感器用于检测所述编码器位置并将所述编码器的位置转化为编码器信号;以及
与所述致动器和所述传感器电连接的控制器,用于接收编码器信号、转换编码器信号为控制信号以及发送控制信号给所述致动器,控制信号促使所述致动器移动所述销,并在全关闭位置和全开启位置之间任意地调节所述销的位置。
28.一种用于调节熔融的材料注入铸型中的流量的阀门组件,所述阀门组件包括:
在全关闭位置和全开启位置之间移动的可移动阀;以及
驱动系统,所述驱动系统包括与所述阀可操作地连接的电操作的致动器以及与所述阀可操作地连接的编码器,所述驱动系统与所述阀可操作地结合用以移动所述阀并且在所述全关闭位置和全开启位置之间任意地调节所述阀的位置的驱动系统。
29.一种用于调节熔融的材料注入铸型中的流量的阀门组件,所述阀门组件包括:
在全关闭位置和全开启位置之间移动的可移动的销;
电操作的致动器,所述致动器包括连接于所述销的芯体和至少一个用于移动所述销并且在全关闭位置和全开启位置之间任意地调节所述销的位置的电磁铁;
探测器,用于检测所述销的位置并将所述销的位置转化为位置信号;以及
与所述致动器和所述探测器电连接的控制器,用于接收位置信号、转换位置信号为控制信号以及发送控制信号给所述致动器,控制信号促使所述致动器将所述销增量地移动预定的量,并将所述销定位于全关闭位置和全开启位置之间。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US51931203P | 2003-11-11 | 2003-11-11 | |
| US60/519,312 | 2003-11-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1871110A CN1871110A (zh) | 2006-11-29 |
| CN100513131C true CN100513131C (zh) | 2009-07-15 |
Family
ID=34590389
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2004800306558A Expired - Fee Related CN100513131C (zh) | 2003-11-11 | 2004-11-10 | 一种阀门组件 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US7121820B2 (zh) |
| EP (1) | EP1682328A4 (zh) |
| JP (1) | JP5138225B2 (zh) |
| KR (2) | KR20080049829A (zh) |
| CN (1) | CN100513131C (zh) |
| BR (1) | BRPI0414292A (zh) |
| CA (1) | CA2545068C (zh) |
| IL (1) | IL174802A0 (zh) |
| RU (1) | RU2356733C2 (zh) |
| WO (1) | WO2005046953A2 (zh) |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7588436B2 (en) * | 2003-11-11 | 2009-09-15 | Plastics Engineering & Technical Services, Inc. | Valve gate assembly |
| KR100529839B1 (ko) * | 2003-12-09 | 2005-11-23 | 김혁중 | 사출성형기용 리니어 밸브 게이트장치 |
| US7225953B1 (en) * | 2003-12-22 | 2007-06-05 | Plastic Engineering & Technical Services, Inc. | Valve gate assembly |
| US7160100B2 (en) | 2004-01-06 | 2007-01-09 | Mold-Masters Limited | Injection molding apparatus having an elongated nozzle incorporating multiple nozzle bodies in tandem |
| JP2005297566A (ja) * | 2004-04-07 | 2005-10-27 | Mold Masters Ltd | 加熱されるノズル本体セグメント及び加熱されないノズル本体セグメントを有するノズル本体を備えたノズル |
| CA2482254A1 (en) * | 2004-04-07 | 2005-10-07 | Mold-Masters Limited | Modular injection nozzle having a thermal barrier |
| US7341445B2 (en) * | 2005-04-01 | 2008-03-11 | Husky Injection Molding Systems Ltd. | Molten molding material dispenser |
| DE202006015283U1 (de) * | 2006-10-04 | 2008-02-14 | Günther Heisskanaltechnik Gmbh | Spritzgießvorrichtung mit Nadelverschlußdüsen in Rücken-an-Rücken-Anordnung |
| ATE482068T1 (de) * | 2007-02-21 | 2010-10-15 | Mold Masters 2007 Ltd | HEIßKANALREGLER |
| DE202007007385U1 (de) * | 2007-05-23 | 2007-11-29 | Kuhnke Automation Gmbh & Co. Kg | Betätigungsmagnet zum Bewegen einer Verschlussnadel einer Heißkanaldüse eines Spritzgusswerkzeuges |
| US7722351B2 (en) | 2007-10-22 | 2010-05-25 | Mold-Masters (2007) Limited | Injection molding apparatus having magnetic valve pin coupling |
| DE112009001915T5 (de) * | 2008-08-04 | 2011-07-14 | Mold-Masters (2007) Limited, Ontario | Bruchempfindliche mechanische Verbindung zwischen Spritzgieß-Ventilnadelplatte und Ventilnadel |
| KR101006805B1 (ko) * | 2008-09-25 | 2011-01-10 | 홍순열 | 전자석을 이용한 핫 런너 밸브 게이트 장치 |
| US7931455B2 (en) * | 2008-10-10 | 2011-04-26 | Mold-Masters (2007) Limited | Injection molding apparatus having magnetic valve pin coupling |
| DE102009053503B4 (de) * | 2008-11-18 | 2018-03-29 | Mold-Masters (2007) Limited | Spritzgießvorrichtung mit einer Ventilnadelkupplung |
| WO2010121350A1 (en) * | 2009-04-21 | 2010-10-28 | Husky Injection Molding Systems Ltd. | Hot-runner system having valve stem movable responsive to electro-magnetic actuator |
| US8091202B2 (en) | 2009-05-06 | 2012-01-10 | Synventive Molding Solutions, Inc. | Method and apparatus for coupling and uncoupling an injection valve pin |
| DE102009040138A1 (de) * | 2009-09-05 | 2011-03-10 | Khs Gmbh | Wasch- und Reinigungssystem für Behälterbehandlungsmaschinen |
| TW201131944A (en) * | 2009-10-14 | 2011-09-16 | Agency Science Tech & Res | Linear-rotary electromagnetic actuator |
| JP5636800B2 (ja) * | 2010-08-04 | 2014-12-10 | トヨタ車体株式会社 | 射出成形方法および射出成形装置 |
| DE102010045269A1 (de) * | 2010-09-14 | 2012-03-15 | Khs Gmbh | Wasch- und Reinigungssystem für Behälterbehandlungsmaschinen |
| CN103068551B (zh) * | 2010-11-23 | 2015-01-07 | 圣万提注塑工业有限公司 | 注射成型流量控制的装置和方法 |
| US11065794B2 (en) | 2010-11-23 | 2021-07-20 | Synventive Molding Solutions, Inc. | Injection molding flow control apparatus and method |
| US9205587B2 (en) | 2012-08-08 | 2015-12-08 | Synventive Molding Solutions, Inc. | Flow control apparatus and method |
| US9492960B2 (en) | 2011-11-23 | 2016-11-15 | Synventive Molding Solutions, Inc. | Non-coaxially mounted electric actuator and transmission |
| US8308476B2 (en) | 2011-03-01 | 2012-11-13 | Mold-Masters (2007) Limited | Injection molding apparatus having a magnetic valve pin coupling |
| US10899056B2 (en) | 2011-11-23 | 2021-01-26 | Synventive Molding Solutions, Inc. | Non-coaxially mounted electric actuator and transmission |
| ITTO20120578A1 (it) * | 2012-06-28 | 2013-12-29 | Inglass Spa | Apparecchiatura di stampaggio ad iniezione di materie plastiche |
| US9144929B2 (en) | 2012-08-06 | 2015-09-29 | Synventive Molding Solutions, Inc. | Apparatus and method for detecting a position of an actuator piston |
| US10528024B2 (en) | 2013-06-17 | 2020-01-07 | Ashley Stone | Self-learning production systems with good and/or bad part variables inspection feedback |
| CA2847995C (en) | 2013-06-17 | 2018-06-05 | Ashley Stone | Molding systems and methods |
| ITTO20131071A1 (it) | 2013-12-24 | 2015-06-25 | Inglass Spa | Apparecchiatura di stampaggio ad iniezione di materie plastiche |
| ITTO20131073A1 (it) | 2013-12-24 | 2015-06-25 | Inglass Spa | Apparecchiatura di stampaggio ad iniezione di materie plastiche |
| EP3326776B1 (en) * | 2014-03-10 | 2019-12-25 | Inglass S.p.A. | Fixing plate of the mold of an injection molding apparatus of plastic material |
| CN103831926B (zh) * | 2014-03-12 | 2016-07-06 | 南通加隆塑胶有限公司 | 一种盖板下盒注塑工艺 |
| EP2926971B1 (en) | 2014-04-03 | 2019-09-11 | Ashley Stone | Hot-runner systems and methods comprising a Lorentz force actuator assembly |
| KR101579886B1 (ko) * | 2014-06-02 | 2015-12-24 | 기마로보 주식회사 | 사출성형기의 밸브 모터장치 |
| KR20160030047A (ko) * | 2014-09-08 | 2016-03-16 | 인글라스 에스피에이 | 플라스틱 재료를 인젝션 몰딩하기 위한 방법 및 장치 |
| CN107206650A (zh) * | 2014-11-21 | 2017-09-26 | 圣万提注塑工业(苏州)有限公司 | 注射成型系统中的阀系统 |
| US9919462B2 (en) | 2014-12-10 | 2018-03-20 | Inglass S.P.A. | Molding apparatus and method for producing articles molded through sequential injection |
| DE202015106658U1 (de) * | 2014-12-10 | 2016-01-18 | Inglass S.P.A. | Injektor für Vorrichtungen zum Spritzgießen von Kunststoff |
| US10543629B2 (en) | 2014-12-11 | 2020-01-28 | Inglass S.P.A. | Method and apparatus for injection molding of plastic materials |
| ITUB20150245A1 (it) | 2015-03-12 | 2016-09-12 | Inglass Spa | Procedimento e apparecchiatura di stampaggio ad iniezione di materie plastiche |
| DE102016003970A1 (de) | 2015-04-02 | 2016-10-06 | Otto Männer Innovation GmbH | Heißkanalvorrichtung zum seitlichen Angießen mit kontinuierlicher Ventilnadelbewegung |
| ITUB20156839A1 (it) * | 2015-12-10 | 2017-06-10 | Inglass Spa | Apparecchiatura di stampaggio ad iniezione di materie plastiche |
| EP3248752B1 (en) | 2016-05-27 | 2019-02-27 | Ashley Stone | Manufacturing process control systems and methods |
| DE102017212820A1 (de) * | 2017-07-26 | 2019-01-31 | Robert Bosch Gmbh | Bistabiles Magnetventil für ein hydraulisches Bremssystem |
| IT201800003490A1 (it) * | 2018-03-13 | 2019-09-13 | Inglass Spa | Apparecchiatura di stampaggio ad iniezione di materie plastiche |
| US11618195B2 (en) * | 2018-03-13 | 2023-04-04 | Inglass S.P.A. | Apparatus for injection molding of plastic materials |
| CA3153667A1 (en) | 2019-10-04 | 2021-04-08 | Husky Injection Molding Systems Ltd. | Stabilized adaptive hydraulic system pressure in an injection molding system |
| US11511469B2 (en) | 2019-10-11 | 2022-11-29 | Incoe Corporation | Hot-runner assembly with internally cooled axially mounted electric actuator |
| CN112519124B (zh) * | 2020-11-16 | 2023-04-07 | 内蒙古农业大学 | 一种注塑模装置 |
| US11776723B2 (en) * | 2021-08-14 | 2023-10-03 | Inovita Pte Ltd | Drive unit for gate valve |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2201223A1 (de) * | 1972-01-12 | 1973-07-26 | Werner Kunert | Spritzduese insbesondere fuer kunststoff-spritzmaschinen |
| US4173448A (en) | 1978-01-06 | 1979-11-06 | Husky Injection Molding Systems | Actuating mechanism for gate valve of injection nozzle |
| US4964795A (en) | 1985-12-09 | 1990-10-23 | Tooman Patrick A | Manifold assembly for plastic injection molding |
| US5141696A (en) * | 1986-06-30 | 1992-08-25 | Osuna Diaz J M | Method for injection molding using flow adjusting arrangement |
| CA1265907A (en) * | 1987-02-17 | 1990-02-20 | Jobst U. Gellert | Injection molding system having manifold with side mounted nozzles and method |
| US5491372A (en) | 1991-10-11 | 1996-02-13 | Exlar Corporation | Electric linear actuator with planetary action |
| US5557154A (en) | 1991-10-11 | 1996-09-17 | Exlar Corporation | Linear actuator with feedback position sensor device |
| JPH05200788A (ja) * | 1992-01-24 | 1993-08-10 | Olympus Optical Co Ltd | 射出成形ホットランナーノズル |
| JP2612795B2 (ja) | 1992-06-15 | 1997-05-21 | 世紀株式会社 | ランナーレス射出成形装置 |
| JPH06114887A (ja) * | 1992-10-07 | 1994-04-26 | Mitsubishi Materials Corp | 射出成形金型 |
| JPH0716978B2 (ja) | 1992-12-21 | 1995-03-01 | 世紀株式会社 | バルブゲート型射出成形装置 |
| US5556582A (en) * | 1995-02-17 | 1996-09-17 | Stanford University | Injection molding gate flow control |
| US5531581A (en) * | 1995-03-27 | 1996-07-02 | Donnell, Jr.; Emerson B. | Ajustable injection molding apparatus |
| US5670190A (en) * | 1995-08-10 | 1997-09-23 | Osuna-Diaz; Jesus M. | Valve pin actuation system for an injection nozzle |
| EP0800906B1 (en) | 1995-10-31 | 2002-05-29 | Takaoka Seiko Co., Ltd. | Valve gate type injection molding apparatus |
| DE19608676C1 (de) * | 1996-03-06 | 1997-01-30 | Hasco Normalien Hasenclever Co | Verschlußdüse für eine Werkzeugform zur Verarbeitung plastischer Massen, insbesondere für eine Kunststoff-Spritzgießform |
| JP3028407B2 (ja) | 1996-05-20 | 2000-04-04 | 株式会社吉野工業所 | 射出成形型用バルブゲート装置 |
| US5783234A (en) | 1996-07-25 | 1998-07-21 | Husky Injection Molding Systems Ltd. | Hot runner valve gate for eliminating unidirectional molecular orientation and weld lines from solidified resin used for forming molded articles |
| US5919492A (en) | 1997-06-13 | 1999-07-06 | Tarr; John | Injection molding system with sequential gate control |
| US6099767A (en) | 1997-06-13 | 2000-08-08 | Incoe Corporation | Injection molding system with sequential gate control |
| US6632079B1 (en) * | 1998-04-21 | 2003-10-14 | Synventive Molding Solutions, Inc. | Dynamic feed control system |
| US6361300B1 (en) | 1998-04-21 | 2002-03-26 | Synventive Molding Solutions, Inc. | Manifold system having flow control |
| US6294122B1 (en) | 1998-06-26 | 2001-09-25 | Synventive Molding Solutions, Inc. | Electric actuator for a melt flow control pin |
| US6464909B1 (en) | 1998-04-21 | 2002-10-15 | Synventive Molding Solutions, Inc. | Manifold system having flow control |
| US6638049B1 (en) * | 1997-06-13 | 2003-10-28 | Synventive Molding Solutions, Inc. | Apparatus and method for proportionally controlling fluid delivery to readily replaceable mold inserts |
| US6514440B1 (en) | 1998-04-21 | 2003-02-04 | Synventive Molding Solutions, Inc. | Apparatus and method for purging injection molding system |
| US5840231A (en) | 1997-08-14 | 1998-11-24 | Husky Injection Molding Systems Ltd. | Valve gate assembly |
| CA2219235C (en) * | 1997-10-23 | 2006-12-12 | Mold-Masters Limited | Five layer injection molding apparatus having four position valve member actuating mechanism |
| JP3246434B2 (ja) | 1998-02-13 | 2002-01-15 | 三菱マテリアル株式会社 | 射出成形方法及び射出成形金型並びにバルブゲート装置 |
| JP3225914B2 (ja) | 1998-02-13 | 2001-11-05 | 三菱マテリアル株式会社 | バルブゲート装置及びこのバルブゲート装置を備えた射出成形金型 |
| JP2994369B1 (ja) * | 1998-10-14 | 1999-12-27 | 三友工業株式会社 | 射出成形機 |
| US6086357A (en) | 1998-12-21 | 2000-07-11 | D-M-E Company | Actuator for an injection molding valve gate |
| US6228309B1 (en) * | 1998-12-22 | 2001-05-08 | Husky Injection Molding Systems Ltd. | Method and apparatus for injection molding including valve stem positioning |
| DE19920626C2 (de) * | 1999-05-05 | 2003-01-30 | Karl Hehl | Spritzgießmaschine zur Verarbeitung von Kunststoffen |
| US6343925B1 (en) | 2000-04-14 | 2002-02-05 | Husky Injection Molding Systems, Ltd. | Hot runner valve gate piston assembly |
| JP2003235290A (ja) * | 2002-02-01 | 2003-08-22 | Toshiba Mach Co Ltd | 直流リニアモータの推力測定方法及びこの方法を使用する射出成形機 |
| JP2003285356A (ja) * | 2002-03-29 | 2003-10-07 | Sumitomo Heavy Ind Ltd | バルブゲート装置 |
| US7044728B2 (en) * | 2002-10-11 | 2006-05-16 | Mold-Masters Limited | Injection molding apparatus and linear actuator with position sensor therefor |
-
2004
- 2004-11-10 US US10/985,227 patent/US7121820B2/en active Active
- 2004-11-10 CA CA2545068A patent/CA2545068C/en not_active Expired - Fee Related
- 2004-11-10 RU RU2006109833/12A patent/RU2356733C2/ru not_active IP Right Cessation
- 2004-11-10 WO PCT/US2004/037398 patent/WO2005046953A2/en active Application Filing
- 2004-11-10 JP JP2006539759A patent/JP5138225B2/ja not_active Expired - Fee Related
- 2004-11-10 BR BRPI0414292-6A patent/BRPI0414292A/pt not_active IP Right Cessation
- 2004-11-10 EP EP04800937A patent/EP1682328A4/en not_active Withdrawn
- 2004-11-10 KR KR1020087009256A patent/KR20080049829A/ko not_active Application Discontinuation
- 2004-11-10 KR KR1020067009132A patent/KR100878516B1/ko active IP Right Grant
- 2004-11-10 CN CNB2004800306558A patent/CN100513131C/zh not_active Expired - Fee Related
-
2006
- 2006-04-05 IL IL174802A patent/IL174802A0/en unknown
- 2006-06-06 US US11/447,718 patent/US7275923B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| KR20080049829A (ko) | 2008-06-04 |
| KR20060087604A (ko) | 2006-08-02 |
| CN1871110A (zh) | 2006-11-29 |
| US7121820B2 (en) | 2006-10-17 |
| JP5138225B2 (ja) | 2013-02-06 |
| US20060222726A1 (en) | 2006-10-05 |
| WO2005046953A2 (en) | 2005-05-26 |
| EP1682328A4 (en) | 2011-02-02 |
| WO2005046953A3 (en) | 2006-01-26 |
| US7275923B2 (en) | 2007-10-02 |
| CA2545068C (en) | 2012-08-14 |
| RU2006109833A (ru) | 2007-12-20 |
| BRPI0414292A (pt) | 2006-11-07 |
| RU2356733C2 (ru) | 2009-05-27 |
| JP2007510563A (ja) | 2007-04-26 |
| US20050100625A1 (en) | 2005-05-12 |
| CA2545068A1 (en) | 2005-05-26 |
| EP1682328A2 (en) | 2006-07-26 |
| IL174802A0 (en) | 2006-08-20 |
| KR100878516B1 (ko) | 2009-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100513131C (zh) | 一种阀门组件 | |
| US8192191B2 (en) | Valve gate assembly | |
| CN102285073B (zh) | 具有磁性阀销联接器的注射成型装置 | |
| CN100519141C (zh) | 用活性材料元件来控制排放间隙的方法和装置 | |
| US9352501B2 (en) | Molding systems and methods | |
| CN100429021C (zh) | 开闭模系统和开闭模方法 | |
| CN105050791B (zh) | 气动驱动销速度控制注射成型装置和方法 | |
| MXPA06012003A (es) | Metodo y aparato para moldeo por inyeccion y compresion usando elementos de material activo. | |
| CA2435947C (en) | Moulding | |
| CN101323161B (zh) | 内燃机中的空气流量调节阀所用的设有磁体的轴的制造方法 | |
| CN102300695A (zh) | 具有响应电磁驱动器的可移动阀杆的热流道系统 | |
| CN106602948A (zh) | 微型步进电机驱动的集成式比例型滑阀的控制系统及其控制方法 | |
| CN104416736A (zh) | 用于转动阀门销的致动器系统 | |
| JP3725323B2 (ja) | 駆動モータ及び成形機用駆動装置 | |
| US20060018992A1 (en) | Vertical micro-injection machine | |
| CN102189635A (zh) | 多轴注射模塑设备 | |
| CA2440526A1 (en) | Metering device for a plastics moulding machine | |
| CN202318726U (zh) | 一种熔体微注射成型装置 | |
| MXPA06005365A (es) | Conjunto de compuerta de valvula | |
| CN101298178A (zh) | 注射成型智能控制装置 | |
| CN201366770Y (zh) | 超磁致伸缩材料驱动的热流道喷嘴装置 | |
| CN209141332U (zh) | 热流道系统 | |
| CN213055762U (zh) | 胶暗箱热流道注塑模具 | |
| CN215359592U (zh) | 汽车水路管道接头用注塑模具 | |
| JPH07290518A (ja) | ホットランナーノズルの射出口開閉方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090715 Termination date: 20161110 |