CN108290350B - 将第二物体固定至第一物体 - Google Patents
将第二物体固定至第一物体 Download PDFInfo
- Publication number
- CN108290350B CN108290350B CN201680069402.4A CN201680069402A CN108290350B CN 108290350 B CN108290350 B CN 108290350B CN 201680069402 A CN201680069402 A CN 201680069402A CN 108290350 B CN108290350 B CN 108290350B
- Authority
- CN
- China
- Prior art keywords
- sonotrode
- thermoplastic material
- rim
- fastener
- relative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012815 thermoplastic material Substances 0.000 claims abstract description 210
- 238000000034 method Methods 0.000 claims abstract description 176
- 230000009969 flowable effect Effects 0.000 claims abstract description 47
- 239000007787 solid Substances 0.000 claims abstract description 10
- 238000010168 coupling process Methods 0.000 claims description 85
- 238000005859 coupling reaction Methods 0.000 claims description 85
- 230000008878 coupling Effects 0.000 claims description 81
- 229910052751 metal Inorganic materials 0.000 claims description 41
- 239000002184 metal Substances 0.000 claims description 41
- 238000003825 pressing Methods 0.000 claims description 40
- 230000002093 peripheral effect Effects 0.000 claims description 34
- 238000007789 sealing Methods 0.000 claims description 9
- 238000007373 indentation Methods 0.000 claims description 2
- 239000000463 material Substances 0.000 description 102
- 230000008569 process Effects 0.000 description 84
- 238000004873 anchoring Methods 0.000 description 68
- 230000002787 reinforcement Effects 0.000 description 36
- 239000000853 adhesive Substances 0.000 description 27
- 230000001070 adhesive effect Effects 0.000 description 27
- 229920001169 thermoplastic Polymers 0.000 description 21
- 238000004519 manufacturing process Methods 0.000 description 20
- 239000004416 thermosoftening plastic Substances 0.000 description 20
- 230000000694 effects Effects 0.000 description 15
- 238000002844 melting Methods 0.000 description 14
- 230000008018 melting Effects 0.000 description 14
- 238000010276 construction Methods 0.000 description 13
- 230000010355 oscillation Effects 0.000 description 10
- 238000012545 processing Methods 0.000 description 10
- 230000008901 benefit Effects 0.000 description 9
- 230000009477 glass transition Effects 0.000 description 9
- 238000013461 design Methods 0.000 description 8
- 238000004070 electrodeposition Methods 0.000 description 8
- 238000005304 joining Methods 0.000 description 8
- 230000035515 penetration Effects 0.000 description 8
- 229920000642 polymer Polymers 0.000 description 8
- 238000007711 solidification Methods 0.000 description 8
- 210000002105 tongue Anatomy 0.000 description 8
- 229920003023 plastic Polymers 0.000 description 7
- 239000004033 plastic Substances 0.000 description 7
- -1 polypropylene Polymers 0.000 description 7
- 238000013459 approach Methods 0.000 description 6
- 230000000712 assembly Effects 0.000 description 6
- 238000000429 assembly Methods 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 238000010521 absorption reaction Methods 0.000 description 5
- 239000000835 fiber Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 238000003754 machining Methods 0.000 description 5
- 238000004080 punching Methods 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 4
- 230000001276 controlling effect Effects 0.000 description 4
- 238000011089 mechanical engineering Methods 0.000 description 4
- 125000006850 spacer group Chemical group 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000006399 behavior Effects 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 238000005266 casting Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000004021 metal welding Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 229920001707 polybutylene terephthalate Polymers 0.000 description 3
- 239000004417 polycarbonate Substances 0.000 description 3
- 229920000515 polycarbonate Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 238000004886 process control Methods 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 2
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 239000004411 aluminium Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000005056 compaction Methods 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000004512 die casting Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 229920001643 poly(ether ketone) Polymers 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 230000001739 rebound effect Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- ACYXOHNDKRVKLH-UHFFFAOYSA-N 5-phenylpenta-2,4-dienenitrile prop-2-enoic acid Chemical compound OC(=O)C=C.N#CC=CC=CC1=CC=CC=C1 ACYXOHNDKRVKLH-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 239000005041 Mylar™ Substances 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229930040373 Paraformaldehyde Natural products 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 1
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical compound [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 229920005601 base polymer Polymers 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 210000000746 body region Anatomy 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000011796 hollow space material Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000002427 irreversible effect Effects 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 239000003562 lightweight material Substances 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229910052863 mullite Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 239000011236 particulate material Substances 0.000 description 1
- 235000011837 pasties Nutrition 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007652 sheet-forming process Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 229920000638 styrene acrylonitrile Polymers 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images







































































































































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/06—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
- B29C65/088—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations using several cooperating sonotrodes, i.e. interacting with each other, e.g. for realising the same joint
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/562—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined
- B29C65/564—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined hidden in the joint, e.g. dowels or Z-pins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/60—Riveting or staking
- B29C65/606—Riveting or staking the rivets being integral with one of the parts to be joined, i.e. staking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/64—Joining a non-plastics element to a plastics element, e.g. by force
- B29C65/645—Joining a non-plastics element to a plastics element, e.g. by force using friction or ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7802—Positioning the parts to be joined, e.g. aligning, indexing or centring
- B29C65/7805—Positioning the parts to be joined, e.g. aligning, indexing or centring the parts to be joined comprising positioning features
- B29C65/7808—Positioning the parts to be joined, e.g. aligning, indexing or centring the parts to be joined comprising positioning features in the form of holes or slots
- B29C65/7811—Positioning the parts to be joined, e.g. aligning, indexing or centring the parts to be joined comprising positioning features in the form of holes or slots for centring purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/21—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being formed by a single dot or dash or by several dots or dashes, i.e. spot joining or spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/302—Particular design of joint configurations the area to be joined comprising melt initiators
- B29C66/3022—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined
- B29C66/30221—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined said melt initiators being point-like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/302—Particular design of joint configurations the area to be joined comprising melt initiators
- B29C66/3022—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined
- B29C66/30223—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined said melt initiators being rib-like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/474—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially non-flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
- B29C66/7422—Aluminium or alloys of aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
- B29C66/7428—Transition metals or their alloys
- B29C66/74283—Iron or alloys of iron, e.g. steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
- B29C66/83221—Joining or pressing tools reciprocating along one axis cooperating reciprocating tools, each tool reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/92—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools
- B29C66/929—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools characterized by specific pressure, force, mechanical power or displacement values or ranges
- B29C66/9292—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools characterized by specific pressure, force, mechanical power or displacement values or ranges in explicit relation to another variable, e.g. pressure diagrams
- B29C66/92921—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools characterized by specific pressure, force, mechanical power or displacement values or ranges in explicit relation to another variable, e.g. pressure diagrams in specific relation to time, e.g. pressure-time diagrams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0045—Perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0081—Shaping techniques involving a cutting or machining operation before shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/06—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding
- B29C65/0609—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding characterised by the movement of the parts to be joined
- B29C65/0627—Angular, i.e. torsional
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/60—Riveting or staking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/60—Riveting or staking
- B29C65/606—Riveting or staking the rivets being integral with one of the parts to be joined, i.e. staking
- B29C65/608—Riveting or staking the rivets being integral with one of the parts to be joined, i.e. staking the integral rivets being pushed in blind holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/64—Joining a non-plastics element to a plastics element, e.g. by force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
- B29C66/024—Thermal pre-treatments
- B29C66/0242—Heating, or preheating, e.g. drying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/303—Particular design of joint configurations the joint involving an anchoring effect
- B29C66/3032—Particular design of joint configurations the joint involving an anchoring effect making use of protusions or cavities belonging to at least one of the parts to be joined
- B29C66/30321—Particular design of joint configurations the joint involving an anchoring effect making use of protusions or cavities belonging to at least one of the parts to be joined making use of protusions belonging to at least one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/472—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7212—Fibre-reinforced materials characterised by the composition of the fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7311—Thermal properties
- B29C66/73111—Thermal expansion coefficient
- B29C66/73112—Thermal expansion coefficient of different thermal expansion coefficient, i.e. the thermal expansion coefficient of one of the parts to be joined being different from the thermal expansion coefficient of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7311—Thermal properties
- B29C66/73117—Tg, i.e. glass transition temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/92—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools
- B29C66/929—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools characterized by specific pressure, force, mechanical power or displacement values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2001/00—Articles provided with screw threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3002—Superstructures characterized by combining metal and plastics, i.e. hybrid parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/737—Articles provided with holes, e.g. grids, sieves
Abstract
根据本发明的一个方面,提供一种将第一物体(1)机械固定至第二物体(2)的方法,第一物体包括处于固态的热塑性材料,第二物体具有大体平坦的片部,片部具有穿孔(20),片部沿着穿孔具有边沿(21),其中所述第一物体相对于所述第二物体定位,从而所述边沿与所述热塑性材料接触,并且其中机械振动能耦合入包括第一物体和第二物体的组件内,直至所述热塑性材料的流动部分由于在所述边沿和所述热塑性材料之间产生的摩擦热而变得可流动并且绕边沿流动以至少部分地将所述边沿嵌入所述热塑性材料内。在机械振动停止后,使所述热塑性材料重新固化,由此至少部分嵌入边沿的重新固化的热塑性材料将所述第一物体锚固入所述第二物体。
Description
技术领域
本发明涉及机械工程和制造领域,特别是机械制造例如汽车工程、飞行器制造、铁路工程、造船、机械制造、玩具制造、建筑工程等。特别涉及将第二物体机械地固定至第一物体的方法。
背景技术
在汽车、航空和其它行业中,已经倾向于弃用仅为钢的结构而使用轻型材料,比如铝或镁金属片或聚合物、比如碳纤维增强聚合物或玻璃纤维增强聚合物或未增强的聚合物,例如聚酯、聚碳酸酯等来代替。
新材料在将这些材料的元件结合至尤其是将平坦物体结合至另一物体引起了新的挑战。此方面的一个例子是将聚合物基材料的部件结合至金属部件,例如金属片。
为了迎接这些挑战,汽车、航空以及其它工程已经开始大量采用粘合剂。粘合剂轻且坚固,但是具有的缺点为不可能长期控制稳定性,因为降解的粘合剂例如由于脆性粘接几乎不可能在没有完全释放粘合剂的情况下进行检测。同样粘合剂可导致加工费用的提高,这既是因为材料费用又是因为由于缓慢硬化过程而在加工过程中引起的延迟,尤其是如果将要彼此连接的表面具有一定的粗糙度并且由此无法使用快速硬化薄层粘合剂。另外,位于不具有相同的热膨胀系数的两个物体之间的平坦粘合剂会导致附加的稳定性问题,这是因为由于温度振荡,该粘合剂日常会承受大量的剪切力。
在将元件彼此结合时的一个特殊挑战是公差补偿,例如如果元件采用非粘接结合的其它结合例如通过螺钉和螺母或通过销钉而彼此结合。在此结合中,精确限定紧固件与相应紧固位置的相对位置是所需的。此精确限定尤其难以达到,如果加工过程必需特别经济和/或如果待连接的部件在至少一个尺寸上相对大和/或对它们在加工过程中所经受的条件进行反应并且以不同的方式(例如如果它们有不同的热膨胀系数)使用。
发明内容
因此本发明的目的是提供一种将第二物体机械地固定至第一物体的方法,该方法克服了现有技术方法的缺点。本发明的目的尤其为提供一种在热塑性部件液化的条件下在热塑性部件与不可液化部件之间形成可靠连接的花费经济的方法,或者借助于热塑性连接元件在不同部件之间形成可靠连接。本发明的另一个目的在于提供一种在部件之间形成可靠连接并且有效快速的方法。本发明的另一目的在于提供一种在部件之间形成可靠连接并且允许有效公差补偿的方法。
根据本发明的一个方面,提供了一种将第一物体机械地固定至第二物体的方法,该方法包括以下步骤:
-提供包括处于固态的热塑性材料的第一物体;
-提供具有带边沿的大致平坦的片部的第二物体;
-将第一物体相对于第二物体定位使得该边沿与热塑性材料接触;
-将机械振动能耦合入包括第一物体和第二物体的组件内,直到热塑性材料的流动部分由于在边沿和热塑性材料之间产生的摩擦热而变得可流动并且围绕边沿流动以至少部分地将边沿嵌入热塑性材料内;
-停止机械振动并且使得热塑性材料重新固化,由此至少部分嵌入边沿的再固化的热塑性材料将第一物体锚固在第二物体中。
在将机械振动能耦合入组件内的步骤中,第一物体可被压靠在边沿上从而在流动部分液化时,边沿被压入了第一物体的热塑性材料中。
在停止机械振动之后,维持实施例中的压力直至流动部分已经至少在某种程度上重新固化以防止回弹效应。
在实施例中,第二物体被设置为具有片部的穿孔,其中边沿沿穿孔延伸。
在具有穿孔的实施例中,如果振动被耦合入第一物体,则绕穿孔的片部具有朝向第一物体远离片平面突出,即向近侧突出的突出部段。
第一物体以及与第二物体的连接可在实施例中比如为密封穿孔,即从第二物体的远侧区域密封其近侧区域。因此该第一物体可例如具有延伸入外围的连续体,该外围嵌入了边沿。
在其它实施例中,第一物体具有贯通开口,例如连接件或下文描述的不可液化体可被布置在该贯通开口内,该连接件或不可液化体形成了用于另一物体的锚固件。它例如具有螺纹或其它接合特征,和/或它可用于延伸穿过它的螺母和销钉布置。替代地,轴承套筒、球轴承或其它轴承可被定位在第一物体内尤其是第一物体的贯通开口内。
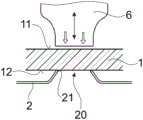
尤其是,机械振动能可被耦合入第一物体但是不(不直接,即至少通过第一物体)耦合入第二物体。尤其是,在定位步骤中,第一物体通常从近侧与第二物体接触,并且将能量耦合入第一物体的步骤可包括将振动的超声焊极压靠在朝向近侧的第一物体的耦合面上,由此通过超声焊极同时将相对于第二物体的压力以及机械振动耦合入第一物体。
为了对压力施加反作用力,接下来将第二物体放靠于支撑件,例如非振动支撑件。在实施例中,第二物体被靠着支撑件放置,而支撑件与第二物体之间没有弹性或屈服元件,从而该支撑件刚性地支撑第二物体。
但是,在该过程中施加的压力可足够低以使第二物体能够自我支撑。通常,根据本发明的方式给出了与热塑性物体物理接触的边沿的非常好的能量吸收特性(作为用于机械振动能的固有的能量导向器),热塑性材料和/或边沿承受机械振动,使得仅施加小的压力已经成为可能。这对于其中至少一个物体具有复杂形状和/或作为复杂物品的一部分(如车身)的应用而言可能是显著优点,并且因此将刚性支撑的支撑件放置在施加力量困难的侧向位置处。
尽管如此不排除将能量耦合入第二物体,即从第二物体的侧边施加机械振动能。
尤其但不仅仅是,在包括将振动耦合入第二物体的实施例中,振动可为横向振动,然而在其它的实施例中,振动可为纵向振动。例如从金属部件的焊接中已知具有横向振动的设置。为此,例如存在以下选项:
-超声焊极通常从侧边(如果限定的话为相对于第二物体的片平面的平面内方向)将振动耦合入第二物体,然而单独的施压工具在第一和第二物体之间施加所需压力。
-超声焊极本身在与第二物体耦合的远端产生横向振动。因此,超声焊极和第二物体之间的机械耦合可使得此横向移动能够被转移至第二物体。例如第二物体除包括(例如构成)片部的锚固板之外还包括可被耦接至超声焊极的紧固元件。尤其在实施例中,第二物体是被构造为将另一物体紧固至第一物体的紧固元件,紧固元件具有对应机构,例如通过作为螺纹螺栓(内和/或外螺纹)、没有螺纹的杆件、销、螺母、钩、孔眼、用于卡口联接的基座等。
本发明也涉及一套超声焊极以及一套与其适配的第二物体,以实施根据包括将机械振动耦合入第二物体的本发明的任何实施例的过程。例如第二物体可包括锚固板和结合至其上的紧固元件,超声焊极可包括其形状被设计为与锚固板接触以传递力和振动的远侧耦接输出面以及用于容纳紧固元件的接收结构。该接收结构例如接收开口或突起可适用于机械接合至紧固元件的紧固结构(螺纹或类似)。
可选地,除了机械振动能外,其它的能量也可被耦合入组件内。在一个例子中,第二物体可通过红外辐射、感应(接近边沿时尤其有效)、热气流等被预加热。附加地或替代地,热塑性材料可在接近边沿的界面处被局部预加热,例如通过如在Swiss专利申请01104/15中描述的电磁加热,通过辐射等。例如,对于在Swiss专利申请01104/15中描述的电磁加热,可为位于附接区内的热塑性材料提供电磁掺杂。
在两种情况下,该预加热对直接地或间接地使热塑性材料可流动的过程进行辅助。如果预加热步骤使得在预加热步骤作用的位置处或附近机械振动能的吸收得以增加,那么得到了间接效应,尤其是由于由增加的温度引起的加强的内摩擦。
此附加的另外能量的目的在于提高速度和/或减少所需压力。这也在过程控制上具有积极作用。
热塑性材料的流动部分是在该过程中热塑性材料的部分,并且由于机械振动的影响被引起液化和流动。流动部分没有必要为一体件,而是可包括彼此分离的部件。
流动部分的液化在此主要是由于组件的振动部件(例如第一物体)和非振动部件(例如第二物体)之间的摩擦引起的,该摩擦直接地或间接地加热第一物体的热塑性材料。如果产生热的摩擦发生在材料要流动的地方,那么这是特别有效的,因为与其他包括液化的热塑性材料的方法相反,在流动部分已经流动远离热源之处没有冷却效果。尤其是在引起热塑性材料的流动部分变得可流动的步骤中,流动部分或其部件由于在突出部段与热塑性材料之间产生的热而变得可流动。在实施例中,第二物体由于上文描述的方法步骤被固定至第一物体,其中在第二物体的另一侧上而不是第一物体与其接触侧(在上文所述类型的实施例中为远侧,其中振动能通常从远侧耦合入第一物体)的空间沿边沿是空的(因此如果可用,沿着穿孔),从而热塑性材料可立即沿着第二物体的片部的表面流动。尤其是,在实施例中没有位于第二物体的远侧的其它物体通过第一物体而固定至第二物体。
在实施例中,沿边沿(因此如果适用的话围绕穿孔)的片部被变形从而该片部突出远离限定的片平面。尤其该片部可朝向第一物体侧(朝向在上文所述类型的实施例中的近侧,其中振动能通常从近侧耦合入第一物体)突出。
尤其是,为变形部段的突出部段(如果存在)可与片部为相同的金属片材。
在本文中,术语“片平面”表示通常由在绕边沿尤其是绕穿孔(如果存在)的区域内的大体平面的片部的形状所限定的平面/表面。该片平面可为直接在两个方向上延伸的意义上的平面。替换地,该片部可被弯曲并且因此形成更加复杂的3D形状,例如如果它构成了复杂物体的表面,比如汽车或飞行器的主体。在第二物体在边沿附近变形以突出远离片平面的例子中,在变形部段从其延伸的位置的第二物体的曲率常常远大于片平面的曲率。
此变形部段可通过变形片部的对应部分而形成,例如通过制造切口(例如通过冲压)以及弯曲或其它变形因此使第二元件打开,片部的对应部件最初位于该第二元件开口处。在此,该变形部段可仍然与该片部为一体件。
作为变形部段的替代,还可能提供突出远离片平面的片部的部段作为例如通过焊接固定至片材的单独元件。
作为变形部段的更进一步的替代,可以通过从头开始的成形过程来制造朝向与第一物体接触的一侧突出的部段,该部段在边沿处终止,例如如果所述部段是陶瓷的,则进行压铸或压制或注塑成型(接着是众所周知的后续加工步骤)。在此实施例中,片部甚至可以包括朝向第一物体突出的部分和/或在该过程后嵌入流动部分中的部段来构成,即不需要具有由片部进一步限定的片平面。
在具有穿孔和具有绕该穿孔的突出(例如变形的)部段的实施例中,该变形部段可为对称的,即可绕穿孔均匀变形(这包括变形部段具有粗糙的边沿,例如具有锯齿状形状的可能性)。尤其是,其相对于绕垂直于穿过穿孔的中心的片平面的轴线旋转对称。
替代地,其可相对于围绕所述轴线不旋转对称,其中突出部段的高度作为沿边沿位置的函数而有所不同。在此实施例中,该对称可为此种情况即突出部段不是全部沿着穿孔延伸而是沿没有此突出部段的边沿的某个段延伸。但是在这种情况下,突出部段可至少绕大于外围的180%延伸,从而相对于所有平面内的相对力而将第一和第二物体彼此锁定。
在一组具有包括沿边沿延伸穿孔的第二物体的实施例中,超声焊极和第一物体可彼此适配,从而耦合面(第一物体表面的一部分,超声焊极压向该表面)覆盖边沿的平面内位置但是不能并不延伸至相对于穿孔的中心位置。“覆盖平面内位置”在本文中表示在沿着近远轴线的突起内,边沿位于耦合面的区域内。
例如,耦合面可形成绕中心的轨迹,具有对应于穿孔的平面内位置的中心平面内位置。
因此,可实现以下选项中的一个或结合:
-该超声焊极包括中心凹口,具有围绕中心凹口的耦合面;和/或
-第一物体具有朝向近侧的中心凹口,具有围绕中心凹口的耦合面。
不延伸至中心位置的耦合面的效果可包括使过程控制更加容易,和/或防止第一物体的中心位置(例如具有功能元件)受到破坏。
在一组包括第二物体的穿孔以及绕穿孔的突出部段的实施例中,突出朝向近侧的突出部段朝向第一物体,该第一物体可被提供有朝向远侧的间隔物(在本文中也称作“足部”)。此空间可被布置在该位置的侧向,在该位置处第一物体的接触侧与第二物体的边沿接触。
尤其该空间可比第二物体的突出部段布置得更加侧向,由此,当第一和第二物体被压向彼此时,当施加振动时,可引起第一和第二物体朝向彼此的相对移动直到足部在限定片平面的位置处抵接于片部。由此,第一物体相对于第二物体的z-位置可由用作间隔物的足部的尺寸而限定。
因此,此足部是在没有复杂测量工具的情况下完成z位置控制的相对简单测量的例子。尤其是,该足部完成了良好的过程控制,其中在该过程终止时,操作者在已经到达正确的z位置时会得到物理反馈。如果该过程被手动实施,或者同样如果机械阻力是在自动化过程中的控制参数,那么这是有利的。其它用于精确控制z位置的方法在下文进行讨论。
此方法可包括在定位步骤之前在第二物体内加工穿孔的进一步的步骤,例如通过冲压、钻孔等。替代地,在实施例中边沿沿其形成的穿孔可为开口,该开口无论如何存在于第二物体内或已经在加工过程中提供。
第一物体含有热塑性材料。在实施例中,第一物体由热塑性材料构成。在其它的实施例中,该第一物体除热塑性材料外还包括不可液化的材料主体。此不可液化的材料主体可构成第一物体的加强部分。
在具有不可液化主体的实施例中,不可液化材料的主体不同于仅仅为大量颗粒的填充物,而是具有限定的位置和取向并为大尺寸的放大主体。在由第二物体所限定的片平面中,该尺寸可例如为(垂直于插入轴线的横截面的)第一物体平均直径的10%或如果可以应用那么为穿孔平均直径的10%,和/或特征尺寸在任意方向上可至少为0.1mm。尤其是,该主体可为金属的或陶瓷的。尤其是,该主体可为比如具有限定的形状并且从而为第一物体提高刚度。通过该主体,第一物体被限定在至少两个空间分离的区域即主体区域和热塑性区域之内。
在第一物体除含有热塑性材料外还含有不可液化的材料的实施例中,该热塑性材料可被至少布置在与边沿接触的表面部分之上。
第一物体可包括将另一物体紧固至第二物体的固定元件。例如,第一物体本身可通过包括适用结构例如螺纹或其它适用结构而为此紧固元件(紧固件),或者它可包括专用的固定元件,例如螺纹杆、螺母等。在这些实施例中,第一物体可被示为用于另一物体的紧固件(或锚固件)。在替代的实施例中,第一物体本身可构成具有不同于仅为紧固件的功能的物体。
尤其但不仅仅是,在这些替代的实施例中,第一物体可相对大,不可能振动整个第一物体以将第一物体同时附接在多个附接部位。在此实施例中,必要的是同时引起多个超声焊极作用以在对应多个附接部位处将第一物体附接固定至第二物体,和/或有利的是具有足够的灵活性以足以将第一物体的部分在附接发生的部位处与第一物体的其它部分解耦。此种情况的例子在下文中进行讨论,例如参考附接法兰。
在实施例中,第一物体具有含有热塑性部分的附接区并且还具有不同于附接区的功能区。此功能区可例如包括紧固结构和/或其它紧固元件。此功能区可被构造为不可能和/或不期望局部液化将在过程中嵌入边沿的热塑性材料。在许多实施例中,位于功能区内的第一物体可含有可液化的材料,但是该功能将受到根据本发明的过程的不利影响。
在实施例中,第一物体在包括双色注塑成型的步骤的过程中被加工,附接区为一种热塑性材料,功能区包括另一种热塑性材料。接下来(或同样在具有包括热塑性材料部件的第一物体的其它情况下),不同区的热塑性材料具有不同的材料性能。
-功能区的热塑性材料的弹性模量E比附接区的相应模量更大,例如大得多;和/或
-附接区的热塑性材料的(弹性)延伸性比功能区的延伸性大得多。因此,附接区的热塑性材料可选择性地为弹性的热塑性材料,比如热塑性聚氨酯。由此其适合重复的加热/冷却循环。根据另一种选择,附接区的热塑性材料可为具有相对低的玻璃转化温度和在升高温度下具有相对高的塑性的部分结晶聚合物(例如聚丙烯)通过一次性塑性变形(蠕变)过程以补偿例如在电沉积过程中的热畸变。
通过后者可对第一物体和第二物体之间的不同的热膨胀行为进行补偿。
在包括至少一个附接区的实施例中,(多个)附接区的材料可通过形状配合连接而固定至第一物体主体(包络(多个)功能区)。例如,第一物体主体可包括至少一个底切开口,形成(多个)附接区的热塑性材料可至少部分地存在于(多个)底切开口内。附加地或替代地,该主体可包括开放的多孔部段,具有内渗于多孔部段的(多个)附接区的热塑性材料。附加于或替代于形状配合连接,在附接区的材料与主体之间也可存在其它类型的机械连接,例如粘接连接。
在一组实施例中,第一物体包括限定了功能区和法兰(附接法兰)的主体,该法兰至少沿一部分主体的侧向外围延伸并且限定有附接区,由此至少部分法兰在将机械振动能耦接入组件的步骤中被夹持在作用于轴向的超声焊极和第二物体之间。
附接法兰可为第一物体的外围的、侧向的突出部分。它可由热塑性材料构成;至少远侧面包括热塑性材料。它可例如限定有用于超声焊极的朝向近侧的耦合输入表面,该超声焊极至少近乎平行于第一物体的远侧表面,后者与第二物体的边沿接触。由此,即使第一物体由于其功能而具有可能与带有平坦远侧表面的形状不同的复杂形状,不那么复杂的形状在(多个)附接部位处也变得有可能。
第一物体,尤其是其附接法兰,可包括明确限定的、可能朝向近侧标记的耦合表面部分,其被定位以对应于由第二物体所限定的附接部位,例如其穿孔,边沿沿该穿孔延伸。此耦合表面部分可例如平行于在相对侧的对应朝向远侧的表面部分,其与第二物体的边沿接触。
同样,该第一物体可包括在附接法兰(或者具有耦合表面以及与边沿接触的表面部分的其它的附接结构)与第一物体主体之间的弹性连接。由此,该附接结构(例如附接法兰)可从第一物体的其它部分上被振动解耦。
这尤其在其中第一物体相对大和其中不可能将振动耦合入整个第一物体或其中这样做是不利的实施例中是一种选项。在此实施例中,在不同附接部位的附接或者对于许多附接部位而言必须同时实施,在这种情况下,几个超声焊极必须同时作用。替代在不同附接部位的依次附接。接下来,需要第一和/或第二物体的一定的灵活性,因为附接过程引起了第一和第二物体在实际附接部位的相对运动,然而此运动在其它附接部位是不存在的。附接法兰和/或通过接头而与主体分离的附接结构可带来此灵活性。
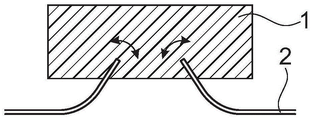
在一组实施例中,该方法包括为起初彼此分开的连接件提供第一和第二物体的另外的步骤。在这些实施例中,机械振动能耦合输入的组件也包括连接件。该连接件在该过程中可被引起至少部分嵌入第一物体的热塑性材料内,并且在重新固化后相对于第一和第二物体被锚固。在实施例中,如下文更加详细的描述,连接件可在多个可能的相对位置(通过嵌入或通过另外的连接)连接至第一物体,例如以补偿在加工过程中的尺寸和/或位置变形。
尤其是在将机械振动能耦合入组件的步骤中,当连接件被压靠在第一物体上时可将振动超声焊极压靠在连接件的耦合面上直至第一物体的热塑性材料在连接件的边沿变得可流动从而连接件被驱动入第一物体内。同时地和/或依次地,机械振动能也可能在第二物体和第一物体的界面处被吸收。
连接件在此可被引起延伸穿过由片部的边沿所限定的平面,因此如果可用的话从其近侧由穿孔的入口所限定。类似地,在第一物体具有不可液化的材料(比如加强部分)的主体的例子中,该主体可被布置为延伸穿过由边沿(如果可用由穿孔的入口所限定)所限定的平面。更具体地,在第二物体具有穿孔的实施例中,连接件/主体可延伸穿过该穿孔。
所讨论类型的连接件可由不可液化的材料构成。替代地,它可包括热塑性材料。在一个例子中,它包括能够被熔接至第一物体的热塑性材料的热塑性材料;它可为相同的热塑性材料或至少包括相同基质的聚合物材料。
所讨论类型的连接件可具有以下功能中的一种或组合:
-该连接件可与热塑性材料一起形成在此处产生振动能吸收的界面。因此,该连接件提供了附加的装置以控制能量吸收以及由此控制热塑性材料的流动。
-该连接件的形状可被设计为限定热塑性材料的流动,尤其是相对于轴向向内流动,尤其引起了该材料在边沿附近尤其是在其远侧之上绕第二物体更加明显的流动。
该连接件可具有其它的功能元件,例如连接部分、法兰等。通常地,本文中应用于连接件的形状和功能的考虑也适用于为第一物体的部分的不可液化的材料的主体(此主体可为示为预安装的连接件)。
第一物体的不可液化材料的主体或连接件可承载用于其它功能的结构,该结构比如为螺钉、其它机械连接、接触或引线等。
与是否存在主体或连接件无关,在一组实施例中,该方法包括将第一物体附接至形成了部分车体的金属部件。
在实施例中,该主体或连接件分别具有在侧向表面部分上配有至少一个保持特征的表面,该保持特征与主体的热塑性材料配合以在嵌入的热塑性材料内稳定主体的相对位置。
本发明也涉及具有在本文中所限定的特性的连接件。本发明还涉及至少一个连接件和第一物体和/或超声焊极的套件。
此外,本发明涉及连接件,该连接件是根据本文中描述的任何实施例的第一物体,或者该第一物体形成其一部分。本发明还涉及紧固件,该紧固件是在本文中描述的第二物体并且包括紧固元件。
在一组实施例中,第一物体包括热塑性材料的结构化的接触侧,该接触侧是为了固定而与边沿接触的第一物体的一侧。接触侧是结构化的这一事实意味着它不同于仅是平坦均匀的,并且甚至并且它包括突起/凹陷。例如,它包括凸脊和凹槽的图案,例如规则图案。
已经发现结构化的接触侧具有的效果为,减少了所需的能量和力的输入直至边沿已经渗入第一物体的热塑性材料内至足够的深度。尤其是,这种所需输入可能会减少不止一个对应于未填充的凹口容积部分的比例系数。这归因于由结构所产生的附加的流动通道。
在一个实施例中,该结构形成径向延伸的凸脊/凹槽的图案。
在其中第二物体的片部具有朝向接触侧突出远离片平面的突出部段,凹口的深度可被选为小于突出部段的高度。
另一组实施例也解决了减少所需力和/或能量输入的问题。在这个另一组实施例中,该第二物体包括多个例如更小的外围穿孔,该外围穿孔围绕例如更大的主穿孔布置。
该外围穿孔可尤其布置在从第二物体片平面朝向接触侧突出远离的第二物体的部段内,即外围穿孔可布置在片材相对于片平面倾斜的位置处。
此外围穿孔具有的效果为,增加连接的占用面积,向旋转提供附加的固定,通过提供另外的流动通道而在该过程中减小阻力。
参考上文讨论的实施例组,如果涉及的材料是专用的和/或如果该方法在加工复杂物体的相对靠前的阶段实施,那么尤其期望减少能量和力的输入。例如,在第二物体可包括片金属的涂漆件/绘制件,并且该涂漆件/绘制件可被破坏的实施例中。根据这些实施例组的方式在此情况下可为有利的。
在许多实施例中,如果该方法包括当振动被尤其耦合入第一物体时将第一物体压靠在第二物体上,通过将第二物体保持在与第一物体的按压位置不同的位置,例如安装框架,来产生压力的反作用力,或者通过将第二物体作为位于在地面上的复杂的、相当重的物体的一部分来产生对按压力的反作用力。那么接下来,反作用力取决于第二物体的刚度。如果需要,可采用专用支撑以辅助。
在一组实施例中,除第二物体外还采用专用的砧座结构。此结构的砧座可被放置在第二物体的远侧,并且其可具有以下功能中的至少一个:
-该砧座引导可流动的热塑性材料的流动以及重新固化。由此,第一物体和第二物体之间连接的整体稳定性在该过程之后被加强,并且这最终减小了所需的渗入深度。因此,采用同样砧座可为用于减少所需力和能量输入的一种方法。
-该砧座也可支撑第二物体并且避免其不期望的变形,如果例如该第二物体相对薄或弱。
此砧座不同于仅仅为平坦的。尤其是它可包括位于边沿外侧(如果边沿沿着穿孔延伸,那么是相对于穿孔中心的内侧)的引导突起以及位于边沿远侧(以及如果边沿沿穿孔延伸,那么从边沿径向向外)的凹口以引导位于边沿“下方”(远侧)的流动以及邻近边沿的第二物体部分。
此凹口的容积可尤其小于变得可流动的可用热塑性材料的体积,从而如果振动输入保持得足够长,那么流动部分的体积大于凹口的容积。由此,在该过程中可形成足够的成形压力,由此流动部分对凹口的填充是可控的并且是可预期的。
在一组实施例中,该方法包括调节第一物体和/或超声焊极相对于第二物体的位置。这尤其属于x-y(平面内)位置。为此,存在两种基本的构造:
-在第一种基本构造中,例如通过安装框架限定超声焊极相对于第二物体的x-y位置,调节步骤包括调节布置在超声焊极和第二物体之间的第一物体相对于超声焊极和第二物体的位置。
-在第二种基本的构造中,操作者采用用于限定第一物体相对于超声焊极的位置的装置,调节步骤包括调节第一物体-超声焊极组件相对于第二物体的位置。
根据第一种基本构造,对第一物体相对于超声焊极和第二物体(支承件或类似)进行位置调节的装置是独立于超声焊极而构造的。接下来,操作者必须确认机械振动可被耦合入第一物体内。因此,根据第一种选项,用于此的引导工具的形状适配于第一物体的形状,采用的方式为只有侧向位置被精确限定,但是相对于在轴向上的移动(对于耦合入第一物体的纵向振动)具有一定的自由度。根据可与第一种选项结合的第二种选项,引导工具包括弹簧,从而第一物体只是松驰地接合至任意安装框架。
根据第二种基本构造,超声焊极和第二物体可彼此适配以限定侧向相对位置。例如:
-该超声焊极可包括与第一物体的引导凹口配合的引导突起,反之亦然。选用地,此引导突起/引导凹口(或其它引导装置)不同于旋转对称以防止第一物体相对于超声焊极的任意旋转。
-该超声焊极可包括包围第一物体的外围法兰以限定其位置。
-该超声焊极可包括至少一个在该过程中渗入第一物体的材料内的渗入引导件(尖状物或类似物)。
-也可能将第一物体暂时固定至超声焊极,例如通过螺丝或类似物。
附加地或替代地,也可采用其它装置将第一物体暂时接合至超声焊极,例如在超声焊极和第一物体之间采用真空装置,例如通过穿过超声焊极的抽吸通道。
附加地或替代地,可采用单独的引导件。此单独的引导件可既相对于超声焊极又相对于第一物体被侧向导向。尤其是其可相对于超声焊极被相对松弛地导向从而振动不会耦合入引导件内。此引导件可为在第一物体和超声焊极的对准开口中被引导的圆柱形元件,该开口适形于引导件的横截面。尤其是在其中引导件也相对于第一物体被松弛地引导的实施例中,可提供附加的轴向支撑以防止引导件从组件上松开。
如果可用,此引导件的圆柱形可以是但是无需为旋转圆柱形。
附加地或甚至进一步的替代,采用不同于超声焊极但是附加其上使用的压紧工具。此压紧工具被用于至少在将机械振动能耦合入组件内的步骤的初始阶段中将第一物体压靠在第二物体上。通过此压紧工具解决了该问题,即当纵向振动从超声焊极耦合入第一物体时,其中超声焊极被压靠在第一物体上,大约在每个振荡周期的半个波形中,该超声焊极不会在第一物体施加任何力。没有任何侧向引导件(例如上文所描述的),这可能会引起失控,第一物体相对于第二物体“不固定”。附加的压紧工具可确保第一物体被压向第二物体。此附加的压紧工具可包括限定第一物体相对于引导工具的侧向位置的引导件结构,例如外围法兰。
根据本发明的方式具有的基本特征为由在该过程中嵌入流动部分的边沿所限定的附接部位不具有精确的限定位置,第一物体相对于第二物体的精确定位是期望的并且可达到的。
更具体地讲,对于附接部位和第一物体的相对位置的变化,可采用以下陈述来完成:
-侧向(x-y)变化分别极大地取决于第一物体或其附接区的侧向延伸。对于相对小的附接区(例如相对小的穿孔),它们可例如在0.1mm至5mm之间。对于更大的附接区(例如更大的穿孔),它们可放大至更大的数值。
-如果第一物体具有平坦的朝向远侧的表面,那么轴向(z-)变化取决于第二物体的部段突出朝向第一物体的距离。它可在0.1mm至2mm之间变化以得到相对小的突出部段的高度,并且对于更大的尺寸而言可为更大。
-取决于不同附接部位分开的距离,或者更通常地取决于附接区的侧向延伸,可对达到10°至20°的角度变化进行补偿。
-在许多实施例中,给出的限制为在附接区的周围,不属于流动部分的热塑性部分应该保持。这个不液化区的厚度例如在所有方向上至少为1mm。
基于这个事实,根据本发明的方式可用于公差补偿,例如采用以下方法:
步骤1:测量公差错配,如采用视觉方法并采用CAD数据进行对比。
步骤2:计算正确位置x,y,z角度。
步骤3:在计算的正确位置x,y,z角度内将第一物体和第二物体相对于彼此定位(减去在接下来的步骤4期间考虑到第一和第二物体的相对运动的z偏移)。
步骤4:实施根据在本文中描述的任意内容和/或实施例的方法,直到已经到达正确计算的位置。
可选地,可以通过与施加振动能量的装置耦合的外部距离测量系统来校正结构的柔软度,如果需要,该校正系统适配于末端z位置。
在实施例中,附加地或对此替代,可采用另外的补偿z变化的措施。通过这种措施,上文所述的z-变化(例如在0.1mm至2mm之间)的范围可例如被超越,同样这种措施使得对z变化补偿进行不同类型的控制成为可能。
这种另外的措施包括:
·提供锚固部件和调节部件,其中至少锚固部件属于第一物体(并且在实施例中可由第一物体构成)。
·调节调节部件相对于锚固部件的z-位置;和
·当调节部件位于调节后的位置时,固定其相对于锚固部件的位置。
该z方向可为垂直于由位于附接部位的边沿的第二物体所限定的片平面的方向。替代地,例如如果没有限定此平面,则可以将z轴线限定为在施加用于使边沿嵌入的机械振动的步骤期间按压力作用的轴线。
可实施以下选项:
-该固定步骤可引起调节部件相对于锚固部件不可拆卸地固定。例如,固定步骤和/或调节步骤可包括向锚固部件和调节部件的组件施加机械振动以引起至少一个部件的热塑性材料变得可流动以在使部件彼此重新固化之后固定。
ο此在重新固化后使部件彼此固定可根据第一种选项而由熔合在一起(例如在熔接中)的物体的材料所引起,或替代地因为锚固部件和调节部件为一体件,具有位于它们之间的当热塑性材料可流动(在此,可流动包括“浆状”,通过适中的力输入而引起塑性变形)时能够变形的传送区(瘪缩区、延伸区)。
ο根据第二个选项,该部件可被彼此固定,其中一个部件包括可液化的材料(尤其是热塑性材料),另一个部件包括能够被可液化材料内渗入的结构,由此在重新固化之后在该部件之间形成形状配合连接。
ο附加于或作为再一种替代,该部件可通过在重新固化的材料和其粘接至的其它材料之间的胶粘连接而彼此固定。
-调节和固定步骤可与结合在单个步骤过程中。例如,它们可通过振动的超声焊极而实施,该振动的超声焊极将部件彼此压靠在一起,并且在材料已经变得可流动之后,使部件相对于彼此移动直至已经到达期望的z位置,同时停止移动和能量输入(取决于构造,该能量输入可在已经到达期望位置之前已经停止一段时间)。在重新固化之后,该重新固化的可流动材料固定了相对位置。选用地,在重新固化期间,可维持支承力。
-替代地,可在固定步骤之前实施调节步骤。接下来,对于包括通过输入机械振动能而固定的实施例而言,锚固部件和调节部件可被配置为它们的相对z位置被暂时锁定,从而机械振动和压力的接合动作不会改变相对z位置。例如,锚固部件和调节部件可具有螺纹部分配合从而调节部件可被螺纹连接至锚固部件上。其它的构造也可用于此暂时锁定。作为此暂时锁定的替代,该机械振动可从不平行于z-轴线但是例如基本垂直于z轴线的方向上耦合入部件内。
ο例如,最初可得到关于第二物体(或包括第二物体的组件)的细节和/或任意其它部件(第一物体,将被固定至第一物体的其它物体)的细节的测量数据。基于此,可对期望的z调节进行预先计算。
ο在固定之前进行调节的替换可被用于在加工过程中的分离步骤。生产线接下来包括调节站和固定(紧固)站。尤其是,如果第二物体相对大或属于相对大的预组件(例如汽车车体),那么这可为有利的,因为接下来z调节步骤可在更小的站处实施并且不会拖延主要过程。
-该调节部件可为连接件或者上文描述类型的主体。
-替代地,锚固部件可包括连接件或上文描述类型的主体,该调节部件可选择性地为另一个物体,即被配置以在可调节位置相对于连接件/主体固定。
-根据另一个实施例,调节部件和锚固部件都含有热塑性材料,并且该调节部件和锚固部件彼此熔接。
-作为再一个实施例,锚固部件和调节部件为一体件,但是在它们之间具有瘪缩区或延伸区,这个区通过能量输入而激活。
-如果锚固部件和调节部件不是一体件,那么该方法可包括在调节步骤之前相对于锚固部件定位调节部件。
-调节步骤可在将第一物体固定至第二物体的步骤之后实施和/或同时实施。
除非另有说明,否则这些可能性可被随意结合。
在包括通过机械振动能输入而固定和/或调节的实施例中,该固定和/或调节可根据第一种选项而与将第一物体固定至第二物体一起实施。替代地,相对于彼此定位和/或调节部件可在固定之后实施。作为再一种替代,如上文所述以及如下文更加详细的讨论,相对于彼此固定和/或调节部件可在紧固之前实施。
在任意情况下可选地,将机械振动能耦合入组件内以为了固定嵌入第二物体的边沿的步骤以及将机械振动能耦合入组件内以固定和/或调节的步骤可包括将振动超声焊极沿着不垂直于z-轴线的方向但是例如沿着平行于z轴线的方向或与其呈一定角度的方向压靠在组件上。
在补充这个选项的第一子组中,用于紧固和用于固定/调节而施加的压力具有相同的方向。在第二子组中,它们具有相反的方向。
在任意情况下,在将能量耦合入组件并且将振动超声焊极压靠在耦接面上以将第一物体固定至第二物体的步骤中,第二物体的部分可限定用于第一物体在固定过程中相对于第二物体移动的止挡面。在第一物体已经与止挡面接触之后,阻止进一步移动的机械阻力大大地增加。由此限定了第一物体和第二物体的相对位置,并且当接下来压力和机械振动被耦合入组件内以固定和/或调节时,第一物体和第二物体的相对位置将仍然保持是限定的。
此止挡面可例如被围绕一个附接部位/多个附接部位的第二物体的平坦部件所限制。
上文所述的在调节位置处调节和固定的方法可在本发明此处描述方面的实施例中实施。但是它也可独立于其进行实施。
本发明还涉及包括参照本文中提及的方法的任何实施例描述的锚定部件和调节部件的装置。
在一组具有或不具有调节z位置的步骤的实施例中,第二物体包括延伸开口(与穿孔不同,被引起嵌入热塑性材料的边沿沿该穿孔延伸)。第一物体(和/或固定其上的连接件)接下来可延伸穿过该开口的入口。由此,分别具有可用于第一物体和/或连接件的功能部件的更多的空间及尤其更深的深度。
该第二物体不需要沿着延伸开口朝向第一物体的侧边突出并且不需要具有尤其适用于固定/紧固步骤的任意其它形状。同样,因为由于延伸开口的可用空间,可对功能部件/连接件的尺寸进行选定。
在这组实施例中,第一物体具有延伸穿过延伸开口的入口的延伸部分。
连接件可被配置为也延伸穿过开口的入口并且将相对于此延伸部分固定。尤其是,该连接件能够在不同的深度被固定,尤其它是具有在上文意义中的相对z位置的调节部件。同样,连接件插入延伸部分的移动没有必要与在固定过程中的移动共线,从而调节z位置包括调节z'位置,该z'位置具有与z轴线呈一定角度的z'轴线。总而言之,可用于将连接件相对于第一物体固定的参数由于延伸开口而变得与锚固过程无关。
在一些包括延伸开口和连接件的实施例中,该连接件被配置为用于使另一物体固定至其上。因此,可提供结合元件以固定另外的物体,尤其是如果该另外的物体在两个平面内方向上具有相对大的延伸。例如在此实施例中,该另外的物体可被夹持在连接件和结合元件的头部之间。
这种类型的结合元件可例如能够被夹持或螺钉连接至连接件上,或通过卡口联接类似连接而固定,或通过材料连接(胶粘连接、焊接连接、熔接等)而固定其上。
同样在这组实施例中,延伸开口的尺寸至少大于延伸部分的一个平面内尺寸,由此功能部件和/或连接件的相对于第二物体的x-y位置调节变得可能。
在实施例中,延伸部分包括延伸入开口的管部,由此连接件可被至少部分地放置在管部内。
包括延伸开口的第二物体的实施例可包括多个上文讨论类型的穿孔,尤其是第二物体绕其具有朝向第一物体的侧边(如果振动被耦合入第一物体,那么是近侧,如果振动被耦合入第二物体,那么是远侧)的穿孔。此穿孔可尤其围绕延伸开口的外围分布。
在此实施例中或其它具有多个穿孔的实施例中,该第一物体可尤其为包括附接区(例如每个穿孔的附接区)和功能区的类型。尤其是,该第一物体可为尺寸稳定材料,例如金属、混合物、陶瓷等,除了含有热塑性材料的(多个)附接区。
包括延伸开口的实施例尤其适用于此种设置即,其中第二物体、第一物体和/或如果可用另外的物体不是直接在两个方向上延伸意义上的平面而是具有复杂的3D形状。这是因为延伸开口尤其采用连接件为连接提供附加的自由度,该连接可为延伸至空间中并且延伸至不受(例如围绕上文描述类型的穿孔的)紧固发生位置的几何形状限制的方向。
在替代实施例中,如果尺寸允许如此,那么第一物体可具有延伸入第二物体的穿孔并且穿过片平面(如果限定)的延伸部分。接下来不需要单独的延伸穿孔。同样在这些实施例中,第一物体的延伸部分可具有用于固定另外的物体的附接结构。此附接结构可包括螺纹、卡扣配合结构、胶结构、用于自攻螺纹接合的可延伸材料区域等。
本方法的实施例以及在本文中描述设备的应用包括本文描述的固定方式与采用胶粘剂的结合。
尤其是,如果两个物体通过胶粘剂被彼此紧固,直至胶粘连接足够强的等待时间以及缺乏连接的稳定性常常成为了问题,如果胶粘连接以及因此施加胶粘剂部分的必须相对厚,例如从而该连接具有必须的残余灵活性以在必要的情况下补偿不同的热膨胀行为,那么这个问题就更加严重。类似地,如果胶粘剂具有附加密封功能,那么胶粘剂的厚层在许多情况下是必需的。为此目的常常采用单组份或双组份的聚氨酯胶粘剂。
-根据第一选项,因此根据本发明的固定方式与施加胶粘剂的结合可包括定位待连接物体、施加胶粘剂(在定位之前或之后)以及通过在本文中描述的固定方法而将物体彼此固定。
-根据第二选项,除了由在本文描述的固定方式引起的机械连接外,一部分胶粘剂被用作密封剂。
根据本发明的另一个方面,提供了一种在相对于第二物体的期望x-y-z位置处提供锚固件的方法,该方法包括以下步骤:
-提供包括处于固态的热塑性材料的第一物体;
-提供包括附接部位的第二物体,附接部位包括不可液化材料的边沿;
-相对于第二物体定位第一物体以提供包括第一和第二物体的组件,其中在所述组件内所述附接部位与所述热塑性材料接触;
-当附接部位与热塑性材料接触时,将机械振动能耦合入组件直至热塑性材料的流动部分变得可流动并至少部分地将所述边沿嵌入热塑性材料内;
-停止机械振动并且使热塑性材料重新固化,由此至少部分嵌入边沿的重新固化的热塑性材料将第一物体锚固在第二物体内,
-提供被配置用于将另外的物体相对于所述第二物体锚固的锚固件,
-调节锚固件相对于第一物体的主体的位置;和
-当锚固件位于调节后的位置时,将锚固件相对于第一物体的主体固定。
在此,该锚固件可为上文描述类型的调节部件。该第一物体的主体(第一物体主体)可为第一物体或固定地紧固至第二物体的第一物体的部件。
用于将第一物体固定至第二物体以及用于对调节部件的调节位置进行调节的上文讨论的选项也应用于这个方面。
尤其是,固定步骤和/或调节步骤可包括向锚固件和第一物体的主体的组件施加机械振动以引起在第一物体主体或锚固件或两者的热塑性材料变得可流动,并且在重新固化后使锚固件和第一物体主体彼此固定。
本发明也涉及在本文中描述和请求保护的方法的使用以使第一和第二物体彼此附接,其中第二物体具有至少一个附接部位,尤其是多个附接部位,该附接部位由限定边沿并且朝向第一物体部分的(例如变形的)部分构成,其中用于将附接部位定位在第二物体上的第一物体公差大于对应于将第一物体相对于第二物体最终定位的公差。
本发明更进一步地涉及大量生产多种组件的方法,每个组件包括固定至第二物体的第一物体,其中第二物体包括至少一个附接部位,其中不同组件之间的附接部位的标准定位偏移大于位于不同组件之间的物体相对于彼此(和/或其中一个物体相对于另外的物体固定其上的第三物体的位置)的标准位置偏移(该标准偏移对应于相对平均值)。
另一组实施例涉及另一物体借助于第一物体而可逆地紧固至第二物体。“可逆地紧固”在本文中表示另外的物体可被紧固至第二物体并且在没有任何不可逆操作(比如破坏、熔化等)的情况下可多次从其上移除。
更具体地,提供了另一个物体,其包括至少一个连接件部分,用于例如通过夹持连接将第一物体可移除地连接至其上。根据这个实施例的方法包括通过在本文所描述的方法将第一物体固定至第二物体。
在这组的特别的子组中,其中本发明的方式具有特别的优势,涉及另外的物体具有多个连接件部分以在多个位置被紧固至第二物体的情况。根据现有技术,用于可拆卸夹持连接的多个定位连接件须被附接至具有平坦表面的物体(本文术语中的第二物体),在对应于可移动另一物体的相应连接件部分的位置的位置处。在此该挑战为,为了使夹持连接正确工作,定位连接部分的位置必须非常精确。这种要求实际上很难在成本有效的加工中得到满足。
在本文描述的子组的实施例中,这个问题通过为每个紧固位置提供第一物体而解决。该第一物体或如果可用上文讨论类型的连接件通过可逆连接而被固定至另外的物体的对应连接部分。在几乎对应于第一物体的位置处提供对应数量的第二物体的穿孔。接下来为每个第一物体实施本文描述的构成,同时第一物体或连接件被紧固至对应的连接部分。如果涉及物体的材料足够柔韧,那么这可由每个第一物体依次完成。替代地,所有或一些第一物体可被同时固定至第二物体。
第一物体和第二物体的穿孔的相对定位无需非常准确,并且在不会对固定产生不利影响的情况下,可在通过第一物体的尺寸相对于穿孔的尺寸公差而给出的公差内变化。因此,紧固位置(穿孔和变形部段)的定位相对于另外的物体的连接部分的定位的公差比现有技术方法更松。然而,由于第一物体在固定过程中被附接至另外的物体的事实,可拆卸夹持连接的定位被精确地固定。
在另一组实施例中,第一物体用作用于将第三物体固定至第二物体的连接件,尤其是在第三物体与第二物体类似具有平坦部分以及第二和第三物体的组件从一侧可到达的情况下。例如,第二和第三物体可为金属物体或纤维混合物物体,或它们中的一个为纤维混合物物体,另一个为金属物体。尤其是,第二和第三物体可为基本具有不同的热膨胀系数α的不同材料。
根据现有技术,此连接主要通过盲铆钉或通过胶粘得到。盲铆钉在技术上更加复杂。另外盲铆钉和胶粘连接都基本具有的特征为它们具有非常有限的适应性以补偿如果在由于不同的热膨胀系数而使连接的物体对温度变化由不同的反应的情况下而产生的剪切载荷。例如铝的热膨胀系数为2*10-5K,然而典型的CFK(碳纤维增强复合材料)的热膨胀系数甚至可符号相反:αCFK=-5*10-6K。例如在工业加工过程中,子组件在组件加工之后常常经历阴极电沉积(或其它的浸浴)过程,这简直例如约为180℃的升高的温度下产生。因此,在工业加工中,物体在彼此组装之后要经受电沉积过程,将除了通过胶粘连接而结合外也通过(盲)铆钉而固定至彼此。当经受温度变化时,例如在电沉积过程(如果可用)中或在变化的环境条件下使用的过程中,这将导致绕铆钉连接的变形,并因此导致永久的内部应力和/或轴承应力,取决于设置也会导致分层等。
根据本发明的方式为这个问题提供了解决方式。
因此,将第二物体布置在第三物体的远侧,并且为第三物体提供贯通开口,尤其是具有比第二物体的穿孔直径更大的贯通开口,边沿沿着第二物体的穿孔形成。将第一物体相对于第二物体定位的步骤包括引起第一物体的远侧部分通过开口穿过第三物体直到边沿与热塑性材料接触。在将振动能耦合入组件内的步骤之后,该热塑性材料通过已经绕边沿流动将具有位于第二物体的远侧的部分,该部分在重新固化之后可被示为形成了第一物体的足部,该第一物体在此变成了盲铆钉。
另外,在第二和第三物体都具有限定的附接部位的实施例中,精确定位的需求低。流动部分在该过程中流动的事实确保了通过流经的热塑性材料补偿了任何偏差等。
通常情况下,第一物体的远侧部分(或轴部)的直径将近乎等于或小于第三物体开口的直径,但是将大于穿孔的直径,从而当相对于第二物体被压向远侧方向时,该第一物体会遇到由第二物体产生的阻力。当第一物体经受机械振动时,这将会导致在第二和第一物体之间的界面处产生液化。
在这组实施例中,为第一物体提供头部(或可能该头部是在过程中形成的)。接下来将实施将机械振动能耦合入组件内的步骤直到由头部形成的朝向远侧的肩部围绕开口的入口抵接于第三物体的朝向近侧的表面,该步骤接下来包括将第一物体压向相对于第二物体(也有第三物体)的远侧。
在这组实施例的子组中,第一物体的热塑性材料被选为具有小于在接下来电沉积过程中所达到的温度的玻璃转化温度,电沉积温度例如为180℃或185℃,但具有明显高于此电沉积温度的熔化温度。由此,当组件被加热至电沉积温度时,该热塑性材料处于允许显著变形(蠕变)的橡胶状柔韧状态,该材料具有非常高的伸展性以在不失效的情况下变形,从而不同的热膨胀系数可通过热塑性材料的可控的暂时变形来补偿。如果在实施例中该玻璃转化温度大于室温,那么当组件被冷却至其使用的温度时,该热塑性材料以及因此该连接将自动地再次变硬。在实施例中,如果补偿热变形的能力是重要的,那么第一物体的热塑性材料可至少在附接部位被选为热塑性弹性件。
在这组实施例中,该第一物体可尤其具有为不可液化材料的主体。尤其是此主体可形成轴部的芯部。选用地,如果可用,该主体也可形成头部。如果该主体形成了轴部的芯部,那么该主体轴部可选择性地具有足以使其延伸穿过穿孔的轴向延伸。接下来主体轴部的直径可近乎等于穿孔的直径,或者它可小于此或大于此,并且当再一次将第一物体压向第二物体时,将接下来引起第二物体围绕穿孔进一步的变形。
在本文中,词语“直径”没有必要表示相应结构(穿孔、开口、轴横截面等)需要为圆形,虽然常常选择圆形,尤其是因为它们易于加工。在相应结构不是圆形的情况下,除非另有说明,“直径”表示平均直径。
在实施例中,尤其(但不仅限于)这组实施例,如果第一物体具有为不可液化材料的主体,那么该主体可被配置以刺穿第二物体从而形成穿孔。例如,远侧的穿刺尖端或冲压刃可最初与第二物体接触,施加冲压力,选择性地可将机械振动能或其它的能量耦合入第一物体。接下来,或已经在这个穿孔步骤中,该热塑性材料与由穿孔步骤产生的边沿接触并且(同时或接下来)在能量输入开始时变得可流动。
在这组实施例中,片部绕穿孔变形以突出朝向远侧,即突出远离第一物体与其接触的一侧并且远离第三物体。但是也可能提供绕穿孔基本为平坦形状或者甚至朝向近侧突入第三物体开口的第二物体。
更进一组的实施例也涉及通过第一物体将另外的第三物体固定至第二物体。根据这个更进一组的实施例,第三物体类似于第二物体具有基本平坦的片部,该片部具有边沿。选用地,第三物体片部可具有第三物体穿孔,具有沿着穿孔延伸的边沿。
例如在这个更进一组的实施例中,第二和第三物体都包括为相同材料或不同材料的金属片(或由金属片构成),该金属片形成了对应边沿。
对于这个再一组实施例,将机械振动能耦合入部件内的步骤包括将机械振动能耦合入包括第一、第二和第三物体的组件,直至热塑性材料的流动部分由于在边沿和热塑性材料之间产生的摩擦热而变得可流动并且绕边沿流动以至少部分将边沿嵌入热塑性材料内并且围绕第三物体流动,以将第三物体边沿嵌入热塑性材料,由此在停止机械振动的步骤之后,重新固化的热塑性材料嵌入了(第二物体)边沿和第三物体边沿以将第二和第三物体相对于彼此固定,由此第二和第三物体彼此固定。在此流动部分不一定必须为连续的。而是,该流动部分可选地具有子部分,该子部分在分别与第二物体边沿和第三物体边沿接触时变得可流动,第一物体的不可流动部分位于它们之间。
在这个另一组的实施例中,第二物体边沿和第三物体边沿都形成这样的形状,该形状不同于简单直线边沿而是具有至少一个弯曲或圆角。这例如为如果对应边沿沿着穿孔延伸的情况。例如第二物体和第三物体都具有穿孔,具有沿穿孔的对应边沿,并且具有该穿孔在定位步骤之后近似同轴布置的选项。通过相应的几何形状,也可以实现防止角部处的相对旋转或连接的连接。
替代沿穿孔延伸,该边沿(或至少第二和第三物体边沿中的其中一个)可沿对应物体的外围部分延伸,这个外围部分形成了对应的弯曲结构或具有圆角的结构,例如波状结构等。
由于被弯曲或具有圆角,该边沿的形状给予该连接附加的稳定性,尤其是对应于沿着片平面的剪切力。
在这个另外组的实施例的第一子组中,该第二和第三物体在定位步骤中从相对侧与第一物体接触,即第一物体被夹持在第二和第三物体之间,例如,该第二物体被布置为使得该边沿与第一物体通常朝向远侧的表面接触,并且该第三物体边沿与第一物体的通常朝向近侧的表面接触。该第二和第三物体因此从第一物体的相对侧被锚固。
在第一子组中,机械振动可通过第三物体或第二物体被耦合入组件内,这些物体中的另一个和/或第一物体抵接于非振动支撑件。替代地,机械振动能可被耦合入第三物体和第二物体内。附加地或替代地,振动可被直接耦合入第一物体,第二和第三物体从相对侧被压向第一物体。
在实施例的第二子组中,第二和第三物体从相同侧与第一物体接触。在此,第二和第三物体的边沿彼此邻近并且在实施例中近乎平行延伸。例如,如果该边沿沿着对应穿孔延伸,那么第二和第三物体的穿孔可具有不同的直径并被近乎同轴地布置。
在这个第二子组的实施例中,机械振动通过被耦合入第一物体而被耦合入组件。也可能将振动直接耦合入第二和/或第三物体。在后种情况下,中间元件例如为聚合物可被放在超声焊极和对应物体(例如硅酮、PTFE等)之间。
在实施例中,可选地但没必要是这样,其中振动能通过第二物体(和/或,如果可用,通过第三物体)(超声焊极)而耦合入组件,振动通过其而耦合入组件的第一物体和振动工具(超声焊极)彼此适形,从而除了在工具和第二/第三物体之间的接触面之外,在工具和第一物体之间存在接触面,其中在将振动能耦合入组件的步骤中,第一物体的热塑性材料在与工具的界面处被引起变得可流动,并且被引起相对于工具流动。
例如该第一物体可包括至少一个从对应面突出的突起,第二/第三物体的边沿被压向该对应面。如果该沿着边沿的变形部段变形朝向第一物体突出,该突起可尤其从由远边限定的平面突出超过片平面。这个突起在振动能的作用下被至少部分地变得可流动并且被引起流动,尤其是为了填充间隙以及为固定提供另一种辅助。
附加于或替换于包括突起的第一物体,该超声焊极可包括突起从而产生所述的接触面。
本发明也涉及用于实施本发明的布置。该布置包围为固态的具有热塑性材料的第一物体,具有通常为平坦片部的第二物体,其中片部具有边沿,第一物体和第二物体能够相对于彼此定位以提供包括第一和第二物体的组件,边沿在组件内与热塑性材料接触,该布置还选择性地包括能够将机械振动能耦合入组件的超声焊极,和/或还选择性地包括本文描述类型的连接件。附加地或替代地,该布置可包括位于超声焊极和对应物体之间的隔膜界面,例如作为上文描述类型的中间片。
更通常地,该布置的部件可具有参考本文所教导的方法的不同实施例描述的特性。例如,该片部可具有边沿沿其延伸的穿孔。
本发明还涉及具有在本文描述的特性的加强部分或连接件。
此外,本发明包括如参考上文提到的特殊子组的另一个物体所描述的物体,即包括多个连接部分的物体,并且对于每个连接部分而言,第一物体包括热塑性材料,第一物体的形状被设计为可拆卸地/可逆地紧固至对应的连接部分。
通常,第一和第二以及(如果可用)第三物体为该词语广义上的构造部件(构造元件),即可被用于机械工程和构造的任意领域的元件,例如汽车工程、飞行器制造、造船、建筑制造、机械制造、玩具制造等。通常地,第一和第二物体以及连接件(如果可用)将都为人造的、手工的物体。因此不排除在第一和/或第二物体中采用自然材料例如木基材料。
第二物体可为具有平坦片部的任意物体。“片部”在此不一定是指均匀厚度。该第二物体可尤其为金属片。替代地,该第二物体可为具有片部的另一个物体,例如具有一部分金属片的更加复杂的物体,该部分构成了片部,或者其中片部不由在该词语的狭义上而言的金属片(通过轧制制造)构成,而是例如通过铸造工艺制造的金属部件,例如压铸件。
回到第一物体的热塑性材料,在本文中表述“能够例如通过机械振动使其流动的热塑性材料”或简称“可液化的热塑性材料”或“可液化的材料”或“热塑性材料”用于描述包括至少一种热塑性组分的材料,当加热时(特别是当通过摩擦加热时),即当布置在彼此接触并且相对于彼此振动地运动的一对表面(接触面)中的一个表面上时,该材料变成液体(可流动的),其中振动的频率具有如上文论及的性能。在某些情况下,例如如果第一物体本身必须带有大量的负载,那么如果材料的弹性系数大于0.5GPa可能是有利的。在其它实施例中,由于第一物体热塑性材料的振动传导性能在该过程中不起作用,所以弹性系数可能低于该值。在特殊的实施例中,该热塑性材料因此甚至包括热塑性弹性件。
热塑性材料在汽车和航空行业中是众所周知的。对于根据本发明的方法的目的,可以使用特别适用于这些行业的已知的热塑性材料。
适用于根据本发明方法的热塑性材料在室温下(或在该方法实施的温度下)是固态的。它优选包括聚合相(特别是基于C、P、S或Si链),其在临界温度范围以上(例如通过熔融)从固态转变成液态的或可流动的,并且当再次冷却到临界温度范围以下(例如通过结晶)时重新转变成固体,借此固相的粘度比液相的粘度高几个数量级(至少三个数量级)。热塑性材料通常将包括不是共价交联或交联的聚合物组分,交联键在加热至或高于熔融温度范围时可逆地打开。聚合物材料还可以包括填料,例如纤维或颗粒材料,其不具有热塑性或具有包括明显高于基础聚合物的熔融温度范围的熔融温度范围的热塑性。
在本文中,通常“不可液化的”或“不液化的”材料是在加工过程中达到的温度、因此特别是在连接器的热塑性材料液化的温度下不会液化的材料。这不排除不可液化的材料在过程中未达到的温度下能够液化的可能性,该温度通常远高于热塑性材料的液化温度或者在过程中热塑性材料被液化的温度(例如至少80℃)。液化温度是结晶聚合物的熔融温度。对于非晶态热塑性塑料,液化温度(本文中也称为“熔融温度”)是高于玻璃化转变温度的温度,在此温度,热塑性材料变成充分可流动的,有时称为“流动温度”(有时定义为可能挤出的最低温度),例如热塑性材料的粘度在此温度降至低于104Pa*s(在实施例中,特别是基本上不含纤维增强的聚合物,低于103Pa*s)。例如,不可液化材料可以是金属比如铝或钢,木材或硬塑料,例如增强的或未增强的热固性聚合物或增强的或未增强的热塑性材料,其具有相当高于可液化部分的熔融温度/玻璃化转变温度的熔融温度,例如具有至少高出50℃或80℃或100℃的熔融温度和/或玻璃化转变温度。
本文中的“熔化温度”有时用于表示所述液化温度,热塑性材料在该温度变得可充分流动,即对于结晶聚合物而言传统限定的熔化温度及高于玻璃转化温度的温度,热塑性材料在玻璃转化温度变得可充分流动以挤压。
热塑性材料的具体实施例是:聚醚酮(PEEK),聚酯比如聚对苯二甲酸丁二醇酯(PBT)或聚对苯二甲酸乙二醇酯(PET),聚醚酰亚胺,聚酰胺例如聚酰胺12、聚酰胺11、聚酰胺6或聚酰胺66,聚甲基丙烯酸甲酯(PMMA),聚甲醛或聚碳酸酯聚氨酯,聚碳酸酯或聚酯碳酸酯,或丙烯腈丁二烯苯乙烯(ABS),丙烯酸酯-苯乙烯-丙烯腈(ASA),苯乙烯-丙烯腈,聚氯乙烯,聚乙烯,聚丙烯和聚苯乙烯,或这些的共聚物或混合物。
除了热塑性聚合物之外,热塑性材料也可包括合适的填料,例如增强纤维,比如玻璃纤维和/或碳纤维。纤维可以是短纤维。长纤维或连续纤维可以特别用于在该过程中未液化的第一和/或第二物体的部分。
纤维材料(如果存在)可以是任何已知的纤维增强材料,特别是碳、玻璃、凯夫拉、陶瓷如莫来石、碳化硅或氮化硅、高强度聚乙烯(大力玛)等。
不具有纤维形状的其它填料也是可能的,例如粉末颗粒。
适用于根据本发明方法的实施例的机械振动或振荡优选地具有在2和200kHz之间的频率(甚至更优选地在10和100kHz之间,或者在20和40kHz之间),和在0.2到20W/平方毫米活性表面的振动能。
在许多实施例中,尤其是包括将振动耦合入第一物体的实施例中,振动工具(例如超声波)例如被设计成使得其接触面主要在工具轴线(近远侧轴线,当边沿被引起渗入第一物体的材料内时在能量输入和可能的力的影响下对应于第一物体和第二物体沿其相对于彼此移动的轴线;纵向振动)的方向上振荡,并且振幅在1至100微米之间,优选地在30至60微米的范围内。这种优选的振动例如由在超声波焊接中已知的超声波装置产生。
在其它实施例中,振动为横向振动,即与远近侧轴线呈一定角度,例如垂直于远近侧轴线并且因此例如平行于第一和第二物体之间的接触面的振荡。在此振动能量和振幅类似于上文所述的纵向振动的参数。
在可被示为具有横向振动的实施例的子组的另一组实施例中,该振荡可为旋转振荡,即该振动物体以前后扭转移动的方式振动。为了使旋转振荡成为一种选择,该第二物体不应该具有防旋转的几何形状,其中例如边沿圆形地绕穿孔延伸。同样,这种类型的振荡尤其适用于其中第一物体相对小的设置,尤其是它是连接件或属于连接件。
根据应用,振动功率(更具体地:超声焊极换能器通过其供电的电功率)可至少为100W、至少为200W、至少为300W、至少为500W、至少为1000W、至少为2000W。
在本文中,术语“近”和“远”用于表示方向和位置,即“近”是指操作者或机器施加机械振动的结合侧,而“远”是相对的侧。
第一物体与第二物体的接触侧在本文中有时被称作“接触侧”。在实施例中,其中第一物体被布置在第二物体的近侧并且振动被施加至被压向第二物体的第一物体,接触侧是远侧并且包括朝向远侧的面,第二物体的边沿被压向该朝向远侧的面。
附图说明
在下文中,参考图对本发明和实施例的实施方式进行描述。附图是示意性的。在附图中,相同的附图标记表示相同的或近似的元件。附图示出了:
图1a和图1b是具有固定位置的第二物体的实施例;
图2a和图2b是第二物体的替代;
图3a-图5b是在实施本方式的初始阶段以及已经实施本方式后不同构造的横截面;
图6-图8是连接件的不同实施例;
图9和图10是另外的替代构造;
图11-图13是替代的超声焊极设计;
图14a-图14c是借助第一物体将另一个物体可逆地固定至第二物体的实施例;
图15-图16是实施本发明的其它构造;
图17a和图17b是具有包括多个穿孔的固定位置的再一个第二物体;
图18a和图18b是分别为通过第一物体将第三物体固定至第二物体的初始阶段和最终阶段的构造;
图19-图22是用于基本如图18a和图18b所示构造的不同的第一物体;
图23和图24是这种构造的变型例;
图25a和图25b分别为通过第一物体将第三物体固定至第二物体的初始阶段和最终阶段的另一种构造;
图26是图25a的构造的变型例;
图27-图29是片部沿着边沿的特性的变型例;
图30是通过第一物体将第三物体固定至第二物体的初始阶段的再一种构造;
图31是第一物体和第二物体的另一种构造;
图31a是如图31的构造的第一物体的变型例;
图32和图33是通过第一物体将第三物体固定至第二物体的另外的构造;
图34a和图34b是不同的边沿结构;
图35a和图35b是构造的不同变型例;
图36和图37是另外的替代结构;
图38是流程图;
图39是具有弹性密封件的构造;
图40是用于图39的构造的流程图;
图41是具有弹性密封件的另一种构造;
图42和图43是用于将第三物体、第二物体和第一物体相互固定的又一个结构;
图44是第二物体具有多个附接部位的原理;
图45a和图45b是第二物体具有多个附接部位,其中该附接部位共同在所有的平面内方向上将第一物体相对于第二物体锁定;
图46是公差补偿的原理;
图47示出了最小深度取决于角度;
图48是具有第二物体的构造,该第二物体具有不垂直于轴向方向的片平面,并且也说明了角度失衡补偿的原理;
图49是具有功能区和附接区的第一物体;
图50a和图50b是用于在加工步骤中引导第一物体的构造;
图51是通过根据本发明的方式附接支承件;
图52是通过根据本发明的方式附接的卡扣连接器;
图53是振动解耦;
图54是具有模具铸造第二物体的实施例;
图55-图56是具有锚固部件和调节部件的构造;
图57a和图57b是其它实施例的锚固部件和调节部件;
图58a-图58c是锚固部件和调节部件的再一个实施例及其细节;
图59-图60是第一物体、调节部件以及第二物体的其它构造,其中第一物体用作锚固部件;
图61a和图61b是第二物体和第一物体在不同调节阶段的形态;
图62-图63是其中连接件用作调节部件的构造;
图64a和图64b是其中连接件具有在不同阶段与逐渐倾斜的开口相匹配的逐渐倾斜的部分的构造;
图65是其中连接件用作调节部件的另一种构造;
图66-图68是可用作连接件或用作还包括可液化材料的调节部件的部分的插入件;
图69和图70是具有弹性接头的附接法兰;
图71是具有专用耦合表面部的附接法兰;
图72是具有不同热塑性材料部件的第一物体;
图73-图76是实现为接触侧提供结构的原理的构造;
图77-图79是实现图73-图76所示原理的第一物体的突起的不同横截面;
图80和81具有第二物体的构造,第二物体具有主穿孔和多个周边穿孔;
图82-图84是具有第二物体的构造,第二物体具有对称的变形部段;
图85和图86是具有间隔物的第一物体对z位置进行控制的原理;
图87-图91是实现将超声焊极和第一物体之间的耦合面限定至被设计为第二物体的形状和位置的区域的原理的构造;
图92和图93是用于调节平面内位置的两种基本构造;
图94和图95是图92的基本构造的实施例;
图96-图102是图93的基本构造的实施例和原理;
图103是作为第二物体的举例的紧固件;
图104-图106是将机械振动耦合至第二物体内的原理;
图107是两站式生产线;
图108-图110是用于将横向振动耦合入第二物体内的超声焊极的设计和构造;和
图111-图113是其中第二物体具有延伸开口的构型;
图114和图115是具有砧座的第一构造;
图116-图118是具有砧座的另外的构造;
图119和图120是具有第一物体的构造,第一物体具有附接结构;和
图121是包含调节位置的方法的流程图。
具体实施方式
图1a和图1b示出了金属片2作为第二物体的例子的俯视图和横截面。该金属片包括例如由开孔工具制成的穿孔20。例如,该穿孔的制备方式为将带有尖端的工具缓慢压向金属片,同时金属片抵靠至在工具作用的位置处具有开口的支撑物,直至工具的尖端穿透。穿孔的形状将是不规则的,具有多个舌状物。替代地,如果在前期片成型加工之前或之中已经(采用水喷射或激光)将相应的几何形状冲压掉或切掉,那么该形状可为规则的。金属片在穿孔20的周围形成了边沿21,该边沿21在接下来的步骤中具有能量导向件的功能。在图1b中示出以下参数:高度h、穿孔的(平均)直径d、被变形以从金属片平面突出的d部段的直径D(在一些情况中最好限定成大于穿孔的直径d)、此处限定为变形部段与垂直于金属片平面之间的角度的角度α;相应的定义在本文通篇使用。
作为不规则地穿孔的替代,借助于与预切中心孔几何形状组合的适用的开孔设备(例如采用激光),人们还可加工不规则的或规则的形状,例如如图2a和图2b所示的圆形穿孔。
参见图3a和图3b,描述了许多实施例和根据本发明的方法的具体实施例的基本原理。
第一物体1包括热塑性材料。在示出的实施例中,该第一物体被示出具有板状部段,该板状部段由热塑性材料构成并且限定了用作提及的耦合面的朝向近侧面11和当第一物体相对于第二物体2定位时在穿孔20的周围与突出部段接触的朝向远侧面12。但是,在更通常的情况下,第一物体1可具有其它的形状,并且具有不均匀的材料成分。在下文描述的实施例中示出了一些例子。
更通常地,该第一物体可为待连接部件,或待连接部件的一部分,或连接件(销钉、夹子基座、铆钉等)。
-如果第一物体本身是待连接部件(正如机械工程和制造中的许多部件那样包括一部分热塑性材料),那么本发明的方式除了本发明通常的优势(低成本组装和部件、可靠锚固、可能的紧密密封连接)外还具有以下优势:
ο与通过与明确限定的紧固结构匹配的紧固件进行紧固相比,相对于第一物体的位置可通常只需要以低得多的精度限定,因此具有明显增大的公差,和
ο需要更少的部件以及更少的组装步骤。
-如果第一物体是单独的连接件,那么除了通常的优势外,根据本发明的方法为关于连接件的形状和特性的选择带来了相当大的灵活性,例如也结合至参考下图14a-图14c所描述的方法,并还具有与现有技术方法相比公差更小的优势。
为了将第一物体固定至第二物体,振动的超声焊极6在穿孔20的周围将第一物体压靠在第二物体上。耦合入第一物体的机械振动能由此通过第一物体传播,并且在第一物体与边沿21接触的位置被吸收,边沿21因此用作能量导向件。因此边沿周围的热塑性材料被加热并且变得可流动,允许片材的突出部段被压入第一物体的主体内。在重新固化后,这导致至少突出部段在第一物体内被锚固并且由此在第一物体和第二物体之间形成了机械形状配合连接。图3b示出了所得到的布置。这幅图示意性地示出了已经流至第二物体的下方并且因此引起了提及的锚固的材料部14。
在一组实施例中,流至第二物体下方的材料被适当成形的砧座结构所辅助和/或引导。该原理可被用于本发明的任意实施例,其允许从远侧即与施加超声波侧相对的侧边接近固定位置,包括参照未在本文中示出的其它附图所描述的实施例,该其它附图未明确示出在图114中示意说明的此砧座结构。砧座600用于在固定过程中支撑第二物体。该砧座600不同于仅为平面,而是在其周围包括引导突起601和容纳凹陷602。如图115中的箭头所示,该引导突起601有助于固定位于第二物体远侧的热塑性材料并且因此增加了整体稳定性并且减小了所需的渗入深度。
在图4a和图4b的实施例中,第一物体1不是板状而是螺柱状。除了为热塑性材料的部分15外,它还具有其材料在加工过程应用的条件下不可液化的加强部16。尤其是该加强部可为金属。在所示实施例中,加强部16为衬套,该衬套选择性地具有允许将另外的元件固定至其上的螺纹或其它结构。如图4b尤其可见,此加强部16除了另一种功能外(例如,如提及的适用于将另外的元件固定其上),它还可为第一物体和第二物体之间的连接带来附加的机械稳定性。例如如所示构造,它可延伸入穿孔内并且因此相对于可能作用其上的剪切力稳定第一物体和第二物体之间的连接。
加强部16的另一种功能为通过迫使热塑性材料流向远侧和侧面而辅助控制热塑性材料的流动。因此加强部16与参照图114描述的砧座具有相似的功能,区别在于无需从远侧接近其位置。
在一些类似于图4a/图4b中的一个的实施例中,确保机械振动不直接耦合入加强部,从而防止加强部周围的热塑性材料被液化以及因此加强部的位置不稳定的任何情况是有利的。因此,第一物体和超声焊极的形状可被设计使得将耦合面在加强部周围的区域是受限的,如下文例如参考附图87-图91的描述。
在一组实施例中,该方法包括提供另外的连接件3的另外的步骤,该连接件3最初与第一物体和第二物体分离并且在固定方法中与第一物体和第二物体组装在一起以形成整体组件。图5a示出了此连接件3的例子。该连接件在描述实施例中具有远侧尖端和沿着侧边外围的保持结构31。在将机械振动能耦合入第一物体的步骤之前,超声焊极6被用于将能量和压力耦合入连接件,由此驱动连接件进入第一物体1,其中第一物体的材料在与连接件3接触之处通过吸收机械能而局部液化。一旦连接件3的近端面与第一物体1的朝向近侧面11齐平,该步骤按照参照图3a和图3b的描述继续。通过适用的超声焊极设计(见例如下文所描述的图11和图12),可设定连接件被驱动入包括第一物体和第二物体的组件的深度。保持结构在组装状态下将由液化的和重新固化的热塑性材料所渗入,从而由它们带来附加的机械稳定性。图5b示出了该过程后的组件。
连接件3可与上文所述类型的加强部具有相似的功能,本文中涉及加强部特性的教导也适用于连接件,反之亦然,主要的不同在于在将能量耦合入布置之前加强部最初是第一物体的一部分,这与连接件相反。
图6、图7和图8还示出了连接件3的(或者是加强部的)变型例。图6的连接件3具有可将另外的元件夹持在其上的附接楔子32。选用地,在固定过程后,它可与下文中参考图14a-图14c所描述的紧固夹具有相似的功能,区别在于另外的元件所夹至的部分是连接件3(或加强部)的一部分并且不是热塑性部的一部分。
对于采用图3的连接件3的过程,采用环形超声焊极(管状超声焊极;见下文的图13)是有利的,其使得附接楔子32不会与超声焊极直接接触。
作为与图5a的实施例的另一种不同,该不同与附接楔子无关,远端没有尖端而是带有具有与尖端相似的功能的朝向远侧的边沿33,但是将根据组装情况通过增加热塑性材料流入远侧方向的倾向性来影响材料流动控制,这可为期望的或不期望的。
图7的连接件3的实施例是具有内螺纹39和外保持结构31的衬套。
在图8的实施例中,连接件除了具有远侧尖端36和保持结构31外,还具有(与这些无关的)头部34,头部34带有有助于热塑性材料流动控制的朝向近侧的法兰部35。尤其地,它防止了第一物体1的热塑性材料在更近侧位置流向侧边,由此迫使其流到布置第二物体2的位置,因此有助于形成更加明显的机械固定。
参照图9,示出了相似的原理,但是具有由第一物体的热塑性材料构成的法兰部18-同样这将至少在最初形成流动控制以防止侧向流动。例如与附接至第一物体的热塑性材料的非热塑性法兰相组合是可能的。
在图10的变型例中,第一物体1具有加强部16,但是其在热塑性部15的近端面朝近侧突伸出,由此第一物体被设计使得加强部16在该过程中相对于热塑性部15移动,由此热塑性部15的热塑性材料被移位。
如果加强部本身是塑性可变形的材料,那么图10的实施例可尤其有利。接下来,加强部16的远侧部,例如如图16所示的远侧足部,在位于其远侧的热塑性材料所引起的压力的作用下向外变形并且由此增强了锚固强度。在此,加强部本身可为热塑性材料,这使得机械振动和压力能够至少部分被传递通过加强部,而加强部16仍然是可变形的。例如,为此加强部可为比热塑性部15的材料具有更高的液化温度的热塑性材料,或者为基于相同聚合物但是具有更高的填充等级从而黏度更高的材料。替代地,它可为可弯曲金属,在这种情况下将被变形的部要相应地足够薄。
加强部106的变形过程尤其在砧座(图10中未示出)的辅助下进行,该砧座例如具有例如按照图114所示的中心引导突起601。
图11、图12和图13示出了替代的超声焊极设计。图11的超声焊极6具有远侧外围法兰61,其可根据设置要么限制热塑性材料的侧向流动,要么将加强部/连接件压入与加强部/连接件的周围材料不同的深度或者这两者。
图12的超声焊极6的远侧突起62可例如与第一物体或连接件的引导凹口一起具有引导功能,和/或可具有驱动连接件或加强部进一步进入第一和第二物体的组件内的功能。图13的超声焊极6是环形超声焊极。在大多数的实施例中,该环形超声焊极将被设计使得超声焊极的远侧耦合输出端面覆盖第二物体2的突出部段的侧向位置。
图14a-图14c描述了适用于本发明的实施例的具体构造。该构造涉及在多个紧固位置处将另一个物体可逆地紧固至第二物体。图14a示出了作为将被可移动地紧固至具有平坦表面的物体(第二物体)表面的该另一个物体的例子的平坦板件71。这种构造的应用举例包括将多块板紧固至车身。
根据本发明的实施例,相反,在本文所描述的方法中提供固定连接件作为第一物体1(或作为上文限定类型的连接件)。因此,第一物体1(如图14a所示)或连接件(例如如图6所示)被提供有夹持连接结构13,在图14a中示为外围槽,该夹持连接结构与另外元件的相应结构(图14a中的板件71)配合以形成可拆卸的夹式连接。为了将固定连接件固定至第二物体2,第一物体1在被紧固至另外的元件(在描述的实施例中为板件71)时与第二物体2的对应定位的突出部段接触。此后,按照上文的描述来实施该过程。如图14b中的双向箭头73所示,在此第一物体和突出部段的相对位置不需要非常精确并且在不会对固定造成不利影响的情况下能够在由第一物体的尺寸相对于突出部段的尺寸所给出的公差内变化。因此,附接点(穿孔和变形部段)的位置相对于另外的元件71的附接结构(连接部)的位置的公差与现有技术的方法相比要更加宽松。然而,由于第一物体1(或连接件)在固定过程中被附接至另外的元件的事实,可拆卸的夹式连接的位置被精确地固定。图14c示出了具有可拆卸地夹至第二物体2的另外的元件(板件71)的最终组件。
图15示出了其中第二物体不具有突入近侧方向即朝向第一物体的部段的实施例。相反,穿孔20被冲压掉(或被钻掉或以其它方式被移除),其边沿位于片平面内。与之前描述的实施例相反,该方法接下来不会对仅为板形的第一物体起作用。相反,需要调节第一物体的形状和位置。更具体地说,在示出的实施例中,第一物体1是具有逐渐变窄的部段101和头部段102的附接螺栓,其中该逐渐变窄的部段被定尺寸为使得在插入穿孔以及向远侧方向移动时,其会与第二物体形成明显的并且增加的差值。当超声焊极6将第一物体压入穿孔内并将能量耦合入第一物体内时,这将与上文描述的实施例类似引起第一物体的热塑性材料液化。
同时地,被驱动入热塑性材料的连接件3(或替代地加强部)将在可流动的材料上产生朝向外侧的压力。因此,该穿孔的边沿变得嵌入在热塑性材料内。可实施该过程直至头部段102的朝向远侧的面抵接至第二物体的片材。由于迫使进入第一物体1的热塑性材料内的连接件3(或加强部)的使用效果,插入部段101的形状没有必要为逐渐变窄的。
替代具有逐渐变窄的部段,该第一物体可具有其它形状,包括其直径略大于穿孔直径的台阶状或圆柱状。
在包括驱动连接件或加强部进入热塑性材料以产生朝外的压力的实施例中,连接件/加强部具有与上文所述的结构砧座的效果近似的效果。但是,此实施例具有在无法从远侧接近紧固位置的情况下也可用的优势。
在图16的变型例中,构成第二物体的金属片绕穿孔具有突出远离第一物体的部段。尤其是第二物体可按照图1a和图1b所示形成,但是上下倒置,从而它具有多个舌状物,热塑性材料可在舌状物之间流动。同样在这个实施例中,一方面穿孔/变形部段的尺寸和第一物体的突出部的尺寸互相适配,互相适配的方式为当第一物体的突出部被插入到穿孔中时存在明显的阻力防止第一物体相对于第二物体前移(远侧运动)。同样这个实施例可与在本文上文中讨论类型的连接件或加强部相组合。
图17a和图17b示出了第二物体的例子,其中将多个穿孔20布置在突出远离近侧的共同的变形部段内。图15和图16中所描述类型的单个第一物体1通过上文描述的过程被锚固在由这个变形部段所形成的凹痕中。
应用包括例如在汽车行业和航空行业中将塑料部件紧固至金属部件(其中第二物体是金属部件或其部分)。例如,在汽车行业中,塑料或复合材料的轻质部件常常必须被附接至车身。
尽管所有描述的实施例依赖于通常从第一物体的侧边(从图中的顶部)将机械能耦合入组件内,其中将机械振动能耦合入第二物体的实施例也是可能的。例如在类似于图3a的构造中,超声焊极6可从在附图中被示为较低侧的一侧起作用。
图18a-图24示出包括通过第一物体将第三物体固定至第二物体的成组的实施例,尤其在仅能从一侧即近侧(在附图中示为顶侧)接近的情况下。在所有的这些实施例中,第三物体8被示为平坦的CFK部件。但是这组实施例也对第三物体例如为金属或陶瓷材料或塑料(其从在工艺中达到的温度下不会液化的意义上讲例如是不可液化的)或在构造中使用的任意其它适用材料起作用。同样,第二物体被示为金属片。但是,该方法也对能够绕穿孔形成边沿的其它材料起作用。该方法对于其中第二和第三物体具有不同的热膨胀系数的构造尤其有利;但是这不是该方法的使用要求。
图18a中的第一物体1用作将第三物体8固定至第二物体2的连接件。该第一物体具有热塑性材料部15以及作为不可液化芯部的例如为金属的加强部16。芯部16形成了第一物体的头部91并且在轴部的内部延伸。在示出的构造中,芯部91沿着整个轴为热塑性材料部15所覆盖,但是,可能提供热塑性材料部只作为部分覆盖层,例如使芯部的远端没有任何覆盖层或使绕外围的某些部段没有任何覆盖层。
第三物体具有为贯通开口的第三物体开口81。第二物体2的形状基本与图16中所示出的形状类似。穿孔的直径(与图1b相比)小于第三物体开口的直径。更具体地,轴部92的横截面使其装配通过该开口但却不能装配通过该穿孔。
在第一物体已经被插入穿过该开口并且被超声焊极6压靠在远侧方向上、压靠在第二物体2上之后,通过超声焊极6同时将机械振动能耦合入第一物体1,热塑性材料变得可流动。继续该过程直至头部91使得第一物体的向前运动(向远侧方向移动)停止。接下来,停止振动能输入并且移走超声焊极。图18b示出了材料部14已经流至第二物体的远侧形成了盲铆钉状的足部的结果。因此在图18b的构造中,第一物体在该步骤后形成了铆钉,第二物体和第三物体被夹持在这个足部和头部91之间。如果所采用的热塑性材料的玻璃转化温度是室温和约160℃之间的某个值,那么铆钉连接具有关于补偿在电沉积步骤例如喷漆/涂漆中不同的热膨胀系数这一上文讨论的优势。举个例子,丙烯腈的玻璃转化温度约为130℃-140℃。
图19示出了第一物体的变型例,其中芯部16具有远侧冲压边沿93。此远侧冲压边沿可在过程中被用于冲压出穿孔。
作为另一种变型例,图20示出了具有形成远侧穿刺尖端94的(金属)芯部的第一物体。此穿刺尖端可被用于通过穿刺形成第二物体的金属片来形成包括在口周围变形(如图18a所示)的穿孔。
在包括穿刺的实施例中,可选择性地存在腰部96,从而在穿刺步骤之后片部不再夹持芯部,并且相对振动变得可能。
在图19和图20的两个实施例中,该过程在冲压/穿刺步骤之后基本按照参照图18a和图18b的描述继续。
图21示出了另一个变型例,第一物体适用于包括通过第一物体将第三物体固定至第二物体的实施例组,该物体没有芯部或其它的加强部而是由热塑性材料构成。同样在这个实施例中,除了轴部92外可选择性地存在头部91。
图22的实施例示出了可组合或单独或彼此独立实现的另外的特征。
-芯部16包括结构95,结构95适用于形成形状配合连接(此处:相对于轴向方向的相对运动)或以其它方式加强芯部16和热塑性材料部15之间的连接。
-芯部具有更小的轴向延伸(沿着近远轴线延伸),从而它没有必要延伸通过穿孔。更通常地,不需要芯部的特定延伸/尺寸(如果存在的话),但在第二和第三物体之间期望有明显的剪切力的构造中,如果此芯部穿过开口和穿孔延及两者,那么它可为有利的。
在图23的变型例中,第二物体2绕穿孔没有弯曲突出远离第三物体(与图18a所示相反)而是大体平坦的。
然而砧座在本发明的许多实施例中是有益的,包括其描述中没有提到类似于图23的实施例的砧座的实施例,但是如上所述的具有对应表面结构的砧座可尤其有利于引导材料沿边沿21流向第二物体部分的远侧。
在图24的变型例中,该第二物体具有基本参见图17a和图17b描述的形状,具有替代一个更大突起的多个更小突起。
图25a示出了借助于第一物体1将第三物体4固定至第二物体2的布置示例,其中第二物体和第三物体都通常具有平坦片部,该片部具有边沿。
在图25a的实施例中,该第二物体具有第二物体穿孔20,第二物体边沿21沿着该第二物体穿孔20延伸,第三物体4具有第三物体穿孔40,第三物体边沿41沿着第三物体穿孔40延伸。对应的物体2、4沿着穿孔变形从而该片材突出远离对应的片平面。
物体1、2、4被布置使得第一物体被夹在第二物体和第三物体之间并且第二物体和第三物体的片材朝向第一物体1突出,即突出朝向第二物体2的近侧和第三物体4的远侧。
在该过程中,对第二物体和第三物体施加相反的压力,由此第一物体被夹在第二物体和第三物体之间。同时,机械振动能被耦合至组件内。由此例如振动超声焊极6将第三物体4压靠在第一物体1上,从而第一物体1被压靠在第二物体的边沿21上,第二物体反过来被抵靠非振动支撑件7放置,该支撑件施加作为法向力的反向压力。
在图25a的实施例中,振动通过第三物体被耦合入布置内。在启动振动时,在材料部变得可流动之前,第三物体的振动可引起第一物体也振动。如果恰当地选择物体的参数(角度α、边沿的尖锐度、边沿的长度、材料刚度等),那么在朝向第二物体边沿21的界面处的加热过程是在第三物体边沿41的界面处的加热过程开始前开始或几乎同时开始。尤其地,该第二物体21可以形成为在界面处(例如由于更斜)比在第三物体边沿41处更倾向于吸收能量。因此,即使只能将振动耦合入第三物体,也能实现将第二物体和第三物体都锚固到第一物体内。
图25b示意性示出了在能量输入已经停止后的情况,流动部14具有已经沿着第二和第三物体的边沿流动的子部分。
根据图26所示的变型例,第二物体2和第三物体4都承受机械振动,其中第二物体2、第一物体1和第三物体4的组件被夹持在两个施加相反压力的振动超声焊极6.1、6.2之间。这个实施例对第二物体和第三物体的边沿性能不那么敏感。
图27-图29示出了怎样改变边沿特征以影响能量吸收,例如参照附图25a的讨论用于仅从一侧输入能量的不对称设置。可以改变的参数包括斜度(图27角度α)、边沿长度(图28)、边沿尖锐度(图29)等。
图30示出了第二物体和第三物体的实施例的另一个例子,其中第二物体和第三物体自相对的两侧与第一物体接触。然而与图25a和图26的实施例不同,该第一物体包括至少一个突起(在示出的实施例中为两个脊117、118),该突起自对应的朝向近侧/远侧面11、12外突,第二物体/第三物体的边沿21、41被压靠在该朝向近侧/远侧面11、12上。该脊117、118(或其它(多个)突起)被设计为它们的高度大于或等于或只略微小于沿边沿对应变形的部段的高度h(见图1b)。当将超声焊极6.1、6.2压向第三物体和第二物体4、2时,它们因此与超声焊极直接接触,从而在该过程中将机械振动能施加至它们的端部113、114,由此位于这些端部的材料变得可流动并且如图30中的箭头所示可沿着边沿填充空间。作为示出高度的突起的补充或替代,可为对应的超声焊极6.1、6.2提供突起。
已经在突起和超声焊极之间的界面处产生的可流动材料可例如通过有助于形状配合连接而有助于将第二物体/第三物体固定至第一物体。
图30的概念可应用于只有一个超声焊极的布置(与图25a相比),例如通过只为朝向超声焊极的第一物体的一侧提供突起,或通过为两侧提供突起,朝向远离超声焊极的侧边具有能量传导结构或以其它方式被设计为比朝向超声焊极的侧边更容易吸收能量振动能。
图30的实施例是当超声焊极作用于第二物体2(或第三物体)时直接与超声焊极接触的第一物体的部分(尤其是突起)的概念示例,从而在超声焊极6和第一物体1之间的界面处形成流动部的子部以填充空间。
这个概念也可用于未根据提供第二物体和第三物体的原理的构造,第二物体和第三物体都具有在过程中嵌入第一物体材料内的边沿。另外,它也可被应用于其中仅有第一物体被固定至第二物体的实施例(并且该第一物体可选地可被构造为用作用于其它任何物体的锚固件)。这在图31中做了示意描述。在这种构造中,该超声焊极从第二物体2的侧边(图31中的底侧)作用并且将第二物体2和第一物体1的组件压向非振动支撑件(图31中未示出)。
在类似于图30和图31的实施例中,其中使第一物体的端部变得可流动,该端部可选地具有有利于此液化的形状。图31a示意性地示出了相应的例子,其中具有减小边沿(图31a的下方)的管部17形成了端部。这种形状将形成能量导向作用,并且在管部与超声焊极接触处(或者在另一种结构中,如果超声焊极从图31a示出的上侧作用,在管部和非振动支撑件或第二物体的一部分或其它非振动物体之间)的液化将比图30和图31所示的形状更加迅速地开始。
图32示出了将第二物体和第三物体2、4自相同侧与第一物体1接触的子组的实施例。在图32中,第二物体2和第三物体4都具有穿孔20、40,片材绕该穿孔变形朝向第一物体1突起。为了通过第一物体将第二和第三物体固定在一起,第二和第三物体一个在另一个上方地定位,其中该穿孔近乎同轴布置。
在图32的构造中,类似于图3a,振动可从朝向远离第一物体和第二物体的侧边作用于第一物体以将边沿21、41嵌入热塑性材料内,同时第三物体邻近抵靠非振动支撑件。也可从第三物体侧或两侧施加机械振动。
在图33的变型例中,并未将通过第一物体彼此固定的第二物体和第三物体彼此层叠放置而是彼此相邻地放置。在这个实施例中,第二物体没有穿孔。而是,片部的外围边沿被用于该过程。第三物体的外围边沿41被布置邻近于第二物体的外围边沿21,并且该边沿通过该过程(类似于图3a/图3b)嵌入热塑性材料内以将第一物体、第二物体和第三物体彼此固定。
在边沿不是沿穿孔的边沿而尤其为外围边沿的布置中,边沿沿其延伸的外围部分被提供有弯曲结构或具有拐角的结构从而边沿不会直线延伸是有利的。尤其是在如果期望面内力(剪切力)作用于物体之间的连接处的情况下。图34a非常示意性地示出了彼此相邻的第二物体2和第三物体4的外围部分,其中外围部分被提供有此处为部分波纹状的弯曲。由此,在两个面内方向x和y上的面内力可被连接所吸收。
如图34b所示,如果将第三物体4类似于图33地布置在第二物体(实线)的旁边,那么此外围部分的非直线结构就不仅仅是有利的。而是,虚线示出了将通过该过程固定至第二物体的第三物体的其它可能布置。
参照图3a、图33等,描述了将机械振动能耦合入第一物体以将振动能传递至与第二物体(以及如果可用的第三物体)的界面处的原理。在此通常这样选择参数以使得热塑性材料不会在与超声焊极接触时明显地液化。与之相反,在图30和图31所描述的实施例中超声焊极-第一物体-界面处的目标液化被用于液化热塑性材料的其它部分以填充结构。
图35a和图35b示意性地示出了这种情况的另一个例子。在图34a中,该超声焊极被示为具有外围突起64,其具有被配备用于使第一物体的边沿部分可流动并且变形并且用于横向限定可流动材料的流动的斜肩。这将导致该包括第一物体和第二物体(并且如果可用的,第三物体)的组件的明确限定的光滑边沿区域。
在图35a和图35b中示出了可独立于“在超声焊极-第一物体-界面处的液化”和/或限定特征实现的其它选用特征。但是,这个选用特征与由突起或其它专用的超声焊极形状导致的明确限定形状的结合可在特定的实施例中具有特殊的优势。这个其它的选用特征是第二物体2具有突出朝向第一物体的变形边沿,该边沿沿着第二物体的完整外围延伸并且完全嵌入了第一物体材料内(图35b),因此,第二物体的表面(朝向近侧,图35a和图35b的上方)与第一物体的表面(在图35a和图35b的构造中朝向远侧的表面)之间的界面被完全密封。如果例如将元件(未示出)在朝向第一物体的表面处附接至第二物体,那么该方式形成了完全密封元件并且保护其免受水汽和其它可能的环境影响的包封。
使第二物体的整个外围嵌入第一物体的热塑性材料内的特征可与固定第三物体4(如图35a和图35b所示)相组合或不与之相组合地完成,即在没有第三物体的设置中,该第三物体具有带有将被嵌入热塑性材料的边沿的片部。
图36示出了将被机械地固定至第二物体的一个第一物体1(或多个第一物体)的另一实施例。这个另一实施例是其中热塑性材料不仅在与边沿接触时变得可流动并且在与第二物体的其它部分的接触面处可流动的实施例的举例。更具体地,在示出的实施例中该第二物体具有第一部分24和第二部分25,该第一部分24例如由基本平坦的第一金属片构成,该第二部分25包括边沿并且在此处可由附接至第一金属片的第二金属片形成,并且形成了至少一个在顶部具有穿孔的隆起。该第一物体具有头部102和轴部103,对于该过程,轴部被引入穿过穿孔直至轴部103的远端抵接第二物体的第一部分24和/或由头部102形成的朝向远侧的肩部抵接第二物体的第二部分的边沿。当施加机械振动能时,边沿嵌入了热塑性材料内,轴部的远端变得可变形并被向外压以使轴部横向扩张,从而第一物体通过一种盲铆钉效应被附加地锚固。因此,轴部尺寸可选地使得限定在(第二物体的第一和第二部分之间)隆起下方的大部分容积被热塑性材料填充。
在如图36的实施例中的第二物体的第一部分24通过描述的方法可用作上文描述类型的砧座。选择性地,它可按照上文所述变形使得砧座形成流动引导结构。根据更进一步的替代,其可被具有砧座功能的单独物体所替换。
在图36中,右侧示出了在该过程之后的第一物体1,流动部14包括朝向远端并且位于与边沿的界面处的部分。
图37示出了可选地用于类似于图36的实施例的选用的第一物体是可瘪缩的,其具有形成了默认瘪缩位置的近部105。
在图30、图31、图36、图37的实施例的变型例中,第一物体的远端的形状可类似于图31a所示设计以与部件(第二物体部件、超声焊极、砧座)配合从而以流动引导方式作用。
图38示出了用于本文所描述的方法的实施例的加工图。曲线121示出了作用于第一物体和第二物体之间的按压力,曲线122为振动能功率,两者都为时间的函数。如图38所示,在可选的第一阶段125(预压)中,第一阶段可更短或甚至可被省略,该第一物体在没有任何振动作用的情况下被压向第二物体。这个第一阶段可例如是有利的,从而确保当振动开始时按压力以及由此超声焊极和第一物体(或如果可用,第二物体或组件的其它物体)之间的耦合力使得在超声焊极和物体之间具有有效的耦合,例如从而防止了在超声焊极和第一物体之间的界面处熔化。在第二阶段126,在维持按压力时,振动被耦合入组件。根据该构造,替代如所示的恒值,按压力可遵循特定的轨迹。在第三阶段127(后压阶段),关闭振动,但是按压力会维持一段更长的时间直到流动部已经重新固化至足以发生防止任何不期望的松脱或回弹效应等。在这个第三阶段127,第二物体沿着边沿可被更进一步地压入第一物体内。因此,可选地(虚线),按压力可在第三阶段的过程中甚至可被进一步增强。
图39示出的构造类似于上文所述的构造(例如图3a的构造)但是具有附加元件:弹性密封件131在施加按压力和机械振动的步骤之前相对于第一和第二物体放置。该密封件放置的位置为按压力和在开始液化后(使可流动)由此引起的第一物体和第二物体的相对移动压缩密封件131的位置,此处位于第一物体和第二物体之间。因此可得到附加的密封效果。在示出的构造中,密封件131为环绕第二物体中的穿孔20的密封环,由此第一物体和第二物体之间的连接在朝向第一物体侧(图39中的上侧)被完全密封。
同样在具有在第一物体和第二物体之间被压缩的密封件的实施例中,该加工图类似于在图38中示出的加工图,但因为如果流动部没有充分变硬,那么密封件将引起回弹效应,所以第三阶段127(后压阶段)特别长。
在图41所示的另一个实施例举例中,密封件131在开启按压力和振动之前相对于第一物体和第二物体放置。在这个其它方面类似于图8的实施例的实施例中,密封件131在连接件3和第一物体1之间被压缩,因此位于第一物体背对第二物体的一侧上。同样在图41中,密封件被示出形成了密封环。在图41的实施例中也可以选择将附加的密封件放在如图39所示的位置。
在类似于图39和图41的实施例中,也可使用相应量的粘合剂来代替弹性密封件131,分配形成例如所示出的密封件131那样的闭合环。
图42示出了可将待固定至第一物体和第二物体1、2(或者借助于第一物体和第二物体中的一个而固定至第一物体和第二物体中的另一个)的第三物体8通过第一物体和第三物体之间的附加形状配合连接而连接至第一物体。为此,第三物体8包括相对于第一物体的热塑性材料可流入的至少一个方向(图42中的轴向)具有底切的结构。在图42的实施例中,该结构被设置在第三物体8的突起45上,该第三物体8在机械振动能被耦合入系统内时在该步骤中被压入第一物体的材料内。这些物体彼此相对放置,从而第二物体绕穿孔的部分位于第一物体和第三物体与突起45之间,该过程穿过第二物体的穿孔并且由此与第一物体接触。
例如参考图5a/图5b或参考图6或图7或图8,图42的实施例的突起45类似于上文描述的连接件的对应结构。
与包括带有形状配合结构的突起的第三物体的形状无关的图42的实施例的其它特征是第三物体8以不同于图5-图8的实施例的方式和第二物体一样安置在第一物体的相同侧。导致嵌入第二物体的边沿和第三物体的部件(此处:突起的)的振动能施加步骤将由此引起热塑性材料朝向第二物体和第三物体侧回流,从而突起54和片部之间的空间将至少部分被填充。
同样在如图42所示的构造中,该过程将导致第二物体2被夹在第一和第三物体之间。
图43示出了图42的实施例的变型例,其中第一物体和第三物体之间的形状配合连接包括使第三物体8的材料渗入第一物体1的底切结构141。因此,第三物体可至少在突起45的区域内包括在振动能和按压力的影响下变得可流动的热塑性材料。在此实施例中第三物体的热塑性材料可与第一物体的热塑性材料的成分相同或不同。
根据第一物体和第三物体的热塑性材料的材料对,在具有或不具有存在于其中一个物体中的底切结构的情况下,在此实施例中也能在这些物体之间形成熔接。
在实施例中,该方法包括为第二物体提供多个附接部位,每个附接部位包括片部的边沿,并且对于每个附接部位将机械振动能耦合入组件内直到热塑性材料的流动部分由于在边沿和热塑性材料之间产生的摩擦热而变得可流动并且围绕边沿流动从而至少部分地将边沿嵌入热塑性材料内。这对于所有的附接部位或对于附接部位的子组可同时完成,或对于附接部位可依次完成。每个附接部位可例如包括上文描述类型的穿孔20,并具有沿着穿孔延伸的边沿。
图44非常示意性地示出了具有多个附接部位200的第二物体2。通常此附接部位可以规则布置或不规则布置,以二维方式或一维(沿着一条线)方式分布。尤其地,附接部位的二维布置将会在所有方向上带来相对于的倾斜力的稳定性,即使例如由于第一物体的有限厚度,附接部位本身相对小和/或如果高度h(见图1b)相对小。因此,此二维布置即使在具有非常薄的第一物体的情况下也可形成机械稳定连接。
在本文上文中描述的连接的特征是第一物体和第二物体之间的连接(在类似于包括第三物体的图34a/图34b的实施例中)可吸收在所有平面内方向上的相对力,其中(多个)边沿包括在不同的平面内方向上延伸并且突入相反方向的多个部分。
边沿包括至少部分突入相反方向(这些部分中的一个突出的方向具有沿着这些部分中的另一个突起的方向的轴线的部分,该部分具有反向标记)的两个部分并且边沿向不同方向延伸的事实可在许多情况下是有利的,因为它可提供锁定至所有平面内方向的形式。在上文描述的实施例中,这些部分围绕一个单独的穿孔形成。
图45a和图45b(图45b示出了沿着图45a中面B-B的截面)示出了替代方案,其中形成变形部段的舌状物28将第一物体只锁定在每个穿孔20的一个平面内方向上。但是,属于不同穿孔的舌状物28突入不同方向,包括在相反方向上的具有分量的方向。它们共同在所有平面内方向上锁定了第一物体。
图46示出了公差补偿原理。本发明的机械连接适用于许多方面的公差补偿:第一物体处的附接部位不需要预先限定并且可改变,唯一的条件是边沿嵌入热塑性材料-因此在边沿21的位置以及材料将被嵌入的位置必须为热塑性材料。
-因此,边沿21的(或更通常地:附接部位的)侧向位置(在示出的坐标系统中的x-y位置)可因此在第一物体1或其热塑性附接区112的相应侧向尺寸内变化。在图46中,mx表示两种可能布置之间的相对的、侧向上的x位置可能的错配。
-同样相对轴向位置(z位置)可变化。为了具有足够的强度来抵抗轴向拉力,在z-突起内的嵌入部分Pz的尺寸必须具有某个最小值Pz,min。在实践中,根据应用,嵌入部分的最小z-突起值在0.2mm至1mm之间是足够的(当然不排除更大的值)。只要达到了这个最小尺寸,将边沿压入第一物体(tz)的远近程度无需被提前限定。因此,第一和第二物体相对于彼此的相对z-位置可在极限值范围内,该极限值仅由几何约束(例如如果表面互相抵接)和指定的最小尺寸给出。在图46中,mz表示在两种可能的布置之间相对z-位置的可能错配。
116是指当片部被压入图46中的第一物体时受材料流动影响的区域。
鉴于考虑到z方向上的深度以及可能的z-公差,角度α(见图1b;图46示出了角度β=90°-α)可能为有用的参数。如图47所示对于经受连接的不同机械应力值σ而言通常角度β越大所需的最小深度tz,min越大。
由于所示的容许z错配的可能,同样角度错配也可能通过根据本发明的连接而补偿。这在图48中非常示意性地示出,其中在第二物体2的片平面和第一物体的对应平面之间存在角度错配γ。
图48也示出了超声焊极6将第一物体和第二物体彼此压靠在一起的轴向不垂直于片平面(与公差补偿无关)的原理。
在许多实施例中,将被固定至第二物体的第一物体将不是由热塑性材料构成的,而是将具有除热塑性部分外的其它部分。尤其地,如图49所示,第一物体1除具有至少一个附接区112外还具有功能区111。一个或多个附接区112的侧向尺寸和z向尺寸可根据所需公差进行设计。
在实施例中,第一物体包括至少一个不适用于附接至第二物体的附接部位的功能区111和包括热塑性材料的多个附接区112。
在一组具有功能区和附接区的实施例中,第一物体包括两个热塑性材料部件,第一热塑性材料部件包括用于嵌入边沿的热塑性材料,第二热塑性材料部件包括不同的热塑性材料,不同的热塑性材料具有不同的性能。
图72示出了相应的例子。该第一热塑性材料部件356限定和/或保持功能元件。在图72中,示意性地示出了内螺纹358。该第二热塑性材料部件/(多个)部件用于将第一物体1附接至第二物体2。
热塑性材料部件具有不同的材料性能。
-第一部件的弹性模量E更大,例如比第二部件的对应模量大得多。
-(多个)第二部件357的(弹性)延伸性比第一部件356的延伸性大得多。
由此,可对第一物体和第二物体之间的不同的热膨胀行为进行补偿。
尤其是,根据本实施例的包括两种热塑性材料的第一物体可由双色注塑成型加工而成。
在实施例中,本发明涉及使用如在本文中描述和声明的用于将第一物体和第二物体附接至彼此的方法,其中第二物体具有由限定边沿和突出朝向第一物体的(例如变形)部分构成的至少一个附接部位,尤其是多个附接部位,其中用于将附接部位定位在第二物体上的第一公差比相当于将第一物体最终相对于第二物体定位的公差的第二公差大。
换言之,本发明尤其适用于这样的情况,即可能需要物体相对于彼此的比较精确的相对定位(这包括将其中一个物体相对于另一物体固定至的第三物体定位的需求),但是无需附接部位的精确定位。由此,从而得到显著提高的效率,由于附接部位的精确相对定位在复杂的装置中是一种挑战,而本发明无需此种精确定位。然而,一个部件(例如第一物体)相对于包括另一个部件的复杂装置的位置可被非常精确地限定,包括在施加振动能之前手动调节位置的可能性。
例如,本发明可包括制造多个组件,每个组件包括固定至第二物体的第一物体,其中该第二物体包括至少一个附接部位,不同组件之间的附接部位的定位的标准偏差大于物体相对于彼此的定位(和/或其中一个物体相对于其它物体固定至的第三物体的定位)的标准偏差。
图50a和图50b示出了在施加机械振动能之前精确地引导第一物体1相对于第二物体的定位的一种可能的方式。具有至少一个引导突起163的引导工具162通过接合在第一物体的横向引导凹口161的引导突起163而支承第一物体1,其中引导突起比引导凹口161具有更加明显的曲率,从而该引导工具可保持第一物体并且精确限定其侧向位置,本段描述中采用的是坐标系统中的x-y位置,从而当超声焊极被用于作用在第一物体1上时,沿着z-轴线的自由振动仍然是可能的。图50b示出了例如第一物体可具有三个侧向引导凹口,引导工具的引导突起可以手指状方式接合其内。
例如如图11和图12所示,引导第一物体相对于第二物体定位以进行附接的另一种可能性是采用超声焊极。
本发明不同的实施例在机械工程和制造的各个领域具有大量的应用。第一个例子在图51中非常示意性地示出。第一物体1是用于待定位至框架的物体152的保持件(具有保持结构151),第二物体2属于该框架。该框架可具有复杂的构造,附接部位200例如难以精确定位。
在关于汽车工程的实施例中,该框架可例如为车身或其部件,该物件可为具有对于使用者可见的位置的设备,例如位于汽车内部的技术的、功能的或光学装饰性元件。负责组装的机械师可相对于可见标记和/或参考点以精确的方式定位例如带有已集成的物件152的保持件1,从而形成愉悦的印象。
可同时或依次完成附接至不同的附接部位200。
图51的实施例的一个特殊特征(这对于其中第一物体与框架目的不同的实施例而言也是一种选择)为第一物体具有附接法兰156,超声焊极6可被放置附接于该附接法兰156,该附接法兰限定有包围功能区的附接区。
附接法兰形成有第一物体1的外围的、侧向突出的部分。它可由热塑性材料构成;至少在远侧面上包括热塑性材料。其限定有平行于第一物体的远侧表面的、朝向近侧的耦合输入表面158,其中第一物体的远侧表面与第二物体2的边沿接触。因此,即使第一物体由于其功能而具有不同于平面形状的复杂形状(图51为了示意性目的示出平面远侧表面,但也可能是不同的表面形状),在(多个)附接部位也可能具有不那么复杂的形状。
附接法兰可以但是没有必要绕着第一物体的整个外围延伸。
为了附接,如果尺寸允许这样做,可采用绕着第一物体的外围延伸的单个超声焊极。替代地,尤其是如果此单个超声焊极方案的能量输入太高,那么可采用多个超声焊极在不同的附接部位同时作用在第一物体上。
根据更进一步的选择,可采用一个超声焊极或采用多个超声焊极在不同的附接部位顺序地作用于物体。如果是这种情况,那么超声焊极被压向的对应附接部位和第一物体的其余位置之间的振动耦合可能成为问题。尤其地,该过程正常工作是必要的,即没有太多的振动能从附接部位被导走并且耦合入了第一物体的其余位置。具有附接部位的部件和该物体的其它部位之间的机械接合也可成为问题,这是因为锚固过程包括在将能量耦合入第一物体(或第二物体)的附接部位处将第一物体向相对于第二物体的远侧移动(反之亦然),然而在其它附接部位处此移动是不可能的。
根据构造,使用是外围的并且构成了相对灵活的结构的附接法兰,由此足以应对这些需求。在一组替代的实施例中,第一物体包括位于附接法兰156和第一物体之间的弹性接头350。这例如在图69和图70中示出。在图69的实施例中,该弹性接头包括将附接法兰与第一物体振动地分离的颈部。在图70中示出了在更通常地构成弹性接头的弹簧元件。
图71示出了实施例的另一个选用特征,尤其具有但不仅仅具有附接法兰。该第一物体可包括至少一个例如多个专用的、可能标记的、朝向近侧的耦合表面部分159,其被定位对应于由第二物体2限定的附接部位(例如位于对应于第二物体穿孔的位置,边沿沿第二物体的穿孔延伸)。此耦合表面部分平行于与第二物体的边沿接触的远侧表面部分。
图119示出了其中附接结构不是环形法兰而是包括多个从主体660向外延伸的附接舌状物650的实施例中。在图119的实施例中,在主体和附接舌状物之间示出了选用的弹性接头350。在图119中也示意性地示出了,具有替代环绕主体的多个离散法兰的舌状物的实施例,尤其但不仅仅适用于其中第二物体不是平的而是具有更多的3D形状的情况。
在图119中也示出了另一个独立的特征。该超声焊极6包括标记打标部。由此,在该过程中产生标记671,如图120大致示出了其中一个附接舌状物在该步骤后的俯视图。此标记671在固定步骤之后的生产阶段是有利的,例如用于使操作者看到位于下方的第二物体在哪里具有穿孔,例如从而如果必要地话他可驱动元件(螺钉、销等)穿过组件。
图52示出了另一种应用,即第一物体1是用于通过摩擦和/或卡扣接合来定位物件172的基座。对于卡扣接合而言,物件172包括侧向突起173以接合入第一物体的卡扣凹口171。
在图53非常示意性示出更进一步的应用。在此第二物体2的变形部段具有足够的尺寸以在变形部段的非嵌入部分仍具有相当大的延伸时使第一物体1被附接从而第一物体不会抵接到片平面。根据边沿的延伸方式,如果第二物体是充分弹性可变形的,那么这就留下了第一物体相对于第二物体倾斜移动的可能,从而第一物体和第二物体相对于彼此振动分离。
图54所示的实施例中第二物体2不具有狭义上的金属片,该金属片的边沿形成了边沿。相反,该第二物体是模具铸造金属物体,例如未采用任何变形步骤进行加工。该边沿属于由模具铸造过程成形的脊状突起29。
-由此,任意边沿形状变得可行。这包括具有多个脊状突起29并且由此多个边沿彼此邻近的可能性。
-同样,然而在许多类似于图54的实施例中,第二物体将具有延伸平坦的、板状或片状的部分,这是不需要的。相反,因为该边沿是由模具铸造形成的,该物体可具有任何基本形状,并且仍然包括边沿。例如在图54的实施例中,该片状部分是由在边沿终止的相对小的脊状突起29形成的。
下文对包括调节调节部件相对于锚固部件的z位置的构思的本发明的实施例的原理进行了描述。通常,z-方向在描述和示出的实施例中被假定为绕附接部位(片平面)垂直于第二物体2限定的平面的方向,并且它可对应于振动工具被压入以将第一物体固定至第二物体的方向(轴线)。下文描述的原理将被理解为调节z-位置的通用原理,并不意味着受限于示出的具体几何尺寸和构造。在所有示出该构思的附图中,第二物体被示出具有在图1a-图2b中示出并且描述类型的附接部位。但是,该构思也应用于实施根据本发明的方式的具有其它类型的附接部位的实施例。
图55示出了包括调节调节部件201相对于锚固部件的z-位置的方法的实施例的第一个例子,锚固部件由第一物体1构成。该实施例属于其中调节部件201包括热塑性材料并且能够被熔接至锚固部件的这组实施例。
至于在本文描述的其它实施例,该调节部件可选择性地包括功能元件,例如连接部分、法兰、整合功能载体(例如电子的/功能性的或其它功能设备)等。
为了实施该方法,例如在第一阶段,第一物体1采用超声焊极通过上文所述的方式被固定至第二物体2。在此可实施在将能量耦合入组件内时将第一物体压向远侧的步骤,直至远侧面12与第二物体的平坦部分接触,于是抵抗第一物体1进一步远侧移动的机械阻力显著增加。因此,第一物体相对于第二物体的z-位置被良好限定。
在第二阶段,调节部件201相对于第一物体1的位置被调节和固定。因此,当振动被耦合入超声焊极并且从超声焊极进入组件内时,另一个超声焊极206克服机械阻力朝向远侧驱动调节部件。因为机械阻力,在第一物体1和调节部件201之间的界面处产生了摩擦热,从而两个部件的材料变得可流动。由此,第一,调节部件的进一步远侧移动变得可能,第二,在重新固化后在第一物体1和调节部件201之间产生了熔接。尤其为了补偿公差变化而实施驱动运动直至达到期望的z-位置。指示∆z表示相对z-位置的可能变化。
超声焊极6和另一个超声焊极206被示出为不同的设备。在替代的构造中,这不是必需的。例如如果超声焊极不关于轴线对称,那么这个超声焊极在调节其取向(例如90°扭转)后也用于驱动以及固定调节部件的步骤。
根据另一种替代,(第一个)超声焊极6和另一个超声焊极206可同时或部分同时作用(在后一种情况中,例如该另一个超声焊极在(第一)超声焊极6已经停止之前开始作用)。第一超声焊极6和另一个超声焊极206的相对位置限定了z位置的调节。
在示出的实施例中,阻止调节部件的向前(远侧)运动所需的机械阻力由以下几何特征获得:
-第一物体1(锚固部件)具有阶梯状的或朝向近侧逐渐变窄的外表面;
-调节部件具有放置在锚固部件的逐渐变窄部分上方的管形远侧部分。
图56的实施例与图55的实施例基于相似的原理。但是与后者不同,调节部件201的z-位置相对于锚固部件(第一物体1)的调节不是通过施压驱动另一个超声焊极移动可调节的距离来进行的,而是例如在定位另一个超声焊极206之前,通过在固定调节部件的能量输入之前使调节部件201相对于锚固部件移动来进行的。在示出的实施例中,锚固部具有和调节部件201的内螺纹相配合的外螺纹212,从而该位置可通过相对于固定至第二物体2的锚固部件来转动调节部件201来进行调节。此后,另一个超声焊极206可进行能量输入以相对于锚固部件(第一物体1)熔接调节部件,从而将调节部件固定至锚固部件。
代替具有外螺纹,该第一物体1也可具有与调节部件的外螺纹相配合的内螺纹。同样其它为了接下来固定步骤而临时锁定z位置的装置也是可能的,例如具有不同固定深度的卡扣状接合(离散调节)等。
图57a和图57b分别示出了锚固部件(第一物体1)和对应调节部件201的实施例。调节部件201具有形状被设计为与锚固部件相对放置的环形部段,从而它被锚固部件的中心近侧部分所引导。该调节部件201因此相对于锚固部件可旋转。在此,调节部件的斜坡部段262位于锚固部件的斜坡部段261之上,因此类似于螺纹连接,调节部件相对于锚固部件的旋转引起了相对z位置的移位。斜坡部段261、262中的至少一个可以形成波形(如示意所示),从而在接下来的固定步骤中,超声焊极将部件压向彼此,部件相对于彼此不移位。
图58a示出了作为第一物体1的锚固部件和调节部件201,其中该部件(在图58a中调节部件)中的一个具有朝向另一个部件的突起221图案。为了调节和固定,调节部件201在施加能量时通过超声焊极被压向锚固部件,从而该调节部件被熔接至锚固部件。
在此突起既用作能量导向件又用作可伸缩的距离支承件。调节部件被驱动入锚固部件内的距离程度用于调节相对z位置。图58b和图58c示出了突起221的不同的横截面外形。该突起被布置使得它们不形成闭合的轮廓从而受困于部件之间的空气可漏出。
图59示出了在熔接过程之后的对应布置的横截面。锚固部件和调节部件201之间的开口228保留的打开程度取决于调节后的相对z位置。
图59中的调节部件为了示意目的被示出包括用于夹持另一个物体至该布置上的紧固部分231。替代地,如在其它的实施例中,调节部件201可包括其它的结构或功能元件。
替代最初为不同的部件,该调节部件和锚固部件可被提供为已经预组装的整体,调节部件被熔接至锚固部件。接下来,两个部件的组件用作第一物体。对于该过程而言,作用于近端面的(单个)超声焊极用于将能量耦合入组件内并且将组件压向第二物体。由于第二物体边沿的优异的能量导向特性,起初位于与这个边沿的界面处的热塑性材料将变得可流动,并且该组件将被压入朝向近侧突出的第二物体部分内。只有当远侧面12到达平面部件时,阻力才将会增加,由突起21形成的区域将开始瘪缩直至达到期望的相对z位置。
图60示出了一种变型例,其中除了突起外,调节部件201的外围部分222至少部分包围了一部分的锚固部件(此处:第一物体1)。通过这种方式,调节部件在该步骤过程中的引导得以简化,并且沿着锚固部件的被包围部分的外围223可形成例如为熔接的另一种连接。
图61a示出了另一种变型例,其中锚固部件241和调节部件242都属于第一物体1并且彼此形成为一体件。一连串的空腔243限定出位于锚固部件241和调节部件242之间的瘪缩区。对于该过程而言,作用在第一物体的近端面上的超声焊极6将能量耦合入第一物体1并且将其压向第二物体2。由于第二物体2的边沿的优异的能量导向特性,起初位于与这个边沿的界面处的热塑性材料将变得可流动,并且该组件将被压入朝向近侧突出的第二物体的部分内(图61a)。只有当远侧面12达到平面部分时,阻力将会增加,由突起221形成的区域将开始瘪缩直至到达期望的z位置。图61b示出了具有较大瘪缩的瘪缩区的结果。瘪缩区被引起瘪缩的程度限定出对z位置的调节。
参考图55-图61描述的实施例都基于调节部件相对于锚固部件的固定为材料固定,即在该过程之后调节部件和锚固部件熔合在一起。
替代上文所述的提供(可以但是无需最初与第一物体分离)连接件的构思,一组替代的实施例被用于实施相对于锚固部件调节调节部件的z-位置的构思。如果连接件没有最初分离,那么本文中的对应件也被表示为“不可液化材料体”。在这组替代的实施例中,第一物体热塑性材料体(可构成整个第一物体)与件(连接件,不可液化体)的相对位置在该过程中是可调节的。在此,连接件用作调节部件,相对于调节部件被锚固的第一物体用作锚固部件。
图62示出了这个内容的第一个实施例。连接件3与图7类似是具有内螺纹39和外保持结构31的螺母。对于调节和固定步骤而言,超声焊极206可被用于例如在将第一物体1固定至第二物体2的步骤之后将连接件压入第一物体,并且同时将振动能耦合入连接件3以使得热塑性材料部分可流动从而允许连接件移入第一物体的材料内。一旦连接件3已经到达期望的z位置,就停止向前移动和能量输入。在热塑性材料部分重新固化之后,通过它们内渗入保持结构,它们定位了z位置并且将连接件锚固在第一物体1的材料内。
在示出的实施例中,第一物体1被提供有尺寸过小(与连接件的外侧直径相比)的开口270,连接件进入该开口270。可选地,如图62所示,该开口不是贯通开口而是被底部271所阻断,从而第一物体如之前描述的实施例提供有密封件以从第二物体的远侧对其近侧进行密封。
替代地,类似于图7的连接件,连接件3本身可使得具有螺纹的开口不是贯通开口而是盲口。
在更进一步替代中,如在下文进一步描述的例子中的情况,近侧与远侧之间的密封不是必需的。
图63示出了一种变型例,其中开口270是贯通开口,同样连接件3是具有贯通开口的螺母。
作为图63的实施例的另一个可选的特征,起到将连接件压入第一物体并且调节z位置的作用的另外的第二超声焊极206不是从近侧作用而是从远侧作用,即不是从与用于将第一物体1固定至第二物体2的第一超声焊极6相同的侧边作用。
无关于连接件的z位置是从近侧还是从远侧来进行调节,螺钉或其它接下来固定至连接件的紧固件可从近侧或从远侧放置。
当然,替代通过机械振动效应来插入/固定,连接件3可通过被压入或如果它具有自锁(外)螺纹通过简单螺纹连接而被插入第一物体。与固定过程无关的调节z位置的构思仍然相同。
图64a和图64b示出了其中连接件3具有与第一物体的逐渐倾斜的开口252相配合的逐渐倾斜的部分。连接件3的逐渐倾斜的部分通过超声焊极206而被压入开口252的程度限定出相对z位置。如在前述的实施例中,连接件可包括与液化后的和重新固化的热塑性材料部分配合的外耦合结构/保持结构以形成连接件相对于第一物体1的形状配合固定。
在图64a和图64b中示出的以下附加的可选特征与这个构思无关并且彼此无关:
-连接件具有形成了用于夹式连接另外的部件的基座的头部;
-第一超声焊极6具有用于成形以及例如也至少部分形成开口252的远侧突起62。因此,第一物体在被固定至第二物体2之前最初只具有尺寸过小的初步开口251,从而第一物体的材料在固定至第二物体2的过程中被第一超声焊极6所移位。
图64a和图64b的内容可与贯通开口252或逐渐倾斜的盲口共同作用。
在图65示出的实施例中连接件不仅仅是插入件(如上文描述的实施例,尤其是图4a、图5a、图6-图8、图15、图62-图64b)而是具有包围并且导向第一物体的朝向近侧部分的外围凸缘部分。该外围凸缘部分可被提供有朝内的保持结构31。类似地,此处具有内螺纹39的中间部分可具有朝外的此保持结构以与第一物体材料配合进入该中间部分被压入的开口内(见图65)。
图66-图68示出用于插入件的不同的接合结构。该插入件可为例如参照图55-图61所述类型的存在于调节部件201中的插入件,从而锚固部件和调节部件的组件可用作将另外的部件连接至第二物体的锚固。替代地,该插入件可为在上文描述的意义中为不可液化材料体的插入件。作为另一种替代,该插入件可为在上文讨论的意义中例如用作调节部件的连接件。
在图66中,该插入件是具有内螺纹以及例如外保持结构的螺母。在图67中,插入件包括螺纹杆,螺母或其它件可螺纹连接该螺纹杆。锚固部件191被分别嵌入第一物体1或调节部件201的热塑性材料内。图68类似地示出了具有用于夹式连接的紧固头的插入件。其它结构当然也是可能的。
替代通过具有嵌入其内的部分而被紧固至热塑性材料,也可形成其它的连接包括可拆卸连接。例如该插入件和第一物体/调节部件可被提供有卡扣接合结构,由此插入件可被插入到接合凹槽内且通过扭转运动而固定。
上文已经主要参考其中在调节z位置的步骤之前实施将第一和第二物体彼此固定的实施例来描述相对于锚固部件来调节调节部件的z-位置的内容。在这种情况的实施例中,固定和调节的步骤可选择性地在不同位置例如在生产线的不同站处来实施。
根据另一组实施例。可在固定之前调节z位置。例如,可得到关于第二物体(或包括第二物体的组件)的细节和/或任意其它部件(第一物体、将被固定至第一物体的其它物体)的细节的最初检测数据。基于此,可对期望的z-调节进行预先计算。接下来,z-调节可例如基于本文所描述的任何内容而实施。只有在已经实施z-调节后,在这些实施例中才产生固定。
这个子构思可被用于在加工过程中区分步骤。尤其是,如果第二物体2是比较大的或属于比较大的预制组件(如车体),那么这是有利的,因为接下来可在更小的站处实施z-调节步骤并不会延误主要过程。此原理在图107中被非常示意性示出,其中,450表示z-调节站,451表示固定站。
图121示出了根据本发明的实施例的可能过程的流程图,该过程包括例如为了公差补偿而相对于第二物体调节连接件的位置(或类似的)。
在开始(S)之后,在第一步701中检测可能的公差错配。接下来计算正确的位置或位置校正(步骤702)。如果连接件或其它的功能部件属于第一物体并且与其整合,那么接下来第一物体和第二物体在计算出的校正位置x,y,z(角度)相对于彼此定位(步骤703);例如减去表示第一和第二物体在接下来的步骤中的相对运动的z-偏移。接下来,用于将第一物体固定至第二物体的固定步骤704按照本文描述实施。
但是,如果该连接件包括锚固部件和调节部件(如果它不是一体件或例如包括可瘪缩的/可膨胀的区域),那么要做进一步的区分。在第一组中,在将锚固部件固定至第二物体的固定步骤708之前对调节部件相对于锚固部件的位置进行调节(步骤706)和定位(步骤707)。可选地被组合的调节/定位步骤可在与接下来的固定步骤相同或不同的站处实施。
在第二组中,首先实施将锚固部件固定至第二物体的固定步骤7011,接下来实施(可再被组合的)调节和定位步骤。
在两组实施例中,定位步骤以及也可能的调节步骤可如上文解释与固定步骤结合。
在第二组的实施例中,与流程图中所示不同,检测和计算步骤701、702可在固定步骤711之后实施。
在具有或不具有z-调节的实施例中,连接在z-方向上的延伸可能是一个问题。例如,第一物体可为连接件或属于用于将另外的物体紧固至第二物体的连接件,并且这个另外的物体需要相对接近第二物体(低高度连接)。
例如图62、图63、图64b、图65的实施例解决这个问题,解决方式是通过为第一物体提供延伸入第二物体的穿孔20内并穿过片平面(如果限定了)的延伸部分,以及通过例如为第一物体的这个部分提供保持结构(内螺纹39)或其它附接结构以通过第一物体将另外的物体固定至第二物体。
图116示出了更进一步的实施例。该第一物体具有与图62中示出的结构类似的结构。与这个实施例不同,采用了砧座600。该砧座包括位于边沿的径向内侧(参照穿孔的中心)的引导突起,该引导突起引导材料向第二物体的远侧流动,朝着径向向外流入环形容纳凹陷602。该砧座包括用于容纳延伸入穿孔内并且包括开口270的延伸部分268的凹槽。
图116示出的超声焊极6包括与开口270配合的引导突起62以引导超声焊极并且进一步实施下文例如参考图87描述的原理。这两个特征都与图116的实施例的特征无关但是有助于优化固定过程。
图117示出了再一个实施例(在图117中未示出超声焊极)。类似于图116的实施例,砧座被用于引导材料流动,该砧座具有用于容纳延伸部分269的凹槽(其可替代地对于示出的实施例为贯通开口)。
在图117中也示出了任何包括砧座的实施例的可能原理。容纳凹陷602的容积(在图117中的虚线下方)可被选为略小于可用于流动的热塑性材料部分的体积。在图117中,这个可用的材料部分对应于第一物体的环形突起605的体积。如果砧座的容纳结构的容积小于热塑性材料的可用体积,则通过一方面对第一物体施加压力而另一方面对第二物体和砧座施加压力,有利的成形压力是可以实现的。
在图111和图112中简述了另一种选择。该第二物体除了包括至少一个边沿21沿其延伸的穿孔20(在示出的实施例中有三个穿孔20)外,还包括延伸开口510。
与(多个)穿孔的位置不同,该第二物体不会沿着延伸开口510突出朝向第一物体的一侧。因此可根据需求自由选择第一物体绕延伸开口的z-延伸。同样紧固开口的形状和尺寸的选择与固定过程所需的任何特性无关。
在图111和图112的实施例中,第一物体1具有通过延伸开口510的口部延伸入开口内的为轴环512的延伸部分。如图所示,该轴环呈大体管形。该连接件3延伸入延伸开口内。连接件3与结合元件530配合以将另一物体501固定至第二物体。因此,结合元件530被示出具有头部531以将另一物体501夹持至连接件。其它用于将另外的物体501固定至连接件的结构可替换使用或者作为示出的结构的补充。
该连接件3包括头部521和轴部522,如双箭头∆z所示,其中轴部可在不同的z位置固定至轴环512。一方面是轴环512(更通常地:第一物体)与另一方面是轴部522(更通常地:连接件3)之间的机械连接可为任意适用的连接,包括螺纹连接,其它类型的形状配合连接和/或力配合连接、材料连接(例如熔接或粘接连接或焊接连接)等。
图112还示出了延伸穿过延伸开口510的口部的环的尺寸可使些微调节第一物体相对于第二物体的平面内位置(x-y-位置)成为可能。
图113示出了图111和图112中构造的变型例,其中实现了以下附加特征:
-第二物体2和/或另外的物体不一定是平面的而是具有任意3D形状。相应地,只在绕穿孔20和绕延伸开口的局部位置限定有片平面。第一物体的形状相应调节。
-延伸穿过延伸开口的口部并且远离另外的物体501的一侧的第一物体的延伸部分不是朝向这一侧开放的轴环,而是通过底部513而朝向这一侧闭合的轴环512。
-第一物体1不是由热塑性材料构成而是包括构成了功能区111的第一部分(体)和构成了附接区112的第二部分。该功能区可由不同于附接区的材料尤其是非热塑性材料构成。由此,功能区材料可例如具有优异的尺寸稳定性。尤其是,该功能区可为金属的,或是由比附接区的热塑性材料更硬的塑料材料例如复合材料构成。
ο尤其是,构成附接区的第二部分112可相对于构成功能区的第一物部分通过选择性地除了其它连接例如粘接连接外的形状配合而被保持。在图113中,该第一部分被示出具有被构成第二部分112的热塑性材料填充的底切凹口。
-在图113中,第一物体1被示出形成与连接件的外螺纹配合的为内螺纹的紧固结构。其它的紧固结构包括一系列位于不同深度的卡扣装配式结构、胶水通道等也是可能的。
这些特征彼此独立,即可能独立地或以任意组合地实现它们。
参考图73-图79,描述了为接触侧提供例如为凹口和突起图案的结构以减少所需能量和力输入的原理。
图73示出了第一物体1、第二物体2和定位于第一物体1的近侧的超声焊极6的布置。该第一物体在接触侧(在示出的布置中的远侧)具有突起301的图案并且在突起之间具有凹口302的图案。因此,在该过程中相对于第二物体流动的热塑性材料的流动部分具有流入空间。这与在接触侧上没有结构的实施例不同,其中被第二物体移位的多余材料必须或者通过穿孔或者通过侧边被挤出,或者必须逆着施压方向朝着第二物体流回,在这种情况下将要施加的力和能量需更高。
如图74更加详细地示出,可应用以下可能的设计准则:
-突起的总容积V1近乎等于凹口的总容积V2,即接触侧表面的中间平面分别距突起的峰部和凹口的谷部的距离近乎相等。
-凹口的深度h1小于突出部段的高度h2。这个设计准则尤其适用于第一和第二物体之间的连接必须被密封的情况。
这些准则彼此无关。
图75和图76示意性示出了从接触侧看第一物体1的视图,示出了凹口/突起的可能图案。图75的放射状图案包括从中心部分304放射地延伸的凹口302和突起301,中心部分在该步骤中与第二物体的穿孔对齐并且具有小于后者的直径。图76示出了棋盘状图案。
图77-图79示出形成突起和凹口图案的突起的替代横截面。图77的横截面形状类似于图73和图74的矩形但是略微逐渐变窄。图78示出了具有能量导向特性(在许多实施例中,第二物体的边沿的能量导向性是足够的,但是第一物体的附加的能量导向性在一些情况下是有利的)的尖角形。图79示出了包括突起301的矩形横截面主体加上能量导向脊305的结合。
图80和图81示出具有主穿孔20和多个沿着主穿孔的外围分布的外围穿孔310的第二物体的实施例。图80示出了第二物体的俯视图,图81示出了在该过程后附接至第二物体2的第一物体1。这些外围穿孔小于主穿孔,并且被布置在朝向近侧突出远离第二物体片平面的第二物体的部段内,即这些外周穿孔被布置在片材相对于片平面倾斜的位置(见图81)。另外,如图81所示,片沿着一个或多个外围穿孔从由突出部段限定的弯曲表面处尤其朝向近侧变形以突出远离,在此处外围穿孔变形部段313被示出相对于表示曲面的虚线朝向近侧弯曲。
图82示出了一个实施例,其中第二物体变形部段沿外围是不对称的,因为突出部段的高度h作为沿第二物体的边沿的位置的函数有所不同。在示出的截面图中,关系式0≤h1<h2<dz成立。
例如如果不对称载荷将被期望施加至物体之间的连接处,那么类似于图82中的不对称变形部段是期望的。不对称变形部段也可能因为加工条件而存在。例如,紧固轴线(近远轴线;图82中的竖向轴线)可不同于变形轴线,尤其是如果第二物体不仅仅是平面的而是具有更加复杂的大范围的3D形状。图83通过示出了开孔工具320而非常示意性地示出了这种情况,该开孔工具引起了穿孔和变形,这导致了绕穿孔的变形部段。
如果变形部段没有围绕整个外围延伸,即如果具有h=0的部分,那么一个可能的条件为变形部段如图84所示围绕外围延伸超过180°。但是(参看,例如图15),根据应用和构造无需为这种情况。
图85示出了由适当地成形第一物体的接触侧控制z位置的可能性。第一物体具有朝向远侧的足部341,其位于其与第二物体的边沿接触的位置的外围。该足部也比第二物体的突出部段更加侧向地放置,由此在施加振动时当第一和第二物体被压向彼此时,可引起第一和第二物体朝向对方的相对运动,直至足部在限定片平面之处抵接于片部。由此,第一物体相对于第二物体的z-位置由用作的间隔物的足部的尺寸所限定。
图86示出了简化的流程图。当足部抵接于第二物体(虚线)时,使第一和第二物体相对运动所需的压力F(被示为相对位置的函数)明显增加,这可被用于限定阈值力Ft.一旦所需力达到阈值水平,那么该过程停止。
图87示出了将超声焊极6和第一物体1之间的耦合面限定在一个区域的原理,该区域的平面内(x-y-)延伸被限定在根据第二物体的形状和边沿的位置而设计的区域。例如,该耦合面可被限定成循迹第二物体2的边沿路线的轨迹。在具有边沿沿其形成的穿孔的实施例中,该耦合面为具有中心开口的环形。
因此,在图87中超声焊极被形成包括远侧环形的突起331,从而在该过程中形成了中间中空空间332。
如图88所示,示出了示意性的竖向保护,耦合面333(虚线)延伸向边沿21的两侧。
具有形成有中空空间的超声焊极的构造可具有附加的优势,即使得相对于穿孔20对中布置的功能元件不与超声焊极直接接触变为可能。图89示出了包括为螺纹杆的连接件3的第一物体的例子,而图90示出了具有作为连接件3的轴套的第一物体。
图91示出无需通过对超声焊极的形状进行相应设计而实施而限定耦接面的原理,而是补充地或替代地,第一物体1的近侧面的形状可被设计成限定耦合面。在图91中,第一物体形成与第二物体2内的穿孔20对齐的凹口335。在图91中,超声焊极6的远侧耦合输出面被示出为基本平坦;也可为其它形状,如包括与第一物体的引导凹口接合的引导突起(未示出)。
在一组实施例中,也有可以但不仅限于其中耦合面适配于穿孔位置和边沿的实施例,该方法包括调节位置,尤其是第一物体的和/或超声焊极相对于第二物体的平面内(x-y-)位置。
在这组实施例的第一子组中,超声焊极6相对于第二物体2的位置例如通过包括安装框架的机器而限定。这个第一子组在图92中被示意性示出。可被布置在超声焊极和第二物体2之间的第一物体1的位置是可调节的。准确性(需要经由对第一物体的位置进行调节)极大地取决于第一物体的性质和功能并且取决于需求。
实施例的第二子组包括限定第一物体1相对于超声焊极6的位置。第一物体-超声焊极组件相对于第二物体的位置是可调节的。准确性(需要经由对x-y-的位置进行调节)也极大地取决于结构并且取决于需求。图93示意性地示出了第二子组的原理。超声焊极和第一物体的相对平面内(x-y-)位置是通过超声焊极的引导突起62与第一物体的对应引导突起配合而定位的。但是存在其它用于限定相对平面内位置的装置。
图94和图95涉及第一子组并且示出了用于支承和定位用于该方法的第一物体的可能设置。示出的原理类似于在图50a和图50b示出的原理。一个可能的要求是引导第一物体的装置需要比如将第一物体从它们相应安装的框架(例如由支承框架或箱构成)上振动解耦。在图50a和50b中,这是通过引导工具的形状来实现的。作为它们的替换,图94和95示出了引导工具为安装在调节工具362上的弹簧361,至少一些调节工具具有可调节的x-y-位置。该设置可例如包括三个或四个这样的调节工具362,弹簧绕第一物体1的外围分布。在存在四个调节工具的情况下,位于相对位置的调节工具可彼此连接并且可一起移动。
图96-图100涉及实施例的第二子组,并且示出了对于该方法而言用于限定并且定位第一物体1相对于超声焊极6的平面内位置的结构。根据图96,该超声焊极可设有通过其可施加真空的抽吸通道371,由此第一物体可被引起暂时地吸附至超声焊极的近侧面。如图97示出至少一个此抽吸通道371与可能的定位的结合。图97的超声焊极6例如包括穿入第一物体1的引导尖端373并且由此定位侧向位置。穿入第一物体可由施加至抽吸通道的真空和/或通过压力引起,也可能是振动辅助的。在后者情况中,为了通过能量输入而使导向尖端穿入,可使第一物体的材料局部可流动。
如果替代尖的引导尖端373,超声焊极(或第一物体)包括环形脊,第一物体和超声焊极的压向彼此也解决了当将振动耦合输入超声焊极时可能发生的泄露问题。否则,抽气速率必须足以补偿此泄露以维持真空。
引导尖端373或其它穿入引导装置不需要被底切。在后者情况中例如在莫氏圆锥状情况中(引导装置的形状被适当选择),平面内引导以及也可能暂时的全部定位可能是由引导工具进入第一物体的材料而引起的。
在引导尖端(或其它穿入引导工具)已经穿入第一物体后,可关闭将第一物体吸向超声焊极6的真空装置。
图98示出了另一种可能性。引导件381(此处为导向杆)既相对于超声焊极6又相对于第一物体1被侧向导向。超声焊极内的第一轴承382由为松配合轴承的O形环构成。第二轴承383是相对于第一物体的紧配合轴承,其中引导件在第二轴承的作用下也相对于轴向运动被保持。因为其中一个轴承(在示出的实施例中为第一轴承382)只是松配合轴承,所以通过引导件传送的振动能被最小化。
在图99的变型例中,第一轴承382和第二轴承387都为松配合轴承。轴向支承是由与O形环配合的超声焊极6的向内法兰385和引导件381的向外法兰384给予的,该O形环构成防止引导件381从超声焊极6上松开的第一轴承。可选的弹簧388可确保相对于超声焊极的轴向位置仍然是明确的。图99的实施例的引导件381类似于图98的实施例,除了向外法兰384外大体呈圆柱形。该圆柱对称性不必需为旋转筒的对称性;偏离旋转对称性可引起还相对于旋转相对运动的引导。
图100示出了其中第一物体是通过作为引导突起的替代(补充)的超声焊极的外围法兰391而被引导的实施例。虚线示出了可选的附加锥形穿入引导件392,其在过程中可穿入第一物体的材料内。
图101示出了当超声焊极将机械振动耦合入第一物体时,位于第一物体和被超声焊极施压的物体即第二物体之间的接触力周期性变化。在下半波(由阴影区域示出)中,接触非常脆弱或甚至是松的,这可引起在没有引导工具的过程中第一物体的不受控制的侧向移动(“游移”)。这可通过以更大的力来将超声焊极压向第一物体来解决。但是,这影响了振动耦合性能,并且因此压力为无法任意选取的参数。但是如果附加的压力Fp作用在第一物体上,那么如果这个附加压力足以补偿在下半波期间的“顶起”效应则该问题得以解决(图101中的箭头)。
在图102中示出了相应设置,其中除了超声焊极外还示出了压紧工具395。该压紧工具在示出的实施例中具有可选的外围引导法兰。同样该超声焊极被示出具有至少一个也是可选的锥形穿入引导件392。
对于该方法而言,如果压紧工具395在初始阶段作用在第一物体上,那么它是足够的。一旦第二物体的边沿已经穿入第一物体的一定深度,那就不再需要该压紧力了。因此,当第一物体在该过程中被移向远侧时,该压紧工具不一定需要向前驱动的机构以维持压力。
图102的实施例可属于第二子组,或者它可属于另外的子组,该另外的子组中第一和第二物体相对于彼此的预定位置(第一物体的位置是由压紧工具定位的)及超声焊极位置是可调节的。
图103示出了具有锚固板401(或“紧固头”)和结合至其上的紧固元件402的紧固件400。该紧固元件可具有现有技术的紧固件的任意性能,现有技术的紧固件例如为螺纹螺栓(如图所示)、没有螺纹的杆件、销、螺母、钩、孔眼、卡口连接的基座等。该紧固件在此可基本由商标名称为“大头(bighead)”所售卖的紧固件构成,并且试图粘接至另一物体的表面。
这种类型的紧固件在本发明的过程中可用作第二物体。该锚固板401可尤其被视作片部并且可被提供有多个边沿沿其延伸的开口403。锚固板的这个边沿和/或外围边沿可被用作在根据本发明的实施例的方式中的边沿。因此,该锚固板沿着对应边沿可被变形为弯曲的,尤其朝向第一物体为了该方法与锚固板接触的侧边弯曲。
图104非常示意性地示出了第一种可能性,其中,该情形允许从第一物体1一侧施加机械振动。锚固板401朝向第一物体侧弯曲(例如但不一定对应于图103中取向的底侧),由此可形成尤其如上文所示的(多个)开口403的区域内的结合。
在许多具有参照图103所述类型的紧固件的构造中,将振动耦合入第一物体是不可能的或者是不利的,例如因为第一物体是更大的物体,其背侧不易接近,和/或因为其他原因。接下来,振动可被耦合入第二物体。因此,用于将振动耦合入组件内的超声焊极的形状可被适当地设计。
图105非常示意性示出了第一种可能性。该超声焊极具有容纳开口410,该开口在远侧耦合输出面内具有口部,其中当远侧耦合输出面被压靠至锚固板时紧固元件402被容纳在其中。从而工具(超声焊极)和第二物体互相适配以使工具被直接压向锚固板的朝向近侧表面。
该工具可被配备有引导结构,比如用于使第二物体相对于工具被导向的朝内引导突起411。此引导结构可尤其接合至紧固元件,如在图105中示出的实施例的示意示出的引导突起411那样。
在实施例中,引导结构可被构造为与紧固元件配合的紧固结构以暂时地将第二物体(紧固件)2紧固至超声焊极6。这种可能性在图106中示意示出。在图106的例子中,该第二物体/紧固件具有例如被熔接至锚固板401的为螺母固定的紧固结构402,并且这个螺母用作紧固结构。该工具6包括适配于螺母402的内螺纹的螺纹突起421,由此对该方法而言连接件可被螺纹连接至工具上。
对于其它紧固元件而言类似的构造也是可能的,例如具有用于与紧固件的螺纹杆配合的内螺纹的凹口。
在上文描述的实施例中,机械振动被假定为纵向振动,即在近远方向上的振动。这不是必需的。例如由金属部件的超声焊接可知,该振动也可为横向振动,在本发明的内容中,横向振动尤其对于其中振动被耦合入金属部件即耦合入第二物体而不是第一物体中的实施例是一种选择。例如类似于参照图106描述的实施例的实施例,其中存在第二物体暂时紧固至超声焊极,很可能将横向振动从超声焊极耦合入第二物体。
图108非常示意性地示出了替代方式。该超声焊极将振动从大体侧向方向(如果限定,就片平面而言的平面内方向)耦合入第二物体,从而单独的施压工具470施加所需压力。这种设置对应于在超声金属焊接中的侧向驱动设置。
图109示出了配置用于横向振荡的超声焊极6。该超声焊极6具有被构造用于容纳紧固结构402的容纳开口410。尤其在图109中该容纳开口被示出具有适配于为螺纹杆的紧固结构的螺纹的内螺纹。该超声焊极6具有环形裙部480,其在过程中被压向锚固板的外围部分并且由此与容纳开口一起将压力和机械振动耦合入锚固板401。出于对称原因,在图109中示出的超声焊极6除了被压向锚固板的远侧环形裙部480外还具有近侧环形裙部481。由此可能向两个平行的组件实施该过程,该超声焊极被夹持在两个压靠对应的自相对侧引入的第二物体的第一物体之间(接下来当然对应的紧固结构的长度应当对应于超声焊极在容纳开口的方向上的延伸长度的至多一半)。平行于图109的图平面的两个以上的耦合位置应该位于超声焊极的相对两侧。
例如适用于“横向驱动(Wedge-Reed,商标名)”状构造的另一个超声焊极6在图110中被示出。该超声焊极包括用于容纳紧固结构(例如螺纹杆)的容纳开口410。类似于图109和106的实施例,该容纳开口可被选择性地被配置以耦接至紧固结构。该超声焊极被配置和安装用于远端部分的横向振动,例如通过经由自侧方作用耦合器将振动耦合入超声焊极并引起超声焊极的弯曲振荡,如图110示意示出。
超声焊极在示出的实施例中包括替代环形裙部的用于将振动耦合入锚固板的侧向部分的多个翼。对于具有如图109的具有外耦合裙部或具有其它耦合面的超声焊极的适配将容易实现。
尽管横向运动的选项已经主要参考为具有锚固板的紧固件的第二物体进行描述,但该构思也易于应用至其它的实施例,尤其应用于其中振动被耦合至第二物体的实施例,包括图25-26、30-31等的实施例。
例1:
厚度为4mm并且直径为19.5mm的ABS圆盘附接至如图1a和1b所示变形的金属片。该金属片为0.8mm的钢片。大直径D在6、8和12mm之间变换,高度h被设置为2mm和3mm之间的值,角度α选为20°。采用在振幅约为60μm,所需能量为1000-1500W下运行的商业可用超声熔接设备(20kHZ),其在从100N开始并且峰值约为400N的力的作用下被压向圆盘的近端面。实施如图3a和3b所示的方法。得到固态连接,并且在冷却至室温之后,该圆盘不能在未使片变形的情况下从片处被扯掉。
系统地变化参数来重复相同操作,即
-1.2mm的铝片代替钢片。
-角度为40°
-高度为1.8mm
-具有30%Vol玻璃纤维的聚酰胺66作为盘材料
-PVC、PBT、PET和PC2000作为盘材料;
-如图2a和2b所示的具有平滑形状的穿孔。
Claims (27)
1.一种将紧固件机械固定至第一物体的方法,该方法包括以下步骤:
-提供包括处于固态的热塑性材料的所述第一物体;
-提供具有带边沿的大致平坦的片部的紧固件,其中所述紧固件包括紧固元件;
-将所述第一物体相对于所述紧固件定位以提供包括所述第一物体和紧固件的组件,在所述组件中所述边沿与所述热塑性材料接触;
-当所述边沿与所述热塑性材料接触时,将机械振动能耦合入所述组件直至所述热塑性材料的流动部分由于在所述边沿和所述热塑性材料之间产生的摩擦热而变得可流动并且绕所述边沿流动以至少部分地将所述边沿嵌入所述热塑性材料内;
-停止该机械振动能并使所述热塑性材料重新固化,从而形成重新固化的热塑性材料,由此重新固化的所述热塑性材料至少部分嵌入所述边沿的重新固化的热塑性材料将所述紧固件锚固入所述第一物体;
其中在提供所述紧固件的步骤中,所述紧固件包括穿孔,所述边沿沿所述穿孔延伸且所述片部沿所述边沿具有突出远离片平面的部段。
2.根据权利要求1所述的方法,其中将机械振动能耦合入所述组件的步骤包括将至少一部分机械振动能耦合入所述第一物体。
3.根据权利要求1所述的方法,其中在定位步骤中,自大体近侧使所述第一物体与所述紧固件接触,将能量耦合入所述组件的步骤包括将振动超声焊极压靠至所述第一物体的朝向近侧的耦合面,从而通过超声焊极将与所述紧固件有关的压力和机械振动能同时耦合入所述第一物体。
4.根据权利要求1所述的方法,其中所述部段沿所述边沿朝向近侧方向突出远离片平面。
5.根据权利要求1所述的方法,其中在提供紧固件的步骤中,突出远离片平面的所述部段是所述片部的变形部段,该变形部段与该片部的在片平面内延伸的部段为一体件。
6.根据权利要求1所述的方法,其中突出远离片平面的所述部段与垂直于片平面成一定角度。
7.根据权利要求1所述的方法,其中所述片部绕所述穿孔具有突出远离所述片平面的变形部段,并且所述变形部段绕所述穿孔的外围连续延伸。
8.根据权利要求1所述的方法,其中所述紧固件是金属片。
9.根据权利要求1所述的方法,还包括相对于所述第一物体和第二物体定位一可弹性变形的密封元件,其中在按压并将机械振动能耦合入所述组件的步骤中,所述密封元件被压缩,并且其中在将机械振动能耦合入所述组件的步骤中,所述第一物体被如此压靠至所述边沿,从而在该流动部分液化时所述边沿被压入所述第一物体的热塑性材料。
10.根据权利要求1所述的方法,其中所述第一物体包括带有所述热塑性材料的接触侧,其中在定位步骤中,在所述组件内,所述边沿与所述接触侧接触,并且所述接触侧通过包括突起和/凹口被结构化。
11.根据权利要求1所述的方法,其中突出远离所述片平面的部段是非对称的并且所述部段延伸超过180°。
12.根据权利要求1所述的方法,其中超声焊极和所述第一物体彼此适配,从而所述超声焊极压靠至所述第一物体的耦合面覆盖所述边沿的平面内位置、但没有延伸至相对于所述穿孔的中心位置。
13.根据权利要求1所述的方法,包括相对于所述紧固件调节所述第一物体的和/或超声焊极的位置。
14.根据权利要求13所述的方法,其中限定所述超声焊极相对于所述紧固件的位置,并且调节步骤包括调节所述第一物体在所述超声焊极和所述紧固件之间的且相对于所述超声焊极和所述紧固件的位置。
15.根据权利要求14所述的方法,其中所述调节步骤包括采用包括弹簧的引导工具来定位所述第一物体。
16.根据权利要求13所述的方法,包括限定所述第一物体相对于所述超声焊极的位置的步骤,其中所述调节步骤包括调节所述第一物体和超声焊极的组件相对于所述紧固件的位置,其中所述超声焊极包括与所述第一物体的对应结构配合以限定所述第一物体相对于所述超声焊极的位置的引导结构,和/或其中限定所述第一物体相对于所述超声焊极的位置的步骤包括在所述第一物体和所述超声焊极之间施加真空,和/或其中限定所述第一物体相对于所述超声焊极的位置的步骤包括提供既相对于所述超声焊极又相对于所述第一物体被侧向引导的引导件。
17.根据权利要求1所述的方法,其中将所述机械振动能耦合入所述组件的步骤包括将至少一小部分机械振动能耦合入所述紧固件。
18.根据权利要求17所述的方法,其中所述紧固件包括锚固板和结合至锚固板的紧固元件,其中所述机械振动能通过超声焊极被耦合入该组件,所述超声焊极包括用于紧固元件的容纳开口并与所述锚固板接触以传递力和振动。
19.根据权利要求18所述的方法,其中所述容纳开口与所述紧固元件互相适配以使所述紧固元件被暂时固定至所述容纳开口。
20.根据权利要求1所述的方法,其中所述机械振动是纵向振动。
21.根据权利要求20所述的方法,其中所述机械振动能通过超声焊极耦合入所述组件,所述超声焊极包括经受横向振动的远侧耦合输出面,所述远侧耦合输出面包括与紧固件接触以传递力和振动的外围部分。
22.根据权利要求1所述的方法,其中所述紧固件包括延伸开口,并且至少在停止步骤之后使所述第一物体的延伸部分延伸穿过所述延伸开口的口部,所述方法还包括提供连接件并将所述连接件相对于所述第一物体定位,从而所述连接件延伸入或延伸穿过所述延伸部分并延伸穿过所述延伸开口的口部。
23.根据权利要求22所述的方法,还包括提供连接件并将所述连接件相对于所述第一物体定位,从而所述连接件延伸入或延伸穿过所述延伸部分并延伸穿过所述延伸开口的口部。
24.根据权利要求22所述的方法,其中所述紧固件包括绕所述延伸开口分布的多个穿孔,所述边沿沿所述穿孔延伸。
25.一种紧固件,包括锚固板和结合至锚固板的紧固元件,其中所述锚固板限定出片平面并具有至少一个贯通开口,且所述锚固板绕所述贯通开口被变形突出远离所述片平面,边沿绕所述贯通开口延伸,从而所述锚固板在以下方法中能被固定至具有固态的热塑性材料的第一物体,该方法包括:在第一物体的接触侧和所述紧固件被彼此压靠时将机械振动能耦合入所述锚固板和所述第一物体中的至少一个,直到所述热塑性材料的流动部分由于在所述边沿和所述热塑性材料之间产生的摩擦热而变得可流动并围绕所述边沿流动以至少部分地将该边沿嵌入所述热塑性材料内。
26.根据权利要求25所述的紧固件,其中所述紧固元件相对于所述锚固板居中布置。
27.一种套件,包括根据权利要求25或26的紧固件并且还包括超声焊极,所述超声焊极包括成形为与所述锚固板接触以传递力和振动的远侧耦合输出面和用于容纳所述紧固元件的容纳结构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210117098.3A CN114654738A (zh) | 2015-09-30 | 2016-09-30 | 将第二物体固定至第一物体 |
Applications Claiming Priority (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH14212015 | 2015-09-30 | ||
| CH01421/15 | 2015-09-30 | ||
| CH5092016 | 2016-04-18 | ||
| CH00509/16 | 2016-04-18 | ||
| CH00778/16 | 2016-06-17 | ||
| CH7782016 | 2016-06-17 | ||
| CH9962016 | 2016-07-29 | ||
| CH00996/16 | 2016-07-29 | ||
| PCT/EP2016/073422 WO2017055548A1 (en) | 2015-09-30 | 2016-09-30 | Securing a second object to a first object |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210117098.3A Division CN114654738A (zh) | 2015-09-30 | 2016-09-30 | 将第二物体固定至第一物体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108290350A CN108290350A (zh) | 2018-07-17 |
| CN108290350B true CN108290350B (zh) | 2022-02-18 |
Family
ID=57121221
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210117098.3A Pending CN114654738A (zh) | 2015-09-30 | 2016-09-30 | 将第二物体固定至第一物体 |
| CN201680069402.4A Active CN108290350B (zh) | 2015-09-30 | 2016-09-30 | 将第二物体固定至第一物体 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210117098.3A Pending CN114654738A (zh) | 2015-09-30 | 2016-09-30 | 将第二物体固定至第一物体 |
Country Status (11)
| Country | Link |
|---|---|
| US (3) | US10562233B2 (zh) |
| EP (1) | EP3356118A1 (zh) |
| JP (2) | JP7008335B2 (zh) |
| KR (2) | KR102455170B1 (zh) |
| CN (2) | CN114654738A (zh) |
| AU (1) | AU2016333518B2 (zh) |
| BR (1) | BR112018006466B1 (zh) |
| MX (1) | MX2018003856A (zh) |
| RU (2) | RU2743544C1 (zh) |
| WO (1) | WO2017055548A1 (zh) |
| ZA (2) | ZA201802200B (zh) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190006165A (ko) | 2016-03-21 | 2019-01-17 | 멀티머티리얼-웰딩 아게 | 제1 대상물에 대한 제2 대상물의 고정 |
| DE102017200152A1 (de) * | 2017-01-09 | 2018-07-12 | Ford Global Technologies, Llc | Additives Fertigungsverfahren |
| US11358343B2 (en) | 2017-01-11 | 2022-06-14 | Multimaterial-Welding Ag | Bonding objects together |
| US10189075B2 (en) | 2017-01-24 | 2019-01-29 | GM Global Technology Operations LLC | Method of riveting involving ultrasonic pulses |
| US10337543B2 (en) | 2017-04-04 | 2019-07-02 | Multimaterial-Welding Ag | Securing a second object to a first object |
| US10807316B2 (en) | 2017-04-04 | 2020-10-20 | Multimaterial-Welding Ag | Adaptor for securing objects to each other |
| US11325318B2 (en) * | 2017-04-06 | 2022-05-10 | Woodwelding Ag | Bonding objects together |
| WO2019068901A1 (en) | 2017-10-06 | 2019-04-11 | Woodwelding Ag | FIXATION OF OBJECTS ONE TO THE OTHER |
| DE102018124779A1 (de) * | 2018-10-08 | 2020-04-09 | Ensinger Gmbh | Verfahren zur Herstellung eines Isolierprofils |
| CN109751297B (zh) * | 2019-01-07 | 2020-08-25 | 嘉兴星创科技有限公司 | 复合板的连接件及其复合板的连接方法 |
| DE102019132559A1 (de) | 2019-11-29 | 2021-06-02 | Herrmann Ultraschalltechnik Gmbh & Co. Kg | Ultraschallbearbeitungsverfahren |
| EP4090520A1 (en) | 2020-01-14 | 2022-11-23 | Multimaterial-Welding AG | Securing a second object to a first object |
| US20210381771A1 (en) * | 2020-04-23 | 2021-12-09 | Brentwood Industries, Inc. | Drift eliminator and method of making |
| EP4063272A1 (en) * | 2021-03-23 | 2022-09-28 | Airbus Operations GmbH | Heated leading edge structure for an aircraft |
| JP2022164477A (ja) * | 2021-04-16 | 2022-10-27 | 三菱重工業株式会社 | パネル製造装置、パネル製造方法及びパネル |
| US11691214B2 (en) * | 2021-10-17 | 2023-07-04 | Shinkawa Ltd. | Ultrasound horn |
| GB2617059A (en) * | 2022-02-17 | 2023-10-04 | Emtek Solutions Ltd | Joint assembly and method |
| CN114589925A (zh) * | 2022-03-10 | 2022-06-07 | 广东乔艺塑胶有限公司 | 一种超声波塑料低压焊接装置及其焊接工艺 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4106962A (en) * | 1977-07-14 | 1978-08-15 | Ncr Corporation | Method of fastening metal part to plastic part |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH110415A (de) | 1923-01-24 | 1925-06-01 | Chem Ind Basel | Verfahren zur Herstellung eines Anthracenderivates. |
| US3440117A (en) | 1965-07-02 | 1969-04-22 | Branson Instr | Method of simultaneously securing a plurality of elements to a thermoplastic member using sonic energy |
| US3431593A (en) * | 1966-12-29 | 1969-03-11 | Univis Inc | Ultrasonic hinge sinking apparatus |
| DE1916508A1 (de) * | 1969-03-31 | 1970-10-08 | Siemens Ag | Verfahren zum Befestigen von plattenartigen Waenden oder Traegern in Kunststoffteilen |
| US4058421A (en) * | 1976-10-07 | 1977-11-15 | Branson Ultrasonics Corporation | Method of joining non-fusible workpieces using frictional energy |
| JPS6111160Y2 (zh) * | 1979-04-17 | 1986-04-09 | ||
| US4358328A (en) * | 1979-04-17 | 1982-11-09 | Minnesota Mining And Manufacturing Company | Tape-cutting blade attaching method |
| JPS58124809A (ja) * | 1982-01-18 | 1983-07-25 | 日本ドライブイツト株式会社 | 固着具 |
| JPS6011337A (ja) * | 1983-06-30 | 1985-01-21 | Hashimoto Forming Co Ltd | モ−ルデイングに対するスタツドボルトの取付方法 |
| DE4141616B4 (de) | 1991-12-17 | 2005-12-29 | Steeg, Heinz Bernd, Dr.-Ing. | Verfahren zum Befestigen eines Halteteils an einem Bauteil durch Reibschweißen |
| US5800672A (en) * | 1994-06-07 | 1998-09-01 | Aztex, Inc. | Ultrasonic fastening system and method |
| DE10059452B4 (de) * | 2000-11-30 | 2004-03-11 | Kunststoff-Zentrum in Leipzig gemeinnützige Gesellschaft mbH | Verfahren und Vorrichtung zur Erzeugung eines Trenneffektes an Heizelement-Schweißwerkzeugen |
| DE102005025096A1 (de) * | 2005-06-01 | 2006-12-07 | Airbus Deutschland Gmbh | Verfahren zur Verbindung eines mit einem Kunststoffmaterial gebildeten ersten Bauteils mit einem zweiten Bauteil sowie Verbindungselement und Vorrichtung |
| JP4722587B2 (ja) | 2005-06-30 | 2011-07-13 | シーケーディ株式会社 | 多孔質ユニット |
| JP2007030332A (ja) * | 2005-07-27 | 2007-02-08 | Pentel Corp | 密閉容器の超音波溶着構造 |
| ES2349217B1 (es) | 2007-12-28 | 2011-10-24 | Airbus Operations, S.L. | Sistema de integracion de tuercas remachables en piezas de plastico. |
| DE102013001943A1 (de) | 2012-09-04 | 2014-03-06 | Friedrich-Alexander-Universität Erlangen-Nürnberg | Aus Organoblech und metallischer Komponente verbundene Mischbaugruppe, sowie Verfahren zu ihrer Herstellung |
| MX2016010064A (es) * | 2014-02-04 | 2017-05-08 | Woodwelding Ag | Conector y metodo para utilizar el mismo. |
| DE102014204449A1 (de) | 2014-03-11 | 2015-09-17 | Ejot Gmbh & Co. Kg | Verfahren zum Verbinden von Bauteilen von denen eines aus einem faserverstärkten Kunststoff besteht |
| DE102014105702A1 (de) | 2014-04-23 | 2015-10-29 | Weber Schraubautomaten Gmbh | Vorrichtung zum Setzen eines Setzelements in einem Bauteil |
| US20180290390A1 (en) * | 2017-04-04 | 2018-10-11 | Multimaterial-Welding Ag | Fastening a part to an object in an adjusted position |
-
2016
- 2016-09-30 RU RU2018111079A patent/RU2743544C1/ru active
- 2016-09-30 WO PCT/EP2016/073422 patent/WO2017055548A1/en active Application Filing
- 2016-09-30 AU AU2016333518A patent/AU2016333518B2/en active Active
- 2016-09-30 CN CN202210117098.3A patent/CN114654738A/zh active Pending
- 2016-09-30 CN CN201680069402.4A patent/CN108290350B/zh active Active
- 2016-09-30 RU RU2021103855A patent/RU2021103855A/ru unknown
- 2016-09-30 BR BR112018006466-1A patent/BR112018006466B1/pt active IP Right Grant
- 2016-09-30 JP JP2018516676A patent/JP7008335B2/ja active Active
- 2016-09-30 EP EP16778736.5A patent/EP3356118A1/en active Pending
- 2016-09-30 US US15/764,180 patent/US10562233B2/en active Active
- 2016-09-30 KR KR1020187011766A patent/KR102455170B1/ko active IP Right Grant
- 2016-09-30 MX MX2018003856A patent/MX2018003856A/es unknown
- 2016-09-30 KR KR1020227034775A patent/KR20220141350A/ko not_active Application Discontinuation
-
2018
- 2018-04-04 ZA ZA2018/02200A patent/ZA201802200B/en unknown
-
2019
- 2019-10-29 ZA ZA2019/07128A patent/ZA201907128B/en unknown
-
2020
- 2020-01-13 US US16/740,765 patent/US11331862B2/en active Active
-
2021
- 2021-12-28 JP JP2021214434A patent/JP7384449B2/ja active Active
-
2022
- 2022-04-13 US US17/719,603 patent/US11911972B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4106962A (en) * | 1977-07-14 | 1978-08-15 | Ncr Corporation | Method of fastening metal part to plastic part |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7384449B2 (ja) | 2023-11-21 |
| CN108290350A (zh) | 2018-07-17 |
| JP2022058465A (ja) | 2022-04-12 |
| KR102455170B1 (ko) | 2022-10-14 |
| JP7008335B2 (ja) | 2022-01-25 |
| US20180304543A1 (en) | 2018-10-25 |
| KR20180070592A (ko) | 2018-06-26 |
| CN114654738A (zh) | 2022-06-24 |
| RU2021103855A (ru) | 2021-02-20 |
| US11911972B2 (en) | 2024-02-27 |
| EP3356118A1 (en) | 2018-08-08 |
| US10562233B2 (en) | 2020-02-18 |
| ZA201802200B (en) | 2021-02-24 |
| RU2743544C1 (ru) | 2021-02-19 |
| BR112018006466A2 (pt) | 2018-10-09 |
| AU2016333518B2 (en) | 2022-09-15 |
| US20200147896A1 (en) | 2020-05-14 |
| WO2017055548A1 (en) | 2017-04-06 |
| MX2018003856A (es) | 2018-08-15 |
| KR20220141350A (ko) | 2022-10-19 |
| AU2016333518A1 (en) | 2018-04-26 |
| JP2018535846A (ja) | 2018-12-06 |
| BR112018006466B1 (pt) | 2022-02-15 |
| US11331862B2 (en) | 2022-05-17 |
| US20220234300A1 (en) | 2022-07-28 |
| ZA201907128B (en) | 2021-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108290350B (zh) | 将第二物体固定至第一物体 | |
| US10576691B2 (en) | Anchoring in a lightweight building element | |
| CN109072958B (zh) | 将连接器锚固在第一物体中的方法和机器 | |
| JP7262830B2 (ja) | 第1の物体に第2の物体を締結する方法 | |
| US20180283422A1 (en) | Securing a second object to a first object | |
| US11325318B2 (en) | Bonding objects together | |
| US10807316B2 (en) | Adaptor for securing objects to each other | |
| CN112638629A (zh) | 锚固连接件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |