BR112016001035B1 - Ferramenta de desbaste e método para a produção da mesma - Google Patents
Ferramenta de desbaste e método para a produção da mesma Download PDFInfo
- Publication number
- BR112016001035B1 BR112016001035B1 BR112016001035-3A BR112016001035A BR112016001035B1 BR 112016001035 B1 BR112016001035 B1 BR 112016001035B1 BR 112016001035 A BR112016001035 A BR 112016001035A BR 112016001035 B1 BR112016001035 B1 BR 112016001035B1
- Authority
- BR
- Brazil
- Prior art keywords
- recesses
- hard material
- main body
- particles
- grinding tool
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/12—Dressing tools; Holders therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/04—Devices or means for dressing or conditioning abrasive surfaces of cylindrical or conical surfaces on abrasive tools or wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/06—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0072—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for using adhesives for bonding abrasive particles or grinding elements to a support, e.g. by gluing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Motor Or Generator Current Collectors (AREA)
Abstract
ferramenta de desbaste e método para a produção da mesma a invenção se refere a uma ferramenta de desbaste compreendendo um corpo principal (2), em que a superfície de trabalho (6) é recoberta com partículas de material duro (7) distribuídas no corpo principal (2). de acordo com a invenção, reentrâncias (8) para acomodar as partículas de material duro (7) são criadas no corpo principal (2), em que as reentrâncias são, então, preenchidas com um adesivo, o excesso de adesivo é removido do outro lado do corpo principal (2) e, em seguida, as partículas de material duro (7) são lançadas no corpo principal (2), de modo que apenas as partículas (7) localizadas nas reentrân-cias (8) permanecem aderentes à superfície de trabalho da ferramenta. tais partículas de material duro podem, então, ser ligadas ao corpo principal por meio de ligações físicas e / ou químicas. logo, é garantido que a distribuição de partículas sobre a superfície de trabalho da ferramenta pode ser definida, de forma precisa, previamente.
Description
[01] A invenção se refere a uma ferramenta de desbaste a qual compreende um corpo principal com uma superfície de trabalho e partículas de material duro distribuídas sobre esta superfície de trabalho.
[02] Este tipo de ferramenta é descrito na publicação EP-A-2 535 145. A ferramenta aqui descrita é utilizada, em particular, para desbastar discos de esmerilhamento e rodas de esmeril de rosca sem fim para esmerilhar rodas dentadas e componentes similares. No método para a produção da ferramenta, um adesivo é, antes de tudo, aplicado à superfície de trabalho da ferramenta a ser produzida com uma espessura de filme definida e as partículas de material duro são, então, aplicadas à superfície de trabalho provida com o adesivo e permanecem ali ligadas de forma permanente como uma cobertura de partícula após a cura do adesivo.
[03] Este conhecido método torna possível recobrir o corpo principal rapidamente com as partículas providas para esta finalidade, porém, não fornece uma densidade de distribuição perfeitamente regular de partículas de material duro sobre a superfície de trabalho da ferramenta. Isto pode apresentar um impacto negativo na qualidade do efeito de esmerilhamento que pode ser alcançado com a ferramenta.
[04] O objeto que fundamenta a invenção desenvolve uma ferramenta de desbaste e um método para a produção da mesma no qual o corpo principal da ferramenta é recoberto com uma distribuição melhorada das partículas de material duro e, logo, um melhoramento da sua superfície de trabalho, no que diz respeito ao seu efeito de esmerilhamento, é alcançado com esta ferramenta.
[05] De acordo com a invenção, este objeto é alcançado por meio de reentrâncias que são criadas no corpo principal, com a finalidade de acomodar as partículas de material duro, cuja geometria é adaptada àquela das partículas de material duro. Neste sentido, as partículas acomodadas nas reentrâncias são, de forma individual, precisamente posicionadas, isto é, de acordo com o arranjo e a distribuição sobre as reentrâncias na superfície de trabalho da ferramenta. As partículas de material duro podem, então, ser aplicadas com uma densidade de distribuição definida pelas reentrâncias que as acomodam, sendo criadas e distribuídas de forma apropriada sobre a superfície de trabalho da ferramenta.
[06] A densidade de distribuição que é particularmente vantajosa na prática é produzida por um arranjo das reentrâncias o qual resulta em um espaçamento específico das partículas de material duro em relação às suas entradas no que diz respeito ao tamanho de partícula na ferramenta finalizada.
[07] Ainda, pode ser frequentemente vantajoso se as reentrâncias, em relação ao eixo central da ferramenta, forem criadas com uma distribuição de forma mais compacta no lado externo do que no lado interno.
[08] As reentrâncias de acordo com a invenção são geralmente dimensionadas e configuradas de modo que possam, cada uma, acomodar uma partícula de material duro. No entanto, dentro da estrutura da invenção, é também possível dimensionar e configurar as reentrâncias dependendo do tamanho das partículas e / ou formato das partículas, de modo que possam, cada, acomodar mais do que uma partícula.
[09] De acordo com a invenção, as reentrâncias são criadas no corpo principal pela perfuração ou estampagem do último. Uma vez que o corpo principal é normalmente metálico, ambos os métodos de produção podem ser usados sem qualquer grande despesa em relação ao aparelho. Dependendo da composição do corpo principal, outros métodos de produção, tais como, por exemplo, métodos operados a laser, podem, no entanto, em princípio, também ser utilizados.
[10] Além disso, a invenção faz provisões de modo que as reentrâncias criadas no corpo principal são preenchidas, preferencialmente, com um adesivo eletricamente condutor, o excesso de adesivo sendo removido do outro lado do corpo principal e, em seguida, as partículas de material duro sendo lançadas no corpo principal. Neste sentido, é garantido que apenas as partículas localizadas nas reentrâncias permaneçam aderentes à superfície de trabalho da ferramenta.
[11] A invenção também faz provisão de modo que a cobertura de partículas que é produzida é, então, galvanicamente coberta com níquel, a camada de níquel sendo depositada sobre o adesivo e as partículas de material duro sendo circundadas pela ligação de níquel. Elas, então, permanecem inteiramente inclusas nas reentrâncias até um nível específico de partículas, ligações físicas e / ou químicas, tais como, por exemplo, uma ligação níquel ou solda, também sustentando a retenção das partículas na direção desejada. Nesse contexto, é vantajoso se as reentrâncias no corpo principal forem configuradas e dimensionadas de modo que, neste sentido, é trazida uma determinada orientação das partículas de material duro preferencialmente na forma de dodecaedros.
[12] Vantajosamente, as reentrâncias são dimensionadas e configuradas de modo que elas possam acomodar partículas de material duro com um formato de partícula e / ou tamanho de partícula consistentes.
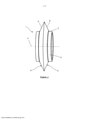
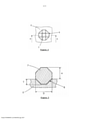
[13] Em seguida, a invenção será descrita em maiores detalhes por meios de uma modalidade exemplar com referência aos desenhos. Estes mostram como se segue: Fig. 1: uma ferramenta de desbaste que compreende um corpo principal, ilustrado em uma forma simplificada e levemente em perspectiva, Fig. 2: uma vista de uma região parcial da superfície de trabalho da ferramenta de desbaste de acordo com a Fig. 1; Fig. 3: uma única partícula de material duro da superfície de trabalho de acordo com a Fig. 1, mostrada em perspectiva, Fig. 4: um contorno da partícula de material duro de acordo com a Fig. 3, e Fig. 5: uma seção ao longo da linha A-A de acordo com a Fig. 4.
[14] A ferramenta de desbaste mostrada na Fig. 1 serve para desbastar as extremidades das rodas de esmerilhamento de rosca sem fim que são usadas, por exemplo, para esmerilhar rodas dentadas correspondentemente formadas. Estas ferramentas de desbaste podem apresentar uma ou um número destes corpos principais (2) com um número correspondente de superfícies de trabalho (6). Estas superfícies de trabalho podem, também, ser fornecidas com formatos de perfil especiais e, em adição, as ferramentas de desbaste podem ser produzidas como rodas dentadas de desbaste.
[15] A ferramenta de desbaste (1) consiste de um corpo principal (2) com uma haste cilíndrica (3) que pode ser acoplada a um acionador rotatório a fim de acionar o corpo principal (2), que pode ser rotacionado em torno do eixo (4). As extremidades (5) do corpo principal formam as superfícies de trabalho (6) da ferramenta. Para este propósito, são fornecidas com uma cobertura de partículas de material duro (7).
[16] Uma região parcial da cobertura é mostrada de forma extremamente aumentada na Fig. 2. Na modalidade exemplar descrita, as partículas de material duro (7) incorporadas por uma ligação de níquel (9) são providas como partículas de diamante com um diâmetro de partícula de, por exemplo, 400 μm e um formato preferencialmente dodecaédrico. Dependendo das condições de uso, outros formatos e tamanhos de partícula e outros materiais, tais como materiais super-abrasivos ou similares altamente abrasivos podem, é claro, também ser usados.
[17] Como pode ser visto em detalhes na Fig. 3 a Fig. 5, de acordo com a invenção, as reentrâncias (8) dispostas com uma distribuição precisamente definida são criadas no corpo principal (2), cujas formas e dimensões são adaptadas àquelas das partículas de material duro (7) de modo que possam acomodar partículas com mais ou menos ajuste a forma até uma determinada altura da partícula. Com base em sua configuração particular, elas também são capazes de fornecer às partículas de material duro (7) o alinhamento o qual é ótimo para a respectiva função da ferramenta. Logo, a profundidade T da respectiva reentrância e também da altura projetada H da partícula pode ser determinada, e, então, os parâmetros podem ser configurados de forma apropriada para um desbaste ótimo e uma máxima vida útil da ferramenta.
[18] As reentrâncias (8) são, de forma preferencial, perfuradas, estampadas e / ou gravadas a laser no corpo principal (2), dependendo em qual material metálico o corpo principal (2) é normalmente produzido. A densidade de distribuição das reentrâncias (8) sobre a superfície de trabalho (6) da ferramenta é escolhida de modo que, na ferramenta finalizada, as distâncias entre as partículas (7) no lado interno sejam, por exemplo, de aproximadamente metade do tamanho de partícula D, na modalidade exemplar descrita as distâncias sendo consistentes em ambas as direções horizontal e vertical.
[19] Dependendo da composição das partículas e / ou funcionamento da ferramenta é, é claro, possível variar a densidade de distribuição das reentrâncias e, então, a densidade de distribuição da cobertura de partícula sobre toda a superfície ou também de ponto a ponto. No último caso, as reentrâncias (8) são distribuídas mais densamente no lado externo em relação ao eixo central (4) da ferramenta do que aplicado no lado interno, de modo que, com a ferramenta finalizada, a última é provida com mais partículas de material duro por unidade de área do lado externo do que do lado interno, visto que, em casos normais, as partículas depositadas no lado externo estão em uso primeiro e, então, para um período mais longo do que as partículas depositadas na parte interna.
[20] Após aplicar as reentrâncias (8) à superfície de trabalho (6) do corpo principal, estas são preenchidas com um adesivo eletricamente condutor, e o excesso de adesivo é, então, removido do corpo principal (2), por exemplo, com uma espátula. Em seguida, as partículas de diamante (7) são lançadas na superfície de trabalho (6), as partículas permanecendo aderentes apenas nas reentrâncias (8) preenchidas com adesivo. Por meio de uma disposição correspondente das reentrâncias, uma distribuição das partículas na superfície de trabalho (6) pode ser variada de inúmeras maneiras. Neste sentido, uma distribuição de partículas precisamente definida sobre a superfície de trabalho da ferramenta é sempre produzida.
[21] O desenho da ferramenta de acordo com a invenção, logo, apresenta basicamente a vantagem de garantir o posicionamento das partículas de material duro sobre a superfície de trabalho da ferramenta que pode ser precisamente especificada previamente. Pela especificação apropriada deste valor, a ferramenta poder ser melhorada de modo que seja ótima para a respectiva aplicação.
[22] A cobertura de diamante produzida pode, então, ser galvanicamente coberta de níquel. Neste caso, o adesivo para uma partícula de diamante é escolhido de modo que seja compatível com as químicas do processo galvânico subsequente. Uma vez que o adesivo utilizado é eletricamente condutor, a camada de níquel pode ser depositada nesse sem nenhum problema, de modo que as partículas de diamante aderidas nas reentrâncias estejam ordenadamente inclusas na ligação de níquel. Neste sentido, as extremidades das reentrâncias são seladas e as partículas de diamante são mais bem retidas.
[23] As modalidades exemplares acima descritas se referem a um corpo principal para ferramentas de desbaste planejadas para, em particular, desbastar rodas de esmeril de rosca sem fim. A invenção pode ser utilizada como acima mencionado, mas também, obviamente, com ferramentas que trabalham de uma maneira similar, tal como, por exemplo, ferramentas de esmerilhamento ou acabamento.
Claims (10)
1. Ferramenta de desbaste a qual compreende um corpo principal (2) com uma superfície de trabalho (6) e partículas de material duro (7) distribuídas sobre a superfície de trabalho, considerando que o corpo principal (2) com uma haste cilíndrica (3) que pode ser acoplada a um acionador rotatório a partir da superfície de trabalho (6) que pode ser rotacionada em torno do eixo (4), CARACTERIZADApelo fato de um número de reentrâncias (8) produzidas em distâncias separadas uma da outra ser incorporado, de forma individual, no corpo principal (2), com uma densidade de distribuição sendo consistente tanto na horizontal quanto na direção vertical sobre a superfície de trabalho (6) na qual as partículas de material duro (7) são acomodadas, considerando que as reentrâncias são dimensionadas e configuradas de modo que cada uma das reentrâncias possam acomodar partículas de material duro e a profundidade (T) da respectiva reentrância e também a altura projetada (H) da partícula podem ser determinadas.
2. Ferramenta de desbaste, de acordo com a reivindicação 1, CARAC TERI ZADApelo fato de um número específico de reentrâncias (8) produzidas em distâncias definidas separadas uma da outra ser incorporado no corpo principal (2), em que as partículas de material duro (7) são acomodadas nas reentrâncias.
3. Ferramenta de desbaste, de acordo com a reivindicação 1 ou 2, CARAC TERI ZADApelo fato de a geometria das reentrâncias (8) estar adaptada àquela das partículas de material duro (7), de modo que as partículas de material duro (7) estão ali retidas respectivamente com mais ou menos ajuste a forma.
4. Ferramenta de desbaste, de acordo com qualquer uma das reivindicações de 1 a 3, CARACTERIZADA pelo fato de a densidade de distribuição das reentrâncias (8) sobre a superfície de trabalho (6) do corpo principal (2) ser especificada de modo que as distâncias entre as partículas de material duro (7) correspondem, em proporção, ao tamanho de partícula (D).
5. Ferramenta de desbaste, de acordo com qualquer uma das reivindicações de 1 a 4, CARACTERIZADApelo fato de as reentrâncias (8) serem criadas em relação ao eixo central (4) da ferramenta diferentemente no lado externo em relação ao lado interno.
6. Ferramenta de desbaste, de acordo com qualquer uma das reivindicações de 1 a 5, CARACTERIZADApelo fato de as reentrâncias (8) serem perfuradas, estampadas e / ou gravadas a laser no corpo principal (2).
7. Ferramenta de desbaste, de acordo com qualquer uma das reivindicações de 1 a 6, CARACTERIZADApelo fato de as reentrâncias (8) serem dimensionadas de modo que permita a orientação específica das partículas de material duro (7), preferencialmente na forma de dodecaedros.
8. Ferramenta de desbaste, de acordo com qualquer uma das reivindicações de 1 a 6, CARACTERIZADApelo fato de as reentrâncias (8) serem dimensionadas de modo que as mesmas permitam o uso das partículas de material duro (7) com um formato de partícula e um tamanho de partícula consistentes.
9. Método para a produção de uma ferramenta de desbaste, conforme definida em qualquer uma das reivindicações de 1 a 8, CARACTERIZADO pelo fato de um número de reentrâncias (8) produzidas em distâncias separadas uma da outra ser incorporado, de forma individual, no corpo principal (2), com um densidade de distribuição sendo consistente tanto na horizontal quanto na direção vertical sobre a superfície de trabalho (6) na qual as partículas de material duro (7) são acomodadas, considerando que as reentrâncias são dimensionadas e configuradas de modo que cada uma das reentrâncias possam acomodar partículas de material duro (7) e a profundidade (T) da respectiva reentrância e também a altura projetada (H) da partícula podem ser determinadas, considerando que as partículas de material duro (7) estarem aderidas no corpo principal (2) pelas reentrâncias (8) sendo preenchidas preferencialmente com um adesivo eletricamente condutor, o excesso de adesivo sendo removido sobre o corpo principal (2) com uma ferramenta adequada e as partículas de material duro (7) sendo, então, aplicadas ao corpo principal (2).
10. Método, de acordo com a reivindicação 9, CARACTERIZADOpelo fato de a cobertura de partículas ser, então, fornecida com uma ligação física e / ou química, tal como, por exemplo, uma ligação de níquel ou solda, a camada de níquel sendo depositada no adesivo e, então, as partículas de material duro (7) sendo completamente retidas na ligação de níquel (9).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13179579.1 | 2013-08-07 | ||
| EP13179579.1A EP2835220B1 (de) | 2013-08-07 | 2013-08-07 | Abrichtwerkzeug sowie ein Verfahren zu dessen Herstellung |
| PCT/EP2014/065484 WO2015018627A1 (de) | 2013-08-07 | 2014-07-18 | Abrichtwerkzeug sowie ein verfahren zu dessen herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112016001035A2 BR112016001035A2 (pt) | 2017-07-25 |
| BR112016001035B1 true BR112016001035B1 (pt) | 2022-01-11 |
Family
ID=48918287
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112016001035-3A BR112016001035B1 (pt) | 2013-08-07 | 2014-07-18 | Ferramenta de desbaste e método para a produção da mesma |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10160095B2 (pt) |
| EP (1) | EP2835220B1 (pt) |
| JP (2) | JP2016527095A (pt) |
| KR (1) | KR102256194B1 (pt) |
| CN (1) | CN105612028B (pt) |
| BR (1) | BR112016001035B1 (pt) |
| ES (1) | ES2756849T3 (pt) |
| RU (1) | RU2675328C2 (pt) |
| WO (1) | WO2015018627A1 (pt) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2783794B1 (de) | 2013-03-26 | 2017-09-27 | Reishauer AG | Schleifscheibe sowie Verfahren zu ihrer Verstärkung |
| ES2756849T3 (es) | 2013-08-07 | 2020-04-27 | Reishauer Ag | Herramienta rectificadora y procedimiento para su fabricación |
| MX2018009428A (es) * | 2016-02-22 | 2018-11-09 | Almt Corp | Herramienta abrasiva. |
| CN109963690B (zh) * | 2016-11-16 | 2021-04-20 | 丰田万磨株式会社 | 齿轮磨削用螺纹状磨具的成型用电沉积金刚石修整器以及其制造方法 |
| JP6203980B1 (ja) * | 2017-06-09 | 2017-09-27 | 日本精工株式会社 | 総型ロータリードレッサー及びドレッシング方法 |
| CN109262076B (zh) * | 2018-09-29 | 2020-04-10 | 重庆大学 | 一种rv摆线齿轮的高效精密磨削加工方法 |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU50662A1 (ru) * | 1936-04-13 | 1936-11-30 | М.М. Богословский | Способ изготовлени мелко-алмазного инструмента дл правки шлифовальных кругов |
| SU831591A1 (ru) * | 1977-07-15 | 1981-05-23 | Fishbejn Efim | Способ изготовлени прав щего инстру-MEHTA |
| DE3503914A1 (de) * | 1985-02-06 | 1986-08-07 | Horst 6450 Hanau Lach | Abrichtwerkzeug |
| JPS6384946A (ja) * | 1986-09-30 | 1988-04-15 | Tdk Corp | サ−マルヘツド |
| JPH027958U (pt) * | 1988-06-27 | 1990-01-18 | ||
| US4925457B1 (en) * | 1989-01-30 | 1995-09-26 | Ultimate Abrasive Syst Inc | Method for making an abrasive tool |
| CH684581A5 (de) * | 1990-11-07 | 1994-10-31 | Reishauer Ag | Verfahren und Vorrichtung zum Profilieren von Schleifscheiben. |
| JPH05277951A (ja) * | 1991-03-20 | 1993-10-26 | Toyoda Mach Works Ltd | 砥石修正用ダイヤモンドロールの製造方法 |
| US5453106A (en) * | 1993-10-27 | 1995-09-26 | Roberts; Ellis E. | Oriented particles in hard surfaces |
| US6478831B2 (en) * | 1995-06-07 | 2002-11-12 | Ultimate Abrasive Systems, L.L.C. | Abrasive surface and article and methods for making them |
| US5725421A (en) * | 1996-02-27 | 1998-03-10 | Minnesota Mining And Manufacturing Company | Apparatus for rotative abrading applications |
| KR100328108B1 (ko) * | 1996-10-15 | 2002-03-09 | 아사무라 타카싯 | 반도체 기판용 연마패드의 드레서, 그 제조방법 및 그것을 사용한 화학적 기계적 연마방법 |
| US7491116B2 (en) * | 2004-09-29 | 2009-02-17 | Chien-Min Sung | CMP pad dresser with oriented particles and associated methods |
| JP3052896B2 (ja) * | 1997-06-13 | 2000-06-19 | 日本電気株式会社 | 研磨布表面のドレス治具及びその製造方法 |
| KR19990081117A (ko) * | 1998-04-25 | 1999-11-15 | 윤종용 | 씨엠피 패드 컨디셔닝 디스크 및 컨디셔너, 그 디스크의 제조방법, 재생방법 및 세정방법 |
| DE29819006U1 (de) * | 1998-10-26 | 1999-02-04 | Kaiser Michael Dr Ing | Diamant-Abrichtscheibe |
| US7201645B2 (en) * | 1999-11-22 | 2007-04-10 | Chien-Min Sung | Contoured CMP pad dresser and associated methods |
| US6702654B2 (en) * | 2001-02-07 | 2004-03-09 | Agere Systems Inc. | Conditioning wheel for conditioning a semiconductor wafer polishing pad and method of manufacture thereof |
| JP4508514B2 (ja) * | 2001-03-02 | 2010-07-21 | 旭ダイヤモンド工業株式会社 | Cmpコンディショナ及びその製造方法 |
| DE50209649D1 (de) | 2002-01-25 | 2007-04-19 | Wendt Gmbh | Abrichtrolle und Verfahren zur Herstellung einer Abrichtrolle |
| US6945857B1 (en) * | 2004-07-08 | 2005-09-20 | Applied Materials, Inc. | Polishing pad conditioner and methods of manufacture and recycling |
| US20070060026A1 (en) * | 2005-09-09 | 2007-03-15 | Chien-Min Sung | Methods of bonding superabrasive particles in an organic matrix |
| JP4781358B2 (ja) | 2005-06-27 | 2011-09-28 | 株式会社アライドマテリアル | 歯車用ダイヤモンドロータリードレッサならびにそれを用いた歯車加工用砥石のツルーイングおよびドレッシング方法 |
| TWI290337B (en) * | 2005-08-09 | 2007-11-21 | Princo Corp | Pad conditioner for conditioning a CMP pad and method of making the same |
| KR101293461B1 (ko) * | 2005-08-25 | 2013-08-07 | 이시즈카히로시 | 소결체 연마부가 구비된 공구 및 그 제조 방법 |
| CN1931522A (zh) * | 2005-09-13 | 2007-03-21 | 巨擘科技股份有限公司 | 修整晶圆研磨垫的修整器及其制造方法 |
| WO2008027714A1 (en) * | 2006-08-30 | 2008-03-06 | 3M Innovative Properties Company | Extended life abrasive article and method |
| AT504926B1 (de) * | 2007-02-21 | 2009-10-15 | Rappold Winterthur Technologie | Abrichtwerkzeug |
| TW200906546A (en) * | 2007-08-07 | 2009-02-16 | Tian-Yuan Yan | Adjusting device for resin-bonded polishing pad and manufacturing method thereof |
| TW201000259A (en) * | 2008-06-25 | 2010-01-01 | Kinik Co | Diamond polishing disk and manufacturing method thereof |
| JP2010149221A (ja) * | 2008-12-25 | 2010-07-08 | Kyocera Corp | ドレッシング工具およびドレッシング方法 |
| US20110104989A1 (en) * | 2009-04-30 | 2011-05-05 | First Principles LLC | Dressing bar for embedding abrasive particles into substrates |
| DE102009059201B4 (de) | 2009-12-17 | 2012-02-02 | Reishauer Ag | Vollprofilrolle zum Abrichten mehrgängiger zylindrischer Schleifschnecken |
| TW201246342A (en) * | 2010-12-13 | 2012-11-16 | Saint Gobain Abrasives Inc | Chemical mechanical planarization (CMP) pad conditioner and method of making |
| CH704729A2 (de) | 2011-03-22 | 2012-09-28 | Reishauer Ag | Verfahren und Einrichtung und Herstellung eines Grundkörpers mit Hartstoffpartikeln. |
| ES2756849T3 (es) | 2013-08-07 | 2020-04-27 | Reishauer Ag | Herramienta rectificadora y procedimiento para su fabricación |
-
2013
- 2013-08-07 ES ES13179579T patent/ES2756849T3/es active Active
- 2013-08-07 EP EP13179579.1A patent/EP2835220B1/de active Active
-
2014
- 2014-07-18 CN CN201480040678.0A patent/CN105612028B/zh active Active
- 2014-07-18 US US14/905,398 patent/US10160095B2/en active Active
- 2014-07-18 JP JP2016532297A patent/JP2016527095A/ja active Pending
- 2014-07-18 WO PCT/EP2014/065484 patent/WO2015018627A1/de active Application Filing
- 2014-07-18 RU RU2016103056A patent/RU2675328C2/ru active
- 2014-07-18 BR BR112016001035-3A patent/BR112016001035B1/pt active IP Right Grant
- 2014-07-18 KR KR1020157036998A patent/KR102256194B1/ko active IP Right Grant
-
2019
- 2019-02-04 JP JP2019017688A patent/JP7043438B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016527095A (ja) | 2016-09-08 |
| RU2016103056A (ru) | 2017-09-08 |
| CN105612028B (zh) | 2019-10-22 |
| ES2756849T3 (es) | 2020-04-27 |
| JP2019089199A (ja) | 2019-06-13 |
| CN105612028A (zh) | 2016-05-25 |
| EP2835220B1 (de) | 2019-09-11 |
| KR102256194B1 (ko) | 2021-05-26 |
| US10160095B2 (en) | 2018-12-25 |
| JP7043438B2 (ja) | 2022-03-29 |
| EP2835220A1 (de) | 2015-02-11 |
| RU2675328C2 (ru) | 2018-12-18 |
| WO2015018627A1 (de) | 2015-02-12 |
| US20160176018A1 (en) | 2016-06-23 |
| KR20160040146A (ko) | 2016-04-12 |
| BR112016001035A2 (pt) | 2017-07-25 |
| RU2016103056A3 (pt) | 2018-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112016001035B1 (pt) | Ferramenta de desbaste e método para a produção da mesma | |
| CN106607953B (zh) | 环切刀具 | |
| US11597053B2 (en) | Polishing pad, method for manufacturing polishing pad, and polishing method | |
| JP2014087924A5 (pt) | ||
| WO2011086450A3 (en) | Modelling plate for a stereolithography machine, stereolithography machine using said modelling plate and tool for cleaning said modelling plate | |
| ES2728472T3 (es) | Accesorio de corte para fresado | |
| JP2013014129A5 (ja) | スクライビングホイール及びスクライブ方法 | |
| JP2017527107A5 (pt) | ||
| DE112014007101T5 (de) | Schleifbürste | |
| JP2018529539A5 (pt) | ||
| EP3156206B1 (en) | Transfer roll for imprinting | |
| ES2929625T3 (es) | Procedimiento para fabricar una herramienta multidimensional escalable | |
| US10737361B2 (en) | Machining jig and machining method | |
| JP6093901B1 (ja) | 全周に亘らない溝を有する歯科用cadcam用被切削体 | |
| JP2014209927A5 (pt) | ||
| JP6247084B2 (ja) | ロウ付け穴あけ工具 | |
| ES2899358T3 (es) | Disco de corte | |
| EP2665583B1 (de) | Schleifkörper | |
| RU176175U1 (ru) | Сборный резец | |
| JP2003225831A5 (pt) | ||
| ITUB201543369U1 (it) | Utensile | |
| JP2016075834A (ja) | 鼻パッド | |
| JP2004264848A5 (pt) | ||
| JP3140334U (ja) | 磁気治療器 | |
| TH173654B (th) | เครื่องมือสำหรับการตัดแบบหมุนที่มีฟลุ้ตที่เป็นเกลียวด้านซ้ายและขวาจำนวนมาก ที่ได้รับการกำหนดล่วงหน้าและฟันสำหรับการตัดผิวหน้าส่วนปลาย |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B350 | Update of information on the portal [chapter 15.35 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 18/07/2014, OBSERVADAS AS CONDICOES LEGAIS. |