CN100417579C - 高频热封装置 - Google Patents
高频热封装置 Download PDFInfo
- Publication number
- CN100417579C CN100417579C CNB021045356A CN02104535A CN100417579C CN 100417579 C CN100417579 C CN 100417579C CN B021045356 A CNB021045356 A CN B021045356A CN 02104535 A CN02104535 A CN 02104535A CN 100417579 C CN100417579 C CN 100417579C
- Authority
- CN
- China
- Prior art keywords
- sealing
- container
- groove
- pressing element
- band area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/849—Packaging machines
- B29C66/8491—Packaging machines welding through a filled container, e.g. tube or bag
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3604—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint
- B29C65/3656—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint being a layer of a multilayer part to be joined, e.g. for joining plastic-metal laminates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3668—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the means for supplying heat to said heated elements which remain in the join, e.g. special induction coils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3672—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the composition of the elements heated by induction which remain in the joint
- B29C65/3676—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the composition of the elements heated by induction which remain in the joint being metallic
- B29C65/368—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the composition of the elements heated by induction which remain in the joint being metallic with a polymer coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72321—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7234—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a barrier layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7234—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a barrier layer
- B29C66/72341—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a barrier layer for gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/737—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined
- B29C66/7373—Joining soiled or oxidised materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/812—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/8122—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps characterised by the composition of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/812—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/8126—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps characterised by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81427—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81431—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single cavity, e.g. a groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8145—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/81457—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps comprising a block or layer of deformable material, e.g. sponge, foam, rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/822—Transmission mechanisms
- B29C66/8221—Scissor or lever mechanisms, i.e. involving a pivot point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8351—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws
- B29C66/83541—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws flying jaws, e.g. jaws mounted on crank mechanisms or following a hand over hand movement
- B29C66/83543—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws flying jaws, e.g. jaws mounted on crank mechanisms or following a hand over hand movement cooperating flying jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding
- B65B51/227—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding by induction welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/009—Shaping techniques involving a cutting or machining operation after shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/745—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool
- B29C65/7451—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool the severing tool and the welding tool being movable with respect to one-another
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
- B29C66/244—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being non-straight, e.g. forming non-closed contours
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72327—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of natural products or their composites, not provided for in B29C66/72321 - B29C66/72324
- B29C66/72328—Paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81411—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat
- B29C66/81421—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being convex or concave
- B29C66/81423—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being convex or concave being concave
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
- B29K2705/02—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0008—Magnetic or paramagnetic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7162—Boxes, cartons, cases
- B29L2031/7166—Cartons of the fruit juice or milk type, i.e. containers of polygonal cross sections formed by folding blanks into a tubular body with end-closing or contents-supporting elements, e.g. gable type containers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S53/00—Package making
- Y10S53/02—High frequency electric sealing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Package Closures (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
本发明提供一种热封装置,该装置在其高频线圈的作用面上不设置突条,即便是对灌装了富含非水溶性植物纤维的蔬菜汁的包装在液面下的苛刻条件下进行热封时,也不会发生密封不良的情况,从而能够达到优良的热封。该装置由开闭自由并设置有高频线圈(22)的密封钳(23),与设置有具有平坦作用面的密封橡胶(24)的对向钳口(25)共同构成,在密封钳口的作用面上设置有与一条左右两侧呈圆形狭长状的密封区域靠容器一侧的端部相内接的沟槽(26),并使该沟槽(26)沿着密封带区域靠容器一侧在密封带纵向的全部区域内延伸,另外,按照与高频线圈靠切口方的外侧相邻接地设置熔融树脂的流出部(27)。同时还使上述的沟槽(26)成为一条有一部分的宽度与其余部分宽度不同的沟槽。
Description
技术领域
本发明涉及为制造能够长期保存的灌装在纸质容器中的液体饮料等的灌装机中使用的高频热封装置,更具体地说,本发明涉及一种高频热封装置,该装置能够使用一对在其作用面上没有突条的密封钳口与对向钳口,对灌装有液体饮料等内容物的软管状包装材料,在液面下按横断方向进行高频热封。
现有技术
迄今为止,在制造灌装密封有饮料等液体的长方形等的包装容器时所使用的密封装置已知有如下所述的一些装置,例如象特公昭55-3215号公报中所述的切断密封装置,该装置使用一种由纸、铝箔、合成树脂制成的层压体作为包装材料,将该包装材料一边向前输送,一边将其连续地制成软管状,然后使用一种由具有高频线圈的密封钳口和具有由硬质橡胶制成的密封橡胶块的对向钳口共同构成的加压装置,将上述的软管状包装材料在液面下按横断方向进行热封,最后在已热封好的两条密封带区域之间用剪切刀将其切断。
另外,在特开昭58-134744号公报、特开平5-269854号公报、特开平7-164523号公报、特开平9-240607号公报中公开了一种层压材料的热封装置,在上述热封装置中,在其密封钳口的高频线圈的作用面上设置有截面呈矩形的突条,由于该突条的作用而将熔融的树脂挤出到密封带区域内。另外,在特许第2571977号公报中公开了这样一种热封装置,在该热封装置中考虑到如下的问题,也就是在热封时,熔融树脂从软管状包装材料的密封部流向容器一侧的情况下,在靠容器一侧的边缘部位形成了波纹状的熔融树脂珠粒,当容器受到外力的作用时,就会从树脂珠粒波纹状的顶部产生裂纹,从而会导致容器破裂,上述特许公报为了避免这一问题,在U字形高频线圈笔直部分的外侧(靠容器一侧)配置两个磁性体,对靠容器一侧的部分不予加热。
另外,特开平8-230834号公报公开了一种热封装置,在该热封装置中通过使用一种高频线圈,该高频线圈沿其纵向设置一条凸部,在该凸部的两侧各具有一条与该凸部平行地形成的沟槽,使得在包装材料的树脂发生熔化并被上述的凸部挤压的情况下,熔融的树脂也不会流出到密封带区域之外而是滞留在上述的沟槽内。另外,特开平8-244728号公报公开了一种热封装置,在该热封装置中使用一种高频线圈,该高频线圈的密封带区域形成部按照朝向其外侧(靠容器的一侧)逐渐张开的方式倾斜,这样,当在液面下对软管加压时,液体和熔融的树脂就能从密封带区域顺利地朝容器方向一侧排除。
另外,特开2000-53110号公报公开了这样一种热封装置,在该热封装置中,首先把由含有合成树脂层的层压体构成的包装材料制成软管状,然后使用一对具有加热机构并且开闭自由的加压构件,将上述的软管状包装材料在其液面下按横断方向进行热封,在该加压构件的至少一方的作用面上,按照与密封带区域靠容器一方的外侧相邻接的方式设置一条能够允许合成树脂滞留的沟槽,这样就能使已进入到软管内表面的微小凹凸部分的液体或污物与熔融树脂一起流出到密封带区域之外,从而达到了完全密封的目的,同时,所用的压缩强度不会导致由于流出到靠容器一侧的熔融树脂的作用而产生裂纹,从而能够达到优良的热封。
另外,特开2000-103413号公报公开了一种高频热封装置,该高频热封装置由一对具有高频加热机构并开闭自由的加压构件构成,所说高频加热机构能把由含有合成树脂层和导电性材料层的层压体构成的包装材料制成软管状,并能把该软管状包装材料在液面下按横断方向进行热封,在该高频热封装置的加压构件之一的作用面上按同一平面地设置有高频线圈,在该高频线圈的作用面上设置有其横截面轮廓为圆弧形并包含一部分曲线形状的突条,该突条能够挤压在一条左右两侧呈圆形狭长状的密封带区域的中央部分,而且,按照与高频线圈靠切口一方的外侧相邻接的方式设置熔融热塑性树脂的流出部,并且密封带区域左右两侧部分的宽度比非左右两侧部分的宽度要窄,这样就能使得在包含被高频加热的密封带区域纵向的左右两侧部分在内的密封带纵向的全部区域内,没有液体饮料等的夹杂物存在于热塑性材料层之间,从而能够达到良好的密封。
另外,在特开昭62-52025号公报中公开了一种高频线圈,当高频线圈中有电流通过时就会在该高频线圈的周围产生高频电磁场,而该高频电磁场则在铝箔等的导电性材料中感应产生涡流,由于该涡流的作用而在导电性材料中产生热,该热量就会使得与导电性材料相邻接的热塑性树脂受热熔融,但是,如此感应产生的涡流却在铝箔等的导电性材料的两个端部形成圆形的电气回路,结果使得两端部的加热区域也变成圆形,从而导致在两端部被熔化的热塑性材料层的宽度变狭,该高频线圈以所说左右两侧部分较窄的密封带区域或者该密封带区域的非左右两侧部分作为基准,将上述直线状的突条设计成挤压在所说密封带区域的中央部分。
本发明所要解决的课题
使用高频热封装置对灌装有液体饮料等内容物的软管状包装材料在有液体存在的状态下按横断方向进行热封,在该装置中,为了进行良好的热封,利用设置在高频线圈上的突条把通过高频加热而熔融的热塑性材料层相互压合在一起,这时,必须把存在于两层热塑性材料之间的液体饮料等夹杂物与熔融的热塑性树脂一起从上述突条的正下方挤压流出到突条两侧的区域,从而在突条的下方形成由不含夹杂物的热塑性树脂构成的薄层。确实,通过设置突条,有可能达到良好的热封,但是在设置突条的情况下也不是没有问题的。例如,由于被突条挤压的细长区域的表面压力也可能达到约100kg/cm2,因此使得该被挤压的区域(热封部分)的物理强度减弱,特别是在对高频热封装置的加压控制机构的保养和调整不充分的情况下或在对包装制品进行杂乱操作的情况下,这种情况虽少但仍存在,这时在突条正下方被挤压的区域就会发生破损,成为封密不良的原因,这是存在的问题。另外,设置在高速运转的热封装置上的加压构件,其作用面上的高频线圈的突条部分地集中承受负载,因此导致突条部分发生局部的磨损,或者导致与对向钳口的密封橡胶相对应的部分变形,因此使得加压构件的使用寿命缩短,在运行较短的时间后就必须将其更换,这是存在的问题。
另一方面,作为并不必须使用突条的高频热封装置,在由本发者们作出的上述特开2000-53110号公报中记载的装置也是已知的,但是该热封装置在与高频线圈的作用面成为同一平面地设置的作用面上,按照与密封带区域靠容器一方的外侧相邻接的方式设置有能够形成合成树脂滞留部的沟槽,使得已进入到软管内表面上微小凹凸部位的液体或污物能够与熔融树脂一起流出到密封带区域之外,从而达到良好的密封性,同时能够在不会导致从容器一侧流出熔融树脂并因此引起裂纹产生的压缩强度下达到优良的热封,故它是完成度高的热封装置,但是,即使使用这种完成度高的热封装置,在液面下这样苛刻的条件下进行热风时,其热封性能也未能达到令人满意的程度。但是,即便使用这种完成度高的热封装置,在液面下这样苛刻的条件下进行热封时,其热封性能也未必能达到令人满意的程度。例如,在使用上述热封装置对富含非水溶性植物纤维的蔬菜汁进行液面下的高频热时,可按100万个中有几个的比例检出密封不良的制品,虽然其原因尚未探明。本发明的目的是提供一种完成度非常高的热封装置,该装置在其高频线圈的作用面上不设置突条,使用该装置,即便是在对灌装有富含非水溶性植物纤维的蔬菜汁的包装材料在液面下的苛刻条件下进行热封时,也不会发生密封不良的情况,从而能达到优良的密封。
实现本发明目的的手段
本发明者们为了达到上述目的而进行了深入研究,试制了没有突条的许多个热封装置,将所有这些装置用于实际的热封试验,对密封带区域中熔融的热塑性树脂和植物纤维的流动状态进行了细微的观察。也就是说,对富含植物纤维的蔬菜汁在液面下进行热封,然后从热封的样品上切取适宜大小的试样,使用电子式试样冻结装置(日本切片机研究所制,EF-10型)将该试样包裹于冰中,然后在此状态下用一台安装有金刚石刀(ドルツカ-インタナシヨナル社制)的切片机(日本切片机研究所制,“RM-S型”)将该试样切成薄片,然后用显微镜对该试样进行观察和摄影。从这些研究结果可以看出,在设置有高频线圈的加压构件的作用面上形成了与左右两侧呈圆形狭长状的密封带区域靠容器侧的端部相内接的沟槽,该沟槽沿着密封带区域靠客篇的一侧并在密封带区域纵向的全部区域内延伸,而且,在与密封带区域靠切口一方的外侧相邻接地设置有熔融热塑性树脂的流出部,这样,即使是在对灌装有富含非水溶性植物纤维的蔬菜和汁进行包装等的场合在液面下的苛刻条件下进行热封时,只要适宜地选定上述沟槽的形状,宽度和深度等参数,也就不会发生密封不良的情况,从而可以达到优良的密封。特别时发现了,通过部分地改变沟槽的宽度和对熔融热塑性树脂的流动状态进行控制,就可以达到更优良的热封效果。本发明就是在这些发现的基础上完成的。
也就是说,本发明涉及一种高频热封装置,该装置由一对具有高频加热机构并开闭自由的加压构件构成,用于把由含有热塑性树脂层和导电性材料层的层压体构成的包装材料制成软管状,并对该软管状的包装材料在液面下按横断状进行热封,其特征在于,在其中的一个加压构件上设置能够形成平坦作用面的高频线圈,在设置有该高频线圈的加压构件的作用面上设置一条与密封带区域靠容器一侧的端部相内接的沟槽,而且,与密封带区域靠切口一方的外侧相邻接地设置有熔融热塑性树脂的流出部(技术方案1);另外,如技术方案1所述的高频热封装置,其特征在于其中的另一个加压构件是具有作用面的密封橡胶(技术方案2);如技术方案1或2所述的高频热封装置,其特征在于,其中所说与密封带区域靠容器一侧的端部相内接的沟槽是一条沿着密封带区域靠容器一侧并贯穿密封带纵向的全部区域而延伸并且含有一部分曲线的沟槽(技术方案3);如技术方案1-3的任一项中所述的热封装置,其特征在于其中所说沟槽的截面呈圆弧状,该沟槽的深度尺寸比其宽度尺寸的1/2还小(技术方案4);如技术方案1-4的任一项中所述的热封装置,其特征在于其中所说沟槽的宽度有一部分与其他部分沟槽的宽度不同(技术方案5);如技术方案1-5的任一项中所述的高频热封装置,其特征在于与所说的高频线圈靠容器一方的外侧相邻接地设置有带状磁性体(技术方案6)。
进一步而言,本发明提供一种高频热封装置,该装置通过把由含有热塑性树脂层和导电性材料层的层压体构成的包装材料制成软管状,且该包装材料界定纵向及横断方向,并对该软管状的包装材料在液面下按横断方向进行热封,将容器端部切断,从而相对于容器界定密封带区域、靠容器一侧、外侧以及靠切口一侧;其特征在于,该装置包括第一加压构件及与该第一加压构件一起开闭自由的第二加压构件,第一及第二加压构件分别具有平坦作用面,该第一及第二加压构件中的一个具有高频加热机构,该加热机构的表面与作用面成为同一平面,界定作用面的部分,在设置有该高频线圈加热机构的加压构件的作用面上设置与密封带区域靠容器一侧的端部相内接的沟槽,而且,与密封带区域靠切口一侧的外侧相邻接地设置有熔融热塑性树脂的流出部,该沟槽沿着密封带区域靠容器一侧遍及其整个横断方向地延伸,且在端部包含一部分曲线。
另外本发明提供一种高频热封装置,该装置通过把由含有热塑性树脂层和导电性材料层的层压体构成的包装材料制成软管状,且该包装材料界定纵向及横断方向,并对该软管状的包装材料在液面下按横断方向进行热封,将容器端部切断,从而相对于容器界定密封带区域、靠容器一侧、外侧以及靠切口一侧;其特征在于,该装置包括第一加压构件及与该第一加压构件一起开闭自由的第二加压构件,第一及第二加压构件分别具有平坦作用面,该第一及第二加压构件中的一个具有高频加热机构,该加热机构的表面与作用面共面,界定作用面的部分,在设置有该高频线圈加热机构的加压构件的作用面上设置与密封带区域靠容器一侧的端部相内接的沟槽,而且,与密封带区域靠切口一侧的外侧相邻接地设置有熔融热塑性树脂的流出部,并且沟槽的宽度有一部分与其他部分沟槽的宽度不同。
本发明的实施方案
下面参照相应的附图来说明本发明的高频热封装置。
图1是使用本发明高频热封装置的灌装机的简略立体图;
图2是图1所示灌装机的横向密封装置的立体图;
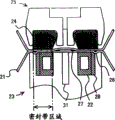
图3是本发明高频热封装置的简略纵剖图;
图4是本发明另一种方案的高频热封装置的简略纵剖图;
图5是对高频密封时形成的密封带区域的说明图;
图6是对图5的密封带区域端部的局部放大图;
图7是对图3所示的本发明高频热封装置的说明图;
图8是对图4所示的本发明高频热封装置的说明图;
图9是对沟槽中有一部分沟槽的宽度与其他部分不同的本发明高频热封装置的说明图。
(对符号的说明)
1 包装材料薄带
2 给液管
3 枕状容器
4 横向密封装置
5 切断装置
6 长方体状容器
10 垂直圆柱
11 升降框架
12、13摇动臂
14、15加压构件
16 臂形开闭装置
20 加压装置
21 软管状包装材料
22 高频线圈
23 密封钳口
24 密封橡胶
25 对向钳口
26 与密封带区域靠容器一侧的端部相内接地设置的沟槽
27 热塑性树脂流出部
28 磁性体
29 密封带区域的纵向左右两侧部分
30 密封带区域的纵向非左右两侧部分
31 切断预定部
32 靠容器一侧的端部
33 靠切口一侧的端部
34 密封带区域的纵向两端部
35 层压体包装材料的折痕(折痕线)部
36 层压体包装材料按3片重叠的纵向密封部
作为使用本发明的高频热封装置的灌装机,例如在图1所示,具有用于按滚筒状支持包装材料薄带1的重绕机、用于将薄带由重绕机顺次地卷绕的卷绕装置、用于将被卷绕的薄带在杀菌后成型为软管状的软管成型装置、用于向已成型为软管状的薄带内灌装流动性内容物的给液管2、用于把已灌装内容物的软管往下方输送大体上相当于1个容器的长度并沿横向将其密封以使其连续地成型为枕状容器3的横向密封装置4、设置在横向密封装置的下方用于把呈悬吊状态的枕状容器的密封部切断以便一个一个地将容器切离的切断装置5、用于把已切离的枕形容器3的端部折弯并将其整形为最终形状的长方体状容器6的容器整形装置。
另外,作为上述的横向密封装置4,可以使用例如在特公平1-23366号公报中公开的装置。该横向密封装置4,如图2所示,具有升降自由并且可逆地转动自由的垂直圆柱10;与垂直圆柱10同时升降并且安装在垂直圆柱10上的升降框架11;各自支持在升降框架11上前后一对的摇臂12、13,该摇臂12、13以处于下部并相互平行的一对水平轴心作为中心进行摇动;按照相互面向地各自固定在各摇臂12、13上前后一对具有高频线圈的加压构件14、15;用于摇动两个摇臂12、13以便使两个加压构件14、15在处于相互接近的闭位置与相互离开的开位置之间移动的摇臂开闭装置16;用于按照闭位置将两个摇臂12、13相互拉近以便在两个加压构件14、15之间产生密封压力的加压装置20。
在本发明中,作为由包含热塑性树脂层和导电性材料层的层压体构成的包装材料,只要在其最里面的一层是包含可以通过加热手段进行热封的聚乙烯等的热塑性树脂层和在受高频加热作用时能发热的导电性材料层的层压体即可,不管它们具体地是什么材料,但是,作为导电性材料层,优选是光线和氧气不能透过的铝箔层。另外,从维持容器的刚性等的角度考虑,优选使用具有薄纸板层的层压体。因此,这样的包装材料就可以使用传统的公知方法在非液面下对其纵向的边缘部分相互进行热熔粘合,从而成型为软管状。
本发明的高频热封装置由具有为使所说软管状包装材料21在液面下按横断方向进行热封的高频加热机构的一对开闭自由的加压构件14、15构成。如图3和图4所示,该高频热封装置中的一对加压构件14、15一般由一个具有作为加热源的高频线圈22的加压构件(下文称为“密封钳口23”)和一个不具有高频线圈并由密封橡胶24等制成的加压构件(下文称为“对向钳口25”)构成,使用这样的密封钳口23和对向钳口25就可以通过对软管状的包装材料在液面下按横断方向挤压来对包装材料最内层的热塑性树脂层进行加热和加压以形成密封带区域,从而是达到热封的目的。
作为本发明的高频热封装置,只要在设置有高频线圈的加压构件的作用面上设置有与密封带区域靠容器一侧的端部相内接的沟槽26,而且,与密封带区域靠切口一方的外侧相连接地设置有熔融热塑性树脂的流出部27即可,此外没有特别限制,但是,优选像图7~图9所示那样,另一方的加压构件设置有由具有平坦作用面的硬质橡胶等构成的密封橡胶24,另外,优选与具有平坦作用面的高频线圈靠容器一方的外侧相邻接地设置有带状或板状的铁氧体等磁性体28。通过按照与该容器一方的外侧相邻接的方式来设置带状磁性体28,就可使得由高频线圈发出得磁力线由于磁性体28的作用而在密封带区域的一侧发生弯曲,从而使得软管状包装材料在高频线圈靠容器一方的外侧,也就是密封带区域靠容器一方的外侧,不会受到不必要的加热。
如上所述,在高频热封装置中使用作为对软管状包装材料的加热手段的高频加热机构,该高频加热机构如上述那样具有高频线圈22。图5是用于说明在高频热封时的密封带区域的附图,而图6是图5的局部放大图。如图5和图6所示,在设置于密封钳口23上的高频线圈22中一旦有电流通过,就会在高频线圈的周围产生高频电磁场,而该高频电磁场就在铝箔等的导电性材料中感应产生涡流,由于该涡流的作用而在导电性材料中生热,所产生的热就能对与导电性材料相邻接的热塑性树脂加热并使其熔融。这种感应产生的涡流在铝箔等导电性材料的两个端部形成圆形的电气回路,从而使得软管状包装材料21左右两侧部分的加热区域也随之变成圆形,这样就使得在两个端部处的溶融热塑性树脂材料层的宽度变窄。其结果,密封带区域在其纵向左右两侧部分29形成圆形而狭窄的形状,从而使得左右两侧部分29的密封带区域的宽度比非左右两侧部分30的密封带区域的宽度窄。
在本发明中所谓的密封带区域,就是指在包装材料最里面的热塑性树脂层相互间被加热并被加压的区域,也就是说,是指被热封的区域,而对于只被加压但不被加热的区域,或者只被加热但不被加压的区域,则不能称为密封带区域。另外,在上述的图5和图6以及下述的图7至图9中示出,在密封钳口上设置有U字形的高频线圈22,介入切断预定部31同时对软管状包装材料的两个部位进行热封时,为了方便起见,可以象图示那样将软管状包装材料的密封带区域重叠在密封钳口23上。如图5和图6所示,与该热封装置上密封带区域的纵向(横切软管的方向)相垂直的方向(软管的纵向)的边缘部,其一方的边缘部32成为饮料等灌装物的一侧,也就是成为靠容器一侧的边缘部32,而另一个边缘部33则成为用于将容器一个个地切离的靠切口一侧的边缘部33。在本发明中,对于与所说密封带区域相对应的加压构件的高频线圈的作用面,为了方便起见,有时也将其称之为密封带区域。
作为本发明的高频热封装置中的作为与密封带区域靠容器一侧的端部相内接的构槽26,只要在包含密封带区域的宽度呈图形狭长状的左右两侧部分29在内的密封带区域的内侧并与容器一侧相邻接的区域内,能够形成熔融热塑性树脂的流入部即可,此外设有特别限制,虽然可以举出这样设置的沟槽,该沟槽在沿着密封带区域靠容器一侧按纵向在全部区域内或一部分区域内设置且与密封带区域靠容器一侧的端部相内接,但优选是如图7-图9所示那样,将其设计成在沿着密封带区域靠容器一侧按纵向穿过全部区域而延伸的沟槽。在此情况下,可以在密封带区域的宽度呈圆形狭长状的左右两侧部分29设置曲线状的沟槽26。也可以使用折线状的沟槽来代替曲线状的沟槽。另外,作为沟槽的形状,可以例示其截面呈圆弧形、椭圆形、多边形(三角形、矩形、台形等)等形状的沟槽,但优选是将其设计成截面形状为圆弧形,并且该圆弧的深度比其宽度的1/2小,例如深度为宽度的1/3左右的沟槽。可是,当在密封钳口处设置U字形等的高频线圈并要夹着切断预定部31而同时对软管状包装材料的两个部位进行热封的情况下,优选是在成为密封带区域靠容器一方的两个内侧的作用面上,设置与容器一侧端都相内接的两条连续的沟槽26。
对于上述沟槽26,优选是预先适宜地设定沟槽的宽度和深度,以便使它能被在密封带区域内流动的热塑性树脂填满,而且能够形成一条呈直线状而且没有凹凸的密封边缘,因为呈直线状没有凹凸的密封边缘不会导致从该边缘处产生裂纹。可是,在该热塑性树脂流入的沟槽26的部分由于含有食物纤维等的夹杂物而不能赋与那样好的密封性,但仍可以说它能提高密封的强度。另外,考虑到贯通密封带区域的隧道会成为密封不良的原因,因此,从防止产生这种隧道的观点考虑,优选是在例如密封带区域沿纵向的两个端部34、层压包装材料的折痕(折痕线)部35、由3片层压包装材料重叠而成的纵向密封部36等处,部分地改变沟槽的宽度。通过部分地改变沟槽的宽度,可以控制熔融热塑性树脂的流动状态,例如树脂的流动速度、熔融树脂向沟槽中的流入量与熔融树脂从流出部的流出量之间的比例等。在图9中示出了在上述的折痕部35处的沟槽宽度稍宽一些并且其深度也稍浅一些的沟槽26。
在本发明中,作为按照与高频线圈靠切口一方的外侧相邻接地设置的熔融热塑性树脂的流出部27,只要是具有能让熔融热塑性树脂从密封带区域流出到切口一侧的机构即可,例如可以举出,如图3和图7所示的结构,该结构可使得,设置于对向钳口25上的密封橡胶24的作用面上靠切口侧的边缘部,与设置于密封钳口23上的高频线圈22的作用面靠切口侧的边缘部相对应地接触。另外,如图4和图8所示那样,设置在与高频线圈靠切口一方的外侧相邻接的作用面上,作为能够形成熔融热塑性树脂滞留部的沟槽而构成的部分,也可以作为流出部27。在将流出部27按沟槽的结构形成的情况下,可以使密封橡胶24的作用面靠切口一侧的边缘部按照成为沟槽一部分的方式向着密封带区域靠切口一方的外侧延伸,在此情况下,由加压构件14、15对软管状包装材料21在液面下进行挤压时,就可以使得在切断预定部31或其附近残留的蔬菜汁等液体降低到最小限度,其结果,可以防止蔬菜汁等液体向被切断的纸端渗出,因此作为防止在纸端上生霉的对策是有效的。为此,对所说熔融热塑性树脂流出部27靠高频线圈的一侧只进行加热而不予加压,因此使得该部分能让来自密封带区域的熔融热塑性树脂流入。
如上所述,本发明的高频热封装置,在密封钳口23的作用面上按照与一条左右两侧呈圆形狭长状的密封带区域靠容器一方端部的内侧相邻接的方式设置一条能够允许熔融热塑性树脂流入并形成直线状密封边缘的沟槽26,并且,按照与高频线圈靠切口一方的外侧相邻接的方式设置熔融热塑性树脂的流出部27,因此使得,处于密封带区域内的包装材料最里面的热塑性树脂层由于受到具有加热机构的密封钳口23和对向钳口25的挤压作用而被加热和加压,从而使熔融的热塑性树脂分别地流入到沟槽26中和流出到流出部27中,这样就能使得附着在热塑性树脂层表面上并含有非水溶性植物纤维的饮料等的灌装物或污物等夹杂物一起朝向容器一侧和切口一侧流动,朝向容器一侧流动的熔融热塑性树脂流入到沟槽26中并因此形成直线状的密封边缘,而朝向切口一侧流动的熔融热塑性树脂就流出到流出部27中并因此形成了热塑性树脂的滞留部。其结果,在密封带区域上没有设置沟槽26的那部分作用面上就形成了一层没有夹杂物并因此具有优良密封性的热塑性树脂薄层。
当使用本发明的高频热封装置进行热封时,即便是在对富含非水溶性植物纤维的蔬菜汁进行灌装等场合和在液面下的苛刻条件下进行热封时,也不会发生密封不良的情况,从而能够达到优良的密封。关于能够达到如此优良热封效果的机理虽然尚未探明,但是可以认为,在本发明的高频热封装置中,通过把与密封带区域靠容器一侧的端部相内接地设置的沟槽26的宽度和深度预先设定成能使熔融树脂的流动特性成为最适宜的状态,以及特别是通过改变沟槽26的宽度来使熔融树脂的流动特性成为最适宜的状态,就可以控制熔融热塑性树脂的流动状态,例如树脂的流动速度、熔融树脂向沟槽的流入量与熔融树脂从流出部的流出量之间的比例等,结果使得,流出到靠容器一侧的沟槽26中的熔融树脂和被挤压流出到切口一侧的熔融树脂的流动能够顺利地进行,因此使得,即便是在液面下的苛刻条件下进行热封,也能达到良好的热封效果。
发明的效果
当使用本发明的高频热封装置进行热封时,可以在密封带区域形成不含夹杂物并具有优良密封性的热塑性树脂薄层,即便是在对富含非水溶性纤维的蔬菜汁等进行灌装的场合并在液面下的苛刻条件下进行热封时,也不会发生密封不良的现象,从而能够达到优良的密封效果。另外,本发明的高频热封装置由于在其作用面上不具有突条,因此可以延长两次更换零件之间的间隔,从而延长了其使用寿命。另外,由于能够形成在较大宽度内不含纤维质的薄层的密封区域,因此能够有效地防止隧道的形成。
Claims (9)
1. 一种高频热封装置,该装置通过把由含有热塑性树脂层和导电性材料层的层压体构成的包装材料制成软管状,且该包装材料界定纵向及横断方向,并对该软管状的包装材料在液面下按横断方向进行热封,将容器端部切断,从而相对于容器界定密封带区域、靠容器一侧、外侧以及靠切口一侧;其特征在于,该装置包括第一加压构件及与该第一加压构件一起开闭自由的第二加压构件,第一及第二加压构件分别具有平坦作用面,该第一及第二加压构件中的一个具有高频加热机构,该加热机构的表面与作用面成为同一平面,界定作用面的部分,在设置有该高频线圈加热机构的加压构件的作用面上设置与密封带区域靠容器一侧的端部相内接的沟槽,而且,与密封带区域靠切口一侧的外侧相邻接地设置有熔融热塑性树脂的流出部,该沟槽沿着密封带区域靠容器一侧遍及其整个横断方向地延伸,且在端部包含一部分曲线。
2. 如权利要求1所述的高频热封装置,其特征在于其中的不具有高频加热机构的加压构件是具有作用面的密封橡胶。
3. 如权利要求1或2所述的热封装置,其特征在于其中所说的沟槽的截面呈圆弧状,该沟槽的深度尺寸比其宽度尺寸的1/2还小。
4. 如权利要求1或2所述的高频热封装置,其特征在于与所说的高频线圈靠容器一侧的外侧相邻接地设置有带状磁性体。
5. 一种高频热封装置,该装置通过把由含有热塑性树脂层和导电性材料层的层压体构成的包装材料制成软管状,且该包装材料界定纵向及横断方向,并对该软管状的包装材料在液面下按横断方向进行热封,将容器端部切断,从而相对于容器界定密封带区域、靠容器一侧、外侧以及靠切口一侧;其特征在于,该装置包括第一加压构件及与该第一加压构件一起开闭自由的第二加压构件,第一及第二加压构件分别具有平坦作用面,该第一及第二加压构件中的一个具有高频加热机构,该加热机构的表面与作用面共面,界定作用面的部分,在设置有该高频线圈加热机构的加压构件的作用面上设置与密封带区域靠容器一侧的端部相内接的沟槽,而且,与密封带区域靠切口一侧的外侧相邻接地设置有熔融热塑性树脂的流出部,并且沟槽的宽度有一部分与其他部分沟槽的宽度不同。
6. 如权利要求5所述的高频热封装置,其特征在于其中的不具备高频加热机构的上述加压构件是具有作用面的密封橡胶。
7. 如权利要求5所述的高频热封装置,其特征在于其中所述的沟槽沿着密封带区域靠容器一侧遍及其整个横断方向地延伸,且在端部包含一部分曲线。
8. 如权利要求5所述的高频热封装置,其特征在于其中所说的沟槽的截面呈圆弧状,该沟槽的深度尺寸比其宽度尺寸的1/2还小。
9. 如权利要求5所述的高频热封装置,其特征在于与所说的高频线圈靠容器一侧的外侧相邻接地设置有带状磁性体。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001/052817 | 2001-02-27 | ||
| JP2001052817A JP4643841B2 (ja) | 2001-02-27 | 2001-02-27 | 高周波ヒートシール装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1371845A CN1371845A (zh) | 2002-10-02 |
| CN100417579C true CN100417579C (zh) | 2008-09-10 |
Family
ID=18913390
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB021045356A Expired - Fee Related CN100417579C (zh) | 2001-02-27 | 2002-02-08 | 高频热封装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6837025B2 (zh) |
| EP (1) | EP1234771B1 (zh) |
| JP (1) | JP4643841B2 (zh) |
| CN (1) | CN100417579C (zh) |
| DE (1) | DE60208095T2 (zh) |
| DK (1) | DK1234771T3 (zh) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3721309B2 (ja) * | 2001-02-09 | 2005-11-30 | 四国化工機株式会社 | 高周波ヒートシール装置 |
| JP4931033B2 (ja) | 2002-07-19 | 2012-05-16 | 日本テトラパック株式会社 | 積層材料、積層材料の製造方法および包装容器 |
| JP4953408B2 (ja) * | 2003-02-28 | 2012-06-13 | 日本テトラパック株式会社 | 積層材料、積層材料の製造方法、積層材料のヒートシール方法および包装容器 |
| US20050109444A1 (en) * | 2003-11-25 | 2005-05-26 | Skymark Packaging Systems Inc. | Sealing assembly |
| WO2015158502A1 (en) * | 2014-04-16 | 2015-10-22 | Tetra Laval Holdings & Finance S.A. | Induction sealing device and method of sealing a packaging material using said induction sealing device |
| WO2016083212A1 (en) | 2014-11-24 | 2016-06-02 | Tetra Laval Holdings & Finance S.A. | Simplified transversal induction sealing device |
| CN108137181B (zh) * | 2015-10-02 | 2021-02-26 | 凸版印刷株式会社 | 砧座及超声波密封装置 |
| BR112018010484B8 (pt) | 2015-11-27 | 2022-03-03 | Tetra Laval Holdings & Finance | Dispositivo de vedação por indução, método para produzir um dispositivo de vedação por indução, e, máquina de enchimento |
| EP3241667B1 (en) | 2016-05-02 | 2020-07-08 | Tetra Laval Holdings & Finance S.A. | Improved induction sealing system |
| RU2759707C2 (ru) | 2017-05-30 | 2021-11-17 | Тетра Лаваль Холдингз Энд Файнэнс С.А. | Устройство для запечатывания верха упаковки для пищевого продукта и система для формирования и заполнения упаковки с пищевым продуктом |
| EP3431268B1 (en) | 2017-07-17 | 2020-09-02 | Tetra Laval Holdings & Finance S.A. | Inductor coil for induction welding of a packaging material and method of manufacturing an inductor coil |
| US11370571B2 (en) | 2017-07-18 | 2022-06-28 | Tetra Laval Holdings & Finance S.A. | Induction sealing device |
| US11548238B2 (en) | 2018-09-10 | 2023-01-10 | Tetra Laval Holdings & Finance S.A. | Method for forming a tube and a method and a packaging machine for forming a package |
| JP7447123B2 (ja) | 2018-09-11 | 2024-03-11 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | 密封されたパッケージを形成するためのパッケージ装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0979723A2 (en) * | 1998-08-10 | 2000-02-16 | Shikoku Kakoki Co., Ltd. | Heat-sealing apparatus |
| CN1253900A (zh) * | 1998-09-28 | 2000-05-24 | 四国化工机株式会社 | 高频热封装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3488914A (en) * | 1965-05-28 | 1970-01-13 | Fmc Corp | Package filling and sealing system |
| US3530642A (en) * | 1968-05-15 | 1970-09-29 | John Leimert | Apparatus for sealing film |
| JPS553215A (en) | 1978-06-23 | 1980-01-11 | Hitachi Ltd | Semiconductor switch circuit |
| SE433322B (sv) | 1981-10-08 | 1984-05-21 | Tetra Pak Int | Anordning for vermeforsegling av forpackningslaminat - utformning av forseglingsbacken |
| SE451974B (sv) * | 1985-08-22 | 1987-11-09 | Tetra Pak Ab | Sett och anordning for induktionsforsegling av termoplastbelagt forpackningsmaterial innefattande atminstone ett skikt av metallfolie |
| JPS6423366A (en) | 1987-07-20 | 1989-01-26 | Hitachi Ltd | High-speed signal processor |
| JP2825880B2 (ja) * | 1989-11-01 | 1998-11-18 | 株式会社東京自働機械製作所 | 製袋充填包装機の横シール装置 |
| JPH053215A (ja) | 1991-06-21 | 1993-01-08 | Toshiba Corp | 半導体装置の製造方法 |
| SE501712C2 (sv) * | 1993-09-08 | 1995-05-02 | Tetra Laval Holdings & Finance | Anordning för försegling av termoplastbelagt förpackningsmaterial |
| JP3734847B2 (ja) * | 1995-02-23 | 2006-01-11 | 日本テトラパック株式会社 | シール装置 |
| JP3413539B2 (ja) | 1995-03-08 | 2003-06-03 | 四国化工機株式会社 | 液体充填チューブのヒートシール装置 |
| JP4603122B2 (ja) * | 2000-02-23 | 2010-12-22 | 四国化工機株式会社 | 超音波シール装置 |
-
2001
- 2001-02-27 JP JP2001052817A patent/JP4643841B2/ja not_active Expired - Fee Related
-
2002
- 2002-02-08 EP EP20020250899 patent/EP1234771B1/en not_active Expired - Lifetime
- 2002-02-08 DE DE2002608095 patent/DE60208095T2/de not_active Expired - Lifetime
- 2002-02-08 DK DK02250899T patent/DK1234771T3/da active
- 2002-02-08 US US10/067,828 patent/US6837025B2/en not_active Expired - Fee Related
- 2002-02-08 CN CNB021045356A patent/CN100417579C/zh not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0979723A2 (en) * | 1998-08-10 | 2000-02-16 | Shikoku Kakoki Co., Ltd. | Heat-sealing apparatus |
| JP2000053110A (ja) * | 1998-08-10 | 2000-02-22 | Shikoku Kakoki Co Ltd | ヒートシール装置 |
| CN1253900A (zh) * | 1998-09-28 | 2000-05-24 | 四国化工机株式会社 | 高频热封装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1234771B1 (en) | 2005-12-21 |
| DE60208095T2 (de) | 2006-08-31 |
| US20020157349A1 (en) | 2002-10-31 |
| JP2002254520A (ja) | 2002-09-11 |
| US6837025B2 (en) | 2005-01-04 |
| JP4643841B2 (ja) | 2011-03-02 |
| EP1234771A1 (en) | 2002-08-28 |
| DE60208095D1 (de) | 2006-01-26 |
| CN1371845A (zh) | 2002-10-02 |
| DK1234771T3 (da) | 2006-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100417579C (zh) | 高频热封装置 | |
| AU604465B2 (en) | Side sealed thermoplastic bag | |
| US5247779A (en) | Self voiding jaw for packaging machine | |
| US3986914A (en) | Heat-sealing method for plastic containers | |
| US5678392A (en) | Residual product removing apparatus | |
| US6167681B1 (en) | Sealing apparatus | |
| KR101169105B1 (ko) | 카운터 엘리멘트 및 그의 제조 방법 | |
| CN1371798A (zh) | 高频热封装置 | |
| CA1314800C (en) | Heat-sealing device for thermoplastic films | |
| JPH08244728A (ja) | 液体充填チューブのヒートシール装置 | |
| CN109070487B (zh) | 改进的感应密封系统 | |
| US7323665B2 (en) | Heating element for high-speed film-sealing apparatus, and method for making same | |
| JP2501777B2 (ja) | 包装積層品をヒ―トシ―ルする装置 | |
| CN102089211A (zh) | 包装和充填机器 | |
| CA2048928A1 (en) | Ultrasonic welding in pouch manufacture | |
| JP4127907B2 (ja) | 高周波ヒートシール装置 | |
| JP2000053110A (ja) | ヒートシール装置 | |
| EP0883546B1 (en) | Sealing apparatus | |
| DE60113803T2 (de) | Verpackungsmaschine zur Herstellung von versiegelten Verpackungen für fliessfähige Nahrungsmittel | |
| CN102656092B (zh) | 包装件成型设备 | |
| JP2020175914A (ja) | 複数列縦型充填包装機および複数列充填包装方法 | |
| MXPA01003015A (en) | System and method of automatically conveying a wireless office system (wos) frequency set to mobile stations | |
| JP2002362505A (ja) | シール装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20080910 Termination date: 20210208 |