BR112016013151B1 - Método e máquina única de fabricação de uma coroa com anel de puxar - Google Patents
Método e máquina única de fabricação de uma coroa com anel de puxar Download PDFInfo
- Publication number
- BR112016013151B1 BR112016013151B1 BR112016013151-7A BR112016013151A BR112016013151B1 BR 112016013151 B1 BR112016013151 B1 BR 112016013151B1 BR 112016013151 A BR112016013151 A BR 112016013151A BR 112016013151 B1 BR112016013151 B1 BR 112016013151B1
- Authority
- BR
- Brazil
- Prior art keywords
- crown
- ring
- pull
- starting material
- pull tab
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 113
- 238000000034 method Methods 0.000 title claims abstract description 109
- 230000000712 assembly Effects 0.000 claims abstract description 55
- 238000000429 assembly Methods 0.000 claims abstract description 55
- 239000007858 starting material Substances 0.000 claims description 32
- 239000005028 tinplate Substances 0.000 claims description 24
- 229920003023 plastic Polymers 0.000 claims description 15
- 239000004033 plastic Substances 0.000 claims description 15
- 238000005520 cutting process Methods 0.000 claims description 12
- 230000015572 biosynthetic process Effects 0.000 claims description 9
- 238000013461 design Methods 0.000 claims description 9
- 230000000750 progressive effect Effects 0.000 claims description 7
- 238000005553 drilling Methods 0.000 claims description 4
- 229920003002 synthetic resin Polymers 0.000 claims 1
- 239000000057 synthetic resin Substances 0.000 claims 1
- 239000000463 material Substances 0.000 abstract description 88
- 230000008569 process Effects 0.000 abstract description 57
- 230000008901 benefit Effects 0.000 description 22
- 239000002184 metal Substances 0.000 description 22
- 229910052751 metal Inorganic materials 0.000 description 22
- 238000004049 embossing Methods 0.000 description 9
- 239000012528 membrane Substances 0.000 description 9
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 8
- 239000010959 steel Substances 0.000 description 8
- 238000005755 formation reaction Methods 0.000 description 7
- 238000005452 bending Methods 0.000 description 5
- 230000009467 reduction Effects 0.000 description 5
- 235000013361 beverage Nutrition 0.000 description 4
- 229910002092 carbon dioxide Inorganic materials 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 239000000976 ink Substances 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 230000002787 reinforcement Effects 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 239000001569 carbon dioxide Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- 210000000282 nail Anatomy 0.000 description 3
- 238000012856 packing Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 238000009966 trimming Methods 0.000 description 3
- 229940123973 Oxygen scavenger Drugs 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 229910000498 pewter Inorganic materials 0.000 description 2
- 239000010957 pewter Substances 0.000 description 2
- 238000004382 potting Methods 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910001128 Sn alloy Inorganic materials 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 235000013405 beer Nutrition 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 235000014171 carbonated beverage Nutrition 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 210000004905 finger nail Anatomy 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 238000010102 injection blow moulding Methods 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000010137 moulding (plastic) Methods 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000003923 scrap metal Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 235000014214 soft drink Nutrition 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 235000014347 soups Nutrition 0.000 description 1
- 235000013547 stew Nutrition 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 239000005029 tin-free steel Substances 0.000 description 1
- 210000005182 tip of the tongue Anatomy 0.000 description 1
- 108091007668 trihex Proteins 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/44—Making closures, e.g. caps
- B21D51/443—Making closures, e.g. caps easily removable closures, e.g. by means of tear strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/383—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures scoring lines, tear strips or pulling tabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/44—Making closures, e.g. caps
- B21D51/446—Feeding or removal of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/44—Making closures, e.g. caps
- B21D51/48—Making crown caps
Abstract
SISTEMAS E MÉTODOS RELACIONADOS PARA FABRICAÇÃO DE COROAS DE GARRAFA COM ANEL DE PUXAR. São descritos aqui equipamento e métodos relacionados para fabricação de coroas com anel de puxar. Em uma modalidade, um método de fabricação de uma coroa com anel de puxar compreende formação de uma pluralidade de corpos de coroa a partir de um primeiro material de base e formação de uma pluralidade de conjuntos de anel e aba de puxar a partir de um segundo material de base. Além disso, tal processo pode compreender a formação de uma pluralidade de coroas com anel de puxar ao combinar cada corpo de coroa da pluralidade de corpos de coroa com um conjunto de anel e aba de puxar correspondente da pluralidade de conjuntos de anel e aba de puxar. Além disso, tal método também pode compreender formação de uma saia circunferencial que desce abaixo de uma parte superior de cada coroa com anel de puxar e remoção da pluralidade de coroas com anel de puxar do primeiro material de base.
Description
[0001] O presente Pedido de Patente Internacional reivindica o benefício do Pedido Provisório dos Estados Unidos N° 61/986.521 sob 35 U.S.C. § 119 (e). Além disso, as descrições de Patentes dos Estados Unidos Nos 8.061.544, 8.276.773, 8.365.940, 8.608.006 e 8.944.264 e Pedidos de Patentes dos Estados Unidos Nos 14/098.208, 14/244.571 e 14/605.704, todos do mesmo inventor, são aqui incorporadas por referência para todas as finalidades.
[0002] A presente invenção se refere, em geral, a processos de fabricação de chapas metálicas e, mais particularmente, a sistemas e métodos relacionados para fabricação de coroas de garrafa com anel de puxar.
[0003] Uma garrafa de bebida que se abre manualmente com relativa facilidade, sem o uso de um abridor de garrafas, tem sido uma necessidade há muito sentida pelos fornecedores de bebidas. Tampas de garrafas devem ser hermeticamente presas à abertura da garrafa para impedir o vazamento dos conteúdos, perda de pressão (no caso de bebidas pressurizadas ou carbonadas) e manter as condições de higiene dos conteúdos. A vedação hermética torna difícil abrir uma garrafa com a mão.
[0004] As tampas, também denominadas alternadamente como coroas, são presas à abertura da garrafa por meio de engate por pressão da coroa sobre a abertura do recipiente em uma série de arcos côncavos em torno da circunferência da abertura. Os arcos criam pontos de convexos nítidos entre cada arco côncavo. Os arcos e os pontos são, muitas vezes, ditos por aqueles versados na técnica como "ângulos" ou "pregas".
[0005] O advento das tampas de garrafa de torcer familiar foi um avanço significativo para a abertura manual de garrafas, mas com demasiada frequência, é necessário segurar a tampa tão firmemente para torcer a tampa e liberá-la que os pontos dos ângulos da tampa acarretam dor nas mãos ou dedos. Para proteger as mãos de uma lesão, é uma prática comum embrulhar a tampa da garrafa na borda de uma camiseta ou em um pano antes de torcer a tampa.
[0006] Tampas de garrafa adaptadas com abas de puxar, similares àquelas usadas para latas de bebidas, são conhecidas na China e outros territórios da Ásia. Vide, por exemplo, Pedido de Patente Internacional PCT/CN00/00040 por Liu, data de prioridade de 04 de março de 1999, Publicação Internacional N° WO00/51906. Tais coroas com anel de puxar, no entanto, são notoriamente difíceis de abrir porque elas requerem exercer uma quantidade desconfortável de força para romper a vedação e, então, puxar a aba para trás (rasgamento do metal) para remover a tampa.
[0007] Outra solução de aba de puxar para tampas de garrafas é conhecida como a MAXICROWN®, conforme descrito na Patente dos Estados Unidos No 4.768.667, concedida em 06 de setembro de 1988 para Magnusson. A MAXICROWN® fornece um anel de puxar localizado ao longo do lado do gargalo da garrafa como uma extensão da coroa e, assim, é problemático para uso com máquinas de colocação de tampas de garrafa através de engate por pressão em ângulo convencionais. Na verdade, uma máquina de colocação de tampas especial é recomendada para tampar as garrafas com a MAXICROWN®.
[0008] Portanto, há uma necessidade de uma coroa de garrafa que seja fácil de abrir manualmente, ainda que possa ser hermeticamente vedada em torno da abertura da garrafa usando máquinas de colocação de tampas de garrafa convencionais comuns na técnica. Consequentemente, também há uma necessidade de um processo eficiente para fabricação de tal coroa de garrafa.
[0009] De acordo com um aspecto da presente invenção, são fornecidos sistemas e métodos relacionados para fabricação de coroas de garrafa com anel de puxar os quais eliminam ou reduzem substancialmente as desvantagens associadas aos sistemas anteriores.
[0010] De acordo com uma modalidade, é fornecido um método de fabricação de uma coroa com anel de puxar. O método inclui as etapas de formação de corpos de coroa a partir de um primeiro material de partida, formação de conjuntos de anel e aba de puxar a partir de um segundo material de partida e combinação dos corpos de coroa com o conjunto de anel e aba de puxar para formar coroas com anel de puxar. O método inclui ainda as etapas de formação de uma saia circunferencial em torno da coroa com anel de puxar e remoção das coroas com anel de puxar do primeiro material de partida. De acordo com outra modalidade, é fornecido um sistema que tem uma ou mais máquinas dispostas e adaptadas para realizar as etapas do método acima.
[0011] Outras modalidades podem ser empregadas com outros recipientes para produtos que não uma bebida, tais como sopa ou cozido, onde uma abertura de boca larga permite acesso fácil aos conteúdos. Além disso, em outras modalidades, as coroas com anel de puxar podem ser fabricadas de acordo com os princípios descritos para recipientes, tais como frascos médicos ou outros recipientes de boca estreita. Em suma, os princípios descritos aqui podem ser empregados para fabricar coroas com anel de puxar e tampas para qualquer tamanho ou tipo de recipientes.
[0012] Uma vantagem dos sistemas e métodos relacionados para fabricação de coroas de garrafa com anel de puxar é que o equipamento de produção pode fabricar o anel, aba, rebite e tampa usando uma única máquina. Alternativamente, uma série de máquinas podem ser usadas também. Outra vantagem da(s) invenção(ões) descrita(s) aqui é que um anel de puxar pode ser produzido em uma cor distinta do corpo da coroa. Ainda outra vantagem é que um material impresso pode aparecer sobre a superfície de coroa, rebite e corrugação.
[0013] Para uma compreensão mais completa da presente invenção e suas vantagens, é feita agora referência à descrição a seguir e aos desenhos anexos, nos quais:
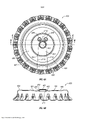
[0014] A Figura 1 ilustra uma coroa com anel de puxar exemplificativa em perspectiva;
[0015] A Figura 2 ilustra, em perspectiva, uma coroa com anel de puxar exemplificativa que tenha foi aberta;
[0016] A Figura 3A ilustra uma vista superior de uma coroa com anel de puxar exemplificativa;
[0017] A Figura 3B ilustra uma vista seccional transversal tomada ao longo da linha D-D da coroa com anel de puxar exemplificativa da Figura 3A;
[0018] A Figura 4A ilustra uma vista superior de um corpo de coroa exemplificativo;
[0019] A Figura 4B ilustra uma vista seccional transversal tomada ao longo da linha C-C do corpo de coroa exemplificativo da Figura 4A;
[0020] A Figura 4C ilustra uma vista seccional transversal tomada ao longo da linha D-D do corpo de coroa exemplificativo da Figura 4A;
[0021] A Figura 5A ilustra uma vista superior de um conjunto de anel e aba de puxar exemplificativo;
[0022] A Figura 5B ilustra uma vista seccional transversal tomada ao longo da linha C-C do conjunto de anel e aba de puxar exemplificativo da Figura 5A;
[0023] A Figura 6 é um fluxograma que ilustra as etapas de um processo de fabricação para formação de uma coroa com anel de puxar de acordo com uma modalidade;
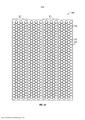
[0024] A Figura 7A ilustra uma vista aérea de uma chapa de corpo de coroa impresso;
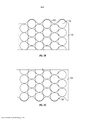
[0025] A Figura 7B ilustra uma borda recortada angular de um corpo de chapa coroa separado de acordo com uma modalidade;
[0026] A Figura 7C ilustra uma borda recortada curvilínea de uma chapa de corpo de coroa separado de acordo com uma modalidade;
[0027] A Figura 8A ilustra uma etapa de fabricação para formação de uma ou mais linhas entalhadas sobre uma chapa de corpo de coroa de acordo com uma modalidade;
[0028] A Figura 8B ilustra uma etapa de fabricação para formação de um ou mais rebites e recessos sobre uma chapa de corpo de coroa de acordo com uma modalidade;
[0029] A Figura 8C ilustra uma etapa de fabricação para formação de uma ou mais protuberâncias sobre uma chapa de corpo de coroa de acordo com uma modalidade;
[0030] A Figura 9A ilustra uma etapa de fabricação para formação das bordas externas de uma ou mais abas de puxar sobre uma chapa de conjunto de anel e aba de puxar de acordo com uma modalidade;
[0031] A Figura 9B ilustra uma etapa de fabricação para formação das bordas externas direitas de um ou mais anéis de puxar sobre uma chapa de conjunto de anel e aba de puxar de acordo com uma modalidade;
[0032] A Figura 9C ilustra uma etapa de fabricação para formação das bordas externas esquerdas de um ou mais anéis de puxar sobre uma chapa de conjunto de anel e aba de puxar de acordo com uma modalidade;
[0033] A Figura 9D ilustra uma etapa de fabricação para formação de recessos de rebite sobre uma ou mais abas de puxar sobre uma chapa de conjunto de anel e aba de puxar de acordo com uma modalidade;
[0034] A Figura 9E ilustra uma etapa de fabricação para formação de furos de rebites sobre uma ou mais abas de puxar sobre uma chapa de conjunto de anel e aba de puxar de acordo com uma modalidade;
[0035] A Figura 9F ilustra uma etapa de fabricação para criação de uma linha de dobra sobre as bordas externas de um ou mais anéis de puxar sobre uma chapa de conjunto de anel e aba de puxar de acordo com uma modalidade;
[0036] A Figura 9G ilustra uma etapa de fabricação, sobre uma chapa de conjunto de anel e aba de puxar, para laminação simultânea das bordas externas de um ou mais anéis de puxar, criação de uma linha de dobra sobre bordas internas de um ou mais anéis de puxar e criação de linhas de dobra sobre as asas de uma ou mais abas de puxar de acordo com uma modalidade;
[0037] A Figura 9H ilustra uma etapa de fabricação, sobre uma chapa de conjunto de anel e aba de puxar, para laminação simultânea das bordas internas de um anel de puxar e laminação das asas de uma ou mais abas de puxar de acordo com uma modalidade;
[0038] A Figura 9I ilustra uma etapa de fabricação para nivelamento de quaisquer bordas laminadas sobre uma chapa de conjunto de anel e aba de puxar de acordo com uma modalidade;
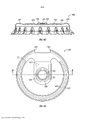
[0039] A Figura 10 ilustra os diferentes estágios dos respectivos processos de fabricação para formação de um corpo de coroa e um conjunto de anel e aba de puxar de acordo com uma modalidade;
[0040] A Figura 11 ilustra uma etapa de fabricação para formação de uma coroa com anel de puxar ao combinar um corpo de coroa com um conjunto de anel e aba de puxar correspondente de acordo com uma modalidade;
[0041] A Figura 12 ilustra uma etapa de fabricação para corrugação da borda externa de uma coroa com anel de puxar e separação da mesma da chapa de corpo de coroa de acordo com uma modalidade;
[0042] A Figura 13A ilustra um sistema para fabricação de coroas com anel de puxar de acordo com uma modalidade;
[0043] A Figura 13B ilustra uma máquina para formação e alimentação de uma ou mais tiras de corpo de coroa a partir de uma chapa de corpo de coroa impressa de acordo com uma modalidade;
[0044] A Figura 13C ilustra uma máquina para formação de coroas com anel de puxar de acordo com uma modalidade;
[0045] A Figura 14 ilustra uma vista isométrica de uma modalidade alternativa de uma coroa que pode ser fabricada usando as técnicas e equipamento descritos aqui;
[0046] A Figura 15 ilustra uma vista superior em perspectiva de uma modalidade alternativa de uma coroa, similar à coroa da Figura 1, que pode ser fabricada de acordo com as técnicas e princípios de fabricação descritos;
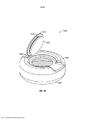
[0047] A Figura 16A é uma vista em perspectiva de outra modalidade alternativa de uma coroa que pode ser fabricada de acordo com os princípios de fabricação descritos aqui;
[0048] A Figura 16B é uma vista em perspectiva da coroa da Figura 16A à medida que a coroa está sofrendo uma operação de abertura;
[0049] A Figura 17A ilustra uma vista superior em perspectiva de uma modalidade alternativa de uma coroa que pode ser fabricada usando as técnicas e processos de fabricação descritos;
[0050] A Figura 17B é uma vista em perspectiva da coroa da Figura 17A à medida que a coroa está sofrendo uma operação de abertura;
[0051] A Figura 18 ilustra uma vista superior em perspectiva de ainda outra modalidade alternativa de uma coroa que pode ser fabricada usando as técnicas e processos de fabricação descritos; e
[0052] A Figura 19 é uma vista superior em perspectiva de outra modalidade alternativa de uma coroa que pode ser fabricada usando as técnicas e princípios descritos aqui.
[0053] Levando em conta o precedente, ao longo de um ou mais de vários aspectos, modalidades e/ou características específicas ou subcomponentes, a presente descrição se destina, assim, a mostrar uma ou mais das vantagens que serão evidentes a partir da descrição. A presente descrição faz referência a uma ou mais modalidades específicas, a título de ilustração e exemplo. Deverá ser entendido, portanto, que a terminologia, exemplos, desenhos, cabeçalhos de seções e modalidades são ilustrativos e não se destinam a limitar o âmbito da descrição. Os termos "coroa" e "tampa" podem ser usados alternadamente na descrição que segue. Coroa com Anel de Puxar
[0054] A Figura 1 ilustra uma vista em perspectiva de uma coroa com anel de puxar exemplificativa 100 que pode ser fabricada de acordo com uma ou mais das modalidades descritas aqui. A coroa de garrafa com aba de puxar 100 tem um corpo de coroa 110 preso por um rebite 153 a um conjunto de anel e aba de puxar 150. O corpo de coroa 110, o qual é usualmente formado a partir de folha de flandres, inclui uma porção central rodeada, ao longo de seu ressalto 101, por uma saia corrugada 106. A saia corrugada 106 mostrada na Figura 1 é formada por uma pluralidade de caneluras alternadas 102 (também ditas aqui como "ângulos") e partes planas 112 que separam o ressalto 101 e a borda da saia 103.
[0055] A saia 106 desce da parte superior 110 ao longo do perímetro externo da coroa 100 e, em modalidades exemplificativas específicas, se funde uniformemente em um flange que se estende para baixo e radialmente para fora. A saia 106 é, de preferência, adaptada para ser engatada por pressão contra o gargalo de uma garrafa para vedação. Modalidades exemplificativas específicas da saia 106 são divididas em porções corrugadas, repetidas que definem as caneluras 102 e partes planas 112. De preferência, as porções repetidas são espaçadas circunferencialmente de maneira uniforme entre si, de modo que cada canelura 102 seja idêntica a todas as outras caneluras 102 em torno da circunferência da coroa 100 e cada parte plana 112 seja idêntica a todas as outras partes planas 112 em torno da circunferência da coroa 100. Deverá ser entendido que a coroa 100 pode incluir qualquer número de caneluras 102 e partes planas 112.
[0056] Além disso, o comprimento da saia 106 que se estende abaixo da superfície superior do corpo da coroa pode ser de qualquer comprimento para uso no fechamento de garrafas ou outras aplicações, as quais incluem coroas de "baixa altura", coroas de "altura intermediária" ou coroas de "altura padrão" para uso em garrafas ou outros recipientes que têm aberturas com uma variedade de tamanhos de bordas configuradas para receber a coroa. Por exemplo, os padrões da indústria se referem, tipicamente, a coroas de "altura padrão", tais como aquelas que têm uma altura, medida a partir da superfície superior da coroa até a borda inferior da saia, de cerca de 0,15 mm ± 6,4-6,6 mm, coroas de "altura intermediária", tais como aquelas que têm uma altura de cerca de 6,0-6,2 mm ± 0,15 mm e coroas de "baixa altura", tais como aquelas que têm uma altura de cerca de 5,0-5,2 mm ± 0,15 mm. Além disso, conforme mencionado acima, as coroas fabricadas de acordo com as técnicas descritas incluem a fabricação de coroas de qualquer tamanho e para qualquer aplicação de recipiente, tais como diâmetros entre 26 mm e 29 m ou diâmetros ainda menores ou maiores. Assim, nenhuma limitação a qualquer formato, estilo ou tamanho de coroa ou saia em particular deverá ser implicado na presente descrição. Da mesma forma, a presença de uma saia corrugada sobre uma coroa fabricada de acordo com os princípios descritos não é necessária e, em vez disso, uma saia lisa, tais como aquelas usadas nos frascos médicos ou aplicações similares, também pode ser formada com os princípios de fabricação descritos.
[0057] Um coroa com anel de puxar 100 pode ser presa ao recipiente ao engatar por pressão a saia 106 em torno da borda da margem circular externa do recipiente. O corpo de coroa 110 também pode incluir um revestimento de borracha ou plástico sobre o lado inferior da tampa (não mostrado na Figura 1), o qual é compressível para facilitar uma vedação hermética quando a coroa 100 é engatada no recipiente. Em algumas modalidades, um revestimento pode ser montado sobre a superfície inferior da coroa 100 com um adesivo adequado e posicionada de modo a cobrir o fundo do rebite 153.
[0058] Linhas entalhadas 104 (também ditas aqui como "linhas entalhadas") geralmente se afunilam para dentro a partir da borda da saia da tampa 103 em direção ao centro aproximado da coroa 100 para fornecer uma ranhura de rasgamento afunilada ao longo do contorno de uma lingueta em formato de cunha 111. Por exemplo, a profundidade da ranhura afunilada pode ir de uma profundidade na faixa de aproximadamente 0,03 a 0,02 mm próximo da borda da saia da coroa 100 até uma profundidade na faixa de aproximadamente 0,10 a 0,08 mm pelo rebite 153 próximo do centro da coroa 100. Em uma modalidade preferida, uma das linhas entalhadas 104 fornece uma curva em S ou segmento de cauda 109 que se estende ao longo da saia 106 da coroa 100. As curvas em S são vantajosas pelo fato de que elas permitem que a parte arrancada da coroa continue presa ao restante do corpo da coroa. Em outras modalidades, no entanto, as linhas entalhadas 104 também podem ser formadas retas, se desejado.
[0059] Ao variar a profundidade do entalhe ao longo da linha entalhada 104, a coroa 100 fornece uma ranhura de rasgamento a qual torna mais provável que apenas uma quantidade razoável de força manual seja requerida quando se abre a coroa 100. Conforme será discutido em maiores detalhes abaixo, uma faixa recomendada de dimensões e composição de material da coroa 100 é descrita para fornecer ainda uma coroa que pode ser aberta manualmente apenas com uma força razoável.
[0060] A presente descrição considera graus alternativos de divergência ou linhas entalhadas que, em vez disso, convergem em direção à borda 103. As linhas entalhadas podem mesmo ser substancialmente paralelas, convergentes ou divergentes, e os graus ou ângulo selecionados que separam as linhas é uma questão de escolha de design, assim como o número de linhas entalhadas, as quais podem ser tão poucas quanto um ou mesmo zero. Consequentemente, a presente invenção considera todas e cada permutação de linhas entalhadas que possam ser selecionadas para o design de engenharia de uma coroa em particular.
[0061] Em uma modalidade preferida, uma das linhas entalhadas 104 fornece uma curva em S ou segmento de cauda 109 que se estende ao longo da porção de saia 106 da coroa 100. A curva em S 109 pode facilitar a remoção da coroa 100 de uma abertura do recipiente. Em operação, uma pessoa arranca o centro da tampa ao longo das linhas entalhadas 104. Quando o rasgamento atinge a curva em S 109, a força de rasgamento acompanha a curva em S distante da linha entalhada 104 e impele o rasgamento ao longo da linha entalhada 104 oposta para a extremidade 109, o que abre a coroa 100. A força de rasgamento contínua ao longo da curva em S 109 puxa porção angular 106 para longe da abertura do recipiente (não mostrado) e libera a coroa 100 do recipiente (não mostrado). A curva em S 109 consiste em uma linha entalhada que tem um segmento radial superior que se estende do conjunto de abertura até a saia 106 ao longo de um eixo radial e um segmento anular inferior que se estende circunferencialmente ao longo da saia 106 em uma direção anular e se estende a partir de uma extremidade do segmento radial superior, o segmento anular inferior definido em um segundo plano horizontal equidistante ao primeiro plano horizontal associado à borda inferior da saia 106.
[0062] O conjunto de anel e aba de puxar 150 está conectado por um rebite 153 à ponta da aba 111 do corpo de coroa 110, de modo a facilitar a abertura fácil da coroa 100 ao longo das linhas entalhadas 104. O conjunto de anel e aba de puxar 150 inclui uma aba de puxar 151 que está conectada um anel de puxar 156 na extremidade de fulcro da aba de puxar 154. Em modalidades preferidas, a aba de puxar 151 pode ser gravada em relevo ou impressa com um símbolo de instrução 152 (por exemplo, uma seta dobrada) que sugere a maneira de abrir a coroa 100. Outras instruções podem ser fornecidas com as instruções impressas, as quais podem dizer, por exemplo: "LEVANTE O ANEL E PUXE PARA CIMA PARA REMOVER". Adicionalmente, um aviso de advertência pode ser impresso sobre a coroa 100. A outra extremidade da aba de puxar 151 tem um furo de rebite que permite que o conjunto de anel e aba de puxar 150 seja unido ao corpo de coroa 110.
[0063] A porção central da coroa 100 também pode incluir umas subseções concêntricas rebaixadas que permitem que o conjunto de anel e aba de puxar 150 seja assentado dentro do corpo de coroa 110 substancialmente nivelado com o ressalto 101 da coroa. Uma das vantagens de uma coroa com anel de puxar 100, disposta conforme representado na Figura 1, é que o conjunto de anel e aba de puxar assenta em recesso dentro do corpo da coroa, de modo que ele pode ser usado com equipamento de envasamento preexistente originalmente concebido para trabalhar com corpos de coroa convencionais. Uma pluralidade de recessos 106 dentro do corpo 110 da coroa também adicionam resistência transversal à coroa 100, assim, permitindo que o corpo de coroa 110 seja feito de folha de flandres mais fina, o que permite economias de custo por peça.
[0064] Para abrir a coroa com anel de puxar 100, um usuário pode inserir um dedo ou a unha (ou algum outro objeto de alavanca) sob o anel de puxar 156 e levantar o anel de puxar 156 para separar a ponta da lingueta 111 do corpo de coroa 110. Em determinadas modalidades preferidas, tal como a modalidade representada na Figura 1, a coroa 100 pode se caracterizar por uma ranhura para a unha ergonômica 105 que torna mais fácil inserir uma unha sob o anel de puxar 156.
[0065] Quando a extremidade do anel de puxar 156 oposta ao corte de fulcro 154 é puxada para cima e para longe do corpo da coroa 110, o plano imaginário formado pelo anel de puxar 156 atua como uma primeira alavanca que gira em torno do eixo formado pelos dois pontos do corte de fulcro 154. À medida que o anel de puxar 156 gira para cima, a extremidade da aba de puxar 151 mais próximo do corte de fulcro 154 é levantada da superfície do corpo da coroa 110. A aba de puxar 151, então, atua como um segundo braço de alavanca que aplica uma força ascendente ao rebite 153 localizado na extremidade oposta. O rebite 153 transfere a força ascendente para a lingueta 111 do corpo de coroa 110 suficiente para separar a lingueta 111 do corpo de coroa 110 por meio das linhas entalhadas 104. Uma vez que a ponta da lingueta 111 foi inicialmente separada do corpo de coroa 110, o usuário pode inserir seu dedo através do anel de puxar 156 e usá-lo para arrancar facilmente do restante da aba 111 do corpo de coroa 110 ao longo das linhas de rasgamento 104. De modo importante, conforme mostrado na Figura 2, a lingueta nunca é completamente separada da coroa 100. Adicionalmente, uma vez que o anel de puxar é levantado do corpo da coroa, o conjunto de anel e aba não pode ser recolocado e, na verdade, funciona como um indicador de inviolabilidade.
[0066] Em particular, o material de Folha de flandres, o qual demonstra uma dureza aproximada de T4 na Escala de Dureza de Rockwell 30T, é preferido para a tampa exemplificativa ilustrada na Figura 1, embora modalidades de T3 e T5 sejam vantajosas para produtos particulares. O material de folha de flandres macio preferido requer menos força para abrir e arrancar o conjunto de abertura da tampa exemplificativo ilustrado na Figura 1, ao mesmo tempo em que continua a fornecer vedação suficiente dos conteúdos do recipiente. Para fins do presente relatório descritivo, folha de flandres se refere a qualquer material, incluindo estanho ou ligas de estanho, a partir do qual uma coroa pode ser fabricada e não significa necessariamente que a coroa é feita de estanho ou uma liga de estanho. Alternativamente, o conjunto de anel e aba de puxar pode ser produzido a partir de uma resina ou outro material plástico e pode incluir limalhas metálicas ou outro material misturado no mesmo, de modo a adicionar propriedades magnéticas ao conjunto de anel e aba. Consequentemente, os conjuntos de anel e aba e, assim, as coroas concluídas, mantêm propriedades magnéticas para uso com equipamentos de envasamento.
[0067] Uma força de tração para um anel de puxar da presente descrição de aproximadamente 2,5 kg (quilogramas) ou menos é preferida. Uma força de tração relativamente pequena, tal como esta, é recomendada de modo que praticamente qualquer um terá força suficiente para abrir uma garrafa usando uma coroa da presente descrição. Em contraste, uma força de tração relativamente grande tem a desvantagem de requerer uma grande quantidade de força inicial para arrancar o material de folha de flandres e, uma vez que a folha de flandres é arrancada, a liberação repentina da força de tração faz com que a garrafa se afaste do usuário, derramando os conteúdos, muitas vezes de forma dramática.
[0068] Além da baixa dureza da folha de flandres, a espessura ou bitola da coroa também pode contribuir para obter uma pequena força de tração. Por exemplo, é recomendado que uma coroa da presente invenção tenha uma espessura de menos de 0,28 mm. Por exemplo, as coroas de garrafa típicas têm uma espessura de cerca de 0,21 mm. Modalidades nas quais o material de coroa é reforçado pela corrugação, tais como em modalidades dotadas de uma base, podem ser mais finas do que as coroas convencionais que têm, por exemplo, uma bitola tão fina quanto aproximadamente 0,16 mm e mesmo tão fina quanto 0,12 mm.
[0069] Além das modalidades anteriores descritas acima, uma modalidade adicional fornece uma coroa de bitola reduzida que confere vantagens adicionais. Bilhões de tampas de garrafas são usadas em todo o mundo e o custo das tampas é grandemente determinado pela quantidade de material necessário para as tampas. Uma forma de reduzir tais custos é reduzir a quantidade de material usado em cada coroa. A quantidade de material pode ser reduzida ao tornar a coroa fina ou reduzir a bitola da coroa. Uma bitola reduzida pode ser conseguida usando menos material, mas isto pode comprometer a integridade da coroa, tornando a coroa mais fraca. Outra abordagem seria usar menos material, mas usar um material mais forte. No entanto, os materiais mais fortes podem ser mais caros do que a folha de flandres convencional normalmente usada na fabricação de coroas, o que iria contra o objetivo de economia de custos. Uma abordagem que reduz a quantidade de material, mas usa o mesmo material sem comprometer a resistência, é corrugar a coroa.
[0070] Em uma modalidade alternativa (não mostrada), um ou mais indicadores de deterioração, tais como protuberâncias na coroa 100, podem ser posicionados de modo a não serem obscurecidos pelo dispositivo de anel de puxar da presente descrição. Para recipientes que são vedados a vácuo, indicadores de deterioração estufam no caso onde a vedação por pressão é perdida.
[0071] A Figura 2 ilustra, em perspectiva, a coroa com anel de puxar 100 exemplificativa da Figura 1, a qual foi aberta. A Figura 2 representa a coroa 100 aberta ao longo da linha entalhada 104 separável, de modo que a coroa 100 possa ser facilmente retirada de um recipiente (não mostrado). Um revestimento transparente ou opaco 201 é revelado ao arrancar a lingueta da coroa 100. Particularmente, a linha entalhada 204 não se estende para a borda 101 da saia 106, de modo a manter a coroa 100 como uma peça unitária quando de remoção do recipiente. Em algumas modalidades, a porção de lingueta 111 é mais longa do que a porção correspondente nas modalidades anteriormente descritas aqui em virtude da posição descentrada do conjunto de abertura.
[0072] A Figura 3A ilustra uma vista superior de uma coroa com anel de puxar exemplificativa que pode ser fabricada de acordo com os princípios descritos. De forma relacionada, a Figura 3b ilustra uma vista seccional transversal tomada ao longo da linha A-A da coroa com anel de puxar exemplificativa da Figura 3A. A coroa com anel de puxar para garrafa 300 tem um corpo de coroa preso por um rebite 353 a um conjunto de anel e aba de puxar 350. O corpo de coroa inclui uma porção central rodeada, ao longo do seu ressalto 301, por uma saia corrugada com ângulos 302. O corpo de coroa também se caracteriza por uma ou porções rebaixadas 313 que adicionam resistência estrutural. O conjunto de anel e aba de puxar 350 é conectado, por um rebite 353, à ponta da aba do corpo de coroa de modo a facilitar uma abertura fácil da coroa 300 ao longo das linhas entalhadas. O conjunto de anel e aba de puxar 350 inclui uma aba de puxar, presa ao anel de puxar, com asas enroladas 361. A outra extremidade da aba de puxar tem um escareador de rebite 354 através do qual o conjunto de anel e aba de puxar 350 é conectado ao corpo de coroa por meio de um rebite 353. Conforme pode ser visto na Figura 3B, o anel de puxar é formado usando bordas enroladas (371, 372).
[0073] A saia 303 desce do ressalto 301, o qual é contíguo com parte superior 310. A base 313 é de profundidade suficiente para puxar o anel 350 de forma substancialmente alinhada com a parte superior 310 da coroa 300. Tal modalidade vantajosa é adequada para uso em máquinas de colocação de tampas de garrafa convencionais sem ter que reconstruir ou reformar a máquina. Uma outra vantagem da base 313 é que a base 313 forma um perímetro corrugado em torno da base e a corrugação é bem conhecida por reforçar chapas planas contra flexão em direções substancialmente perpendiculares à direção de corrugação. A base 313, portanto, confere a vantagem adicional de reforço da coroa 300. Uma outra vantagem de uma coroa 300 reforçada conforme possibilitado pela base 313 é que a espessura da coroa 300 pode ser reduzida para um material de coroa de menor bitola (mais fina) do que seria usado em uma coroa convencional, assim, reduzindo os custos dos materiais de fabricação.
[0074] Em modalidades alternativas, a base 313 pode ser menos profunda, de modo que o conjunto de anel de puxar 350 esteja assentado ligeira ou parcialmente acima do ressalto 301 da coroa 300. Tal modalidade pode fornecer a vantagem de ter um anel de puxar 350 facilmente acessível para abertura manual. Dependendo das tolerâncias aceitáveis, tal modalidade também pode ser adequada para uso com uma máquina de colocação de tampas de garrafa convencional.
[0075] A Figura 4A ilustra uma vista superior de um corpo de coroa 400 exemplificativo fabricado de acordo com uma ou mais modalidades dos princípios descritos. Adicionalmente, as Figuras 4B e 4C são fornecidas para ilustrar as vistas seccionais transversais tomadas ao longo das linhas B-B e C-C (respectivamente) do corpo de coroa 400, o qual é mostrado sem um conjunto de anel e aba de puxar preso. Conforme pode ser visto a partir das várias vistas, a base 405 é rebaixada, ou seja, ela está abaixo da parte superior 408, mas é contígua à parte superior 408 em virtude da superfície de transição 407 a qual será dita aqui, por conveniência, como recesso 407. O recesso 407 pode ser formado na coroa 400 através de uma variedade de maneiras adequadas para obter formatos vantajosos. Por exemplo, em modalidades exemplificativas específicas, patamares concêntricos, anéis, ranhuras ou ressaltos são formados integralmente no material de coroa 400 até que a profundidade desejada da base 405 seja obtida. Em modalidades alternativas, o recesso 407 é formado com uma superfície ligeiramente curvada da parte superior 408 até o recesso 405. A forma de recesso 407 funciona como nervuras ou reforços estruturais que, presumidamente, ajudam a reforçar a base 405 contra deflexão ou deformação. Dentro dos recessos (404, 405), protuberâncias 409 podem ser formadas adjacentes ao rebite 401. As protuberâncias 409 podem estar dispostas em várias posições sobre a parte superior do corpo da tampa, de modo a conferir uma melhor força de alavanca para o anel de puxar durante abertura e pode ainda permitir uma indicação de deterioração, conforme mencionado acima.
[0076] Na modalidade exemplificativa mostrada nas Figuras 4A-4C, o rebite 401 é formado integralmente sobre e a partir do mesmo material que constitui o corpo de coroa 400 ao perfurar ou comprimir um pino sobre a superfície superior do corpo de coroa. O rebite 401 tem uma cabeça alargada 410 que é suportada por um istmo 411, a qual pode ser rebaixado. O rebite 401 pode ser preso à outra estrutura que tem um furo de rebite ao inserir o rebite 401 no furo de rebite e comprimir a cabeça do rebite 410 para baixo sobre a margem do furo de rebite, de modo que a margem seja comprimida entre a cabeça do rebite 410 e a base do istmo do rebite. Em modalidades alternativas, um corpo de coroa pode, em vez disso, ser perfurado com um furo de rebite de modo a permitir que um rebite separado seja posicionado entre os furos de rebite tanto do corpo de coroa quanto do conjunto de anel e aba de puxar. Além disso, as linhas entalhadas para uso no rasgamento e abertura da coroa 400 são novamente ilustradas. No entanto, além das primeira e segunda linhas entalhadas 411a e 411b, os princípios descritos também podem se aplicar a uma terceira linha entalhada traseira 411c, a função da qual é descrita em maiores detalhes abaixo.
[0077] Em algumas modalidades, a rigidez e resistência à compressão do corpo de coroa 400 podem ser aprimoradas através de corrugação. Conforme mostrado nas Figuras 4B e 4C, uma quantidade específica de material de reforço pela corrugação é obtida, por exemplo, ao selecionar uma modalidade com uma combinação particular de diâmetro de base e profundidade de recesso. Por exemplo, uma modalidade poderia se caracterizar por um diâmetro de base a qual é relativamente ampla e uma profundidade de recesso que é uma profundidade intermediária. Outras modalidades poderiam ter uma largura de base intermediária e uma profundidade de recesso relativamente profunda. Naturalmente, outras combinações de diâmetro de base, profundidade de recesso, o número de recessos ou mesmo ângulo da superfície de transição podem ser selecionadas de acordo com determinados objetivos de design ou engenharia.
[0078] A corrugação reforça materiais. Isto é particularmente verdadeiro para os materiais laminares transformados em uma chapa ou folha. Um produto laminar pode usar menos de um material se o material é corrugado para conferir resistência lateral. Uma tampa de garrafa é um produto laminar no qual o material em chapa, geralmente aço ou folha de flandres, é moldado para ser afixado na parte superior de uma garrafa ou outro recipiente. Uma tampa comum ("pry-off") ou de torcer convencional tem uma espessura de material que é predominantemente determinada por considerações de prevenção de vazamento e a firmeza de fixação da tampa ao recipiente. A corrugação permite que as tampas usem menos material para ter a resistência equivalente a uma coroa de espessura padrão. Uma coroa corrugada é mais fina, isto é, tem uma bitola reduzida, em comparação com uma tampa de garrafa convencional. Uma vantagem de tal "coroa de bitola reduzida" (Reduced Gauge Crown - RGC) é a economia de custos obtida usando menos material.
[0079] Outra vantagem de uma tampa corrugada de bitola reduzida provém das tampas "pull-off" inovadoras, as quais têm um conjunto de aba de puxar preso à coroa, conforme descrito aqui. A aba de puxar rompe o material da tampa e a coroa é arrancada da garrafa usando o anel de puxar de um conjunto de abertura. Uma coroa de bitola reduzida facilita o rasgamento porque o material da tampa é fino e a ação de rasgamento é paralela à direção do reforço material conferida pela corrugação e, portanto, a força de rasgamento não tem de superar o reforço material da corrugação. A corrugação fornece o reforço material perpendicular à direção de corrugação.
[0080] Além das estruturas ilustradas nas figuras aqui, deverá ser entendido que outras estruturas empregarão uma tampa da presente descrição com as vantagens de corrugação e fornecerão uma coroa de bitola reduzida para uma garrafa. Por exemplo, anéis concêntricos, os quais progridem da parte superior da saia em direção ao centro da base, e formatos decorativos, tais como estrelas, logotipos de marcas, logotipos de equipes esportivas, insígnias religiosas e assim por diante, formados no plano da tampa, são abrangidos na presente descrição.
[0081] Formas corrugadas podem ser conferidas a uma tampa de garrafa através de uma variedade de meios incluindo, sem limitação, estampagem de metais, prensagem, gravação em relevo e assim por diante. As coroas não metálicas da presente invenção podem ser formadas através de moldagem por injeção para coroas de plástico ou outros meios de produção adequados. Além disso, materiais não metálicos também podem ser usados para formar o conjunto de anel e aba como uma parte do processo de fabricação descrito ou como um processo anterior que fornece os conjuntos de anel e aba formados para montagem sobre os corpos de coroa descritos. O uso de materiais não metálicos em combinação com as técnicas de fabricação descritas é discutido em maiores detalhes abaixo.
[0082] A Figura 5A ilustra uma vista superior de um conjunto de anel e aba de puxar 500 exemplificativo. De um modo relacionado, a Figura 5B ilustra uma vista seccional transversal tomada ao longo da linha D-D do conjunto de anel e aba de puxar 500 exemplificativo da Figura 5A. O conjunto de anel e aba de puxar 500 tem um anel de puxar 501 conectado a uma borda interna de uma aba de puxar 510. O conjunto de anel e aba de puxar 500 é concebido para ser preso a um corpo de coroa usando um rebite. Consequentemente, a aba de puxar 510 tem um furo de rebite 505 através do qual o rebite pode ser colocado para prender o conjunto 500 a um corpo de coroa. Em modalidades preferidas, o furo de rebite 505 pode ser rodeado por um recesso ou escareador 506 para permitir um encaixe nivelado com um rebite. Em tais modalidades, a aba de puxar 510 também pode se caracterizar por asas enroladas (507, 508) para fornecer um suporte estrutural para a aba 510 e o escareador 506 se a aba de puxar 510 é formada a partir de uma chapa de metal. Se a aba de puxar 510 é formada de plástico, a estrutura da aba de puxar 510 pode simplesmente requer uma espessura suficiente para evitar o cisalhamento ou fissuras quando uma força de abertura é aplicada ao anel de puxar 501, embora qualquer tipo de formações de suporte de estrutura também possa ser incluído para tais anéis de puxar e/ou abas não metálicos.
[0083] Em modalidades preferidas, as bordas do anel de puxar 501 devem ser arredondadas de modo a reduzir o risco de que uma pessoa possa cortar seu dedo enquanto abre um recipiente com o anel de puxar. Por exemplo, conforme mostrado na Figura 5B, as bordas externa e interna (503, 504) do anel de puxar foram enroladas ou "laminadas" para formar uma superfície externa cega. As bordas enroladas (503, 504) também conferem resistência seccional transversal ao anel de puxar 501, de modo que ele não se dobre sob uma quantidade razoável de força de tração durante uma operação de abertura do recipiente.
[0084] O conjunto de anel e aba de puxar 500 pode ser formado a partir de uma variedade de materiais de baixo custo, apropriadamente rígidos, tais como: folha de flandres, aço, alumínio ou plástico. Se um material metálico é usado, a espessura do material pode ser mais fina do que o material usado para o corpo da coroa, de modo a reduzir os custos por unidade.
[0085] A Figura 6 é um fluxograma que ilustra as etapas de um processo de fabricação para formação de uma coroa com anel de puxar de acordo com uma modalidade. Em geral, o processo de fabricação 600 começa com dois processos paralelos (610, 620) para formar separadamente o corpo da coroa e o conjunto de anel e aba de puxar. O processo de fabricação para formação de um corpo de coroa 610 é descrito em maiores detalhes abaixo em relação às Figuras 7A, 7B, 7C, 8A, 8B e 8C. Do mesmo modo, o processo de fabricação para formação de um conjunto de anel e aba de puxar 620 é descrito em maiores detalhes abaixo em relação às Figuras 9A-9I. Após as partes constituintes serem formadas, um terceiro processo é usado para prender o conjunto de anel e aba de puxar a um corpo de coroa correspondente, de modo a formar uma coroa com anel de puxar. Uma vez combinados, etapas de fabricação adicionais podem ser necessárias para completar a coroa com anel de puxar montada, tal como corrugação ou corte. O terceiro processo é descrito em maiores detalhes abaixo em relação às Figuras 10-12.
[0086] Em determinadas modalidades preferidas, uma prensa de matriz pode ser usada para formar o corpo de coroa ou conjunto de anel e aba de puxar. Uma matriz é um bloco de metal que é usado para formação de materiais, tais como chapa de metal e plástico. Para a formação de chapa de metal, podem ser usadas duas partes: uma, denominada a perfuradora, executa a operação de estiramento, flexão e/ou corte, enquanto que a outra parte, denominado bloco de matriz, segura firmemente a peça de trabalho e pode permitir operações similares de estiramento, flexão e/ou corte. A peça de trabalho pode passar por várias etapas usando diferentes ferramentas ou operações para se obter a forma final. Após a formação principal ser feita, operações adicionais de ondulação ou laminação podem ser realizadas para assegurar que todas as bordas cortantes estão escondidas e adicionar rigidez às várias partes que estão sendo fabricadas.
[0087] O processo de fabricação do corpo de coroa 610 começa na etapa 611 quando uma chapa de corpo de coroa 700 é alimentada a um sistema de fabricação configurado para realizar o processo de fabricação 600. Conforme ilustrado, a chapa de corpo de coroa 700 pode ser pré-impressa ou pré-estampada com qualquer número de cores, logotipos, escrita, relevo, etc. conforme desejado para a aplicação específica das coroas que estão sendo fabricadas. Na etapa 612, a chapa de corpo de coroa 700 é separada (algumas vezes dito como "guilhotinada") em tiras de coroas retangulares individuais 701. Durante a etapa 612, as extremidades de cada tira 701 podem ser ainda perfuradas para formar bordas recortadas que auxiliam no alinhamento da tira. As tiras de coroa individuais 701 são, então, rearranjados extremidade-a-extremidade e alimentadas ao equipamento configurado para formar os corpos de coroa em cada tira de coroa 701. Tais etapas de pré-preparo podem ser úteis para permitir uma alimentação contínua do material de partida para as subsequentes etapas de formação do corpo de coroa (por exemplo, linha de transporte); no entanto, tais etapas de pré-preparo podem ser alteradas ou até mesmo omitidas sem se afastar do âmbito da presente descrição.
[0088] Nas etapas 613 a 616, um ou mais corpos de coroa são formados em uma série de fases usando várias perfuradoras de matriz ou ferramentas de fabricação similares. Na etapa 613, uma perfuradora é usada para formar uma ou mais linhas entalhadas 104 na tira de corpo de coroa 701. Na etapa 614, uma perfuradora é usada para formar um rebite ou um furo de rebite de um corpo de coroa. Na etapa 615, o corpo de coroa pode ser gravado em relevo com características tais como porções rebaixadas, protuberâncias e/ou indicadores de vedação. Na etapa 616, o corpo de coroa é aparado. Cada uma destas etapas de fabricação será descrita em maiores detalhes abaixo e deverá ser entendido, ao longo da presente descrição, que um número maior ou menor de etapas pode ser incluído em um processo de fabricação fornecido de acordo com os princípios descritos.
[0089] O processo de fabricação do conjunto de anel e aba de puxar 620 começa na etapa 621, quando uma chapa de conjunto de anel e aba é alimentada ao equipamento configurado para formar um ou mais conjuntos de anel e aba de puxar sobre a chapa. Em uma modalidade, a chapa é efetivamente um material de bobina ou banda fornecido ao equipamento descrito aqui, contudo, também podem ser empregados outros tipos de materiais de base para os conjuntos de anel e aba. Na etapa 622, uma perfuradora de corte pode ser usada para cortar os contornos do anel e aba. Na etapa 623, a aba de puxar pode ser opcionalmente gravada em relevo com características, tais como símbolos de instrução. Na etapa 624, uma ou mais perfuradoras podem ser usadas para formar um recesso de rebite e furo de rebite. Na etapa 625, uma ou mais perfuradoras podem ser usadas para estampar linhas de dobra para o anel de puxar e dobrar as extremidades estampadas para baixo. Na etapa 626, uma ou mais perfuradoras podem ser usadas para estampar linhas de dobra na aba de puxar e dobrar as extremidades estampadas para baixo. Na etapa 627, as bordas dos anéis e asas das abas são laminadas e niveladas. Conforme com a formação do corpo de coroa, cada uma destas etapas de fabricação será descrita em maiores detalhes abaixo e deverá ser entendido, ao longo da presente descrição, que um número maior ou menor de etapas pode ser incluído em um processo de fabricação fornecido de acordo com os princípios descritos.
[0090] O conjunto de anel e aba de puxar formado por meio do processo 620 é cortado da chapa de anel e aba. Na etapa 631, o conjunto de anel e aba de puxar formado é alinhado com um corpo de coroa correspondente, o qual ainda está preso a uma tira de corpo de coroa 701. Na etapa 632, o conjunto de anel e aba é preso ao corpo de coroa usando um rebite independente ou ao comprimir o conjunto de anel e aba sobre um rebite formado no próprio corpo de coroa. Na etapa 633, a saia da coroa com anel de puxar montada é formada e corrugada com ângulos canelados ou com uma saia lisa se a aplicação demanda isto. Na mesma ou em uma etapa subsequente, a coroa com anel de puxar terminada é cortada da chapa de corpo de coroa.
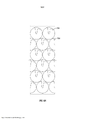
[0091] A Figura 7A ilustra chapas cortadas de material impresso ou não impresso, tal como folha de flandres ou outro material apropriado para coroas de garrafa, antes de estampagem. Chapas pré-impressas podem ser tingidas, anodizadas, pintadas, estampadas, gravadas em relevo ou de outra forma embelezadas com vários desenhos ou elementos visuais, tais como uma marca, texto impresso ou rotulagem regulamentar. Na modalidade preferida mostrada na Figura 7A, um padrão ideal de acondicionamento em círculos é usado para minimizar a quantidade de sobras de sucata necessárias para realização da trama 703. No espaço Euclidiano bidimensional, o arranjo de grade de maior densidade de círculos uniformes é o arranjo de acondicionamento hexagonal, no qual os centros dos círculos estão dispostos em uma rede hexagonal (fileiras alternadas, tal como um favo de mel) e cada círculo é rodeado por seis outros círculos. A densidade deste arranjo é fornecida pela equação:
[0092] Dispostos usando tal padrão, os pontos centrais de quaisquer três espaços em branco de corpo de coroa 702 adjacentes formarão os vértices de um triângulo equilátero e um raio coextensivo com uma fileira diagonal de espaços em branco 702 formará um ângulo de sessenta graus com a borda longa de uma tira de corpo de coroa 701. Naturalmente, outros fatores de design ou engenharia podem determinar que padrões de acondicionamento diferentes de círculos sejam usados, tais como: tri- hexagonal, quadrado, triangular alongado, quadrado achatado, etc.
[0093] O tipo de material a ser usado para a chapa de corpo de coroa depende, em parte, do tipo de coroa com anel de puxar a ser fabricada. Modalidades específicas das tampas de coroa corrugadas descritas aqui, tais como modalidades para tampas convencionais ou de torcer, são formadas com aço de dureza aumentada comparado com tampas de coroa convencionais atualmente em produção comercial. Por exemplo, tampas de coroa convencionais são, muitas vezes, formadas de uma única folha de flandres reduzida, T4, que tem uma espessura de 0,21 mm a 0,23 mm. Tal folha de flandres tem uma dureza média (isto é, o valor da dureza reportada independentemente de variações +/-) de aproximadamente 61 na escala de dureza 30T, de acordo com a norma ASTM 623. As tampas de coroa 100 descritas aqui podem ser feitas mais finas e mais leves comparado com o estado da técnica, por exemplo, as tampas de coroa podem ser formadas de um material que tem uma espessura de cerca de 0,19 mm a 0,28 mm ou mesmo tão fino quanto 0,16 mm, as quais têm o mesmo ou quase o mesmo desempenho que as tampas mais espessas convencionais. Estas reduções no uso de metal são mais facilmente alcançadas quando a estrutura das tampas de coroa 100 são feitas com aço com maior dureza. Por exemplo, o inventor demonstrou a eficácia de coroas de baixa bitola que têm ranhuras usando DR8 (de acordo com a norma ASTM 623) ou DR550 (de acordo com a norma EN 10203). Opcionalmente, o inventor presume que podem ser usados outros materiais, tal como uma única folha de flandres reduzida ou material similar tendo têmpera aumentada, aço sem estanho que tem propriedades similares àqueles descritos aqui e assim por diante.
[0094] As coroas 100 têm, de preferência, uma dureza média maior do que 62 na escala 30T (de acordo com a norma ASTM 623), mais preferivelmente maior do que 65 ou mesmo maior do que cerca de 68 ou cerca de 71, se a aplicação demanda isto. Foi demonstrado que algumas modalidades são eficazes usando aço que tem uma dureza de 73. O limite máximo da dureza é definido pela tensão máxima aceitável para a garrafa de vidro durante o processo de engate por pressão ou o retorno de mola (o qual pode tender a impelir os flanges engatados por pressão para um estado não engatado por pressão) associado a uma placa mais dura. Em virtude do fato de que a dureza tem uma relação com a resistência, conforme refletido no limite de elasticidade, o aspecto da dureza da coroa pode ser expresso em limite de elasticidade em uma escala correspondente. Por exemplo, uma folha de flandres DR8 ou DR550 pode ter um limite de elasticidade (em um ensaio de tração) de 550 MPA.
[0095] No entanto, deverá ser entendido que, para modalidades de abridor de aba de puxar, materiais mais suaves, tal como uma folha de flandres mais macia do que T4, ou mesmo alumínio para frascos médicos ou outras aplicações de tampa que requerem alumínio ou outros metais macios, são vantajosos porque facilitam a abertura e rasgamento. A resistência conferida pela corrugação permite o uso de um material de coroa relativamente macio, ao mesmo tempo em que preserva a resistência necessária para fechamento seguro do recipiente. O inventor acredita que a modalidade de tampa de coroa mais vantajosa tem uma combinação de rendimento para fechamento seguro e maciez para a facilidade de abertura e rasgamento que é uma questão de escolha de design e engenharia. Uma coroa da presente descrição abrange tampas de coroa que não têm toda a estrutura, materiais e/ou vantagens no presente relatório descritivo.
[0096] De acordo com a presente descrição, tampas de coroa comercialmente aceitáveis formadas de acordo com a presente descrição podem ser comercialmente produzidas com até 25 por cento menos material (por exemplo, aço ou folha de flandres) comparado com muitas tampas de coroa convencionais, o que tem vantagens correspondentes sobre as emissões de carbono. A economia no peso do material é aproximadamente proporcional à redução na espessura do metal. Além disso, mesmo embora a energia requerida para refrigerar uma coroa individual seja pequena, a energia requerida para refrigerar o número total de coroas produzidas todos os anos (cerca de 60 mil milhões nos Estados Unidos e aproximadamente 300 mil milhões em todo o mundo) e a redução correspondente nesta energia, é significativa.
[0097] A coroa de bitola reduzida (RGC) discutida acima tem um impacto sobre a redução dos custos da folha de flandres ou aço e o material de revestimento de PVC, sem PVC ou removedor de oxigênio, o qual está disponível com um aditivo, tornando tanto a coroa de metal quanto o revestimento de PVC, sem PVC ou removedor de oxigênio biodegradáveis em um "aterro ativo". A menor produção e peso resultantes nos custos de transporte da RGC, por sua vez, reduz as emissões de CO2. A folha de flandres ou aço usado para produzir coroas para a indústria de cerveja ou refrigerante varia entre 0,18 mm - 0,24 mm. A presente coroa de bitola reduzida pode usar uma espessura de entre 0,12 mm - 0,19 mm. Uma coroa comum ou de torcer convencional pesa aproximadamente 2,38 gramas, enquanto que a coroa de bitola reduzida pesa aproximadamente 2,14 gramas, uma redução de 10% no peso que permite uma economia nos custos com materiais.
[0098] Um benefício adicional da coroa de bitola reduzida é observado nos custos com transporte das coroas. Uma redução no peso se refere a uma economia nos custos de combustível para transporte, uso e desgaste dos veículos de transporte e nas emissões de dióxido de carbono pelo transporte reduzido. Coroas de garrafa convencionais são, tradicionalmente, acondicionadas em 10.000 por caixa, mas, com uma modalidade de coroa de bitola reduzida, uma caixa contém 11.000 coroas, assim, permitindo reduções na energia, transporte e emissões de dióxido de carbono. Assim, as vantagens da modalidade de coroa de bitola reduzida incluem, sem limitação, economia de custos na produção, reduzir o preço por coroa, reduzir os custos de transporte, reduzir os custos de carregamento, bem como reduzir as emissões de dióxido de carbono.
[0099] Além de todas as modalidades descritas aqui, uma característica adicional é adequada para uso com cada uma das modalidades como uma questão de engenharia, design ou escolha de comercialização, que é o emprego de uma tinta que muda de cor sensível à temperatura, a assim denominada tinta termocromática, conforme descrito, por exemplo, na Patente dos Estados Unidos N° 6.634.516 para Carballido, a qual é aqui incorporada por referência na íntegra. Tais tintas termocromáticas têm a propriedade de mudar de cor, de modo a estar em uma cor em temperatura ambiente (cerca de 21 °C) e uma cor diferente quando refrigerada, por exemplo, uma temperatura de refrigeração de varejo convencional de 4 °C. Em uma aplicação exemplificativa, a tinta é transparente, por exemplo, em temperatura ambiente, mas se torna relativamente opaco e visível em temperatura refrigerada, de modo que um cliente tenha uma confirmação visual da temperatura aproximada sem tocar no recipiente.
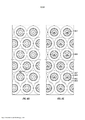
[0100] Em modalidades preferidas, a chapa de metal usada para formar os corpos de coroa pode incluir uma borda recortada sobre as extremidades de chapas cortadas para "encaixe" nos espaços vazios do material de folha durante produção. Adicionalmente, tais chapas podem ser cortadas no mesmo equipamento que as outras partes do processo de fabricação descrito aqui ou podem ser pré-cortadas antes de serem fornecidas ao equipamento configurado para o processo de fabricação descrito aqui. Ambas as extremidades da chapa de material pré-impressa ou sem impressão teriam bordas recortadas perfuradas antes de alimentação das chapas para produção da coroa e aba. As extremidades recortadas permitem o alinhamento preciso de uma chapa de cortada com a próxima cada vez que uma chapa é alimentada na porção de estampagem do corpo de coroa do equipamento de fabricação. Deverá ser notado que os formatos recortados ilustrados são apenas exemplos e qualquer formato vantajoso das extremidades das chapas de material, ou nenhum recorte em geral, pode ser empregado com os princípios descritos. Além disso, embora chapas cortadas de material para o corpo de coroa sejam ilustradas aqui, os princípios descritos também podem ser implementados com material laminado ou quaisquer outros meios para fornecer tal material para estampagem da coroa.
[0101] A Figura 7B ilustra uma borda recortada angular de uma chapa de corpo de coroa separada de acordo com uma modalidade. As extremidades recortadas de chapas pré-impressas ou não impressas de material cortado facilitam o encaixe de espaço vazio zero entre as chapas alimentadas para estampagem do corpo de coroa. Onde é usada uma chapa pré-impressa, logotipos impressos através de cada chapa cortada são alinhados em locais onde cada corpo de tampa de coroa será estampado. As bordas recortadas podem ser cortadas usando técnicas de corte de chapa de metal conhecidas, tais como estampagem de metal, corte a laser, corte a plasma, corte por jato de água ou qualquer outra técnica adequada para corte de chapas de metal. Naturalmente, os princípios descritos podem ser implementados com qualquer número e/ou alinhamento e arranjo de corpos de tampa de coroa e, assim, o arranjo e espaçamento ilustrados na Figura 7B são apenas exemplificativos.
[0102] A Figura 7C ilustra uma modalidade preferida na qual a borda recortada é curvilínea. De um modo vantajoso, conforme ilustrado, a borda curvilínea acompanha a mesma curvatura das peças brutas de corpo de coroa. Uma borda recortada curvilínea é ideal para reduzir a quantidade de material desperdiçado entre as chapas cortadas. Comparado com a borda recortada angular 704 representada na Figura 7B, uma borda curvilínea 705 não requer um espaço vazio ou a interrupção da linha de produção de peças brutas.
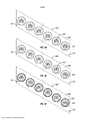
[0103] As Figuras 8A-8C fornecem ilustrações de vista superior de etapas exemplificativas na técnica de fabricação descrita para fabricação de corpos de coroa. No entanto, conforme mencionado anteriormente, um número maior ou menor de etapas pode ser incluído ou características específicas criadas com determinadas etapas podem ser fornecidas por diferentes etapas no processo, sem se afastar do amplo espírito e âmbito dos princípios descritos. A Figura 8A ilustra uma etapa de fabricação para formação uma ou mais linhas entalhadas sobre uma chapa de corpo de coroa de acordo com uma modalidade. De modo a formar linhas entalhadas para um ou mais corpos de coroa, bem como outras funções descritas em relação às figuras a seguir, pode ser usada estampagem progressiva (por exemplo, usando uma prensa de matriz mecanizada com múltiplos estágios).
[0104] A estampagem progressiva é um método metalúrgico que pode abranger perfuração, cunhagem, dobramento e várias outras formas de modificação de matéria- prima metálica, combinado com um sistema de alimentação automático. O sistema de alimentação empurra uma tira de metal através de todas as estações de um ou mais matrizes de estampagem progressiva. Cada estação executa uma ou mais operações até que uma peça acabada seja feita. A estação final é uma operação de corte, a qual separa a peça acabada da trama de suporte. A trama de suporte, juntamente com o metal que é perfurado em operações anteriores, é tratada como sucata. Ambos são cortados, derrubados (ou retirados das matrizes) e depois ejetados do conjunto de matrizes e, em produção em massa, frequentemente são transferidos para recipientes de sucata por correias transportadoras de material de sucata subterrâneas.
[0105] Uma ou mais matrizes de estampagem progressiva são colocadas em uma prensa de estampagem alternada. À medida que a prensa se move para cima, a matriz superior se move com ela, o que permite alimentação de material. Quando a prensa se move para baixo, a matriz fecha e executa a operação de estampagem. Com cada curso da prensa, uma peça acabada é removida da matriz. Uma vez que o trabalho adicional é feito em cada "estação" ou "estágio" da matriz, é importante que a tira seja avançada de forma muito precisa para que fique alinhada dentro de alguns milésimos de polegada enquanto se move de estação para estação. "Guias" de formato cônico ou projétil podem ser usadas melhorar o alinhamento além do que é permitido pelo mecanismo de servo alimentação.
[0106] Cada matriz pode ser feita de aço ferramenta para suportar a elevada carga de choque envolvida, manter a borda de corte afiada necessária e resistir às forças abrasivas envolvidas. Em determinadas modalidades preferidas, grupos de estampos de matriz podem ser configurados para funcionar juntos. Por exemplo, um primeiro grupo de seis estampos pode estampar o material em chapa, enquanto que um segundo grupo de seis estampos, que representam um estágio de matriz subsequente, estampam o material em chapa ao mesmo tempo. Tal agrupamento permite que um grupo forneça uma parte no processo de estampagem de corpo de coroa, enquanto que o outro fornece uma parte posterior no processo de estampagem de corpo de coroa. Naturalmente, um número maior ou menor de estampos pode ser assim agrupado ou apenas um único agrupamento de todos os estampos pode ser fornecido durante a estampagem do corpo de coroa.
[0107] Voltando à etapa de fabricação ilustrada na Figura 8A, a tira de corpo de coroa pode ser marcada de modo a formar uma ou mais linhas entalhadas 104 em um ou mais corpos de coroa. Note que, na formação das linhas entalhadas 104, as linhas podem compreender uma primeira linha entalhada que se estende a partir da porção central ou até mesmo fora do centro, a qual será a área de rebite da coroa finalmente formada, em direção à borda inferior do que será eventualmente a área da saia da coroa em uma direção radial contínua. As linhas entalhadas 104 também podem compreender uma segunda linha entalhada que tem um segmento radial superior que se estende a partir desta eventual área de rebite em direção à eventual área da saia ao longo de um eixo radial, em que esta segunda linha entalhada inclui um segmento inferior anular que se estende circunferencialmente ao longo da área da saia em uma direção anular e se estende a partir de uma extremidade do segmento radial superior, o segmento anular inferior definido em um segundo plano horizontal equidistante ao primeiro plano horizontal associado à borda inferior da saia. Mais ainda, em algumas modalidades, uma ou mais linhas entalhadas podem ser formadas, as quais se estendem ligeiramente na direção oposta a partir das primeira e segunda linhas entalhadas. Especificamente, tal(is) linha(s) entalhada(s) adicional(is) pode(m) ser incluída(s) para auxiliar no "rompimento" do material do corpo de coroa durante uma operação de abertura da coroa acabada quando montada sobre um recipiente.
[0108] Na mesma etapa, ou em uma etapa preliminar anterior, de formação das linhas entalhadas 104, uma matriz de estampagem também pode ser usada para aparar o contorno de uma coroa. Deverá ser notado, contudo, que a ordem das etapas realizadas na modalidade ilustrada descrita aqui é meramente exemplificativa e, portanto, o entalhe ou outras etapas do processo descrito podem ocorrer de forma diferente, sem se afastar do âmbito dos princípios descritos.
[0109] A Figura 8B ilustra uma etapa de fabricação para formação de um ou mais rebites (mostrados como 801 na Figura 8C) e recessos 804 sobre uma chapa de corpo de coroa de acordo com uma modalidade. Em algumas modalidades, um processo com múltiplas etapas pode ser usado para, primeiro, pré-formar um rebite antes do engaste por pressão final do rebite para produzir o formato seccional transversal ilustrado na Figura 4B. Em tal modalidade exemplificativa, o rebite é levantado acima da superfície do material de chapa para permitir combinação com o conjunto de anel e aba de puxar depois no processo de fabricação; no entanto, outras formações de rebite também podem ser fornecidas com os princípios descritos.
[0110] Além de formação de rebite, a mesma ou uma matriz subsequente pode ser configurada para formar nervuras corrugadas (402, 407) e recessos (404, 405), conforme pode ser visto nas Figuras 4A, 4B e 4C, de modo a fornecer corrugação para resistência aumentada através da superfície do corpo da coroa, tal como em coroas fabricadas em uma bitola ou espessura reduzida, quando comparado com coroas convencionais. Tal etapa de gravação em relevo também pode criar uma base rebaixada na qual um conjunto de anel e aba de puxar preso pode ser acomodado uma vez unido ao corpo de coroa.
[0111] A Figura 8C ilustra uma etapa de fabricação para formação de uma ou mais protuberâncias 809 sobre uma chapa de corpo de coroa de acordo com uma modalidade. Sulcos (802, 803) e declives 807, os quais formam os recessos corrugados 804, podem ser formados na mesma ou em etapas anteriores (por exemplo, a etapa mostrada na Figura 8B). Além de formação de protuberâncias, o mesmo ou um estágio subsequente pode estampar o material em chapa de modo a aparar o corpo de coroa para facilitar a posterior montagem com o conjunto de anel e aba de puxar. Tal estampagem pode ser usada para remover substancialmente ou liberar o corpo de coroa do material em chapa, deixando apenas pequenas abas que mantêm os dois juntos até o estágio de montagem com a porção de anel e aba de puxar da coroa.
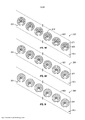
[0112] As Figuras 9A-9I fornecem ilustrações de vista superior de etapas exemplificativas na técnica de fabricação descrita para fabricação dos conjuntos do anel e aba de puxar. No entanto, conforme antes, um número maior ou menor de etapas pode ser incluído, ou características específicas criadas com determinadas etapas podem ser fornecidas por diferentes etapas no processo, sem se afastar do amplo espírito e âmbito dos princípios descritos. Em uma modalidade do processo de fabricação do conjunto de anel e aba de puxar, um processo de estampagem progressiva é usado para formar o formato e características estruturais de um conjunto de anel de puxar e a aba, conforme descrito acima em relação às Figuras 5A e 5B. Em cada estágio representado, uma ou mais guias de alinhamento 901 podem ser usadas para alinhamento preciso da perfuradora da matriz com a peça de trabalho e na trama de suporte.
[0113] A Figura 9A ilustra uma etapa de fabricação 910 para formação das bordas externas de uma ou mais abas de puxar 903 sobre uma chapa de conjunto de anel e aba de puxar de acordo com uma modalidade. Durante a etapa do processo de fabricação ilustrada na Figura 9A, o diâmetro ou superfície interna do anel de puxar 904 da seção de anel e aba de puxar é formada. Tal formação interna e entalhe para o contorno interno do anel de puxar podem ser usados não apenas para remover o material desejado do espaço interno do anel de puxar, mas tal área interna também pode ser laminada ou de outro modo deformada para fornecer uma superfície de anel interna lisa que é livre de bordas cortantes.
[0114] A seção de anel e aba de puxar pode ser produzida a partir de uma bobina de material apropriado, tal como metal ou plástico, ou pode ser produzida a partir de chapas cortadas de material similar àquele usado para a produção do corpo de coroa. Naturalmente, nenhuma limitação quanto ao material de partida, ou seu formato, é intencional ou estará implícito que os equipamentos de produção e processos descritos podem, vantajosamente, ser empregados com qualquer tipo de material(is) apropriado(s).
[0115] A Figura 9B ilustra uma etapa de fabricação 920 para formação das bordas externas direitas 921 de um ou mais anéis de puxar sobre uma chapa de conjunto de anel e aba de puxar 902 de acordo com uma modalidade.
[0116] A Figura 9C ilustra uma etapa de fabricação 930 para aparar as bordas externas esquerdas de um ou mais anéis de puxar sobre uma chapa de conjunto de anel e aba de puxar 902, de modo que o diâmetro externo do anel 931 seja formado. Em tal estágio, a área de superfície para um anel de puxar 932 é formada com sucesso na peça de trabalho, de modo que suas bordas possam ser estampadas, dobradas e enroladas em estágios posteriores.
[0117] A Figura 9D ilustra uma etapa de fabricação 940 para formação dos recessos de rebite 941 sobre uma ou mais abas de puxar 904 sobre uma chapa de conjunto de anel e aba de puxar 902 de acordo com uma modalidade. Esta etapa também inclui gravação em relevo da porção de aba 904 da seção de anel e aba de puxar da coroa descrita. A gravação em relevo pode ocorrer a partir da porção superior da porção de aba, mas em outras modalidades, a gravação em relevo pode ser fornecida a partir da porção inferior, se desejado. Tal gravação em relevo pode ser descritiva de modo a fornecer instruções para uso posterior de uma coroa acabada e também pode fornecer uma superfície deprimida para posicionamento do rebite discutido acima durante a combinação do corpo de coroa com a seção de anel e aba de puxar. Naturalmente, outros tipos de gravação, ou mesmo nenhuma, também podem ser fornecidos. Adicionalmente, o ponto de conexão 942 para a peça de trabalho à trama de suporte pode ser perfurado ou entalhado, de modo que apenas pequenas abas continuem a segurar a porção de anel e aba de puxar ao material para facilitar a posterior separação da trama de suporte e montagem da coroa com anel de puxar.
[0118] A Figura 9E ilustra uma etapa de fabricação 950 para formação de furos de rebites 951 sobre uma ou mais abas de puxar 904 sobre uma chapa de conjunto de anel e aba de puxar 902 de acordo com uma modalidade. Tal etapa permite a perfuração de um furo de rebite perfurado/estampado na porção de aba 904 do conjunto de anel e aba de puxar. O furo de rebite 951 facilita a combinação do corpo de coroa com a seção de anel e aba de puxar em um estágio posterior no processo de fabricação. Deverá ser notado que a formação de tal rebite pode ocorrer mais cedo no processo de formação de anel e aba de puxar e nenhuma limitação em qualquer ordem particular é pretendida.
[0119] A Figura 9F ilustra uma etapa de fabricação 960 para criação de uma linha de dobra 961 sobre as bordas externas de um ou mais anéis de puxar 932 sobre uma chapa de conjunto de anel e aba de puxar 902 de acordo com uma modalidade. Em tal etapa, a borda externa 961 do anel de puxar 932 é estampada ou dobrada em preparação para dobrar e, eventualmente, enrolamento da borda externa por baixo do anel (vide, por exemplo, borda enrolada 503 da Figura 5B).
[0120] A Figura 9G ilustra uma etapa de fabricação 970, sobre uma chapa de conjunto de anel e aba de puxar 902 para, simultaneamente, dobrar ou laminar as bordas externas 961 de um ou mais anéis de puxar 932, criar uma linha de dobra 971 sobre as bordas internas de um ou mais anéis de puxar e criar linhas de dobra 972 sobre as asas de uma ou mais abas de acordo com uma modalidade.
[0121] A Figura 9H ilustra uma etapa de fabricação 980, sobre uma chapa de conjunto de anel e aba de puxar 902, para laminar simultaneamente as bordas internas de um anel de puxar ao longo da linha de dobra 971 e laminar as asas 972 de uma ou mais abas de acordo com uma concretização.
[0122] A Figura 9I ilustra uma etapa de fabricação 990 para nivelar todas as bordas laminadas sobre uma chapa de conjunto de anel e aba de puxar de acordo com uma modalidade. O nivelamento pode ser fornecido simplesmente ao achatar os conjuntos de anel de aba ainda mais ou através de uma ou mais etapas precisas fornecidas por uma ou mais matrizes.
[0123] Em modalidades alternativas, um conjunto de um anel de puxar e a aba pode ser formado a partir de um material de plástico usando técnicas de formação de plástico, tais como: moldagem por injeção, moldagem a sopro ou moldagem por compressão. Por exemplo, na moldagem por injeção, plástico fundido, por exemplo, plástico de resina, pode ser forçado em uma cavidade de molde. Uma vez esfriado, o molde é removido. Assim, para modalidades que usam plástico, em vez de empregar matrizes e perfuradoras de chapa de metal tradicionais, os princípios descritos podem incluir equipamentos de injeção de plástico ou outro equipamento de formação de plástico em lugar do equipamento de matriz e perfuradora ilustrado aqui. Em tais modalidades, o equipamento para formação de plástico substituiria o equipamento de matriz e perfuradora descrito abaixo, de modo que os conjuntos não metálicos possam ser fabricados em seu lugar. Além disso, os princípios descritos incluem aquelas modalidades nas quais os conjuntos de anel e aba de puxar são pré-formados em um processo separado e tais conjuntos pré-formados são alimentados no processo de fabricação descrito para fixação aos corpos de coroa.
[0124] A Figura 10 ilustra os vários estágios dos respectivos processos de fabricação, os quais são descritos acima, para formação de um corpo de coroa e um conjunto de anel e aba de puxar de acordo com uma modalidade. Em geral, qualquer método adequado pode ser usado para combinar os produtos dos dois processos de fabricação paralelos (1010, 1050) para corpos de coroa e conjuntos de anel e aba de puxar. No entanto, em uma modalidade preferida mostrada na Figura 10, os dois processos paralelos podem ser posicionados em um ângulo 1060 (por exemplo, cerca de sessenta a noventa graus) um em relação ao outro, de modo que uma única fileira diagonal de matrizes de fixação/compressão possa ser usada para combinar os produtos das duas linhas.
[0125] Na modalidade ilustrada, o processo de fabricação de conjunto de anel e aba de puxar 1010 avança de norte a sul. Cada estágio de formação para o conjunto de anel e aba de puxar está disposto em uma linha diagonal. Muitas das técnicas de fabricação convencionais para formação de abas de puxar usam padrões diferentes para organizar as peças de trabalho dentro da trama de suporte. Comparado com abas convencionais, o tamanho e o formato de uma peça de trabalho para um conjunto de anel e aba de puxar geralmente são maiores e mais circulares. Os métodos existentes de fixação, os quais foram concebidos para uma aba de puxar pequena, não funcionarão para conjuntos de anel e aba de puxar maiores. Assim, um padrão diferente é necessário para arranjar os conjuntos de anel e aba de puxar, de uma forma tal que minimize a sucata da trama de suporte, seja escalonável dependendo do número de matrizes de peça de trabalho usadas para cada estágio da matriz (por exemplo, 2, 3, 4, 6 ou 8) e seja orientado de modo que um conjunto de anel e aba de puxar acabado possa ser eficientemente preso a um corpo de coroa correspondente. Conforme mostrado na Figura 10, arranjar os estágios da matriz (peças de trabalho) correspondentes em linhas diagonais paralelas, permite que dois processos não colineares se cruzem e permite ainda a combinação dos produtos correspondentes usando um único estágio da matriz.
[0126] Voltando ao arranjo dos processos ilustrados na Figura 10, o processo de fabricação do corpo de coroa avança de leste a oeste e os processos de se reúnem em uma localização onde os conjuntos de anel e aba são montados em e presos aos corpos de coroa correspondentes. O ângulo preciso da diagonal pode variar em graus; no entanto, o ângulo das diagonais usadas para o processo de montagem do anel e aba de puxar, de preferência, corresponderia ao ângulo das diagonais usadas para o processo de corpo de coroa. Em uma modalidade preferida na qual os espaços vazios na chapa de corpo de coroa estão dispostos usando um padrão hexagonal (por razões de economia de espaço, conforme discutido acima), os estágios diagonais correspondentes da chapa de conjunto de anel e aba de puxar 1010 formarão um ângulo de sessenta graus com o comprimento da chapa 1010. Em geral, o arranjo de conjuntos de anel e aba de puxar deve coincidir com o arranjo de acondicionamento em círculos usado na tira de corpo de coroa, de modo que cada conjunto de anel e aba de puxar, quando sobreposto sobre uma tira de corpo de coroa correspondente, esteja verticalmente alinhado com um corpo de coroa correspondente.
[0127] Uma vantagem de usar um processo de estampagem diagonal para combinar os conjuntos de anel e aba de puxar e corpos de coroa que é um sistema alternativo mais simples pode ser usado para conduzir o estágio da matriz de fixação. Uma fileira diagonal inteira de conjuntos de anel e aba de puxar pode ser unida com uma fileira diagonal inteira de corpos de coroa em um único movimento de compressão. Isto simplifica o sincronismo e alinhamento dos dois processos paralelos, em que cada processo avança um estágio inteiro entre compressões sucessivas. Este processo exclusivo confere não apenas uma vantagem na economia de tempo, uma vez que uma fileira diagonal inteira de peças de trabalho pode ser combinada em uma única operação, mas também a vantagem de economia de espaço, dado o arranjo benéfico de corpos de coroa e, portanto, o alinhamento angular correspondente de conjuntos de anel e aba de puxar descrito aqui permite que a menor prensa de matriz para combinação das duas peças de trabalho para um dado número de corpos de coroa e conjuntos de anel e aba a serem combinados.
[0128] A Figura 11 ilustra uma etapa de fabricação para formação de uma coroa com anel de puxar através da combinação de corpos de coroa 1110 com conjuntos de anel e aba de puxar 1120 correspondentes de acordo com uma modalidade. Em tal etapa, o material que tem os conjuntos de anel e aba de puxar 1120 pode ser movido diretamente sobre o material que tem os corpos de coroa 1110. Uma vez que os conjuntos de anel e aba de puxar 1120 estão posicionadas sobre os corpos de coroa 1110, o rebite 1130 estampado nos corpos de coroa 1110 e os furos de rebite perfurados nos conjuntos de anel e aba de puxar 1120 estão alinhados. Um ou mais estampos distintos podem ser usados para combinar simultaneamente vários conjuntos de anel e aba de puxar 1120 com corpos de coroa 1110 correspondentes, uma vez que as porções correspondentes de cada coroa estão alinhadas. Em determinadas modalidades preferidas, seis estampos podem ser usados para qualquer dado estágio da coroa; no entanto, também poderia ser empregado um número maior ou menor de estampos. Uma vez que os conjuntos de anel e aba de puxar 1120 são combinados com os corpos de coroa 1110 usando os rebites 1130 e furos de rebites, o material residual restante da construção de anel e aba de puxar pode ser expelido do equipamento de fabricação descrito aqui. Em tais modalidades, os conjuntos de anel e aba de puxar 1120 e corpos de coroa 1110 combinados continuam sobre no material de chapa de corpo de coroa como coroas montadas, acabadas.
[0129] Uma vez que estas duas porções são combinadas para formar uma única coroa acabada 1202 (tal como a coroa ilustrada na Figura 1A), outro conjunto de estampos é usado para corrugar as coroas montadas 1202. A Figura 12 ilustra uma etapa de fabricação para corrugação da borda externa (isto é, "saia") de uma coroa com anel de puxar montada 1202 de acordo com uma modalidade.
[0130] Durante a corrugação, os estampos também podem fornecer uma curvatura desejada, bem como caneluras, se desejado, para a área de saia das coroas para criar uma saia configurada para ser recebida em torno de uma abertura, tal como a parte superior de uma garrafa selecionada para receber uma coroa acabada construída de acordo com os princípios descritos. Na modalidade ilustrada, saias com caneluras são formadas nos conjuntos de coroa 1204 acabados, por exemplo, para uso em aplicações de tampas de garrafa típicas. No entanto, em outras modalidades, as saias podem ser livres de quaisquer caneluras e, em vez disso, pode ser fornecida uma superfície lisa.
[0131] Adicionalmente, os mesmos estampos podem ser usados para formação das áreas de saia da coroa 1204 também podem ser usados para perfurar as coroas 1204 acabadas do material em chapa. Em outras modalidades, um conjunto separado de estampos podem, em vez disso, ser usados para separar as coroas 1204 acabadas de seu material de chapa. Além disso, em algumas modalidades, as porções inferiores do conjunto de estampos usados para remover as coroas montadas do material em chapa também podem fornecer um material de revestimento a um lado inferior da coroa durante criação da saia. Alternativamente, os revestimentos podem ser adicionados em um processo subsequente com equipamento subsequente.
[0132] A Figura 13A ilustra um sistema 1300 para fabricação de coroas com anel de puxar de acordo com uma modalidade. O sistema 1300 exemplificativo compreende equipamentos de automação de pré-preparo 1310 para alimentação do equipamento de prensa de matriz de estágio paralelo 1350 com uma sequência contínua de tiras de corpo de coroa. Os dois subsistemas 1310 e 1350 são descritos em maiores detalhes abaixo em relação às Figuras 13B e 13C.
[0133] De acordo com uma modalidade, a Figura 13B ilustra o equipamento 1310 para corte de uma chapa de corpo de coroa impressa 1313 em tiras de corpo de coroa individuais e alinhamento e geração das tiras em uma alimentação extremidade-a- extremidade contínua para uso com um sistema de transporte. O equipamento 1310 inclui uma guilhotina hidráulica 1317, um empilhador de tiras 1322, uma endireitadora 1323 e uma mesa de elevação/alimentador sem fim 1324. O equipamento 1310 também pode ter um painel elétrico 1314 que é resfriado por uma unidade AC 1311.
[0134] A guilhotina hidráulica 1317, a qual pode ser alimentada por uma unidade de energia hidráulica 1316, é alimentada por um alimentador de chapas automático 1315 conectado a uma plataforma acionada por rolo 1312. Chapas de corpo de coroa impressas 700 são depositadas sobre a plataforma acionada por rolo 1312 por um operador da máquina ou outro processo automatizado. O alimentador de chapas automático 1315 endireita uma chapa de coroa 700 antes de ser alimentada de forma síncrona para a guilhotina hidráulica 1317. A guilhotina hidráulica 1317, ou um dispositivo similar, também pode ser responsável por formar as bordas recortadas em cada tira de corpo de coroa. O excesso de sucata do processo de corte e recorte seria depositado em uma caixa de sucata para aparas 1326 transportadas pela remoção magnética de sucata 1320. As tiras cortadas saem da guilhotina 1317 e são movidas por uma correia magnética 1319 para o empilhador de tiras 1322, o qual empilha as tiras. Uma vez que as tiras empilhadas atingem um número predeterminado, a pilha é movida para baixo da linha para uma estação de endireitamento 1323 antes de ser alimentada para o próximo subsistema através da mesa de elevação/alimentador sem fim 1324.
[0135] A Figura 13C ilustra um subsistema 1350 para formação de coroas com anel de puxar de acordo com uma modalidade. De uma maneira geral, o subsistema 1350 é constituído por um equipamento de automação industrial adaptado para realizar uma modalidade do processo de fabricação descrito acima em relação às Figuras 6-12. Em determinadas modalidades, o subsistema 1350 pode ter uma desempilhadora e alimentador de tira 1353, uma servo alimentação de coroa 1354, uma servo alimentação de aba 1351, um primeiro sistema de matriz com múltiplos estágios 1360 para formar um ou mais corpos de coroa, um segundo sistema de matriz com múltiplos estágios 1361 para formar um ou mais conjuntos de anel e aba de puxar, um terceiro sistema de matriz com múltiplos estágios 1362 para combinação de um ou mais corpos de coroa com um ou mais conjuntos de anel e aba de puxar, um transportador de saída 1356, picadores de sucata 1355 e transportadores de sucata 1358. Cada uma destas matrizes de múltiplos estágios pode incluir uma ou mais prensas de matriz e equipamentos auxiliares, conforme necessário.
[0136] O subsistema 1350 recebe uma pilha de tiras de corpo de coroa como entrada para o componente desempilhadora 1353. A desempilhadora 1353 alimenta sequencialmente as tiras de corpo de coroa através de um transportador para o primeiro sistema de matriz com múltiplos estágios 1360, o qual é usado para criar um ou mais corpos de coroa na alimentação de tiras. Um diferencial de velocidade de transporte positivo entre o alimentador de tiras 1353 e o transportador da servoalimentação de coroa 1354 pode ser usado para remover os espaços vazios entre as tiras. Em modalidades preferidas onde as extremidades de cada tira têm extremidades recortadas, a desempilhadora e o alimentador de tiras 1353 também assegurarão o alinhamento correto das bordas, de modo que a borda traseira de uma primeira tira resida dentro da borda recortada dianteira de uma tira subsequente.
[0137] O ritmo de alimentação contínua de tiras é controlado por uma servoalimentação de coroa 1354. Um servomecanismo, algumas vezes abreviado para servo, é um dispositivo automático que usa feedback negativo de detecção de erro para corrigir o desempenho de um mecanismo e é definido por sua função. Usualmente, ele inclui um codificador embutido. Um servomecanismo é, algumas vezes, denominado "Heterostat", uma vez que ele controla o comportamento de um sistema por meio de Heterostase. O termo se aplica a sistemas onde os sinais de feedback ou de correção de erros ajudam a controlar a posição mecânica, velocidade ou outros parâmetros. À medida que o servo de coroa 1354 avança uma tira de corpo de coroa, um terceiro sistema de matriz com múltiplos estágios 1362 forma um ou mais corpos de coroa na tira de corpo de coroa. Por exemplo, uma série de estágios de matriz podem criar linhas entalhadas, formar um rebite ou furo de rebite, gravar em relevo o corpo de coroa com recessos ou protuberâncias e pré-cortar o corpo de coroa da chapa.
[0138] Simultaneamente com a criação do corpo de coroa, um processo de fabricação em paralelo separado é usado para formar o conjunto de anel e aba de puxar. Uma bobina de anel e aba 1380 fornece uma entrada contínua de folha de flandres para este segundo processo, o qual é controlado e avançado pela servoalimentação de aba 1354. Assim como o processo de criação de corpo de coroa, um segundo sistema de matriz com múltiplos estágios 1361 pode ser usado para formar ou mais conjuntos de anel e aba de puxar sobre a alimentação de folha de flandres. Por exemplo, uma série de estágios de matriz podem cortar os contornos do anel e aba, gravar em relevo as abas, formar os furos de rebite, dobrar as bordas do anel, dobrar as bordas da aba e enrolar ou nivelar as bordas dobradas.
[0139] No equipamento 1350 exemplificativo ilustrado pela Figura 13C, o processo de corpo de coroa flui de norte para sul e processo de conjunto de anel e aba de puxar flui de oeste para leste. Em modalidades preferidas, a linha de transporte para o segundo processo pode estar disposta acima e perpendicularmente ao processo de corpo de coroa, de modo que os dois processos se cruzem em um ponto no qual o conjunto de anel e aba está suficientemente formado, de modo que ele possa ser unido a um corpo de coroa correspondente. Conforme ilustrado acima na Figura 10, o estágio para o conjunto de anel e aba pode ser escalonado na diagonal, de tal modo que uma única fileira diagonal de perfuradoras de matriz possa ser usada para combinar os dois processos. De modo a corresponder ao ângulo formado pelo arranjo estreitamente acondicionado de corpos de coroa, em modalidades preferidas, as fileiras diagonais de conjuntos de anel e aba deverão formar um ângulo de sessenta graus em relação à linha de transporte de corpo de coroa.
[0140] Em modalidades alternativas, o segundo sistema de matriz com múltiplos estágios 1361 para formação de conjuntos metálicos de anel e aba de puxar poderia, em vez disso, ser substituído por uma máquina de moldagem de plástico, tal como um processo de moldagem por injeção. Alternativamente, os conjuntos de anel e aba de puxar poderiam ser pré-fabricados e simplesmente combinados com os corpos de coroa usando um processo de rebitagem similar.
[0141] Um terceiro sistema de matriz com múltiplos estágio ou prensa 1362 pode ser usado para alinhar o conjunto de anel e aba de puxar com um corpo de coroa correspondente, cortar o anel e aba de puxar da chapa de abas, prender o conjunto à coroa usando um rebite (formado sobre o corpo da coroa ou usando um rebite separado), aparar a coroa com anel de puxar montada e formar a saia corrugada. De acordo com uma modalidade ilustrada pela Figura 13C, o terceiro processo é posicionado em linha com a linha de transporte de corpo de coroa. Quando o estágio final da prensa de matriz com múltiplos estágios 1362 separa uma coroa com anel de puxar acabada da trama de suporte de folha de flandres, a coroa anel de puxar acabada é depositada sobre o transportador de saída 1356, o qual transportará o produto acabado para uma caixa de coleta ou outro subsistema de acionamento ou controle de qualidade.
[0142] Após a coroa com anel de puxar acabada ser separada da trama de suporte restante, a tira de corpo de coroa não utilizada restante prossegue ao longo do transportador até que seja consumida por um cortador de sucata 1355. A sucata picada é depositada sobre um ou mais transportadores de sucata 1358, os quais transportam a sucata para um recipiente de sucata (não mostrada). Da mesma forma, a alimentação de folha de flandres restante da bobina anel e aba é processada por um segundo picador de sucata 1359 localizado na extremidade da linha de processo de conjunto de anel e aba de puxar. A sucata é transportada por um segundo transportador de sucata 1360 para um recipiente de sucata. Em determinadas modalidades preferidas, conforme mostrado na Figura 13C, os dois transportadores de sucata 1358 devem estar dispostos paralelos um ao outro, de modo que a sucata possa ser depositada em um local em comum.
[0143] A Figura 14 ilustra uma vista isométrica de uma modalidade alternativa de uma coroa 1400 que pode ser fabricada usando as técnicas e equipamento descritos aqui. Especificamente, a coroa 1400 na modalidade é uma coroa de bitola reduzida, tal como uma RGC discutida em detalhes acima. Tal RGC 1400 inclui um corpo de coroa 1410 fabricado usando técnicas e processos similares para outros corpos de coroa discutidos acima. Em particular, o corpo de coroa 1410 de tal RGC 1400 inclui a formação de um ou mais recessos 1420 concêntricos com o corpo de coroa 1410. Embora o recesso ilustrado 1420 seja um único recesso com uma superfície uniforme rebaixada abaixo da superfície superior da coroa 1400, as técnicas descritas podem ser usadas para formar múltiplos recessos ou um recesso com múltiplos níveis, conforme desejado. Além disso, áreas de transição 1430 também podem ser formadas durante o processo de fabricação para criar uma transição suave da parte superior da coroa 1400 para a superfície rebaixada do recesso 1420. Além disso, uma área de saia 1440 também pode ser formada na coroa 1400 usando as técnicas de fabricação descritos e tal saia 1440 pode incluir caneluras 1450, conforme ilustrado, ou pode incluir uma superfície lisa, conforme discutido em detalhes abaixo, dependendo da aplicação.
[0144] A Figura 15 ilustra uma vista superior em perspectiva de uma modalidade alternativa de uma coroa 1500, similar àquela da coroa da Figura 1, a qual pode ser fabricada de acordo com as técnicas de fabricação e os princípios descritos. Nesta modalidade, a localização de fixação do anel de puxar 1510 (isto é, localização do rebite 1520) é descentralizada do centro do corpo de coroa. Assim, a localização de fixação 1520 está mais próxima da saia 1530 do que a localização de fixação do anel de puxar na Figura 1. Além disso, linhas entalhadas adicionais, citadas coletivamente como linhas entalhadas traseiras 1540, também estão incluídas nesta modalidade da coroa 1500. Nesta configuração, as linhas entalhadas traseiras 1540 são mostradas como linhas não paralelas, embora qualquer uma de tais configurações alternativas possam ser implementadas, dependendo da escolha de design de engenharia. Ao fornecer a localização de fixação 1520 para o anel de puxar 1520 fora do centro, tais modalidades de uma coroa 1500 construída de acordo com os princípios descritos pode fornecer uma alavanca adicional para rasgamento da coroa 1500 durante o processo de abertura e remoção. Especificamente, uma vez que a coroa 1500 é inicialmente rompida pela elevação da parte dianteira do anel de puxar 1510, o usuário começa a puxar o anel para a frente 1510 e ligeiramente para a direita (conforme visualmente indicado pela seta em negrito).
[0145] Ao posicionar a localização fora do centro da porção de fixação 1520 para a "traseira" da coroa 1500, uma alavanca adicional é criada para o usuário puxar o anel de puxar 1510 em direção à frente da coroa 1500. Assim, uma alavanca adicional permite que o usuário rasgue mais facilmente as linhas entalhadas 1550a e 1550b durante o processo de abertura. Consequentemente, o movimento da localização de fixação 1520 não é arbitrário e, em vez disso, é feito de modo para trás da coroa 1500 em um esforço para aumentar o efeito de alavanca durante rasgamento da linha entalhada. Adicionalmente, a distância que a localização de fixação 1520 é movida para fora do centro pode ser selecionada dependendo do aumento da força de alavanca desejado. Por exemplo, se uma coroa mais espessa é empregada, então, mais força de rasgamento pode ser fornecida para abertura fácil. Naturalmente, a espessura da coroa 1500 não precisa ser levada em consideração. Da mesma forma, o número, comprimento e alinhamento de uma ou mais das linhas entalhadas traseiras 1540 também podem ser selecionados em função da espessura da coroa 1500, dentre outras considerações.
[0146] A Figura 16A é uma vista em perspectiva de outra modalidade alternativa de uma coroa 1600 que pode ser fabricada de acordo com os princípios de fabricação descritos aqui. Especificamente, as técnicas de fabricação descritas podem ser empregadas para formar esta modalidade da coroa 1600 com um conjunto de abertura integrado. A ranhura anular 1610 é um recesso, o qual pode ser formado similarmente aos outros recessos discutidos aqui, entre a superfície superior 1620 da coroa 1600 e o anel de puxar 1630. A superfície superior da aba de anel 1630 e a superfície superior 1620 são substancialmente coplanares, o que mantém a aba de anel 1630 nivelada ou abaixo da superfície da coroa 1600. Além disso, a porção central 1640 do corpo de coroa 1600 nesta modalidade não é um rebite, mas, em vez disso, é um platô central formado quando a ranhura 1610 é moldada por meio de formação de um recesso na superfície superior do corpo de coroa usando as técnicas descritas. O anel de puxar 1630 está localizado dentro da ranhura 1610, enquanto que a porção de aba 1650 se estende a partir de e é formada de modo integral com a saia 1660. As linhas entalhadas 1670a e 1670b definem as bordas laterais da porção de aba de puxar 1650 e promovem o rasgamento do material ao longo das ditas linhas entalhadas 1670 quando a coroa 1600 é aberta ao puxar a aba 1650 com anel de puxar 1630. A Figura 16B é uma vista em perspectiva da coroa 1600 da Figura 16A à medida que a coroa está sofrendo uma operação de abertura.
[0147] A Figura 17A ilustra uma vista superior em perspectiva de uma modalidade alternativa de uma coroa 1700 que pode ser fabricada usando as técnicas de fabricação e processos descritos. O conjunto de abertura da presente modalidade da coroa 1700 tem, novamente, um conjunto de anel e aba de puxar, conforme discutido acima, o qual inclui o anel de puxar 1710, a porção de aba 1720 e um meio de fixação 1730 (o qual pode ser um rebite, conforme discutido acima) para prender o conjunto de abertura ao corpo de coroa da coroa 1700. Como também podem ser formadas com as técnicas discutidas aqui, as linhas entalhadas 1740, nesta modalidade da coroa 1700, compreendem a linha entalhada 1740a, a qual desce abaixo da parte superior da coroa 1700 e para baixo da saia 1750, bem como a linha entalhada 1740b, a qual se estende da parte superior da coroa 1700 e, então, se curva para formar a linha entalhada 1740c a qual, por sua vez, atravessa ao longo da saia 1750 substancialmente equidistante da parte superior da coroa 1700 e da borda inferior da saia 1750.
[0148] Também nesta modalidade da coroa 1700 fabricada de acordo com os princípios descritos, uma membrana 1760 pode ser incluída sob a superfície superior da coroa 1700. Nesta modalidade, tal membrana 1760 pode ser incluída no lugar do revestimento normalmente encontrado em tampas de garrafa. Mais especificamente, esta modalidade da coroa 1700 pode ser usada em um frasco médico ou outro recipiente similar e, portanto, a membrana 1760 pode ser uma membrana perfurável para ser perfurada por uma seringa ou outro dispositivo médico similar. Também importante nesta modalidade é a saia sem caneluras 1760. Especificamente, a saia 1750, nesta modalidade, pode ser formada por meio das técnicas descritas acima, de modo que ela possa ser engatada por pressão em torno do frasco médico. Assim, esta modalidade da coroa 1700 fabricada conforme descrito aqui é única pelo fato de que a saia é "invertida" para dentro, mas a coroa 1700 ainda pode ser rasgada e removida do recipiente. A Figura 17B é uma vista em perspectiva da coroa 1700 da Figura 17A à medida que a coroa está sofrendo uma operação de abertura. Nesta vista, a membrana 1760 subjacente pode ser facilmente observada.
[0149] A Figura 18 ilustra uma vista superior em perspectiva de ainda outra modalidade alternativa de uma coroa 1800 que pode ser fabricada usando as técnicas de fabricação e processos descritos. O conjunto de abertura da presente modalidade da coroa 1800 tem, novamente, um conjunto de anel e aba de puxar, conforme discutido acima, o qual inclui o anel de puxar 1810, a porção de aba 1820 e um meio de fixação 1830 (o qual, por sua vez, pode ser um rebite, conforme discutido acima) para prender o conjunto de abertura ao corpo de coroa da coroa 1800. Como também podem ser formadas com as técnicas discutidas aqui, as linhas entalhadas 1800, nesta modalidade da coroa 1800, compreendem as linhas entalhadas 1840a e 1840b, as quais se estendem de próximo do perímetro da parte superior da coroa 1850 e continuam através da área central da parte superior da coroa 1850. Além disso, é fornecida a linha entalhada 1840c que circunscreve a parte superior da coroa 1850. A linha entalhada 1840c de circunscrição é fornecida para permitir a remoção completa da parte superior da coroa 1850 nesta modalidade da coroa 1800. Também nesta modalidade da coroa 1800 fabricada de acordo com os princípios descritos, uma membrana 1860 pode ser incluída sob a parte superior da coroa 1850 da coroa 1800. Assim como antes, tal membrana 1860 pode ser incluída no lugar do revestimento tipicamente encontrado em tampas de garrafa. Assim, esta modalidade da coroa 1800 também pode ser usada em um frasco médico ou outro recipiente similar e, portanto, a membrana 1860 pode ser uma membrana perfurável para ser perfurada por uma seringa ou outro dispositivo médico similar. Também importante nesta modalidade é a saia sem caneluras 1870. Especificamente, a saia 1870, nesta modalidade, pode ser formada por meio das técnicas descritas acima, de modo que ela possa ser engatada por pressão em torno do frasco médico. No entanto, esta modalidade da coroa 1800 fabricada conforme descrito aqui também é única pelo fato de que a saia 1870 não apenas é "invertida" para dentro, mas pode permanecer no frasco médico ou outro recipiente após a parte superior da coroa 1850 ter sido rasgada e removida do recipiente.
[0150] A Figura 19 é uma vista superior em perspectiva de outra modalidade alternativa de uma coroa 1900 que pode ser fabricada usando os princípios e técnicas descritos aqui. Esta modalidade da coroa 1900 pode, novamente, ser empregada para uso com um frasco médico ou outro recipiente similar. A coroa 1900 inclui o anel de puxar 1910, fabricado conforme descrito acima para outras modalidades. No entanto, nesta modalidade, o anel de puxar 1910 está preso à aba em dobradiça 1920 e ao tampão 1930, o qual tem uma porção superior e uma porção inferior. A parte superior do tampão 1930 e a parte inferior formam uma ranhura de recepção anular 1940. O anel de puxar 1910 se encaixa perfeitamente na ranhura 1940 de modo que, quando o anel de puxar 1910 é puxado para cima, o tampão 1930 é liberado da parte superior da coroa 1950 da coroa 1900, girando sobre a aba em dobradiça 1920 para abrir a coroa 1900. O anel de puxar 1910, tampão 1930 e aba em dobradiça 1920 formam o conjunto de abertura de coroa 1900 e todos podem ser fabricados de acordo com os princípios descritos. Para facilitar a operação do anel de puxar 1910, uma porção de coroa 1900 está em recesso ou é rebaixada para acomodar uma unha humana ou ferramenta de abertura. Esta porção rebaixada torna mais fácil acessar o anel de puxar 1910 para operar o conjunto de abertura. Assim como em outras modalidades discutidas anteriormente, a coroa 1900 inclui uma saia 1960 que pode ser formada por meio das técnicas descritas acima, de modo que ela possa ser engatada por pressão em torno do frasco médico. Conforme acontece com a modalidade ilustrada na Figura 18, nesta modalidade da coroa 1900, a saia 1960 é, novamente, "invertida" para dentro e permanecerá no frasco médico ou outro recipiente após o tampão de coroa 1930 ter sido aberto, conforme descrito acima.
[0151] As ilustrações de modalidades descritas aqui se destinam a fornecer um entendimento geral da estrutura de várias modalidades e não se destinam a servir como uma descrição completa de todos os elementos e características do dispositivo e sistemas que possam fazer uso das estruturas descritas aqui. Muitas outras modalidades serão evidentes para aqueles versados na técnica quando de revisão da descrição acima. Outras modalidades podem ser usadas e derivadas das mesmas, de modo que substituições estruturais, de materiais e logicas e variações possam ser feitas sem se afastar do âmbito do presente relatório descritivo. As figuras são meramente representativas e podem não estar desenhadas em escala. Determinadas proporções das mesmas podem ser exageradas, enquanto que outras podem ser minimizadas. Assim, o relatório descritivo e os desenhos devem ser considerados em um sentido ilustrativo, em vez de em um sentido restritivo.
[0152] Tais modalidades do assunto da invenção podem ser ditas aqui, individual e/ou coletivamente, pelo termo "invenção" meramente por conveniência e sem pretender limitar voluntariamente o âmbito do presente pedido a uma única invenção ou conceito inventivo se mais de um é, na verdade, descrito. Assim, embora modalidades específicas tenham sido ilustradas e descritas aqui, será apreciado que qualquer configuração calculada para obter a mesma finalidade pode substituir as modalidades específicas mostradas. A presente descrição pretende cobrir quaisquer e todas as adaptações ou variações de várias modalidades. Combinações das modalidades acima e outras modalidades que não especificamente descritas aqui serão evidentes para aqueles versados na técnica quando de revisão da descrição acima.
Claims (20)
1. Método de fabricação de uma coroa com anel de puxar (100) usando uma máquina única, caracterizado pelo fato de compreender as etapas de: formar uma pluralidade de corpos de coroa (110) a partir de um primeiro material de partida (700), em que a pluralidade de corpos de coroa (110) são formados em fileiras diagonais paralelas em relação ao comprimento do primeiro material de partida (700) usando um primeiro sistema de matriz com múltiplos estágios (1360), em que formar a pluralidade de corpos de coroa (110) compreende ainda formar um arranjo de linha entalhada (104) em cada uma da pluralidade de corpos de coroa (110), o arranjo de linha entalhada (104) compreende: uma primeira linha entalhada (411a) se estendendo em uma direção radial linear de uma área central de uma porção superior (310) de cada corpo de coroa (110) à borda inferior (103) de uma saia (106) de cada corpo de coroa (110); e uma segunda linha entalhada compreendendo: um segmento radial superior (411b) se estendendo em uma direção linear da área central da porção superior (310) de cada corpo de coroa (110) à saia (106) de cada corpo de coroa (110), e um segmento anular inferior (109) se estendendo circunferencialmente ao longo da saia (106) em uma direção anular e se estendendo de uma extremidade do seguimento radial superior (411b), o segmento anular inferior (109) sendo definido em um segundo plano horizontal equidistante a um primeiro plano horizontal definido ao longo da borda inferior (103) da saia (106); formar uma pluralidade de conjuntos (150) de aba e anel de puxar a partir de um segundo material de partida (902), em que a pluralidade de conjuntos (150) de aba e anel de puxar são formados em fileiras diagonais paralelas em relação ao comprimento do segundo material (902) de partida usando um segundo sistema de matriz com múltiplos estágios (1361), que compreende uma pluralidade de fileiras diagonais de perfuradoras de matriz onde pelo menos uma da pluralidade de fileiras diagonais compreende cada estágio dos múltiplos estágios, simultaneamente com a formação da pluralidade de corpos de coroa (110) pelo primeiro sistema de matriz com múltiplos estágios (1360); formar uma pluralidade de coroas com anel de puxar (100) ao combinar simultaneamente usando um terceiro sistema de matriz com múltiplos estágios (1362) cada corpo de coroa (110) de uma fileira diagonal da pluralidade de corpos de coroa (110) com uma fileira diagonal correspondente de conjuntos (150) de aba e anel de puxar da pluralidade de conjuntos (150) de aba e anel de puxar; formar uma saia circunferencial (106) que desce abaixo de uma parte superior (310) de cada coroa com anel de puxar (100) usando o terceiro sistema de matriz com múltiplos estágios (1362); e remover a pluralidade de coroas com anel de puxar (100) do primeiro material de partida (700) também usando o terceiro sistema de matriz com múltiplos estágios (1362).
2. Método, de acordo com a reivindicação 1, caracterizado pelo fato de ainda compreender as etapas de: cortar o primeiro material de partida (700) em uma pluralidade de tiras retangulares (701); formar bordas recortadas (704, 705) sobre duas extremidades opostas de cada tira retangular (701) da pluralidade de tiras retangulares (701); e colocar uma primeira borda recortada (704, 705) de uma primeira tira (701) retangular da pluralidade de tiras retangulares (701) em uma segunda borda recortada (704, 705) de uma segunda tira retangular (701) da pluralidade de tiras retangulares (701).
3. Método, de acordo com a reivindicação 2, caracterizado pelo fato de que as bordas recortadas (704, 705) são curvilíneas.
4. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que a formação da pluralidade de conjuntos (150) de anel e aba de puxar ainda compreende formar a pluralidade de conjuntos (150) de anel e aba de puxar a partir do segundo material de partida (902) usando dois ou mais estágios progressivos de produção.
5. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que a formação de uma saia circunferencial (106) para cada coroa com anel de puxar (100) compreende simultaneamente formar saias circunferenciais (106) para uma única fileira diagonal de coroas com anel de puxar (100) formadas por uma fileira diagonal de corpos de coroa (110) combinada com uma fileira diagonal de conjuntos (150) de anel e aba de puxar.
6. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que a formação da pluralidade de corpos de coroa (110) ainda compreende formar um rebite (153) sobre cada corpo de coroa (110) na pluralidade de corpos de coroa (110), e em que a formação da pluralidade de conjuntos (150) de anel e aba ainda compreende perfurar um furo de rebite (505) em cada conjunto (150) de anel e aba de puxar na pluralidade de conjuntos (150) de anel e aba de puxar.
7. Método, de acordo com a reivindicação 6, caracterizado pelo fato de que a combinação de cada corpo de coroa (110) da pluralidade de corpos de coroa (110) com um conjunto (150) de anel e aba de puxar correspondente da pluralidade de conjuntos (150) de anel e aba de puxar ainda compreende: alinhar o primeiro material de partida (700) em relação ao segundo material de partida (902); separar uma fileira diagonal de conjuntos (150) de anel e aba de puxar do primeiro material de partida (700); e fixar cada conjunto (150) de anel e aba de puxar da fileira diagonal de conjuntos (150) de anel e aba de puxar a um corpo de coroa (110) correspondente em uma fileira diagonal de corpos de coroa (110) ao comprimir cada conjunto (150) de anel e aba de puxar sobre um corpo de coroa (110) correspondente.
8. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que a formação da pluralidade de corpos de coroa (110) ainda compreende formar uma ou mais porções rebaixadas (107) em cada corpo de coroa (110) da pluralidade de corpos de coroa (110), em que as uma ou mais porções rebaixadas (107) formam seções transversais corrugadas em cada corpo de coroa (110).
9. Método, de acordo com a reivindicação 8, caracterizado pelo fato de que as uma ou mais porções rebaixadas (107) compreendem uma base rebaixada para colocação de um conjunto (150) de anel e aba de puxar preso, e em que a base rebaixada é adequadamente dimensionada de modo que a superfície superior (310) do conjunto (150) de anel e aba de puxar preso esteja alinhada com um ressalto adjacente do corpo de coroa (110) correspondente.
10. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que o primeiro material de partida (700) é uma folha de flandres e o segundo material de partida (902) não é metálico.
11. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que o segundo material de partida (902) compreende um plástico ou uma resina sintética.
12. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que o primeiro material de partida (700) compreende um desenho impresso.
13. Máquina única de fabricação de uma coroa com anel de puxar (100), caracterizada pelo fato de compreender: um primeiro sistema de matriz com múltiplos estágios (1360) compreendendo uma pluralidade de fileiras diagonais de perfuradoras de matriz, pelo menos uma de dita pluralidade de fileiras diagonais compreendendo cada estágio dos múltiplos estágios, o primeiro sistema de matriz com múltiplos estágios (1360) adaptado para: (i) formar uma pluralidade de corpos de coroa (110) a partir de um primeiro material de partida (700), em que a pluralidade de corpos de coroa (110) é formada em fileiras diagonais paralelas em relação ao comprimento do primeiro material de partida (700); e (ii) formar um arranjo de linha entalhada (104) em cada um da pluralidade de corpos de coroa (110), o arranjo de linha entalhada compreendendo: uma primeira linha entalhada (411a) se estendendo em uma direção radial linear de uma área central de uma porção superior (310) de cada corpo de coroa (110) a uma borda inferior (103) de uma saia (106) de cada corpo de coroa (110); e uma segunda linha entalhada compreendendo: um segmento radial superior (411b) se estendendo em uma direção linear da área central da porção superior (310) de cada corpo de coroa (110) à saia (106) de cada corpo de coroa (110), e um segmento anular inferior (109) se estendendo circunferencialmente ao longo da saia (106) em uma direção anular e se estendendo de uma extremidade do seguimento radial superior (411b), o segmento anular inferior (109) sendo definido em um segundo plano horizontal equidistante a partir de um primeiro plano horizontal definido ao longo da borda inferior (103) da saia (106); um segundo sistema de matriz com múltiplos estágios (1361) compreendendo uma pluralidade de fileiras diagonais de perfuradoras de matriz, pelo menos uma de dita pluralidade de fileiras diagonais compreendendo cada estágio dos múltiplos estágios, o segundo sistema de matriz com múltiplos estágios (1361) adaptado para formar uma pluralidade de conjuntos (150) de anel e aba de puxar a partir de um segundo material de partida (902) simultaneamente com a formação da pluralidade de corpos de coroa (110) pelo primeiro sistema de matriz com múltiplos estágios (1360), em que a pluralidade de conjuntos (150) de anel e aba de puxar são formados em fileiras diagonais paralelas em relação ao comprimento do segundo material de partida (902); e um terceiro sistema de matriz com múltiplos estágios (1362) compreendendo uma fileira diagonal de perfuradoras de matriz adaptadas para: (iii) formar uma pluralidade de coroas com anel de puxar (100) ao combinar simultaneamente cada corpo de coroa (110) de uma fileira diagonal da pluralidade de corpos de coroa (110) com uma fileira diagonal correspondente de conjuntos (150) de anel e aba de puxar da pluralidade de conjuntos (150) de anel e aba de puxar; (iv) formar uma saia circunferencial (106) que desce abaixo de uma parte superior (310) de cada coroa com anel de puxar (100); e (v) i) remover a pluralidade de coroas com anel de puxar (100) do primeiro material de partida (700).
14. Máquina única, de acordo com a reivindicação 13, caracterizada pelo fato de que ainda compreende um primeiro alimentador de material de partida (1353) adaptado para:cortar o primeiro material de partida (700) em uma pluralidade de tiras retangulares (701); formar bordas recortadas (704, 705) sobre duas extremidades opostas de cada tira retangular (701) da pluralidade de tiras retangulares (701); e colocar uma primeira borda recortada (704, 705) de uma primeira tira retangular (701) da pluralidade de tiras retangulares (701) em uma segunda borda recortada (704, 705) de uma segunda tira retangular (701) da pluralidade de tiras retangulares (701).
15. Máquina única, de acordo com a reivindicação 14, caracterizada pelo fato de que o primeiro alimentador de material de partida (1353) é ainda adaptado para empilhar a pluralidade de tiras retangulares (701).
16. Máquina única, de acordo com a reivindicação 13, caracterizada pelo fato de que o segundo sistema de matriz com múltiplos estágios (1361) compreende uma prensa de matriz progressiva adaptada para formar a pluralidade de conjuntos (150) de anel e aba de puxar a partir do segundo material de partida (902) usando dois ou mais estágios de matriz, e em que duas ou mais matrizes de um estágio de matriz dos dois ou mais estágios de matriz estão dispostas em uma fileira diagonal em relação a uma direção de alimentação do segundo material de partida (902).
17. Máquina única, de acordo com a reivindicação 13, caracterizada pelo fato de que o terceiro sistema de matriz com múltiplos estágios (1362) é ainda adaptado para formar uma saia circunferencial (106) para cada coroa com anel de puxar (100) ao formar simultaneamente saias circunferenciais (106) para uma única fileira diagonal de coroas com anel de puxar (100) formadas por uma fileira diagonal de corpos de coroa (110) combinada com uma fileira diagonal de conjuntos (150) de anel e aba de puxar.
18. Máquina única, de acordo com a reivindicação 13, caracterizada pelo fato de que o primeiro sistema de matriz com múltiplos estágios (1360) é ainda adaptado para formar um rebite (153) sobre cada corpo de coroa (110) na pluralidade de corpos de coroa (110), e em que o segundo sistema de matriz com múltiplos estágios (1361) é ainda adaptado para perfurar um furo de rebite (505) em cada conjunto (150) de anel e aba de puxar na pluralidade de conjuntos (150) de anel e aba de puxar.
19. Máquina única, de acordo com a reivindicação 18, caracterizada pelo fato de que o terceiro sistema de matriz com múltiplos estágios (1362) é ainda adaptado para: alinhar o primeiro material de partida (700) em relação ao segundo material de partida (902); separar uma fileira diagonal de conjuntos (150) de anel e aba de puxar do primeiro material de partida (700); e prender cada conjunto (150) de anel e aba de puxar da fileira diagonal de conjuntos (150) de anel e aba de puxar a um corpo de coroa (110) correspondente em uma fileira diagonal de corpos de coroa (110) ao comprimir cada conjunto (150) de anel e aba de puxar sobre um corpo de coroa (110) correspondente.
20. Máquina única, de acordo com a reivindicação 13, caracterizada pelo fato de que o primeiro sistema de matriz com múltiplos estágios (1360) é ainda adaptado para formar uma ou mais porções rebaixadas (107) sobre cada corpo de coroa (110) da pluralidade de corpos de coroa (110), em que as uma ou mais porções rebaixadas (107) formam seções transversais corrugadas em cada corpo de coroa (110).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201461986521P | 2014-04-30 | 2014-04-30 | |
| US61/986,521 | 2014-04-30 | ||
| PCT/US2015/028541 WO2015168420A1 (en) | 2014-04-30 | 2015-04-30 | Systems and related methods for manufacturing ring pull bottle crowns |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112016013151A2 BR112016013151A2 (pt) | 2017-08-08 |
| BR112016013151B1 true BR112016013151B1 (pt) | 2022-09-20 |
Family
ID=54354527
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112016013151-7A BR112016013151B1 (pt) | 2014-04-30 | 2015-04-30 | Método e máquina única de fabricação de uma coroa com anel de puxar |
Country Status (9)
| Country | Link |
|---|---|
| US (3) | US20150314362A1 (pt) |
| EP (1) | EP3137241B1 (pt) |
| JP (1) | JP6634385B2 (pt) |
| CN (1) | CN105764627B (pt) |
| BR (1) | BR112016013151B1 (pt) |
| EA (1) | EA035381B1 (pt) |
| TW (1) | TWI608972B (pt) |
| UA (1) | UA119170C2 (pt) |
| WO (1) | WO2015168420A1 (pt) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8608006B2 (en) * | 2006-01-14 | 2013-12-17 | World Bottling Cap, LLC | Bottle crown |
| GB201205243D0 (en) | 2012-03-26 | 2012-05-09 | Kraft Foods R & D Inc | Packaging and method of opening |
| GB2511560B (en) | 2013-03-07 | 2018-11-14 | Mondelez Uk R&D Ltd | Improved Packaging and Method of Forming Packaging |
| GB2511559B (en) | 2013-03-07 | 2018-11-14 | Mondelez Uk R&D Ltd | Improved Packaging and Method of Forming Packaging |
| TWI589494B (zh) | 2014-03-28 | 2017-07-01 | World Bottling Cap Llc | 具有開瓶器組件的冠形瓶蓋 |
| US20170129643A9 (en) | 2014-03-28 | 2017-05-11 | World Bottling Cap Llc | Bottle crown with opener assembly |
| CN106583590A (zh) * | 2016-11-28 | 2017-04-26 | 苏州思创源博电子科技有限公司 | 一种啤酒瓶盖的制造方法 |
| CN106734590A (zh) * | 2017-01-19 | 2017-05-31 | 苏州吉润汽车零部件有限公司 | 用于生产汽车用圆形衬套的连续模及方法 |
| CN107695234B (zh) * | 2017-11-23 | 2023-11-14 | 天津普润泽实业有限公司 | 易拉瓶盖一出多个成型装置及其成型方法 |
| CN107790554B (zh) * | 2017-11-24 | 2023-08-01 | 烟台盛创包装科技股份有限公司 | 易拉瓶盖拉环铆边模具及其成型方法 |
| CN108465747B (zh) * | 2018-05-21 | 2023-07-04 | 佛山市粤利达五金瓶盖有限公司 | 一种侧拉式瓶盖生产设备 |
| CN109130228B (zh) * | 2018-08-15 | 2021-06-11 | 张仁贵 | 一种易拉盖的制作工艺及易拉盖 |
| GB2576928B (en) * | 2018-09-07 | 2020-12-16 | Mcnicholas Sean | A pressurized beverage container with a releasable section and a removable lid |
| CN109158503A (zh) * | 2018-11-08 | 2019-01-08 | 苏州斯莱克精密设备股份有限公司 | 多通道罐盖冲压系统 |
| TWI700228B (zh) * | 2019-12-03 | 2020-08-01 | 林新國 | 具拉環的複合密封蓋 |
| WO2023075637A1 (ru) * | 2021-11-01 | 2023-05-04 | Юрий Сергеевич КАРТУШИН | Емкость с укупорочной крышкой для хранения и транспортировки напитков алкогольных и безалкогольных |
| RU210339U1 (ru) * | 2021-11-01 | 2022-04-08 | Юрий Сергеевич Картушин | Емкость с укупорочной крышкой для хранения и транспортировки напитков алкогольных и безалкогольных |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3366086A (en) * | 1965-06-18 | 1968-01-30 | Ermal C. Fraze | Method of fabricating a sheet metal joint |
| GB1190284A (en) * | 1966-12-05 | 1970-04-29 | Fraze Ermal C | Container Closure |
| US3724700A (en) * | 1971-02-22 | 1973-04-03 | Owens Illinois Inc | Convenience opening closure |
| US4106422A (en) * | 1977-03-14 | 1978-08-15 | Buhrke Industries, Inc. | Method for manufacture of can end closures |
| SE436192B (sv) * | 1978-02-27 | 1984-11-19 | Wicanders Korkfabriker Ab | Upprivningsbar forslutningskapsyl |
| GB2134822B (en) * | 1983-02-01 | 1985-11-13 | Wicanders Ab | Manufacturing a ring-pull bottle cap |
| US4465204A (en) * | 1983-07-13 | 1984-08-14 | The Stolle Corporation | Pull tab for easy open end |
| US4567746A (en) * | 1984-01-16 | 1986-02-04 | Dayton Reliable Tool & Mfg. Co. | Method and apparatus for making shells for cans |
| USRE33061E (en) * | 1984-05-15 | 1989-09-19 | Dayton Reliable Tool & Mfg. Co. | Two-out belt system |
| US4760729A (en) * | 1986-03-27 | 1988-08-02 | The Stolle Corporation | Dual ram press |
| US20080267736A1 (en) * | 1993-05-12 | 2008-10-30 | Donald Jason Artrip | System for forming and securing lift-tabs to can ends having an elongated crank shaft |
| US5799816A (en) * | 1997-01-31 | 1998-09-01 | Dayton Systems Group, Inc. | Tabs for easy-open can end |
| US5741105A (en) * | 1997-01-31 | 1998-04-21 | Dayton Systems Group, Inc. | Method of and apparatus for manufacturing tabs for easy-open can end |
| US6105806A (en) * | 1997-08-26 | 2000-08-22 | Stasiuk; Joseph W. | Laser etched pull tab container opening devices and methods of making the same |
| US6336307B1 (en) * | 1997-10-09 | 2002-01-08 | Eki Holding Corporation | Method of packaging a strip of material for use in cutting into sheet elements arranged end to end |
| US6706995B2 (en) * | 1998-07-16 | 2004-03-16 | Ball Corporation | Laser light marking of a container portion |
| GB2347370B (en) * | 1999-02-12 | 2002-10-30 | American Nat Can Co | Method and apparatus for printing |
| US6533518B1 (en) * | 1999-08-31 | 2003-03-18 | Rexam Beverage Can Company | Can end manufacturing system and press therefor |
| US20030092364A1 (en) * | 2001-11-09 | 2003-05-15 | International Business Machines Corporation | Abrasive fluid jet cutting composition, method and apparatus |
| CN2536517Y (zh) * | 2002-04-15 | 2003-02-19 | 郭矛 | 易开皇冠状瓶盖 |
| US8365940B2 (en) * | 2007-01-25 | 2013-02-05 | World Bottling Cap, LLC | Bottle crown with opener assembly |
| US8608006B2 (en) * | 2006-01-14 | 2013-12-17 | World Bottling Cap, LLC | Bottle crown |
| US8061544B2 (en) * | 2006-01-14 | 2011-11-22 | World Bottling Cap, LLC | Easy-pull crown bottle cap |
| TWI301530B (en) * | 2006-01-27 | 2008-10-01 | Sven-Ake Magnusson | Closure for a container, especially a bottle |
| EP2197755B1 (en) * | 2007-10-10 | 2012-08-22 | Stolle Machinery Company, LLC | Tab and can end employing the same |
| CN201321197Y (zh) * | 2008-10-21 | 2009-10-07 | 云南锡业慧强金属制品有限责任公司 | 杠杆式易拉瓶盖 |
-
2015
- 2015-04-30 TW TW104113824A patent/TWI608972B/zh not_active IP Right Cessation
- 2015-04-30 JP JP2016565376A patent/JP6634385B2/ja active Active
- 2015-04-30 EA EA201650053A patent/EA035381B1/ru unknown
- 2015-04-30 EP EP15785319.3A patent/EP3137241B1/en active Active
- 2015-04-30 CN CN201580002738.4A patent/CN105764627B/zh not_active Expired - Fee Related
- 2015-04-30 WO PCT/US2015/028541 patent/WO2015168420A1/en active Application Filing
- 2015-04-30 US US14/700,865 patent/US20150314362A1/en not_active Abandoned
- 2015-04-30 BR BR112016013151-7A patent/BR112016013151B1/pt not_active IP Right Cessation
- 2015-04-30 UA UAA201612162A patent/UA119170C2/uk unknown
-
2017
- 2017-09-07 US US15/698,122 patent/US10857586B2/en active Active
-
2020
- 2020-12-07 US US17/114,085 patent/US11666962B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EA201650053A1 (ru) | 2017-05-31 |
| EP3137241B1 (en) | 2020-07-29 |
| CN105764627A (zh) | 2016-07-13 |
| EP3137241A4 (en) | 2017-10-18 |
| US20170368593A1 (en) | 2017-12-28 |
| BR112016013151A2 (pt) | 2017-08-08 |
| WO2015168420A1 (en) | 2015-11-05 |
| EP3137241A1 (en) | 2017-03-08 |
| TWI608972B (zh) | 2017-12-21 |
| TW201600418A (zh) | 2016-01-01 |
| EA035381B1 (ru) | 2020-06-04 |
| US11666962B2 (en) | 2023-06-06 |
| UA119170C2 (uk) | 2019-05-10 |
| US10857586B2 (en) | 2020-12-08 |
| JP2017514698A (ja) | 2017-06-08 |
| US20150314362A1 (en) | 2015-11-05 |
| JP6634385B2 (ja) | 2020-01-22 |
| US20210114078A1 (en) | 2021-04-22 |
| CN105764627B (zh) | 2019-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11666962B2 (en) | Systems and related methods for manufacturing ring pull bottle crowns | |
| CN103998348B (zh) | 易拉瓶盖 | |
| US9016504B2 (en) | Can end, double action tab therefor, tooling assembly, and associated method | |
| US8893913B2 (en) | Rotating tab | |
| MX2014003441A (es) | Lengüeta fija para un recipiente de bebida. | |
| CN109219563B (zh) | 可重封容器盖和配件,包括制造和使用方法 | |
| US20200299025A1 (en) | Bottle crown with opener assembly | |
| CA2558651C (en) | Easy open can end and process of making | |
| CN104192411B (zh) | 一种瓶盖的制造方法 | |
| US20170101215A1 (en) | Bottle crown with opener assembly | |
| CN211996599U (zh) | 易拉盖 | |
| MXPA06010358A (en) | Easy open can end and process of making |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B25C | Requirement related to requested transfer of rights |
Owner name: WORLD BOTTLING CAP, LLC (US) |
|
| B25A | Requested transfer of rights approved |
Owner name: ABE FRISHMAN (US) |
|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B08F | Application dismissed because of non-payment of annual fees [chapter 8.6 patent gazette] |
Free format text: REFERENTE A 7A ANUIDADE. |
|
| B08G | Application fees: restoration [chapter 8.7 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 30/04/2015, OBSERVADAS AS CONDICOES LEGAIS |
|
| B21F | Lapse acc. art. 78, item iv - on non-payment of the annual fees in time |
Free format text: REFERENTE A 8A ANUIDADE. |
|
| B24D | Patent annual fee: restoration after fee payment | ||
| B21F | Lapse acc. art. 78, item iv - on non-payment of the annual fees in time |
Free format text: REFERENTE A 9A ANUIDADE. |