BRPI0922063B1 - Tira de alumínio para produção de suportes de chapas de impressão litográfica de uma liga de alumínio, uso da tira e processo para a produção de uma tira - Google Patents
Tira de alumínio para produção de suportes de chapas de impressão litográfica de uma liga de alumínio, uso da tira e processo para a produção de uma tira Download PDFInfo
- Publication number
- BRPI0922063B1 BRPI0922063B1 BRPI0922063-1A BRPI0922063A BRPI0922063B1 BR PI0922063 B1 BRPI0922063 B1 BR PI0922063B1 BR PI0922063 A BRPI0922063 A BR PI0922063A BR PI0922063 B1 BRPI0922063 B1 BR PI0922063B1
- Authority
- BR
- Brazil
- Prior art keywords
- aluminum
- strip
- aluminum alloy
- production
- weight
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N1/00—Printing plates or foils; Materials therefor
- B41N1/04—Printing plates or foils; Materials therefor metallic
- B41N1/08—Printing plates or foils; Materials therefor metallic for lithographic printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N1/00—Printing plates or foils; Materials therefor
- B41N1/04—Printing plates or foils; Materials therefor metallic
- B41N1/08—Printing plates or foils; Materials therefor metallic for lithographic printing
- B41N1/083—Printing plates or foils; Materials therefor metallic for lithographic printing made of aluminium or aluminium alloys or having such surface layers
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/047—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with magnesium as the next major constituent
Abstract
"fita de alumínio para suportes de chapas de impressão litográfica com alta resistência à flexão alternada". a presente invenção refere-se a uma liga de alumínio para a produção de suportes para chapas impressoras litográficas e a uma fita de alumínio feita da liga de alumínio, a um processo para a produção da fita de alumínio e seu uso para a produção de suportes de chapas impressoraslitográficas. a tarefa de fornecer uma liga de alumínio e uma fita de alumínio feita de uma liga de alumínio que possibilita a produção de suportes para chapas impressoras com uma resistência à flexão alternada melhorada transversalmente à direção de laminação, sem que piorem os valores de resistência à tração antes e depois do processo de pirogravação com propriedades de granulação constantes, é solucionada pelo fato de que a liga de alumínio apresenta os seguintes componentesde liga em % em peso: 0,4% < fe<s1,0%, 0,3% < mgs 1,0%, 0,05% si < 0,25%, mn < 0,25%, cu < 0,04%, ti< 0,1%, resto al e impurezas inevitáveis, individualmente no máximo 0,05%, em soma no máximo 0,15%.
Description
[001] A presente invenção refere-se a uma liga de alumínio para a produção de suportes de chapas de impressão litográfica e a uma tira de alumínio feita da liga de alumínio, a um processo para a produção da tira de alumínio e seu uso para a produção de suportes de chapas de impressão litográfica.
[002] Suportes de chapas de impressão litográfica são predominantemente feitas de ligas de alumínio sendo que espessuras típicas dos suportes de chapas de impressão ficam entre 0,15 e 0,5 mm. As exigências técnicas para os suportes de chapas de impressão litográfica são cada vez maiores. Elas resultam do fato de que as máquinas impressoras precisam alcançar cada vez números maiores de impressos. Além disso, o suporte de chapas de impressão litográfica precisa ser o maior possível, a fim de maximizar a superfície de impressão por impressão. Uma vez que os suportes de chapas de impressão são feitos de tiras de alumínio, eles por natureza têm sua largura limitada para um pouco menos do que a largura da tira de alumínio. Por essa razão, a armação dos suportes de chapas de impressão em máquinas impressoras ocorre cada vez mais transversalmente ao sentido da la- minação, de modo que, sobretudo, a resistência à fadiga de flexão dos suportes de chapas de impressão transversalmente ao sentido da la- minação ganha cada vez mais importância. Além de uma resistência à fadiga de flexão transversalmente ao sentido da laminação são exigidos uma bom procedimento de gravação e uma resistência térmica maior possível. Estas exigências resultam do fato de que a tira de alumínio antes da produção de suportes de chapas de impressão litográfica é submetida a um processo de gravação eletroquímico que de- ve ter como consequência uma gravação em toda a superfície e mais homogênea possível. A camada fotossensitiva aplicada nela usualmente é pirogravada nela com temperaturas entre 220°C e 300°C durante 3 a 10 minutos. O processo de recozimento da camada fotos- sensitiva não pode produzir nenhuma perda de resistência do suporte de chapas de impressão, de modo que o suporte de chapas de impressão ainda pode ser manuseado sem problemas e facilmente ser montado em um dispositivo de impressão. Ao mesmo tempo o suporte de chapas de impressão precisa apresentar uma alta estabilidade dentro do dispositivo de impressão, a fim de permitir o maior número possível de impressos. Por essa razão, um suporte de chapas de impressão precisa apresentar uma resistência à fadiga de flexão suficiente, de modo que sejam excluídas rupturas de chapas em virtude de sobrecarga mecânica do suporte de chapas de impressão. Mas a resistência à fadiga de flexão transversalmente ao sentido da laminação se torna cada vez mais importante, principalmente porque muitos suportes de chapas de impressão são armados verticalmente em relação ao sentido da laminação e as flexões ocorrem, não longitudinalmente, mas sim transversalmente ao sentido da laminação.
[003] Da patente europeia da titular EP 1 065 071 B1 tornou-se conhecida uma tira para a produção de suportes de chapas de impressão litográfica que se destaca por causa de uma boa capacidade de gravação combinada com uma alta resistência à fadiga de flexão e uma estabilidade térmica suficiente depois de um processo de recozi- mento. Em virtude do tamanho crescente das máquinas impressoras e do aumento dos suportes de chapas de impressão necessários resultante disso, porém, surgiu a necessidade de melhorar ainda mais as propriedades dessa liga de alumínio e dos suportes de chapas de im-pressão produzidas dela, sem influenciar negativamente a capacidade de gravação da tira de alumínio.
[004] De um outro pedido de patente internacional da titular tornou-se conhecida uma liga de alumínio para a produção de suportes de chapas de impressão litográfica que permite uma fração de ferro relativamente alta de 0,4% em peso até 1% em peso e uma fração de manganês relativamente alta de até 0,3% em peso. Esta liga de alumínio foi melhorada especialmente visando suas propriedades de resistência depois de um processo de recozimento. No entanto, até agora se partiu do pressuposto de que o teor de Mg superior a 0,3% em peso causa problemas na gravação eletroquímica da tira de alumínio.
[005] Diante disso, a presente invenção tem a tarefa de fornecer uma liga de alumínio e uma tira de alumínio de uma liga de alumínio as quais possibilitam a produção de suportes de chapas de impressão com uma resistência à fadiga de flexão transversalmente ao sentido da laminação melhorada, sem que piorem os valores da resistência à tração antes e depois do processo de recozimento, mantendo as propriedades de gravação constantes. Ao mesmo tempo a presente invenção tem a tarefa de indicar um processo de produção para uma tira de alumínio que é especialmente bem apropriada para a produção de suportes de chapas de impressão litográfica.
[006] De acordo com um primeiro ensinamento da presente invenção, a tarefa acima indicada é solucionada por meio de uma liga de alumínio para a produção de suportes de chapas de impressão litográfica pelo fato de que a liga de alumínio possui os seguintes componentes de liga em por cento em peso: 0,4% < Fe < 1,0%, 0,3% < Mg < 1,0% 0,05% < Si < 0,25%, Mn < 0,25% Cu < 0,04% Ti < 0,1%, resto Al e impurezas inevitáveis, individualmente no máximo 0,01%, em soma no máximo 0,05%.
[007] Divergindo das ligas de alumínio até agora usadas para a produção de suportes de chapas de impressão litográfica que ao todo apresentam teores muito baixos de ferro e magnésio ficou evidente que a liga de alumínio de acordo com a presente invenção disponibiliza especialmente uma resistência à fadiga de flexão transversalmente ao sentido da laminação incrementada com valores de resistência à tração constantes depois de um processo de recozimento. A resistência à fadiga de flexão transversalmente ao sentido da laminação, especialmente depois de um processo de recozimento em 280°C durante 4 minutos pode ser incrementada em mais de 40% com a liga de alu-mínio de acordo com a presente invenção em comparação com as ligas de alumínio usadas até agora. Parte-se da suposição de que para a resistência à fadiga de flexão melhorada é responsável a combinação de teores relativamente altos de magnésio e ferro na liga de alumínio de acordo com a presente invenção. Os problemas esperados especialmente em relação à capacidade de gravação de uma tira de alumínio feita da liga de alumínio indicada, surpreendentemente, não ocorreram. Apesar do alto teor de Mg de 0,3% em peso até 1% em peso não constataram-se nenhum problema na capacidade de gravação, especialmente nenhuma estria. A resistência à fadiga de flexão transversalmente ao sentido da laminação melhorada é atribuída à combinação de teores de ferro acima de 0,4% em peso até 1% em peso com teores de magnésio acima de 0,3% em peso até 1% em peso. Acima de 1% em peso de magnésio ou ferro espera-se problemas claros na capacidade de gravação de suportes de chapas de impressão litográfica.
[008] Silício com um teor de 0,05% em peso até 0,25% em peso faz com que na causticação eletroquímica surja um número alto de cavidades suficientemente profundas, de modo que é garantida uma absorção otimizada do verniz foto-sensitivo.
[009] Cobre deveria ser restrito a no máximo 0,04% em peso para evitar estruturas não homogêneas no processo de gravação. Titânio somente é introduzido para tornar o grão mais fino e com teores superiores a 0,1% em peso causa problemas na gravação. Manganês, em contrapartida, junto com ferro pode melhorar as propriedades de uma tira de alumínio feita da liga de alumínio depois de um processo de re- cozimento, contanto que o teor não seja superior a 0,25% em peso. Acima de 0,25% em peso espera-se que precipitados grossas piorem as propriedades de gravação.
[0010] De acordo com uma primeira realização da liga de alumínio de acordo com a presente invenção, a liga de alumínio apresenta o seguinte teor de Fe em por cento em peso: 0,4% < Fe < 0,65%.
[0011] Ligas de alumínio com os teores de ferro mencionados mostraram uma capacidade de gravação muito segura de processo além de um aumento da resistência à fadiga de flexão do estado como laminado para o estado depois de um processo de recozimento transversalmente ao sentido da laminação.
[0012] De preferência, a liga de alumínio de acordo com uma outra execução da liga de alumínio de acordo com a presente invenção apresenta o seguinte teor de Mg em por cento em peso: 0,4% ≤ Mg ≤ 1,0%, preferencialmente 0,4% ≤ Mg ≤ 0,65%.
[0013] Teores de Mg maiores produzem propriedades mecânicas melhores, especialmente depois de processo de recozimento. Este efeito torna-se claro com teores de Mg de no mínimo 4,4% em peso. Um limite superior de 0,65% em peso significa um compromisso otimizado de aumento da resistência com uma alta resistência à fadiga de flexão da liga de alumínio transversalmente ao sentido de laminação e uma capacidade de gravação mais segura de processo. Teores de Mg acima de 1% em peso favorecem a formação de estrias na gravação da tira de alumínio. Mas em testes com teores de Mg entre 0,4% em peso e 0,65% em peso não surgiu nenhum indício para propriedades de gravação problemáticas. Teores de Magnésio entre 0,65% em peso e 1% em peso produzem também propriedades extraordinárias na resistência à fadiga de flexão transversalmente ao sentido da laminação, porém, a condução do processo durante a gravação pode se tornar mais complexa devido à tendência crescente para a formação de estrias.
[0014] Além disso, de acordo com uma forma de execução aprimorada da liga de alumínio de acordo com a presente invenção, a estrutura da liga de alumínio pode ser melhorada mais ainda pelo fato de que a liga de alumínio apresenta os seguintes componentes de liga em por cento em peso: Ti ≤ 0,05% Zn ≤ 0,05% e Cr < 0,01%.
[0015] Principalmente as propriedades de produção da liga de alumínio visando a fundição da barra de laminação e o refinamento do grão são melhorados através dos teores indicados dos componentes de liga. O zinco, devido às suas propriedades menos nobres eletro- químicas influencia especialmente forte as propriedades de gravação e, portanto, deveria ser restrito a no máximo 0,05% em peso. Teores de cromo de pelo menos 0,01% em peso produzem a formação de precipitados e também influenciam negativamente a capacidade de gravação.
[0016] Preferencialmente a liga de alumínio apresenta um teor de Mn de no máximo 0,1% em peso, de preferência, no máximo 0,05% em peso. Na liga de alumínio de acordo com a presente invenção, o manganês contribui pouquíssimo para a melhoria dos valores de resistência à tração depois de um processo de recozimento, devido ao alto teor de Mg e Fe da liga de alumínio, podendo, portanto, ser reduzido a um mínimo.
[0017] De acordo com um segundo ensinamento da presente invenção, a tarefa acima indicada é solucionada com uma tira de alumínio para a produção de suportes de chapas de impressão litográfica consistindo em uma liga de alumínio de acordo com a presente invenção com uma espessura de 0,15 mm até 0,5 mm. A tira de alumínio de acordo com a presente invenção destaca-se, como já foi explicado, por uma excelente resistência à fadiga de flexão transversalmente ao sentido da laminação, especialmente também depois de um processo de recozimento.
[0018] Se a tira de alumínio em estado como laminado apresentar uma resistência à tração Rm inferior a 200 MPa longitudinalmente ao sentido de laminação, e depois de um processo de recozimento com uma temperatura de 280°C e uma duração de 4 minutos , uma resistência à tração Rm superior a 140 MPa e uma resistência à fadiga de flexão transversalmente ao sentido da laminação de no mínimo 2000 ciclos no teste de flexão alternada, então a tira de alumínio é especialmente apropriada para a produção de suportes de chapas de impressão litográfica extra grandes. Os suportes de chapas de impressão podem ser especialmente bem manuseados tanto em estado como laminado como também depois de um processo de recozimento. Os suportes de chapas de impressão feitos dela apresentam em especial uma vida útil melhorada.
[0019] A tarefa acima indicada, de acordo com um terceiro ensinamento da presente invenção, é solucionada com o uso de uma tira de alumínio de acordo com a presente invenção para produção de su- portes de chapas de impressão, pois estes podem ser processados com segurança com dimensões maiores e ser usadas em grandes dispositivos de impressão. Além disso, estes suportes de chapas de impressão, devido à sua resistência à fadiga de flexão transversalmente ao sentido de laminação elevada apresentam uma vida útil melhor e não tendem a rupturas das chapas.
[0020] Por fim, de acordo com um quarto ensinamento da presente invenção, a tarefa acima indicada é solucionada com um processo de produção para uma tira de alumínio para suportes de chapas de impressão litográfica consistindo em uma liga de alumínio de acordo com a presente invenção, onde é fundida uma barra de laminação, a barra de laminação é homogeneizada a uma temperatura de 450°C até 610°C, a barra de laminação é laminada a quente até uma espessura de 2 até 9 mm, e a tira quente, com ou sem recozimento intermediário, é laminada a frio com uma espessura final de 0,15 mm até 0,5 mm. O recozimento intermediário, caso seja realizado um recozimento inter-mediário, é feito de tal modo que através de um processo de lamina- ção a frio até a espessura final é regulada uma resistência final desejada da tira de alumínio em estado como laminado. Preferencialmente esta, como já foi dito, situa-se um pouco abaixo de 200 MPa.
[0021] De preferência, o recozimento intermediário é executado com uma espessura intermediária de 0,5 mm até 2,8 mm, sendo que o recozimento intermediário acontece em uma bobina ou em um forno de passagem a uma temperatura de 230°C até 470°C. A resistência final de tira de alumínio pode ser regulada em dependência da espessura intermediária da tira, com a qual o recozimento intermediário é feito. Além disso, através do uso da liga de alumínio de acordo com a presente invenção para a produção de uma tira para suportes de chapas de impressão litográfica, a resistência à fadiga de flexão transversalmente ao sentido da laminação da tira de alumínio é melhorada cla- ramente em comparação com as ligas de alumínio até agora conhecidas e das tiras de alumínio feitas destas. Ao todo resulta um aumento no teste de resistência à fadiga de flexão de mais de 40%.
[0022] Existe então um grande número de possibilidades para executar e aprimorar a liga de alumínio de acordo com a presente invenção, a tira de alumínio de acordo com a presente invenção, seu uso da o processo para a produção da tira de alumínio. Para tal é chamada a atenção para as reivindicações dependentes das reivindicações 1, 6 e 9 e para a descrição de exemplos de execução no contexto do desenho.
[0023] A tabela 1 mostra as composições das ligas de duas ligas de alumínio V1, V2, as quais têm como exemplos para a comparação composições de ligas de alumínio até agora usadas para os suportes de chapas de impressão. Em comparação com isso, as ligas de alumínio de acordo com a presente invenção I1 até I4 apresentam valores de magnésio e de ferro claramente maiores. Das ligas V1 até I4 foram fundidas barras de laminação. A barra de laminação foi homogeneizada em seguida a uma temperatura de 450°C até 610°C e laminada a quente até uma espessura de 4 mm. Em seguida ocorreu uma lamina- ção a frio até uma espessura final de 0,28 mm. A liga de comparação V2 não passou por nenhum recozimento intermediário durante a lami- nação a frio, ao passo que a liga de comparação V1 e as ligas de alu-mínio de acordo com a presente invenção I1 até I4 foram produzidas com um recozimento intermediário. O recozimento intermediário das tiras da liga de comparação V1 ocorreu com uma espessura intermediária 2,2 mm. Nas ligas de alumínio de acordo com a presente invenção I1 até I4 foram feitos recozimentos intermediários com uma espessura de 1,1 mm. Os componentes de liga das ligas de alumínio V1 até I4 em por cento em peso são evidentes da Tabela 1. Tabela 1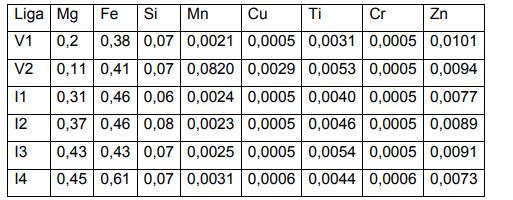
[0024] As tiras produzidas das ligas de alumínio V1 até I4 foram examinadas, por um lado, quanto à sua capacidade de gravação. Fica evidente que todas as tiras de alumínio apresentam uma capacidade de gravação muito boa. A Tabela 2 mostra não apenas a capacidade de gravação das ligas de alumínio V1 até I4, e sim também o número dos ciclos de flexão que as amostras das diversas ligas de alumínio alcançaram em um teste de flexão alternada. Os testes de flexão alternada foram realizados com um arranjo de testes mostrado de modo esquematizado na figura 1. Nisso, os testes de flexão alternada foram executados tanto com tiras de alumínio duras de laminação como também com tiras de alumínio depois de um processo de recozimento de 280°C durante 4 minutos longitudinalmente e tran sversalmente ao sentido de laminação.
[0025] A figura 1a mostra em uma vista de corte esquematizada o dispositivo de teste de flexão alternada 1 usado. Para examinar a resistência à fadiga de flexão, amostras 2 são fixadas no dispositivo de teste de flexão alternada 1 em um segmento móvel 3 e um segmento estacionário 4. O segmento móvel 3, durante o teste de flexão alternada é movido sobre o segmento estacionário 4 em um movimento em vai-vem através de um movimento de rolamento, de modo que a amostra é submetida a flexões verticalmente à extensão da amostra 2, figura 1b. A fim de examinar a resistência à fadiga de flexão transversalmente ao sentido de laminação, as amostras somente precisam ser cortadas transversalmente ao sentido de laminação e armadas no dispositivo. O correspondente se aplica para amostras cortadas longitudinalmente ao sentido de laminação. O raio dos segmentos de flexão 3, 4 é de 30 mm.
[0026] Os resultados mostrados na Tabela 2 do teste de flexão alternada mostram que as ligas de alumínio de acordo com a presente invenção I1 até I4 permitem um número claramente maior de ciclos de flexões alternadas, sobretudo depois de um processo de recozimento, do que as ligas de comparação. O aumento em comparação com as ligas de comparação V1 e V2 é superior a 40%, no máximo na comparação com a liga V1 até mesmo superior a 140%.
[0027] Este resultado, entre outros, é atribuído à combinação de teores relativamente altos de ferro e magnésio nas ligas de alumínio de acordo com a presente invenção. Apesar dos altos teores de magnésio e ferro das ligas de alumínio de acordo com a presente invenção fica evidente uma capacidade de gravação ainda boa das ligas de alumínio de acordo com a presente invenção, como mostra a Tabela 2. Tabela 2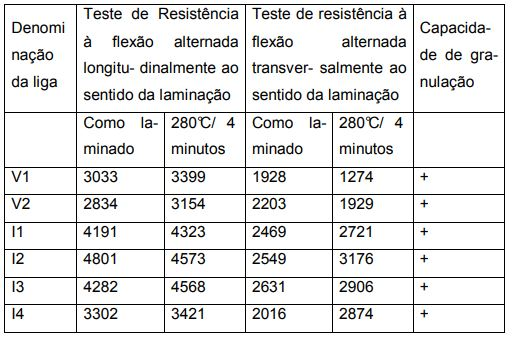
[0028] Além disso, as ligas de alumínio de acordo com a presente invenção I1 até I4 mostram também os valores da resistência à tração necessários para o manuseio dos suportes de chapas de impressão, especialmente quando forem usados suportes de chapas de impressão extra grandes que são armados transversalmente ao sentido de laminação. Em estado como laminado, as tiras de alumínio I1 até I4 apresentam resistências à tração Rm, medidas de acordo com DIN, inferiores a 200 MPa, para que um jogo de bobinas possa ser retirado de maneira simples. Depois do processo de recozimento a resistência à tração RM das tiras de alumínio de acordo com a presente invenção I1 até I4 ainda é mais do que 140 MPa, a fim de facilitar a colocação de grandes suportes de chapas de impressão em dispositivos de impressão. Isto também vale para o limite de elasticidade de Rp 0,2 medido de acordo com DIN, que em estado dura de laminação é inferior a 195 MPa, e depois do processo de recozimento com 280°C durante 4 minutos é superior a 130 MPa.
[0029] Apenas a liga de comparação que não foi submetida ao re- cozimento intermediário apresenta em estado como laminado valores altos demais para a resistência à tração Rm e o limite de elasticidade de Rp 0,2.
[0030] Na verdade, os valores para a resistência à tração e o limite de elasticidade das tiras de alumínio dependem dos parâmetros do processo na produção das tiras de alumínio. Mas as ligas de alumínio de acordo com a presente invenção possibilitam alcançar os valores preferidos de modo simples, por exemplo, com um recozimento intermediário a 1,1 mm e assim mesmo fornecer propriedades surpreendentes da resistência à fadiga de flexão com valores de resistência muito boas. Tabela 3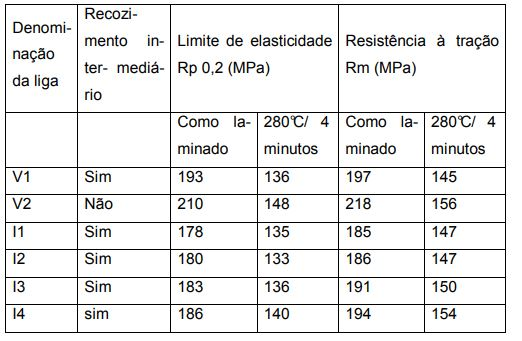
Claims (7)
1. Tira de alumínio para produção de suportes de chapas de impressão litográfica de uma liga de alumínio com uma espessura de 0,15 mm a 0,5 mm, caracterizada pelo fato de que a liga de alumínio apresenta os seguintes componentes de liga em % em peso: 0,4% < Fe < 0,65%, 0,3% < Mg < 1,0% 0,05% < Si < 0,25%, Mn < 0,25%, Cu < 0,04%, Ti < 0,1%, Zn < 0,05 %, Cr < 0,01%, restante Al e impurezas inevitáveis, individualmente no máximo 0,05%, em soma no máximo 0,15%, onde a tira de alumínio em estado como laminado apresenta uma resistência à tração Rm de menos do que 200 MPa e uma resistência à tração de mais do que 140 MPa após um processo de recozimento a 280 °C por 4 minutos.
2. Tira de alumínio de acordo com a reivindicação 1, caracterizada pelo fato de que a liga de alumínio apresenta o seguinte teor de Mg em % em peso: 0,4% < Mg < 1%, de preferência, 0,4% < Mg < 0,65.
3. Tira de alumínio de acordo com a reivindicação 1, caracterizada pelo fato de que a liga de alumínio apresenta os seguintes componentes de liga em % em peso: Ti < 0,05%.
4. Tira de alumínio de acordo com a reivindicação 1, caracterizada pelo fato de que a liga de alumínio apresenta uma fração de Mn de no máximo 0,1% em peso, de preferência, no máximo 0,08% em peso.
5. Tira de alumínio de acordo com qualquer uma das reivindicações 1 a 4, caracterizada pelo fato de que a tira de alumínio em estado como laminado apresenta uma resistência à tração Rm inferior a 200 MPa ao longo da direção de laminação, e depois de um processo de recozimento com uma temperatura de 280°C e uma duração de 4 minutos, uma resistência à tração Rm acima de 140 MPa, e uma resistência à fadiga de flexão transversalmente à direção de laminação de no mínimo 2 000 ciclos no teste de flexão alternada.
6. Uso de uma tira de alumínio como definida em qualquer uma das reivindicações 1 a 5, caracterizado pelo fato de que é empregada para a produção de suportes para chapas impressoras.
7. Processo para a produção de uma tira de alumínio para suportes de chapas impressoras litográficas, consistindo em uma liga de alumínio, como definida em qualquer uma das reivindicações 1 a 5, caracterizado pelo fato de que é fundida uma barra de laminação, a barra de laminação é homogeneizada de modo opcionalmente a uma temperatura de 450°C a 610°C, a barra de laminação é laminada a quente até uma espessura de 2 a 9 mm, e a tira quente é laminada a frio até uma espessura final de 0,15 mm a 0,5 mm, com recozimento intermediário e um recozimento intermediário é realizado a uma espessura intermediária de 0,5 mm a 2,8 mm, sendo que o recozimento intermediário é realizado na bobina ou em um forno contínuo de recozer a uma temperatura de 230 °C a 470 °C
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08105850.5 | 2008-11-21 | ||
| EP08105850.5A EP2192202B2 (de) | 2008-11-21 | 2008-11-21 | Aluminiumband für lithographische Druckplattenträger mit hoher Biegewechselbeständigkeit |
| PCT/EP2009/065508 WO2010057959A1 (de) | 2008-11-21 | 2009-11-19 | Aluminiumband für lithographische druckplattenträger mit hoher biegewechselbeständigkeit |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| BRPI0922063A2 BRPI0922063A2 (pt) | 2015-12-15 |
| BRPI0922063B1 true BRPI0922063B1 (pt) | 2021-05-04 |
| BRPI0922063B8 BRPI0922063B8 (pt) | 2023-01-10 |
Family
ID=40445590
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0922063A BRPI0922063B8 (pt) | 2008-11-21 | 2009-11-19 | Tira de alumínio para produção de suportes de chapas de impressão litográfica de uma liga de alumínio, uso da tira e processo para a produção de uma tira |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10927437B2 (pt) |
| EP (1) | EP2192202B2 (pt) |
| JP (1) | JP2012509404A (pt) |
| KR (1) | KR20110094317A (pt) |
| CN (1) | CN102308011B (pt) |
| BR (1) | BRPI0922063B8 (pt) |
| ES (1) | ES2587024T3 (pt) |
| WO (1) | WO2010057959A1 (pt) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013168606A1 (ja) * | 2012-05-11 | 2013-11-14 | 古河スカイ株式会社 | アルミニウム合金箔及びその製造方法、成形包装体材料、二次電池、医薬品包装容器 |
| CN103667819B (zh) * | 2013-11-22 | 2015-09-16 | 中铝瑞闽股份有限公司 | Ctp版基及其制作方法 |
| JP6629992B2 (ja) * | 2016-04-20 | 2020-01-15 | ハイドロ アルミニウム ロールド プロダクツ ゲゼルシャフト ミット ベシュレンクテル ハフツングHydro Aluminium Rolled Products GmbH | 高率の冷間圧延パス短縮によるリソ・ストリップの製造方法 |
| US10695450B2 (en) | 2016-07-26 | 2020-06-30 | Laboratoires Cyclopharma | Synthesis of a radioactive agent composition |
| CN107868887A (zh) * | 2016-09-23 | 2018-04-03 | 镇江龙源铝业有限公司 | 一种led灯具用铝带新材料 |
| CN109652689A (zh) * | 2019-02-26 | 2019-04-19 | 国际铝业(厦门)有限公司 | 一种具有高抗弯强度的铝合金型材及其制备方法 |
| BR112022019120A2 (pt) * | 2020-03-26 | 2022-11-08 | Speira Gmbh | Tira litográfica com topografia plana e placa de impressão produzida a partir da mesma |
| RU2749101C1 (ru) * | 2020-08-07 | 2021-06-04 | Федеральное государственное бюджетное учреждение науки Самарский федеральный исследовательский центр Российской академии наук (СамНЦ РАН) | СПОСОБ ХОЛОДНОЙ МНОГОПРОХОДНОЙ ПРОКАТКИ ТОНКИХ ЛЕНТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ Al-Mg |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0000995B1 (en) * | 1977-08-18 | 1981-12-16 | Vickers Limited | Apparatus and method for the controlled processing of radiation sensitive devices in dependence upon the temperature of the developer liquid |
| JPS5579850A (en) | 1978-12-14 | 1980-06-16 | Furukawa Alum Co Ltd | Sheetlike aluminum alloy with superior strength and formability |
| JPS6126746A (ja) * | 1984-07-18 | 1986-02-06 | Kobe Steel Ltd | 平版印刷版用アルミニウム合金 |
| DE3507402A1 (de) | 1985-03-02 | 1986-09-04 | Vereinigte Aluminium-Werke AG, 1000 Berlin und 5300 Bonn | Aluminiumoffsetband und verfahren zu seiner herstellung |
| JPS62181191A (ja) * | 1986-02-06 | 1987-08-08 | Furukawa Alum Co Ltd | 平版印刷原版の製造方法 |
| JPS62181190A (ja) | 1986-02-06 | 1987-08-08 | Furukawa Alum Co Ltd | 平版印刷版用アルミニウム合金支持体の製造方法 |
| JPS62230946A (ja) | 1986-04-01 | 1987-10-09 | Furukawa Alum Co Ltd | 平版印刷版用アルミニウム合金支持体 |
| JPS63135294A (ja) | 1986-11-27 | 1988-06-07 | Furukawa Alum Co Ltd | 平版印刷版用アルミニウム合金支持体およびその製造方法 |
| US4818300A (en) | 1986-12-08 | 1989-04-04 | Aluminum Company Of America | Method for making lithoplate |
| JP3915944B2 (ja) | 1997-08-22 | 2007-05-16 | 古河スカイ株式会社 | 平版印刷版用アルミニウム合金支持体の製造方法および平版印刷版用アルミニウム合金支持体 |
| JP3887497B2 (ja) * | 1998-09-21 | 2007-02-28 | 株式会社神戸製鋼所 | 表面処理用アルミニウム合金板およびその製造方法 |
| DE29924474U1 (de) | 1999-07-02 | 2003-08-28 | Hydro Aluminium Deutschland | Lithoband |
| JP4105042B2 (ja) | 2003-06-12 | 2008-06-18 | 三菱アルミニウム株式会社 | 平版印刷版用アルミニウム合金材料およびその製造方法 |
| JP2007083256A (ja) | 2005-09-20 | 2007-04-05 | Fujifilm Corp | 平版印刷版用支持体の製造方法 |
| CN101321882B (zh) | 2005-10-19 | 2011-09-21 | 海德鲁铝业德国有限责任公司 | 用于石版印刷板支持体的铝带 |
| KR101152169B1 (ko) * | 2006-03-31 | 2012-06-15 | 알코아 인코포레이티드 | 리소 시트 생산을 위한 제조 방법 |
| EP2998126A1 (de) * | 2006-07-21 | 2016-03-23 | Hydro Aluminium Rolled Products GmbH | Verfahren zur herstellung eines lithografischen druckplattenträgers |
| ES2407655T5 (es) | 2007-11-30 | 2023-02-23 | Speira Gmbh | Banda de aluminio para soportes para planchas de impresión litográfica y su producción |
-
2008
- 2008-11-21 ES ES08105850.5T patent/ES2587024T3/es active Active
- 2008-11-21 EP EP08105850.5A patent/EP2192202B2/de active Active
-
2009
- 2009-11-19 JP JP2011536870A patent/JP2012509404A/ja active Pending
- 2009-11-19 CN CN200980146724.4A patent/CN102308011B/zh active Active
- 2009-11-19 WO PCT/EP2009/065508 patent/WO2010057959A1/de active Application Filing
- 2009-11-19 KR KR1020117014333A patent/KR20110094317A/ko active Search and Examination
- 2009-11-19 BR BRPI0922063A patent/BRPI0922063B8/pt active IP Right Grant
-
2011
- 2011-05-20 US US13/112,588 patent/US10927437B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2192202B2 (de) | 2022-01-12 |
| CN102308011A (zh) | 2012-01-04 |
| EP2192202B9 (de) | 2016-11-30 |
| BRPI0922063B8 (pt) | 2023-01-10 |
| ES2587024T3 (es) | 2016-10-20 |
| CN102308011B (zh) | 2015-11-25 |
| US20110290381A1 (en) | 2011-12-01 |
| US10927437B2 (en) | 2021-02-23 |
| KR20110094317A (ko) | 2011-08-23 |
| EP2192202B1 (de) | 2016-07-06 |
| JP2012509404A (ja) | 2012-04-19 |
| EP2192202A1 (de) | 2010-06-02 |
| WO2010057959A1 (de) | 2010-05-27 |
| BRPI0922063A2 (pt) | 2015-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0922063B1 (pt) | Tira de alumínio para produção de suportes de chapas de impressão litográfica de uma liga de alumínio, uso da tira e processo para a produção de uma tira | |
| Bae et al. | Mechanical behavior of a bulk Cu–Ti–Zr–Ni–Si–Sn metallic glass forming nano-crystal aggregate bands during deformation in the supercooled liquid region | |
| Zhu et al. | Precipitation strengthening of stress-aged Al–xCu alloys | |
| Ijaz et al. | Effect of Sn addition on stress hysteresis and superelastic properties of a Ti–15Nb–3Mo alloy | |
| Primig et al. | On the recrystallization behavior of technically pure molybdenum | |
| Qin et al. | Tensile deformation and fracture of Ti–5Al–5V–5Mo–3Cr–1.5 Zr–0.5 Fe alloy at room temperature | |
| BRPI1013018B1 (pt) | Chapa de aço eletricamente não orientada | |
| BR112015023929B1 (pt) | Método de produção de uma chapa de aço elétrico não orientado | |
| BRPI0819596B1 (pt) | método para produção de tiras de alumínio para suportes de clichês litográficos | |
| BR112014022007B1 (pt) | Chapa de aço resistente laminada a frio e método para produção da mesma | |
| BR112014015514B1 (pt) | Processo de fabricação de uma tira de liga magnética leve, tira de liga magnética leve e processo para fabricar um componente magnético | |
| Chu et al. | Superplasticity in a bulk amorphous Pd-40Ni-20P alloy: a compression study | |
| BRPI0617702B1 (pt) | Processo para produção de uma fita de alumínio para suportes de placa de impressão litográfica | |
| BR112019022088A2 (pt) | aço alto mn e método de produção do mesmo | |
| BR112013014058B1 (pt) | chapa de aço elétrico não orientado de alta resistência | |
| BR112015024884B1 (pt) | Chapas finas em liga de alumínio - cobre – lítio, seu processo de fabricação e sua aplicação em fuselagens de avião | |
| Hu et al. | Effect of cooling rate on the bending plasticity of Zr55Al10Ni5Cu30 bulk metallic glass | |
| BR112019010870B1 (pt) | Placa de aço de alto mn e método de fabricação para a mesma | |
| BRPI0909042B1 (pt) | Aço inoxidável usado para produtos tubulares empregados nos campos petrolíferos | |
| BR112017006071B1 (pt) | chapas isótropas em liga de alumínio - cobre - lítio para a fabricação de fuselagens de avião | |
| BR112019019392A2 (pt) | chapa de aço elétrica não orientada | |
| BR112019019901A2 (pt) | chapa de aço elétrico não orientado | |
| BR112018070957B1 (pt) | Método para produção de uma faixa de alumínio para suportes de placa de impressão litográfica de uma liga de alumínio | |
| BR102012019118A2 (pt) | Folha de aço laminada a frio e folha de aço eletrodepositada de alta resistência, tendo excelentes endurecibilidade e plasticidade por endurecimento ao fogo, e processo de manufatura das mesmas | |
| BR112019019936A2 (pt) | chapa de aço elétrico não orientado |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B09B | Patent application refused [chapter 9.2 patent gazette] | ||
| B12B | Appeal against refusal [chapter 12.2 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 04/05/2021, OBSERVADAS AS CONDICOES LEGAIS. |
|
| B25G | Requested change of headquarter approved |
Owner name: HYDRO ALUMINIUM DEUTSCHLAND GMBH (DE) |
|
| B25A | Requested transfer of rights approved |
Owner name: SPEIRA GMBH (DE) |