WO2025115122A1 - 切削工具 - Google Patents
切削工具 Download PDFInfo
- Publication number
- WO2025115122A1 WO2025115122A1 PCT/JP2023/042719 JP2023042719W WO2025115122A1 WO 2025115122 A1 WO2025115122 A1 WO 2025115122A1 JP 2023042719 W JP2023042719 W JP 2023042719W WO 2025115122 A1 WO2025115122 A1 WO 2025115122A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- flank
- cutting tool
- less
- rake face
- cutting edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
Definitions
- This disclosure relates to cutting tools.
- Patent Document 1 JP 2015-085462 A discloses a hard-coated cutting tool in which a diamond film is coated on a tool body having a cutting edge formed on the intersection ridge between the flank and rake face.
- the thickness of the diamond film on the flank side is 8 ⁇ m or more and 30 ⁇ m or less.
- the radius is 0.1 to 0.8 times the thickness of the diamond film on the flank side.
- the cutting tool according to the present disclosure is a cutting tool comprising a substrate and a diamond layer coating the substrate.
- the cutting tool comprises a rake face and a flank.
- the flank is continuous with the rake face.
- a ridge between the rake face and the flank constitutes a cutting edge.
- the diamond layer has a flank coating.
- the flank coating constitutes the flank.
- the thickness of the flank coating is 10 ⁇ m or more and 25 ⁇ m or less. In a cross section perpendicular to a tangent to the cutting edge, the radius of curvature of the cutting edge is less than the thickness of the flank coating multiplied by 0.3.
- the rake face includes a first portion.
- the first portion is constituted by the flank coating.
- the first portion is continuous with the flank.
- the maximum height roughness of the first portion is less than 2 ⁇ m.
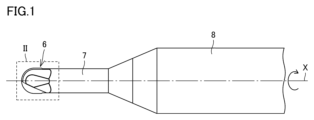
- FIG. 1 is a schematic plan view showing a cutting tool according to a first embodiment.
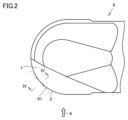
- FIG. 2 is an enlarged schematic plan view showing region II in FIG.
- FIG. 3 is an enlarged schematic side view showing the configuration of the cutting tool according to the first embodiment.
- FIG. 4 is a schematic cross-sectional view taken along line IV-IV in FIG.
- FIG. 5 is an enlarged schematic cross-sectional view showing a region V in FIG.
- FIG. 6 is a flow chart that illustrates a schematic diagram of a method for manufacturing a cutting tool according to the first embodiment.
- FIG. 7 is a schematic cross-sectional view showing a process of sharpening the cutting edge by laser processing the rake face.
- FIG. 8 is a schematic cross-sectional view showing the configuration of a cutting tool according to the second embodiment.
- FIG. 9 is a schematic cross-sectional view showing a step of sharpening the cutting edge by laser processing the rake face in the manufacturing method of the cutting tool according to the second embodiment.
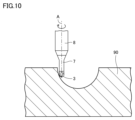
- FIG. 10 is a partial cross-sectional schematic view showing a cutting tool according to the present disclosure in use.
- An object of the present disclosure is to provide a cutting tool capable of improving the tool life. [Effects of the present disclosure] According to the present disclosure, it is possible to provide a cutting tool capable of improving the tool life.
- the cutting tool according to the present disclosure is a cutting tool having a substrate and a diamond layer coating the substrate.
- the cutting tool has a rake face and a flank.
- the flank is continuous with the rake face.
- the ridge between the rake face and the flank constitutes a cutting edge.
- the diamond layer has a flank coating.
- the flank coating constitutes the flank.
- the thickness of the flank coating is 10 ⁇ m or more and 25 ⁇ m or less. In a cross section perpendicular to a tangent to the cutting edge, the radius of curvature of the cutting edge is less than the thickness of the flank coating multiplied by 0.3.
- the rake face has a first portion.
- the first portion is constituted by the flank coating.
- the first portion is continuous with the flank.
- the maximum height roughness of the first portion is less than 2 ⁇ m.
- the cutting tool disclosed herein prevents a portion of the first portion from protruding excessively. This prevents chip adhesion from occurring at the excessively protruding portion. As a result, the tool life can be improved.
- the rake face may have a first rake face portion and a second rake face portion.
- the first rake face portion may be spaced apart from the flank face.
- the second rake face portion may be provided between the first rake face portion and the flank face.
- the second rake face portion may be continuous with each of the first rake face portion and the flank face.
- the second rake face portion may be inclined with respect to the first rake face portion in a direction from the first rake face portion toward the flank face. This makes it possible to increase the angle between the rake face and the flank face. This makes it possible to improve the strength of the cutting edge.
- the inclination angle of the second rake face relative to the first rake face may be 3° or more and 50° or less.
- the inclination angle of the second rake face 3° or more, it is possible to prevent the strength of the cutting edge from decreasing excessively.
- the second angle ⁇ 2 50° or less it is possible to prevent the sharpness of the cutting edge from decreasing excessively.
- the thickness of the flank coating portion may be 15 ⁇ m or more and 20 ⁇ m or less. This can improve the wear resistance of the cutting tool.
- the radius of curvature of the cutting edge in a cross section perpendicular to the tangent line of the cutting edge, may be less than the thickness of the flank covering portion multiplied by 0.1. This can improve the sharpness of the cutting edge.
- the substrate may be made of a cemented carbide containing tungsten carbide particles.
- the average particle size of the tungsten carbide particles may be 2 ⁇ m or less. This can prevent the diamond layer from peeling off from the substrate. As a result, the tool life can be further improved.
- the clearance angle of the clearance face may be 15° or more and 35° or less.
- the maximum height roughness of the first portion may be less than 1.5 ⁇ m.
- FIG. 1 is a schematic plan view showing a cutting tool according to the first embodiment.
- the cutting tool 100 according to the first embodiment has a tip portion 6, a body portion 7, and a shank portion 8.
- the cutting tool 100 is, for example, a ball end mill.
- the cutting tool 100 is, for example, a rotary cutting tool that rotates about an axis X as the rotation axis.
- FIG. 2 is an enlarged schematic plan view showing region II in FIG. 1.
- FIG. 3 is an enlarged schematic side view showing the configuration of cutting tool 100 according to the first embodiment.
- the enlarged schematic side view shown in FIG. 3 is an enlarged schematic side view seen along arrow A in FIG. 2.
- the cutting tool 100 has a rake face 1 and a flank face 2.
- the rake face 1 is continuous with the flank face 2.
- the ridge between the rake face 1 and the flank face 2 forms a cutting edge 3.
- the tangent to the cutting edge 3 is a first imaginary straight line 91.
- FIG. 4 is a schematic cross-sectional view taken along line IV-IV in FIG. 2.
- the cross section shown in FIG. 4 is perpendicular to the first imaginary straight line 91 (see FIG. 2).
- the cutting tool 100 has a substrate 4 and a diamond layer 5.
- the substrate 4 has a first surface 41 and a second surface 42.
- the first surface 41 constitutes, for example, a part of the rake face 1.
- the second surface 42 is continuous with the first surface 41.
- the second surface 42 is substantially parallel to the clearance face 2.
- the diamond layer 5 covers at least a portion of the substrate 4. Specifically, the diamond layer 5 covers the second surface 42.
- the diamond layer 5 constitutes the flank 2.
- the portion of the diamond layer 5 that constitutes the flank 2 is referred to as the flank coating portion 52.
- the first surface 41 is exposed from the diamond layer 5, for example.
- the diamond layer 5 contains, for example, diamond crystals.
- the diamond layer 5 is made of, for example, diamond polycrystals.
- the diamond layer 5 may contain components other than diamond (for example, amorphous components).
- the diamond layer 5 may not contain diamond crystals.
- the diamond layer 5 may be made of, for example, DLC (Diamond Like Carbon).
- the rake face 1 is, for example, planar.
- the rake face 1 is composed of the flank covering portion 52 and the base material 4.
- the portion of the rake face 1 composed of the flank covering portion 52 is defined as the first portion 16.
- the first portion 16 is continuous with the flank 2. From another perspective, the ridge between the first portion 16 and the flank 2 constitutes the cutting edge 3.
- the portion of the rake face 1 composed of the base material 4 is defined as the second portion 17. In other words, the rake face 1 has the first portion 16 and the second portion 17.
- the second portion 17 is substantially parallel to the first portion 16.
- the thickness H of the flank covering portion 52 is 10 ⁇ m or more and 25 ⁇ m or less.
- the thickness H is the thickness of the flank covering portion 52 in a direction perpendicular to the flank 2.
- the thickness H may be, for example, 15 ⁇ m or more and 20 ⁇ m or less, or 15 ⁇ m or more and 17 ⁇ m or less.
- the thickness H may be, for example, 12 ⁇ m or more, or 14 ⁇ m or more.
- the thickness H may be, for example, 22 ⁇ m or less, or 18 ⁇ m or less.
- Maximum height roughness As an index for quantifying surface roughness, there is a maximum height roughness defined as Rz (hereinafter also referred to as maximum height roughness Rz or Rz).
- the maximum height roughness Rz is a surface property parameter defined in JIS (Japanese Industrial Standards) B0601:2013.
- the Rz of the first portion 16 is less than 2 ⁇ m.
- the Rz of the first portion 16 may be, for example, 1.8 ⁇ m or less, less than 1.5 ⁇ m, or 1.2 ⁇ m or less.
- the Rz may be, for example, 0.01 ⁇ m or more, or 0.5 ⁇ m or more.
- Rz is measured, for example, using a laser microscope (OPTELICS HYBRID (trademark) manufactured by Lasertech). For example, five different measurement areas are set within the first portion 16. Each of the five measurement areas is a linear area. The position of each of the five measurement areas is set to any position within the first portion 16. The average value of Rz measured in each of the five measurement areas is set to the Rz of the first portion 16. In other words, the sum of the Rz values of the five measurement areas divided by 5 is set to the Rz of the first portion 16.
- the measurement pitch is, for example, 0.1 ⁇ m.
- the measurement range is, for example, 10 ⁇ m.
- ⁇ Radius of curvature and second inclination angle> 5 is an enlarged schematic cross-sectional view showing the region V in FIG. 4.
- the shape of the cutting edge 3 may be substantially arc-shaped.
- the radius of curvature R of the cutting edge 3 is less than the value obtained by multiplying the thickness H (see FIG. 4) of the flank covering portion 52 by 0.3.
- the radius of curvature R may be, for example, less than the value obtained by multiplying the thickness H by 0.2, or less than the value obtained by multiplying the thickness H by 0.1, or less than the value obtained by multiplying the thickness H by 0.08.
- the radius of curvature R is, for example, greater than the value obtained by multiplying the thickness H by 0.001.
- the radius of curvature R is, for example, 0.5 ⁇ m or more and 7 ⁇ m or less.
- a straight line perpendicular to the rake face 1 and tangent to the cutting edge 3 is defined as a second imaginary straight line 92.
- the flank 2 is inclined with respect to the second imaginary straight line 92 in a direction from the cutting edge 3 toward the rake face 1. From another perspective, the flank 2 is inclined with respect to the second imaginary straight line 92 in a direction from the front end 58 toward the rear end 59.
- the inclination angle (first angle ⁇ 1) of the flank 2 with respect to the second imaginary straight line 92 is, for example, 15° or more and 35° or less.
- the first angle ⁇ 1 may be, for example, 17° or more, or 19° or more.
- the first angle ⁇ 1 may be, for example, 33° or less, or 30° or less.
- the first angle ⁇ 1 is the clearance angle of the flank 2.
- the radius of curvature R and the first angle ⁇ 1 are measured, for example, using a non-contact surface property measuring device "PF-60" manufactured by Mitaka Koiki.
- PF-60 non-contact surface property measuring device
- five different measurement areas are set on the rake face 1 and the flank face 2.
- Each of the five measurement areas is a linear area that extends substantially perpendicular to the tangent line of the cutting edge 3 (first virtual straight line 91, see Figure 2) and intersects with the cutting edge 3.
- the position of each of the five measurement areas is set to any position within the first portion 16.
- the measurement pitch is, for example, 0.1 ⁇ m.
- the measurement range is, for example, 200 ⁇ m.
- each of the five measurement areas curves are obtained that indicate the shapes of the flank 2, cutting edge 3, and rake face 1. Based on the five curves obtained, the radius of curvature of the cutting edge 3 in each of the five measurement areas is measured. The average value of the radii of curvature of the cutting edge 3 in the five measurement areas is taken as the radius of curvature R of the cutting edge 3 in the cutting tool 100. In other words, the sum of the radii of curvature of the cutting edge 3 in the five measurement areas divided by five is taken as the radius of curvature R of the cutting edge 3 in the cutting tool 100.
- the inclination angle of the flank 2 relative to the second virtual straight line 92 in each of the five measurement areas is measured based on the five curves obtained.
- the average value of the inclination angles of the flank 2 relative to the second virtual straight line 92 in the five measurement areas is determined as the first angle ⁇ 1.
- the sum of the inclination angles of the flank 2 relative to the second virtual straight line 92 in the five measurement areas divided by 5 is determined as the first angle ⁇ 1.
- the substrate 4 is made of a cemented carbide containing, for example, tungsten carbide (WC) particles.
- the cemented carbide constituting the substrate 4 contains, for example, tungsten carbide particles and a binder such as cobalt.
- the average grain size of the WC grains contained in the cemented carbide constituting the substrate 4 is, for example, 2 ⁇ m or less.
- the average grain size of the WC grains contained in the cemented carbide constituting the substrate 4 may be, for example, 1.5 ⁇ m or less, or 1 ⁇ m or less.
- the average grain size of the WC grains contained in the cemented carbide constituting the substrate 4 may be, for example, 0.01 ⁇ m or more, or 0.1 ⁇ m or more.
- any surface or cross section of the cemented carbide is mirror-finished.
- mirror-finishing methods include polishing with diamond paste, using a Focused Ion Beam (FIB) device, using a Cross-section Polisher (CP) device, and combinations of these.
- FIB Focused Ion Beam
- CP Cross-section Polisher
- the machined surface of the cemented carbide is photographed using a scanning electron microscope (Hitachi High-Technologies Corporation, "S-3400N"). Three such images are prepared. Each of the three images captures a different area. The photographed location can be set as desired. The photographing conditions are backscattered electron images. The observation magnification is 5000x. The accelerating voltage is 10 kV.
- the three captured backscattered electron images are imported into a computer using image analysis software (ImageJ, version 1.51j8: https://imagej.nih.gov/ij/).
- imageJ image analysis software
- the three captured backscattered electron images are then subjected to binarization processing.
- the binarization processing is performed under conditions preset in the image analysis software by pressing the "Make Binary" button on the computer screen.
- tungsten carbide particles and areas other than tungsten carbide particles can be distinguished by the shade of color. For example, in the image after binarization processing, tungsten carbide particles are shown as black areas, and areas other than tungsten carbide particles are shown as white areas.
- a rectangular measurement field of view measuring 25.3 ⁇ m in length and 17.6 ⁇ m in width is set in each of the three images obtained after binarization processing.
- the circle equivalent diameter Heywood diameter: equivalent circle diameter with equal area
- the number-based arithmetic mean value of the circle equivalent diameters of all tungsten carbide particles in the three measurement fields of view is calculated. In this specification, this arithmetic mean value corresponds to the average circle equivalent diameter of WC particles.
- FIG. 6 is a flow diagram that shows a schematic diagram of a method for manufacturing a cutting tool according to the first embodiment.
- the method for manufacturing a cutting tool 100 includes a step of forming a diamond layer on a substrate (S10), a step of sharpening the cutting edge by laser processing the rake face (S20), and a step of smoothing the rake face using ion etching (S30).
- a step (S10) of depositing a diamond layer on a substrate is performed.
- the diamond layer 5 is deposited on the substrate 4 using, for example, HFCVD (Hot Filament Chemical Vapor Deposition).
- HFCVD Hot Filament Chemical Vapor Deposition
- FIG. 7 is a schematic cross-sectional view showing the step (S20) of sharpening the cutting edge by laser processing the rake face.
- a laser 81 is irradiated toward the cutting tool 100.
- the irradiation direction of the laser 81 is along the arrow B.
- the irradiation direction of the laser 81 is, for example, substantially parallel to the rake face 1. From another perspective, the irradiation direction of the laser 81 is, for example, substantially parallel to the first surface 41.
- a laser processing area 82 is formed around the focal point F of the laser 81.
- the laser processing area 82 is an area where the energy of the laser 81 is concentrated.
- the portion of the cutting tool 100 that is within the laser processing area 82 is removed.
- the diamond layer 5 that constitutes the rake face 1 is removed within a predetermined range. This makes it possible to sharpen the cutting edge 3. In other words, the radius of curvature R of the cutting edge 3 can be reduced.
- the direction of irradiation of the laser 81 When the direction of irradiation of the laser 81 is perpendicular to the cutting face 1, most of the irradiated laser 81 hits the cutting tool 100. In this case, the area of the diamond layer 5 that heats up due to irradiation of the laser 81 becomes large. Therefore, the surface roughness of the diamond layer 5 is likely to deteriorate due to the heat generation. Specifically, for example, the surface roughness of the diamond layer 5 deteriorates due to an oxidation reaction occurring in the heated diamond layer 5.
- the irradiation direction of the laser 81 is substantially parallel to the rake face 1. Therefore, part of the laser 81 passes through the focal point F without hitting the cutting tool 100. This makes it possible to reduce the area of the diamond layer 5 that generates heat due to irradiation with the laser 81. As a result, it is possible to suppress deterioration of the surface roughness of the diamond layer 5. By suppressing deterioration of the surface roughness of the diamond layer 5, it is possible to shorten the processing time in the step (S30) of smoothing the rake face using ion etching, which will be described later.
- a step (S30) of smoothing the rake face using ion etching is performed. Ion etching is performed so that each of the rake face 1 and the flank face 2 is etched. The rake face 1 is smoothed. Specifically, the maximum height roughness of the first portion 16 is reduced.
- the processing time for the ion etching is set to, for example, 0.3 hours. By setting the processing time for the ion etching to about 0.3 hours, it is possible to prevent the thickness H (see FIG. 4) of the flank face covering portion 52 from becoming excessively small. In this manner, the cutting tool 100 according to the first embodiment shown in FIGS. 1 to 4 is manufactured.
- the cutting tool 100 according to the second embodiment differs from the cutting tool 100 according to the first embodiment mainly in that the rake face 1 has a first rake face portion 11 and a second rake face portion 12, and is substantially the same as the cutting tool 100 according to the first embodiment in other respects.
- the following description will focus on the differences from the cutting tool 100 according to the first embodiment.
- FIG. 8 is a schematic cross-sectional view showing the configuration of a cutting tool 100 according to the second embodiment.
- the cross-section shown in FIG. 8 corresponds to the cross-section shown in FIG. 4.
- the diamond layer 5 may cover the first surface 41 of the substrate 4.
- the portion of the diamond layer 5 covering the first surface 41 is defined as a rake face covering portion 51.
- the diamond layer 5 has a rake face covering portion 51 and a flank face covering portion 52.
- the scooping surface 1 may have a first scooping surface portion 11 and a second scooping surface portion 12.
- the first scooping surface portion 11 is formed, for example, by a diamond layer 5.
- the first scooping surface portion 11 is spaced apart from the flank surface 2.
- the first scooping surface portion 11 is substantially parallel to the first surface 41.
- the second scooping surface portion 12 is provided between the first scooping surface portion 11 and the flank surface 2.
- the second scooping surface portion 12 is connected to both the first scooping surface portion 11 and the flank surface 2.
- the ridge between the second scooping surface portion 12 and the flank surface 2 forms the cutting edge 3.
- the second scooping surface portion 12 is inclined relative to the first scooping surface portion 11 in a direction from the first scooping surface portion 11 toward the clearance surface 2. Specifically, in a direction perpendicular to the scooping surface 1, the second scooping surface portion 12 is inclined in a direction from the first scooping surface portion 11 toward the clearance surface 2. Note that when the scooping surface 1 has the first scooping surface portion 11 and the second scooping surface portion 12, the direction perpendicular to the scooping surface 1 is defined as the direction perpendicular to the first scooping surface portion 11.
- the inclination angle of the second rake surface portion 12 relative to the first rake surface portion 11 is set to a second angle ⁇ 2.
- the second angle ⁇ 2 is the angle between an extension line 93 of the first rake surface portion 11 and the second rake surface portion 12.
- the second angle ⁇ 2 is, for example, 3° or more and 50° or less.
- the second angle ⁇ 2 may be, for example, 3° or more and 40° or less.
- the second angle ⁇ 2 may be, for example, 5° or more, or 10° or more.
- the second angle ⁇ 2 may be, for example, 35° or less, 30° or less, or 20° or less.
- the second scooping surface portion 12 is composed of a first portion 16, a second portion 17, and a third portion 18.
- the first portion 16 is provided between the flank surface 2 and the second portion 17.
- the second portion 17 is a portion of the second scooping surface portion 12 that is composed of the base material 4.
- the second portion 17 is continuous with the first portion 16.
- the second portion 17 is spaced apart from the flank surface 2.
- the second portion 17 is provided between the first portion 16 and the third portion 18.
- the third portion 18 is a portion of the second scooping surface portion 12 that is constituted by the scooping surface covering portion 51.
- the third portion 18 is provided between the second portion 17 and the first scooping surface portion 11.
- the third portion 18 is connected to both the second portion 17 and the first scooping surface portion 11.
- the third portion 18 is spaced apart from the first portion 16.
- the width W of the second scooping surface portion 12 in a direction perpendicular to the tangent of the cutting edge 3 is, for example, 0.01 mm or more and 0.2 mm or less.
- the second portion 17 is continuous with each of the first surface 41 and the second surface 42.
- the second portion 17 is provided between the first surface 41 and the second surface 42.
- the second portion 17 is inclined relative to the first surface 41 in a direction from the first scooping surface portion 11 toward the clearance surface 2.
- the second surface 42 is spaced apart from the first surface 41.
- FIG. 9 is a schematic cross-sectional view showing a step (S20) of sharpening the cutting edge by laser processing the rake face in the manufacturing method of the cutting tool 100 according to the second embodiment.
- the irradiation direction of the laser 81 (arrow B) is inclined with respect to the rake face 1.
- the irradiation direction of the laser 81 is, for example, substantially inclined with respect to the first surface 41.
- the inclination angle of the irradiation direction of the laser 81 with respect to the rake face 1 is the second angle ⁇ 2 (see FIG. 8). From another perspective, the irradiation direction of the laser 81 is substantially parallel to the second rake face portion 12 (see FIG. 8). As a result, the second rake face portion 12 is formed while reducing the curvature radius R of the cutting edge 3.
- FIG. 10 is a partial cross-sectional schematic diagram showing a state in which the cutting tool 100 according to the present disclosure is used.
- a workpiece 90 is prepared.
- the workpiece 90 is made of, for example, a cemented carbide alloy.
- the workpiece 90 is made of, for example, a cemented carbide alloy.
- the workpiece 90 may be made of, for example, ceramics such as alumina, silicon carbide, silicon, and CFRP (Carbon Fiber Reinforced Plastics).
- the cutting tool 100 rotates about the axis X, the cutting edge 3 comes into contact with the workpiece 90. This causes the workpiece 90 to be cut.
- the effects of the cutting tool 100 according to the present disclosure will be described.
- the workpiece is made of a hard and brittle material such as cemented carbide
- a cutting tool having a diamond layer with high hardness is usually used.
- the cutting edge of the cutting tool is covered with a diamond layer, the cutting edge becomes rounded as the thickness of the diamond layer increases. In this case, the tool is more likely to be damaged due to the deterioration of the sharpness of the cutting edge.
- the thickness of the diamond layer is excessively thin, the wear resistance of the tool is excessively reduced.
- the diamond layer 5 has a flank coating portion 52.
- the flank coating portion 52 constitutes the flank 2.
- the rake face 1 has a first portion 16.
- the first portion 16 is constituted by the flank coating portion 52.
- the maximum height roughness of the first portion 16 is less than 2 ⁇ m. In this way, excessive protrusion of a part of the first portion 16 is suppressed.
- the cutting tool 100 is used to cut the workpiece 90, the chips are likely to come into contact with the first portion 16. Therefore, adhesion of the chips starting from the excessively protruding portion can be suppressed. As a result, the tool life can be improved.
- the thickness of the flank coating portion 52 is 10 ⁇ m or more and 25 ⁇ m or less. By making the thickness of the flank coating portion 52 10 ⁇ m or more, the wear resistance of the cutting tool 100 can be sufficiently improved.
- the radius of curvature R of the cutting edge 3 is less than the thickness of the flank covering portion 52 multiplied by 0.3. This makes it possible to sufficiently improve the sharpness of the cutting edge 3. As a result, damage to the tool can be made less likely to progress.
- the rake face 1 has a first rake face portion 11 and a second rake face portion 12.
- the second rake face portion 12 is inclined relative to the first rake face portion 11 in a direction from the first rake face portion 11 toward the flank face 2. This makes it possible to increase the angle between the rake face 1 and the flank face 2. This makes it possible to improve the strength of the cutting edge 3.
- the inclination angle (second angle ⁇ 2) of the second rake surface portion 12 relative to the first rake surface portion 11 is 3° or more and 50° or less.
- the second angle ⁇ 2 3° or more it is possible to prevent the angle between the second rake surface portion 12 and the flank 2 from becoming excessively small. This makes it possible to prevent the strength of the cutting edge 3 from decreasing excessively.
- the second angle ⁇ 2 50° or less it is possible to prevent the angle between the second rake surface portion 12 and the flank 2 from becoming excessively large. This makes it possible to prevent the sharpness of the cutting edge 3 from decreasing excessively.
- the substrate 4 is made of a cemented carbide alloy containing tungsten carbide particles.
- the average particle size of the tungsten carbide particles is 2 ⁇ m or less.
- the adhesion between the substrate 4 and the diamond layer 5 improves. Therefore, by having the average particle size of the tungsten carbide particles be 2 ⁇ m or less, the adhesion between the substrate 4 and the diamond layer 5 can be improved. This can prevent the diamond layer 5 from peeling off from the substrate 4. As a result, the tool life can be further improved.
- the cutting tool 100 is described as being a ball end mill, but the cutting tool 100 according to the present disclosure is not limited to a ball end mill.
- the cutting tool 100 may be a radius end mill or the like.
- the cutting tool 100 may be a turning tool such as a cutting insert.
- Sample preparation First, cutting tools 100 according to Samples 1 to 22 were prepared. Samples 1, 3, 4, 8 to 18, and 22 are examples. Samples 2, 5 to 7, and 19 to 21 are comparative examples.
- the cutting tools 100 according to Samples 1 to 22 were manufactured according to the manufacturing method of the cutting tool 100 according to the present disclosure described above. Specifically, the cutting tools 100 were manufactured using the conditions shown in Table 1 below.
- Table 1 shows the manufacturing conditions and parameters of the cutting tool 100 in samples 1 to 22.
- the step (S20) of sharpening the cutting edge by laser processing the rake face was performed.
- the irradiation direction of the laser 81 was parallel to the rake face 1.
- the irradiation direction of the laser 81 was inclined with respect to the rake face 1.
- the cutting tool 100 according to samples 8 to 18 and 22 had a second rake face portion 12.
- the irradiation direction of the laser 81 was perpendicular to the rake face 1.
- the step (S20) of sharpening the cutting edge by laser processing the rake face was not performed.
- the second angle ⁇ 2 was 0°. In other words, in samples 1 to 7 and 19 to 21, the rake face 1 was flat (see FIG. 4). In samples 8 to 18 and 22, the second angle ⁇ 2 was 3° or more and 55° or less. In other words, in samples 8 to 18 and 22, the rake face 1 had a first rake face portion 11 and a second rake face portion 12 (see FIG. 7).
- the thickness H was 10.1 ⁇ m or more and 24.8 ⁇ m or less.
- the value obtained by dividing the radius of curvature R by the thickness H (R/H) was 0.076 or more and 0.272 or less.
- the radius of curvature R was equal to or more than the value obtained by multiplying the thickness H by 0.076 and equal to or less than the value obtained by multiplying the thickness H by 0.272.
- the Rz of the first portion 16 was equal to or more than 0.08 ⁇ m and equal to or less than 1.92 ⁇ m.
- the value (R/H) of the radius of curvature R divided by the thickness H was 0.3 or more.
- the thickness H of the flank covering portion 52 was less than 10 ⁇ m.
- the thickness H was greater than 25 ⁇ m.
- the Rz of the first portion 16 was 2 ⁇ m or more.
- the average particle size of the tungsten carbide particles contained in the cemented carbide constituting the substrate 4 was 0.5 ⁇ m or less and 3 ⁇ m or less.
- the average particle size of the tungsten carbide particles was 0.5 ⁇ m or more and 2 ⁇ m or less.
- the first angle ⁇ 1 was 15° or more and 40° or less.
- the radius of the tip 6 was 0.5 mm.
- the tool life of the cutting tools 100 according to Samples 1 to 22 was evaluated. Specifically, the cutting tools 100 according to Samples 1 to 22 were used to drill a hemispherical hole having a diameter of 10 mm and a depth of 5 mm in the workpiece 90.
- the workpiece 90 was made of cemented carbide.
- the rotation speed of the cutting tool 100 was 30,000 rpm.
- the table feed rate was 200 m/min.
- the cutting depth in the direction parallel to the axis X (axial cutting depth ap) was 0.04 mm.
- the cutting depth in the direction perpendicular to the axis X (radial cutting depth ae) was 0.2 mm.
- the volume (machined volume) of the workpiece 90 that the cutting tool 100 was able to cut before it broke was measured.
- Table 2 shows the evaluation results for Samples 1 to 22. As shown in Table 2, the processed volume was 679.9 mm3 or less in the samples according to the comparative examples (Samples 2, 5 to 7, and 19 to 21). The processed volume was 1046 mm3 or more in the samples according to the examples (Samples 1, 3, 4, 8 to 18, and 22).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/042719 WO2025115122A1 (ja) | 2023-11-29 | 2023-11-29 | 切削工具 |
| JP2024543347A JP7687789B1 (ja) | 2023-11-29 | 2023-11-29 | 切削工具 |
| TW113117730A TW202521256A (zh) | 2023-11-29 | 2024-05-14 | 切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/042719 WO2025115122A1 (ja) | 2023-11-29 | 2023-11-29 | 切削工具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025115122A1 true WO2025115122A1 (ja) | 2025-06-05 |
Family
ID=95894981
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/042719 Pending WO2025115122A1 (ja) | 2023-11-29 | 2023-11-29 | 切削工具 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7687789B1 (https=) |
| TW (1) | TW202521256A (https=) |
| WO (1) | WO2025115122A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0899201A (ja) * | 1994-10-03 | 1996-04-16 | Showa Denko Kk | 硬質膜被覆切削工具 |
| JP2002370107A (ja) * | 2001-06-15 | 2002-12-24 | Osg Corp | ダイヤモンド被覆切削工具 |
| JP2015085462A (ja) | 2013-10-31 | 2015-05-07 | ユニオンツール株式会社 | 硬質皮膜被覆切削工具 |
| WO2018003272A1 (ja) * | 2016-06-29 | 2018-01-04 | 住友電工ハードメタル株式会社 | 切削工具 |
| JP2018103338A (ja) * | 2016-12-28 | 2018-07-05 | 三菱マテリアル株式会社 | ダイヤモンド被覆回転切削工具及びその製造方法 |
-
2023
- 2023-11-29 WO PCT/JP2023/042719 patent/WO2025115122A1/ja active Pending
- 2023-11-29 JP JP2024543347A patent/JP7687789B1/ja active Active
-
2024
- 2024-05-14 TW TW113117730A patent/TW202521256A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0899201A (ja) * | 1994-10-03 | 1996-04-16 | Showa Denko Kk | 硬質膜被覆切削工具 |
| JP2002370107A (ja) * | 2001-06-15 | 2002-12-24 | Osg Corp | ダイヤモンド被覆切削工具 |
| JP2015085462A (ja) | 2013-10-31 | 2015-05-07 | ユニオンツール株式会社 | 硬質皮膜被覆切削工具 |
| WO2018003272A1 (ja) * | 2016-06-29 | 2018-01-04 | 住友電工ハードメタル株式会社 | 切削工具 |
| JP2018103338A (ja) * | 2016-12-28 | 2018-07-05 | 三菱マテリアル株式会社 | ダイヤモンド被覆回転切削工具及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202521256A (zh) | 2025-06-01 |
| JPWO2025115122A1 (https=) | 2025-06-05 |
| JP7687789B1 (ja) | 2025-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111163890B (zh) | 金刚石包覆旋转切削工具 | |
| JP6950183B2 (ja) | ダイヤモンド被覆回転切削工具及びその製造方法 | |
| CN110997203B (zh) | 切削工具及其制造方法 | |
| CN109070246B (zh) | 切削工具 | |
| CN1310069A (zh) | 圆头铣刀 | |
| JP7046802B2 (ja) | 切削工具 | |
| JP7067828B2 (ja) | 切削工具 | |
| JP7137107B2 (ja) | ボールエンドミル | |
| WO2018061408A1 (ja) | 切削工具 | |
| CN111050964B (zh) | 旋转切削工具 | |
| JP7687789B1 (ja) | 切削工具 | |
| JP3477183B2 (ja) | ダイヤモンド被覆切削工具 | |
| JP3477182B2 (ja) | ダイヤモンド被覆切削工具 | |
| JP7362925B2 (ja) | 工具及び工具の製造方法 | |
| JP2005103658A (ja) | スローアウェイチップ | |
| WO2021241499A1 (ja) | 被覆工具及びこれを備えた切削工具 | |
| JP2021011015A (ja) | ダイヤモンド被覆回転切削工具の製造方法 | |
| JP5349164B2 (ja) | 切削工具 | |
| JP3657546B2 (ja) | ドリル | |
| WO2021260778A1 (ja) | 工具及び工具の製造方法 | |
| JP2022111374A (ja) | リーマの製造方法 | |
| WO2021260777A1 (ja) | 工具及び工具の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2024543347 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024543347 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23960142 Country of ref document: EP Kind code of ref document: A1 |