BRPI0924235B1 - Metodo para a fabricaqao de um elemento de refrigeraqao para reatores pirometalurgicos e elemento de refrigeraqao para reatores pirometalurgicos - Google Patents
Metodo para a fabricaqao de um elemento de refrigeraqao para reatores pirometalurgicos e elemento de refrigeraqao para reatores pirometalurgicos Download PDFInfo
- Publication number
- BRPI0924235B1 BRPI0924235B1 BRPI0924235-0A BRPI0924235A BRPI0924235B1 BR PI0924235 B1 BRPI0924235 B1 BR PI0924235B1 BR PI0924235 A BRPI0924235 A BR PI0924235A BR PI0924235 B1 BRPI0924235 B1 BR PI0924235B1
- Authority
- BR
- Brazil
- Prior art keywords
- cooling
- channel
- cooling channel
- loop
- refrigeration
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 25
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 14
- 238000001816 cooling Methods 0.000 claims abstract description 116
- 238000005057 refrigeration Methods 0.000 claims description 18
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 13
- 229910052802 copper Inorganic materials 0.000 claims description 13
- 239000010949 copper Substances 0.000 claims description 13
- 229910000831 Steel Inorganic materials 0.000 claims description 8
- 239000010959 steel Substances 0.000 claims description 8
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 6
- 229910002804 graphite Inorganic materials 0.000 claims description 6
- 239000010439 graphite Substances 0.000 claims description 6
- 239000011819 refractory material Substances 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 229910045601 alloy Inorganic materials 0.000 claims description 3
- 239000000956 alloy Substances 0.000 claims description 3
- 238000005452 bending Methods 0.000 claims description 3
- 238000009749 continuous casting Methods 0.000 claims description 2
- 238000001125 extrusion Methods 0.000 claims description 2
- 239000002826 coolant Substances 0.000 description 23
- 239000000463 material Substances 0.000 description 22
- 230000000694 effects Effects 0.000 description 7
- 238000005266 casting Methods 0.000 description 6
- 238000003754 machining Methods 0.000 description 6
- 230000008878 coupling Effects 0.000 description 5
- 238000010168 coupling process Methods 0.000 description 5
- 238000005859 coupling reaction Methods 0.000 description 5
- 239000000945 filler Substances 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 239000011449 brick Substances 0.000 description 4
- 239000000498 cooling water Substances 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 239000012768 molten material Substances 0.000 description 3
- 238000007528 sand casting Methods 0.000 description 3
- 238000005476 soldering Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 239000003570 air Substances 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000003908 quality control method Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000006467 substitution reaction Methods 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 230000002860 competitive effect Effects 0.000 description 1
- 150000001879 copper Chemical class 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000007770 graphite material Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000009428 plumbing Methods 0.000 description 1
- 238000009853 pyrometallurgy Methods 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 238000007569 slipcasting Methods 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/10—Cooling; Devices therefor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/12—Casings; Linings; Walls; Roofs incorporating cooling arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B1/00—Shaft or like vertical or substantially vertical furnaces
- F27B1/10—Details, accessories, or equipment peculiar to furnaces of these types
- F27B1/24—Cooling arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B3/00—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces
- F27B3/10—Details, accessories, or equipment peculiar to hearth-type furnaces
- F27B3/24—Cooling arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/0003—Linings or walls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D9/00—Cooling of furnaces or of charges therein
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49391—Tube making or reforming
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Blast Furnaces (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
método para a fabricação de um elemento de refrigeração para reatores pirometalúrgicos e elemento de refrigeração para reatores pirometalúrgicos. trata-se de um elemento de refrigeração (2) para reatores pirometalúrgicos e o método de fabricar o elemento, em que pelo menos um canal de refrigeração (1) que tem duas extremidades é provido primeiramente. cada extremidade do canal de refrigeração (1) tem um meio de conexão (17) para o meio de refrigeração e pelo menos um canal de refrigeração (1) é conectado pelo meio de conexão a uma parede do reator pirometalúrgico. além disso, pelo menos um tubo que tem uma seção transversal externa e uma seção transversal interna é formado e o tubo é dobrado como um laço aberto para formar pelo menos um canal de refrigeração, cujas extremidades podem ser unidas ao meio (3) para conectar o canal de refrigeração (1) a uma parede do reator pirometalúrgico.
Description
A presente invenção refere-se a elementos de refrigeração de reatores pirometalúrgicos tais como alto- fornos e similares utilizados para produzir e refinar metais ou ligas de metais. O maior campo de uso de tais reatores é a fabricação do aço.
Os reatores pirometalúrgicos compreendem um vaso do reator, feito geralmente de aço, elementos de refrigeração arranjados dentro do vaso do reator e contra a sua parede, e uma camada refratária que forma a superfície interna do reator. A camada refratária é feita de tijolos ou material refratário fluente que é espalhado na superfície dos elementos de refrigeração, ou ambos. Se o material refratário fluente for utilizado, os elementos de refrigeração são embutidos dentro de material de carbono e o carboneto de silício pode ser utilizado para uma proteção adicional. Quando os tijolos são utilizados, os elementos de refrigeração podem ser placas lisas e largas que ficam voltadas para o interior do forno. Estes elementos de refrigeração têm sulcos transversais para a fixação dos tijolos nos elementos. Quando os elementos de refrigeração são unidos ao vaso do reator, os sulcos seguem horizontalmente, bem como as camadas de tijolos. Além dos elementos acima mencionados, o vaso do reator inclui passagens e meios para a introdução de materiais de metal, combustível, ar, oxigênio ou gases de proteção e aditivos ao reator, tudo de acordo com o processo para o qual o reator é utilizado.
A camada refratária dos reatores em processos pirometalúrgicos é protegida por elementos de refrigeração refrigerados a água de modo que, em conseqüência da refrigeração, o calor que vem para a superfície refratária é transferido através do elemento de refrigeração à água, por meio do que o desgaste do forro é reduzido significativamente em comparação com um reator que não é refrigerado. 0 desgaste reduzido é causado pelo efeito de refrigeração, que acarreta a formação do chamado forro autógeno, que se fixa à superfície de um forro resistente ao calor. Este forro é formado a partir de escória e outras substâncias precipitadas das fases derretidas.
Convencionalmente, os elementos de refrigeração são fabricados de duas maneiras: primariamente, os elementos podem ser fabricados por meio de fundição em areia, onde tubulações de refrigeração feitas de um material altamente termicamente condutor tal como o cobre são ajustadas em um molde formado na areia, e são esfriadas com ar ou água durante a fundição em torno das tubulações. O elemento moldado em torno das tubulações também é de um material altamente termicamente condutor, preferivelmente de cobre. Este tipo de método de fabricação é descrito, por exemplo, na patente GB n°. 1386645. Um problema com este método é a fixação desigual do encanamento que age como canal de refrigeração para material fundido, circundando o mesmo. Por causa disto, algumas das tubulações podem ficar completamente livres do elemento fundido em torno das mesmas a parte da tubulação pode ser completamente derretida e desse modo danificada. Se nenhuma ligação metálica for formada entre a tubulação de refrigeração e o restante do elemento fundido em torno da mesma, a transferência de calor não será eficiente. Novamente, se o encanamento derreter completamente, isso irá impedir o fluxo da água de refrigeração. As propriedades de fusão do material fundido podem ser melhoradas, por exemplo, ao misturar fósforo com cobre para melhorar a ligação metálica formada entre o encanamento e o material fundido, mas nesse caso as propriedades de transferência de calor (condutividade térmica) do cobre são enfraquecidas significativamente por até mesmo uma pequena adição. Uma vantagem deste método que merece ser mencionada é o custo de fabricação comparativamente baixo e a independência das dimensões.
Um outro método de fabricação é utilizado, por meio do qual a tubulação de vidro na forma de um canal é ajustada no molde do elemento de refrigeração. O vidro é quebrado depois da fundição para formar um canal dentro do elemento. Quando a fundição em areia é utilizada, cada pedaço tem que ser testado pela fotografia com raios X para garantir a impermeabilidade contra vazamentos de gás ou líquido. Isto é imperativo, uma vez que, se a água de refrigeração vazar para a fornalha, os danos pode ser devastadores. No entanto, o controle de qualidade de 100% e a fotografia com raios X aumentam custos os consideravelmente.
A patente norte-americana 4.382.585 descreve um outro método muito utilizado de fabricação de elementos de refrigeração, de acordo com o qual o elemento é fabricado, por exemplo, a partir de placa de cobre laminada mediante a usinagem dos canais necessários na mesma. A vantagem de um elemento manufaturado desta maneira é a sua forte estrutura densa, e uma boa transferência de calor do elemento a um meio de refrigeração tal como a água. As desvantagens são o tamanho limitado por causa das limitações dimensionais, e o custo elevado.
Um método bem conhecido na técnica anterior consistia em fabricar um elemento de refrigeração para um reator pirometalúrgico mediante a fundição de um perfil oco, tal como fundição contínua, por exemplo, fundição por escorregamento através de um molde. Furos longitudinais podem ser feitos no elemento por meio de mandris. 0 elemento é fabricado a partir de um metal altamente termicamente condutor, tal como o cobre. A vantagem deste método é uma estrutura densa do molde, a boa qualidade da superfície, e o canal de refrigeração do molde propicia uma boa transferência de calor do elemento ao meio de refrigeração, de modo que não ocorre nenhum efeito que impede a transferência de calor, ao invés de o calor que segue do reator ao elemento de refrigeração ser transferido sem nenhuma resistência à transferência de calor excessiva diretamente à superfície do canal e adiante para a água de refrigeração. A seção transversal do canal de refrigeração é geralmente redonda ou oval, e o mandril tem uma superfície lisa. Este tipo de canal de refrigeração é mencionado na patente norte-americana 5.772.955.
A fim de melhorar a capacidade de transferência do calor de um elemento de refrigeração, no entanto, é preferível aumentar a área da superfície de transferência de calor do elemento. Isto pode ser feito ao aumentando a área da superfície da parede do canal de fluxo sem ampliar o diâmetro ou aumentar o comprimento. A área da superfície da parede do canal de refrigeração de fluxo do elemento é aumentada mediante a formação de sulcos na parede do canal durante a fundição ou mediante a usinagem de sulcos ou roscas no canal depois da fundição de modo que a seção transversal do canal permaneça essencialmente redonda ou oval. Em conseqüência disto, com a mesma quantidade de calor, uma diferença menor na temperatura é necessária entre a água e a parede do canal de fluxo e uma temperatura do elemento de refrigeração até mesmo mais baixa. Este método é descrito no documento de patente WO/2000/037870.
A finalidade da presente invenção consiste na produção de um novo método para a obtenção de elementos de refrigeração para reatores pirometalúrgicos e um novo elemento de refrigeração produzido de acordo com o método.
Além disso, a finalidade da invenção consiste na criação de um elemento de refrigeração que seja mais barato de produzir.
Além disso, a finalidade de uma realização da invenção consiste na produção de um elemento de refrigeração que utiliza menos material em comparação aos elementos conhecidos.
A finalidade de uma realização da invenção consiste em diminuir a usinagem requerida para produzir o elemento de refrigeração.
A invenção é baseada no fato em que pelo menos um canal de refrigeração do elemento de refrigeração é formado de material de tubo que é dobrado em um laço aberto e cada extremidade do tubo é equipada com as conexões para o meio de refrigeração e um meio para fixação do mesmo a uma parede do reator pirometalúrgico.
De acordo com uma realização preferida da invenção, o elemento de refrigeração compreende um canal de refrigeração.
De acordo com uma realização preferida da invenção, o elemento de refrigeração compreende dois canais de refrigeração arranjados em paralelo de modo que um dos canais forma o canal externo e o segundo dos canais é aninhado dentro do laço do canal externo.
De acordo com uma realização preferida da invenção, as extremidades de pelo menos um canal de refrigeração são ligadas uma na outra por um cordão de aço.
Mais especificamente, o elemento de refrigeração e o método para a sua fabricação de acordo com a invenção são caracterizados pelo que é apresentado nas reivindicações independentes.
As realizações da invenção propiciam benefícios essenciais.
O elemento é muito mais fácil de fabricar e nenhuma fundição ou usinagem excessiva se fazem necessárias. Uma vez que o elemento é formado por um tubo, economias consideráveis nos materiais são obtidas. Em um elemento não fundido ou usinado, o elemento forma uma placa, na qual os espaços entre os canais de refrigeração são preenchidos com o mesmo material a partir do qual os canais de refrigeração são formados. Em um elemento de acordo com a invenção, o material caro que forma as paredes dos canais de refrigeração só é necessário para produzir paredes suficientemente fortes para o canal de refrigeração. 0 espaço deixado dentro do laço do canal ou dos canais de refrigeração pode ser preenchido com o mesmo material de grafite que é utilizado para forrar a fornalha. Agora, a quantidade de material necessária pode ser reduzida à metade em comparação com os elementos de refrigeração fundidos ou usinados para elementos de refrigeração de um só laço e as economias também são consideráveis para elementos de laços duplos. Uma vez que os elementos de refrigeração são feitos geralmente de cobre, que é bastante caro, qualquer economia nos custos de materiais confere uma margem competitiva.
O elemento de refrigeração de acordo com a invenção pode ser fabricado muito rapidamente, onde os elementos podem ser produzidos sob encomenda em um curto tempo de entrega. O tempo de entrega pode ser reduzido à metade. Isto reduz a necessidade de elementos armazenados pelo fabricante e pelo usuário e torna possível reagir rapidamente aos pedidos de entrada. Uma vez que o elemento de refrigeração é feito de material de tubo que é ele próprio impermeável a gases, o controle de qualidade é fácil e somente o teste de amostra é necessário para verificar se a qualidade satisfaz os padrões estipulados. A qualidade é mais elevada e varia pouco, uma vez que o processo de fabricação fica mais previsível e utiliza métodos que são executados facilmente em comparação, por exemplo, à fundição em areia.
A invenção é descrita agora mais detalhadamente com base nos seguintes exemplos e nos desenhos anexos.
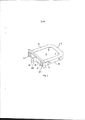
A figura 1 mostra uma realização de um elemento de refrigeração de acordo com a invenção.
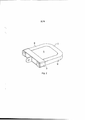
A figura 2 mostra uma realização alternativa da invenção.
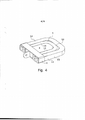
As Figuras 3 e 4 mostram a segunda e a terceira realizações alternativas da invenção.
A seguir, para fins de simplificação, uma fornalha é utilizada como exemplo de um reator pirometalúrgico.
A presente invenção refere-se a elementos de refrigeração que são inseridos dentro de uma fornalha através de um entalhe na parede da mesma. Tais elementos compreendem um corpo do tipo placa, feito geralmente de cobre, pelo menos um canal de refrigeração formado dentro da placa e um meio para fixar o elemento de refrigeração à parede da fornalha. A extremidade do elemento de refrigeração oposta ao meio de fixação aponta para o centro da fornalha. Esta extremidade ou ponta estende-se na superfície do material do forro e forma a superfície de transferência de calor primária. O elemento de refrigeração pode se estender um pouco dentro da fornalha a partir da superfície do forro, mas deve ser coberto com o material do forro a fim de proteger o material de cobre contra a erosão e o desgaste. Um forro autógeno formado na superfície interna da fornalha protege ainda mais os elementos de refrigeração.
A realização mostrada na figura 1 tem um canal um de refrigeração 1 que é feita de um tubo que tem uma seção transversal externa retangular e uma seção transversal interna circular. 0 tubo foi dobrado como um laço aberto em forma de U que tem duas dobras curvas de aproximadamente 90°. As pernas 8, 9 do laço têm o mesmo comprimento.
As extremidades das pernas são unidas a um laço de aço 3. 0 laço de aço 3 pode ser unido ou fixado ao canal de refrigeração 1 por qualquer meio que forme uma emenda impermeável a gases. O método de união preferido é a soldagem, mas outros métodos tais como a prensagem de forma, a forja, o caldeamento ou a soldagem, ou até mesmo fixações rosqueadas podem ser utilizados. O laço 3 pode ser um anel que tem um centro aberto tal como na figura 1 ou pode ser uma placa que tem aberturas para as pernas 8, 9 do canal de refrigeração. A área dentro do laço do canal de refrigeração 1 é preenchida com grafite 5, que também é utilizado para preencher o espaço dentro do laço 3, se um laço em forma de anel for utilizado. Esta área também tem que ser vedada impermeável a gases para impedir quaisquer vazamentos do alto-forno ou de qualquer outro reator pirometalúrgico em que os elementos de refrigeração forem utilizados. O preenchimento do centro pode ser feito durante a fabricação do elemento de refrigeração ou durante a instalação. O enchimento 5 pode ser grafite ou qualquer substância apropriada que é utilizada para formar o forro interno de um vaso do reator ou de uma fornalha, contanto que não vede o calor. O grafite ou outro enchimento substitui o material de cobre de elementos de refrigeração previamente conhecidos. Uma vez que é leve, ele conduz bem o calor e é relativamente barato, e esta característica economiza material, propicia um peso mais leve e uma condutividade térmica melhor ou pelo menos elevada.
O laço 4 tem um cabo provido com um furo fixado, por exemplo, por meio de solda, em seu meio. O cabo pode ser utilizado para suportar o elemento de refrigeração durante a montagem e o transporte, assim como para puxar o elemento para fora da parede da fornalha.
Quando o elemento de refrigeração é montado em uma fornalha, a parte do fundo do laço em forma de U é empurrada primeiramente através de um furo na parede da fornalha. A fim de ajudar na instalação através de um furo, a espessura do elemento de refrigeração 1 é maior no lado do laço 3 (si) do que no fundo do laço (s2) . 0 laço também é mais largo na lateral do laço 3 do que no fundo do laço. Desse modo, um formato de cunha é formado em duas direções, o que torna a instalação do elemento de refrigeração mais fácil. Esta característica não é necessária para a operação do elemento, mas provavelmente é altamente apreciada pelos clientes para uma montagem mais fácil e mais rápida. A formação do formato de cunha transversalmente na direção (s) é fácil de fazer através de usinagem.
O elemento de refrigeração é ficado na parede da fornalha por meio de solda. Há basicamente duas maneiras de fazer isso quando os laços 3 descritos neste pedido são utilizados. O laço 3 pode formar um aro em torno do furo na parede da fornalha e o laço é soldado sobre as bordas do furo, ou a superfície externa do laço pode ser dimensionada para encaixar no furo e as bordas do furo são soldadas em torno do laço 3. 0 laço mostrado na figura 1 (e também na figura 3) é apropriado para ambas as aplicações, mas são utilizados preferivelmente para a primeira opção. A soldagem sobre a superfície da parede provê uma instalação muito precisa com relação à parede, mas nenhuma possibilidade de ajustar a posição do elemento de refrigeração na direção da profundidade.
Este elemento de refrigeração e os métodos para a montagem podem ser utilizados obter o sistema de refrigeração para uma nova fornalha, para substituir e restaurar todo o sistema de refrigeração, ou para reparos. Ê apropriado para ã substituição de tipos similares de elementos de refrigeração, para aumentar a capacidade de refrigeração em pontos quentes descobertos ou substituir refrigeradores de placa danificados.
O canal de refrigeração 1 pode ser feito de diversas maneiras. Um método preferido consiste em usar continuamente o perfil do molde que tem uma seção transversal externa desejada, bem como uma seção transversal interna. Dessa maneira, as seções transversais não são limitadas pela invenção e podem ser feitas para satisfazer as preferências e os requisitos do cliente. Pode até mesmo ser contemplado que a superfície interna do perfil tenha nervuras ou uma outra extensão para aumentar a taxa de transferência de calor. Estas nervuras podem, no entanto, causar dificuldades ao dobrar o perfil. Um perfil fundido continuamente é inerentemente impermeável a gases e tem boas propriedades materiais que não variam. Portanto, é um bom material para os canais de refrigeração e não requer nenhuma verificação quanto a vazamentos. A fim de produzir um canal de refrigeração 1, o perfil do molde de formato desejado é cortado no comprimento e dobrado para formar um laço aberto de formato desejado. A forma de U mostrada acima é apropriada para substituir elementos de refrigeração existentes. Se um formato de cunha for desejado, o canal tem que ser usinado de maneira correspondente. Em alguns casos a laminação ou a prensagem podem ser contempladas para obter o formato de cunha. Na direção em seção transversal, o formato de cunha é facilmente formado ao controlar o grau das curvaturas 6, 7. O dobramento do perfil pode ser executado a frio ou a quente.
Quando o canal de refrigeração tiver sido dobrado, ele é unido com o laço 3 e o interior do laço do canal de refrigeração é preenchido com grafite ou outro material de enchimento apropriado, se assim for desejado.
O canal de refrigeração deve poder ser unido em uma circulação de meio de refrigeração. Isto pode ser provido mediante usinagem ou a formação de acoplamentos do tipo desejado nas extremidades do canal de refrigeração. Isto pode ser feito antes do dobramento ou qualquer estágio depois do mesmo. O acoplamento utilizado pode ser junção rosqueada, acoplamento rápido, qualquer tipo de acoplamento de tubo ou uma emenda soldada, no modo mais simples. 0 meio para acoplamento é ilustrado pela referência numérica 17. As extremidades do canal 1 podem representar aqui uma junção a ser soldada, por exemplo.
Em vez do perfil fundido continuamente, um perfil pode ser feito por meio de extrusão ou um perfil em que o furo é feito por meio de perfuração. Um problema relacionado à perfuração é que uma grande quantidade de material tem que ser removida. No entanto, este material pode ser facilmente reciclado para novos pré-fabricados. Por outro lado, há uma abundância de materiais em bruto que podem ser utilizados para produzir tais perfis perfurados, por exemplo, eles podem ser feitos mediante o corte de um molde continuamente mais largo ou então fabricados em bruto.
Na realização na figura 2, o laço 3 que conecta as pernas 8, 9 do canal de refrigeração 1 é unido com um tipo diferente de um laço 3. Este laço é mais largo do que o laço na figura 1 e também mais fino. Este tipo de laço é o preferido se for montado no furo na parede de uma fornalha. A largura do laço 3 torna possível ajustar a posição onde a solda da união é feita. Agora, a solda pode ser feita em qualquer lugar na largura do laço 3, propiciando desse modo o ajuste da profundidade de assento do elemento de refrigeração.
O efeito de refrigeração dos elementos acima descritos pode ser aumentado ao utilizar dois canais de refrigeração tal como mostrado nas figuras 3 e 4. O canal externo 11 é formado e montado em um laço 3 tal como descrito acima. O canal interno 12 é formado de uma maneira similar, mas é dobrado de modo que possa encaixar dentro do canal externo 11 entre as pernas do canal externo 11. Aqui, as pernas 15, 16 do (segundo) canal interno 12 e as curvaturas são dimensionadas de modo que a superfície externa das pernas 15, 16 do canal interno 12 e a curva em forma de U fiquem em contato com as superfícies internas correspondentes do canal externo. Nas curvaturas há alguns espaços livres que podem ser preenchidos com material de carga. Os canais 11, 12 podem ser arranjados para entrar em contato um com o outro tal como aqui mostrado, ou podem ser arranjados um livre do outro. 0 melhor arranjo depende de que maneira um maior efeito de refrigeração é obtido, que depende ainda de que tipo de material de carga é utilizado. Os canais podem entrar em contato em um ou mais pontos, serem arranjados para entrar em contato sobre o comprimento inteiro ou, serem arranjados de modo que o canal interno não entre em contato com o canal externo. A realização da figura 3 utiliza um laço da figura 1 e a realização é o laço da figura 4 da figura 2.
Os elementos de refrigeração são dimensionados de acordo com o efeito de refrigeração desejado, que define a taxa de volume da água de refrigeração (ou outro meio em casos raros), que define ainda quão grandes as seções transversais dos canais de refrigeração têm que ser. A utilização de dois canais de refrigeração aumenta o efeito de refrigeração, mas o uso de três ou mais canais não é o preferido, uma vez que o aumento no efeito de refrigeração é pequeno em comparação ao maior consumo de material. Ao invés disto, é preferível utilizar mais elementos de refrigeração. Como um exemplo, as dimensões típicas de um elemento de refrigeração de acordo com a invenção podem ser 500x500mm, e a espessura da parede do elemento de refrigeração externo que fica voltada para a fornalha é de aproximadamente 25 mm.
No acima exposto, um formato em forma de U dos canais de refrigeração foi utilizado para descrever a invenção. A invenção não fica limitada a nenhum formato particular. O único limite é que o tipo de formas do perfil que é utilizado pode ser dobrado. Naturalmente, os fabricantes de alto-fornos e de outro tipo de reatores pirometalúrgicos têm seus próprios desenhos do sistema de refrigeração e o formato e o tamanho dos elementos de refrigeração têm que ser desenhados de maneira correspondente.
O material preferido para o canal de refrigeração é o cobre e as suas ligas e para o aço do laço escolhido de acordo com requisitos do ambiente.
Desse modo, embora tenham sido mostradas, descritas e apontadas novas características fundamentais da invenção para uma realização preferida da mesma, deve ser compreendido que várias omissões, substituições e alterações na forma e nos detalhes da invenção podem ser feitas pelos técnicos no assunto sem se desviar do caráter da invenção. Por exemplo, pretende-se expressamente que todas as combinações desses elementos e/ou etapas do método que concretizem substancialmente os mesmos resultados estejam dentro do escopo da invenção. As substituições dos elementos de uma realização descrita por outro também são integralmente pretendidas e contempladas. Também deve ser compreendido que os desenhos não são desenhados necessariamente em escala, mas são meramente conceptuais na natureza. A intenção, portanto, é de ficar limitado somente tal como indicado pelo escopo das reivindicações em anexo.
Claims (17)
1. MÉTODO PARA A FABRICAÇÃO DE UM ELEMENTO DE REFRIGERAÇÃO PARA REATORES PIROMETALÚRGICOS, em que o método compreende: - a formação de pelo menos um tubo que tem uma seção transversal externa e uma seção transversal interna; - o dobramento de pelo menos um tubo como um laço aberto para formar pelo menos um canal de refrigeração, cujas extremidades podem ser unidas ao meio para conectar o canal de refrigeração (1) a uma parede do reator pirometalúrgico para formar pelo menos um canal de refrigeração (1) que tem duas extremidades, a provisão de cada extremidade do canal de refrigeração (1) com meio de conexão (17) para o meio de refrigeração, e - a união de pelo menos um canal de refrigeração (1) com meio para conectar o mesmo a uma parede de um reator pirometalúrgico, caracterizado por - formar o laço aberto do canal de refrigeração (1) com um formato de cunha de modo que a espessura do elemento de refrigeração (1) seja maior no lado do meio para conectar à parede do reator pirometalúrgico (sl) do que no fundo do laço (s2); e - preencher um espaço dentro do laço aberto de pelo menos um canal de refrigeração com um material refratário, em que uma superfície primária de transferência de calor do elemento de refrigeração é formada por uma superfície externa de pelo menos um tubo.
2. MÉTODO, de acordo com a reivindicação 1, caracterizado pelo material refratário ser grafite.
3. MÉTODO, de acordo com a reivindicação 1, caracterizado pela formação de pelo menos um tubo por fundição contínua.
4. MÉTODO, de acordo com a reivindicação 1, caracterizado pela formação de pelo menos um tubo ser por perfuração de um molde.
5. MÉTODO, de acordo com a reivindicação 1, caracterizado pela formação de pelo menos um tubo ser por meio de extrusão.
6. MÉTODO, de acordo com qualquer uma das reivindicações 1 a 5, caracterizado pelas extremidades de pelo menos um canal de refrigeração (1) serem unidas entre si por um laço de aço (3) que forma o meio para conectar o canal de refrigeração (1) a uma parede do reator pirometalúrgico.
7. MÉTODO, de acordo com qualquer uma das reivindicações 1 a 6, caracterizado pelo canal de refrigeração ser feito de cobre ou de uma liga do mesmo.
8. ELEMENTO DE REFRIGERAÇÃO PARA REATORES PIROMETALÚRGICOS, o elemento compreendendo: - pelo menos um canal de refrigeração (5) que tem duas extremidades, em que pelo menos um canal de refrigeração (1) é um tubo que é dobrado para formar um laço aberto, um meio de conexão (17) para o meio de refrigeração em cada extremidade do canal de refrigeração (D, e - um meio para conectar o canal de refrigeração (1) a uma parede do reator pirometalúrgico, em que as extremidades do canal de refrigeração (1) são unidas ao meio para conectar o canal de refrigeração (1) a uma parede do reator pirometalúrgico, caracterizado pelo laço aberto do canal de refrigeração (1) ter um formato de cunha de modo que a espessura do elemento de refrigeração (1) é maior no lado do meio para conectar à parede do reator pirometalúrgico (sl) do que no fundo do laço (s2), em que um espaço dentro do laço aberto de pelo menos um canal de refrigeração é preenchido com um material refratário, e em que a superfície primária de transferência de calor do elemento de refrigeração é formada por uma superfície externa de pelo menos um tubo.
9. ELEMENTO DE REFRIGERAÇÃO, de acordo com a reivindicação 7, caracterizado pelo material refratário ser grafite.
10. ELEMENTO DE REFRIGERAÇÃO, de acordo com a reivindicação 8, caracterizado pelo canal de refrigeração (1) ser feito de cobre ou de uma liga do mesmo.
11. ELEMENTO DE REFRIGERAÇÃO, de acordo com qualquer uma das reivindicações 8 ou 9, caracterizado por pelo menos um canal de refrigeração ser feito de cobre fundido continuamente.
12. ELEMENTO DE REFRIGERAÇÃO, de acordo com qualquer uma das reivindicações 8 a 11, caracterizado por pelo menos um canal de refrigeração (1) ser feito de tubo formado ao perfurar um molde.
13. ELEMENTO DE REFRIGERAÇÃO, de acordo com qualquer uma das reivindicações 8 a 12, caracterizado por pelo menos um canal de refrigeração ser feito de tubo extrudado.
14 . ELEMENTO DE REFRIGERAÇÃO, de acordo com qualquer uma das reivindicações 8 a 13, caracterizado por pelo menos um canal de refrigeração ter uma extensão, por exemplo, nervuras, em seu interior.
15. ELEMENTO DE REFRIGERAÇÃO, de acordo com qualquer uma das reivindicações 8 a 14, caracterizado pelo elemento compreender um canal de refrigeração (1).
16. ELEMENTO DE REFRIGERAÇÃO, de acordo com qualquer uma das reivindicações 8 a 14, caracterizado pelo elemento compreender dois canais de refrigeração (11, 12) arranjados em paralelo de modo que um dos canais forma o canal externo (11) e o segundo dos canais (12) é aninhado dentro do laço do canal externo.
17. ELEMENTO DE REFRIGERAÇÃO, de acordo com qualquer uma das reivindicações 8 a 16, caracterizado pelas extremidades de pelo menos um canal de refrigeração (1) serem ligas uma na outra por um laço de aço (3) que forma o meio para conectar o canal de refrigeração (1) a uma parede do 10 reator pirometalúrgico.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/FI2009/050366 WO2010128197A1 (en) | 2009-05-06 | 2009-05-06 | Method for producing a cooling element for pyrometallurgical reactor and the cooling element |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0924235A2 BRPI0924235A2 (pt) | 2016-01-26 |
| BRPI0924235B1 true BRPI0924235B1 (pt) | 2021-11-16 |
Family
ID=41531580
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0924235-0A BRPI0924235B1 (pt) | 2009-05-06 | 2009-05-06 | Metodo para a fabricaqao de um elemento de refrigeraqao para reatores pirometalurgicos e elemento de refrigeraqao para reatores pirometalurgicos |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20120043065A1 (pt) |
| EP (1) | EP2427578B1 (pt) |
| JP (1) | JP5256376B2 (pt) |
| KR (1) | KR20120017439A (pt) |
| CN (1) | CN102414329B (pt) |
| BR (1) | BRPI0924235B1 (pt) |
| CA (1) | CA2759548C (pt) |
| EA (1) | EA020127B1 (pt) |
| ES (1) | ES2541587T3 (pt) |
| MX (1) | MX2011011721A (pt) |
| WO (1) | WO2010128197A1 (pt) |
| ZA (1) | ZA201108873B (pt) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012013494A1 (de) | 2012-07-09 | 2014-01-09 | Kme Germany Gmbh & Co. Kg | Kühlelement für einen Schmelzofen |
| CA2926760C (en) * | 2013-10-08 | 2016-10-11 | Hatch Ltd. | Furnace cooling system with thermally conductive joints between cooling elements |
| DE102013018936B4 (de) * | 2013-11-12 | 2022-01-13 | Saint-Gobain Industriekeramik Rödental GmbH | Ofenwandanordnung |
| CN105509536A (zh) * | 2016-01-17 | 2016-04-20 | 河南鸿昌电子有限公司 | 一种散热片的制造方法和散热片 |
| DE202018006806U1 (de) | 2017-06-15 | 2023-01-30 | Chiaro Technology Limited | Brustpumpensystem |
| GB202004395D0 (en) | 2020-03-26 | 2020-05-13 | Chiaro Technology Ltd | Lima |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR850329A (fr) * | 1938-02-15 | 1939-12-14 | Brassert & Co | Bâche de refroidissement pour fours à cuve, notamment pour hauts fourneaux |
| JPS5033522Y2 (pt) * | 1971-04-19 | 1975-09-30 | ||
| FI47052C (fi) | 1971-10-11 | 1973-09-10 | Outokumpu Oy | Menetelmä erilaisissa sulatusuuneissa käytettävien jäähdytyselementtie n valmistamiseksi. |
| GB1571789A (en) * | 1976-12-30 | 1980-07-16 | Brown & Sons Ltd James | Furnace cooling element |
| FR2388884A1 (fr) * | 1977-04-27 | 1978-11-24 | Touze Francois | Perfectionnements aux boites de refroidissement pour hauts fourneaux |
| JPS5551767A (en) * | 1978-10-02 | 1980-04-15 | Taiko Refractories | High heat transfer graphite packing material |
| US4314695A (en) * | 1979-01-17 | 1982-02-09 | James Brown & Sons | Cooling elements for furnaces |
| DE2907511C2 (de) | 1979-02-26 | 1986-03-20 | Kabel- und Metallwerke Gutehoffnungshütte AG, 3000 Hannover | Kühlplatte für Schachtöfen, insbesondere Hochöfen, und Verfahren zur Herstellung derselben |
| DE3067329D1 (en) * | 1979-06-21 | 1984-05-10 | Hoogovens Groep Bv | Shaft furnace having cooling plates inserted into recesses in the lining |
| FR2493974A1 (fr) * | 1980-11-10 | 1982-05-14 | Solmer | Procede pour ameliorer le refroidissement de la paroi d'un four, et notamment d'un haut fourneau, et boite de refroidissement auxiliaire pour la mise en oeuvre de ce procede |
| JPS6040451U (ja) * | 1983-08-29 | 1985-03-22 | 新日本製鐵株式会社 | 高炉冷却盤 |
| JPS60133397U (ja) * | 1984-02-16 | 1985-09-05 | 品川白煉瓦株式会社 | 窯炉冷却構造 |
| JPS617553U (ja) * | 1984-06-15 | 1986-01-17 | 石川島播磨重工業株式会社 | 溶鉱炉用耐火材の冷却板 |
| DE3438395C1 (de) * | 1984-10-19 | 1986-04-10 | Ulrich Dr.-Ing. e.h. Dipl.-Ing. 4000 Düsseldorf Petersen | Verfahren zum Herstellen nahtloser Stahlrohre grossen Durchmessers |
| NL8602492A (nl) * | 1986-10-03 | 1988-05-02 | Hoogovens Groep Bv | Koelbare bemetselde wandconstructie en koelplaten als deel uitmakende daarvan. |
| DE4035894C1 (en) * | 1990-11-12 | 1992-01-30 | Hampel, Heinrich, Dr., Moresnet, Be | Cooling box for blast furnaces with low mfr. cost - produced from cooling pipe preformed with number bends and explosively welded |
| RU2041265C1 (ru) * | 1992-07-14 | 1995-08-09 | Малое коллективное предприятие "Домна" | Холодильник-кронштейн доменной печи |
| US5507888A (en) * | 1993-03-18 | 1996-04-16 | Aluminum Company Of America | Bicycle frames and aluminum alloy tubing therefor and methods for their production |
| FI98380C (fi) | 1994-02-17 | 1997-06-10 | Outokumpu Eng Contract | Menetelmä ja laitteisto suspensiosulatusta varten |
| DE69514567T2 (de) * | 1994-05-20 | 2000-08-31 | Clc S.R.L., Genua/Genova | Kühlplattenzusammenbau für einen Brennstoffzellenstapel |
| JP3397113B2 (ja) * | 1997-12-26 | 2003-04-14 | 日本鋼管株式会社 | 竪型冶金炉用の炉体構造部材 |
| ID24579A (id) | 1998-12-22 | 2000-07-27 | Outokumpu Oy | Metode untuk membuat elemen pendingin tuang luncur dan elemen pendingin yang dibuat dengan metode ini |
| FI109937B (fi) * | 1999-05-26 | 2002-10-31 | Outokumpu Oy | Menetelmä metallurgisen reaktorin sulatilan komposiitti-jäähdytyselementin valmistamiseksi ja menetelmällä valmistettu komposiittijäähdytyselementti |
| CN2390891Y (zh) * | 1999-10-29 | 2000-08-09 | 济南钢铁集团总公司机械设备制造厂 | 高炉铸钢冷却壁 |
| US6280681B1 (en) * | 2000-06-12 | 2001-08-28 | Macrae Allan J. | Furnace-wall cooling block |
| GB2377008A (en) * | 2001-06-27 | 2002-12-31 | Fairmont Electronics Company L | Blast furnace cooling panel. |
| CN1195075C (zh) * | 2002-10-25 | 2005-03-30 | 何汝生 | 组合式冷却模块及其制造方法 |
| ITMI20020573U1 (it) * | 2002-12-10 | 2004-06-11 | Apen Group S P A | Gruppo scambiatore di calore e camera di combustione ad alto rendiment o per caldaie e generatori di aria calda |
| MXNL03000043A (es) * | 2003-11-17 | 2005-05-20 | Melter S A De C V | Panel de enfriamiento y metodo para su formado. |
| KR100772381B1 (ko) * | 2005-09-29 | 2007-11-01 | 삼성전자주식회사 | 히트싱크 |
| CN2835247Y (zh) * | 2005-11-04 | 2006-11-08 | 孙世振 | 空腔水冷系统铸钢冷却壁 |
| CN201031230Y (zh) * | 2007-04-24 | 2008-03-05 | 宝山钢铁股份有限公司 | 一种带混沌效应的高炉冷却装置 |
| EP2294496B1 (en) * | 2008-05-21 | 2017-06-28 | Asetek A/S | Graphics card thermal interposer |
-
2009
- 2009-05-06 EA EA201190264A patent/EA020127B1/ru not_active IP Right Cessation
- 2009-05-06 US US13/318,647 patent/US20120043065A1/en not_active Abandoned
- 2009-05-06 EP EP09784147.2A patent/EP2427578B1/en active Active
- 2009-05-06 BR BRPI0924235-0A patent/BRPI0924235B1/pt active IP Right Grant
- 2009-05-06 CN CN200980159030.4A patent/CN102414329B/zh active Active
- 2009-05-06 WO PCT/FI2009/050366 patent/WO2010128197A1/en active Application Filing
- 2009-05-06 MX MX2011011721A patent/MX2011011721A/es active IP Right Grant
- 2009-05-06 JP JP2012509065A patent/JP5256376B2/ja active Active
- 2009-05-06 ES ES09784147.2T patent/ES2541587T3/es active Active
- 2009-05-06 CA CA2759548A patent/CA2759548C/en active Active
- 2009-05-06 KR KR1020117028801A patent/KR20120017439A/ko active Search and Examination
-
2011
- 2011-12-02 ZA ZA2011/08873A patent/ZA201108873B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| KR20120017439A (ko) | 2012-02-28 |
| EA201190264A1 (ru) | 2012-06-29 |
| CA2759548A1 (en) | 2010-11-11 |
| EP2427578B1 (en) | 2015-04-08 |
| JP2012526197A (ja) | 2012-10-25 |
| US20120043065A1 (en) | 2012-02-23 |
| CN102414329B (zh) | 2014-10-08 |
| ZA201108873B (en) | 2012-10-31 |
| CA2759548C (en) | 2018-06-26 |
| JP5256376B2 (ja) | 2013-08-07 |
| EA020127B1 (ru) | 2014-08-29 |
| MX2011011721A (es) | 2011-12-08 |
| EP2427578A1 (en) | 2012-03-14 |
| BRPI0924235A2 (pt) | 2016-01-26 |
| ES2541587T3 (es) | 2015-07-22 |
| WO2010128197A1 (en) | 2010-11-11 |
| CN102414329A (zh) | 2012-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0924235B1 (pt) | Metodo para a fabricaqao de um elemento de refrigeraqao para reatores pirometalurgicos e elemento de refrigeraqao para reatores pirometalurgicos | |
| KR20010101219A (ko) | 철 또는 강철을 제조하는 용해로용 냉각 패널 | |
| KR101360127B1 (ko) | 야금로용 스테이브 쿨러의 제조방법 및 이에 의하여 제조된스테이브 쿨러 | |
| US20140186652A1 (en) | Process to manufacture a metal foam provided with channels and metal foam thus produced | |
| KR20110084440A (ko) | 야금로의 냉각판 및 이의 제조 방법 | |
| BR112021013233A2 (pt) | Métodos de fabricação para a melhoria, e para a estabilização a longo prazo da condução térmica geral de resfriadores de bloco com tubos de refrigerante fundidos | |
| JP4518012B2 (ja) | 金型の冷却構造および冷却方法 | |
| US8985188B2 (en) | Core pin for casting | |
| FI121429B (fi) | Jäähdytyselementti ja menetelmä jäähdytyselementin valmistamiseksi | |
| FI107789B (fi) | Valumuotti jäähdytyselementin valmistamiseksi ja muotissa valmistettu jäähdytyselementti | |
| JP2005256176A (ja) | 冶金炉用ステーブ | |
| RU2487946C2 (ru) | Способ получения охлаждающего элемента для пирометаллургического реактора и охлаждающий элемент | |
| FI109937B (fi) | Menetelmä metallurgisen reaktorin sulatilan komposiitti-jäähdytyselementin valmistamiseksi ja menetelmällä valmistettu komposiittijäähdytyselementti | |
| JPH11293312A (ja) | 冶金炉用ステーブ | |
| BR102014027759A2 (pt) | parede de componente construtivo submetida térmica e/ou mecanicamente á tensão de um componente construtivo condutor de fluido e/ou gás, método e veículo, especialmente veículo comercial | |
| JP4160175B2 (ja) | 冶金炉用ステーブ | |
| JP6594724B2 (ja) | 銅製ステーブクーラーおよび製造方法 | |
| US20110079068A1 (en) | Method for manufacturing a cooling plate for a metallurgical furnace | |
| AU1781800A (en) | Pyrometallurgical reactor cooling element and its manufacture | |
| WO2002081757A1 (en) | Cooling plate for a metallurgical furnace and method for manufacturing such a cooling plate | |
| TW201627646A (zh) | 高溫配管之延壽方法以及高溫配管之延壽化構造 | |
| JP2002003914A (ja) | クーリングステーブ | |
| JP2006118761A (ja) | 圧縮空気用冷却器の冷却管固定構造 | |
| JP2008133977A (ja) | オイルクーラ内蔵型熱交換器の製造方法及びオイルクーラ内蔵型熱交換器 | |
| MXPA01007866A (en) | Casting mould for manufacturing a cooling element and cooling element made in said mould |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B09B | Patent application refused [chapter 9.2 patent gazette] | ||
| B12B | Appeal against refusal [chapter 12.2 patent gazette] | ||
| B25A | Requested transfer of rights approved |
Owner name: MMC COPPER PRODUCTS OY (FI) |
|
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 06/05/2009, OBSERVADAS AS CONDICOES LEGAIS. PATENTE CONCEDIDA CONFORME ADI 5.529/DF, QUE DETERMINA A ALTERACAO DO PRAZO DE CONCESSAO. |