BR112018006466B1 - Método para fixar mecanicamente um fixador a um primeiro objeto, fixador e conjunto compreendendo esse fixador - Google Patents
Método para fixar mecanicamente um fixador a um primeiro objeto, fixador e conjunto compreendendo esse fixador Download PDFInfo
- Publication number
- BR112018006466B1 BR112018006466B1 BR112018006466-1A BR112018006466A BR112018006466B1 BR 112018006466 B1 BR112018006466 B1 BR 112018006466B1 BR 112018006466 A BR112018006466 A BR 112018006466A BR 112018006466 B1 BR112018006466 B1 BR 112018006466B1
- Authority
- BR
- Brazil
- Prior art keywords
- edge
- thermoplastic material
- sonotrode
- fastener
- perforation
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 179
- 239000012815 thermoplastic material Substances 0.000 claims abstract description 200
- 230000009969 flowable effect Effects 0.000 claims abstract description 42
- 229910052751 metal Inorganic materials 0.000 claims abstract description 38
- 239000002184 metal Substances 0.000 claims abstract description 38
- 239000007787 solid Substances 0.000 claims abstract description 9
- 230000008569 process Effects 0.000 claims description 108
- 230000008878 coupling Effects 0.000 claims description 60
- 238000010168 coupling process Methods 0.000 claims description 60
- 238000005859 coupling reaction Methods 0.000 claims description 60
- 230000002093 peripheral effect Effects 0.000 claims description 36
- 239000012530 fluid Substances 0.000 claims description 8
- 230000005540 biological transmission Effects 0.000 claims 2
- 239000000463 material Substances 0.000 description 108
- 238000004873 anchoring Methods 0.000 description 62
- 238000003825 pressing Methods 0.000 description 53
- 238000007373 indentation Methods 0.000 description 32
- 230000033001 locomotion Effects 0.000 description 32
- 230000013011 mating Effects 0.000 description 30
- 230000002787 reinforcement Effects 0.000 description 29
- 239000000853 adhesive Substances 0.000 description 27
- 230000001070 adhesive effect Effects 0.000 description 27
- 230000006870 function Effects 0.000 description 26
- 229920001169 thermoplastic Polymers 0.000 description 25
- 239000004416 thermosoftening plastic Substances 0.000 description 24
- 230000000694 effects Effects 0.000 description 20
- 238000004519 manufacturing process Methods 0.000 description 20
- 238000007789 sealing Methods 0.000 description 19
- 238000010276 construction Methods 0.000 description 13
- 238000005553 drilling Methods 0.000 description 13
- 238000002844 melting Methods 0.000 description 12
- 230000008018 melting Effects 0.000 description 12
- 230000008901 benefit Effects 0.000 description 11
- 238000004080 punching Methods 0.000 description 11
- 230000009477 glass transition Effects 0.000 description 10
- 229920000642 polymer Polymers 0.000 description 10
- 239000000835 fiber Substances 0.000 description 9
- 230000003014 reinforcing effect Effects 0.000 description 8
- 238000013461 design Methods 0.000 description 7
- 238000004070 electrodeposition Methods 0.000 description 7
- 230000014759 maintenance of location Effects 0.000 description 7
- 230000010355 oscillation Effects 0.000 description 7
- -1 polypropylene Polymers 0.000 description 7
- 239000002131 composite material Substances 0.000 description 6
- 239000012071 phase Substances 0.000 description 6
- 229920003023 plastic Polymers 0.000 description 6
- 239000004033 plastic Substances 0.000 description 6
- 125000006850 spacer group Chemical group 0.000 description 6
- 210000002105 tongue Anatomy 0.000 description 6
- 238000010521 absorption reaction Methods 0.000 description 5
- 230000000712 assembly Effects 0.000 description 5
- 238000000429 assembly Methods 0.000 description 5
- 230000009286 beneficial effect Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 230000000149 penetrating effect Effects 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 4
- 238000012937 correction Methods 0.000 description 4
- 239000000945 filler Substances 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 230000035515 penetration Effects 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 230000006399 behavior Effects 0.000 description 3
- 238000005266 casting Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 239000003292 glue Substances 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 238000011089 mechanical engineering Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 229920001707 polybutylene terephthalate Polymers 0.000 description 3
- 239000004417 polycarbonate Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 238000004886 process control Methods 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 238000004512 die casting Methods 0.000 description 2
- 238000009713 electroplating Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000011152 fibreglass Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000011796 hollow space material Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 238000004021 metal welding Methods 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 229920001643 poly(ether ketone) Polymers 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000002829 reductive effect Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 229910000679 solder Inorganic materials 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 229920000638 styrene acrylonitrile Polymers 0.000 description 2
- 230000008685 targeting Effects 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- 239000002966 varnish Substances 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229930040373 Paraformaldehyde Natural products 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 1
- NHWNVPNZGGXQQV-UHFFFAOYSA-J [Si+4].[O-]N=O.[O-]N=O.[O-]N=O.[O-]N=O Chemical compound [Si+4].[O-]N=O.[O-]N=O.[O-]N=O.[O-]N=O NHWNVPNZGGXQQV-UHFFFAOYSA-J 0.000 description 1
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 210000000746 body region Anatomy 0.000 description 1
- 238000009435 building construction Methods 0.000 description 1
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000001808 coupling effect Effects 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000002019 doping agent Substances 0.000 description 1
- 230000003203 everyday effect Effects 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000002427 irreversible effect Effects 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 239000003562 lightweight material Substances 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229910052863 mullite Inorganic materials 0.000 description 1
- 239000005445 natural material Substances 0.000 description 1
- 238000010915 one-step procedure Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 235000011837 pasties Nutrition 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000012994 photoredox catalyst Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001692 polycarbonate urethane Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 238000013341 scale-up Methods 0.000 description 1
- 238000007652 sheet-forming process Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 1
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/06—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
- B29C65/088—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations using several cooperating sonotrodes, i.e. interacting with each other, e.g. for realising the same joint
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/562—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined
- B29C65/564—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined hidden in the joint, e.g. dowels or Z-pins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/60—Riveting or staking
- B29C65/606—Riveting or staking the rivets being integral with one of the parts to be joined, i.e. staking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/64—Joining a non-plastics element to a plastics element, e.g. by force
- B29C65/645—Joining a non-plastics element to a plastics element, e.g. by force using friction or ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7802—Positioning the parts to be joined, e.g. aligning, indexing or centring
- B29C65/7805—Positioning the parts to be joined, e.g. aligning, indexing or centring the parts to be joined comprising positioning features
- B29C65/7808—Positioning the parts to be joined, e.g. aligning, indexing or centring the parts to be joined comprising positioning features in the form of holes or slots
- B29C65/7811—Positioning the parts to be joined, e.g. aligning, indexing or centring the parts to be joined comprising positioning features in the form of holes or slots for centring purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/21—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being formed by a single dot or dash or by several dots or dashes, i.e. spot joining or spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/302—Particular design of joint configurations the area to be joined comprising melt initiators
- B29C66/3022—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined
- B29C66/30221—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined said melt initiators being point-like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/302—Particular design of joint configurations the area to be joined comprising melt initiators
- B29C66/3022—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined
- B29C66/30223—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined said melt initiators being rib-like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/474—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially non-flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
- B29C66/7422—Aluminium or alloys of aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
- B29C66/7428—Transition metals or their alloys
- B29C66/74283—Iron or alloys of iron, e.g. steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
- B29C66/83221—Joining or pressing tools reciprocating along one axis cooperating reciprocating tools, each tool reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/92—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools
- B29C66/929—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools characterized by specific pressure, force, mechanical power or displacement values or ranges
- B29C66/9292—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools characterized by specific pressure, force, mechanical power or displacement values or ranges in explicit relation to another variable, e.g. pressure diagrams
- B29C66/92921—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools characterized by specific pressure, force, mechanical power or displacement values or ranges in explicit relation to another variable, e.g. pressure diagrams in specific relation to time, e.g. pressure-time diagrams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0045—Perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0081—Shaping techniques involving a cutting or machining operation before shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/06—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding
- B29C65/0609—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding characterised by the movement of the parts to be joined
- B29C65/0627—Angular, i.e. torsional
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/60—Riveting or staking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/60—Riveting or staking
- B29C65/606—Riveting or staking the rivets being integral with one of the parts to be joined, i.e. staking
- B29C65/608—Riveting or staking the rivets being integral with one of the parts to be joined, i.e. staking the integral rivets being pushed in blind holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/64—Joining a non-plastics element to a plastics element, e.g. by force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
- B29C66/024—Thermal pre-treatments
- B29C66/0242—Heating, or preheating, e.g. drying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/303—Particular design of joint configurations the joint involving an anchoring effect
- B29C66/3032—Particular design of joint configurations the joint involving an anchoring effect making use of protrusions or cavities belonging to at least one of the parts to be joined
- B29C66/30321—Particular design of joint configurations the joint involving an anchoring effect making use of protrusions or cavities belonging to at least one of the parts to be joined making use of protrusions belonging to at least one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/472—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7212—Fibre-reinforced materials characterised by the composition of the fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7311—Thermal properties
- B29C66/73111—Thermal expansion coefficient
- B29C66/73112—Thermal expansion coefficient of different thermal expansion coefficient, i.e. the thermal expansion coefficient of one of the parts to be joined being different from the thermal expansion coefficient of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7311—Thermal properties
- B29C66/73117—Tg, i.e. glass transition temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/92—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools
- B29C66/929—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools characterized by specific pressure, force, mechanical power or displacement values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2001/00—Articles provided with screw threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3002—Superstructures characterized by combining metal and plastics, i.e. hybrid parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/737—Articles provided with holes, e.g. grids, sieves
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
- Connection Of Plates (AREA)
Abstract
métodos para mecanicamente consolidar um primeiro objeto a um segundo objeto, conector, dispositivo, fixador, e conjunto. a presente invenção refere-se a um método para mecanicamente consolidar um primeiro objeto (1) que compreende um material termoplástico em um estado sólido a um segundo objeto (2) com uma porção de chapa geralmente plana, com uma perfuração (20) da porção de chapa, e com a porção de chapa tendo uma borda (21) ao longo da perfuração está provido, em que o primeiro objeto está posicionado em relação ao segundo objeto de modo que a borda fique em contato com o material termoplástico e em que uma energia de vibração mecânica é acoplada dentro da montagem que compreende os primeiro e segundo objetos até que uma porção de fluxo do material termoplástico devido ao calor por atrito gerado entre a borda e o material termoplástico torne-se fluível e flua ao redor da borda para pelo menos parcialmente embutir a borda no material termoplástico. após a vibração mecânica interromper, o material termoplástico é feito ressolidificar, por meio de que o material termoplástico ressolidificado pelo menos parcialmente embutindo a borda ancora o primeiro objeto no segundo objeto.
Description
[001] A presente invenção refere-se aos campos de engenharia e construção mecânica, especialmente construção mecânica, por exemplo, engenharia automotiva, construção de aviões, indústria ferroviária, construção naval, construção de máquinas, construção de brinquedos, indústrias de construção, etc. Especificamente, esta refere-se a um método de - mecanicamente - fixar um segundo objeto a um primeiro objeto.
[002] Nas indústrias automotiva, de aviação e outras, tem havido uma tendência de afastar de construções somente de aço e utilizar material leve tal como chapas de metal de alumínio ou magnésio ou polímeros, tal como polímeros reforçados com fibra de carbono ou polímeros reforçados com fibra de vidro ou polímeros sem reforço, por exemplo, poliésteres, policarbonatos, etc. ao invés.
[003] Os novos materiais causaram novos desafios em elementos de ligação destes materiais - especialmente na ligação de um objeto plano a um outro objeto. Um exemplo disto é a ligação de peças de material baseado em polímero a peças metálicas, tal como chapas metálicas.
[004] Para atender estes desafios, as indústrias automotiva, de aviação e outras começaram a pesadamente utilizar ligações de adesivo. As ligações de adesivo podem ser leves e fortes mas sofrem da desvantagem que não existe possibilidade de controlar a longo prazo a confiabilidade, já que uma ligação de adesivo degradante, por exemplo, devido a um adesivo quebradiço, é quase impossível de detectar sem inteiramente liberar a ligação. Também, as ligações de adesivo podem levar a um aumento em custo de fabricação, tanto devido ao custo de material quanto de retardos causados em processos de fabricação devido a lentos processos de endurecimento, especialmente se as superfícies a serem conectadas uma na outra têm uma certa aspereza e como uma consequência os adesivos de camada fina de endurecimento rápido não podem ser utilizados. Ainda, uma ligação de adesivo plana entre dois objetos que não têm o mesmo coeficiente de expansão térmica pode levar a problemas de confiabilidade adicionais já que a ligação de adesivo pode estar sujeita a substanciais forças de cisalhamento em uso diário devidos a flutuações de temperatura.
[005] Um desafio específico quando ligando elementos um no outro é a compensação de tolerâncias, por exemplo, se os elementos forem ligados um no outro com outras ligações do que ligações de adesivo, tal como por parafusos e porcas ou por rebites. Em tais ligações, uma definição precisa ou as localizações relativas de um fixador e a respectiva localização de fixação é requerida. Tal definição precisa pode especialmente ser difícil de atingir se um processo de fabricação precisa ser especificamente econômico e/ou se as peças a serem conectadas forem comparavelmente grandes em pelo menos uma dimensão e/ou reagem às condições que estas estão sujeitas durante a fabricação e utilização em um diferente modo (por exemplo, se estas tiverem diferentes coeficientes de expansão térmica).
[006] É portanto um objetivo da presente invenção prover um método para mecanicamente consolidar um segundo objeto a um primeiro objeto, o método superando as desvantagens de métodos da técnica anterior. É especialmente um objetivo da invenção prover um método econômico que gera uma conexão confiável entre uma peça termoplástica e uma peça que não é liquidificável sob as condições, sob as quais a peça termoplástica liquefaz, ou que gera uma conexão confiável entre diferentes peças por meio de um elemento de conexão termoplástico. É um outro objetivo da invenção prover um método que gera uma conexão confiável entre as peças e seja eficiente e rápido. É um objetivo adicional da invenção prover um método que gera uma conexão confiável entre as peças e permite uma eficiente compensação de tolerância.
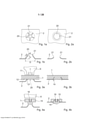
[007] De acordo com um aspecto da invenção, um método para mecanicamente consolidar um primeiro objeto a um segundo objeto está provido, o método compreendendo as etapas de: - Prover o primeiro objeto que compreende um material termoplástico em um estado sólido; - Prover o segundo objeto com uma porção de chapa geralmente plana com a porção de chapa tendo uma borda; - Posicionar o primeiro objeto em relação ao segundo objeto de modo que a borda fique em contato com o material termoplástico; - Acoplar energia de vibração mecânica dentro da montagem que compreende os primeiro e segundo objetos até que uma porção de fluxo do material termoplástico devido ao calor por atrito gerado entre a borda e o material termoplástico torne-se fluível e flua ao redor da borda para pelo menos parcialmente embutir a borda dentro do material termoplástico; - Interromper a vibração mecânica e fazer com que o material termoplástico ressolidifique, por meio de que o material termoplástico ressolidificado pelo menos parcialmente embutindo a borda ancora o primeiro objeto no segundo objeto.
[008] Na etapa de acoplar a energia de vibração mecânica dentro da montagem, o primeiro objeto pode ser pressionado contra a borda de modo que quando da liquefação da porção de fluxo a borda seja pressionada para dentro do material termoplástico do primeiro objeto.
[009] Após interromper a vibração mecânica, uma força de pressionamento em modalidades é mantida até que a porção de fluxo tenha ressolidificado pelo menos a um certo grau para impedir um efeito de distensão.
[0010] Em modalidades, o segundo objeto está provido para ter uma perfuração da porção de chapa, com a borda correndo ao longo da perfuração.
[0011] Em modalidades que têm uma perfuração, a porção de vazada, dentro de cuja abertura vazada, por exemplo, uma peça de conector ou corpo não liquidificável como aqui após descrito pode estar disposto, cuja peça ou corpo forma uma peça de ancoragem para um objeto adicional. Este pode, por exemplo, ter uma rosca ou outra característica de acoplamento, e/ou este pode servir para uma disposição de porca e parafuso que estende através deste. Alternativamente, uma luva de rolamento, um rolamento de esferas ou outro rolamento pode estar posicionado dentro do primeiro objeto, especialmente uma abertura vazada deste.
[0012] O primeiro objeto e a conexão para o segundo objeto podem em modalidades ser tais de modo a vedar a perfuração, isto é, vedar uma região mais próxima do segundo objeto de uma sua região mais distante. Para este fim, o primeiro objeto pode, por exemplo, ter um corpo contínuo que estende para a periferia, cuja periferia embute a borda.
[0013] Em outras modalidades, o primeiro objeto tem uma abertura vazada, dentro de cuja abertura vazada, por exemplo, uma peça de conector ou corpo não liquidificável como aqui após descrito pode estar disposto, cuja peça ou corpo forma uma peça de ancoragem para um objeto adicional. Este pode, por exemplo, ter uma rosca ou outra característica de acoplamento, e/ou este pode servir para uma disposição de porca e parafuso que estende através deste. Alternativamente, uma luva de rolamento, um rolamento de esferas ou outro rolamento pode estar posicionado dentro do primeiro objeto, especialmente uma abertura vazada deste.
[0014] Especialmente, a energia de vibração mecânica pode estar acoplada no primeiro objeto e não (não diretamente, isto é, no máximo através do primeiro objeto) dentro do segundo objeto. Especialmente, na etapa de posicionar, o primeiro objeto pode ser trazido em contato com o segundo objeto de um lado geralmente mais próximo, e a etapa de acoplar energia dentro do primeiro objeto pode compreender pressionar um sonotrodo vibratório contra uma face de acoplamento que faceia mais próxima do primeiro objeto, por meio de que pelo sonotrodo simultaneamente a força de pressionamento em relação ao segundo objeto e vibração mecânica são acopladas no primeiro objeto.
[0015] Para aplicar uma contraforça para a força de pressionamento, o segundo objeto pode então ser colocado contra um suporte, por exemplo, um suporte não vibratório. Em modalidades, o segundo objeto é colocado contra um suporte sem nenhum elemento elástico ou flexível entre o suporte e o segundo objeto, de modo que o suporte rigidamente suporta o segundo objeto.
[0016] No entanto, as forças de pressionamento aplicadas durante o processo podem ser baixas o suficiente para que o segundo objeto seja autossuportável. Em geral, a proposta de acordo com a presente invenção dada as características de absorção de energia geralmente muito boas de uma borda (sendo um direcionador de energia intrínseco para energia de vibração mecânica) em contato físico com um objeto termoplástico, o objeto termoplástico e/ou a borda sendo sujeitos à vibração mecânica, torna possível que somente pequenas forças de pressionamento precisam ser aplicadas. Isto pode ser uma substancial vantagem para aplicações nas quais pelo menos um dos objetos tem uma forma complexa e/ou faz parte de um item complexo, tal como um corpo de carro, e onde portanto colocar um suporte rigidamente suportante na posição lateral onde a força de pressionamento é aplicada pode ser difícil. chapa ao redor da perfuração tem uma seção projetante que projeta afastando do plano de chapa na direção do primeiro objeto, isto é, na direção para mais próximo se a vibração estiver acoplada dentro do primeiro objeto.
[0017] Não está excluído, no entanto, que a energia é acoplada dentro do segundo objeto, isto é, a energia de vibração mecânica impinge do lado do segundo objeto.
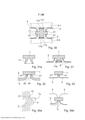
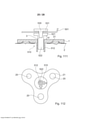
[0018] Especialmente, mas não somente, modalidades que compreendem acoplar a vibração dentro do segundo objeto, a vibração pode ser uma vibração transversal, enquanto que em outras modalidades a vibração será uma vibração longitudinal. Configurações com vibração transversal são, por exemplo, conhecidas de soldagem de peças metálicas. Para isto, por exemplo, as seguintes opções existem: - Um sonotrodo acopla a vibração dentro do segundo objeto de uma direção geralmente lateral (direção no plano com relação ao plano de chapa do segundo objeto, se definido), enquanto que uma ferramenta de pressionamento separada aplica força de pressionamento requerida entre os primeiro e segundo objetos. - Um sonotrodo este próprio é feito ser sujeito a uma vibração transversal na extremidade mais distante onde este está acoplado no segundo objeto. Para este fim, um acoplamento mecânico entre o sonotrodo e o segundo objeto pode ser tal que tal movimento transversal é capaz de ser transferido para o segundo objeto. Por exemplo, o segundo objeto pode além de uma placa de ancoragem que compreende (por exemplo, constitui) a porção de chapa também compreende um elemento de fixação que pode estar acoplado no sonotrodo. Especialmente, em modalidades o segundo objeto é um fixador configurado para fixar um objeto adicional no primeiro objeto, e o elemento de fixação tem uma estrutura correspondente, por exemplo, sendo um parafuso roscado (rosca interna e/ou externa), um parafuso sem uma rosca, um pino, uma porca, um gancho, um olhal, uma base para um acoplamento de baioneta, etc.
[0019] A presente invenção também refere-se a um conjunto de um sonotrodo e de um segundo objeto adaptado a este para executar o processo de acordo com qualquer modalidade da invenção que compreende acoplar a vibração mecânica dentro do segundo objeto. Por exemplo, o segundo objeto pode compreender uma placa de ancoragem e um elemento de fixação ligada a esta, e o sonotrodo pode compreender uma face de acoplamento externo mais distante formada para um contato de transmissão de força e vibração com a placa de ancoragem, e uma estrutura de recepção para acomodar o elemento de fixação. A estrutura de recepção, por exemplo, uma abertura ou protrusão de recepção pode estar adaptada para acoplamento mecânico a uma estrutura de fixação (rosca ou similar) do elemento de fixação.
[0020] Opcionalmente, além da energia de vibração mecânica, uma energia adicional pode estar acoplada na montagem. Em um exemplo, o segundo objeto pode ser preaquecido por irradicação IR, indução (especialmente eficiente próximo da borda), um fluxo de ar quente, etc. Além disso ou como uma alternativa, o material termoplástico pode ser preaquecido localmente próximo da interface com a borda, por exemplo, por aquecimento eletromagnético como descrito no Pedido de Patente Suíça 01 104/15, por irradiação, etc. Por exemplo, para aquecimento eletromagnético como descrito no Pedido de Patente Suíça 01 104/15, o material termoplástico na zona de fixação pode estar provido com um dopante magnético.
[0021] Em ambos os casos, o preaquecimento auxilia o processo de tornar o material termoplástico fluível diretamente e/ou indiretamente. Um efeito indireto é conseguido se a etapa de preaquecimento fizer com que a absorção de energia de vibração mecânica seja aumentada nas/próximo das localizações onde a etapa de preaquecimento acontece, especialmente devido ao atrito interno melhorado causado pela temperatura aumentada.
[0022] Tal, energia adicional, mais além pode ter o propósito de melhorar a velocidade e/ou reduzir as forças de pressionamento requeridas. Isto pode também ter um efeito positivo sobre o controle de processo.
[0023] A porção de fluxo do material termoplástico é a porção do material termoplástico que durante o processo e devido ao efeito da vibração mecânica é feita ser liquefeita e fluir. A porção de fluxo não precisa ser uma peça mas pode compreender peças separadas uma da outra.
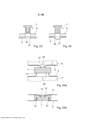
[0024] A liquefação da porção de fluxo nisto é primariamente causada por atrito entre uma parte vibratória da montagem (tal como o primeiro objeto) e uma parte não vibratória (tal como o segundo objeto), cujo atrito diretamente ou indiretamente aquece o material termoplástico do primeiro objeto. Isto é especificamente eficiente se o atrito de geração de calor acontecer no local onde o material deve fluir, porque então em contraste com outros métodos que incluem material termoplástico liquefeito, não existe nenhum efeito de resfriamento em locais onde a porção de fluxo fluiu afastando da fonte de calor. Especialmente, na etapa de fazer com que uma porção de fluxo do material termoplástico torne-se fluível, a porção de fluxo ou suas partes podem tornar-se fluíveis devido ao calor gerado entre a seção projetante e o material termoplástico. Em modalidades, o segundo objeto pelas etapas de método acima descritas está preso no primeiro objeto em que um espaço sobre o outro lado do segundo objeto do que o lado do qual o primeiro objeto é trazido em contato com este (um lado mais distante em modalidades do tipo acima mencionado nas quais a energia de vibração é acoplada dentro do primeiro objeto de um lado geralmente mais próximo) pode estar livre ao longo da borda (assim, se aplicável, ao redor da perfuração) de modo que o material termoplástico possa fluir imediatamente ao longo das superfícies da porção de chapa do segundo objeto. Especialmente, em modalidades nenhum objeto adicional mais distante do segundo objeto é preso no segundo objeto pelo primeiro objeto.
[0025] Em modalidades, a porção de chapa ao longo da borda (assim se aplicável ao redor da perfuração) é deformada de modo que a porção de chapa projeta afastando de um plano de chapa definido. Especialmente, a porção de chapa pode projetar na direção do lado do primeiro objeto (direção do lado mais próximo em modalidades do tipo acima mencionado nas quais a energia de vibração é acoplada dentro do primeiro objeto de um lado geralmente mais próximo). Especialmente, a seção projetante (se alguma) sendo uma seção deformada pode ser de um mesmo material de chapa metálica que a porção de chapa.
[0026] Neste texto, o termo "plano de chapa" denota o plano/superfície definido pela forma da porção de chapa geralmente plana em uma região ao redor da borda, especialmente ao redor da perfuração (se alguma). O plano de chapa pode ser plano no sentido de estender reto em duas dimensões. Alternativamente, o plano de chapa pode ser curvo e por meio disto seguir uma forma 3D mais complexa, por exemplo, se este constituir a superfície de um objeto complexo, tal como um corpo de um veículo ou avião. No caso o segundo objeto é, próximo da borda, deformado para projetar afastando do plano de chapa, a curvatura do segundo objeto na localização de onde a seção deformada estende será frequentemente muito maior do que a curvatura do plano de chapa.
[0027] Tal seção deformada pode ser formada deformando uma parte correspondente da porção de chapa, por exemplo, fazendo um corte (por exemplo, puncionando) e dobrando ou de outro modo deformando com isto deixando uma abertura de segundo elemento onde a parte correspondente da porção de chapa estava inicialmente. Com isto, a seção deformada pode ser ainda uma peça com a seção de chapa.
[0028] Como uma alternativa a uma seção deformada, seria também possível prover uma seção da porção de chapa que projeta afastando do plano de chapa como um elemento separado preso no material de chapa, por exemplo, por soldagem.
[0029] Como ainda mais uma alternativa adicional a uma seção deformada, seria possível fabricar uma seção que projeta na direção do lado do qual o primeiro objeto é trazido em contato, cuja seção termina na borda, por um processo de formação ab-initio, tal como fundindo em molde ou prensando ou moldando por injeção (seguido por etapas de processamento subsequentes bem conhecidas) se a seção denominada for de cerâmica. Em tais modalidades, a porção de chapa pode mesmo consistir na porção que projeta na direção do primeiro objeto e/ou a seção que após o processo está embutida na porção de fluxo, isto é, não há necessidade de ter um plano de chapa que seja adicionalmente definido pela porção de chapa.
[0030] Em modalidades com uma perfuração e com uma seção projetante (por exemplo, deformada) ao redor da perfuração, a seção deformada pode ser simétrica, isto é, pode ser deformada uniformemente ao redor da perfuração (isto inclui a possibilidade que a seção deformada tenha uma borda áspera, por exemplo, com uma forma como dente de serra). Especialmente, esta pode ser simétrica com relação à rotação ao redor de um eixo geométrico perpendicular a um plano de chapa através de um centro da perfuração.
[0031] Alternativamente, esta pode ser simétrica com relação à rotação ao redor do dito eixo geométrico em que a altura (altura média no caso de uma borda áspera/dentada) da seção projetante difere como uma função da posição ao longo da borda. Em tais modalidades, a assimetria pode mesmo ser tal que a seção projetante não estenda ao redor de toda a perfuração mas ao longo de algum segmento da borda não existe tal seção projetante. Neste caso, no entanto, a seção projetante pode estender ao redor de pelo menos mais do que 180% da periferia de modo a travar os primeiro e segundo objetos um com o outro com relação a todas as forças relativas no plano.
[0032] Em um grupo de modalidades com o segundo objeto compreendendo uma perfuração ao longo da qual a borda corre, o sonotrodo e o primeiro objeto podem estar adaptados um ao outro de modo que a face de acoplamento (a parte da superfície do primeiro objeto contra a qual o sonotrodo é pressionado) cobre posições no plano da borda mas não estende para uma posição central com relação à perfuração. "Cobrir posições no plano" neste contexto significa que em uma projeção ao longo do eixo geométrico próximo- distante a borda fica em uma área da face de acoplamento.
[0033] Por exemplo, a face de acoplamento pode formar uma pista ao longo de um centro, com uma posição no plano do centro que corresponde a uma posição no plano da perfuração.
[0034] Para este fim, qualquer uma ou uma combinação das seguintes opções podem ser realizadas: - O sonotrodo compreende uma endentação central, com a face de acoplamento ao redor da endentação central; e/ou - O primeiro objeto compreende uma endentação central que faceia mais próximo, com a face de acoplamento ao redor da endentação central.
[0035] Efeitos da face de acoplamento não estender para posições centrais podem compreender tornar o controle de processo mais fácil, e/ou impedir que porções centrais do primeiro objeto, por exemplo, que têm um elemento funcional, de tornarem-se danificadas.
[0036] Em um grupo de modalidades que compreendem a perfuração do segundo objeto e uma seção projetante ao redor da perfuração, a seção projetante que projeta na direção mais próxima na direção do primeiro objeto, o primeiro objeto pode estar provido com um espaçador que faceia mais distante (também referido como "porção de pé" neste texto). Tal espaçador pode estar disposto lateralmente da localização onde o lado de contato do primeiro objeto entra em contato com a borda do segundo objeto.
[0037] Especialmente, o espaçador pode estar disposto mais lateralmente do que a seção projetante do segundo objeto, por meio de que, quando os primeiro e segundo objetos são pressionados um contra o outro quando a vibração impinge, um movimento relativo dos primeiro e segundo objetos um contra o outro pode ser causado até que a porção de pé tope contra a porção de chapa onde o plano de chapa está definido. Por meio disto, a posição z do primeiro objeto em relação ao segundo objeto é definida pela dimensão da porção de pé que serve como um espaçador.
[0038] Tal porção de pé, portanto, é um exemplo de uma medida relativamente simples para conseguir o controle de posição z sem ferramentas de medição sofisticadas. Especialmente, a porção de pé torna um bom controle de processo possível em que no final do processo o operador tem um retorno físico quando ele atingiu a posição z correta. Isto pode ser vantajoso se o processo for executado manualmente ou também se a resistência mecânica for um parâmetro de controle em um processo automatizado. Outras medidas para um controle de posição z preciso estão aqui após discutidas.
[0039] O método pode compreender a etapa adicional de fabricar uma perfuração no segundo objeto antes da etapa de posicionar, por exemplo, por puncionamento, perfuração, etc. Alternativamente, a perfuração ao longo da qual a borda está formada em modalidades pode ser uma abertura que existe no segundo objeto de qualquer modo ou foi provida em um processo de fabricação.
[0040] O primeiro objeto compreende um material termoplástico. Em modalidades, o primeiro objeto consiste em material termoplástico. Em outras modalidades, o primeiro objeto além do material termoplástico compreende um corpo de um material não liquidificável. Tal corpo de material não liquidificável pode constituir uma porção de reforço do primeiro objeto.
[0041] Em modalidades com um corpo não liquidificável, o corpo do material não liquidificável é diferente de um mero enchimento de um grande número de partículas mas é um corpo macroscópico com uma posição e orientação definidas de um tamanho substancial. Em um plano de chapa definido pelo segundo objeto, o tamanho pode ser, por exemplo, pelo menos 10% do diâmetro médio do primeiro objeto (de uma seção transversal perpendicular ao eixo geométrico de inserção) ou, se aplicável, de um diâmetro médio de perfuração, e/ou uma dimensão de característica pode ser pelo menos 0,1 mm em qualquer dimensão. Especialmente, o corpo pode ser metálico ou de cerâmica. Especialmente, o corpo pode ser tal de modo a ter uma forma definida e por meio disto adicionar rigidez ao primeiro objeto. Pelo corpo, o primeiro objeto é definido em pelo menos duas regiões espacialmente separadas, a saber a região de corpo e a região termoplástica.
[0042] Em modalidades nas quais o primeiro objeto além do material termoplástico compreende material não liquidificável, o material termoplástico pode estar disposto pelo menos sobre as porções de superfície que entram em contato com a borda.
[0043] O primeiro objeto pode compreender um elemento de fixação para fixar um objeto adicional no segundo objeto. Por exemplo, o primeiro objeto pode este próprio tal elemento de fixação (fixador) compreendendo uma estrutura apropriada, tal como uma rosca ou outra estrutura de fixação, ou este pode carregar um elemento de fixação dedicado, tal como uma barra roscada, porca, etc. Nestas modalidades, o primeiro objeto pode ser visto como um fixador - ou âncora - para o objeto adicional. Em modalidades alternativas, o primeiro objeto pode este próprio constituir um objeto que tem uma função diferente de ser um mero fixador.
[0044] Especialmente, mas não somente, nestas modalidades alternativas, o primeiro objeto pode ser relativamente grande, não sendo possível vibrar o primeiro objeto inteiro para consolidar o primeiro objeto simultaneamente em uma pluralidade de localizações de fixação. Em tais modalidades, pode ser ou necessário simultaneamente fazer com que uma pluralidade de sonotrodos impinja para consolidar seguro o primeiro objeto no segundo objeto em uma correspondente pluralidade de localizações de fixação, e/ou pode ser benéfico ter suficiente flexibilidade para suficientemente desacoplar a porção do primeiro objeto onde a fixação acontece de um restante do primeiro objeto. Exemplos para isto estão aqui após discutidos, por exemplo, referindo ao flange de fixação.
[0045] Em modalidades, o primeiro objeto tem uma zona de fixação que compreende a porção termoplástica e ainda tem uma zona funcional diferente da zona de fixação. Tal zona funcional pode, por exemplo, compreender a estrutura de fixação e/ou outros elementos funcionais. A zona funcional pode estar configurada de modo que não seja possível e/ou não desejado localmente liquefazer o material termoplástico que embutirá a borda no processo. Em muitas modalidades, o primeiro objeto na zona funcional não é liquidificável. Em outras modalidades, o primeiro objeto na zona funcional pode compreender um material liquidificável, no entanto, a função seria adversamente afetada pelo processo de acordo com a invenção.
[0046] Em modalidades, o primeiro objeto é fabricado em um processo que inclui uma etapa de moldagem por injeção de dois componentes, com a zona de fixação sendo de um material termoplástico e a zona funcional compreendendo um outro material termoplástico. Então (ou também em outras situações com o primeiro objeto compreendendo duas partes de material termoplástico), os materiais termoplásticos das diferentes zones têm diferentes propriedades de material.
[0047] - O módulo de elasticidade E do material termoplástico da zona funcional pode ser maior, por exemplo, muito maior, do que o módulo correspondente da zona de fixação; e/ou
[0048] - A extensibilidade (elástica) do material termoplástico da zona de fixação pode ser muito mais alta do que a extensibilidade da zona funcional. Para este fim, o material termoplástico da zona de fixação pode opcionalmente ser um material termoplástico elastomérico, tal como poliuretano termoplástico. Por meio disto, este é adequado para repetidos ciclos de aquecimento/resfriamento. De acordo com uma outra opção, o material termoplástico da zona de fixação pode ser um polímero parcialmente cristalino com uma temperatura de transição de vidro relativamente baixa e uma plasticidade comparavelmente alta em temperatura elevada (por exemplo, polipropileno) para compensar uma distorção térmica, por exemplo, em um processo de eletrodeposição, por um processo de deformação plástica de uma vez (progressivo).
[0049] Pelo último, por exemplo, diferentes comportamentos de expansão térmica entre o primeiro objeto e o segundo objeto podem ser compensados.
[0050] Em modalidades que compreendem pelo menos uma zona de fixação, o material da(s) zona(s) de fixação pode estar preso a um corpo de primeiro objeto (que compreende a(s) zona(s) funcional(is)) por uma conexão de encaixe positivo. Por exemplo, o corpo de primeiro objeto pode compreender pelo menos uma abertura rebaixada, e o material termoplástico que forma as zona(s) de fixação pode estar presente pelo menos parcialmente dentro da(s) abertura(s) rebaixada(s). Além disso ou como uma alternativa, o corpo pode compreender uma seção porosa aberta, com o material termoplástico da(s) zona(s) de fixação interpenetrando a seção porosa. Além disso ou como uma alternativa à conexão de encaixe positivo, também outros tipos de conexões mecânicas entre o material da zona de fixação e o corpo podem estar presentes, tal como uma conexão de adesivo.
[0051] Em um grupo de modalidades, o primeiro objeto compreende um corpo que define a zona funcional e um flange (flange de fixação) que corre ao longo de pelo menos a porção de uma periferia lateral do corpo e que define a zona de fixação, por meio de que pelo menos porções do flange na etapa de acoplar energia de vibração mecânica dentro da montagem estão retidas entre um sonotrodo que atua em uma direção axial e o segundo objeto.
[0052] Um flange de fixação pode ser uma porção periférica que projeta lateralmente do primeiro objeto. Este pode consistir no material termoplástico; pelo menos uma face mais distante compreende o material termoplástico. Este pode, por exemplo, definir a superfície de acoplamento que faceia mais próxima para um sonotrodo o qual é pelo menos aproximadamente paralelo à superfície mais distante do primeiro objeto onde o último está em contato com a borda do segundo objeto 2. Por meio disto, mesmo se o primeiro objeto devido à sua função tem uma forma complexa que pode ser diferente de uma forma que tem uma superfície mais distante plana, uma forma menos complexa na(s) localização(ões) de fixação torna-se possível.
[0053] O primeiro objeto, especialmente um seu flange de fixação, pode compreender uma porção de superfície de acoplamento bem definida, possivelmente marcada faceando mais próximo que está posicionada para corresponder a uma localização de fixação definida pelo segundo objeto, por exemplo, uma sua perfuração, ao longo da qual a borda estende. Tal porção de superfície de acoplamento pode, por exemplo, ser paralela à porção de superfície que faceia mais distante correspondente sobre o lado oposto, o qual entra em contato com a borda do segundo objeto.
[0054] Também, o primeiro objeto pode compreender uma junta elástica entre um flange de fixação - ou outra estrutura de fixação que tem a superfície de acoplamento e a porção de superfície que entra em contato com a borda - e um corpo de primeiro objeto. Por meio disto, a estrutura de fixação, por exemplo, o flange de fixação - pode ser vibracionalmente desacoplado do restante do primeiro objeto.
[0055] Isto pode especialmente ser uma opção em modalidades nas quais o primeiro objeto é comparavelmente grande e nas quais não é prontamente possível acoplar a vibração dentro de todo o primeiro objeto ou nas quais seria prejudicial fazer isto. Em tais modalidades, uma fixação em diferentes localizações de fixação ou precisa ser executada simultaneamente para muitas localizações de fixação, em cujo caso diversos sonotrodos precisam atuar simultaneamente. Uma alternativa é a fixação sequencial em diferentes localizações de fixação. Então, existe a necessidade de uma certa flexibilidade do primeiro e/ou segundo objeto, já que o processo de fixação cria um movimento relativo dos primeiro e segundo objetos na localização de fixação real, enquanto que tal movimento não está presente em outras localizações de fixação. Um flange de fixação e/ou uma estrutura de fixação separado do corpo por uma junta pode trazer tal flexibilidade.
[0056] Em um grupo de modalidades, o método compreende a etapa adicional de prover uma peça de conector que está inicialmente separada de ambos, os primeiro e segundo objetos. Nestas modalidades, a montagem dentro da qual a energia de vibração mecânica está acoplada também compreende a peça de conector. A peça de conector no processo pode ser feita ser embutida pelo menos parcialmente no material termoplástico do primeiro objeto e para ser, após a ressolidificação, ancorada com relação aos primeiro e segundo objetos. Em modalidades, como aqui após descrito em mais detalhes, uma peça de conector pode ser conectável (sendo embutida ou por outra conexão) no primeiro objeto em uma pluralidade de possíveis posições relativas, por exemplo, para compensar por variações de dimensões/posições durante um processo de fabricação.
[0057] Especialmente, na etapa de acoplar energia de vibração mecânica dentro da montagem, um sonotrodo vibratório pode ser pressionado contra uma face de acoplamento da peça de conector enquanto a peça de conector é pressionada contra o primeiro objeto até que o material termoplástico do primeiro objeto torne-se fluível em uma vizinhança da peça de conector de modo que a peça de conector seja introduzida no primeiro objeto. Simultaneamente e/ou subsequentemente, a energia de vibração mecânica pode também ser absorvida na interface entre o segundo objeto e o primeiro objeto.
[0058] A peça de conector nisto pode ser feita estender através de um plano definido pela borda da porção de chapa, assim se aplicável por uma boca da perfuração, de um seu lado mais próximo. Similarmente, no caso do primeiro objeto ter um corpo de um material não liquidificável, tal como uma porção de reforço, o corpo pode ser disposto para estender através do plano definido pela borda (se aplicável a boca da perfuração). Mais especificamente, em modalidades nas quais o segundo objeto tem uma perfuração, a peça de conector/o corpo pode estender através da perfuração.
[0059] Uma peça de conector do tipo discutido pode consistir em um material não liquidificável. Alternativamente, esta pode compreender um material termoplástico. Em um exemplo, esta compreende um material termoplástico que é capaz de ser soldado no material termoplástico do primeiro objeto; esta pode ser de um mesmo material termoplástico ou pelo menos compreender um material de polímero de mesma matriz.
[0060] Uma peça de conector do tipo discutido pode ter uma ou uma combinação das seguintes funções:
[0061] - A peça de conector pode formar juntamente com o material termoplástico uma interface na qual a absorção de energia mecânica acontece. Assim, a peça de conector provê um meio adicional para controlar a absorção de energia e por meio disto o fluxo do material termoplástico.
[0062] - A peça de conector pode ser formada para confinar o fluxo do material termoplástico, especialmente para dentro com relação à direção radial, por meio disto fazendo com que o material flua mais pronunciadamente ao redor do segundo objeto próximo da borda, especialmente no seu lado mais distante.
[0063] A peça de conector pode ter elementos funcionais adicionais, tal como uma porção de conexão, flange, etc. Geralmente, as considerações neste texto que se aplicam à forma e função da peça de conector também se aplicam a um corpo de material não liquidificável que faz parte do primeiro objeto (tal corpo poderia ser visto como uma peça de conector pré-montada).
[0064] Um corpo de material não liquidificável do primeiro objeto ou uma peça de conector pode carregar estruturas que servem para funções adicionais, tal como uma rosca, e outra conexão mecânica, um contato ou passagem de condutor, etc.
[0065] Independente se existe um corpo ou uma peça de conector ou não, em um grupo de modalidades, o método compreende consolidar um primeiro objeto a uma parte metálica que forma parte de um corpo de carro.
[0066] Em modalidades, o corpo ou peça de conector, respectivamente, tem uma superfície com pelo menos uma característica de retenção sobre uma parte de superfície lateral, cuja característica de retenção coopera com o material termoplástico do corpo para estabilizar a posição relativa do corpo, dentro do embutimento de material termoplástico.
[0067] A presente invenção também refere-se a uma peça de conector que tem as propriedades como definidas neste texto. A invenção ainda refere-se a um kit de pelo menos uma peça de conector e um primeiro objeto e/ou um sonotrodo.
[0068] A invenção mais ainda refere-se a um conector que é um primeiro objeto de acordo com qualquer modalidade descrita neste texto ou do qual tal primeiro objeto forma parte. A invenção mais ainda refere-se a um fixador que é um segundo objeto descrito neste texto e compreende um elemento de fixação.
[0069] Em um grupo de modalidades, o primeiro objeto compreende a lado de contato estruturado que compreende o material termoplástico. O lado de contato é o lado do primeiro objeto que é trazido em contato com a borda para a fixação. O fato que o lado de contato é estruturado significa que este é diferente de apenas ser plano e uniforme e que este compreende protrusões/endentações. Por exemplo, este pode compreender um padrão de cristas e ranhuras, por exemplo, um padrão regular.
[0070] Foi descoberto que um lado de contato estruturado pode ter o efeito de reduzir as entradas de energia e força requeridas até que a borda tenha penetrado no material termoplástico do primeiro objeto a uma profundidade suficiente. Especialmente, esta entrada requerida pode ser reduzida por mais do que apenas um fator de proporcionalidade que corresponde à porção de volumes de endentações não preenchidos. Isto pode ser atribuído a canais de fluxo adicionais sendo gerados pela estrutura.
[0071] Em uma modalidade, a estrutura forma um padrão de cristas/ranhuras que estendem radialmente.
[0072] Em modalidades nas quais a porção de chapa do segundo objeto tem uma seção protuberante que projeta afastando do plano de chapa na direção do lado de contato, a profundidade das endentações pode ser escolhida para ser menor do que uma altura da seção protuberante.
[0073] Um grupo de modalidades adicional também resolve o problema de reduzir a entrada de força e/ou energia requerida. Neste grupo de modalidades adicional, o segundo objeto compreende uma pluralidade de por exemplo, menores perfurações periféricas dispostas ao redor de uma, por exemplo, maior perfuração principal.
[0074] Tais perfurações periféricas podem especialmente estar dispostas em uma seção do segundo objeto que projeta afastando na direção do lado de contato de um plano de chapa de segundo objeto, isto é, as perfurações periféricas podem estar dispostas onde o material de chapa está inclinado com relação ao plano de chapa.
[0075] Tais perfurações periféricas têm os efeitos de melhorar a pegada da conexão, de prover uma fixação adicional contra rotação, e de reduzir a resistência durante o processo provendo canais de fluxo adicionais.
[0076] Referindo aos grupos de modalidades aqui acima discutidos, uma redução da entrada de energia e força pode ser desejada especialmente se os materiais envolvidos forem delicados e/ou se o método for aplicado em um estágio relativamente avançado de fabricação de um artigo complexo. Por exemplo, em modalidades o segundo objeto pode compreender uma peça de chapa metálica envernizada/pintada, e o verniz/tinta pode ser danificável. A proposta de acordo com estes grupos em tais situações pode ser vantajosa.
[0077] Em muitas modalidades, se o método compreender pressionar o primeiro objeto contra o segundo objeto enquanto a vibração está acoplada especialmente dentro do primeiro objeto, uma contraforça à força de pressionamento é gerada pelo segundo objeto sendo mantido em uma posição diferente da localização contra a qual o primeiro objeto é pressionado, tal como um quadro de montagem ou pelo segundo objeto sendo parte de um item complexo, comparavelmente pesado que fica sobre um solo. Então, consequentemente, a contraforça baseia-se na rigidez do segundo objeto. Se necessário, um suporte dedicado pode ser utilizado para auxiliar.
[0078] Em um grupo de modalidades, além do segundo objeto uma estrutura de batente dedicada é utilizada. Um batente de tal estrutura pode ser colocado mais distante do segundo objeto, e pode ter pelo menos uma das seguintes funções: - O batente direciona o fluxo de material termoplástico fluível e consolida. Por meio disto, a estabilidade total da conexão entre os primeiro e segundo objetos após o processo é melhorada, e isto finalmente reduz a profundidade de penetração requerida. Assim, também a utilização de um batente pode ser uma medida para reduzir a entrada de força e energia requerida. - O batente pode também suportar o segundo objeto e evitar uma sua deformação indesejada, se por exemplo, o segundo objeto for comparavelmente fino ou fraco.
[0079] Tal batente pode ser diferente de meramente plano. Especialmente, este pode compreender uma protrusão de direcionamento fora da borda (para dentro com relação ao centro da perfuração se a borda estender ao longo de uma perfuração) e uma endentação mais distante da borda (e radialmente para fora da borda se a borda estender ao longo de uma perfuração) para direcionar um fluxo para "sob" (mais distante de) a borda das porções de segundo objeto adjacente à borda.
[0080] Um volume de tal endentação pode especialmente ser menor do que um volume do material termoplástico disponível para tornar-se fluível, de modo que se a entrada de vibração for mantida suficientemente longa, um volume da porção de fluxo é mais alto do que um volume da endentação. Por meio disto, uma suficiente pressão de formação pode ser acumulada durante o processo, por meio de que o enchimento da endentação pela porção de fluxo é controlado e preditível.
[0081] Em um grupo de modalidades, o método compreende ajustar uma posição do primeiro objeto e/ou de um sonotrodo em relação ao segundo objeto. Isto especialmente pertence a uma posição x-y (no plano). Para isto, duas configurações básicas existem: - Em uma primeira configuração básica, A posição x-y do sonotrodo com relação ao segundo objeto é definida, por exemplo, por um quadro de montagem, e a etapa de ajustar compreende ajustar uma posição do primeiro objeto que está disposto entre o sonotrodo e o segundo objeto, com relação ao sonotrodo e ao segundo objeto. - Em uma segunda configuração básica, utilizam-se meios para definir uma posição do primeiro objeto em relação ao sonotrodo, e a etapa de ajustar compreende ajustar uma posição da montagem de primeiro objeto - sonotrodo em relação ao segundo objeto.
[0082] De acordo com a primeira configuração básica, o meio pelo qual a posição do primeiro objeto é ajustada em relação ao sonotrodo e ao segundo objeto (prendedores ou similares) é por construção independente do sonotrodo. Então, precisa-se assegurar que as vibrações mecânicas possam ser acopladas dentro do primeiro objeto. Para este fim, de acordo com uma primeira opção, a forma de uma ferramenta de guia utilizada para isto é adaptada à forma do primeiro objeto em um modo que somente a posição transversal está precisamente definida mas existe alguns graus de liberdade com relação a movimentos em direções axiais (por vibração longitudinal acoplada dentro do primeiro objeto). De acordo com uma segunda opção, que pode ser combinada com a primeira opção, a ferramenta de guia compreende uma mola de modo que o primeiro objeto fique somente frouxamente acoplado a qualquer quadro de montagem.
[0083] De acordo com uma segunda configuração básica, o sonotrodo e o primeiro objeto podem ser adaptados um no outro para a posição relativa lateral ser definida. Por exemplo: - O sonotrodo pode compreender uma protrusão de guia coopera com uma endentação de guia do primeiro objeto, ou vice- versa. Opcionalmente, tal protrusão de guia/endentação de guia (ou outro meio de guia) pode ser diferente de rotacionalmente simétrica para impedir qualquer rotação do primeiro objeto em relação ao sonotrodo. - O sonotrodo pode compreender um flange periférico que abrange o primeiro objeto para definir a sua posição.
[0084] - O sonotrodo pode compreender pelo menos um elemento de guia penetrante (ponta ou similar) que durante o processo penetra no material do primeiro objeto. - Também seria possível consolidar o primeiro objeto temporariamente no sonotrodo, por exemplo, por aparafusamento ou similar.
[0085] Além disso ou como uma alternativa, outros meios podem ser utilizados para temporariamente acoplar o primeiro objeto no sonotrodo, por exemplo, um vácuo sendo aplicado entre o sonotrodo e o primeiro objeto, por exemplo, através de canais de sucção através do sonotrodo.
[0086] Além disso ou como ainda outra alternativa, um elemento de guia separado pode ser utilizado. Tal elemento de guia separado pode ser lateralmente guiado tanto, em relação ao sonotrodo quanto em relação ao primeiro objeto. Especialmente, este pode ser guiado relativamente frouxo em relação ao sonotrodo de modo que a vibração não seja acoplada no meio de guia. Tal elemento de guia pode ser um elemento cilíndrico guiado dentro de aberturas alinhadas do primeiro objeto e do sonotrodo, as aberturas adaptadas a uma seção transversal do elemento de guia. Especialmente em modalidades nas quais o elemento de guia é frouxamente guiado também em relação ao primeiro objeto, um suporte axial adicional pode ser provido para impedir que o elemento de guia se solte da montagem.
[0087] Se aplicável, a forma cilíndrica de tal elemento de guia pode mas não precisa ser a forma de um cilindro rotacional.
[0088] Além disso ou como ainda uma alternativa adicional, uma ferramenta de retenção que é diferente do sonotrodo e utilizada além deste, é utilizada. Tal ferramenta de retenção é utilizada para pressionar o primeiro objeto contra o segundo objeto pelo menos durante uma fase inicial da etapa de acoplar energia de vibração mecânica dentro da montagem. Por tal ferramenta de retenção o problema é resolvido que quando uma vibração longitudinal está acoplada de um sonotrodo dentro de um primeiro objeto, em que o sonotrodo é pressionado contra o primeiro objeto, durante aproximadamente uma meia-onda por ciclo de oscilação, sonotrodo não exerce qualquer força sobre o primeiro objeto. Na ausência de qualquer guia lateral (por exemplo, como acima descrito), isto pode causar uma perda de controle, com o primeiro objeto "flutuando" em relação ao segundo objeto. Uma ferramenta de retenção adicional assegura que o primeiro objeto seja pressionado contra o segundo objeto. Tal ferramenta de retenção adicional pode compreender uma estrutura de guia que define uma posição lateral do primeiro objeto em relação à ferramenta de guia, por exemplo, um flange periférico.
[0089] Uma proposta de acordo com a invenção apresenta a vantagem substancial que a localização de fixação definida pela borda que no processo está embutida na porção de fluxo não tem uma posição precisamente definida, mesmo se um posicionamento preciso do primeiro objeto com relação ao segundo objeto é desejado e conseguido.
[0090] Mais concretamente, para a variação das posições relativas da localização de fixação e do primeiro objeto, as seguintes afirmações podem ser feitas: - A variação lateral (x-y) grandemente depende da extensão lateral do primeiro objeto ou de uma sua zona de fixação, respectivamente. Para zonas de fixação relativamente pequenas (por exemplo, uma pequena perfuração, estas podem, por exemplo, estar entre 0,1 mm e 5 mm). Para maiores zonas de fixação (por exemplo, uma maior perfuração), estas podem escalar para números mais altos. - A variação axial (z-) se o primeiro objeto tiver uma superfície que faceia mais distante plana depende de quão distante a seção do segundo objeto projeta na direção do primeiro objeto. Esta pode variar entre 0,1 mm e 2 mm para alturas relativamente pequenas da seção protuberante e pode ser mais alta para maiores dimensões. - Dependendo de quão distantes diferentes localizações de fixação estão, ou mais geralmente sobre a extensão lateral da zona de fixação, uma variação de ângulo de até 10°-20° pode ser compensada. • Em muitas modalidades, uma restrição é dada em que ao redor da zona de fixação porções termoplásticas que não pertencem à porção de fluxo devem permanecer. Uma espessura desta zona não liquefeita, por exemplo, pode ser pelo menos 1 mm em todas as dimensões.
[0091] Devido a este efeito, a proposta de acordo com a invenção pode ser utilizada para compensação de tolerância, por exemplo, pelo seguinte método:
[0092] Etapa 1: Medir o descasamento de tolerância, por exemplo, por métodos óticos e comparação com dados de CAD.
[0093] Etapa 2: Calcular o ângulo x,y,z, de correção da posição.
[0094] Etapa 3: Posicionar o primeiro objeto e o segundo objeto um com relação ao outro no ângulo x,y,z, de posição corrigida calculada (menos um deslocamento de z por conta de um movimento relativo dos primeiro e segundo objetos durante a subsequente etapa 4).
[0095] Etapa 4: Executar o método de acordo com qualquer conceito e/ou modalidade descrito neste texto, até que a posição calculada correta seja atingida.
[0096] Opcionalmente, pode existir uma correção que leva em conta a maciez da estrutura por um sistema de medição de distância externo acoplado no dispositivo pelo qual a energia de vibração é aplicada, cujo sistema de correção adapta a posição z final se necessário.
[0097] Em modalidades, além de ou como uma alternativa a isto, uma outra medida para compensar por variações z pode ser tomada. Por esta outra medida, a acima mencionada faixa de variações z (de, por exemplo, entre 0,1 mm e 2 mm) podem por exemplo, ser ultrapassadas, também esta medida torna diferente tipos de controle sobre a compensação de variação z possível.
[0098] Esta outra medida compreende: • Prover uma parte de ancoragem e uma parte de ajuste, em que pelo menos a parte de ancoragem pertence ao primeiro objeto (e em modalidades pode ser constituída pelo primeiro objeto). • Ajustar uma posição z da parte de ajuste com relação à parte de ancoragem; e • Fixar a parte de ajuste com relação à parte de ancoragem enquanto esta está na posição ajustada.
[0099] A direção z pode ser uma direção perpendicular a um plano de chapa definido pelo segundo objeto em uma vizinhança da localização de fixação. Alternativamente, por exemplo, se tal plano não for definido, o eixo geométrico z pode ser definido ser o eixo geométrico ao longo do qual a força de pressionamento atua durante a etapa de aplicar a vibração mecânica para fazer com que a borda seja embutida.
[00100] As seguintes opções podem se aplicar:
[00101] - A etapa de fixar pode causar uma fixação não liberável da parte de ajuste com relação à parte de ancoragem. Por exemplo, a etapa de fixar e/ou a etapa de ajustar pode compreender impingir a montagem da parte de ancoragem e da parte de ajuste com vibração mecânica para fazer com que o material termoplástico de pelo menos uma das partes torne-se fluível e para fixar, após a ressolidificação as partes uma na outra. • Tal fixação das partes uma na outra após ressolidificação pode de acordo com uma primeira opção ser causada pelo material dos objetos fundindo juntos, por exemplo, em uma solda, ou alternativamente por que a parte de ancoragem e a parte de ajuste são de uma peça, com uma zona de transição (zona de colapso, zona expansível) entre estas que é deformável quando o material termoplástico é fluível (nisto, fluível inclui "pastoso; plasticamente deformável por entrada de força moderada"). • De acordo com uma segunda opção, as partes podem ser fixas uma na outra em que uma das partes compreende um material liquidificável (especialmente material termoplástico) e a outra compreende estruturas capazes de ser interpenetradas pelo material liquidificável, por meio de que após a ressolidificação uma conexão de encaixe positivo entre as partes é conseguida.
[00102] • Além disso ou como ainda outra alternativa, as partes podem ser fixas uma na outra por uma conexão de adesivo entre o material ressolidificado e outro material ao qual este adere.
[00103] - As etapas de ajustar e de fixar podem ser combinadas em um procedimento de etapa única. Por exemplo, estas podem ser executadas por um sonotrodo vibratório que pressiona as partes uma contra a outra e, após o material ter se tornado fluível, mover as partes uma em relação à outra até que uma posição z desejada tenha sido atingida, por meio de que o movimento e a entrada de energia são parados (dependendo da configuração, a entrada de energia já pode ser parada algum tempo antes da posição desejada ter sido atingida). Após a ressolidificação, o material fluível ressolidificado fixa a posição relativa. Opcionalmente, durante a ressolidificação, uma força de retenção pode ser mantida.
[00104] - Como uma alternativa, a etapa de ajustar pode ser executada antes da etapa de fixar. Então, para as modalidades que compreendem fixar por entrada de energia de vibração mecânica, a parte de ancoragem e a parte de ajuste podem estar equipadas para a sua posição z relativa sendo provisoriamente travada de modo que a ação unificada de vibração mecânica e uma força de pressionamento não altere as posições z relativas. Por exemplo, a parte de ancoragem e a parte de ajuste podem ter porções roscadas que cooperam de modo que a parte de ajuste possa ser aparafusada sobre a parte de ancoragem. Outras configurações para tal travamento provisório são possíveis. Como uma alternativa a tal travamento provisório, a vibração mecânica pode ser acoplada dentro das partes de uma direção não paralela ao eixo geométrico z mas, por exemplo, essencialmente perpendicular a esta.
[00105] • Por exemplo, dados inicialmente medidos referentes a particulares do segundo objeto (ou uma montagem que compreende o segundo objeto) e/ou particulares de qualquer outra parte (primeiro objeto, outro objeto a ser preso no primeiro objeto) podem ser obtidos. Com base nisto o ajuste z desejado pode ser calculado com antecedência.
[00106] • A alternativa de ajustar antes de fixar pode ser utilizada para se interromper as etapas em um processo de fabricação. Uma linha de fabricação então compreende uma estação de ajuste, e uma estação de fixação (retenção). Especialmente, se o segundo objeto for comparavelmente grande ou pertencer a uma pré-montagem comparavelmente grande (por exemplo, um corpo de veículo), isto pode ser vantajoso porque então a etapa de ajuste z pode ser executada em uma estação muito menor e não retarda o processo principal.
[00107] - A parte de ajuste pode ser uma peça de conector ou um corpo do tipo acima descrito.
[00108] - Alternativamente, a parte de ancoragem pode compreender uma peça de conector ou um corpo do tipo acima descrito, e a parte de ajuste pode opcionalmente ser um item adicional que está equipado para ser fixo em relação à peça de conector/corpo em uma posição ajustável.
[00109] - De acordo com uma alternativa adicional, a parte de ajuste e a parte de ancoragem ambas compreendem um material termoplástico, e a parte de ajuste e a parte de ancoragem são soldáveis uma na outra.
[00110] - Como ainda outra alternativa, a parte de ancoragem e a parte de ajuste são uma peça, mas com uma zona de colapso ou zona de distensão entre estas, esta zona sendo ativável pela entrada de energia.
[00111] - Se a parte de ancoragem e a parte de ajuste não forem uma peça, o método pode compreender posicionar a parte de ajuste em relação à parte de ancoragem antes da etapa de ajustar.
[00112] - A etapa de ajustar pode ser executada após a etapa de consolidar o primeiro objeto no segundo objeto e/ou pode ser executada simultaneamente.
[00113] Estas possibilidades podem ser arbitrariamente combinadas a menos que de outro modo declarado.
[00114] Em modalidades que compreendem fixar e/ou ajustar por entrada de energia de vibração mecânica, a fixação e/ou ajuste pode de acordo com uma primeira opção ser executadas juntas com a fixação do primeiro objeto no segundo objeto. Alternativamente, fixar e/ou ajustar as partes uma com relação à outra podem ser executadas após a fixação. Como uma alternativa ainda adicional, como aqui anteriormente mencionado e como discutido aqui após em alguns mais detalhes, fixar e/ou ajustas as partes uma com relação à outra pode ser executada antes da fixação.
[00115] Em qualquer caso opcionalmente tanto, a etapa de acoplar energia de vibração mecânica dentro da montagem para embutir a borda do segundo objeto para fixação, quanto a etapa de acoplar energia de vibração mecânica dentro da montagem para fixar e/ou ajustar podem compreender pressionar um sonotrodo vibratório contra a montagem ao longo de uma direção que não é perpendicular ao eixo geométrico z mas, por exemplo, ao longo de uma direção paralela ao z eixo geométrico ou em um certo ângulo em relação a este.
[00116] Em um primeiro subgrupo que implementa esta opção, as forças de pressionamento aplicadas para fixar/ajustar têm as mesmas direções. Em um segundo subgrupo estas têm direções opostas.
[00117] Em qualquer caso, na etapa de acoplar energia dentro da montagem e pressionar um sonotrodo vibratório contra uma face de acoplamento para consolidar o primeiro objeto no segundo objeto, uma porção do segundo objeto pode definir uma face de batente para um movimento do primeiro objeto em relação ao segundo objeto durante a fixação. Após o primeiro objeto ter entrado em contato com a face de batente, a resistência mecânica contra um movimento adicional aumenta drasticamente. Por meio disto, as posições relativas do primeiro objeto e do segundo objeto são definidas, e quando subsequentemente uma força de pressionamento e uma vibração mecânica são acopladas na montagem dentro do fixar e/ou ajustar, a posição relativa do primeiro objeto e do segundo objeto permanecerá definida.
[00118] Tal face de batente pode, por exemplo, ser definida por uma parte plana do segundo objeto ao redor da localização de fixação/localizações de fixação.
[00119] A proposta acima descrita de ajustar e fixar na posição ajustada pode ser implementada em modalidades do aspecto da invenção aqui descrito. Esta pode, no entanto, também ser implementada independente destas.
[00120] A invenção também refere-se a um dispositivo que compreende uma parte de ancoragem e uma parte de ajuste de acordo como descrito referindo a qualquer modalidade de um método mencionada no presente texto.
[00121] Em um grupo de modalidades, com ou sem uma etapa de ajustar uma posição z, o segundo objeto compreende uma abertura de extensão (que é diferente de uma perfuração ao longo da qual a borda que é feita ser embutida no material termoplástico estende). Um primeiro objeto (e/ou uma peça de conector presa a este) então pode estender através da boca da abertura. Por meio disto, existe mais espaço e especialmente mais profundidade disponível para as partes funcionais do primeiro objeto e/ou da peça de conector, respectivamente.
[00122] O segundo objeto não precisa projetar na direção do lado do primeiro objeto ao longo da abertura de extensão e não precisa ter nenhuma outra forma que seja especificamente adaptada para uma etapa de fixar/prender. Também, devido ao espaço disponível devido à abertura de extensão, as dimensões das partes funcionais/peça de conector podem ser escolhidas.
[00123] Em modalidades deste grupo, o primeiro objeto tem uma porção estendida que estende através da boca da abertura de extensão.
[00124] Uma peça de conector pode estar equipada para também estender através da boca da abertura e ser presa em relação a tal porção estendida. Especialmente, a peça de conector pode ser capaz de ser presa em diferentes profundidades, por meio de que esta é uma parte de ajuste com uma posição z ajustável no sentido acima. Também, não é necessário que um movimento pelo qual a peça de conector é inserida na porção estendida seja colinear com o movimento durante a fixação, de modo que ajustar a posição z compreende ajustar uma posição z' com o eixo geométrico z' estando a um ângulo em relação ao eixo geométrico z. No todo, os parâmetros aplicáveis para fixar a peça de conector em relação ao primeiro objeto tornam-se independentes do processo de fixação devido à abertura de extensão.
[00125] Em algumas modalidades que compreendem uma abertura de extensão e uma peça de conector, a peça de conector está equipada para que um objeto adicional seja preso a esta. Para este fim, um elemento de junção pode estar provido para consolidar o objeto adicional, especialmente se o objeto adicional tiver uma extensão relativamente grande em duas dimensões no plano. Por exemplo, em tais modalidades, o objeto adicional pode ser preso entre as porções de cabeça da peça de conector e do elemento de junção.
[00126] Um elemento de junção deste tipo pode, por exemplo, ser capaz de grampeado ou aparafusado por sobre a peça de conector ou preso por uma conexão como acoplamento de baioneta, ou de ser preso a esta por uma conexão de material (conexão de adesivo, conexão soldada, solda, etc.)
[00127] Também, em modalidades deste grupo, um tamanho da abertura de extensão é maior do que pelo menos uma dimensão no plano da porção estendida, por meio de que uma posição x-y das partes funcionais e/ou conector em relação ao segundo objeto torna-se possível.
[00128] Em modalidades, uma porção estendida compreende uma porção de tubo que estende para dentro da abertura, por meio de que uma peça de conector pode ser colocada pelo menos parcialmente dentro da porção de tubo.
[00129] As modalidades do segundo objeto que compreendem a abertura de extensão podem compreender uma pluralidade de perfurações do tipo acima discutido, especialmente perfurações ao redor das quais o segundo objeto tem uma seção que projeta na direção do lado do primeiro objeto (lado mais próximo se a vibração for acoplada dentro do primeiro objeto, lado mais distante se a vibração for acoplada dentro do segundo objeto). Tais perfurações podem especialmente ser distribuídas ao redor de uma periferia da abertura de extensão.
[00130] Em tais modalidades ou outras modalidades com uma pluralidade de perfurações, o primeiro objeto pode especialmente ser do tipo que compreende uma zona de fixação (por exemplo, uma zona de fixação por perfuração) e uma zona funcional. Especialmente, o primeiro objeto pode ser de um material dimensionalmente estável, por exemplo, um metal, um composto, cerâmica, etc., com exceção da(s) zona(s) de fixação que compreende(m) o material termoplástico.
[00131] As modalidades que compreendem uma abertura de extensão são especialmente adequadas para configurações nas quais o segundo objeto, o primeiro objeto e/ou, se aplicável, o objeto adicional não é plano no sentido de estender reto em duas dimensões mas tem uma forma 3D complexa. Isto é porque a abertura de extensão provê um grau de liberdade adicional para uma conexão - especialmente utilizando a peça de conector - que pode estender em espaços e em direções que não estão restritas pela geometria das localizações onde a fixação acontece, por exemplo, ao redor de perfurações do tipo descrito neste texto.
[00132] Em modalidades alternativas, se as dimensões o permitirem, o primeiro objeto pode ter uma porção estendida que estende para dentro da perfuração do segundo objeto e através do plano de chapa (se definido). Então, uma abertura de extensão separada pode não ser necessária. Também nestas modalidades, a porção estendida do primeiro objeto pode ter uma estrutura de fixação para consolidar um objeto adicional. Tal estrutura de fixação pode compreender uma rosca, uma estrutura como montagem por baioneta, um canal de cola, uma região de material dúctil para um parafuso autoatarrachante acoplar, etc.
[00133] As modalidades dos presentes métodos e aplicações dos dispositivos descritos neste texto incluem uma combinação de proposta de fixação aqui descrita com a utilização de um adesivo.
[00134] Especialmente, se dois objetos estiverem presos um no outro por um adesivo, frequentemente o tempo de espera até que a conexão de adesivo esteja suficientemente forte e a falta de estabilidade da conexão antes disso é um problema. Este problema é ainda mais severo se a conexão de adesivo e com isto a espessura de uma porção de adesivo aplicada precisar ser comparavelmente espessa, por exemplo, de modo que a conexão exiba uma flexibilidade residual necessária para compensar diferentes comportamentos de expansão térmica se necessária. Similarmente, espessas camadas de adesivo são em muitas situações necessárias se o adesivo tiver a função adicional de vedar. Frequentemente adesivos de Poliuretano de um ou dois componentes são utilizados para tais propósitos.
[00135] - De acordo com uma primeira opção, portanto, uma combinação da proposta de fixação de acordo com a invenção com aplicação de um adesivo pode compreender posicionar os objetos a serem conectados, aplicar um adesivo (antes ou após o posicionamento) e consolidar os objetos um no outro pelo método de fixação descrito neste texto.
[00136] - De acordo com uma segunda opção, uma porção de um adesivo é utilizada como um vedante além da conexão mecânica causada pela proposta de fixação descrita neste texto.
[00137] De acordo com um outro aspecto, um método para prover uma âncora em uma posição x-y-z desejada em relação a um segundo objeto está provido, o método compreendendo as etapas de: - Prover um primeiro objeto que compreende um material termoplástico em um estado sólido; - Prover o segundo objeto que compreende uma localização de fixação, a localização de fixação compreendendo uma borda de um material não liquidificável; - Posicionar o primeiro objeto em relação ao segundo objeto para prover uma montagem que compreende os primeiro e segundo objetos, em cuja montagem a localização de fixação está em contato com o material termoplástico; - Enquanto a localização de fixação está em contato com o material termoplástico, acoplar uma energia de vibração mecânica dentro da montagem até que uma porção de fluxo do material termoplástico torne-se fluível e pelo menos parcialmente embuta a borda dentro do material termoplástico; - Interromper a vibração mecânica e fazer com que o material termoplástico ressolidifique, por meio de que o material termoplástico ressolidificado pelo menos parcialmente embutindo a borda ancora o primeiro objeto no segundo objeto, - Prover uma peça de ancoragem equipada para ancorar um objeto adicional com relação ao segundo objeto, - Ajustar uma posição da peça de ancoragem com relação a um corpo do primeiro objeto; e - Fixar a peça de ancoragem com relação ao corpo do primeiro objeto enquanto esta está na posição ajustada.
[00138] Nisto, a peça de ancoragem pode ser uma parte de ajuste do tipo acima descrito. O corpo do primeiro objeto (corpo de primeiro objeto) pode ser o primeiro objeto, ou uma sua parte que está fixamente presa no segundo objeto.
[00139] As opções acima discutidas para consolidar um primeiro objeto a um segundo objeto assim como para ajustar uma posição de uma parte de ajuste aplicam-se também para este aspecto.
[00140] Especialmente, a etapa de fixar e/ou a etapa de ajustar pode compreender impingir uma montagem da peça de ancoragem e o corpo do primeiro objeto com vibração mecânica para fazer com que o material termoplástico do corpo de primeiro objeto ou da peça de ancoragem ou ambos torne-se fluível e fixe, após a ressolidificação a peça de ancoragem e o corpo de primeiro objeto um no outro.
[00141] A invenção também refere-se à utilização de um método como descrito e reivindicado neste texto para consolidar um primeiro e um segundo objeto um no outro, em que o segundo objeto tem pelo menos uma localização de fixação, especialmente uma pluralidade de localizações de fixação, constituídas por uma porção (por exemplo, deformada) que define a borda e que projeta na direção do primeiro objeto, em que uma primeira tolerância para o posicionamento da localização de fixação sobre o segundo objeto é maior do que uma segunda tolerância que corresponde a uma tolerância para o posicionamento final do primeiro objeto com relação ao segundo objeto.
[00142] A invenção ainda mais refere-se a um método para produzir em uma pluralidade de montagens, cada montagem compreendendo um primeiro objeto preso a um segundo objeto, em que o segundo objeto compreende pelo menos uma localização de fixação, em que um desvio padrão da posição da localização de fixação entre as diferentes montagens é maior do que um desvio padrão da posição dos objetos com relação um ao outro (e/ou a posição de um dos objetos com relação a um terceiro objeto ao qual o outro objeto está preso) entre as diferentes montagens (o desvio padrão com relação a um respectivo valor médio).
[00143] Um grupo de modalidades adicional refere-se à fixação reversível de um objeto adicional no segundo objeto por meio do primeiro objeto. "Fixação reversível" neste contexto significa que o objeto adicional pode ser preso no segundo objeto e removido deste uma pluralidade de vezes sem qualquer operação irreversível (tal como ruptura, fusão, etc.).
[00144] Mais especificamente, um objeto adicional está provido que compreende pelo menos uma porção de conector para conectar removível um primeiro objeto a esta, por exemplo, por uma conexão de encaixe. O método de acordo com esta modalidade compreende consolidar o primeiro objeto no segundo objeto pelo método descrito neste texto.
[00145] Em subgrupo especial deste grupo, onde a proposta da invenção tem vantagens específicas, refere-se à situação onde o objeto adicional tem uma pluralidade de porções de conector para ser preso no segundo objeto em uma pluralidade de localizações. De acordo com a técnica anterior, uma pluralidade de conectores de fixação para uma conexão de grampo liberável precisava ser presa no objeto com a superfície plana (o segundo objeto na terminologia do presente texto), em locais que correspondem às posições da porção de conector correspondente do outro objeto removível. O desafio nisto é que para a conexão de grampo apropriadamente funcionar o posicionamento das porções de conector de fixação precisa ser muito preciso. Este requisito é na prática bastante difícil de atender em fabricação econômica.
[00146] Nas modalidades do subgrupo aqui discutido, este problema é resolvido provendo para cada localização de fixação um primeiro objeto. O primeiro objeto ou, se aplicável, uma peça de conector do tipo anteriormente aqui discutido, está preso, pela conexão reversível, na porção de conector correspondente do objeto adicional. Um número de perfurações correspondente do segundo objeto em posições que aproximadamente correspondem às posições do primeiro objeto está provido. O processo descrito neste texto é então executado para cada um do primeiro objeto enquanto o primeiro objeto ou peça de conector está preso na respectiva porção de conector. Se o material dos objetos envolvidos for flexível o bastante, isto pode ser feito um por um para cada primeiro objeto. Alternativamente, todos ou alguns dos primeiros objetos podem ser presos no segundo objeto simultaneamente.
[00147] O posicionamento relativo do primeiro objeto e das perfurações do segundo objeto nisto não precisa ser muito preciso e pode, sem adversamente afetar a fixação, variar dentro de tolerâncias que são dadas pelas dimensões do primeiro objeto em relação às dimensões das perfurações. Assim, a tolerâncias para o posicionamento das localizações de fixação (as perfurações e seções deformadas) com relação às posições das porções de conector do objeto adicional são muito mais relaxadas do que para os métodos da técnica anterior. Apesar de tudo, as posições da conexão de encaixe liberável estão fixas precisamente devido ao fato que os primeiros objetos (ou as peças de conector) são presos no objeto adicional durante o processo de fixação.
[00148] Em outro grupo de modalidades, o primeiro objeto serve como um conector para consolidar um terceiro objeto no segundo objeto, especialmente em situações onde o terceiro objeto como o segundo objeto tem uma porção plana e onde a montagem dos segundo e terceiro objetos é acessível somente de um lado. Por exemplo, os segundo e terceiro objetos podem ser objetos metálicos, ou objetos de composto de fibra, ou um destes pode ser um objeto de composto de fibra e outro um objeto metálico. Especialmente, os segundo e terceiro objetos podem ser de diferentes materiais que têm substancialmente diferentes coeficientes de expansão térmica a.
[00149] De acordo com a técnica anterior, tais conexões foram primariamente conseguidas por rebites cegos ou por colagem. Os rebites cegos são tecnicamente bastante complexos. Ainda, tanto, os rebites cegos quanto às conexões de cola apresentam a substancial desvantagem que estes têm uma adequabilidade muito limitada para compensar por cargas de cisalhamento que surgem se os objetos conectados reagirem diferentemente a mudanças de temperatura devido a diferentes coeficientes de expansão térmica. Por exemplo, o coeficiente de expansão térmica do Alumínio é aAl=2*10-5 K, enquanto que o coeficiente de expansão térmica para um CFK típico (composto reforçado com fibra de carbono) pode até ter o sinal oposto: aCFK=-5*10-6 K. Por exemplo, em processos de fabricação industrial as submontagens após o processo de montagem frequentemente são submetidas a um processo de eletrodeposição catódica (ou outro bando de imersão), o qual acontecerá em uma temperatura elevada de, por exemplo, aproximadamente 180°C. Por esta razão, em fabricação industrial, os objetos que após serem montados um com o outro são sujeitos a um processo de eletrodeposição serão além de serem ligados por uma conexão de adesivo também presos um no outro por um rebite (cego). Quando sujeitos a mudanças de temperatura, por exemplo, durante o processo de eletrodeposição (se aplicável) ou durante a utilização em condições ambientais variáveis, isto levará à deformação ao redor da conexão de rebite, e com isto a uma tensão interna permanente e/ou tensão de apoio, dependendo da configuração também à delaminação, etc.
[00150] A proposta de acordo com a presente invenção provê uma solução para este problema.
[00151] Para este fim, o segundo objeto está disposto mais distante do terceiro objeto, e o terceiro objeto está provido com uma abertura vazada, especialmente uma abertura vazada que tem um diâmetro maior do que a perfuração do segundo objeto ao longo da qual a borda está formada. A etapa de posicionar o primeiro objeto em relação ao segundo objeto compreende fazer com que uma porção mais distante do primeiro objeto alcance através da abertura vazada do terceiro objeto até que a borda fique em contato com o material termoplástico. Após a etapa de acoplar a energia de vibração dentro da montagem, o material termoplástico tendo fluido ao redor da borda terá porções mais distantes do segundo objeto, cujas porções após a ressolidificação podem ser vistas como formando uma porção de pé do primeiro objeto, cujo primeiro objeto por isto torna-se um rebite cego.
[00152] Além disso, em modalidades nas quais tanto, o segundo quanto o terceiro objetos têm uma localização de fixação definida, os requisitos em termos de precisão posicional são baixos. O fato que a porção de fluxo flui durante o processo assegura que quaisquer excentricidades etc. são compensadas pelo material termoplástico fluido.
[00153] Geralmente, o diâmetro da porção mais distante (ou porção de eixo) do primeiro objeto será aproximadamente igual a ou menor do que o diâmetro da abertura do terceiro objeto mas será maior do que o diâmetro da perfuração de modo que quando sendo prensado na direção de uma direção mais distante em relação ao segundo objeto, o primeiro objeto encontra uma resistência pelo segundo objeto. Quando o primeiro objeto é sujeito à vibração mecânica isto conduzirá à liquefação na interface entre os segundo e primeiro objetos.
[00154] Em modalidades deste grupo, o primeiro objeto é provido tendo uma porção de cabeça (ou possivelmente uma porção de cabeça é formada durante o processo). A etapa de acoplar a energia de vibração mecânica dentro da montagem, cuja etapa então compreende pressionar o primeiro objeto na direção de uma direção mais distante em relação ao segundo objeto (e também o terceiro objeto) pode então ser executada até que um ressalto que faceia mais distante formado pela porção de cabeça apoie contra a superfície que faceia mais próxima do terceiro objeto ao redor da boca da abertura.
[00155] Em um subgrupo de modalidades deste grupo, o material termoplástico do primeiro objeto é escolhido para ter uma temperatura de transição de vidro que é menor do que uma temperatura da temperatura alcançada durante um processo de eletrodeposição subsequente, cuja temperatura de eletrodeposição é, por exemplo, 180°C ou 185° mas para ter uma temperatura de fusão substancialmente mais alta do que esta temperatura de eletrodeposição. Devido a isto, quando a montagem é aquecida para a temperatura de eletrodeposição, o material termoplástico está em um estado flexível, como borracha que permite uma significativa deformação (arrastamento), e o material tem uma ductilidade muito alta para deformar sem falhar, de modo que diferentes coeficientes de expansão térmica podem ser compensados por deformação temporal controlada do material termoplástico. Se em modalidades a temperatura de transição de vidro estiver acima da temperatura ambiente, o material termoplástico e como uma consequência a conexão automaticamente enrijecerá novamente quando a montagem é resfriada de volta para a temperatura na qual esta é utilizada. Em modalidades, se a capacidade de compensar por distorções térmicas for importante, o material termoplástico do primeiro objeto pode, pelo menos na localização de fixação, ser escolhido para ser um elastômero termoplástico.
[00156] Em modalidades deste grupo, o primeiro objeto pode especialmente ter um corpo de um material não liquidificável. Especialmente, tal corpo pode formar um núcleo da porção de eixo. Opcionalmente, se aplicável, o corpo pode também formar a porção de cabeça. Se o corpo formar o núcleo da porção de eixo, a porção de eixo de corpo pode opcionalmente ter uma extensão axial suficiente para este alcançar através da perfuração. Então, o diâmetro da porção de eixo de corpo pode ser aproximadamente igual ao diâmetro da perfuração, ou este pode ser menor do que isto ou este pode ser maior do que isto e então causará uma deformação adicional do segundo objeto ao redor da perfuração quando o primeiro objeto é pressionado contra o segundo objeto.
[00157] Neste texto, a palavra "diâmetro" não necessariamente implica que a estrutura correspondente (perfuração, abertura, seção transversal de eixo, etc.) precisa ser circular, apesar de que frequentemente formas circulares podem ser uma opção, especialmente porque estas são fáceis de fabricar. No caso da estrutura correspondente não ser circular, "diâmetro" denota o diâmetro médio, a menos que de outro modo especificado.
[00158] Em modalidades, especialmente (mas não somente) deste grupo, se o primeiro objeto tiver um corpo de um material não liquidificável, o corpo pode ser equipado para perfurar o segundo objeto para causar a perfuração. Por exemplo, uma ponta de perfuração mais distante ou borda de puncionamento pode inicialmente ser trazida em contato com o segundo objeto, e uma força de puncionamento é aplicada, opcionalmente também uma energia de vibração mecânica ou outra energia pode ser acoplada dentro do primeiro objeto. Posteriormente, ou já durante esta etapa de perfuração, o material termoplástico entra em contato com a borda gerada pela etapa de perfuração e pela entrada de energia (simultânea ou subsequente) começa a tornar-se fluível.
[00159] Em modalidades deste grupo, a porção de chapa ao redor da perfuração é deformada para projetar na direção do lado mais distante, isto é, projetar afastando do lado do qual o primeiro objeto é colocado em contato com esta e afastando do terceiro objeto. No entanto, seria possível prover o segundo objeto em uma forma essencialmente plana ao redor da perfuração ou mesmo projetando na direção do lado mais próximo, para dentro da abertura do terceiro objeto.
[00160] Um grupo de modalidades ainda adicional também refere- se a consolidar um terceiro objeto adicional no segundo objeto pelo primeiro objeto. De acordo com este grupo ainda adicional, o terceiro objeto como o segundo objeto tem uma porção de chapa geralmente plana, com a porção de chapa tendo uma borda. Como uma opção, a porção de chapa de terceiro objeto pode ter uma perfuração de terceiro objeto, com a borda correndo ao longo da perfuração.
[00161] Por exemplo, em modalidades deste grupo ainda adicional tanto o segundo quanto o terceiro objetos podem compreender chapas metálicas (ou consistir em chapas metálicas), de um mesmo ou de um diferente material, as chapas metálicas formando as respectivas bordas.
[00162] Para as modalidades deste grupo adicional, a etapa de acoplar a energia de vibração mecânica dentro da montagem compreende acoplar a energia de vibração mecânica dentro da montagem que compreende o primeiro, segundo e terceiro objetos até que uma porção de fluxo do material termoplástico devido ao calor por atrito gerado entre a borda e o material termoplástico torne-se fluível e flua ao redor da borda para pelo menos parcialmente embutir a borda dentro do material termoplástico e flui ao redor da borda de terceiro objeto para embutir a borda de terceiro objeto dentro do material termoplástico, por meio de que após a etapa de interromper a vibração mecânica o material termoplástico ressolidificado embute tanto, a borda (segundo objeto) quando a borda de terceiro objeto para consolidar ambos, os segundo e terceiro objetos em relação ao primeiro objeto, por meio de que os segundo e terceiro objetos estão presos um no outro.
[00163] Nisto, a porção de fluxo não necessariamente precisa ser contígua. Ao invés, a porção de fluxo pode opcionalmente ter subporções que tornam-se fluíveis em contato a borda do segundo objeto e a borda do terceiro objeto, respectivamente, com porções não fluíveis do primeiro objeto entre estas.
[00164] Em modalidades deste grupo adicional, tanto, a borda de segundo objeto quanto a borda de terceiro objeto formam um contorno que é diferente de uma simples borda reta mas que compreende pelo menos uma dobra ou canto. Este é, por exemplo, o caso se a respectiva borda correr ao longo de uma perfuração. Por exemplo, tanto, o segundo quanto o terceiro objetos cada um pode ter uma perfuração, com a respectiva borda ao longo da perfuração, e com a opção das perfurações serem, após a etapa de posicionamento, dispostas aproximadamente concentricamente. Com geometrias correspondentes, por isto também conexões que são presas contra rotação relativa ou conexões em canto podem ser realizadas.
[00165] Como uma alternativa de correr ao longo de uma perfuração, as bordas (ou pelo menos uma das bordas dos segundo e terceiro objetos) podem correr ao longo de uma parte periférica do respectivo objeto, com esta parte periférica formando uma estrutura dobrada correspondente ou estrutura que tem um canto, tal como uma estrutura como onda etc.
[00166] Devido a ser dobrada ou ter um canto, a forma da borda dá à conexão uma estabilidade adicional, especialmente com relação ao cisalhamento ao longo do plano de chapa.
[00167] Em um primeiro subgrupo de modalidades deste grupo adicional, os segundo e terceiro objetos na etapa de posicionar são trazidos em contato com o primeiro objeto de lado opostos, isto é, o primeiro objeto é sanduichado entre os segundo e terceiro objetos. Por exemplo, o segundo objeto pode estar disposto de modo que a borda entre em contato com uma superfície que faceia geralmente mais distante do primeiro objeto, e a borda de terceiro objeto entra em contato com uma superfície que faceia geralmente mais próxima do primeiro objeto. Os segundo e terceiro objetos são assim ancorados de lados opostos do primeiro objeto.
[00168] Neste primeiro subgrupo, a vibração mecânica pode ser acoplada dentro da montagem através do terceiro objeto ou do segundo objeto, com o outro destes objetos e/ou o primeiro objeto apoiando contra um suporte não vibratório. Alternativamente, a energia de vibração mecânica pode ser acoplada dentro tanto do terceiro objeto quanto do segundo objeto. Além disso ou como ainda outra alternativa, a vibração pode ser acoplada diretamente dentro do primeiro objeto, com os segundo e terceiro objetos sendo pressionados contra o primeiro objeto de lado opostos.
[00169] Em um segundo subgrupo de modalidades, os segundo e terceiro objetos são trazidos em contato com o primeiro objeto de um mesmo lado. Nisto as bordas dos segundo e terceiro objetos podem estar adjacentes uma à outra e em modalidades correm aproximadamente paralelas. Por exemplo, se as bordas correrem ao longo de respectivas perfurações, as perfurações dos segundo e terceiro objetos podem ter diferentes diâmetros e serem dispostas aproximadamente concentricamente.
[00170] Em modalidades deste segundo subgrupo, a vibração mecânica pode estar acoplada dentro da montagem sendo acoplada dentro do primeiro objeto. É também possível acoplar a vibração diretamente dentro do segundo e/ou terceiro objeto. No último caso, um elemento intermediário, por exemplo, de um polímero, pode ser colocado entre o sonotrodo e o respectivo objeto, por exemplo, de silicone, PTFE, etc.
[00171] Em modalidades, opcionalmente mas não necessariamente deste grupo, nas quais a energia de vibração é acoplada dentro da montagem através do segundo objeto (e/ou, se aplicável, através do terceiro objeto), o primeiro objeto e a ferramenta vibratória (sonotrodo), pela qual a vibração é acoplada dentro da montagem, podem ser adaptados um ao outro de modo que além de uma face de face de contato entre a ferramenta e o segundo/terceiro objeto, existe uma face de contato entre a ferramenta e o primeiro objeto, em que na etapa de acoplar a energia de vibração dentro da montagem, o material termoplástico do primeiro objeto é feito tornar-se fluível na interface da ferramenta e é feito fluir em relação à ferramenta.
[00172] Por exemplo, o primeiro objeto pode compreender pelo menos uma protrusão que projeta da respectiva face contra a qual a borda do segundo/terceiro objeto é pressionada. A protrusão pode especialmente projetar do plano definido pela borda além de um plano de chapa se a seção deformada ao longo da borda for deformada para projetar na direção do primeiro objeto. Esta protrusão é pelo efeito da energia de vibração pelo menos parcialmente tornada fluível e feita fluir, especialmente para preencher folgas e para prover uma outra contribuição para a fixação.
[00173] Além disso ou como uma alternativa ao primeiro objeto que compreende uma protrusão, o sonotrodo pode compreender uma protrusão de modo que a face de contato mencionada surge.
[00174] A presente invenção também refere-se a uma disposição para executar a invenção. A disposição compreende o primeiro objeto que tem um material termoplástico em um estado sólido, o segundo objeto com uma porção de chapa geralmente plana, com a porção de chapa tendo uma borda, o primeiro objeto e segundo objeto sendo capazes de ser posicionados um em relação ao outro para prover uma montagem que compreende os primeiro e segundo objetos, em cuja montagem a borda está em contato com o material termoplástico, a disposição ainda opcionalmente compreendendo um sonotrodo capaz de acoplar energia de vibração mecânica dentro da montagem, e/ou ainda opcionalmente compreendendo uma peça de conector do tipo descrito neste texto. Além disso ou como uma alternativa, a disposição pode compreender uma interface de membrana entre o sonotrodo e o respectivo objeto, por exemplo, como uma peça intermediária do tipo aqui acima mencionado.
[00175] Mais em geral, partes da disposição podem ter as propriedades descritas referindo às diferentes modalidades do método ensinado neste texto. Por exemplo, a porção de chapa pode ter uma perfuração ao longo da qual a borda corre.
[00176] A invenção ainda mais refere-se a uma porção de reforço ou peça de conector que tem as propriedades descritas neste texto.
[00177] Mais ainda, a invenção compreende um objeto como descrito como um objeto adicional referindo ao subgrupo especial aqui acima mencionado, a saber um objeto que compreende uma pluralidade de porções de conector, e para cada porção de conector um primeiro objeto que compreende um material termoplástico, os primeiros objetos formados para serem liberavelmente/reversivelmente presos na respectiva porção de conector.
[00178] Geralmente, os primeiro e segundo e, se aplicável, terceiro objetos são componentes de construção (elementos de construção) em um sentido amplo da palavra, isto é, elementos que são utilizados em qualquer campo de engenharia mecânica e construção, por exemplo, engenharia automotiva, construção de aviões, construção naval, construção de prédios, construção de máquinas, construção de brinquedos etc. Geralmente, os primeiro e segundo objetos assim como uma peça de conector (se aplicável) serão todos objetos artificiais, feitos pelo homem. A utilização de um material natural tal como um material baseado em madeira no primeiro e/ou segundo objeto não está por meio disto excluída.
[00179] O segundo objeto pode ser qualquer objeto que tenha uma porção de chapa plana. "Porção de chapa" nisto não implica uma espessura necessariamente homogênea. O segundo objeto pode especialmente ser uma chapa metálica. Alternativamente, o segundo objeto pode ser outro objeto que tem uma porção de chapa, por exemplo, um objeto mais complexo que tem uma parte de uma chapa metálica, cuja parte constitui a porção de chapa, ou um objeto no qual a porção de chapa é constituída não por uma chapa metálica no sentido estrito da palavra (fabricada por rolagem) mas por uma, por exemplo, parte metálica fabricada em um processo de fundição, tal como um objeto fundido em matriz.
[00180] Retornando ao material termoplástico do primeiro objeto, neste texto a expressão "material termoplástico sendo capaz de ser feito fluível, por exemplo, por vibração mecânica" ou abreviado "material termoplástico liquidificável" ou "material liquidificável" ou "termoplástico" é utilizada para descrever um material que compreende pelo menos um componente termoplástico, cujo material torna-se líquido (fluível) quando aquecido, especificamente quando aquecido através de atrito, isto é, quando disposto em um de um par de superfícies (faces de contato) estando em contato uma com a outra e vibracionalmente movidas uma em relação à outra, em que a frequência da vibração tem as propriedades anteriormente aqui discutidas. Em algumas situações, por exemplo, se o primeiro objeto este próprio precisa carregar cargas substancias, pode ser vantajoso se o material tiver um coeficiente de elasticidade de mais do que 0,5 GPa. Em outras modalidades, o coeficiente de elasticidade pode estar abaixo deste valor, já que as propriedades de condução de vibração do material termoplástico de primeiro objeto não desempenham um papel no processo. Em modalidades especiais, o material termoplástico portanto pode até compreender um elastômero termoplástico.
[00181] Os materiais termoplásticos são bem conhecidos na indústria automotiva e de aviação. Para o propósito do método de acordo com a presente invenção, materiais especialmente termoplásticos conhecidos para aplicações nestas indústrias podem ser utilizados.
[00182] Um material termoplástico adequado para o método de acordo com a invenção é sólido na temperatura ambiente (ou em uma temperatura na qual o método é executado). Este de preferência compreende uma fase polimérica (especialmente baseada em cadeia de C, P, S ou Si) que transforma de sólido para líquido ou fluível acima de uma faixa de temperatura crítica, por exemplo, por fusão, e retransforma em um material sólido quando novamente resfriado abaixo da faixa de temperatura crítica, por exemplo, por cristalização, por meio de que a viscosidade da fase sólida é diversas ordens de magnitude (pelo menos três ordens de magnitude) mais alta do que a fase líquida. O material termoplástico geralmente compreendera um componente polimérico que não é de ligação cruzada covalentemente ou de ligação cruzada em um modo que as ligações de ligação cruzada abram reversivelmente quando aquecendo para ou acima de uma faixa de temperatura de fusão. O material de polímero pode ainda compreender um enchimento, por exemplo, fibras ou partículas de material o qual não tem propriedades termoplásticas ou tem propriedades termoplásticas que incluem uma faixa de temperatura de fusão a qual é consideravelmente mais alta do que a faixa de temperatura de fusão do polímero básico.
[00183] Neste texto, geralmente um material "não liquidificável" ou "não liquidificável" é um material que não liquefaz em temperaturas atingidas durante o processo, assim especialmente em temperaturas nas quais o material termoplástico é liquefeito. Isto não exclui a possibilidade que o material seria capaz de liquefazer em temperaturas que não são atingidas durante o processo, geralmente muito acima (por exemplo, por pelo menos 80°C) de uma temperatura de liquefação (temperatura de fusão para polímeros cristalinos para termoplásticos amorfos uma temperatura acima da temperatura de transição de vidro na qual este torna-se suficientemente fluível, algumas vezes referida como a temperatura de fluxo' (algumas vezes definida como a temperatura mais baixa na qual a extrusão é possível), por exemplo, a temperatura na qual a viscosidade cai abaixo de 104 Pa*s (em modalidades, especialmente com polímeros substancialmente sem reforço de fibra, para abaixo de 103 Pa*s)), do material termoplástico. Por exemplo, o material não liquidificável pode ser um metal, tal como alumínio ou aço, ou madeira, ou um plástico duro, por exemplo, um polímero termoestável reforçado ou não reforçado ou um termoplástico reforçado ou não reforçado com uma temperatura de fusão (e/ou temperatura de transição de vidro) consideravelmente mais alta do que a temperatura de fusão/temperatura de transição de vidro da parte liquidificável, por exemplo, com uma temperatura de fusão e/ou temperatura de transição de vidro mais alta por pelo menos 50°C ou 80°C ou 100°C.
[00184] Neste texto, "temperatura de fusão" é algumas vezes utilizada para referir à temperatura de liquefação denominada na qual o material termoplástico torna-se suficientemente fluível, isto é, a temperatura de fusão convencionalmente definida para polímeros cristalinos e a temperatura acima da temperatura de transição de vidro na qual o material termoplástico torne-se fluível suficientemente para extrusão.
[00185] Modalidades específicas de materiais termoplásticos são: Polietercetona (PEEK), poliésteres, tal como tereftalato de polibutileno (PBT) ou Polietilenotereftalato (PET), Polieterimida, uma poliamida, por exemplo, Poliamida 12, Poliamida 11, Poliamida 6, ou Poliamida 66, Polimetilmetacrilato (PMMA), Polioximetileno, ou policarbonatouretano, um policarbonato ou um carbonato de poliéster, ou também um acrilonitrila butadieno estireno (ABS), um Acriléster- Estireno-Acrilonitrila (ASA), Estireno-acrilonitrila, cloreto de polivinila, polietileno, polipropileno, e poliestireno, ou copolímeros ou misturas destes.
[00186] Além do polímero termoplástico, o material termoplástico pode também compreender um enchimento adequado, por exemplo, fibras de reforço, tal como fibras de vidro e/ou carbono. As fibras podem ser fibras curtas. Fibras longas ou fibras contínuas podem ser utilizadas especialmente para porções do primeiro e/ou do segundo objeto quer não são liquefeitas durante o processo.
[00187] O material de fibra (se algum) pode ser qualquer material conhecido para reforço de fibra, especialmente carbono, vidro, Kevlar, cerâmica, por exemplo, mulita, carbureto de silício ou nitrito de silício, polietileno de alta resistência (Dyneema), etc..
[00188] Outros enchimentos, que não têm as formas de fibras, são também possíveis, por exemplo, partículas de pó.
[00189] Vibração mecânica ou oscilação adequada para as modalidades do método de acordo com a invenção tem de preferência uma frequência entre 2 e 200 kHz (ainda mais de preferência entre 10 e 100 kHz, ou entre 20 e 40 kHz) e uma energia de vibração de 0,2 a 20 W por milímetro quadrado de superfície ativa.
[00190] Em muitas modalidades, especialmente modalidades que compreendem acoplar a vibração dentro do primeiro objeto, a ferramenta vibratória (por exemplo sonotrodo) está, por exemplo projetada de modo que a sua face de contato oscila predominantemente na direção do eixo geométrico de ferramenta (o eixo geométrico próximo-distante, que corresponde ao eixo geométrico ao longo do qual o primeiro objeto e segundo objeto são movidos um em relação ao outro pelo efeito da entrada de energia e força de pressionamento quando a borda é feita penetrar no material do primeiro objeto; vibração longitudinal) e com uma amplitude de entre 1 e 100 μm, de preferência aproximadamente 30 a 60 μm. Tal vibração preferida é, por exemplo, produzida por dispositivos ultrassônicos como, por exemplo, conhecidos da soldagem ultrassônica.
[00191] Em outras modalidades, a vibração é uma vibração transversal, isto é, uma oscilação predominantemente em um ângulo, por exemplo, perpendicular, ao eixo geométrico próximo-distante e com isto, por exemplo, paralela a uma face de contato entre os primeiro e segundo objetos. A energia de vibração e a amplitude nisto pode ser similar aos parâmetros de vibração longitudinal acima mencionados.
[00192] Em um grupo adicional de modalidades, o qual pode ser visto como um subgrupo de modalidades com vibração transversal, a oscilação pode ser uma oscilação rotacional, isto é, o item vibratório vibra em um movimento de torcedura para trás e para frente. Para oscilação rotacional ser uma opção, o segundo objeto não deve ter uma geometria de prevenção de rotação em que, por exemplo, a borda estende circularmente ao redor de uma perfuração. Também, este tipo de oscilação é especialmente adequado para configurações nas quais o primeiro objeto é comparavelmente pequeno, especialmente se este é um conector ou pertence a um conector.
[00193] Dependendo da aplicação, a potência de vibração (mais especificamente: a potência elétrica pela qual um transdutor ultrassônico é alimentado) pode ser pelo menos 100 W, pelo menos 200 W, pelo menos 300 W, pelo menos 500 W, pelo menos 1000 W ou pelo menos 2000 W.
[00194] Neste texto, os termos "mais próximo" e "mais distante" são utilizados para referir a direções e localizações, a saber "mais próximo" é o lado do qual um operador ou máquina aplica a vibração mecânica, enquanto que mais distante é o lado oposto.
[00195] O lado do primeiro objeto que é trazido em contato com o segundo objeto neste texto é algumas vezes denominado "lado de contato". Em modalidades, nas quais o primeiro objeto está posicionado mais próximo do segundo objeto e a vibração é aplicada no primeiro objeto que é pressionado contra o segundo objeto, o lado de contato é o lado mais distante e compreende a face que faceia mais distante dentro da qual a borda do segundo objeto é pressionada.
[00196] No seguinte, modos para executar a invenção e modalidades estão descritos referindo os desenhos. Os desenhos são todos esquemáticos. Nos desenhos, os mesmos números de referência referem-se aos mesmos ou análogos elementos. Os desenhos mostram:
[00197] Figuras 1a e 1b uma modalidade de um segundo objeto com uma localização de fixação;
[00198] Figuras 2a e 2b uma modalidade alternativa de um segundo objeto;
[00199] Figuras 3a-5b em seção transversal, diferentes configurações em um estágio inicial do método e após o método ter sido executado;
[00200] Figuras 6-8 diferentes modalidades de peças de conector;
[00201] Figuras 9 e 10 configurações alternativas adicionais;
[00202] Figuras 11-13 projetos de sonotrodo alternativos;
[00203] Figuras 14a-14c uma modalidade da fixação reversível de um objeto adicional no segundo objeto por meio do primeiro objeto;
[00204] Figuras 15-16 ainda outras configurações para executar a invenção;
[00205] Figuras 17a e 17b ainda outro segundo objeto com uma localização de fixação que compreende uma pluralidade de perfurações;
[00206] Figuras 18a e 18b uma configuração na qual um terceiro objeto está preso no segundo objeto pelo primeiro objeto em um estágio inicial e um final, respectivamente;
[00207] Figuras 19-22 diferentes primeiros objetos para uma configuração substancialmente como mostrado nas Figuras 18a e 18b;
[00208] Figuras 23 e 24 variantes desta configuração;
[00209] Figuras 25a e 25b uma configuração adicional na qual um terceiro objeto está preso no segundo objeto pelo primeiro objeto em um estágio inicial e um final, respectivamente;
[00210] Figura 26 uma variante da configuração da Figura 25a;
[00211] Figuras 27-29 variações de propriedades das porções de chapa ao longo da borda;
[00212] Figura 30 uma configuração ainda adicional na qual um terceiro objeto está preso no segundo objeto pelo primeiro objeto em um estágio inicial;
[00213] Figura 31 uma configuração adicional de primeiro objeto e um segundo objeto;
[00214] Figura 31a uma variante do primeiro objeto para uma configuração como aquela da Figura 31;
[00215] Figuras 32 e 33 configurações ainda adicionais para consolidar um terceiro objeto no segundo objeto pelo primeiro objeto;
[00216] Figuras 34a e 34bdiferentes estruturas de borda;
[00217] Figuras 35a e 35b uma variante adicional de uma configuração;
[00218] Figuras 36 e 37 configurações alternativas adicionais;
[00219] Figura 38 um diagrama de processo;
[00220] Figura 39 uma configuração com um elemento de vedação elastomérico;
[00221] Figura 40 um diagrama de processo para a configuração da Figura 39;
[00222] Figura 41 uma configuração adicional com um elemento de vedação elastomérico;
[00223] Figuras 42 e 43 ainda configurações adicionais para consolidar um terceiro objeto, o segundo objeto e o primeiro objeto uns nos outros;
[00224] Figura 44 o princípio de um segundo objeto com uma pluralidade de localizações de fixação;
[00225] Figuras 45a e 45b um segundo objeto com uma pluralidade de localizações de fixação no qual as localizações de fixação juntas travam o primeiro objeto em relação ao segundo objeto em todas as direções no plano;
[00226] Figura 46 o princípio de compensação de tolerância;
[00227] Figura 47 uma dependência da profundidade mínima sobre o ângulo;
[00228] Figura 48 que tem um plano de chapa não perpendicular à direção axial e também ilustrando o princípio de compensação de descasamento de ângulo;
[00229] Figura 49 um primeiro objeto com uma zona funcional e zonas de fixação;
[00230] Figuras 50a e 50b uma configuração para guiar o primeiro objeto durante o processo;
[00231] Figura 51 consolidar um prendedor pela proposta de acordo com a invenção;
[00232] Figura 52 um conector de encaixe preso pela proposta de acordo com a invenção;
[00233] Figura 53 um desacoplamento de vibração;
[00234] Figura 54 uma modalidade com um segundo objeto fundido em matriz;
[00235] Figuras 55-56 configurações com uma parte de ancoragem e uma parte de ajuste;
[00236] Figuras 57a e 57b uma parte de ancoragem e uma parte de ajuste de uma outra modalidade;
[00237] Figuras 58a-58c ainda outra modalidade de uma parte de ancoragem e uma parte de ajuste e seus detalhes;
[00238] Figuras 59-60 configurações adicionais de um primeiro objeto, e uma parte de ajuste, e um segundo objeto, em que o primeiro objeto serve como parte de ancoragem;
[00239] Figuras 61a e 61b uma configuração de um segundo objeto e um primeiro objeto durante diferentes estágios de ajuste;
[00240] Figuras 62-63 configurações nas quais uma peça de conector serve como parte de ajuste;
[00241] Figuras 64a e 64b uma configuração na qual a peça de conector tem uma porção afinada que coopera com uma abertura afinada durante diferentes estágios;
[00242] Figura 65 outra configuração na qual uma peça de conector serve como parte de ajuste;
[00243] Figuras 66-68 insertos que podem servir como peças de conector ou como partes de uma parte de ajuste que também compreende um material liquidificável;
[00244] Figuras 69 e 70 flanges de fixação com uma junta elástica;
[00245] Figura 71 um flange de fixação com uma porção de superfície de acoplamento dedicada;
[00246] Figura 72 um primeiro objeto com diferentes partes de material termoplástico;
[00247] Figuras 73-76 configurações que implementam o princípio de prover o lado de contato com estruturas;
[00248] Figuras 77-79 diferentes seções transversais de protrusões de primeiros objetos que implementam o princípio ilustrado nas Figuras 73-76;
[00249] Figuras 80 e 81 uma configuração com o segundo objeto tendo uma perfuração e uma pluralidade de perfurações periféricas;
[00250] Figuras 82-84 configurações com um segundo objeto que tem uma seção deformada assimétrica;
[00251] Figuras 85 e 86 o princípio de controle de posição z pelo primeiro objeto que tem um espaçador;
[00252] Figuras 87-91 configurações que implementam o princípio de restringir a face de acoplamento entre um sonotrodo e o primeiro objeto a uma região modelada para a forma e localização do segundo objeto;
[00253] Figuras 92 e 93 duas configurações básicas para ajustar uma posição no plano;
[00254] Figuras 94 e 95 modalidades da configuração básica da Figura 92;
[00255] Figuras 96-102 modalidades e princípios da configuração básica da Figura 93;
[00256] Figura 103 um fixador como um exemplo de um segundo objeto;
[00257] Figuras 104-106 princípios de acoplamento de vibração mecânica dentro do segundo objeto;
[00258] Figura 107 uma linha de fabricação de duas estações;
[00259] Figuras 108-110 projetos e configurações de sonotrodo para acoplar vibração transversal dentro de um segundo objeto; e
[00260] Figuras 111-113 configurações, nas quais o segundo objeto tem uma abertura de extensão;
[00261] Figuras 114 e 115 uma primeira configuração com um batente;
[00262] Figuras 116-118 configurações adicionais com um batente;
[00263] Figuras 119 e 120 uma configuração com um primeiro objeto que tem uma estrutura de fixação; e
[00264] Figura 121 um fluxograma de um método que compreende ajustar uma posição.
[00265] As Figuras 1a e 1b mostram, em uma vista de topo e em seção transversal, um exemplo de uma chapa metálica 2 sendo um segundo objeto. A chapa metálica compreende uma perfuração 20, por exemplo, feita por uma ferramenta de puncionamento. Por exemplo, a perfuração pode ser feita lentamente pressionando uma ferramenta com uma ponta contra a chapa metálica enquanto a mesma está colocada contra um suporte com uma abertura no local onde a ferramenta atua, até que a ponta da ferramenta atravesse. A forma da perfuração será irregular, com uma pluralidade de línguas. Alternativamente, a forma poderia ser regular se uma geometria correspondente tivesse sido puncionada ou cortada (por um jato de água ou laser) antes ou ser formada em um processo de formação de chapa anterior. Ao redor da perfuração 20, a chapa metálica forma uma borda 21 que nas etapas subsequentes tem a função de um direcionador de energia. Os parâmetros altura h, diâmetro (médio) d da perfuração, diâmetro D da seção d que é deformada para projetar afastando do plano de chapa metálica e - em algumas situações melhor definido do que o diâmetro d da perfuração - o ângulo α, aqui definido como o ângulo entre a seção deformada e a vertical ao plano de chapa metálica - estão apresentados na Figura 1b; a definição correspondente é utilizada através de todo este texto.
[00266] Como uma alternativa a ser perfurada irregularmente, por meio de um dispositivo de puncionamento adequado em combinação com o pré-corte da geometria de furo central (por exemplo, por laser) pode-se também fabricar uma perfuração irregular ou regular, por exemplo circular, como mostrado nas Figuras 2a e 2b.
[00267] Com referência às Figuras 3a e 3b os princípios básicos de muitas modalidades assim como uma modalidade específica do método de acordo com a invenção estão descritos.
[00268] O primeiro objeto 1 compreende um material termoplástico. Na modalidade apresentada, o primeiro objeto está ilustrado para ter uma seção em forma de painel que consiste no material termoplástico e define uma face que faceia mais próxima 11 - que serve como a face de acoplamento mencionada - e uma face que faceia mais distante 12 que quando o primeiro objeto está posicionado em relação ao segundo objeto 2 é trazida em contato com a seção projetante ao redor da perfuração 20. No entanto, mais geralmente, o primeiro objeto 1 pode ter outras formas, e pode ter uma composição de material não homogênea. Uns poucos exemplos estão mostrados em modalidades aqui após descritas.
[00269] Mais em geral, o primeiro objeto pode ser a parte a ser conectada, ou uma sua porção, ou um elemento de conexão (pino, base de um grampo, rebite, etc.).
[00270] - Se o primeiro objeto for a parte a ser conectada - que compreende uma porção do material termoplástico como muitas partes em engenharia mecânica e construção o fazem - este próprio, então a proposta da invenção além das vantagens gerais da invenção (montagem e partes de baixo custo, ancoragem firme, conexão vedantemente estanque possível) também apresenta as vantagens: • que em contraste com a fixação por fixadores que cooperam com estruturas de fixação bem definidas, a posição com relação ao primeiro objeto precisa ser definida com geralmente muito menos precisão, assim com tolerâncias substancialmente aumentadas, e • que menos partes e menos etapas de montagem são requeridas. • Se o primeiro objeto for um elemento de conexão separado, além das vantagens gerais a proposta de acordo com a invenção cria uma substancial flexibilidade com relação à escolha de forma e propriedades do elemento de conexão assim como, por exemplo, juntamente com a proposta descrita referindo às Figuras 14a-14c aqui após, também a vantagem de tolerâncias menos apertadas do que os métodos da técnica anterior.
[00271] Para consolidar o primeiro objeto no segundo objeto, um sonotrodo vibratório 6 pressiona o primeiro objeto contra o segundo objeto em uma vizinhança da perfuração 20. A energia de vibração mecânica por meio disto acoplada dentro primeiro objeto propaga através do primeiro objeto 1 e é absorvida nos locais onde o primeiro objeto está em contato com a borda 21 que por meio disto serve como um direcionador de energia. Como uma consequência, o material termoplástico ao redor da borda é aquecido e torna-se fluível, permitindo que a seção projetante do material de chapa seja pressionada para dentro do corpo do primeiro objeto. Após a ressolidificação, isto leva a uma ancoragem pelo menos da seção projetante dentro do primeiro objeto e por meio disto a uma conexão mecânica de encaixe positivo entre os primeiro e segundo objetos. A disposição resultante está mostrada na Figura 3b. Esta figura esquematicamente ilustra porções de material 14 que fluíram para sob o segundo objeto e por meio disto causaram a ancoragem mencionada.
[00272] Em um grupo de modalidades, o fluxo de material sob o segundo objeto é auxiliado e/ou direcionado por uma estrutura de batente apropriadamente formada. O princípio disto - que pode ser utilizado em qualquer modalidade da invenção que permite acesso da localização de fixação do lado mais distante, isto é, o lado oposto ao lado do qual o sonotrodo impinge, incluindo modalidades descritas referindo a outras figuras não no presente texto, cujas outras figuras não explicitamente mostram tal estrutura de batente - está esquematicamente ilustrado na Figura 114. Um batente 600 é utilizado para suportar o segundo objeto durante o processo de fixação. O batente 600 é diferente de ser apenas plano mas compreende uma protrusão de direcionamento 601 e uma depressão de recepção 602 ao redor desta. Como mostrado na Figura 115 por seta, a protrusão de direcionamento 601 auxilia a consolidar o material termoplástico mais distante do segundo objeto e por meio disto melhora a estabilidade total e reduz a profundidade de penetração requerida.
[00273] Na modalidade das Figuras 4a e 4b, o primeiro objeto 1 não é em forma de painel mas ao invés é como pino. Além da porção 15 do material termoplástico este tem uma porção de reforço 16 de um material que não é liquidificável sob as condições que se aplicam durante o processo. Especialmente, a porção de reforço pode ser metálica. Na modalidade apresentada, a porção de reforço 16 é uma bucha, opcionalmente com uma rosca ou outra estrutura que permite consolidar um elemento adicional a esta. Como pode especialmente ser visto na Figura 4b, tal porção de reforço 16 pode, além de uma outra função que esta possa ter (tal como, como mencionado, ser adequada para consolidar um elemento adicional a esta) pode também criar uma estabilidade mecânica adicional para a conexão entre os primeiro e segundo objetos. Por exemplo, como na configuração apresentada, esta pode estender para dentro da perfuração e por meio disto estabilizar a conexão entre os primeiro e segundo objetos com relação a possíveis forças de cisalhamento que atuam sobre esta.
[00274] Uma função adicional da porção de reforço 16 é que esta auxilia no controle do fluxo do material termoplástico forçando o material termoplástico a fluir na direção mais distante e lateralmente. Por meio disto a porção de reforço 16 tem uma função similar como o batente descrito referindo à Figura 114, com a diferença que a localização não precisa ser acessível de mais distante.
[00275] Em algumas modalidades como aquela das Figuras 4a/4b pode ser vantajoso assegurar que a vibração mecânica não seja acoplada diretamente dentro da porção de reforço para impedir qualquer situação na qual o material termoplástico ao redor da porção de reforço seja liquefeito e a posição da porção de reforço por meio disto seja desestabilizada. Para este fim, o primeiro objeto e o sonotrodo podem estar formados de modo que a face de acoplamento seja restrita a áreas ao redor da porção de reforço, como aqui após descrito, por exemplo, referindo às Figuras 87-91.
[00276] Em um grupo de modalidades, o método compreende a etapa adicional de prover uma peça de conector adicional 3 que está inicialmente separada dos primeiro e segundo objetos e que no método de fixação está montada juntamente com os primeiro e segundo objetos para gerar uma montagem monolítica. A Figura 5a ilustra um exemplo de tal peça de conector 3. A peça de conector na modalidade apresentada tem uma ponta mais distante e estruturas de retenção 31 ao longo de uma periferia lateral. Antes da etapa de acoplar a energia de vibração mecânica no primeiro objeto, o sonotrodo 6 é utilizado para acoplar energia e uma força de pressionamento para dentro da peça de conector por meio disto acionando a peça de conector para dentro do primeiro objeto 1, em que o material do primeiro objeto é localmente liquefeito por energia mecânica absorvida onde a peça de conector 3 está em contato com este. Uma vez que a face de extremidade mais próxima da peça de conector 3 está no plano com a face que faceia mais próxima 11 do primeiro objeto 1, o processo continua como descrito referindo às Figuras 3a e 3b. Por projetos de sonotrodo adequados (ver, por exemplo, as Figuras 11 e 12 aqui após descritas), a profundidade pela qual a peça de conector é acionada para dentro da montagem de primeiro e segundo objetos pode ser ajustada. As estruturas de retenção no estado montado serão interpenetradas por material termoplástico liquefeito e ressolidificado, por meio de que estas trazem uma estabilidade mecânica adicional. A Figura 5b apresenta a montagem após o processo.
[00277] A peça de conector 3 pode ter uma função similar que uma porção de reforço do tipo aqui acima mencionado, e os ensinamentos neste texto que referem a propriedades da porção de reforço podem ser aplicáveis também para as peças de conector, e vice-versa, a diferença principal sendo que a porção de reforço é inicialmente, antes do acoplamento de energia dentro da disposição, uma parte do primeiro objeto, em contraste com a peça de conector.
[00278] As Figuras 6, 7, e 8 ainda mostram variantes de peças de conector 3 (ou de porções de reforço). A peça de conector 3 da Figura 6 tem uma pega de fixação 32 por sobre a qual um elemento adicional pode ser grampeado. Opcionalmente, após o processo de fixação, esta pode ter uma função similar que os grampos de fixação descritos referindo às Figuras 14a-14c aqui após, a diferença sendo que a porção na qual o elemento adicional está grampeado é uma porção da peça de conector 3 (ou porção de reforço) e não a porção termoplástica.
[00279] Para o processo com a peça de conector 3 da Figura 3, pode ser vantajoso utilizar um sonotrodo de anel (sonotrodo tubular; ver Figura 13 aqui após) de modo que a pega de fixação 32 não fique em contato direto com o sonotrodo.
[00280] Como uma diferença adicional à modalidade da Figura 5a, a cuja diferença é independente da pega de fixação, a extremidade mais distante não tem uma ponta mas uma borda que faceia mais distante 33 que tem uma função similar que a ponta mas terá uma influência sobre o controle de fluxo de material aumentando a tendência do material termoplástico fluir para direção mais distante - dependendo da situação de montagem, isto pode ser desejado ou não.
[00281] A modalidade de peça de conector 3 da Figura 7 é uma bucha com uma rosca interna 39 e estruturas de retenção externas 31.
[00282] Na modalidade da Figura 8, a peça de conector além de uma ponta mais distante 36 e de estruturas de retenção 31 - e independentemente destas - tem uma porção de cabeça 34 com uma porção de flange que faceia mais próximo 35 que contribui para o controle de fluxo de material termoplástico. Especialmente, esta impede o material termoplástico do primeiro objeto 1 de fluir lateralmente em posições mais próximas, por meio disto forçando-o fluir onde o segundo objeto 2 está disposto, assim contribuindo para uma fixação mecânica mais pronunciada.
[00283] Referindo à Figura 9, um princípio similar está mostrado mas com uma porção de flange 18 constituída por material termoplástico do primeiro objeto - também isto pelo menos inicialmente causará um controle de fluxo para impedir um fluxo lateral. Combinações, por exemplo, com uma porção de flange não termoplástica presa no material termoplástico do primeiro objeto, são possíveis.
[00284] Na variante da Figura 10, o primeiro objeto 1 tem uma porção de reforço 16, a qual, no entanto, projeta sobre o lado mais próximo acima da face de extremidade mais próxima da porção termoplástica 15, por meio de que o primeiro objeto está projetado para a porção de reforço 16 ser movida em relação à porção termoplástica 15 durante o processo, por meio de que o material termoplástico da porção termoplástica 15 é deslocado.
[00285] A modalidade da Figura 10 pode especialmente ser vantajosa se o próprio reforço for de um material plasticamente deformável. Então, as porções mais distantes da porção de reforço 16, tal como porções de pé mais distantes como mostrado na Figura 16, são, pela pressão causada pelo material termoplástico mais distante desta, deformadas para fora e por meio disto contribuem para a força de ancoragem. Nisto, a própria porção de reforço pode ser de um material termoplástico que é tal que a vibração mecânica e a força de pressionamento sejam capazes de ser transmitidas através da porção de reforço pelo menos em parte enquanto a porção de reforço 16 é apesar de tudo deformável. Por exemplo, para este fim a porção de reforço pode ser de um material termoplástico com uma temperatura de liquefação mais alta do que o material da porção termoplástica 15, ou de um material com base no mesmo polímero, mas com um grau de enchimento mais alto de modo que a sua viscosidade seja mais alta. Alternativamente, este pode ser de um metal dobrável em cujo caso as porções que devem ser deformadas são consequentemente suficientemente finas.
[00286] Este processo de deformar uma porção de reforço 106 pode especialmente ser auxiliado por um batente (não mostrado na Figura 10), por exemplo, com uma protrusão de direcionamento central 601, como, por exemplo, ilustrado na Figura 114.
[00287] As Figuras 11, 12, e 13 mostram projetos de sonotrodo alternativos. O sonotrodo 6 da Figura 11 tem um flange periférico mais distante 61 que pode, dependendo da configuração, ou confinar o fluxo lateral de material termoplástico ou pressionar a porção de reforço/peça de conector para uma diferente profundidade do que o material ao redor desta ou ambos. A protrusão mais distante 62 do sonotrodo 6 da Figura 12 pode ter uma função de guia, por exemplo, juntamente com uma endentação de guia do primeiro objeto ou da peça de conector, e/ou pode ter a função de conduzir a peça de conector ou porção de reforço adicionalmente para dentro da montagem dos primeiro e segundo objetos. O sonotrodo 6 da Figura 13 é um sonotrodo de anel. Na maioria das modalidades, o sonotrodo de anel será projetado de modo que face de extremidade de acoplamento externo mais distante do sonotrodo cobre as posições laterais da seção projetante do segundo objeto 2.
[00288] Com relação às Figuras 14a-14c uma configuração específica adequada para modalidades da invenção está descrita. A configuração refere-se a reversivelmente fixar um objeto adicional no segundo objeto em uma pluralidade de localizações de fixação. A Figura 14a mostra um elemento de placa plano 71 como um exemplo de tal objeto adicional a ser preso removível a uma superfície de um objeto com uma superfície plana (o segundo objeto). Uma aplicação desta configuração por exemplo, inclui a fixação de placas de número a um corpo de carro.
[00289] De acordo com modalidades da invenção, em contraste, os conectores de fixação estão providos como primeiros objetos 1 (ou como peças de conector do tipo acima definido) em um método como aqui descrito. Para este fim, os primeiros objetos 1 (como ilustrado na Figura 14a) ou as peças de conector (por exemplo, como mostrado na Figura 6) estão providos com uma estrutura de conexão de grampeamento 13, ilustrada para ser uma ranhura periférica na Figura 14a, cuja estrutura de conexão de grampeamento coopera com uma estrutura correspondente do elemento adicional (o elemento de placa 71 na Figura 14a) para gerar uma conexão de encaixe liberável. Para consolidar os conectores de fixação no segundo objeto 2, os primeiros objetos 1 são trazidos em contato com seções projetantes correspondentemente posicionadas do segundo objeto 2 enquanto estas estão presas no elemento adicional (o elemento de placa 71 na modalidade apresentada). Posteriormente, o processo é executado como aqui acima descrito. Como ilustrado pela seta dupla 73 na Figura 14b, o posicionamento relativo do primeiro objeto e das seções protuberantes nisto não precisa ser muito preciso e pode, sem afetar adversamente a fixação, variar dentro de tolerâncias que são dadas pelas dimensões do primeiro objeto em relação às dimensões das seções projetantes. Assim, as tolerâncias para o posicionamento dos pontos de fixação (as perfurações e seções deformadas) com relação às posições das estruturas de fixação (porções de conector) do elemento adicional 71 são muito mais relaxadas do que para os métodos da técnica anterior. Apesar de tudo, as posições da conexão de encaixe liberável estão fixas precisamente devido ao fato que os primeiros objetos 1 (ou as peças de conector) são presos no elemento adicional durante o processo de fixação. A Figura 14c mostra a montagem resultante com o elemento adicional (o elemento de placa 71) sendo liberavelmente grampeado no segundo objeto 2.
[00290] A Figura 15 ainda mostra uma modalidade na qual o segundo objeto não tem uma seção que projeta para a direção mais próxima, isto é, na direção do primeiro objeto. Ao invés, a perfuração 20 é puncionada (ou perfurada ou de outro modo removida), com a sua borda estando no plano de chapa. Em contraste com as modalidades anteriormente descritas, o método então não funciona para um primeiro objeto simplesmente em forma de placa. Ao invés, a forma e posição do primeiro objeto precisam ser adaptadas. Mais concretamente, na modalidade apresentada o primeiro objeto 1 é um parafuso de fixação com uma seção afinada 101 e uma seção de cabeça 102, em que a seção afinada está dimensionada de modo quando da inserção na perfuração e movimento para direções mais distantes esta encontra uma diferença substancial e elevada pelo segundo objeto. Quando o sonotrodo 6 pressiona o primeiro objeto para dentro da perfuração enquanto a energia está acoplada neste, isto similarmente às modalidades acima descritas causará a liquefação do material termoplástico do primeiro objeto.
[00291] Simultaneamente, a peça de conector 3 (ou alternativamente uma porção de reforço) conduzida para dentro do material termoplástico gerará uma pressão direcionada para fora sobre o material fluível. Como um resultado, a borda da perfuração torna-se embutida no material termoplástico. O processo pode ser executado até que a face que faceia mais distante da seção de cabeça 102 tope contra o material de chapa do segundo objeto. Devido ao efeito utilizado da peça de conector 3 (ou porção de reforço) conduzida para dentro do material termoplástico do primeiro objeto 1, a forma da seção inserida 101 não necessariamente precisa ser afinada.
[00292] Ao invés de ter uma seção afinada, o primeiro objeto pode ter outras formas, que incluindo escalonada ou cilíndrica com um diâmetro ligeiramente maior do que o diâmetro da perfuração.
[00293] As modalidades que compreendem conduzir uma peça de conector ou porção de reforço para dentro do material termoplástico para gerar uma pressão direcionada para fora, a peça de conector/porção de reforço tem um efeito similar ao efeito de um batente estruturado como aqui acima mencionado. No entanto, tais modalidades apresentam a vantagem que estas são aplicáveis também em situações nas quais a localização de fixação não é acessível do lado mais distante.
[00294] Na variante da Figura 16, a chapa metálica que constitui o segundo objeto ao redor da perfuração tem uma seção que projeta afastando do primeiro objeto. Especialmente, o segundo objeto pode ser formado como mostrado nas Figuras 1a e 1b, mas invertido, de modo que este tenha uma pluralidade de línguas entre as quais o material termoplástico pode fluir. Também nesta modalidade, as dimensões da perfuração/seção deformada por um lado e de uma porção projetante do primeiro objeto estão adaptadas uma à outra em um modo que exista uma substancial resistência contra um movimento para frente (movimento mais distante) do primeiro objeto com relação ao segundo objeto quando a porção projetante do primeiro objeto está inserida na perfuração. Também esta modalidade pode ser combinada com uma peça de conector ou uma porção de reforço do tipo discutido neste texto aqui acima.
[00295] As Figuras 17a e 17b ainda mostram um exemplo de um segundo objeto no qual uma pluralidade de perfurações 20 está disposta dentro de uma seção deformada comum que projeta afastando do lado mais próximo. Um único primeiro objeto 1 do tipo ilustrado nas Figuras 15 e 16 pode estar ancorado dentro da mossa formada por esta seção deformada, pelo processo como aqui acima descrito.
[00296] As aplicações incluem consolidar uma parte plástica a uma parte metálica (em que o segundo objeto é a parte metálica ou uma sua porção) por exemplo, na indústria automotiva ou na indústria de aviação. Por exemplo, na indústria automotiva, partes leves de plástico ou compostos frequentemente precisam ser presas no corpo de carro.
[00297] Enquanto que todas as modalidades descritas baseiam-se no acoplamento da energia mecânica dentro da montagem geralmente do lado do primeiro objeto (do topo nas figuras), modalidades nas quais a energia de vibração mecânica é acoplada dentro do segundo objeto são também possíveis. Por exemplo, em uma configuração tal como aquela da Figura 3a, o sonotrodo 6 poderia atuar do lado que está mostrado como o lado inferior na figura.
[00298] As Figuras 18a-24 mostram modalidades do grupo que compreende consolidar um terceiro objeto no segundo objeto pelo primeiro objeto, especialmente em situações com acessibilidade somente de um lado, isto é, o lado mais próximo (apresentado como o lado de topo nas figuras). Em todas estas modalidades, o terceiro objeto 8 está ilustrado como uma parte de CFK plana. No entanto, as modalidades deste grupo também funcionam para terceiros objetos sendo, por exemplo, metálicos ou de material cerâmico ou de um plástico (que é, por exemplo, não liquidificável no sentido que este não liquidifica na temperatura alcançada durante o processo) ou qualquer outro material adequado utilizado em construção. Também, o segundo objeto está apresentado como uma chapa metálica. No entanto, o método funciona também para outros materiais capazes de formar uma borda ao redor de uma perfuração. O método é especialmente vantajoso para configurações nas quais os segundo e terceiro objetos têm diferentes coeficientes de expansão térmica; no entanto, isto não é um requisito para o método ser útil.
[00299] O primeiro objeto 1 na Figura 18a serve como um conector para consolidar o terceiro objeto 8 no segundo objeto 2. O primeiro objeto tem uma porção 15 do material termoplástico assim como uma porção de reforço 16 sendo uma porção de núcleo não liquidificável, por exemplo, de um metal. A porção de núcleo 16 forma uma porção de cabeça 91 do primeiro objeto e corre dentro de um interior de uma porção de eixo. Na configuração apresentada, a porção de núcleo 16 está revestida pela porção de material termoplástico 15 ao longo do eixo inteiro, no entanto, seria possível prover a porção de material termoplástico somente como um revestimento parcial, por exemplo, deixando a extremidade mais distante da porção de núcleo livre de qualquer revestimento ou deixando certas seções ao redor da periferia livres de qualquer revestimento.
[00300] O terceiro objeto tem uma abertura de terceiro objeto 81 sendo uma abertura vazada. O segundo objeto 2 tem uma forma substancialmente similar à forma mostrada na Figura 16. O diâmetro (comparar com a Figura 1b) da perfuração é menor do que o diâmetro da abertura de terceiro objeto. Mais especificamente, a seção transversal da porção de eixo 92 é tal que este monta através da abertura mas não monta através da perfuração.
[00301] Após o primeiro objeto ter sido inserido através da abertura e pressionado contra a direção mais distante, contra o segundo objeto 2 por um 6 pelo qual ao mesmo tempo uma energia de vibração mecânica está acoplada dentro do primeiro objeto 1, o material termoplástico torne-se fluível. O processo é continuado até que a porção de cabeça 91 faz com que o movimento de avanço (movimento na direção mais distante) do primeiro objeto pare. Então, a energia de entrada de vibração é parada e o sonotrodo removido. A Figura 18b mostra o resultado com as porções de material 14 tendo fluido para mais distante do segundo objeto formando uma porção de pé como rebite cego. Assim, na configuração da Figura 18b, o primeiro objeto após o processo forma um rebite, com os segundo e terceiro objetos ficando presos entre esta porção de pé e a porção de cabeça 91. Se a temperatura de transição de vidro do material termoplástico utilizado estiver em algum lugar entre a temperatura ambiente e aproximadamente 160°C, a conexão de rebite tem as vantagens anteriormente aqui discutidas em termos de compensar por diferentes coeficientes de expansão térmica em um processo de eletrodeposição, por exemplo, de uma tinta/verniz. Como um exemplo, a acrilonitrila tem uma temperatura de transição de vidro de aproximadamente 130°C- 140°C.
[00302] A Figura 19 mostra uma variante do primeiro objeto no qual a porção de núcleo 16 tem uma borda de puncionamento mais distante 93. Tal borda de puncionamento mais distante pode no processo ser utilizada para puncionar a perfuração.
[00303] Como uma variante adicional, a Figura 20 mostra um primeiro objeto com uma porção de núcleo (metálica) que forma uma ponta de perfuração mais distante 94. Tal ponta de perfuração pode ser utilizada para causar a perfuração que inclui a deformação ao redor da boca (como mostrado na Figura 18a) perfurando a chapa metálica que forma o segundo objeto.
[00304] Em modalidades que compreendem perfuração, opcionalmente uma porção de cintura 96 pode estar presente de modo que após a etapa de perfuração a porção de chapa não prende mais na porção de núcleo, e uma vibração relativa torna-se possível.
[00305] Em ambas as modalidades, aquela da Figura 19 e aquela da Figura 20, o processo pode ser continuado após a etapa de puncionamento/perfuração substancialmente como descrito referindo às Figuras 18a e 18b.
[00306] A Figura 21 mostra, como ainda uma variante adicional, um primeiro objeto adequado para o grupo de modalidades que compreende consolidar um terceiro objeto no segundo objeto pelo primeiro objeto, cujo objeto não tem uma porção de núcleo ou outra porção de reforço mas o qual consiste no material termoplástico. Também nesta modalidade, uma porção de cabeça 91 pode estar presente como uma opção, além da porção de eixo 92.
[00307] A modalidade da Figura 22 mostra uma característica adicional que pode ser realizada em combinação ou por si própria, ou independentemente uma da outra.
[00308] - A porção de núcleo 16 compreende estruturas 95 adequadas para fazer uma conexão de encaixe positivo (aqui: com relação aos movimentos relativos em direções axiais) ou de outro modo melhorando a conexão entre a porção de núcleo 16 e a porção de material termoplástico 15.
[00309] - A porção de núcleo tem uma menor extensão axial (extensão ao longo do eixo geométrico próximo-distante) de modo que esta não necessariamente alcança através da perfuração. Mais em geral, não existe nenhum requisito de uma extensão/dimensão específica da porção de núcleo (se existir), apesar de que em configurações nas quais forças de cisalhamento substanciais devem ser esperadas entre os segundo e terceiro objetos, pode ser vantajoso se tal porção de núcleo alcançar ambas, através da abertura e da perfuração.
[00310] Na variante da Figura 23, o segundo objeto 2 ao redor da perfuração não está dobrado para projetar afastando do terceiro objeto (em contraste com o que está mostrado na Figura 18a) mas é essencialmente plano.
[00311] Apesar de um batente pode ser benéfico em muitas modalidades da invenção, incluindo modalidades a descrição das quais não mencionam o batente em uma modalidade como aquela da Figura 23 um batente com uma superfície estrutura correspondente, como aqui acima descrito, pode ser especialmente benéfico para direcionar um fluxo de material para mais distante das porções do segundo objeto ao longo da borda 21.
[00312] Na variante da Figura 24, o segundo objeto tem uma forma como substancialmente descrita referindo às Figuras 17a e 17b, com uma pluralidade de menores protrusões ao invés de uma protrusão maior.
[00313] A Figura 25a mostra um exemplo de uma disposição para consolidar um terceiro objeto 4 a um segundo objeto 2 por meio de um primeiro objeto 1, em que tanto, os segundo e terceiro objetos têm uma porção de chapa geralmente plana, com a porção de chapa tendo uma borda.
[00314] Na modalidade da Figura 25a, o segundo objeto tem uma perfuração de segundo objeto 20 ao longo da qual a borda de segundo objeto 21 corre, e o terceiro objeto 4 tem uma perfuração de terceiro objeto 40 ao longo da qual a borda de terceiro objeto 41 corre. Ao longo da perfuração, os respectivos objetos 2, 4 são deformados de modo que o material de chapa projeta afastando do respectivo plano de chapa.
[00315] Os objetos 1, 2, 4 estão dispostos de modo que o primeiro objeto está sanduichado entre os segundo e terceiro objetos e que o material de chapa dos segundo e terceiro objetos projeta na direção do primeiro objeto 1, isto é, projeta na direção do lado mais próximo para o segundo objeto 2 e projeta na direção do lado mais distante para o terceiro objeto 4.
[00316] Durante o processo, forças de pressionamento opostas são aplicadas nos segundo e terceiro objetos, por meio de que o primeiro objeto está preso entre os segundo e terceiro objetos. Ao mesmo tempo, a energia de vibração mecânica é acoplada dentro da montagem. Para este fim, por exemplo, um sonotrodo vibratório 6 pressiona o terceiro objeto 4 contra o primeiro objeto 1, por meio de que o primeiro objeto 1 é pressionado contra a borda 21 do segundo objeto, o qual por sua vez está colocado contra um suporte não vibratório 7 que aplica a força de pressionamento oposta como a força normal.
[00317] Na modalidade da Figura 25a, a vibração está acoplada dentro da disposição através do terceiro objeto. No início da vibração, antes das porções de material tornarem-se fluíveis, a vibração do terceiro objeto faz com que o primeiro objeto vibre também. Se os parâmetros (ângulo α, agudeza da borda, comprimento da borda, rigidez dos materiais, etc.) dos objetos forem escolhidos apropriadamente o processo de aquecimento na interface da borda de segundo objeto 21 inicia antes de iniciar na interface para a borda de terceiro objeto 41, ou aproximadamente simultaneamente. Especialmente, a borda de segundo objeto 21 pode ser formada para ter uma tendência mais forte para absorver energia na interface (por exemplo, sendo mais inclinada) do que a borda de terceiro objeto 41. Por meio disto, a ancoragem tanto do segundo quanto terceiro objetos no primeiro objeto pode ser conseguida mesmo se a vibração for acoplada somente dentro do terceiro objeto.
[00318] A Figura 25b esquematicamente mostra a situação após a entrada de energia ter parado, com a porção de fluxo 14 tendo subporções tendo fluido ao longo das bordas dos segundo e terceiro objetos.
[00319] De acordo com a variante mostrada na Figura 26, tanto o segundo objeto 2 quanto o terceiro objeto 4 estão sujeitos à vibração mecânica, em que a montagem do segundo objeto 2, do primeiro objeto 1, e do terceiro objeto 4 está presa entre dois sonotrodos vibratórios 6.1, 6.2 que aplicam forças de pressionamento opostas. Esta modalidade é menos sensível às propriedades das bordas dos segundo e terceiro objetos.
[00320] As Figuras 27-29 ilustram como as propriedades da borda podem ser variadas para influenciar a absorção de energia, por exemplo, para configurações assimétricas com entrada de energia somente de um lado, como discutido referindo à Figura 25a. Os parâmetros que podem ser variados incluem a inclinação (ângulo α, Figura 27), o comprimento da borda (Figura 28), a agudeza da borda (Figura 29) e outros.
[00321] A Figura 30 apresenta outro exemplo de uma modalidade dos segundo e terceiro objetos na qual os segundo e terceiro objetos são trazidos em contato com o primeiro objeto de lado opostos. Em contraste com as modalidades das Figuras 25a e 26, no entanto, o primeiro objeto compreende pelo menos uma protrusão - duas arestas 117, 118 na modalidade apresentada -, que projeta da respectiva face que faceia mais próxima/mais distante 11, 12 contra a qual a borda 21, 41 do segundo/terceiro objeto é pressionada. As arestas 117, 118 (ou outra(s) protrusão(ões)) estão projetadas de modo que a sua altura é maior do que ou igual a ou somente um pouco menor do que a altura h (ver Figura 1b) da respectiva seção deformada ao longo da borda. Quando os sonotrodos 6.1, 6.2 estão pressionados contra os terceiro e segundo objetos 4, 2, estes portanto entram em contato direto com o sonotrodo de modo que durante o processo a energia de vibração mecânica impinge sobre suas porções de extremidade 113, 114, por meio de que o material nestas porções de extremidade torna-se fluível e pode preencher espaços ao longo da borda, como ilustrado pelas setas na Figura 30. Além de ou como uma alternativa a protrusões da altura ilustrada, o respectivo sonotrodo 6.1, 6.2 poderia estar provido com uma protrusão.
[00322] O material fluível que foi gerado na interface entre a protrusão e o sonotrodo pode contribuir para consolidar o segundo/terceiro objeto no primeiro objeto, por exemplo, contribuindo para uma conexão de encaixe positivo.
[00323] O conceito da Figura 30 pode ser aplicado a disposições com somente um sonotrodo (comparar com a Figura 25a), por exemplo, provendo somente aquele lado do primeiro objeto que faceia o sonotrodo com uma protrusão, ou provendo ambos os lados com uma protrusão, com o lado que faceia afastando do sonotrodo tendo estruturas de direcionamento de energia ou sendo de outro modo projetado para ser mais inclinado para absorver energia de vibração mecânica do que o lado que faceia o sonotrodo.
[00324] A modalidade da Figura 30 é um exemplo do conceito da porção (especialmente protrusão) do primeiro objeto que está em contato direto com o sonotrodo enquanto o sonotrodo atua sobre o segundo objeto 2 (ou um terceiro objeto) de modo que uma subporção da porção de fluxo seja formada na interface entre o sonotrodo 6 e o primeiro objeto 1 para preencher espaços.
[00325] Este conceito pode também ser utilizado em configurações que não estão de acordo com o princípio de prover um segundo e um terceiro objetos, ambos com bordas embutidas no material de primeiro objeto durante o processo. Ao invés, este pode também ser aplicado a modalidades nas quais meramente o primeiro objeto está preso no segundo objeto (e o primeiro objeto opcionalmente pode estar configurado para servir como âncora para qualquer objeto adicional). Isto está esquematicamente esboçado na Figura 31. Nesta configuração, o sonotrodo atua do lado do segundo objeto 2 (o lado inferior na Figura 31) e pressiona a montagem do segundo objeto 2 e do primeiro objeto 1 contra um suporte não vibratório (não mostrado na Figura 31).
[00326] Em modalidades como aquelas das Figuras 30 e 31 nas quais as porções de extremidade do primeiro objeto são feitas tornarem-se fluíveis, as porções de extremidade podem opcionalmente ter formas que favorecem tal liquefação. A Figura 31a esquematicamente mostra um exemplo correspondente no qual uma porção tubular 17 com uma borda reduzida (inferior na orientação da Figura 31a) forma a porção de extremidade. Esta forma causará um efeito de direcionamento de energia, e liquefação no contato entre a porção tubular e o sonotrodo (ou, em outra configuração, se o sonotrodo atuar do lado que na Figura 31a está mostrado ser o lado superior, entre a porção tubular e um suporte não vibratório ou uma porção do segundo objeto ou outro objeto não vibratório) iniciará mais rapidamente do que para formas como ilustradas nas Figuras 30 e 31.
[00327] A Figura 32 apresenta uma modalidade do subgrupo que compreende trazer os segundo e terceiro objetos 2, 4 em contato com o primeiro objeto 1 de um mesmo lado. Na Figura 32, tanto o segundo objeto 2 quanto o terceiro objeto 4 têm uma perfuração 20, 40, ao redor da qual o material de chapa está deformado para projetar na direção do primeiro objeto 1. Para consolidar os segundo e terceiro objetos juntos pelo primeiro objeto, os segundo e terceiro objetos estão posicionados um sobre o outro, em que as perfurações estão dispostas aproximadamente concentricamente.
[00328] Na configuração da Figura 32, similarmente à Figura 3a a vibração pode atuar sobre o primeiro objeto do lado que faceia afastando dos primeiro e segundo objetos para embutir as a bordas 21, 41 no material termoplástico, enquanto o terceiro objeto é colocado contra um suporte não vibratório. Seria possível também fazer com que a vibração mecânica impingisse do lado de terceiro objeto ou de ambos os lados.
[00329] Na variante da Figura 33, os segundo e terceiro objetos a serem presos um no outro pelo primeiro objeto não são colocados um no topo do outro mas um ao lado do outro. Nesta modalidade, o segundo objeto não tem uma perfuração. Ao invés, uma borda periférica 21 da porção de chapa é utilizada para o processo. Uma borda periférica de terceiro objeto 41 está disposta adjacente à borda periférica de segundo objeto 21, e as bordas são, pelo processo (similarmente as Figuras 3a/3b) embutidas no material termoplástico para consolidar os primeiro, segundo e terceiro objetos um no outro.
[00330] Em disposições nas quais a borda não é uma borda ao longo de uma perfuração mas é especialmente uma borda periférica, pode ser vantajoso se a parte periférica ao longo da qual a borda corre seja provida com uma estrutura dobrada ou estrutura que tem um canto de modo que a borda não estenda reta. Este é especialmente o caso se forças no plano (forças de cisalhamento) podem ser esperadas atuarem sobre a conexão entre os objetos. A Figura 34a muito esquematicamente apresenta partes periféricas de um segundo objeto 2 e um terceiro objeto 4 adjacentes um ao outro, em que as partes periféricas estão providas com uma dobra, aqui como parte de uma forma como onda. Devido a isto, forças no plano em ambas as direções no plano x e y podem ser absorvidas pela conexão.
[00331] Como ilustrado na Figura 34b, tal estrutura não reta da parte periférica pode não somente ser vantajosa se o terceiro objeto 4 estiver disposto ao lado do segundo objeto (linha sólida), como na Figura 33. Ao invés, as linhas tracejadas mostram possíveis disposições adicionais do terceiro objeto que deve ser preso no segundo objeto pelo processo.
[00332] Referindo às Figuras 3a, 33 e outras o princípio de acoplar a energia de vibração mecânica dentro do primeiro objeto para transferir a energia de vibração para a interface com o segundo (e se aplicável terceiro) objeto foi descrito. Nisto, os parâmetros serão geralmente escolhidos de modo que o material termoplástico não substancialmente liquefaça em contato com o sonotrodo. As Figuras 30 e 31 descrevem modalidades nas quais em contraste com esta liquefação visada na interface de sonotrodo-primeiro objeto são utilizadas para liquefazer porções adicionais do material termoplástico de modo a preencher estruturas.
[00333] As Figuras 35a e 35b esquematicamente mostram um outro exemplo onde este é o caso. Na Figura 34a, o sonotrodo está apresentado como tendo uma protrusão periférica 64 com um ressalto inclinado que está equipado para tornar fluível e deformar uma porção de borda do primeiro objeto e para lateralmente confinar o fluxo do material fluível. Isto levará a uma região de borda lisa bem definida da montagem que compreende os primeiro e segundo (e, se aplicável, terceiro) objetos.
[00334] Nas Figuras 35a e 35b uma característica opcional adicional está mostrada que é realizável independente da 'liquefação na interface de sonotrodo-primeiro objeto' e/ou características de confinamento. A combinação desta característica opcional com a forma bem definida causada pela protrusão ou outra forma de sonotrodo dedicada pode, no entanto, ter vantagens específicas em modalidades especiais. Esta característica opcional adicional é que o segundo objeto 2 tem uma borda deformada que projeta na direção do primeiro objeto, cuja borda vai ao longo de sua periferia total do segundo objeto e está inteiramente embutida no material de primeiro objeto (Figura 35b). Portanto, a interface entre a superfície (que faceia mais próximo, superior nas Figuras 35a e 35b) do segundo objeto e a superfície do primeiro objeto (a superfície que faceia mais distante na configuração das Figuras 35a e 35b) é totalmente vedada. Se um elemento (não mostrado) estiver, por exemplo, preso no segundo objeto na superfície que faceia o primeiro objeto, a proposta resulta em um pacote que completamente veda o elemento e protege-o de umidade e outras possíveis influências ambientais.
[00335] Esta característica de fazer com que uma periferia total do segundo objeto torna-se embutida em material termoplástico do primeiro objeto pode ser feita em combinação com consolidar um terceiro objeto 4 (como mostrado nas Figuras 35a e 35b) ou sem tal combinação, isto é, em uma configuração sem um terceiro objeto que tem uma porção como chapa com uma borda a ser embutida no material termoplástico.
[00336] A Figura 36 mostra uma modalidade adicional de um primeiro objeto 1 (ou uma pluralidade de primeiros objetos) para ser mecanicamente preso a um segundo objeto. Esta modalidade adicional é um exemplo de uma modalidade na qual o material termoplástico não é somente tornado fluível em contato com a borda mas também em uma face de contato com uma porção adicional do segundo objeto. Mais especificamente, na modalidade mostrada o segundo objeto tem uma primeira porção 24 que está, por exemplo, constituída por uma primeira chapa metálica essencialmente plana e uma segunda porção 25 que compreende a borda e aqui pode ser formada por uma segunda chapa metálica presa na primeira chapa metálica e formando pelo menos um ressalto com uma perfuração no topo do ressalto. O primeiro objeto tem uma porção de cabeça 102 e uma porção de eixo 103, e para o processo a porção de eixo é introduzida através da perfuração até que uma extremidade mais distante da porção de eixo 103 tope contra a primeira porção do segundo objeto 24 e/ou um ressalto que faceia mais distante formado pela porção de cabeça 102 topa contra a borda da segundo porção do segundo objeto. Quando a energia de vibração mecânica impinge, tanto a borda torna-se embutida no material termoplástico quanto uma extremidade mais distante da porção de eixo torna-se deformável e é pressionada para fora da porção de eixo para lateralmente expandir de modo que o primeiro objeto seja adicionalmente ancorado por um tipo de efeito de rebite cego. Para este fim, as dimensões da porção de eixo podem opcionalmente ser tais que uma porção substancial do volume definido sob o ressalto (entre as primeira e segunda porções do segundo objeto) seja preenchida pelo material termoplástico.
[00337] Uma primeira porção do segundo objeto 24 em modalidades como aquela da Figura 36 pela proposta descrita pode funcionar como um batente do tipo acima descrito. Opcionalmente, este pode ser deformado como aqui acima descrito para o batente gerar uma estrutura de guia de fluxo. De acordo com ainda uma alternativa adiciona, este pode ser substituído por um item separado que tem uma função de batente.
[00338] Na Figura 36, o primeiro objeto 1 mostrado à direita está apresentado após o processo, com a porção de fluxo 14 compreendendo partes na direção da extremidade mais distante e na interface com a borda.
[00339] A Figura 37 ilustra a opção de um primeiro objeto para uma modalidade como aquela da Figura 36 sendo colapsável, como uma porção de pescoço 105 formando uma localização de colapso padrão.
[00340] Em variantes das modalidades das Figuras 30, 31, 36, 37, a extremidade mais distante do primeiro objeto pode ser formada similarmente ao o que está ilustrado na Figura 31a para cooperar com a porção (parte de segundo objeto, sonotrodo, batente) para funcionar em um modo de direcionamento de fluxo.
[00341] A Figura 38 apresenta um diagrama de processo para modalidades do método descrito neste texto. A curva 121 mostra a força de pressionamento aplicada entre os primeiro e segundo objetos, e a curva 122 a potência de energia de vibração, ambas como uma função do tempo. Como mostrado na Figura 38, em uma primeira fase opcional 125 (pré-pressionamento), cuja primeira fase pode ser curta ou pode até ser omitida, o primeiro objeto é pressionado contra o segundo objeto sem nenhuma vibração atuando. Esta primeira fase pode, por exemplo, ser vantajosa de modo a assegurar que quando a vibração inicia, a força de pressionamento e por meio disto uma força de acoplamento entre o sonotrodo e o primeiro objeto (ou, se aplicável, o segundo ou outro objeto da montagem) é tal que existe um acoplamento eficiente entre o sonotrodo e o objeto, por exemplo, por meio disto impedindo a fusão da interface entre o sonotrodo e o primeiro objeto. Em uma segunda fase 126, a vibração é acoplada dentro da montagem enquanto a força de pressionamento é mantida. Dependendo da configuração, a força de pressionamento ao invés de ser constante como ilustrado pode seguir um perfil dedicado. Em uma terceira fase 127 (fase de pós-pressionamento), a vibração é desligada, mas a força de pressionamento é mantida por mais algum tempo até que a porção de fluxo tenha ressolidificada a um grau suficiente para impedir qualquer afrouxamento indesejado ou efeitos de distensão etc. Durante esta terceira fase 127, o segundo objeto ao longo da borda pode ser ainda adicionalmente pressionado para dentro do primeiro objeto. Para este fim, opcionalmente (linha tracejada), a força de pressionamento pode mesmo ser melhorada durante a terceira fase.
[00342] A Figura 39 mostra uma configuração similar às configurações anteriormente descritas (por exemplo, a configuração da Figura 3a), mas com um elemento adicional: Um elemento de vedação elastomérico 131 é colocado em relação aos primeiro e segundo objetos antes da etapa de aplicar a força de pressionamento e a vibração mecânica. O elemento de vedação é colocado em uma localização onde a força de pressionamento e o movimento relativo por meio disto causado dos primeiro e segundo objetos após o início da liquefação (tornando fluível) comprime o elemento de vedação 131, aqui entre os primeiro e segundo objetos. Por meio disto, um efeito de vedação adicional pode ser conseguido. Na configuração apresentada, o elemento de vedação 131 é um anel de vedação que circunda a perfuração 20 no segundo objeto, por meio de que a conexão entre os primeiro e segundo objetos é completamente vedada na direção do lado de primeiro objeto (o lado superior na Figura 39).
[00343] Também em modalidades com um elemento de vedação comprimido entre os primeiro e segundo objetos, o diagrama de processamento pode ser similar àquele mostrado na 38, no entanto, a terceira fase 127 (fase de pós-processamento) pode ser especificamente longa devido ao efeito de distensão que seria causado pelo elemento de vedação se a porção de fluxo não tivesse suficientemente endurecida.
[00344] Um outro exemplo de uma modalidade na qual um elemento de vedação 131 está colocado em relação aos primeiro e segundo objetos antes do início da força de pressionamento e da vibração está mostrado na Figura 41. Nesta modalidade, a qual de outro modo é similar à modalidade da Figura 8, o elemento de vedação 131 é comprimido entre uma peça de conector 3 e o primeiro objeto 1, assim no outro lado do primeiro objeto em relação ao segundo objeto. Também na Figura 41, o elemento de vedação está ilustrado para formar um anel de vedação. Existe a opção de colocar um elemento de vedação adicional na localização mostrada na Figura 39 também na modalidade da Figura 41.
[00345] Em modalidades como aquelas da Figura 39 e da Figura 41, ao invés de um elemento de vedação elástico 131, também uma dose correspondente de um adesivo pode ser utilizada, por exemplo, aplicada para formar um anel fechado como é o caso dos elementos de vedação 131 ilustrados.
[00346] A Figura 42 ilustra o princípio que um terceiro objeto 8 a ser preso nos primeiro e segundo objetos 1, 2 (ou para ser preso a um dos primeiro e segundo objetos por meio do outro dos primeiro e segundo objetos) pode estar conectado no primeiro objeto por uma conexão de encaixe positivo adicional entre os primeiro e terceiro objetos. Para este fim, o terceiro objeto 8 compreende uma estrutura que compreende rebaixos com relação a pelo menos uma direção (a direção axial na Figura 42) dentro dos quais o material termoplástico do primeiro objeto pode fluir. Na modalidade da Figura 42, a estrutura está provida sobre uma protrusão 45 do terceiro objeto 8 a qual durante o processo é pressionada para dentro do material do primeiro objeto enquanto a energia de vibração mecânica é acoplada dentro do sistema. Os objetos são colocados um em relação ao outro de modo que a porção do segundo objeto ao redor da perfuração fique entre o primeiro e terceiro objetos e a protrusão 45 o processo alcança através da perfuração do segundo objeto e por meio disto entra em contato com o primeiro objeto.
[00347] A protrusão 45 da modalidade da Figura 42 é comparável a uma estrutura correspondente de uma peça de conector anteriormente aqui descrita, por exemplo, referindo às Figuras 5a/5b ou referindo às Figuras 6 ou 7 ou 8.
[00348] Uma característica adicional da modalidade da Figura 42, a qual é independente da forma do terceiro objeto que compreende a protrusão com a estrutura de encaixe positivo, é que o terceiro objeto 8 em contraste com as modalidades das Figuras 5-8 está colocado sobre o mesmo lado do primeiro objeto como o segundo objeto. O processo de fazer com que a energia de vibração impinja que resulta no embutimento da borda do segundo objeto e partes do terceiro objeto (aqui: a protrusão) assim causará um contrafluxo de material termoplástico na direção do lado dos segundo e terceiro objetos, por meio de que o espaço entre a protrusão 45 e a porção de chapa será pelo menos parcialmente preenchido.
[00349] Também, em configurações como aquela da Figura 42, o processo resultará no segundo objeto 2 sendo preso entre os primeiro e terceiro objetos.
[00350] A Figura 43 apresenta uma variante da modalidade da Figura 42, na qual uma conexão de encaixe positivo entre o primeiro e terceiro objetos compreende fazer com que o material do terceiro objeto 8 penetre dentro de uma estrutura de rebaixo 141 do primeiro objeto 1. Para este fim, o terceiro objeto pode compreender, pelo menos em uma região da protrusão 45, o material termoplástico que torna-se fluível pelo impacto da energia de vibração e da força de pressionamento. O material termoplástico do terceiro objeto em tais modalidades pode ser de uma mesma composição que aquela do primeiro objeto, ou esta pode ser diferente.
[00351] Dependendo do emparelhamento de material dos materiais termoplásticos do primeiro e terceiro objetos, em tais modalidades também uma solda pode resultar entre estes objetos, com ou sem uma estrutura de rebaixo estando presente em um dos objetos.
[00352] Em modalidades, o método compreende prover o segundo objeto com uma pluralidade de localizações de fixação, cada localização de fixação compreendendo uma borda da porção de chapa, e acoplar, para cara localização de fixação, energia de vibração mecânica dentro da montagem até que uma porção de fluxo do material termoplástico devido ao calor por atrito gerado entre a borda e o material termoplástico torne-se fluível e flua ao redor da borda para pelo menos parcialmente embutir a borda dentro do material termoplástico. Isto pode ser feito simultaneamente para todas as localizações de fixação ou para subgrupos de localizações de fixação, ou pode ser feito sequencialmente para as localizações de fixação. Cada localização de fixação pode, por exemplo, compreender uma perfuração 20 do tipo anteriormente aqui descrito, com a borda correndo ao longo da perfuração.
[00353] A Figura 44 muito esquematicamente ilustra um segundo objeto 2 com uma pluralidade de localizações de fixação 200. Geralmente, tais localizações de fixação podem ser colocadas em uma disposição regular ou irregular, distribuídas em um modo bidimensional ou unidimensional (ao longo de uma linha). Especialmente, uma disposição bidimensional de localizações de fixação trará estabilidade com relação a forças de inclinação em todas as direções mesmo se as próprias localizações de fixação forem relativamente pequenas e/ou se a altura h (ver Figura 1b) for comparavelmente pequena, por exemplo, devido a uma espessura limitada do primeiro objeto. Assim, tal disposição bidimensional pode causar uma conexão mecanicamente estável mesmo com primeiros objetos muito finos.
[00354] Uma característica das conexões anteriormente aqui descritas neste texto é que a conexão entre os primeiro e segundo objetos (em modalidades como aquela das Figuras 34a/34b que incluem o terceiro objeto) pode absorver forças relativas em todas as direções no plano em que a(s) borda(s) compreende(m) porções que correm em diferentes direções no plano e que projetam em direções opostas.
[00355] Este fato - que uma borda compreende tanto porções que projetam pelo menos parcialmente em uma direção oposta (isto é, as direções nas quais uma destas porções projeta tem um componente ao longo de um eixo geométrico da direção na qual uma outra destas projeções projeta, cujo componente tem um sinal oposto), quanto tendo bordas que correm em diferentes direções, pode ser vantajoso em muitos casos, porque este pode prover um travamento de forma em todas as direções no plano. Em modalidades anteriormente aqui descritas, tais porções estão formadas ao redor de uma única perfuração.
[00356] As Figuras 45a e 45b (Figura 45b mostrando uma seção ao longo do plano B-B na Figura 45a) mostram uma alternativa, na qual as línguas 28 que formam a seção deformada travam o primeiro objeto somente em uma direção no plano por perfuração 20. No entanto, as línguas 28 que pertencem a diferentes perfurações projetam em diferentes direções, incluindo direções que têm componentes em direções opostas. Juntas estas travam o primeiro objeto em todas as direções no plano.
[00357] A Figura 46 ilustra princípios de compensação de tolerância. As conexões mecânicas pela presente invenção são adequadas para compensação de tolerância em muitos modos: A localização de fixação no primeiro objeto não precisa ser predefinida e pode variar, a única condição sendo que a borda esteja embutida no material termoplástico - assim na localização da borda 21 assim como onde o material deve ser embutido precisa existir material termoplástico.
[00358] - Assim, a posição lateral, a posição x-y no sistema de coordenadas apresenta, da borda 21 (ou para ser mais geral: da localização de fixação) pode assim variar dentro das dimensões laterais correspondentes do primeiro objeto 1 ou de uma sua zona de fixação termoplástica 112. Na Figura 46, mx denota um descasamento potencial da posição x relativa, lateral, entre duas possíveis disposições.
[00359] - Também a posição axial relativa (posição z) pode variar. De modo a ter suficiente resistência contra forças de tração axial, a dimensão da porção embutida Pz em uma projeção z precisa ter um certo valor mínimo Pz, min. Na prática, valores de projeção z mínimos da porção embutida entre 0,2 mm e 1 mm podem ser suficientes (isto não exclui valores mais altos, é claro), dependendo da aplicação. Desde que esta dimensão mínima seja alcançada, o grau de quão distante a borda é pressionada dentro do primeiro objeto (tz) não precisa ser predefinido. Assim, a posição z relativa dos primeiro e segundo objetos um com relação a outro pode variar dentro de limites somente dados por restrições geométricas (por exemplo, se as superfícies toparem uma contra a outra) e pela dimensão mínima mencionada. Na Figura 46, mz ilustra um possível descasamento de posições z relativas entre duas possíveis disposições.
[00360] A zona que é afetada por fluxo de material quando a porção de chapa é pressionada dentro do primeiro objeto na Figura 46 está denotada por 116.
[00361] Em vista das considerações sobre a profundidade na direção z e uma possível tolerância z, o ângulo α (ver Figura 1b; a Figura 46 mostra o ângulo β=90°-α) é um parâmetro possivelmente útil. Geralmente, quanto maior o ângulo β maior a profundidade mínima requerida tz, min, como esboçado na Figura 47 para diferentes valores de tensão mecânica α para a conexão suportar.
[00362] Devido à possibilidade ilustrada de tolerar um descasamento z, também um descasamento de ângulo pode possivelmente ser compensado por conexões de acordo com a invenção. Isto está muito esquematicamente ilustrado na Figura 48, onde existe um descasamento de ângulo y entre o plano de chapa do segundo objeto 2 e um plano correspondente do primeiro objeto.
[00363] A Figura 48 também ilustra (independentemente da compensação de tolerância) o princípio que a direção axial dentro da qual o sonotrodo 6 pressiona os primeiro e segundo objetos um contra o outro não precisa ser perpendicular ao plano de chapa.
[00364] Em muitas modalidades, o primeiro objeto a ser preso no segundo objeto não consistirá no material termoplástico mas terá além de porções termoplásticas também outras porções. Especialmente, um primeiro objeto 1 pode ter uma zona funcional 111 além de pelo menos uma zona de fixação 112, como esboçado na Figura 49. As dimensões laterais e dimensão z da zona de fixação 112 ou zonas de fixação 112 podem ser projetadas de acordo com as tolerâncias requeridas.
[00365] Em modalidades, o primeiro objeto compreende pelo menos uma zona funcional 111 que é inadequada para fixação em uma localização de fixação de um segundo objeto, e uma pluralidade de zonas de fixação 112 que compreende o material termoplástico.
[00366] Em um grupo de modalidades com uma zona funcional e uma zona de fixação, o primeiro objeto compreende duas partes de material termoplástico, a primeira parte de material termoplástico compreendendo o material termoplástico que é utilizado para embutir a borda, e a segunda parte de material termoplástico compreendendo um diferente material termoplástico, cujo diferente material termoplástico tem diferente propriedades.
[00367] A Figura 72 ilustra um exemplo correspondente. A primeira parte de material termoplástico 356 define e/ou prende os elementos funcionais. Na Figura 72, esquematicamente uma rosca interna 358 está ilustrada. A segunda parte/partes do material termoplástico 357 serve/servem para consolidar o primeiro objeto 1 no segundo objeto 2.
[00368] As partes de material termoplástico têm diferentes propriedades de material.
[00369] - O módulo de elasticidade E da primeira parte pode ser maior, por exemplo, muito maior, do que o módulo correspondente da segunda parte.
[00370] - A extensibilidade (elástica) das segunda(s) parte(s) 357 pode ser muito mais alta do que a extensibilidade da primeira parte 356.
[00371] Por isto, por exemplo, diferentes comportamentos de expansão térmica entre o primeiro objeto e o segundo objeto podem ser compensados.
[00372] Especialmente, um primeiro objeto que compreende dois tipos de material termoplástico de acordo com as presentes modalidades pode ser fabricado por moldagem por injeção de dois componentes.
[00373] Em modalidades, a invenção refere-se à utilização de um método como descrito e reivindicado neste texto para consolidar um primeiro e um segundo objeto um no outro, em que o segundo objeto tem pelo menos uma localização de fixação, especialmente uma pluralidade de localizações de fixação, constituídas por uma porção (por exemplo, deformada) que define a borda e projeta na direção do primeiro objeto, em que uma primeira tolerância para o posicionamento da localização de fixação sobre o segundo objeto é maior do que uma segunda tolerância que corresponde a uma tolerância para o posicionamento final do primeiro objeto com relação ao segundo objeto.
[00374] Em outras palavras, a invenção está especialmente adequada para situações onde um posicionamento relativo comparavelmente preciso dos objetos um com relação ao outro (isto inclui o requisito de um posicionamento de um dos objetos com relação a um terceiro objeto ao qual o outro objeto está preso) pode ser requerido mas onde não existe nenhum posicionamento preciso das localizações de fixação. Por isto, portanto, um ganho substancial em eficiência pode ser conseguido, já que um posicionamento relativo preciso de localizações de fixação pode ser um desafio em configurações complicadas, enquanto que a presente invenção não requer tal posicionamento preciso. Apesar de tudo, a posição de uma parte (por exemplo, o primeiro objeto) em relação a uma configuração complicada que compreende a outra parte pode ser muito precisamente definida, incluindo a possibilidade de um ajuste de posicionamento manual antes da aplicação da energia de vibração.
[00375] Por exemplo, a invenção pode incluir produzir uma pluralidade de montagens, cada montagem compreendendo um primeiro preso a um segundo objeto, em que o segundo objeto compreende pelo menos uma localização de fixação, em que um desvio padrão da posição da localização de fixação entre as diferentes montagens é maior do que um desvio padrão da posição dos objetos um com relação ao outro (e/ou a posição de um dos objetos com relação a um terceiro objeto ao qual o outro objeto está preso).
[00376] As Figuras 50a e 50b mostram um modo possível para precisamente guiar a posição do primeiro objeto 1 em relação ao segundo objeto antes da aplicação da energia de vibração mecânica. A ferramenta de guia 162 que tem pelo menos uma protrusão de guia 163 prende o primeiro objeto 1 pela protrusão de guia 163 acoplando em uma endentação de guia lateral 161 do primeiro objeto, em que a protrusão de guia tem uma curvatura mais pronunciada do que a endentação de guia 161, por meio de que a ferramenta de guia pode consolidar o primeiro objeto e precisamente definir a sua posição lateral, a posição x-y no sistema de coordenadas utilizado nesta descrição, enquanto que uma vibração livre ao longo do eixo geométrico z é ainda possível quando um sonotrodo é utilizado para impingir sobre o primeiro objeto 1. A Figura 50b ilustra que, por exemplo, um primeiro objeto pode ter três endentações de guia laterais dentro das quais as protrusões de guia da ferramenta de guia podem acoplar em um modo como dedo.
[00377] Uma possibilidade adicional de guiar a posição do primeiro objeto com relação ao segundo objeto para a fixação é pelo sonotrodo, como, por exemplo, ilustrado nas Figuras 11 e 12.
[00378] As diferentes modalidades da invenção têm um grande número de aplicações em vários setores de engenharia mecânica e construção. Um primeiro exemplo está muito esquematicamente ilustrado na Figura 51. O primeiro objeto 1 é um prendedor (com uma estrutura de retenção 151) para um artigo 152 a ser posicionado em uma estrutura, a cuja estrutura o segundo objeto 2 pertence. A estrutura pode ter uma configuração complicada, e as localizações de fixação 200 podem, por exemplo, ser difíceis de serem posicionadas precisamente.
[00379] Em uma modalidade relativa à indústria automotiva, a estrutura pode, por exemplo, ser um corpo de carro ou uma sua parte, e o artigo pode ser um dispositivo com uma localização visível para o usuário, tal como um elemento técnico, funcional ou oticamente decorativo no interior do carro, ou qualquer outro objeto. O mecânico responsável pela montagem pode colocar o prendedor 1, por exemplo, com o artigo 152 já integrado, em um modo preciso com relação a marcações visíveis e/ou pontos de referência, de modo que uma impressão agradável seja gerada.
[00380] A fixação nas diferentes localizações de fixação 200 pode ser feita simultaneamente ou uma após a outra.
[00381] Uma característica especial da modalidade da Figura 51 (que é uma opção também para modalidades nas quais o primeiro objeto tem um propósito diferente de ser uma estrutura) é que o primeiro objeto tem um flange de fixação 156 contra o qual o sonotrodo 6 pode ser colocado para fixação, o flange de fixação definindo uma zona de fixação que circunda uma zona funcional.
[00382] Um flange de fixação forma uma porção periférica, que projeta lateralmente do primeiro objeto 1. Este pode consistir no material termoplástico; pelo menos uma face mais distante compreende o material termoplástico. Este define uma superfície de acoplamento que faceia mais próxima 158, a qual é paralela à superfície mais distante do primeiro objeto onde o último está em contato com a borda do segundo objeto 2. Por meio disto, mesmo se o primeiro objeto devido à sua função tiver uma forma complexa que pode ser diferente de uma forma que tem uma superfície mais distante plana (a Figura 51 para propósitos de ilustração mostra uma superfície mais distante plana, mas diferentes formas de superfície são possíveis), uma forma menos complexa na(s) localização(ões) de fixação torna-se possível
[00383] Um flange de fixação pode mas não precisa correr ao redor de uma periferia total do primeiro objeto.
[00384] Para fixação, se as dimensões o permitirem, um único sonotrodo que corre ao redor da periferia do primeiro objeto pode ser utilizado. Alternativamente, especialmente se a entrada de energia de tal solução de sonotrodo único fosse muito alta, uma pluralidade de sonotrodos pode ser utilizada para impingir sobre o primeiro objeto em diferentes localizações de fixação simultaneamente.
[00385] De acordo com uma ainda opção adicional, um sonotrodo ou uma pluralidade de sonotrodos pode ser utilizado para impingir sobre o objeto nas diferentes localizações de fixação sequencialmente. Se este for o caso, o acoplamento vibracional entre a respectiva localização de fixação contra a qual o sonotrodo é pressionado e o restante do primeiro objeto pode ser um problema. Especialmente, pode ser necessário para o processo funcionar apropriadamente que não muita energia de vibração seja conduzida afastando da localização de fixação e acoplada no restante do primeiro objeto. O acoplamento mecânico entre a parte que tem a localização de fixação e o restante do objeto pode também ser um problema porque o processo de ancoragem compreende mover o primeiro objeto na direção mais distante em relação ao segundo objeto (ou vice-versa) na localização de fixação na qual a energia é acoplada dentro do primeiro objeto (ou segundo objeto), enquanto que nas outras localizações de fixação tal movimento não é possível.
[00386] Dependendo da construção a utilização de um flange de fixação sendo periférico e constituindo uma estrutura relativamente flexível pode como tal ser suficiente para lidar com estes requisitos. Em um grupo de modalidades alternativo, o primeiro objeto compreende uma junta elástica 350 entre o flange de fixação 156 e um corpo de primeiro objeto. Isto está, por exemplo, ilustrado nas Figuras 69 e 70. Na modalidade da Figura 69, a junta elástica compreende um pescoço que vibracionalmente desacopla o flange de fixação do corpo de primeiro objeto. Na Figura 70, bastante geralmente um elemento de mola que constitui a junta elástica está apresentado.
[00387] Uma característica opcional adicional de modalidades, especialmente mas não somente com um flange de fixação, está mostrada na Figura 71. O primeiro objeto pode compreender pelo menos um, por exemplo, uma pluralidade de, porções de superfície de acoplamento que faceiam mais próxima, possivelmente marcadas, dedicadas, 159 que estão posicionadas para corresponder a localizações de fixação definidas pelo segundo objeto 2 (por exemplo, em posições que correspondem a posições de perfurações de segundo objeto ao longo das quais a borda estende). Tais porções de superfície de acoplamento estão paralelas à porção de superfície mais distante que entra em contato com a borda do segundo objeto.
[00388] A Figura 119 mostra uma modalidade na qual a estrutura de fixação não é um flange anular mas compreende uma pluralidade de línguas de fixação 650 que estende de um corpo principal 660 para fora. Na modalidade da Figura 119, uma junta elástica opcional 350 está ilustrada entre o corpo principal e as línguas de fixação. Modalidades com uma pluralidade de línguas discretas ao invés de um flange que circunda o corpo principal estão especialmente, mas não somente, adequadas para situações nas quais o segundo objeto não é plano mas tem uma forma 3D mais complexa como também esquematicamente ilustrado na Figura 119.
[00389] Uma característica adicional, independente está também mostrada na Figura 119. O sonotrodo 6 compreende uma característica de estampa de marcação. Por isto, uma marcação 671 é gerada no processo, como esboçado na Figura 120 que mostra uma vista de topo sobre uma das línguas de fixação após o processo. Tal marcação 671 pode ser vantajosa em estágios de produção após o processo de fixação, por exemplo, para um operador ver onde o segundo objeto subjacente tem uma perfuração, por exemplo, de modo que ele possa acionar um elemento (parafuso, pino, etc.) através da montagem se necessário.
[00390] A Figura 52 ilustra uma aplicação adicional, a saber o primeiro objeto 1 é uma base para fixar um artigo 172 com um acoplamento de atrito e/ou encaixe. Para o acoplamento de encaixe, o artigo 172 compreende uma protrusão lateral 173 para acoplar em uma endentação de encaixe 171 do primeiro objeto.
[00391] Uma aplicação ainda adicional está ilustrada muito esquematicamente na Figura 53. A seção deformada do segundo objeto 2 nisto tem uma suficiente dimensão para o primeiro objeto 1 ser preso enquanto as porções não embutidas da seção deformada têm ainda uma extensão considerável de modo que o primeiro objeto não topa contra o plano de chapa. Dependendo de como a borda corre, e se o segundo objeto é suficientemente elasticamente deformável, isto deixa a possibilidade de movimentos de inclinação do primeiro objeto com relação ao segundo objeto, de modo que os primeiro e segundo objetos estão desacoplados em vibração um com relação ao outro.
[00392] A Figura 54, mostra uma modalidade na qual o segundo objeto 2 não tem uma chapa metálica no sentido estrito da palavra, uma borda do qual forma a borda. Ao invés, o segundo objeto é um objeto metálico fundido em matriz, por exemplo, fabricado sem nenhuma etapa de deformação. A borda pertence a uma protrusão como aresta 29 que é formada pelo processo de fundição em matriz.
[00393] - Por isto, formas de borda arbitrárias tornam-se factíveis. Isto inclui a possibilidade de ter uma pluralidade de protrusões como aresta 29 e com isto bordas adjacentes umas às outras.
[00394] - Também, enquanto em muitas modalidades, como na Figura 54, o segundo objeto terá uma porção estendida plana, como placa ou como chapa, isto não é um requisito. Ao invés, como a borda está formada por fundição por matriz, o objeto pode ter qualquer forma básica e apesar de tudo compreender a borda. Por exemplo, nas modalidades da Figura 54, a porção como chapa está formada pela protrusão como aresta relativamente pequena 29 que termina na borda.
[00395] Aqui após, princípios de modalidades da invenção que compreendem o conceito de ajustar uma posição z de uma parte de ajuste em relação a uma parte de ancoragem estão descritos. Geralmente, a direção z nas modalidades descritas e ilustradas é assumida ser a direção perpendicular ao plano definido pelo segundo objeto 2 ao redor da localização de fixação (plano de chapa), e pode corresponder à direção (eixo geométrico) na qual a ferramenta vibratória é pressionada para consolidar o primeiro objeto no segundo objeto. Os princípios aqui após descritos devem ser compreendidos como princípios gerais de ajustar uma posição z e não pretendem ser restritos às geometrias e configuração específicas mostradas. Em todas as figuras que ilustram este conceito, o segundo objeto está ilustrado como tendo uma localização de fixação do tipo ilustrado e descrito nas Figuras 1a-2b. No entanto, o conceito também se aplica a modalidades com outros tipos de localizações de fixação que implementam a proposta de acordo com a invenção.
[00396] A Figura 55 ilustra um primeiro exemplo de uma modalidade do método que compreende ajustar uma posição z de uma parte de ajuste 201 em relação a uma parte de ancoragem, cuja parte de ancoragem está constituída pelo primeiro objeto 1. A modalidade pertence ao grupo de modalidades no qual a parte de ajuste 201 compreende um material termoplástico e é capaz de ser soldada na parte de ancoragem.
[00397] Como para as outras modalidades descritas neste texto, a parte de ajuste pode opcionalmente compreender elementos funcionais, tal como uma porção de conexão, um flange, um suporte de função integrado (tal como um dispositivo eletrônico/decorativo ou de outro modo funcional), etc.
[00398] Para executar o método, por exemplo, em um primeiro estágio, o primeiro objeto 1 está preso no segundo objeto 2 utilizando um sonotrodo 6 no modo anteriormente aqui descrito. A etapa de pressionar o primeiro objeto na direção mais distante enquanto a energia é acoplada na montagem pode ser executada até que a face mais distante 12 entre em contato com a porção plana do segundo objeto, por meio de que a resistência mecânica contra um movimento mais distante adicional do primeiro objeto 1 aumenta substancialmente. Por meio disto, a posição z do primeiro objeto em relação ao segundo objeto é bem definida.
[00399] Em um segundo estágio, a posição da parte de ajuste 201 em relação ao primeiro objeto 1 é ajustada e fixada. Para este fim, um sonotrodo adicional 206 avança a parte de ajuste na direção mais distante contra uma resistência mecânica enquanto a vibração é acoplada no sonotrodo e do sonotrodo para dentro da montagem. Devido à resistência mecânica, um calor por atrito é gerado na interface entre o primeiro objeto 1 e a parte de ajuste 201 de modo que o material de ambas as partes torna-se fluível. Como uma consequência, primeiramente um movimento mais distante adicional da parte de ajuste torna-se possível, e segundamente, após a re- solidificação, uma solda é gerada entre o primeiro objeto 1 e a parte de ajuste 201. O movimento de avanço é executado até que uma posição z desejada seja alcançada, especialmente para compensar por variações de tolerância. A designação Δz mostra a variação de possíveis posições z relativas.
[00400] O sonotrodo 6 e o sonotrodo adicional 206 estão ilustrados como sendo dispositivos separados. Em configurações alternativas, isto não é necessário. Por exemplo, se o sonotrodo não for simétrico ao redor do eixo geométrico, este sonotrodo pode após um ajuste de sua orientação (por exemplo, 90° de torção) também utilizar para a etapa de avançar e fixar a parte de ajuste.
[00401] De acordo com ainda outra alternativa, o (primeiro) sonotrodo 6 e o sonotrodo adicional 206 podem atuar simultaneamente ou parcialmente simultaneamente (no último caso, por exemplo, o sonotrodo adicional começa a atuar antes do - primeiro - sonotrodo 6 ter parado). A posição relativa do primeiro sonotrodo 6 e do sonotrodo adicional 206 define o ajuste da posição z.
[00402] Na modalidade apresentada, a resistência mecânica requerida contra um movimento para frente (mais distante) da parte de ajuste é conseguida pelas seguintes propriedades geométricas:
[00403] - O primeiro objeto 1 (parte de ancoragem) tem uma superfície externa que é escalonada ou afinando na direção mais próxima;
[00404] - A parte de ajuste tem uma porção mais distante em forma de tubo colocada sobre a porção afinada da parte de ancoragem.
[00405] A modalidade da Figura 56 está baseada em princípios similares que as modalidades da Figura 55. Em contraste com a última, no entanto, o ajuste da posição z da parte de ajuste 201 em relação à parte de ancoragem (primeiro objeto 1) não é feita por pressionamento avançando o sonotrodo adicional por uma distância ajustável mas, por exemplo, previamente ao posicionamento do sonotrodo adicional 206, por um movimento da parte de ajuste 201 em relação à parte de ancoragem antes da entrada de energia que fixa a parte de ajuste. Na modalidade apresentada, a parte de ancoragem tem uma rosca externa 212 que coopera com uma rosca interna da parte de ajuste 201 de modo que a posição pode ser ajustada girando a parte de ajuste 201 em relação à parte de ancoragem presa no segundo objeto 2. Posteriormente, uma entrada de energia pelo sonotrodo adicional 206 pode atuar para soldar a parte de ajuste em relação à parte de ancoragem (primeiro objeto 1) para fixar a parte de ajuste na parte de ancoragem.
[00406] Ao invés de ter uma rosca externa, o primeiro objeto 1 poderia também ter uma rosca interna que coopera com uma rosca externa da parte de ajuste. Também outros meios para provisoriamente travar a posição z para a subsequente etapa de fixação são possíveis, por exemplo, um acoplamento como baioneta com diferentes profundidades de fixação (ajuste discreto), etc.
[00407] As Figuras 57a e 57b mostram uma modalidade de uma parte de ancoragem (primeiro objeto 1) e uma parte de ajuste correspondente 201, respectivamente. A parte de ajuste 201 tem uma seção em forma de anel formada para ser colocada em relação à parte de ancoragem de modo que esta seja guiada por uma porção mais próxima central da parte de ancoragem. A parte de ajuste 201 é por meio disto rotativa em relação à parte de ancoragem. Nisto, uma seção de rampa 262 da parte de ajuste fica sobre uma seção de rampa 261 da parte de ancoragem, por meio de que uma rotação da parte de ajuste em relação à parte de ancoragem faz com que a posição z relativa se desloque, similar a uma conexão roscada. Pelo menos uma das seções de rampa 261, 262 pode ser corrugada (como esquematicamente esboçado) de modo que quando na subsequente etapa de fixação o sonotrodo pressiona as partes uma contra a outra, as partes não se deslocam uma em relação à outra.
[00408] A Figura 58a mostra uma parte de ancoragem sendo um primeiro objeto 1 e uma parte de ajuste 201, em que uma das partes (na Figura 58a a parte de ajuste) tem um padrão de protrusões 221 que faceiam na direção da outra das partes. Para o ajuste e fixação, a parte de ajuste 201 é pressionada contra a parte de ancoragem por um sonotrodo enquanto a energia impinge de modo que a parte de ajuste é soldada na parte de ancoragem. As protrusões nisto servem tanto, como direcionadores de energia quanto como prendedores de distância colapsáveis. O grau de quão distante a parte de ajuste é avançada para dentro da parte de ancoragem serve para ajustar a posição z relativa. As Figuras 58b e 58c mostram diferentes perfis de seção transversal de protrusões 221. As protrusões estão dispostas de modo que estas não formem contornos fechados de modo que o ar aprisionado entre as partes possa escapar.
[00409] A Figura 59 ilustra uma seção transversal de uma disposição correspondente após o processo de soldagem. O grau no qual as aberturas 228 entre a parte de ancoragem e a parte de ajuste 201 permanecem depende da posição z relativa ajustada.
[00410] A parte de ajuste na Figura 59 para propósitos de ilustração está mostrada compreendendo uma porção de fixação 231 para grampear um objeto adicional por sobre a disposição. Ao invés, como nas outras modalidades, a parte de ajuste 201 poderia compreender outras estruturas ou elementos funcionais.
[00411] Ao invés de inicialmente serem partes separadas, a parte de ajuste e a parte de ancoragem podem ser providas como uma unidade já pré-montada com a parte de ajuste soldada na parte de ancoragem. Então, a montagem de ambas as partes serve como o primeiro objeto. Para o processo, um (único) sonotrodo que atua sobre a face de extremidade mais próxima é utilizado para acoplar energia dentro da montagem e pressionar a montagem contra o segundo objeto. Devido às características de direcionamento de energia superiores da borda do segundo objeto, inicialmente o material termoplástico na interface para esta borda se tornar fluível, e a montagem será pressionada para dentro da porção do segundo objeto que projeta na direção do lado mais próximo. Somente quando a face mais distante 12 alcança a parte plana, a resistência aumentará e a zona formada pelas protrusões 221 começará a colapsar até que uma posição z relativa desejada seja alcançada.
[00412] A Figura 60 mostra uma variante na qual além das protrusões, uma porção periférica 222 da parte de ajuste 201 pelo menos parcialmente abrange uma porção da parte de ancoragem (aqui: primeiro objeto 1). Por esta medida, a orientação da parte de ajuste durante o processo é facilitada, e ao longo da periferia 223 da porção abrangida da parte de ancoragem uma outra conexão, por exemplo, solda, pode ser gerada.
[00413] A Figura 61a apresenta uma outra variante na qual tanto a parte de ancoragem 241 quanto a parte de ajuste 242 pertencem ao primeiro objeto 1 e são uma peça uma com a outra. Uma série de cavidades 243 define uma zona de colapso entre a parte de ancoragem 241 e a parte de ajuste 242. Para o processo, o sonotrodo 6 atuando sobre a face de extremidade mais próxima do primeiro objeto acopla energia dentro do primeiro objeto 1 e pressiona-o contra o segundo objeto 2. Devido às características de direcionamento de energia superiores da borda do segundo objeto 2, inicialmente o material termoplástico na interface para esta borda se tornará fluível, e a montagem será pressionada para dentro da porção do segundo objeto que projeta na direção do lado mais próximo (Figura 61a). Somente quando a face mais distante 12 alcança a parte plana, a resistência aumentará e a zona formada pelas protrusões 221 começará a colapsar até uma posição z relativa desejada seja alcançada. A Figura 61b mostra o resultado como uma zona de colapso grandemente colapsada. O grau no qual a zona de colapso é feita colapsar define o ajuste de posição z.
[00414] As modalidades descritas referindo às Figuras 55-61 estão todas baseadas na fixação da parte de ajuste em relação à parte de ancoragem sendo uma fixação de material, isto é, após o processo a parte de ajuste e a parte de ancoragem são fundidas juntas.
[00415] Em um grupo de modalidades alternativo, ao invés do conceito acima descrito de prover uma peça de conector, a qual pode mas não precisa ser inicialmente separada do primeiro objeto, é utilizado para implementar o conceito de ajustar uma posição z de uma parte de ajuste em relação a uma parte de ancoragem. Se a peça de conector não for inicialmente separada, a peça correspondente neste texto é também denotada "corpo de um material não liquidificável". Neste grupo de modalidades alternativo, uma posição relativa de um copo de material termoplástico de primeiro objeto (o qual pode constituir todo o primeiro objeto) e a peça (peça de conector, corpo não liquidificável) é ajustável durante o processo. Nisto, a peça de conector serve como a parte de ajuste, e o primeiro objeto em relação ao qual esta é ancorada como a parte de ancoragem.
[00416] A Figura 62 mostra uma primeira modalidade deste conceito. A peça de conector 3, similarmente à Figura 7, é uma porca com uma rosca interna 39 e estruturas de retenção externas 31. Para a etapa de ajustar e fixar, um sonotrodo 206 pode ser utilizado para pressionar a peça de conector para dentro do primeiro objeto, por exemplo, após a etapa de consolidar o primeiro objeto 1 no segundo objeto 2, e para acoplar energia de vibração dentro da peça de conector 3 ao mesmo tempo para tornar porções do material termoplástico fluíveis para permitir que a peça de conector mova para dentro do material do primeiro objeto. O movimento para frente e a entrada de energia são parados uma vez que a peça de conector 3 atingiu a posição z desejada. Após as porções do material termoplástico serem ressolidificadas, por sua interpenetração as estruturas de retenção fixam a posição z e ancoram a peça de conector no material do primeiro objeto 1.
[00417] Na modalidade apresentada, o primeiro objeto 1 está provido com uma abertura subdimensionada (comparada com outras dimensões da peça de conector) 270 dentro da qual a peça de conector é avançada. Opcionalmente, como mostrado na Figura 62, a abertura não é uma abertura vazada mas terminada por uma porção de fundo 271 de modo que o primeiro objeto como em modalidades anteriormente descritas provê uma vedação que veda o lado mais próximo do segundo objeto do seu lado mais distante.
[00418] Alternativamente, a peça de conector 3 poderia esta própria ser tal que a abertura que carrega a rosca não é uma abertura vazada mas uma abertura cega, similarmente à peça de conector da Figura 7.
[00419] Em ainda alternativas adicionais, uma vedação entre os lados mais próximo e mais distante não é necessária, como é o caso em exemplos aqui após adicionalmente descritos.
[00420] A Figura 63 mostra uma variante na qual a abertura 270 é uma abertura vazada e na qual também a peça de conector 3 é uma porca com uma abertura vazada.
[00421] Como uma característica opcional adicional da modalidade da Figura 63, o segundo sonotrodo adicional 206 que atua para pressionar a peça de conector dentro do primeiro objeto e para ajustar a posição z atua não do lado mais próximo mas do lado mais distante, isto é, não do mesmo lado que o primeiro sonotrodo 6 que é utilizado para consolidar o primeiro objeto 1 no segundo objeto 2.
[00422] Independente de se a posição z da peça de conector é ajustada do lado mais próximo ou do lado mais distante, um parafuso ou outro fixador subsequentemente preso na peça de conector pode ser colocado do lado mais próximo ou do lado mais distante.
[00423] É claro, ao invés de inserida/fixada pelo efeito de vibração mecânica, a peça de conector 3 pode ser inserida também sendo pressionada ou, se esta tiver uma rosca autotravante (externa), simplesmente sendo aparafusada dentro do primeiro objeto. O conceito de ajustar a posição z independente do processo de fixação permanece o mesmo.
[00424] As Figuras 64a e 64b apresentam uma configuração na qual a peça de conector 3 tem uma porção afinada que coopera com uma abertura afinada 252 do primeiro objeto. O grau no qual a porção afinada da peça de conector 3 é pressionada dentro da abertura 252 pelo sonotrodo 206 define a posição z relativa. Como nas modalidades anteriores, a peça de conector pode compreender estruturas de acoplamento/estruturas de retenção externas que cooperam com as porções de material termoplástico liquefeitas e ressolidificadas para gerar uma fixação de encaixe positivo da peça de conector em relação ao primeiro objeto 1.
[00425] As seguintes características opcionais adicionais mostradas nas Figuras 64a e 64b são independentes deste conceito e independentes umas das outras:
[00426] - A peça de conector tem uma porção de cabeça que forma uma base para uma conexão de encaixe para uma parte adicional;
[00427] - O primeiro sonotrodo 6 tem uma protrusão mais distante 62 que é utilizada para formar e, por exemplo, também pelo menos parcialmente gerar a abertura 252. Para este fim, o primeiro objeto inicialmente, antes de ser preso no segundo objeto 2, somente tem uma abertura preliminar subdimensionada 251, de modo que o material do primeiro objeto é deslocado pelo primeiro sonotrodo 6 durante o processo de consolidar no segundo objeto 2.
[00428] O conceito das Figuras 64a e 64b podem funcionar tanto com uma abertura vazada 252 ou quanto uma abertura cega afinada.
[00429] A Figura 65 mostra uma modalidade na qual a peça de conector não é apenas um inserto (como em modalidades anteriormente descritas, especialmente nas Figuras 4a, 5a, 6-8, 15, 62-64b) mas tem uma porção de colar periférica que abrange e guia uma porção que faceia mais próximo do primeiro objeto. A porção de colar periférica pode estar provida com estruturas de retenção que faceiam para dentro 31. Similarmente, uma porção central, aqui como uma rosca interna 39, pode ter tais estruturas de retenção que faceiam para fora para cooperar com o material de primeiro objeto dentro de uma abertura do qual a porção central é pressionada (ver Figura 65).
[00430] As Figuras 66-68 ilustram diferentes estruturas de acoplamento para insertos. Os insertos podem ser insertos 16 que estão presentes em uma parte de ajuste 201, por exemplo, do tipo descrito referindo às Figuras 55-61 de modo que a montagem da parte de ancoragem e da parte de ajuste pode servir como âncora para conectar uma parte adicional no segundo objeto. Alternativamente, os insertos podem ser insertos que são corpos de material não liquidificável no sentido anteriormente aqui descrito. Como ainda outra alternativa, os insertos podem ser peças de conector por exemplo, servindo como partes de ajuste no sentido anteriormente aqui discutido.
[00431] Na Figura 66, o inserto é uma porca com uma rosca interna e, por exemplo, estruturas de retenção externas. Na Figura 67, o inserto compreende uma barra roscada na qual uma porca ou outra peça pode ser aparafusada. Uma parte ancorada 191 está embutida no material termoplástico do primeiro objeto 1 ou parte de ajuste 201, respectivamente. A Figura 68 similarmente mostra um inserto com uma cabeça de fixação para uma conexão de encaixe. Outras estruturas seriam, é claro, também possíveis.
[00432] Ao invés de ser fixado no material termoplástico tendo uma porção que é embutida neste, também outras conexões, incluindo conexões liberáveis, são possíveis. Por exemplo, o inserto e o primeiro objeto/parte de ajuste podem estar providos com uma estrutura de acoplamento de baioneta, por meio de que o inserto pode ser inserido em um rebaixo de acoplamento e preso por um movimento de torcedura.
[00433] O conceito de ajustar uma posição z de uma parte de ajuste em relação a uma parte de ancoragem aqui acima foi primariamente aqui descrito referindo às modalidades nas quais a fixação dos primeiro e segundo objetos um no outro é executada antes da etapa de ajustar a posição z. Em modalidades nas quais este é o caso, as etapas de fixar e de ajustar podem opcionalmente ser executadas em diferentes localizações, por exemplo, em diferentes de estações de uma linha de fabricação.
[00434] De acordo com um grupo de modalidades adicional, ajustar a posição z pode ser executado antes da fixação. Por exemplo, inicialmente dados de medição referentes a particulares do segundo objeto (ou uma montagem que compreende o segundo objeto) e/ou particulares de qualquer outra parte (primeiro objeto, outro objeto a ser preso no primeiro objeto) podem ser obtidos. Com base nisto, o ajuste z desejado pode ser calculado com antecedência. Então, o ajuste z pode ser executado, por exemplo, com base em qualquer conceito descrito neste texto. Somente após o ajuste z ter sido executado, nestas modalidades a fixação acontece.
[00435] Este subconceito pode ser utilizado para separar as etapas em um processo de fabricação. Especialmente, se o segundo objeto for comparavelmente grande ou pertencer uma pré-montagem comparavelmente grande (por exemplo, um corpo de veículo), isto pode ser vantajoso porque então a etapa de ajuste z pode ser executada em uma estação muito menor e não retarda o processo principal. Este princípio está muito esquematicamente ilustrado na Figura 107, na qual 450 ilustra uma estação de ajuste z e 451 ilustra uma estação de fixação.
[00436] A Figura 121 mostra um fluxograma de um possível processo de acordo com modalidades da invenção cujo processo compreende um ajuste de posição de um conector (ou similar) com relação ao segundo objeto, por exemplo, para compensação de tolerância.
[00437] Após o início (S), em uma primeira etapa 701 um possível descasamento de tolerância é medido. Posteriormente, uma posição correta ou uma correção de posição é calculada (Etapa 702). Se o conector ou outra parte funcional pertencer ao primeiro objeto e for integral com este, posteriormente o primeiro objeto e o segundo objeto são posicionados um com relação ao outro na posição corrigida calculada x,y,z, (ângulo) (Etapa 703); por exemplo, menos um deslocamento z por conta de um movimento relativo dos primeiro e segundo objetos durante a etapa subsequente. Então, a etapa de fixação 704 para fixar o primeiro objeto no segundo objeto é executada como descrito neste texto.
[00438] Se, no entanto, o conector compreende uma parte de ancoragem e uma parte de ajuste (se este não for uma peça ou compreender uma zona colapsável/expansível, por exemplo), uma distinção adicional é feita. Em um primeiro grupo, a posição da parte de ajuste em relação à parte de ancoragem é ajustada (etapa 706) e fixada (etapa 707) antes da etapa de fixação 708 na qual a parte de ancoragem é presa no segundo objeto. As etapas de ajustagem/fixação, as quais podem ser opcionalmente combinadas, podem ser executadas em uma mesma estação que a subsequente etapa de fixação, ou podem ser executadas em uma diferente estação.
[00439] Em um segundo grupo, primeiramente a etapa de fixação 701 que prende a parte de ancoragem no segundo objeto é executada, e então as etapas de ajuste e fixação (que novamente podem ser combinadas) são executadas.
[00440] Em modalidades de ambos os grupos, a etapa de fixação e possivelmente também a etapa de ajuste pode ser combinada com etapa de fixação, como aqui acima explicado.
[00441] Em modalidades do segundo grupo, em contraste com o que está mostrado no fluxograma, as etapas de medição e cálculo 701, 702 podem ser executadas após a etapa de fixação 711.
[00442] Em modalidades com o sem o ajuste z, a extensão da conexão na direção z pode ser um problema. Por exemplo, o primeiro objeto pode ser um conector ou pertencer a um conector para consolidar um objeto adicional no segundo objeto, e este objeto adicional precisa estar relativamente próximo do segundo objeto (conexão de baixa altura).
[00443] Por exemplo, as modalidades das Figuras 62, 63, 64b, 65 resolvem este problema provendo o primeiro objeto com uma porção estendida que estende para dentro da perfuração 20 do segundo objeto e através do plano de chapa (se definido), e, por exemplo, provendo esta porção do primeiro objeto com uma estrutura de retenção (rosca interna 39) ou outra estrutura de fixação para consolidar um objeto adicional no segundo objeto através do primeiro objeto.
[00444] Uma modalidade ainda adicional está ilustrada na Figura 116. O primeiro objeto tem uma estrutura similar à estrutura mostrada na Figura 62. Em contraste com esta modalidade, um batente 600 é utilizado. O batente compreende radialmente para dentro da borda (referindo a um centro da perfuração) uma protrusão de direcionamento que direciona o fluxo de material mais distante da borda de segundo objeto 2 na direção radialmente para fora para dentro de uma depressão de recepção anular 602. O batente compreende um rebaixo para acomodar a porção estendida 269 que estende para dentro da perfuração e compreende a abertura 270.
[00445] O sonotrodo 6 mostrado na Figura 116 compreende uma protrusão de guia 62 que coopera com a abertura 270 para guiar o sonotrodo e ainda implementa o princípio aqui após descrito, por exemplo, referindo à Figura 87. Ambas estas características são independentes de outras características da modalidade da Figura 116 mas podem auxiliar um processo de fixação otimizado.
[00446] A Figura 117 mostra ainda outra modalidade (o sonotrodo não está mostrado na Figura 117). Similarmente à modalidade da Figura 116, um batente é utilizado para direcionar o fluxo de material, e o batente tem um rebaixo (o qual poderia alternativamente à modalidade mostrada ser uma abertura vazada) para acomodar a porção estendida 269.
[00447] Um possível princípio de quaisquer modalidades que compreendem um batente está também ilustrado na Figura 117. Um volume da endentação de recepção 602 (abaixo da linha tracejada na Figura 117) pode ser escolhido para ser um tanto menor do que um volume da porção de material termoplástico disponível para fluir. Na Figura 117, esta porção de material disponível corresponde ao volume de uma protrusão anular 605 do primeiro objeto. Se o volume da estrutura de recepção do batente for menor do que o volume disponível do material termoplástico, aplicando uma força de pressionamento entre o primeiro objeto por um lado e o segundo objeto e batente por outro lado uma pressão de formação benéfica pode ser conseguida.
[00448] Uma opção adicional está esboçada nas Figuras 111 e 112. O segundo objeto além de pelo menos uma perfuração 20 (três perfurações 20 na modalidade apresentada), ao longo da qual a borda 21 estende, também compreende uma abertura de extensão 510.
[00449] Em contraste com as localizações da(s) perfuração(ões), o segundo objeto não projeta na direção do lado do primeiro objeto ao longo da abertura de extensão 510. Portanto, a extensão z do primeiro objeto ao redor da abertura de extensão pode ser escolhida livremente, dependendo dos requisitos. Também a forma e dimensões da abertura de fixação podem ser escolhidas independentemente de quaisquer propriedades requeridas para o processo de fixação.
[00450] Na modalidade das Figuras 111 e 112, o primeiro objeto 1 tem uma porção estendida sendo um colar 512 que estende para dentro da abertura através da boca de abertura de extensão 510. O colar pode ser essencialmente em forma de tubo, como ilustrado na Figura. A peça de conector 3 estende para dentro da abertura de extensão. A peça de conector 3 coopera com um elemento de junção 530 para consolidar um objeto adicional 501 no segundo objeto. Para este fim, o elemento de junção 530 está ilustrado para ter uma porção de cabeça 531 para consolidar o objeto adicional 501 na peça de conector. Outras estruturas para consolidar o objeto adicional 501 na peça de conector poderiam ser aplicadas alternativamente ou além daquela ilustrada.
[00451] A peça de conector 3 compreende uma porção de cabeça 521 e uma porção de eixo 522, em que a porção de eixo pode estar presa no colar 512 em diferentes posições z, como ilustrado pela seta dupla Δz. A conexão mecânica entre o colar 512 - ou mais geralmente: o primeiro objeto - por um lado e a porção de eixo 522 - ou mais geralmente: a peça de conector 3 - por outro lado pode ser qualquer conexão adequada, incluindo uma conexão aparafusada, outros tipos de conexão de encaixe positivo e/ou conexão de encaixe por força de uma conexão de material (tal como uma solda ou uma conexão de adesivo ou uma conexão soldada), etc.
[00452] A Figura 112 no entanto ilustra que a dimensão do colar que estende através da boca da abertura de extensão 510 pode ser tal que algum ajuste da posição no plano (posição x-y) do primeiro objeto em relação ao segundo objeto é possível.
[00453] A Figura 113 mostra uma variante da configuração das Figuras 111 e 112 na qual as seguintes características adicionais são realizadas:
[00454] - O segundo objeto 2 e/ou o objeto adicional não são essencialmente planos mas tem uma forma 3D arbitrária. Consequentemente, um plano de chapa está definido somente localmente ao redor das perfurações 20 e ao redor da abertura de extensão. A forma do primeiro objeto está consequentemente adaptada.
[00455] - A porção estendida do primeiro objeto que estende através da boca da abertura de extensão e afastando do lado do objeto adicional 501 não é um colar aberto direção deste lado, mas o colar 512 está fechado na direção por uma porção de fundo 513.
[00456] - O primeiro objeto 1 não consiste no material termoplástico mas compreende uma primeira porção (corpo) que constitui uma zona funcional 111 e segundas porções que constituem zonas de fixação 112. A zona funcional pode ser de um diferente material do que as zonas de fixação, especialmente um material não termoplástico. Por meio disto, a zona funcional material pode, por exemplo, ter uma estabilidade dimensional superior. Especialmente, a zona funcional pode ser metálica ou de um material plástico mais duro do que o material termoplástico das zonas de fixação, tal como um material composto.
[00457] • Especialmente, as segundas porções 112 que constituem as zonas de fixação podem ser seguras em relação à primeira porção que constitui a zona funcional por um ajuste positivo, opcionalmente além de outra conexão, tal como uma conexão de adesivo. Na Figura 113, a primeira porção está apresentada para ter endentações rebaixadas que são preenchidas pelo termoplástico que constitui as segundas porções 112.
[00458] - Na Figura 113, o primeiro objeto 1 está apresentado para formar uma estrutura de fixação sendo uma rosca interna que coopera com uma rosca externa da peça de conector. Outras estruturas de fixação, incluindo uma sequência de estruturas como ajuste por baioneta em diferentes profundidades, canais de cola, etc. são possíveis.
[00459] Estas características são independentes umas das outras, isto é, seria possível realizá-las individualmente ou em qualquer combinação.
[00460] Referindo às Figuras 73-79, o princípio de prover o lado de contato com estruturas, por exemplo, um padrão de endentações e protrusões, para reduzir as entradas de energia e força requeridas, está descrito.
[00461] A Figura 73 mostra uma disposição de um primeiro objeto 1, um segundo objeto 2, e um sonotrodo 6 posicionado mais próximo do primeiro objeto 1. O primeiro objeto sobre o lado de contato (lado mais distante na disposição mostrada) tem um padrão de protrusões 301 e, entre as protrusões, endentações 302. Por meio disto, a porção de fluxo do material termoplástico que flui em relação ao segundo objeto durante o processo tem um espaço para fluir. Isto está em contraste com modalidades sem a estrutura no lado de contato, onde o excesso de material deslocado pelo segundo objeto precisa ser pressionado para fora ou através da perfuração ou lateralmente ou precisa fluir de volta na direção do segundo objeto contra a direção de pressionamento, em cujo caso as forças e energia a serem aplicadas precisam ser mais altas.
[00462] Como mostrado em mais detalhes na Figura 74, os seguintes critérios de projetos possíveis podem se aplicar:
[00463] - O volume total V1 das protrusões pode ser aproximadamente igual ao volume total V2 das endentações, isto é, o plano médio da superfície de lado de contato pode estar em distâncias aproximadamente iguais dos picos e vales das protrusões e endentações, respectivamente.
[00464] - A profundidade h1 das endentações pode ser menor do que a altura h2 da seção protuberante. Este critério de projeto especialmente aplica-se à conexão entre os primeiro e segundo objetos precisa ser vedante.
[00465] Estes critérios são independentes um do outro.
[00466] As Figuras 75 e 76, que esquematicamente mostram vistas do primeiro objeto do lado de contato, mostram possíveis padrões de endentações/protrusões. O padrão radial da Figura 75 compreende endentações 302 e protrusões 301 que correm radialmente de uma porção central 304, cuja porção central no processo está alinhada com a perfuração do segundo objeto e tem um menor diâmetro do que a última. A Figura 76 ilustra um padrão como tabuleiro de xadrez.
[00467] As Figuras 77-79 mostram seções transversais alternativas de protrusões que formam o padrão de protrusões e endentações. A forma de seção transversal da Figura 77 é similar forma retangular das Figuras 73 e 74 mas é ligeiramente afinada. A Figura 78 ilustra uma pontuda que tem propriedades de direção de energia (em muitas modalidades, as propriedades de direção de energia da borda do segundo objeto são suficientes mas propriedades de direção de energia adicionais do primeiro objeto podem ser benéficas em algumas situações). A Figura 79 mostra uma combinação que compreende um corpo principal de seção transversal retangular da protrusão 301 mais arestas de direcionamento de energia 305.
[00468] Nas Figuras 80 e 81, uma modalidade de um segundo objeto que tem uma perfuração principal 20 e uma pluralidade de perfurações periféricas 310 distribuídas ao longo de uma periferia da perfuração principal está apresentada. A Figura 80 mostra uma vista de topo sobre um segundo objeto, e a Figura 81 mostra um primeiro objeto 1 preso no segundo objeto 2 após o processo. As perfurações periféricas são menores do que a perfuração principal e estão dispostas em uma seção do segundo objeto que projeta afastando na direção mais próxima de um plano de chapa de segundo objeto, isto é, as perfurações periféricas estão dispostas onde o material de chapa está inclinado com relação ao plano de chapa (ver Figura 81). Mais ainda, a chapa ao longo de uma ou mais das perfurações periféricas está deformada para projetar afastando, especialmente na direção mais próxima, da superfície curva definida pela seção projetante, como ilustrado na Figura 81, onde uma seção deformada de perfuração periférica 313 está ilustrada para ser dobrada na direção mais próxima com relação à linha tracejada que ilustra a superfície curva.
[00469] A Figura 82 ilustra uma modalidade na qual a seção deformada do segundo objeto ao longo da periferia é assimétrica em que a altura h da seção projetante difere como uma função da posição ao longo da borda do segundo objeto. Na vista em seção mostrada, a relação 0<hi<h2<dz é válida.
[00470] Uma seção deformada assimétrica como aquela na Figura 82 pode ser desejada por exemplo, se cargas assimétricas devem ser esperadas impingir sobre a conexão entre os objetos. Uma seção deformada assimétrica pode também estar presente devido a condições de fabricação. Por exemplo, o eixo geométrico de fixação (eixo geométrico próximo-distante; eixo geométrico vertical na Figura 82) pode ser diferente do eixo geométrico de deformação, especialmente se o segundo objeto não for apenas plano mas tenha uma forma 3D mais complicada em uma grande escala. A Figura 83 ilustra isto muito esquematicamente mostrando uma ferramenta de puncionamento 320 que causa a perfuração e a deformação levando à seção deformada ao redor da perfuração.
[00471] Se a seção deformada não correr ao redor da periferia total, isto é, se existirem porções com h=0, uma possível condição pode ser que a seção deformada estende por mais de 180° ao redor da periferia, como ilustrado na Figura 84. Dependendo da aplicação e da configuração, isto não precisa ser o caso, no entanto (conforme, por exemplo, Figura 15).
[00472] A Figura 85 ilustra a possibilidade de controle de posição z por um lado de contato de primeiro objeto apropriadamente formado. O primeiro objeto tem uma porção de pé que faceia mais distante 341 perifericamente da localização onde este entra em contato com a borda do segundo objeto. A porção de pé está também colocada mais lateralmente do que a seção projetante do segundo objeto, por meio de que, quando os primeiro e segundo objetos são pressionados um contra o outro quando a vibração impinge, um movimento relativo dos primeiro e segundo objetos um contra o outro pode ser causado até que a porção de pé tope contra a porção de chapa onde o plano de chapa está definido. Por meio disto, a posição z do primeiro objeto em relação ao segundo objeto é definida pela dimensão da porção de pé que serve como um espaçador.
[00473] A Figura 86 mostra um diagrama de processo simplificado. A força de pressionamento F, mostrada como uma função da posição relativa a, requerida mover os primeiro e segundo objetos um contra o outro aumenta fortemente quando a porção de pé topa contra o segundo objeto (linha tracejada). Isto pode ser utilizado para definir uma força limite Ft. Logo que a força requerida atinge o nível limite, o processo pode ser parado.
[00474] A Figura 87 ilustra o princípio de restringir a face de acoplamento entre o sonotrodo 6 e o primeiro objeto 1 a uma região s extensão no plano (x-y) da qual está restrita a uma região modelada para a forma do segundo objeto e para a localização da borda. Por exemplo, a face de acoplamento pode estar restrita a uma pista que segue o curso da borda do segundo objeto 2. Em modalidades com uma perfuração ao longo da qual a borda está formada, a face de acoplamento tem uma forma em anel com uma abertura central.
[00475] Para este fim, na Figura 87 o sonotrodo está formado para compreender uma protrusão em forma de anel mais distante 331, por meio de que um espaço oco centra 332 é formado durante o processo.
[00476] Como mostrado na Figura 88, que mostra uma projeção vertical esquemática, a face de acoplamento 333 (linhas tracejadas) estende para ambos os lados da borda 21.
[00477] Tal construção com um sonotrodo que forma um espaço oco pode apresentar o benefício adicional de tornar possível que um elemento funcional que pode estar centralmente localizado com relação à perfuração 20 não entre em contato direto com o sonotrodo. A Figura 89 ilustra um exemplo de um primeiro objeto que compreende uma peça de conector 3 sendo uma barra roscada, enquanto que a Figura 90 mostra um primeiro objeto com uma bucha como a peça de conector 3.
[00478] A Figura 91 mostra que o princípio de restringir a face de acoplamento não precisa ser implementado modelando o sonotrodo correspondentemente, mas que além disso ou como uma alternativa a face mais próxima do primeiro objeto 1 pode ser formada para definir a face de acoplamento. Na Figura 91, o primeiro objeto forma uma endentação 335 para ser alinhada com a perfuração 20 no segundo objeto 2. Na Figura 91, a face de acoplamento externo mais distante do sonotrodo 6 está mostrada sendo essencialmente plana; outras formas seriam possíveis também, por exemplo, incluindo uma protrusão de guia que acopla com uma endentação de guia do primeiro objeto (não mostrado).
[00479] Em um grupo de modalidades, também, mas não somente, modalidades nas quais a face de acoplamento está adaptada para a localização da perfuração e a borda, o método compreende ajustar uma posição, especialmente uma posição no plano (x-y) do primeiro objeto e/ou do sonotrodo em relação ao segundo objeto.
[00480] Em um primeiro subgrupo deste grupo, a posição do sonotrodo 6 com relação ao segundo objeto 2 está definida, por exemplo, pelo maquinário que compreende um quadro de montagem. Este primeiro subgrupo está esquematicamente mostrado na Figura 92. A posição do primeiro objeto 1, o qual pode estar disposto entre o sonotrodo e o segundo objeto 2, pode ser ajustável. A precisão, pela qual a posição do primeiro objeto pode precisar ser ajustada, fortemente depende da natureza e função do primeiro objeto e dos requisitos.
[00481] Um segundo subgrupo de modalidades compreende definir a posição do primeiro objeto 1 em relação ao sonotrodo 6. A posição da montagem de primeiro objeto-sonotrodo em relação ao segundo objeto pode ser ajustável. Novamente, a precisão pela qual a posição x-y precisa ser ajustada, pode fortemente depender da estrutura e requisitos. A Figura 93 esquematicamente ilustra o princípio do segundo subgrupo. As posições no plano (x-y) do sonotrodo e do primeiro objeto são fixadas por uma protrusão de guia 62 do sonotrodo que coopera com uma endentação de guia correspondente do primeiro objeto. No entanto, outros meios para definir uma posição relativa no plano existem.
[00482] As Figuras 94 e 95 referem-se ao primeiro subgrupo e ilustram uma possível configuração para consolidar e posicionar o primeiro objeto para o processo. O princípio mostrado é similar àquele ilustrado nas Figuras 50a e 50b. Um possível requisito é que o meio que guia o primeiro objeto precisa ser tal de modo a vibracionalmente desacoplar o primeiro objeto da estrutura (por exemplo, constituída por um quadro de retenção um envoltório) com relação à qual estes estão montados. Nas Figuras 50a e 50b, isto é conseguido pela forma da ferramenta de guia. As Figuras 94 e 95, como uma alternativa a isto, ilustram ferramentas de guia sendo molas 361 que estão mostradas sobre ferramentas de ajuste 362 pelo menos algumas das quais têm uma posição x-y ajustável. A configuração pode, por exemplo, compreender três ou quatro tais ferramentas de ajuste 362 com molas distribuídas ao redor da periferia do primeiro objeto 1. No caso em que quatro ferramentas de ajuste estão presentes, as ferramentas de ajuste que estão em posições opostas podem ser acopladas uma com a outra e serem móveis juntas.
[00483] As Figuras 96-100 referem-se ao segundo subgrupo de modalidades e ilustram estruturas que definem e fixam, para o processo, a posição no plano do primeiro objeto 1 em relação ao sonotrodo 6. De acordo com a Figura 96, o sonotrodo pode estar provido com canais de sucção 371 através dos quais um vácuo pode ser aplicado, por meio de que o primeiro objeto pode ser feito temporariamente aderir à face mais próxima do sonotrodo. Como mostrado na Figura 97, uma combinação de pelo menos um tal canal de sucção 371 com fixações é possível. O sonotrodo 6 da Figura 97 por exemplo, compreende pontas de guia 373 que penetram no primeiro objeto 1 e por meio disto fixam a posição lateral. A penetração no primeiro objeto pode ser causada por um vácuo aplicado no canal de sucção e/ou por uma força de pressionamento, possivelmente assistida por vibração. No último caso, o material do primeiro objeto pode localmente ser tornado fluível para a penetração das pontas de guia pela entrada de energia.
[00484] Se ao invés de pontas de guia pontudas 373, o sonotrodo (ou o primeiro objeto) compreender uma aresta anular, o pressionamento do primeiro objeto e do sonotrodo um contra o outro também resolve o possível problema de vazamento quando a vibração está acoplada no sonotrodo. De outro modo, a velocidade de sucção precisa ser suficiente para compensar por tal vazamento para manter o vácuo.
[00485] As pontas de guia 373 ou outro meio de guia penetrante não precisam ser rebaixadas. Uma guia no plano e possivelmente também uma fixação total temporária podem ser causadas pelo meio de guia alcançando dentro do material do primeiro objeto, no último caso, por exemplo, em uma situação como um cone Morse (a forma do meio de guia sendo apropriadamente escolhida).
[00486] Um vácuo que aspira o primeiro objeto na direção do sonotrodo 6 pode ser desligado após as pontas de guia (ou outro meio de guia penetrante) terem penetrado no primeiro objeto.
[00487] A Figura 98 mostra uma possibilidade adicional. Um elemento de guia 381, aqui sendo uma haste de guia está lateralmente guiado tanto em relação ao sonotrodo 6 quanto em relação ao primeiro objeto 1. Um primeiro rolamento 382 dentro do sonotrodo está constituído por um O-ring sendo um rolamento de ajuste frouxo, e um segundo rolamento 383 é um rolamento de ajuste apertado em relação ao primeiro objeto, em que pelo segundo rolamento o elemento de guia está também preso com relação a movimentos axiais. Como um dos rolamentos (o primeiro rolamento 382 na modalidade apresentada) é somente um rolamento de ajuste frouxo, a energia de vibração que é transmitida através do elemento de guia é minimizada.
[00488] Na variante da Figura 99, tanto o primeiro rolamento 382 quanto o segundo rolamento 387 são rolamentos de ajuste frouxo. Um suporte axial é dado por um flange para dentro 385 do sonotrodo 6 e um flange para fora 384 do elemento de guia 381 que cooperam com o O-ring que constitui o primeiro rolamento para impedir que o elemento de guia 381 fique solto do sonotrodo 6. Uma mola opcional 388 pode assegurar que a posição axial em relação ao sonotrodo permaneça definida. O elemento de guia 381 da modalidade da Figura 99 é, como aquele da Figura 98, essencialmente cilíndrico com a exceção do flange para fora 384. A simetria de cilindro não é necessariamente a simetria de um cilindro rotacional; um desvio da simetria rotacional pode também causar uma guia também com relação a movimentos relativos rotacionais.
[00489] A Figura 100 mostra uma modalidade na qual o primeiro objeto está guiado por um flange periférico 391 do sonotrodo ao invés de (ou além de) uma protrusão de guia. As linhas tracejadas mostram elementos de guia penetrantes cônicos adicionais opcionais 392 que durante o processo podem penetrar no material do primeiro objeto.
[00490] A Figura 101 ilustra que quando um sonotrodo acopla vibração mecânica dentro do primeiro objeto, a força de contato entre o primeiro objeto e o objeto contra o qual este é pressionado pelo sonotrodo, a saber o segundo objeto, varies periodicamente. Durante a meia-onda inferior (ilustrada pelas áreas sombreadas), o contato pode ser muito fraco ou até frouxo, e isto pode causar um deslocamento lateral descontrolado ("flutuação") do primeiro objeto durante o processo ausente de qualquer meio de guia. Isto poderia ser resolvido pressionando o sonotrodo com uma força mais alta contra o primeiro objeto. No entanto, isto influencia as propriedades de acoplamento de vibração, e portanto a força de pressionamento pode ser um parâmetro que não é arbitrariamente escolhível. Se no entanto, uma força de pressionamento adicional Fp atuar sobre o primeiro objeto, o problema está resolvido (seta na Figura 101) se esta força de pressionamento adicional for suficiente para compensar pelo efeito de "levantamento" durante os períodos de meia-onda inferior.
[00491] Uma configuração correspondente está ilustrada na Figura 102, onde uma ferramenta de retenção 395 está ilustrada além do sonotrodo. A ferramenta de retenção na modalidade apresentada tem um flange de guia periférico opcional. Também, o sonotrodo está apresentado como tendo pelo menos um também opcional elemento de guia penetrante cônico 392.
[00492] Para o processo, é suficiente se a ferramenta de retenção 395 atuar sobre o primeiro objeto durante um estágio inicial. Logo que a borda do segundo objeto penetrou no primeiro objeto a alguma profundidade, a força de retenção não é mais requerida. Portanto, a ferramenta de retenção não necessariamente precisa de um mecanismo de acionamento para frente para manter a força de pressionamento quando o primeiro objeto é movido na direção mais distante durante o processo.
[00493] A modalidade da Figura 102 pode pertencer ao segundo subgrupo, ou esta pode pertencer a um subgrupo adicional com os primeiro e segundo objetos tendo uma posição predefinida um em relação ao outro (a posição do primeiro objeto sendo fixada pela ferramenta de retenção), e, com a posição do sonotrodo sendo ajustável.
[00494] A Figura 103 apresenta um fixador 400 que tem uma placa de ancoragem 401 (ou "cabeça de fixador") e um elemento de fixação 402 ligado a esta. O elemento de fixação pode ter qualquer propriedade de um fixador do estado da técnica tal como um parafuso roscado (como apresentado) um parafuso sem uma rosca, um pino, uma porca, um gancho, um olhal, uma base para um acoplamento de baioneta, etc. O fixador pode nisto estar constituído essencialmente como um fixador vendido sob o nome de marca "bighead" e destinado a ser colado a uma superfície de um outro objeto.
[00495] Um fixador deste tipo em um processo da invenção pode servir como um segundo objeto. Especialmente, a placa de ancoragem 401 pode ser vista como uma porção de chapa e pode estar provida com uma pluralidade aberturas 403 ao longo das quais uma borda estende. Esta borda e/ou a borda periférica da placa de ancoragem pode ser utilizada como a borda na proposta de acordo com modalidades da invenção. Para este fim, a placa de ancoragem ao longo da respectiva borda pode ser deformada para ser dobrada, especialmente na direção do lado do qual o primeiro objeto deve ser trazido em contato com a placa de ancoragem para o processo.
[00496] A Figura 104 muito esquematicamente apresenta uma primeira possibilidade na qual as circunstâncias permitem que a vibração mecânica seja aplicada do lado do primeiro objeto 1. A placa de ancoragem 401 é dobrada na direção do lado do primeiro objeto (por exemplo, mas não necessariamente correspondendo ao lado inferior na orientação da Figura 103), por meio de que uma ligação na região da(s) abertura(s) 403 pode ser causada, essencialmente como aqui acima descrito.
[00497] Em muitas configurações com um fixador do tipo mencionado referindo à Figura 103 não será possível ou não será vantajoso acoplar a vibração dentro do primeiro objeto, por exemplo, porque o primeiro objeto é um objeto maior, seu lado traseiro é dificilmente acessível e/ou por outras razões. Então, a vibração pode ser acoplada dentro do segundo objeto. Para este fim, o sonotrodo 6 utilizado para acoplar a vibração dentro da montagem pode ser apropriadamente formado.
[00498] A Figura 105 muito esquematicamente ilustra uma primeira possibilidade. O sonotrodo tem uma abertura de recepção 410 que tem uma boca na face de acoplamento externo mais distante, na qual o elemento de fixação 402 é recebido quando a face de acoplamento externo mais distante é pressionada contra a placa de ancoragem. Por meio disto a ferramenta (sonotrodo) e o segundo objeto são adaptados um no outro para a ferramenta ser pressionada diretamente contra uma superfície que faceia mais próxima da placa de ancoragem.
[00499] A ferramenta pode estar equipada com uma estrutura de guia, tal como protrusões de guia que faceiam para dentro 411 para o segundo objeto ser guiado em relação à ferramenta. Tal estrutura de guia pode especialmente acoplar o elemento de fixação, como é o caso para as protrusões de guia 411 esquematicamente mostradas da modalidade mostrada na Figura 105.
[00500] Em modalidades, a estrutura de guia pode estar configurada como uma estrutura de fixação que coopera com o elemento de fixação para temporariamente consolidar o segundo objeto (prendedor) 2 no sonotrodo 6. Esta possibilidade está esquematicamente mostrada na Figura 106. No exemplo da Figura 106, o segundo objeto/fixador tem uma estrutura de fixação 402 sendo uma porca presa, por exemplo, soldada, na placa de ancoragem 401, e esta porca serve como a estrutura de fixação. A ferramenta 6 compreende a protrusão roscada 421 adaptada na rosca interna da porca 402, por meio de que para o processo o fixador pode ser aparafusado por sobre a ferramenta.
[00501] Configurações similares são possíveis para outros elementos de fixação também, por exemplo, uma endentação com uma rosca interna para cooperar com uma barra roscada do fixador.
[00502] Nas modalidades aqui acima descritas, a vibração mecânica foi assumida ser uma vibração longitudinal, isto é, vibração na direção próxima-distante. Isto não é um requisito. Como conhecido, por exemplo, de soldagem ultrassônica de partes metálicas, a vibração pode também ser uma vibração transversal. No contexto da presente invenção, a vibração transversal pode especialmente ser uma opção das modalidades nas quais a vibração está acoplada dentro da parte metálica, isto é, dentro do segundo objeto ao invés de dentro do primeiro objeto. Por exemplo, em modalidades como aquelas descritas referindo à Figura 106, nas quais existe uma fixação temporária do segundo objeto no sonotrodo, seria prontamente possível acoplar uma vibração transversal do sonotrodo dentro do segundo objeto.
[00503] A Figura 108 muito esquematicamente ilustra uma alternativa. O sonotrodo acopla vibração dentro do segundo objeto de uma direção geralmente lateral (direção no plano com relação ao plano de chapa, se definido), enquanto que uma ferramenta de pressionamento separada 470 aplica a força de pressionamento requerida. Esta configuração corresponde à configuração de acionamento lateral em soldagem de metal ultrassônica.
[00504] A Figura 109 mostra um sonotrodo 6 equipado para oscilação transversal. O sonotrodo 6 tem uma abertura de recepção 410 que está configurada para receber a estrutura de fixação 402. Especialmente, na Figura 109 a abertura de recepção está ilustrada como tendo uma rosca interna adaptada à rosca da estrutura de fixação sendo uma barra roscada. O sonotrodo 6 tem uma saia em forma de anel 480 que durante o processo é pressionada contra uma parte periférica da placa de ancoragem e por meio disto acopla a força de pressionamento e, juntamente com a abertura de recepção, a vibração mecânica dentro da placa de ancoragem 401. Por razões de simetria, o sonotrodo 6 mostrado na Figura 109 além da saia em forma de anel mais distante 480 que é pressionada contra a placa de ancoragem tem uma saia em forma de anel mais próxima 481. Devido a isto, seria possível executar o processo para duas montagens em paralelo, o sonotrodo sendo preso entre dois primeiros objetos pressionados contra os respectivos segundos objetos que são introduzidos de lados opostos (então, é claro, o comprimento das respectivas estruturas de fixação deve corresponder a no máximo metade da extensão do sonotrodo na direção da abertura de recepção). Duas mais localizações de acoplamento poderiam estar presentes sobre os lados opostos do sonotrodo que são paralelos ao plano de desenho na Figura 109.
[00505] Um outro sonotrodo 6, adequado, por exemplo, para uma configuração como 'palheta de cunha', está ilustrado na Figura 110. O sonotrodo compreende uma abertura de recepção 410 para receber a estrutura de fixação (por exemplo, barra roscada). Similarmente as modalidades das Figuras 109 e 106, a abertura de recepção pode opcionalmente estar equipada para um acoplamento na estrutura de fixação. O sonotrodo está equipado e montado para vibração transversal da porção de extremidade mais distante, por exemplo, por uma vibração acoplada dentro do sonotrodo por um acoplador que atua lateralmente e causa uma oscilação de dobramento do sonotrodo, como esquematicamente indicado na Figura 110.
[00506] O sonotrodo na modalidade apresentada ao invés de uma saia em forma de anel compreende uma pluralidade de asas para acoplar a vibração dentro de porções laterais da placa de ancoragem. Uma adaptação para um sonotrodo com uma saia de acoplamento externo como na Figura 109 ou com uma outra face de acoplamento seria prontamente possível.
[00507] Enquanto que a opção de vibração transversal foi primariamente descrita referindo a segundos objetos sendo fixadores que têm uma placa de ancoragem, o conceito pode prontamente ser aplicado a modalidades também, especialmente uma modalidade na qual a vibração está acoplada dentro do segundo objeto, incluindo as modalidades das Figuras 25-26, 30-31 e outras.
[00508] Um disco de ABS que tem uma espessura de 4 mm e um diâmetro de 19,5 mm foi preso a uma chapa metálica deformada como mostrado nas Figuras 1a e 1b. A chapa metálica era uma chapa de aço de 0,8 mm. O grande diâmetro D foi variado entre 6, 8, e 12 mm, e a altura h foi ajustada para um valor entre 2 mm e 3 mm, e o ângulo α foi escolhido para ser 20°. Utilizando um aparelho de soldagem ultrassônica comercialmente disponível (20 kHz) operado com uma amplitude de aproximadamente 60 μm e uma potência requerida de 1000-1500 W que foi pressionado contra a face de extremidade mais próxima do disco por uma força iniciando em 100 N e com um pico em aproximadamente 400 N, o método como mostrado nas Figuras 3a e 3b foi executado. Uma conexão sólida foi conseguida, e após resfriar para a temperatura ambiente, o disco não podia ser arrancado da chapa sem deformar a chapa.
[00509] O mesmo foi repetido com parâmetros sistematicamente variados, a saber - Uma chapa de alumínio de 1,2 mm ao invés de uma chapa de aço. - Um ângulo de 40° - Uma altura de 1,8 mm - Poliamida 66 com 30% Vol de Fibras de Vidro com o material de disco - PVC, PBT PET e PC 2000 como os materiais de disco;
[00510] - Uma perfuração puncionada com uma forma lisa como mostrado nas Figuras 2a e 2b.
Claims (15)
1. Método para fixar mecanicamente um fixador (2, 400) a um primeiro objeto (1), o método compreendendo as etapas de: prover o primeiro objeto (1) que compreende um material termoplástico em um estado sólido; prover o fixador (2) com uma porção de chapa (2, 401) geralmente plana que tem uma borda (21), em que o fixador compreende um elemento de fixação (402); posicionar o primeiro objeto (1) em relação ao fixador (2) para prover um conjunto que compreende o primeiro objeto (1) e o fixador (2), em cujo conjunto a borda (21) está em contato com o material termoplástico; enquanto a borda (21) está em contato com o material termoplástico, acoplar uma energia de vibração mecânica dentro da montagem até que uma porção de fluxo do material termoplástico devido ao calor por atrito gerado entre a borda (21) e o material termoplástico torne-se fluível e flua ao redor da borda (21) para pelo menos parcialmente embutir a borda (21) dentro do material termoplástico; interromper a vibração mecânica e fazer com que o material termoplástico ressolidifique, por meio de que o material termoplástico ressolidificado pelo menos parcialmente embutindo a borda (21) ancora o fixador no primeiro objeto (1); caracterizado pelo fato de que na etapa de prover o fixador (2), o fixador compreende uma perfuração (20, 403), com a borda correndo ao longo da perfuração e a porção de chapa ao longo da borda possui uma seção que se projeta para fora do plano da chapa.
2. Método de acordo com a reivindicação 1, caracterizado pelo fato de que a etapa de acoplar a energia de vibração mecânica dentro da montagem compreende acoplar pelo menos uma fração da energia de vibração mecânica dentro do primeiro objeto (1).
3. Método de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que a seção que se projeta para fora do plano de chapa é uma seção deformada da porção de chapa sendo uma peça com seções da porção de chapa que corre no plano de chapa.
4. Método de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que a seção se projetando em afastamento do plano de chapa está a um ângulo (α) em relação à vertical com o plano de chapa.
5. Método de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que a porção de chapa em torno da perfuração (20) possui uma seção deformada que se projeta para fora do plano da chapa, e em que a seção deformada corre de forma continua em torno de uma periferia da perfuração.
6. Método de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que o fixador (2, 400) compreende uma chapa metálica.
7. Método de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que na etapa de acoplar a energia de vibração mecânica dentro da montagem, o primeiro objeto (1) é pressionado contra a borda (21) de modo que quando liquefação da porção de fluxo a borda (21) seja pressionada para dentro do material termoplástico do primeiro objeto (1).
8. Método de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de compreender ajustar uma posição do primeiro objeto (1) e/ou de um sonotrodo (6) em relação ao fixador (2, 400).
9. Método de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que a etapa de acoplar a energia de vibração mecânica dentro da montagem compreende acoplar pelo menos uma fração da energia de vibração mecânica dentro do fixador (2, 400), em que o fixador compreende uma placa de ancoragem (401) e o elemento de fixação (402) ligado a esta, e em que a energia de vibração mecânica está acoplada dentro da montagem por um sonotrodo (6) que compreende uma abertura de recepção (410) para o elemento de fixação e está em contato de transmissão de força e vibração com a placa de ancoragem.
10. Método de acordo com a reivindicação 9, caracterizado pelo fato de que a abertura de recepção (410) e o elemento de fixação (402) são adaptados um ao outro para que o elemento de fixação seja temporariamente fixado à abertura de recepção.
11. Método de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que a vibração mecânica é uma vibração transversal.
12. Método de acordo com a reivindicação 11, caracterizado pelo fato de que a energia de vibração mecânica está acoplada dentro da montagem por um sonotrodo (6) que compreende uma face de acoplamento externo mais distante sujeito a uma vibração transversal, a face de acoplamento externo mais distante compreendendo uma porção periférica (480) que está em contato de transmissão de força e vibração com o fixador (2, 400).
13. Fixador (400) caracterizado pelo fato de compreender uma placa de ancoragem (401) e um elemento de fixação (402) ligado a esta, em que a placa de ancoragem define um plano de chapa e tem pelo menos uma abertura vazada (403), e em que a placa de ancoragem ao redor da abertura vazada está deformada para projetar afastando do plano de chapa, com uma borda (21) que estende ao redor da abertura vazada, por meio de que a placa de ancoragem é capaz de ser presa a um primeiro objeto (1) que tem um material termoplástico em um estado sólido, em um processo que compreende acoplar energia de vibração mecânica dentro de pelo menos uma da placa de ancoragem e do primeiro objeto (1) enquanto um lado de contato e o fixador (2, 400) são pressionados um contra o outro, até que uma porção de fluxo do material termoplástico devido ao calor por atrito gerado entre a borda (21) e o material termoplástico torne-se fluível e flua ao redor da borda (21) para pelo menos parcialmente embutir a borda (21) dentro do material termoplástico.
14. Fixador de acordo com a reivindicação 13, caracterizado pelo fato de que o elemento de fixação (402) é disposto centralizado em relação a placa de ancoragem (401).
15. Conjunto caracterizado por compreender um fixador (400) como definido na reivindicação 13 ou 14, e ainda compreendendo um sonotrodo (6), o sonotrodo constituído de uma face de acoplamento externo mais distante formada para um contato de transmissão de força e vibração com a placa de ancoragem (401) e de uma estrutura de recepção (410) para acomodar o elemento de fixação (402).
Applications Claiming Priority (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH14212015 | 2015-09-30 | ||
| CH01421/15 | 2015-09-30 | ||
| CH00509/16 | 2016-04-18 | ||
| CH5092016 | 2016-04-18 | ||
| CH00778/16 | 2016-06-17 | ||
| CH7782016 | 2016-06-17 | ||
| CH9962016 | 2016-07-29 | ||
| CH00996/16 | 2016-07-29 | ||
| PCT/EP2016/073422 WO2017055548A1 (en) | 2015-09-30 | 2016-09-30 | Securing a second object to a first object |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112018006466A2 BR112018006466A2 (pt) | 2018-10-09 |
| BR112018006466B1 true BR112018006466B1 (pt) | 2022-02-15 |
Family
ID=57121221
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112018006466-1A BR112018006466B1 (pt) | 2015-09-30 | 2016-09-30 | Método para fixar mecanicamente um fixador a um primeiro objeto, fixador e conjunto compreendendo esse fixador |
Country Status (11)
| Country | Link |
|---|---|
| US (3) | US10562233B2 (pt) |
| EP (1) | EP3356118A1 (pt) |
| JP (2) | JP7008335B2 (pt) |
| KR (2) | KR102455170B1 (pt) |
| CN (2) | CN108290350B (pt) |
| AU (1) | AU2016333518B2 (pt) |
| BR (1) | BR112018006466B1 (pt) |
| MX (1) | MX2018003856A (pt) |
| RU (2) | RU2743544C1 (pt) |
| WO (1) | WO2017055548A1 (pt) |
| ZA (2) | ZA201802200B (pt) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017162693A1 (en) | 2016-03-21 | 2017-09-28 | Multimaterial-Welding Ag | Securing a second object to a first object |
| DE102017200152A1 (de) * | 2017-01-09 | 2018-07-12 | Ford Global Technologies, Llc | Additives Fertigungsverfahren |
| US11358343B2 (en) | 2017-01-11 | 2022-06-14 | Multimaterial-Welding Ag | Bonding objects together |
| US10189075B2 (en) | 2017-01-24 | 2019-01-29 | GM Global Technology Operations LLC | Method of riveting involving ultrasonic pulses |
| US10807316B2 (en) | 2017-04-04 | 2020-10-20 | Multimaterial-Welding Ag | Adaptor for securing objects to each other |
| US10337543B2 (en) | 2017-04-04 | 2019-07-02 | Multimaterial-Welding Ag | Securing a second object to a first object |
| WO2018185279A1 (en) * | 2017-04-06 | 2018-10-11 | Woodwelding Ag | Bonding objects together |
| EP3691877A1 (en) | 2017-10-06 | 2020-08-12 | WoodWelding AG | Fastening objects to each other |
| DE102018124779A1 (de) * | 2018-10-08 | 2020-04-09 | Ensinger Gmbh | Verfahren zur Herstellung eines Isolierprofils |
| CN109751297B (zh) * | 2019-01-07 | 2020-08-25 | 嘉兴星创科技有限公司 | 复合板的连接件及其复合板的连接方法 |
| DE102019132559A1 (de) * | 2019-11-29 | 2021-06-02 | Herrmann Ultraschalltechnik Gmbh & Co. Kg | Ultraschallbearbeitungsverfahren |
| WO2021144361A1 (en) | 2020-01-14 | 2021-07-22 | Multimaterial-Welding Ag | Securing a second object to a first object |
| US11988451B2 (en) * | 2020-04-23 | 2024-05-21 | Brentwood Industries, Inc. | Drift eliminator and method of making |
| EP4063272A1 (en) * | 2021-03-23 | 2022-09-28 | Airbus Operations GmbH | Heated leading edge structure for an aircraft |
| JP2022164477A (ja) * | 2021-04-16 | 2022-10-27 | 三菱重工業株式会社 | パネル製造装置、パネル製造方法及びパネル |
| US11691214B2 (en) * | 2021-10-17 | 2023-07-04 | Shinkawa Ltd. | Ultrasound horn |
| GB2617059A (en) * | 2022-02-17 | 2023-10-04 | Emtek Solutions Ltd | Joint assembly and method |
| CN114589925B (zh) * | 2022-03-10 | 2024-05-28 | 广东乔艺塑胶有限公司 | 一种超声波塑料低压焊接装置及其焊接工艺 |
| CZ2022256A3 (cs) * | 2022-06-10 | 2024-01-24 | Ĺ KODA AUTO a.s. | Sestava pro polohování upevňovaného dekorativního prvku na vozidle |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH110415A (de) | 1923-01-24 | 1925-06-01 | Chem Ind Basel | Verfahren zur Herstellung eines Anthracenderivates. |
| US3440117A (en) * | 1965-07-02 | 1969-04-22 | Branson Instr | Method of simultaneously securing a plurality of elements to a thermoplastic member using sonic energy |
| US3431593A (en) | 1966-12-29 | 1969-03-11 | Univis Inc | Ultrasonic hinge sinking apparatus |
| DE1916508A1 (de) * | 1969-03-31 | 1970-10-08 | Siemens Ag | Verfahren zum Befestigen von plattenartigen Waenden oder Traegern in Kunststoffteilen |
| US4058421A (en) | 1976-10-07 | 1977-11-15 | Branson Ultrasonics Corporation | Method of joining non-fusible workpieces using frictional energy |
| US4106962A (en) * | 1977-07-14 | 1978-08-15 | Ncr Corporation | Method of fastening metal part to plastic part |
| JPS6111160Y2 (pt) * | 1979-04-17 | 1986-04-09 | ||
| US4358328A (en) * | 1979-04-17 | 1982-11-09 | Minnesota Mining And Manufacturing Company | Tape-cutting blade attaching method |
| JPS58124809A (ja) * | 1982-01-18 | 1983-07-25 | 日本ドライブイツト株式会社 | 固着具 |
| JPS6011337A (ja) * | 1983-06-30 | 1985-01-21 | Hashimoto Forming Co Ltd | モ−ルデイングに対するスタツドボルトの取付方法 |
| DE4141616B4 (de) | 1991-12-17 | 2005-12-29 | Steeg, Heinz Bernd, Dr.-Ing. | Verfahren zum Befestigen eines Halteteils an einem Bauteil durch Reibschweißen |
| US5800672A (en) * | 1994-06-07 | 1998-09-01 | Aztex, Inc. | Ultrasonic fastening system and method |
| DE10059452B4 (de) * | 2000-11-30 | 2004-03-11 | Kunststoff-Zentrum in Leipzig gemeinnützige Gesellschaft mbH | Verfahren und Vorrichtung zur Erzeugung eines Trenneffektes an Heizelement-Schweißwerkzeugen |
| DE102005025096A1 (de) * | 2005-06-01 | 2006-12-07 | Airbus Deutschland Gmbh | Verfahren zur Verbindung eines mit einem Kunststoffmaterial gebildeten ersten Bauteils mit einem zweiten Bauteil sowie Verbindungselement und Vorrichtung |
| JP4722587B2 (ja) | 2005-06-30 | 2011-07-13 | シーケーディ株式会社 | 多孔質ユニット |
| JP2007030332A (ja) * | 2005-07-27 | 2007-02-08 | Pentel Corp | 密閉容器の超音波溶着構造 |
| ES2349217B1 (es) * | 2007-12-28 | 2011-10-24 | Airbus Operations, S.L. | Sistema de integracion de tuercas remachables en piezas de plastico. |
| DE102013001943A1 (de) * | 2012-09-04 | 2014-03-06 | Friedrich-Alexander-Universität Erlangen-Nürnberg | Aus Organoblech und metallischer Komponente verbundene Mischbaugruppe, sowie Verfahren zu ihrer Herstellung |
| US10385899B2 (en) * | 2014-02-04 | 2019-08-20 | Woodwelding Ag | Bonding objects together |
| DE102014204449A1 (de) | 2014-03-11 | 2015-09-17 | Ejot Gmbh & Co. Kg | Verfahren zum Verbinden von Bauteilen von denen eines aus einem faserverstärkten Kunststoff besteht |
| DE102014105702A1 (de) | 2014-04-23 | 2015-10-29 | Weber Schraubautomaten Gmbh | Vorrichtung zum Setzen eines Setzelements in einem Bauteil |
| US20180290390A1 (en) * | 2017-04-04 | 2018-10-11 | Multimaterial-Welding Ag | Fastening a part to an object in an adjusted position |
-
2016
- 2016-09-30 KR KR1020187011766A patent/KR102455170B1/ko active IP Right Grant
- 2016-09-30 CN CN201680069402.4A patent/CN108290350B/zh active Active
- 2016-09-30 RU RU2018111079A patent/RU2743544C1/ru active
- 2016-09-30 BR BR112018006466-1A patent/BR112018006466B1/pt active IP Right Grant
- 2016-09-30 AU AU2016333518A patent/AU2016333518B2/en active Active
- 2016-09-30 EP EP16778736.5A patent/EP3356118A1/en active Pending
- 2016-09-30 MX MX2018003856A patent/MX2018003856A/es unknown
- 2016-09-30 US US15/764,180 patent/US10562233B2/en active Active
- 2016-09-30 WO PCT/EP2016/073422 patent/WO2017055548A1/en active Application Filing
- 2016-09-30 RU RU2021103855A patent/RU2021103855A/ru unknown
- 2016-09-30 KR KR1020227034775A patent/KR20220141350A/ko not_active Application Discontinuation
- 2016-09-30 JP JP2018516676A patent/JP7008335B2/ja active Active
- 2016-09-30 CN CN202210117098.3A patent/CN114654738A/zh active Pending
-
2018
- 2018-04-04 ZA ZA2018/02200A patent/ZA201802200B/en unknown
-
2019
- 2019-10-29 ZA ZA2019/07128A patent/ZA201907128B/en unknown
-
2020
- 2020-01-13 US US16/740,765 patent/US11331862B2/en active Active
-
2021
- 2021-12-28 JP JP2021214434A patent/JP7384449B2/ja active Active
-
2022
- 2022-04-13 US US17/719,603 patent/US11911972B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3356118A1 (en) | 2018-08-08 |
| BR112018006466A2 (pt) | 2018-10-09 |
| JP7384449B2 (ja) | 2023-11-21 |
| JP7008335B2 (ja) | 2022-01-25 |
| US11911972B2 (en) | 2024-02-27 |
| US10562233B2 (en) | 2020-02-18 |
| CN108290350A (zh) | 2018-07-17 |
| KR20180070592A (ko) | 2018-06-26 |
| ZA201907128B (en) | 2021-03-31 |
| ZA201802200B (en) | 2021-02-24 |
| RU2021103855A (ru) | 2021-02-20 |
| WO2017055548A1 (en) | 2017-04-06 |
| US20180304543A1 (en) | 2018-10-25 |
| US20200147896A1 (en) | 2020-05-14 |
| MX2018003856A (es) | 2018-08-15 |
| KR102455170B1 (ko) | 2022-10-14 |
| AU2016333518A1 (en) | 2018-04-26 |
| JP2022058465A (ja) | 2022-04-12 |
| AU2016333518B2 (en) | 2022-09-15 |
| US20220234300A1 (en) | 2022-07-28 |
| JP2018535846A (ja) | 2018-12-06 |
| CN114654738A (zh) | 2022-06-24 |
| CN108290350B (zh) | 2022-02-18 |
| RU2743544C1 (ru) | 2021-02-19 |
| US11331862B2 (en) | 2022-05-17 |
| KR20220141350A (ko) | 2022-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7384449B2 (ja) | 第1の物体に対する第2の物体の固定 | |
| US10662992B2 (en) | Bonding objects together | |
| US10576691B2 (en) | Anchoring in a lightweight building element | |
| EP3433500B1 (en) | Securing a second object to a first object | |
| JP2007155133A (ja) | プラスチックワークピースを別のワークピースに連結する方法及び装置 | |
| US11358343B2 (en) | Bonding objects together | |
| US20180283422A1 (en) | Securing a second object to a first object | |
| US11325318B2 (en) | Bonding objects together | |
| US20180290390A1 (en) | Fastening a part to an object in an adjusted position | |
| JP2021524403A (ja) | コネクタ要素の固定 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 30/09/2016, OBSERVADAS AS CONDICOES LEGAIS. |