WO2025022774A1 - 回転電機用ステータ、回転電機用ロータ、発泡性接着シート、回転電機用ステータの製造方法、および回転電機用ロータの製造方法 - Google Patents
回転電機用ステータ、回転電機用ロータ、発泡性接着シート、回転電機用ステータの製造方法、および回転電機用ロータの製造方法 Download PDFInfo
- Publication number
- WO2025022774A1 WO2025022774A1 PCT/JP2024/018487 JP2024018487W WO2025022774A1 WO 2025022774 A1 WO2025022774 A1 WO 2025022774A1 JP 2024018487 W JP2024018487 W JP 2024018487W WO 2025022774 A1 WO2025022774 A1 WO 2025022774A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive
- layer
- adhesive layer
- adhesive sheet
- coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/32—Insulating of coils, windings, or parts thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/12—Insulating of windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/32—Windings characterised by the shape, form or construction of the insulation
- H02K3/34—Windings characterised by the shape, form or construction of the insulation between conductors or between conductor and core, e.g. slot insulation
Definitions
- sheet also includes materials called “films.”
- films also includes materials called “sheets.”
- a foam layer has low thermal conductivity and is insulating. Therefore, when a coil is fixed to a stator core using a foam adhesive sheet, there is a risk that heat dissipation may decrease. In particular, heat dissipation is impaired when the foam layer is in contact with the coil.
- a non-foam layer has a higher thermal conductivity than a foam layer because it does not substantially have bubbles caused by a foaming agent.
- the adhesive sheet is arranged so that the non-foam layer faces the coil, and thus heat generated from the coil is conducted via the non-foam layer. This improves heat dissipation.
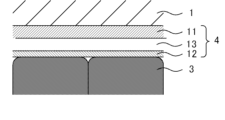
- a slot 2 of a stator core 1 may have multiple coils 3 arranged therein.
- the gap becomes an air layer, and heat generated from the coils is conducted through the air layer.
- a foam layer adhesive composition containing a foaming agent is used for the foam layer, and when the coil is fixed to the stator core, the foam layer adhesive composition foams and hardens. Therefore, if the adhesive sheet is arranged so that the foam layer faces the coil side, the gap between the coils is filled with the foam layer, and the air layer does not exist, so that the heat dissipation performance is reduced.
- the thickness of the foam layer is equal to or greater than the thickness of the non-foaming layer, and the ratio of the thickness of the foam layer to the thickness of the non-foaming layer is within a predetermined range, so that even if the thickness of the foam layer before foaming and curing becomes thin due to tensile stress at the bent portion, the foamability can be suppressed from decreasing. Therefore, sufficient foamability can be ensured.
- Adhesive Sheet has a foam layer and a non-foam layer, and is disposed between the stator core and the coil such that the non-foam layer faces the coil and the foam layer faces the stator core.
- the adhesive sheet is disposed between the stator core and the coil such that the non-foam layer contacts the coil and the foam layer contacts the stator core.
- the foam layer in the present disclosure is a layer containing bubbles.
- the foam layer contains a foamed, cured product of an adhesive composition that contains a curable adhesive and a blowing agent.
- Curable adhesive used in the foam layer in the present disclosure may be a curable adhesive generally used in the adhesive layer of a foamable adhesive sheet.
- the curable adhesive include a thermosetting adhesive.
- the first epoxy resin has a softening temperature of 50° C. or higher and an epoxy equivalent of 5000 g/eq.
- the first epoxy resin has a relatively low softening temperature (relatively high crystallinity) compared to the second epoxy resin described later.
- the first epoxy resin has relatively high crystallinity and a low molecular weight, and therefore is likely to improve adhesion and blocking resistance after foaming and curing.
- the first epoxy resin has a low molecular weight, so that the crosslink density can be increased, and an adhesive layer having good mechanical strength, chemical resistance, and curing properties can be obtained.
- the first epoxy resin is preferably an epoxy resin that is solid at room temperature (23° C.).
- m in R1 is 1, that is, R1 is -CH2- .
- p in R2 and R3 is 1, that is, R2 and R3 are -CH3 .
- the hydrogen bonded to the benzene ring in general formula (1) may be substituted with other elements or other groups.
- the weight average molecular weight (Mw) of the second epoxy resin is usually larger than the weight average molecular weight (Mw) of the first epoxy resin.
- the Mw of the second epoxy resin is usually 20,000 or more, and may be 30,000 or more, or may be 35,000 or more. On the other hand, the Mw of the second epoxy resin is, for example, 100,000 or less.
- the epoxy equivalent of the second epoxy resin may be greater than, less than, or the same as the epoxy equivalent of the first epoxy resin.
- the epoxy equivalent of the second epoxy resin is, for example, 4000 g/eq or more, may be 5000 g/eq or more, or may be 6000 g/eq or more.
- the epoxy equivalent of the second epoxy resin is, for example, 20000 g/eq or less.
- the second epoxy resin may be a monofunctional epoxy resin, a difunctional epoxy resin, a trifunctional epoxy resin, or a tetrafunctional or higher epoxy resin.
- the softening temperature of the second epoxy resin is usually higher than the softening temperature of the first epoxy resin.
- the difference between the two is, for example, 10°C or more, and may be 20°C or more, or 30°C or more.
- the softening temperature of the second epoxy resin is, for example, 80°C or more, and may be 90°C or more.
- the softening temperature of the second epoxy resin is, for example, 180°C or less.
- the island portion can be made small.
- the (meth)acrylic acid ester copolymer may also be a modified product in which the above-mentioned polar group has been introduced into a portion of the first polymer portion or the second polymer portion.
- the Tg of the first polymer portion contained in the (meth)acrylic acid ester copolymer is 10°C or less, and is within the range of -150°C or more and 10°C or less, particularly within the range of -130°C or more and 0°C or less, and particularly within the range of -110°C or more and -10°C or less.
- the Tg of the second polymer portion contained in the (meth)acrylic acid ester copolymer is 20°C or higher, and is within the range of 20°C or higher and 150°C or lower, particularly within the range of 30°C or higher and 150°C or lower, and particularly within the range of 40°C or higher and 150°C or lower.
- the second polymer portion contained in the (meth)acrylic acid ester copolymer may be either a homopolymer or a copolymer, but is preferably a homopolymer.
- the monomer component constituting the second polymer portion may be any monomer component capable of obtaining a second polymer portion having a Tg in a predetermined range, and examples of such monomer components include acrylic acid ester monomers such as methyl methacrylate, other monomers such as acrylamide, styrene, vinyl chloride, amide, acrylonitrile, cellulose acetate, phenol, urethane, vinylidene chloride, methylene chloride, and methacrylonitrile, and polar group-containing monomers containing the polar groups described above.
- a specific example of a (meth)acrylic acid ester copolymer having the above-mentioned first polymer portion and second polymer portion is the above-mentioned MMA-BA-MMA copolymer.
- a curing agent generally used in an epoxy resin adhesive can be used.
- the curing agent is a curing agent that undergoes a curing reaction by heat.
- the curing agent is preferably a solid at room temperature (23°C).
- a curing agent that is a solid at room temperature can extend the storage stability (pot life) compared to a curing agent that is a liquid at room temperature.
- the curing agent may also be a latent curing agent.
- the curing agent may also be used alone or in combination of two or more types.
- the reaction start temperature of the curing agent is, for example, 110°C or higher, and may be 130°C or higher. If the reaction start temperature is too low, the reaction starts early, and curing occurs in a state where the flexibility and fluidity of the resin component is low, which may make it difficult to achieve uniform curing. On the other hand, the reaction start temperature of the curing agent is, for example, 200°C or lower. If the reaction start temperature is too high, the resin component may deteriorate. Note that when a resin with high heat resistance, such as a phenolic resin, is used in addition to the epoxy resin, the resin component is less likely to deteriorate, so the reaction start temperature of the curing agent may be, for example, 300°C or lower.
- the reaction start temperature of the curing agent is measured using a differential scanning calorimeter (DSC).
- curing agents include imidazole-based curing agents, phenol-based curing agents, amine-based curing agents, acid anhydride-based curing agents, isocyanate-based curing agents, and thiol-based curing agents.
- imidazole-based curing agents examples include imidazole, 2-phenyl-4,5-dihydroxymethylimidazole, 2-phenyl-4-methyl-5-hydroxymethylimidazole, 2-methylimidazole, 2-ethylimidazole, 2-ethyl-4-methylimidazole, 2-isopropylimidazole, 2-phenylimidazole, carboxylates of imidazole compounds, and adducts with epoxy compounds. It is also preferable that imidazole-based curing agents have hydroxyl groups. As crystallization occurs through hydrogen bonds between hydroxyl groups, the reaction initiation temperature tends to be high.
- a phenol-based hardener is a phenol resin. Further, an example of a phenol resin is a resol-type phenol resin or a novolac-type phenol resin. From the viewpoint of adhesion to the substrate after foaming and curing and crack resistance after foaming and curing, a phenol-type novolac resin with a Tg of 110°C or less is particularly preferred.
- a phenol-based hardener and an imidazole-based hardener may be used in combination. In that case, it is preferable to use an imidazole-based hardener as a curing catalyst.
- dicyandiamide-based hardeners such as dicyandiamide (DICY), organic acid dihydrazide-based hardeners, amine adduct-based hardeners, and ketimine-based hardeners can be used as amine-based hardeners.
- DIY dicyandiamide
- organic acid dihydrazide-based hardeners organic acid dihydrazide-based hardeners
- amine adduct-based hardeners ketimine-based hardeners
- acid anhydride curing agents examples include alicyclic acid anhydrides (liquid acid anhydrides) such as hexahydrophthalic anhydride (HHPA) and methyltetrahydrophthalic anhydride (MTHPA); and aromatic acid anhydrides such as trimellitic anhydride (TMA), pyromellitic anhydride (PMDA), and benzophenonetetracarboxylic dianhydride (BTDA).
- liquid acid anhydrides such as hexahydrophthalic anhydride (HHPA) and methyltetrahydrophthalic anhydride (MTHPA)
- aromatic acid anhydrides such as trimellitic anhydride (TMA), pyromellitic anhydride (PMDA), and benzophenonetetracarboxylic dianhydride (BTDA).
- Thiolic curing agents include, for example, ester-bonded thiol compounds, aliphatic ether-bonded thiol compounds, and aromatic ether-bonded thiol compounds.
- the foaming agent used in the foam layer of the present disclosure may be any foaming agent generally used in the adhesive layer of a foamable adhesive sheet.
- the foaming agent is a foaming agent that undergoes a foaming reaction by heat.
- a foaming agent is a microcapsule type foaming agent. It is preferable that the microcapsule type foaming agent has a thermal expansion agent such as a hydrocarbon as the core and a resin such as an acrylonitrile copolymer as the shell.
- the foaming start temperature of the foaming agent is preferably equal to or higher than the softening temperature of the base of the thermosetting adhesive, such as epoxy resin, and equal to or lower than the activation temperature of the curing reaction of the base of the thermosetting adhesive, such as epoxy resin.
- the foaming start temperature of the foaming agent is, for example, 70°C or higher, and may be 100°C or higher. If the foaming start temperature is too low, the reaction starts early, and foaming occurs in a state where the flexibility and fluidity of the resin component is low, making it difficult to achieve uniform foaming. On the other hand, the foaming start temperature of the foaming agent is, for example, 210°C or lower. If the reaction start temperature is too high, the resin component may deteriorate.
- the average particle size of the foaming agent may be, for example, 10 ⁇ m or more, 13 ⁇ m or more, or 17 ⁇ m or more.
- the average particle size of the foaming agent is preferably equal to or less than the thickness of the adhesive layer composed of the adhesive composition, and may be, for example, 44 ⁇ m or less, 30 ⁇ m or less, or 24 ⁇ m or less.
- the expansion ratio of the foaming agent at its maximum expansion temperature is, for example, 1.5 times or more, and may be 2 times or more. On the other hand, the expansion ratio of the foaming agent at its maximum expansion temperature is, for example, 15 times or less, and may be 10 times or less.
- the expansion ratio of the foaming agent is the ratio of the diameter of the foaming agent after expansion to the diameter of the foaming agent before expansion.
- the foam layer may be a continuous layer or a discontinuous layer.
- discontinuous layers include stripes, dots, and other patterns.
- the foam layer contains a foamed and cured product of the adhesive composition.
- Methods for foaming and curing the adhesive composition include heating.
- the non-foamed layer in the present disclosure is a layer that is substantially free of bubbles derived from a foaming agent.
- the non-foamed layer in the present disclosure contains a curable adhesive and contains a cured product of an adhesive composition that does not contain a foaming agent.
- the thickness of the non-foamed layer is not particularly limited as long as it satisfies the above-mentioned thickness relationship, and is appropriately set according to the application.
- the thickness of the non-foamed layer is, for example, 10 ⁇ m or more, may be 15 ⁇ m or more, or may be 20 ⁇ m or more.
- the thickness of the non-foamed layer is, for example, 200 ⁇ m or less, may be 150 ⁇ m or less, or may be 100 ⁇ m or less.
- the thickness of the non-foamed layer is, for example, 10 ⁇ m or more and 200 ⁇ m or less, may be 15 ⁇ m or more and 150 ⁇ m or less, or may be 20 ⁇ m or more and 100 ⁇ m or less. If the non-foamed layer is too thin, sufficient adhesiveness may not be obtained. If the non-foamed layer is too thick, the thickness of the foamed layer becomes relatively thin, making it difficult to fill the gap between the stator core and the coil with the adhesive sheet, and adhesiveness may decrease.
- the non-foamed layer contains a cured product of the adhesive composition.
- Methods for curing the adhesive composition include heating.
- the adhesive sheet in the present disclosure may have a substrate between the foam layer and the non-foam layer.
- a substrate is disposed between the foam layer and the non-foam layer, the insulating properties of the adhesive sheet can be improved.
- the adhesive sheet before foaming and curing can be made easier to handle and work with.
- the overall thickness of the adhesive sheet before foaming and curing can be reduced, and the adhesive sheet before foaming and curing can be inserted into a narrow gap.
- a substrate 13 is disposed between the foamed layer 11 and the non-foamed layer 12.
- a substrate 13 is not disposed between the foamed layer 11 and the non-foamed layer 12.
- the resin contained in the resin substrate may be, for example, a polyester resin, a polycarbonate, a polyarylate, a polyurethane, a polyamide resin, a polyimide resin, a polysulfone resin, a polyether ketone resin, a polyphenylene sulfide (PPS), or a modified polyphenylene oxide.
- the polyester resin may be, for example, a polyethylene terephthalate (PET), a polybutylene terephthalate, a polyethylene naphthalate (PEN), or an aromatic polyester.
- the polyamide resin may be, for example, a polyamide or a polyether amide.
- the polyimide resin may be, for example, a polyimide, a polyether imide, or a polyamide imide.
- the polysulfone resin may be, for example, a polysulfone or a polyether sulfone.
- the polyether ketone resin may be, for example, a polyether ketone or a polyether ether ketone.
- the resin may also be a liquid crystal polymer (LCP).
- the glass transition temperature of the resin is, for example, 80°C or higher, may be 140°C or higher, or may be 200°C or higher.
- nonwoven fabrics include nonwoven fabrics containing fibers such as cellulose fibers, polyester fibers, nylon fibers, aramid fibers, polyphenylene sulfide fibers, liquid crystal polymer fibers, glass fibers, metal fibers, and carbon fibers.
- fibers such as cellulose fibers, polyester fibers, nylon fibers, aramid fibers, polyphenylene sulfide fibers, liquid crystal polymer fibers, glass fibers, metal fibers, and carbon fibers.
- the substrate may be surface-treated to improve adhesion to the foamed and non-foamed layers.
- the thickness of the substrate is not particularly limited, but may be, for example, 2 ⁇ m or more, 5 ⁇ m or more, or 9 ⁇ m or more.
- the thickness of the substrate may be, for example, 200 ⁇ m or less, 100 ⁇ m or less, or 50 ⁇ m or less.
- the adhesive sheet in the present disclosure may have a first intermediate layer between the substrate and the foam layer.
- the adhesive sheet in the present disclosure may have a second intermediate layer between the substrate and the non-foam layer.
- the first intermediate layer or the second intermediate layer can improve the adhesion of the foam layer or the non-foam layer to the substrate.
- the first intermediate layer or the second intermediate layer can reduce the stress applied to the bent portion of the adhesive sheet. As a result, the lifting or peeling of the foam layer or the non-foam layer from the substrate can be suppressed.
- a first intermediate layer 14 is disposed between the substrate 13 and the foam layer 11, and a second intermediate layer 15 is disposed between the substrate 13 and the non-foam layer 12.
- the adhesive sheet 4 in FIG. 3 has both the first intermediate layer 14 and the second intermediate layer 15, it may have only one of them.
- the adhesive sheet may have at least one of a first intermediate layer and a second intermediate layer, and may, for example, have only the first intermediate layer disposed between the substrate and the foam layer, may have only the second intermediate layer disposed between the substrate and the non-foam layer, or may have both the first intermediate layer disposed between the substrate and the foam layer and the second intermediate layer disposed between the substrate and the non-foam layer.
- the first intermediate layer is disposed between the substrate and the foam layer
- the second intermediate layer is disposed between the substrate and the non-foam layer.
- the materials contained in the first intermediate layer and the second intermediate layer are not particularly limited as long as they can increase the adhesion between the substrate and the foamed layer or non-foamed layer and can relieve stress, and are appropriately selected depending on the materials of the substrate, the foamed layer, and the non-foamed layer.
- Examples include polyester, polyvinyl chloride, polyvinyl acetate, polyurethane, copolymers of at least two of these, crosslinked products thereof, and mixtures thereof.
- the crosslinked body is a crosslinked body obtained by crosslinking the above-mentioned resin with a curing agent.
- the curing agent include isocyanate-based curing agents.
- the reactive group/NCO equivalent is set to 1, it is preferable to add the isocyanate-based curing agent in a ratio of 0.5% by mass or more and 20% by mass or less to the resin.
- the first intermediate layer and the second intermediate layer contain a crosslinked resin.
- a crosslinked resin is one that does not melt even at high temperatures. This can improve the adhesive strength at high temperatures, i.e., heat resistance.
- the thickness of the first and second intermediate layers is not particularly limited, but may be, for example, 0.1 ⁇ m or more, or may be 0.5 ⁇ m or more, or may be 1 ⁇ m or more. If the first and second intermediate layers are too thin, the effect of suppressing peeling of the foamed layer and non-foamed layer from the substrate at the bent portion of the adhesive sheet may not be sufficiently obtained. On the other hand, the thickness of the first and second intermediate layers may be, for example, 4 ⁇ m or less, or may be 3.5 ⁇ m or less.
- the first and second intermediate layers themselves usually do not have high heat resistance, so if the first and second intermediate layers are too thick, the heat resistance (adhesive strength at high temperatures) may decrease.
- the first and second intermediate layers can be formed, for example, by applying a resin composition and removing the solvent.
- application methods include roll coating, reverse roll coating, transfer roll coating, gravure coating, gravure reverse coating, comma coating, rod coating, blade coating, bar coating, wire bar coating, die coating, lip coating, and dip coating.
- the adhesive sheet in the present disclosure preferably has high electrical insulation.
- the breakdown voltage based on JIS C2107:2011 corresponding to IEC 60454-2 is preferably 3 kV or more, more preferably 5 kV or more.
- the thermal conductivity is preferably 0.05 W/mK or more, more preferably 0.10 W/mK or more.
- the slope of the approximation line in the section from 3% strain to 5% strain is preferably 0.20 MPa or less, may be 0.15 MPa or less, or may be 0.10 MPa or less.
- the non-foamed layer tends to be harder and more brittle than the foamed layer. Therefore, when the adhesive sheet has a substrate between the foamed layer and the non-foamed layer, the non-foamed layer is likely to peel off from the substrate, which may cause foreign matter to be generated. In addition, when a shear stress is applied to the adhesive sheet, there is a concern that an excessive load is applied to layers other than the non-foamed layer, which may lead to destruction.
- the slope of the approximate straight line is large for the non-foamed layer, the non-foamed layer tends to be hard, and when the slope of the approximate straight line is small, the non-foamed layer tends to be soft.
- the non-foamed layer When the slope of the approximate straight line for the non-foamed layer is equal to or less than a predetermined value, the non-foamed layer has an appropriate hardness. Therefore, the difference between the hardness of the non-foamed layer and the hardness of the foamed layer can be reduced. Therefore, in the adhesive sheet, the adhesion of the non-foamed layer to the substrate can be increased, which can prevent foreign matter from being generated. In addition, when a shear stress is applied to the adhesive sheet, the excessive load is prevented from being applied to layers other than the non-foamed layer, which can improve the durability of the adhesive sheet.
- the slope of the approximation curve is, for example, 0.05 MPa or more, may be 0.07 MPa or more, or may be 0.10 MPa or more. If the slope of the approximation line for the non-foamed layer is below a predetermined value, there is a concern that the non-foamed layer will become too soft and the adhesiveness of the non-foamed layer will decrease. If the slope of the approximation curve is within the above range, the non-foamed layer will have an appropriate hardness, and the adhesiveness of the non-foamed layer can be ensured.
- the slope of the approximation curve may be 0.05 MPa or more and 0.20 MPa or less, and may be 0.07 MPa or more and 0.15 MPa or less.
- the difference in the slope of the approximation curve is within the above range, the difference between the hardness of the non-foam layer and the hardness of the foam layer becomes small. Therefore, when the adhesive sheet has a substrate between the foam layer and the non-foam layer, the non-foam layer is prevented from peeling off from the substrate, thereby preventing the generation of foreign matter. In addition, the adhesive sheet can be prevented from applying excessive load to layers other than the non-foam layer, thereby improving the durability of the adhesive sheet.
- the difference in the slope of the approximation curve is, for example, 0.05 MPa or more, may be 0.07 MPa or more, or may be 0.10 MPa or more.
- the non-foamed layer has a moderate hardness, so that the adhesion of the non-foamed layer can be ensured.
- the difference in the slope of the approximation curve is 0.05 MPa or more and 0.20 MPa or less, and may be 0.07 MPa or more and 0.15 MPa or less.
- a non-foamed layer before curing is prepared.
- the adhesive sheet before foaming and curing is known and the adhesive composition or its composition used in the non-foamed layer is known, the adhesive composition is used or an adhesive composition of that composition is prepared to form the non-foamed layer before curing.
- the tensile shear adhesive strength test method is performed on the non-foamed layer in the same manner as the tensile shear adhesive strength test method is performed on the second adhesive layer after curing in the foamable adhesive sheet described later.
- the thickness of the non-foamed layer before curing is the thickness of the non-foamed layer before curing in the adhesive sheet before foaming and curing.
- a foam layer before foam curing is prepared.
- the adhesive sheet before foam curing is known and the adhesive composition or its composition used in the foam layer is known, the adhesive composition or an adhesive composition with that composition is prepared to form the foam layer before foam curing.
- the tensile shear adhesive strength test method is performed on the foam layer in the same manner as when performing the tensile shear adhesive strength test method on the first adhesive layer after foam curing in the foamable adhesive sheet described below.
- the thickness of the foam layer before foam curing is the thickness of the foam layer before foam curing in the adhesive sheet before foam curing.
- the thickness of the spacer is the distance between the inner walls facing each other in the circumferential direction in the slot of the stator core. If there is a manufacturing tolerance, the thickness of the spacer is the maximum allowable value.
- the stress-strain curve is the relationship between the shear stress and strain obtained in the above-mentioned tensile shear adhesive strength test method, as shown, for example, in Figures 4(a) and (b), with the horizontal axis representing strain (%) and the vertical axis representing shear stress (MPa).
- the strain is the increase in the distance between the grippers divided by the length of the foamed or non-foamed layer, i.e., 12.5 mm.
- Figure 4(b) is a partially enlarged view of Figure 4(a).
- the approximation line for the section from 3% strain to 5% strain is obtained by linearly approximating the curve for the section from 3% strain to 5% strain using the least squares method. The slope of the approximation line is then determined. The above tensile shear bond strength test method is performed three times, and the average value of the three values is used as the slope of the approximation line.
- the initial slope is the slope in the elastic region. Therefore, in this disclosure, the initial slope is used. Also, in the stress-strain curve, shear stress tends not to be stable in the section below 3% strain. Therefore, in this disclosure, the slope of the section from 3% strain to 5% strain is used as the initial slope.
- Methods for controlling the slope of the above-mentioned approximate straight line for the non-foamed layer include, for example, adjusting the composition of the adhesive composition used in the non-foamed layer and adjusting the drying conditions when forming the non-foamed layer.
- the hardness of the non-foamed layer tends to be smaller and the slope of the above approximate straight line tends to be smaller.
- an adhesive composition containing an epoxy resin and a curing agent if the number of functional groups of the epoxy resin is the same, by reducing the molecular weight of the epoxy resin, the hardness of the non-foamed layer tends to be smaller and the slope of the above approximate straight line tends to be smaller.
- an adhesive composition containing an epoxy resin and a curing agent by reducing the content of the polyfunctional epoxy resin, the crosslink density after curing decreases, so the hardness of the non-foamed layer tends to be smaller and the slope of the above approximate straight line tends to be smaller.
- the stator core has slots in which the coils are inserted.
- the stator core is similar to a general stator core, so a description thereof will be omitted here.
- Coil The coil is similar to a general coil, so a description thereof will be omitted here.
- Rotor for a rotating electric machine in the present disclosure is a rotor for a rotating electric machine having a rotor core, coils arranged in slots of the rotor core, and an adhesive sheet arranged between the rotor core and the coil, the adhesive sheet having a foam layer and a non-foam layer, a ratio of a thickness of the foam layer to a thickness of the non-foam layer being 1 or more and 29 or less, and the adhesive sheet being arranged such that the non-foam layer faces the coil side and the foam layer faces the rotor core side.
- FIG. 5(a) is a schematic plan view illustrating a rotor for a rotating electric machine according to the present disclosure
- FIGS. 5(b) and 5(c) are partial enlarged views of FIG. 5(a).
- the rotor for a rotating electric machine 20 has a rotor core 21, a coil 23 arranged in a slot 22 of the rotor core 21, and an adhesive sheet 4 arranged between the rotor core 21 and the coil 23.
- the adhesive sheet 4 has a foam layer 11 and a non-foam layer 12.
- the ratio of the thickness of the foam layer 11 to the thickness of the non-foam layer 12 is within a predetermined range.
- the adhesive sheet 4 is arranged so that the non-foam layer 12 faces the coil 23 side and the foam layer 11 faces the rotor core 21 side.
- the adhesive sheet is arranged so that the non-foamed layer faces the coil, so that heat generated from the coil is conducted via the non-foamed layer. Furthermore, the adhesive sheet is arranged so that the non-foamed layer faces the coil, so that a gap between the coils can be secured. Therefore, heat generated from the coil is conducted via the air layer. Therefore, in the present disclosure, the adhesive sheet is arranged so that the non-foamed layer faces the coil, so that the dissipation of heat generated from the coil can be improved.
- the unevenness caused by the foaming agent tends to lower the coefficient of friction of the foam layer before it has been foamed and cured, improving the slipperiness of the foam layer before it has been foamed and cured.
- the adhesive sheet is arranged so that the foam layer faces the rotor core, which allows for good insertion of the adhesive sheet before it has been foamed and cured into the slots of the rotor core.
- the non-foamed layer before curing does not have unevenness caused by the foaming agent.
- the adhesive sheet is arranged so that the non-foamed layer faces the coil, so that when a coil is inserted into a slot of a rotor core into which the adhesive sheet before foaming and curing has been inserted, the coil is prevented from getting caught on the surface of the non-foamed layer before curing. This prevents the foaming agent from falling off and the non-foamed layer before curing from being scraped off when the coil is inserted. This improves the wear resistance of the adhesive sheet before foaming and curing.
- the adhesive sheet is arranged so that the foam layer faces the rotor core, and the gap between the rotor core and the adhesive sheet is filled with the foam layer, thereby improving the adhesion between the rotor core and the adhesive sheet. Furthermore, the adhesive sheet is arranged so that the foam layer, which has a relatively weak cohesive force, is in contact with the rotor core, which allows for a large adhesive area, and the non-foam layer, which has a relatively strong cohesive force, is in contact with the coil, which has a smaller adhesive area, thereby allowing the coil to be firmly fixed to the rotor core.
- the thickness of the foam layer is equal to or greater than the thickness of the non-foaming layer, and the ratio of the thickness of the foam layer to the thickness of the non-foaming layer is within a predetermined range, so that even if a part of the foam layer before foaming and curing is scraped off, the foamability can be suppressed from decreasing.
- the thickness of the foam layer is equal to or greater than the thickness of the non-foaming layer, and the ratio of the thickness of the foam layer to the thickness of the non-foaming layer is within a predetermined range, so that even if the thickness of the foam layer before foaming and curing becomes thin due to tensile stress at the bent portion, the foamability can be suppressed from decreasing. Therefore, sufficient foamability can be ensured.
- Adhesive Sheet has a foam layer and a non-foam layer, and is disposed between the rotor core and the coil such that the non-foam layer faces the coil and the foam layer faces the rotor core.
- the adhesive sheet is disposed between the rotor core and the coil such that the non-foam layer contacts the coil and the foam layer contacts the rotor core.
- the adhesive sheet in this disclosure is similar to the adhesive sheet in the rotating electric machine stator described above, so a detailed description will be omitted here.
- Rotor Core has slots in which the coils are inserted.
- the rotor is similar to a rotor core generally used in a wound-field motor, so a description thereof will be omitted here.
- Coil The coil is similar to a general coil, so a description thereof will be omitted here.
- the rotor for a rotating electric machine is a rotor for a rotating electric machine used in, for example, a wound field motor.
- FIG. 6 is a schematic cross-sectional view illustrating a foamable adhesive sheet according to the present disclosure.
- the foamable adhesive sheet 30 has a first adhesive layer 31 containing a curable adhesive and a foaming agent, and a second adhesive layer 32 containing a curable adhesive but no foaming agent.
- the ratio of the thickness T1 of the first adhesive layer 31 to the thickness T2 of the second adhesive layer 32 is within a predetermined range.
- the foamable adhesive sheet 30 is arranged so that the second adhesive layer faces the coil side and the first adhesive layer faces the stator core side or the rotor core side.
- the gap becomes an air layer, and heat generated from the coil is conducted through the air layer.
- the first adhesive layer contains a foaming agent, the first adhesive layer foams and hardens when the coil is fixed to the stator core or rotor core. Therefore, if the foamable adhesive sheet is arranged so that the first adhesive layer faces the coil side, the gap between the coils is filled with the foam layer, and the air layer does not exist, so heat dissipation performance is reduced.
- the second adhesive layer does not contain a foaming agent, the second adhesive layer hardens but does not foam when the coil is fixed to the stator core or rotor core.
- the foamable adhesive sheet is arranged so that the second adhesive layer faces the coil side, so that the gap between the coils can be secured. Therefore, heat generated from the coil is conducted through the air layer, and heat dissipation performance can be improved.
- the foamable adhesive sheet is arranged so that the second adhesive layer faces the coil, thereby improving the dissipation of heat generated by the coil.
- the first adhesive layer contains a foaming agent, and may have unevenness due to the foaming agent.
- the unevenness due to the foaming agent tends to lower the coefficient of friction of the first adhesive layer and improve the slipperiness of the first adhesive layer. Since the foamable adhesive sheet is arranged so that the first adhesive layer faces the stator core side or rotor core side, the foamable adhesive sheet can be easily inserted when inserted into a slot in the stator core or rotor core.
- the second adhesive layer does not contain a foaming agent, and therefore does not have unevenness due to the foaming agent.
- the foamable adhesive sheet is arranged so that the second adhesive layer faces the coil, which prevents the coil from getting caught on the surface of the second adhesive layer when the coil is inserted into the slot of the stator core or rotor core into which the foamable adhesive sheet has been inserted. This prevents the foaming agent from falling off and the second adhesive layer from being scraped off when the coil is inserted. This improves the wear resistance of the foamable adhesive sheet.
- the foamable adhesive sheet is arranged so that the first adhesive layer faces the stator core or rotor core, and thus the gap between the stator core or rotor core and the foamable adhesive sheet can be filled with the first adhesive layer after foaming and hardening, thereby improving the adhesion between the stator core or rotor core and the foamable adhesive sheet after foaming and hardening.
- the foamable adhesive sheet is arranged so that the first adhesive layer, which has a relatively weak cohesive force, contacts the stator core or rotor core, which has a large adhesive area, and the second adhesive layer, which has a relatively strong cohesive force, contacts the coil, which has a small adhesive area, thereby allowing the coil to be firmly fixed to the stator core or rotor core.
- the thickness of the first adhesive layer is equal to or greater than the thickness of the second adhesive layer, and the ratio of the thickness of the first adhesive layer to the thickness of the second adhesive layer is within a predetermined range, so that even if the thickness of the first adhesive layer becomes thin due to tensile stress at the bent portion, the decrease in foamability can be suppressed. Thus, sufficient foamability can be ensured.
- First Adhesive Layer Materials for the First Adhesive Layer
- the first adhesive layer in the present disclosure contains a curable adhesive and a foaming agent.
- the material of the first adhesive layer is the same as that used for the foam layer in the stator for rotating electrical machines described above, so a detailed explanation is omitted here.
- thermosetting adhesive is an epoxy resin adhesive and contains a first epoxy resin and a second epoxy resin as described above
- the content of the first epoxy resin is, for example, 1 part by mass or more, 3 parts by mass or more, 5 parts by mass or more, 10 parts by mass or more, 15 parts by mass or more, or 25 parts by mass or more, relative to 100 parts by mass of the resin component contained in the first adhesive layer. If the content of the first epoxy resin is too small, the adhesiveness and blocking resistance after foaming and curing may be reduced.
- the content of the first epoxy resin is, for example, 90 parts by mass or less, 80 parts by mass or less, 70 parts by mass or less, 60 parts by mass or less, 50 parts by mass or less, or 40 parts by mass or less, relative to 100 parts by mass of the resin component contained in the first adhesive layer. If the content of the first epoxy resin is too high, the contents of the second epoxy resin and acrylic resin will be relatively low, and it may not be possible to achieve a balance between non-stickiness, blocking resistance, adhesion to the substrate after foaming and curing, cracking resistance after foaming and curing, and adhesion after foaming and curing.
- the content of the second epoxy resin may be, for example, 10 parts by mass or more, 15 parts by mass or more, 20 parts by mass or more, 25 parts by mass or more, 30 parts by mass or more, 35 parts by mass or more, 40 parts by mass or more, or 45 parts by mass or more, relative to 100 parts by mass of the resin component contained in the first adhesive layer. If the content of the second epoxy resin is too small, the adhesion may be high and the blocking resistance may be reduced. On the other hand, the content of the second epoxy resin may be, for example, 90 parts by mass or less, 85 parts by mass or less, 80 parts by mass or less, or 75 parts by mass or less, relative to 100 parts by mass of the resin component contained in the first adhesive layer.
- the contents of the first epoxy resin and the acrylic resin become relatively small, and it may not be possible to balance the non-adhesiveness, blocking resistance, adhesion to the substrate after foaming and curing, cracking resistance after foaming and curing, and adhesion after foaming and curing.
- the ratio of the first epoxy resin to the total of the first epoxy resin and the second epoxy resin is, for example, 5 mass% or more, and may be 10 mass% or more, 15 mass% or more, or 20 mass% or more.
- the above ratio of the first epoxy resin is, for example, 80 mass% or less, and may be 75 mass% or less, or 60 mass% or less.
- the total proportion of the first epoxy resin and the second epoxy resin to all the epoxy resins contained in the first adhesive layer is, for example, 50% by mass or more, may be 70% by mass or more, may be 90% by mass or more, or may be 100% by mass.
- the first adhesive layer and the second adhesive layer are substantially non-tacky and the curable adhesive is an epoxy resin adhesive, it is preferable that the first adhesive layer contains a first epoxy resin and a second epoxy resin as described above.
- the first adhesive layer is substantially non-adhesive and the second adhesive layer is adhesive, and the curable adhesive is an epoxy resin-based adhesive, it is preferable that the first adhesive layer contains a first epoxy resin and a second epoxy resin as described above.
- the first adhesive layer is adhesive and the second adhesive layer is substantially non-adhesive, and the curable adhesive is an epoxy resin adhesive
- the first adhesive layer contains an epoxy resin that is liquid at room temperature, such as bisphenol A type epoxy resin or bisphenol F type epoxy resin, or an epoxy resin with a low softening point.
- thermosetting adhesive is an epoxy resin adhesive and the first adhesive layer further contains an acrylic resin compatible with the epoxy resin
- the content of the acrylic resin is, for example, 1 part by mass or more, 3 parts by mass or more, 5 parts by mass or more, 7 parts by mass or more, or 10 parts by mass or more, relative to 100 parts by mass of the resin component contained in the first adhesive layer. If the content of the acrylic resin is too small, the adhesion to the substrate after foaming and curing, the crack resistance after foaming and curing, and the adhesion after foaming and curing may decrease.
- the content of the acrylic resin is, for example, 60 parts by mass or less, 50 parts by mass or less, 40 parts by mass or less, 35 parts by mass or less, or 30 parts by mass or less, relative to 100 parts by mass of the resin component contained in the first adhesive layer. If the content of the acrylic resin is too high, the contents of the first epoxy resin and the second epoxy resin become relatively small, and it may not be possible to balance the non-stickiness, blocking resistance, adhesion to the substrate after foaming and curing, the crack resistance after foaming and curing, and the adhesion after foaming and curing. Also, if the acrylic resin content is too high, the film strength may decrease.
- the total ratio of epoxy resin and acrylic resin to the resin components contained in the first adhesive layer is, for example, 70% by mass or more, may be 80% by mass or more, may be 90% by mass or more, or may be 100% by mass.
- the content of the resin component in the first adhesive layer is, for example, 60% by mass or more, or may be 70% by mass or more, 80% by mass or more, or may be 90% by mass or more.
- the content of the curing agent is, for example, 1 part by mass or more and 40 parts by mass or less with respect to 100 parts by mass of the resin component contained in the first adhesive layer.
- the content of the curing agent is preferably, for example, 1 part by mass or more and 15 parts by mass or less with respect to 100 parts by mass of the resin component contained in the first adhesive layer.
- the content of the curing agent is preferably, for example, 5 parts by mass or more and 40 parts by mass or less with respect to 100 parts by mass of the resin component contained in the first adhesive layer.
- an imidazole-based curing agent or a phenol-based curing agent as the main component of the curing agent means that the mass ratio of the imidazole-based curing agent or the phenol-based curing agent is the highest in the curing agent.
- the foaming agent content is, for example, 0.5 parts by mass or more, 2 parts by mass or more, 3 parts by mass or more, 4 parts by mass or more, or 5 parts by mass or more, relative to 100 parts by mass of the resin component contained in the adhesive layer.
- the foaming agent content is, for example, 25 parts by mass or less, 20 parts by mass or less, or 15 parts by mass or less, relative to 100 parts by mass of the resin component contained in the adhesive layer. If the foaming agent content is too high, the content of the curable adhesive will be relatively low, which may reduce the adhesion after foaming and curing.
- the thickness of the first adhesive layer is equal to or greater than the thickness of the second adhesive layer. As described above, the thickness of the first adhesive layer is equal to or greater than the thickness of the second adhesive layer, thereby ensuring sufficient foaming properties.
- the ratio of the thickness of the first adhesive layer to the thickness of the second adhesive layer is 1 or more, may be 1.2 or more, or may be 1.4 or more. By having the above thickness ratio in the above range, sufficient foaming property can be ensured, as described above.
- the ratio of the thickness of the first adhesive layer to the thickness of the second adhesive layer is 8 or less, may be 6.6 or less, or may be 4.8 or less. If the above thickness ratio is in the above range, the thickness of the second adhesive layer will not become too thin, so a decrease in adhesive strength can be suppressed.
- the ratio of the thickness of the first adhesive layer to the thickness of the second adhesive layer is 1 or more and 8 or less, may be 1.2 or more and 6.6 or less, or may be 1.4 or more and 4.8 or less.
- the thickness of the first adhesive layer satisfies the above thickness relationship and is preferably equal to or greater than the average particle size of the foaming agent.
- the thickness of the first adhesive layer is, for example, 10 ⁇ m or more, may be 15 ⁇ m or more, or may be 20 ⁇ m or more. If the first adhesive layer is too thin, there is a possibility that the adhesion to the substrate and the adhesion after foaming and curing cannot be sufficiently obtained. On the other hand, the thickness of the first adhesive layer is, for example, 200 ⁇ m or less, may be 150 ⁇ m or less, or may be 100 ⁇ m or less. If the first adhesive layer is too thick, there is a possibility that the surface quality will deteriorate. Specifically, the thickness of the first adhesive layer is 10 ⁇ m or more and 200 ⁇ m or less, may be 15 ⁇ m or more and 150 ⁇ m or less, or may be 20 ⁇ m or more and 100 ⁇ m or less.
- the first adhesive layer can be foamed at an expansion ratio of, for example, 1.5 times or more and 15 times or less.
- the expansion ratio may be, for example, 3.5 times or more, 4 times or more, or 4.5 times or more.
- the expansion ratio may be, for example, 15 times or less, 14 times or less, or 13 times or less. If the expansion ratio is too small or too large, the adhesiveness after foaming and curing may decrease.
- Expansion ratio (times) thickness of first adhesive layer after foaming and curing / thickness of first adhesive layer before foaming and curing
- the first adhesive layer may be a continuous layer or a discontinuous layer.
- discontinuous layers include patterns such as stripes and dots.
- the surface of the first adhesive layer may have an uneven shape such as an embossed shape.
- the first adhesive layer can be formed, for example, by applying an adhesive composition containing the above-mentioned curable adhesive and a foaming agent, and then removing the solvent.
- application methods include roll coating, reverse roll coating, transfer roll coating, gravure coating, gravure reverse coating, comma coating, rod coating, blade coating, bar coating, wire bar coating, die coating, lip coating, and dip coating.
- the adhesive composition may or may not contain a solvent.
- solvent is used in a broad sense to include not only a strict solvent (a solvent that dissolves a solute) but also a dispersion medium.
- the solvent contained in the adhesive composition is volatilized and removed when the adhesive composition is applied and dried to form an adhesive layer.
- the adhesive composition can be obtained by mixing the above-mentioned components and kneading and dispersing as necessary.
- a general kneading and dispersing machine such as a two-roll mill, a three-roll mill, a pebble mill, a tron mill, a Szegvari attritor, a high-speed impeller disperser, a high-speed stone mill, a high-speed impact mill, a disperser, a high-speed mixer, a ribbon blender, a co-kneader, an intensive mixer, a tumbler, a blender, a disperser, a homogenizer, or an ultrasonic disperser can be used.
- Second Adhesive Layer (1) Material of the Second Adhesive Layer
- the second adhesive layer in the present disclosure contains a curable adhesive and does not contain a foaming agent.
- the second adhesive layer not containing a foaming agent means that the content of the foaming agent in the second adhesive layer is 2.0% by mass or less.
- the content of the foaming agent in the second adhesive layer is preferably 1.0% by mass or less, and more preferably 0% by mass.
- the material of the second adhesive layer is the same as that used for the non-foamed layer in the stator for rotating electrical machines described above, so a detailed explanation is omitted here.
- the first adhesive layer and the second adhesive layer are substantially non-tacky and the curable adhesive is an epoxy resin adhesive, it is preferable that the second adhesive layer contains the first epoxy resin and the second epoxy resin as described above.
- the second adhesive layer contains the first epoxy resin and the second epoxy resin as described above.
- the second adhesive layer contains an epoxy resin that is liquid at room temperature, such as bisphenol A type epoxy resin or bisphenol F type epoxy resin, or an epoxy resin with a low softening point.
- the thickness of the second adhesive layer satisfies the above thickness relationship.
- the thickness of the second adhesive layer is the same as the thickness of the first adhesive layer.
- the second adhesive layer is too thick, the thickness of the first adhesive layer becomes relatively thin, making it difficult to fill the gap between the stator core or rotor core and the coil with the foamable adhesive sheet after foaming and curing, and there is a possibility that the adhesiveness will decrease.
- the second adhesive layer may be a continuous layer or a discontinuous layer.
- the surface of the second adhesive layer may have an uneven shape such as an embossed shape.
- the method for forming the second adhesive layer is the same as the method for forming the first adhesive layer described above.
- the foamable adhesive sheet of the present disclosure may have a substrate between the first adhesive layer and the second adhesive layer.
- a substrate 33 is disposed between the first adhesive layer 31 and the second adhesive layer 32.
- a substrate 33 is not disposed between the first adhesive layer 31 and the second adhesive layer 32.
- the substrate is the same as the substrate of the adhesive sheet in the rotating electrical machine stator described above.
- the foamable adhesive sheet of the present disclosure may have a first intermediate layer between the substrate and the first adhesive layer.
- the foamable adhesive sheet of the present disclosure may have a second intermediate layer between the substrate and the second adhesive layer.
- a first intermediate layer 34 is disposed between the substrate 33 and the first adhesive layer 31, and a second intermediate layer 35 is disposed between the substrate 33 and the second adhesive layer 32.
- the foamable adhesive sheet 30 in FIG. 8 has both the first intermediate layer 34 and the second intermediate layer 35, it may have only one of them.
- the first and second intermediate layers are similar to the first and second intermediate layers of the adhesive sheet in the stator for the rotating electric machine described above.
- the foamable adhesive sheet according to the present disclosure may have a first separator on the side of the first adhesive layer opposite to the second adhesive layer. Also, the foamable adhesive sheet according to the present disclosure may have a second separator on the side of the second adhesive layer opposite to the first adhesive layer.
- the first separator and the second separator are not particularly limited as long as they can be peeled off from the first adhesive layer and the second adhesive layer, and can have a strength sufficient to protect the first adhesive layer and the second adhesive layer.
- first separators and second separators include release films and release papers.
- the first separator and the second separator may have a single-layer structure or a multi-layer structure.
- single-layer separators examples include fluororesin films.
- An example of a separator with a multi-layer structure is a laminate having a release layer on one or both sides of a base layer.
- the base layer include resin films such as polypropylene, polyethylene, and polyethylene terephthalate, and papers such as fine paper, coated paper, and impregnated paper.
- the material for the release layer is not particularly limited as long as it is a material that has releasability, and examples include silicone compounds, organic compound-modified silicone compounds, fluorine compounds, aminoalkyd compounds, melamine compounds, acrylic compounds, polyester compounds, and long-chain alkyl compounds. These compounds can be of any type, including emulsion, solvent, or solventless.
- both the first adhesive layer and the second adhesive layer may be substantially non-tacky (tack-free), or one of the first adhesive layer and the second adhesive layer may be substantially non-tacky and the other may be tacky.
- both the first adhesive layer and the second adhesive layer are substantially non-adhesive, the slipperiness and blocking resistance can be improved. This improves the handleability and workability of the foamable adhesive sheet.
- the foamable adhesive sheet can be smoothly inserted into the slots of the stator core or rotor core, or after the foamable adhesive sheet is placed around the coil, the coil and the foamable adhesive sheet can be smoothly inserted into the slots of the stator core or rotor core.
- non-tacky is generally used to mean low adhesive strength, and in this specification, “non-tacky” means that the tack is less than 0.1 N.
- the first adhesive layer and the second adhesive layer is substantially non-adhesive and the other is adhesive
- adhesion to the coil can be improved.
- the second adhesive layer has adhesiveness, so that the surface of the second adhesive layer of the foam adhesive sheet can be attached to the coil by utilizing the adhesiveness of the second adhesive layer, and the adhesion of the second adhesive layer to the coil can be improved. This makes it possible to suppress peeling or displacement of the foam adhesive sheet when inserting the coil to which the foam adhesive sheet is attached into a slot of a stator core or rotor core.
- the second adhesive layer has adhesiveness, which improves reworkability. Therefore, for example, when attaching the surface of the second adhesive layer of the foamable adhesive sheet to the coil using the adhesiveness of the second adhesive layer as described above, it is possible to correct misalignment of the foamable adhesive sheet.
- the second adhesive layer has excellent adhesion to the coil, and the first adhesive layer has excellent slipperiness, so peeling or misalignment of the foamable adhesive sheet can be suppressed. Therefore, it is possible to suppress a decrease in the adhesiveness of the foamable adhesive sheet after foaming and curing due to peeling or misalignment of the foamable adhesive sheet, and to reduce variation in the adhesive strength of the foamable adhesive sheet after foaming and curing due to peeling or misalignment of the foamable adhesive sheet.
- the second adhesive layer having adhesive properties can suppress lifting of the second adhesive layer, for example, when the second adhesive layer is formed by a transfer method. Furthermore, as described below, when a second separator is disposed on the side of the second adhesive layer opposite the first adhesive layer, the second adhesive layer having adhesive properties can easily peel off the second separator, improving workability.
- the tack of each of the first adhesive layer and the second adhesive layer is preferably less than 0.1 N, and may be 0.05 N or less, or may be 0.02 N or less.
- the first adhesive layer and the second adhesive layer can be made substantially non-tacky, and the slipperiness and blocking resistance can be improved.
- the lower limit of the tack of the first adhesive layer and the second adhesive layer is not particularly limited, and may be 0 N.
- the tack of the first adhesive layer is less than 0.1 N and the tack of the second adhesive layer is 0.1 N or more and 5 N or less.
- the tack of the first adhesive layer is preferably less than 0.1 N, and may be 0.05 N or less, or may be 0.02 N or less.
- the first adhesive layer can be made substantially non-sticky, and the slipperiness and blocking resistance can be improved.
- the lower limit of the tack of the first adhesive layer is not particularly limited, and may be 0 N.
- the tack of the second adhesive layer is preferably 0.1N or more, may be 0.3N or more, or may be 0.5N or more. If the tack of the second adhesive layer is too low, for example, when the surface of the second adhesive layer of the foamable adhesive sheet is attached to the coil using the tack of the second adhesive layer, the adhesion between the second adhesive layer and the coil may be reduced, or when the coil to which the foamable adhesive sheet is attached is inserted into the slot of the stator core or rotor core, the adhesion between the second adhesive layer and the coil may be poor, causing the foamable adhesive sheet to peel off or the position of the foamable adhesive sheet to shift, etc., which may reduce the adhesion of the first adhesive layer and the second adhesive layer after foaming and hardening, or cause variations in adhesive strength.
- the tack of the second adhesive layer is 5N or less, may be 4N or less, or may be 3N or less. If the tack of the second adhesive layer is too high, reworkability may be reduced, and for example, when the surface of the second adhesive layer of the foamable adhesive sheet is attached to the coil using the tack of the second adhesive layer, it may be difficult to correct the position shift of the foamable adhesive sheet.
- the tack of the first adhesive layer and the second adhesive layer is measured by a probe tack test. Specifically, a cylindrical stainless steel probe with a diameter of 5 mm is pressed against the surface of the first adhesive layer or the second adhesive layer of the foamable adhesive sheet at a temperature of 25°C with a load of 10.0 gf and a speed of 30 mm/min, and after holding for 1.0 second, it is peeled off at a speed of 30 mm/min and the load at the time of peeling is measured. This measurement is carried out five times, and the average value is taken as the tack. For example, a tack testing machine "TAC-II" manufactured by RHESCA is used as the probe tack tester.
- TAC-II tack testing machine manufactured by RHESCA
- the tack of the first adhesive layer and the second adhesive layer can be adjusted to fall within a predetermined range, for example, by adjusting the composition of the first adhesive layer and the second adhesive layer.
- the adhesive layer's tackiness can be reduced by using an epoxy resin that is solid at room temperature, or a hardener that is solid at room temperature.
- the adhesive layer's tackiness tends to increase if an epoxy resin that is liquid at room temperature, or a hardener that is liquid at room temperature, is used.
- the adhesive layer containing an epoxy resin and a hardener can be made to contain an epoxy resin with a high softening temperature or an epoxy resin with a large weight average molecular weight, thereby reducing the adhesiveness of the adhesive layer.
- an adhesive layer containing an epoxy resin and a hardener contains an epoxy resin with a low softening temperature or an epoxy resin with a small weight average molecular weight, the adhesive layer tends to become more adhesive.
- the adhesive layer can be made to contain multiple types of epoxy resins with different softening temperatures, that is, the adhesive layer contains one epoxy resin and another epoxy resin whose softening temperature is 25°C or higher and 10°C or higher than the softening temperature of the one epoxy resin, thereby reducing the adhesiveness of the adhesive layer.
- the adhesive layer can be made to contain multiple types of epoxy resins with different weight average molecular weights, that is, the adhesive layer contains one epoxy resin and another epoxy resin whose weight average molecular weight is 370 or higher and 300 or higher than the weight average molecular weight of the one epoxy resin, thereby reducing the adhesiveness of the adhesive layer.
- the adhesive layer can be made to contain a first epoxy resin with a low softening temperature and low molecular weight, and a second epoxy resin with a high softening temperature and high molecular weight, thereby reducing the adhesiveness of the adhesive layer.
- the adhesive layer's tackiness can be reduced.
- adding a tackifier resin to the adhesive layer tends to increase the adhesiveness of the adhesive layer.
- adhesion is a concept that is included in “bonding.” The two are sometimes distinguished in that while adhesion is used to mean a temporary adhesive phenomenon, adhesion is used to mean a substantially permanent adhesive phenomenon (Iwanami Shoten Dictionary of Physics and Chemistry, 5th Edition). "Adhesiveness” and “adhesive strength” refer to the property of adhesion through pressure and the adhesive strength at that time.
- adheresion of the adhesive layer and “adhesive strength of the adhesive layer” refer to the adhesion and adhesive strength of the adhesive layer before curing.
- adhesion of the adhesive layer and “adhesive strength of the adhesive layer” refer to the adhesion and adhesive strength of the adhesive layer after curing.
- the foamable adhesive sheet in the present disclosure preferably has good shape retention.
- the bending moment based on JIS P8125-2:2017 corresponding to ISO 2493 is, for example, 0.01 mN ⁇ N or more, and may be 0.1 mN ⁇ N or more.
- the bending moment may be, for example, less than 4 mN ⁇ N, and may be less than 3 mN ⁇ N.
- foamable adhesive sheets a method of increasing the bending moment to improve shape retention and insertion into narrow gaps is common.
- the inventors of the present disclosure have found that shape retention can be guaranteed by devising the shape, and that a high bending moment has other disadvantages, so that in consideration of other characteristics, it is preferable that the bending moment be within the above range. If the bending moment is smaller than the above range, it may be difficult to maintain the shape even by devising folding or the like. Furthermore, if the bending moment is greater than the above range, the sheet will return to its original shape after bending, so it is necessary to heat the sheet or to score the folds during bending. Heating the sheet reduces its life, and scoring the folds can reduce the insulation of the sheet.
- the foamable adhesive sheet according to the present disclosure preferably has high electrical insulation after foaming and curing.
- the dielectric breakdown voltage based on JIS C2107:2011 corresponding to IEC 60454-2 is, for example, preferably 3 kV or more, more preferably 5 kV or more.
- the thermal conductivity is, for example, preferably 0.05 W/mK or more, more preferably 0.10 W/mK or more.
- the thermal conductivity is within the above range, the components can be miniaturized and the curing reaction during heating can be promoted.
- the foamable adhesive sheet in the present disclosure preferably has high adhesiveness after foaming and curing.
- the tensile shear adhesive strength based on JIS K6850:1999 corresponding to ISO 4587:1995 may be, for example, 1.5 MPa or more, 1.8 MPa or more, or 2.1 MPa or more at 23 ° C.
- the tensile shear adhesive strength may be, for example, 0.5 MPa or more, 0.75 MPa or more, or 1.0 MPa or more at 130 ° C.
- the tensile shear adhesive strength is about 1 MPa or more and 2 MPa or less at room temperature, and there is no heat resistance at 200 ° C. Therefore, if the tensile shear adhesive strength is in the above range at 23 ° C., there is an advantage in terms of strength. Furthermore, if the tensile shear adhesive strength is within the above range at 130° C., the composition can be applied to rotating electrical machines, which require heat resistance.
- the slope of the approximation line in the section from 3% strain to 5% strain is preferably 0.20 MPa or less, may be 0.15 MPa or less, or may be 0.10 MPa or less.
- the second adhesive layer after curing has an appropriate hardness. Therefore, the difference between the hardness of the second adhesive layer after curing and the hardness of the first adhesive layer after foaming and curing can be reduced.
- the second adhesive layer after curing is suppressed from peeling off from the substrate, thereby suppressing the generation of foreign matter.
- the slope of the approximation curve is, for example, 0.05 MPa or more, may be 0.07 MPa or more, or may be 0.10 MPa or more. If the slope of the approximation curve is within the above range, the second adhesive layer after curing has a moderate hardness, so that the adhesiveness of the second adhesive layer after curing is high.
- the slope of the approximation curve may be 0.05 MPa or more and 0.20 MPa or less, or may be 0.07 MPa or more and 0.15 MPa or less.
- the difference between the slope of the approximate straight line in the section from 3% to 5% strain in the stress-strain curve obtained when the tensile shear bond strength test method is performed on the first adhesive layer after foaming and curing and the slope of the approximate straight line in the section from 3% to 5% strain in the stress-strain curve obtained when the tensile shear bond strength test method is performed on the second adhesive layer after curing is preferably 0.20 MPa or less, may be 0.15 MPa or less, or may be 0.10 MPa or less.
- the difference in the slope is within the above range, the difference in hardness between the second adhesive layer after curing and the first adhesive layer after foaming and curing becomes small.
- the second adhesive layer after curing is suppressed from peeling off from the substrate, thereby suppressing the generation of foreign matter.
- the foamable adhesive sheet is foamed and cured, excessive load can be suppressed from being applied to layers other than the second adhesive layer, and the durability of the foamable adhesive sheet after foaming and curing can be improved.
- the difference in the slope of the approximation curves is, for example, 0.05 MPa or more, may be 0.07 MPa or more, or may be 0.10 MPa or more.
- the second adhesive layer after curing has an appropriate hardness, and therefore the adhesiveness of the second adhesive layer after curing is high.
- the difference in the slope of the approximation curves is 0.05 MPa or more and 0.20 MPa or less, and may be 0.07 MPa or more and 0.15 MPa or less.
- the tensile shear adhesive strength test method is performed according to JIS K6850:1999, which corresponds to ISO 4587, and is performed by the following method.
- a second adhesive layer measuring 12.5 mm x 25 mm is prepared.
- the adhesive composition or its composition used in the second adhesive layer of the foamable adhesive sheet is known, the second adhesive layer is formed using that adhesive composition or by preparing an adhesive composition with that composition.
- the composition of the second adhesive layer of the foamable adhesive sheet may also be analyzed, and an adhesive composition with that composition may be prepared to form the second adhesive layer.
- a known method may be used as a method for analyzing the composition of the second adhesive layer.
- the thickness of the second adhesive layer is the same as that of the second adhesive layer of the foamable adhesive sheet.
- two metal plates 41a and 41b with a thickness of 1.6 mm, a width of 25 mm, and a length of 100 mm are prepared.
- cold-rolled steel plate SPCC-SD is used as the metal plate.
- a spacer 42 is placed at one end of one metal plate 41a with a predetermined interval.
- the thickness of the spacer 42 is set to be equal to or greater than the thickness of the second adhesive layer minus 15 ⁇ m and equal to or less than the thickness of the second adhesive layer.
- the thickness of the spacer 42 is adjusted, for example, by stacking multiple sheets of Kapton adhesive tape manufactured by Teraoka Seisakusho Co., Ltd.
- the second adhesive layer 32 is placed between the spacers 42, and the other metal plate 41b is placed so that one end overlaps, and fixed with a clip or an adhesive tape such as Kapton tape to obtain a test piece.
- the second adhesive layer of the test piece is cured.
- the curing conditions are appropriately adjusted according to the curable adhesive contained in the second adhesive layer.
- the tensile shear adhesive strength test method is performed on the test piece after curing in accordance with JIS K6850:1999.
- the measurement conditions are tensile speed: 10 mm/min, grip distance: 100 mm, temperature: normal temperature (23°C), and humidity: 50% RH.
- As a tensile tester for example, Tensilon RTF1350 manufactured by A&D Co., Ltd. is used.
- the tensile shear adhesive strength test method is performed according to JIS K6850:1999, which corresponds to ISO 4587, and is performed by the following method.
- a first adhesive layer having a size of 12.5 mm x 25 mm is prepared.
- the adhesive composition used in the first adhesive layer of the foamable adhesive sheet or its composition is known, the first adhesive layer is formed using that adhesive composition or by preparing an adhesive composition with that composition.
- the composition of the first adhesive layer of the foamable adhesive sheet may be analyzed, and an adhesive composition with that composition may be prepared to form the first adhesive layer.
- a known method may be applied as a method for analyzing the composition of the first adhesive layer.
- the thickness of the first adhesive layer is the same as that of the first adhesive layer of the foamable adhesive sheet.
- two metal plates 41a and 41b having a thickness of 1.6 mm, a width of 25 mm, and a length of 100 mm are prepared.
- cold-rolled steel plate SPCC-SD is used as the metal plate.
- a spacer 42 is disposed at a predetermined interval at one end of one of the metal plates 41a. The thickness of the spacer 42 is appropriately set according to the foaming ratio of the first adhesive layer. For example, as shown in FIG.
- the foamable adhesive sheet 30 is foamed and cured (not shown) to bond the stator core 1 or rotor core 21 and the coils 3, 23. If the distance d1 between the stator core 1 or rotor core 21 and the coils 3, 23 is known, the gap d2 after disposing the foamable adhesive sheet 30 between the stator core 1 or rotor core 21 and the coils 3, 23 is first obtained. The above gap d2 is obtained by subtracting the thickness t1 of the foamable adhesive sheet 30 from the above distance d1. Next, the thickness of the spacer 42 is set based on the thickness of the first adhesive layer and the above gap d2.
- the thickness of the spacer 42 is obtained by adding the thickness of the first adhesive layer and the above gap d2.
- the thickness of the spacer 42 may be within ⁇ 5% of the sum of the thickness of the first adhesive layer and the gap d2.
- the foaming ratio of the first adhesive layer is first obtained.
- the foaming ratio here refers to the foaming ratio when the first adhesive layer is foamed and cured without being sandwiched between any members.
- the foaming ratio of the first adhesive layer can be obtained by foaming and curing the foamable adhesive sheet without being sandwiched between any members.
- the thickness of the spacer 42 is (thickness of the first adhesive layer) ⁇ (foaming ratio of the first adhesive layer) ⁇ 0.3 or more and (thickness of the first adhesive layer) ⁇ (foaming ratio of the first adhesive layer) ⁇ 0.8 or less.
- the thickness of the spacer 42 is equal to or more than the thickness of the first adhesive layer.
- the thickness of the spacer 42 is adjusted by stacking multiple sheets of Kapton adhesive tape manufactured by Teraoka Seisakusho Co., Ltd. Next, the first adhesive layer 1 is placed between the spacers 42, and the other metal plate 41b is placed so that one end overlaps the other, and fixed with a clip or an adhesive tape such as Kapton tape to obtain a test piece.
- the first adhesive layer of the test piece is foamed and cured.
- the foaming and curing conditions are appropriately adjusted depending on the curable adhesive and foaming agent contained in the first adhesive layer.
- the tensile shear bond strength test method is performed on the foamed and cured test piece in accordance with JIS K6850:1999.
- the measurement conditions are a tensile speed of 10 mm/min, a gripping distance of 100 mm, a temperature of room temperature (23°C), and a humidity of 50% RH.
- a Tensilon RTF1350 manufactured by A&D Co., Ltd. is used as a tensile tester.
- the stress-strain curve is the relationship between the shear stress and strain obtained in the above-mentioned tensile shear bond strength test method, as shown, for example, in Figures 4(a) and (b), with strain (%) on the horizontal axis and shear stress (MPa) on the vertical axis.
- the strain is the increase in the distance between the gripping tools divided by the length of the first adhesive layer or the second adhesive layer, i.e., 12.5 mm.
- Figure 4(b) is a partially enlarged view of Figure 4(a).
- the approximation line for the section from 3% strain to 5% strain is obtained by linearly approximating the curve for the section from 3% strain to 5% strain using the least squares method. The slope of the approximation line is then determined. The above tensile shear bond strength test method is performed three times, and the average value of the three values is used as the slope of the approximation line.
- the initial slope is the slope in the elastic region. Therefore, in this disclosure, the initial slope is used. Also, in the stress-strain curve, shear stress tends not to be stable in the section below 3% strain. Therefore, in this disclosure, the slope of the section from 3% strain to 5% strain is used as the initial slope.
- Methods for controlling the slope of the approximate straight line for the cured second adhesive layer include, for example, adjusting the composition of the second adhesive layer and adjusting the drying conditions when forming the second adhesive layer.
- the hardness of the second adhesive layer after curing tends to be smaller and the slope of the above approximate straight line tends to be smaller.
- a second adhesive layer containing an epoxy resin and a curing agent if the number of functional groups of the epoxy resin is the same, by reducing the molecular weight of the epoxy resin, the hardness of the second adhesive layer after curing tends to be smaller and the slope of the above approximate straight line tends to be smaller.
- a second adhesive layer containing an epoxy resin and a curing agent by reducing the content of polyfunctional epoxy resin, the crosslink density after curing decreases, so the hardness of the second adhesive layer after curing tends to be smaller and the slope of the above approximate straight line tends to be smaller.
- the failure mode is preferably cohesive failure of the first adhesive layer after foaming and curing. If the failure mode is cohesive failure of the first adhesive layer after foaming and curing, it can be said that the second adhesive layer after curing has a higher strength than the first adhesive layer after foaming and curing.
- the tensile shear adhesive strength of the foamable adhesive sheet after foaming and curing is measured by the following method in accordance with JIS K6850:1999, which corresponds to ISO 4587.
- a foamable adhesive sheet measuring 12.5 mm x 25 mm is prepared.
- two metal plates 41a, 41b each having a thickness of 1.6 mm, width of 25 mm, and length of 100 mm are prepared.
- cold-rolled steel plate SPCC-SD is used as the metal plate.
- a spacer 42 is placed at one end of one of the metal plates 41a with a predetermined distance between them. The thickness of the spacer 42 is set appropriately depending on the foaming ratio of the first adhesive layer. For example, as shown in FIG.
- the foamable adhesive sheet 30 is foamed and cured (not shown) to bond the first member 20a and the second member 20b.
- the thickness of the spacer 42 is set to the above distance d1.
- the thickness of the spacer 42 may be within the above distance d1 ⁇ 5%.
- the foaming ratio here refers to the foaming ratio when the first adhesive layer is foamed and cured without being sandwiched between any members.
- the foaming ratio of the first adhesive layer can be obtained by foaming and curing the foamable adhesive sheet without being sandwiched between any members.
- the thickness of the spacer 42 is ⁇ (thickness of the foamable adhesive sheet)-(thickness of the first adhesive layer) ⁇ +(thickness of the first adhesive layer) ⁇ (expansion ratio of the first adhesive layer) ⁇ 0.3 or more, and ⁇ (thickness of the foamable adhesive sheet)-(thickness of the first adhesive layer) ⁇ +(thickness of the first adhesive layer) ⁇ (expansion ratio of the first adhesive layer) ⁇ 0.8 or less.
- the thickness of the spacer 42 is equal to or more than the thickness of the foamable adhesive sheet.
- the thickness of the spacer 42 is adjusted by stacking a plurality of Kapton adhesive tapes manufactured by Teraoka Seisakusho Co., Ltd.
- the foamable adhesive sheet 30 is placed between the spacers 42, and the other metal plate 41b is placed so that one tip overlaps, and fixed with a clip or an adhesive tape such as Kapton tape to obtain a test piece.
- the first adhesive layer of the test piece is foamed and cured, and the second adhesive layer is cured.
- the foaming and curing conditions are appropriately adjusted according to the curable adhesive and foaming agent contained in the first adhesive layer and the curable adhesive contained in the second adhesive layer.
- test piece after foaming and hardening is subjected to a tensile shear adhesive strength test method in accordance with JIS K6850:1999. Measurement conditions are tensile speed: 10 mm/min, temperature: room temperature (23°C), humidity: 50% RH. For example, a Tensilon RTF1350 manufactured by A&D Co., Ltd. is used as a tensile tester. Next, the fracture surface of the test piece is visually observed.
- the failure mode being cohesive failure of the first adhesive layer after foaming and hardening means that the rate of cohesive failure inside the first adhesive layer after foaming and hardening is 90% or more.
- the rate of cohesive failure is the ratio of the area of the cohesive failure part inside the first adhesive layer to the total adhesive area.
- the above tensile shear adhesive strength test method is performed three times, and the above cohesive failure rate is used as the average value of the three values.
- the thickness of the foamable adhesive sheet in the present disclosure is, for example, 10 ⁇ m or more, and may be 20 ⁇ m or more.
- the thickness of the foamable adhesive sheet is, for example, 1000 ⁇ m or less, and may be 200 ⁇ m or less. That is, the thickness of the foamable adhesive sheet may be, for example, 10 ⁇ m or more and 1000 ⁇ m or less, and 20 ⁇ m or more and 200 ⁇ m or less.
- the foamable adhesive sheet of the present disclosure is used to fix a coil to a slot in a stator core or rotor core of a rotating electric machine.
- the foamable adhesive sheet of the present disclosure is arranged so that the second adhesive layer faces the coil side and the first adhesive layer faces the stator core side or rotor core side.
- the stator for a rotating electric machine and the rotor for a rotating electric machine have been described above, so a description thereof will be omitted here.
- the method for producing the foamable adhesive sheet in this disclosure is not particularly limited and may be appropriately selected depending on the layer structure of the foamable adhesive sheet.
- the manufacturing method of a stator for a rotating electric machine in the present disclosure is a manufacturing method of a stator for a rotating electric machine that fixes a coil to a slot of a stator core, and includes a preparation step of preparing a foamable adhesive sheet having a first adhesive layer containing a curable adhesive and a foaming agent, and a second adhesive layer containing a curable adhesive and not containing a foaming agent, a placement step of placing a foamable adhesive sheet between the stator core and the coil so that the second adhesive layer faces the coil side and the first adhesive layer faces the stator core side, and a bonding step of foaming and curing the foamable adhesive sheet and bonding the coil to the stator core, wherein the ratio of the thickness of the first adhesive layer to the thickness of the second adhesive layer in the foamable adhesive sheet is 1 or more and 8 or less.
- FIG. 13(a)-(b) are process diagrams illustrating a method for manufacturing a stator for a rotating electric machine according to the present disclosure.
- a foamable adhesive sheet is prepared, which has a first adhesive layer containing a curable adhesive and a foaming agent, and a second adhesive layer containing a curable adhesive and not containing a foaming agent, although this is not shown.
- the ratio of the thickness of the first adhesive layer to the thickness of the second adhesive layer is set to a predetermined range.
- the coil 3 and the foamable adhesive sheet 30 are inserted into the slot 2 of the stator core 1, and the foamable adhesive sheet 30 is placed between the stator core 1 and the coil 3 so that the second adhesive layer faces the coil 3 side and the first adhesive layer faces the stator core 1 side.
- the first adhesive layer of the foamable adhesive sheet 30 is foamed and hardened by heating, and the second adhesive layer is hardened.
- the coil 3 is bonded to the stator core 1 by the adhesive sheet 4. This results in a stator 10 for a rotating electric machine.
- the foamable adhesive sheet has a first adhesive layer containing a curable adhesive and a foaming agent, and a second adhesive layer containing a curable adhesive but no foaming agent.
- the foamable adhesive sheet has a first separator and a second separator, the first separator and the second separator are peeled off from the foamable adhesive sheet when the foamable adhesive sheet is placed between the stator core and the coil.
- a foamable adhesive sheet is arranged between the stator core and the coil such that the second adhesive layer faces the coil side and the first adhesive layer faces the stator core side.
- the method of arranging the foam adhesive sheet between the stator core and the coil is appropriately selected depending on whether or not the foam adhesive sheet has a base material. If the foam adhesive sheet does not have a base material, the stiffness of the foam adhesive sheet tends to be weak, so a method of arranging the foam adhesive sheet around the coil and then inserting the coil and foam adhesive sheet into the slots of the stator core is preferred.
- methods include a method of arranging the foam adhesive sheet around the coil and then inserting the coil and foam adhesive sheet into the slots of the stator core, a method of inserting the foam adhesive sheet into the slots of the stator core and then inserting the coil into the slots of the stator core, and a method of inserting the coil into the slots of the stator core and then inserting the foam adhesive sheet into the slots of the stator core.
- heating can be used as a method for foaming and curing the foamable adhesive sheet.
- the heating conditions are appropriately set depending on the type of curable adhesive and foaming agent contained in the first adhesive layer, the type of curable adhesive contained in the second adhesive layer, the type of substrate, etc.
- the heating temperature is, for example, 130°C or higher and 200°C or lower.
- the heating time is, for example, 3 minutes or higher and 3 hours or lower.
- the manufacturing method of a rotor for a rotating electric machine in the present disclosure is a manufacturing method of a rotor for a rotating electric machine that fixes a coil to a slot of a rotor core, and includes a preparation step of preparing a foamable adhesive sheet having a first adhesive layer containing a curable adhesive and a foaming agent and a second adhesive layer containing a curable adhesive but not containing a foaming agent, a placement step of placing the foamable adhesive sheet between the rotor core and the coil such that the second adhesive layer faces the coil side and the first adhesive layer faces the rotor core side, and a bonding step of foaming and curing the foamable adhesive sheet to bond the coil to the rotor core, wherein the ratio of the thickness of the first adhesive layer to the thickness of the second adhesive layer in the foamable adhesive sheet is 1 or more and 8 or less.
- a foamable adhesive sheet is prepared, not shown, having a first adhesive layer containing a curable adhesive and a foaming agent, and a second adhesive layer containing a curable adhesive and not containing a foaming agent.
- the ratio of the thickness of the first adhesive layer to the thickness of the second adhesive layer is set to a predetermined range.
- the coil 33 and the foamable adhesive sheet 30 are inserted into the slot 22 of the rotor core 21, and the foamable adhesive sheet 30 is placed between the rotor core 21 and the coil 23 so that the second adhesive layer faces the coil 23 side and the first adhesive layer faces the rotor core 21 side.
- the first adhesive layer of the foamable adhesive sheet 30 is foamed and hardened by heating, and the second adhesive layer is hardened.
- the coil 23 is bonded to the rotor core 21 by the adhesive sheet 4. This results in a rotor 20 for a rotating electric machine.
- the foam adhesive sheet preparation process, placement process, and adhesion process are the same as the respective processes in the manufacturing method for a stator for a rotating electric machine described above.
- Epoxy resin A Bisphenol A phenoxy type, solid at room temperature, epoxy equivalent 7500-8500g/eq, Mw 50,000
- bifunctional Epoxy resin B Bisphenol A novolac type, solid at room temperature, epoxy equivalent 200-220g/eq, softening temperature 70°C
- multifunctional Acrylic resin PMMA-PBuA-PMMA (some acrylamide groups), Tg -20°C, 120°C, Mw 150,000
- Hardener A ⁇ -(hydroxy(or dihydroxy)phenylmethyl)- ⁇ -hydropoly[biphenyl-4,4'-diylmethylene(hydroxy(or dihydroxy)phenylenemethylene)]
- Hardener B Dicyandiamide, particle size: 10 ⁇ m or less, melting point 209° C.
- Curing catalyst 2-phenyl-4,5-dihydroxymethylimidazole, average particle size 3 ⁇ m, melting point 230°C, reaction start temperature 145°C to 155°C, active region 155°C to 173°C
- Foaming agent Thermally expandable microcapsules, average particle size 10 ⁇ m to 16 ⁇ m, expansion start temperature 123°C to 133°C, maximum expansion temperature 168°C to 178°C, core: hydrocarbon, shell: thermoplastic polymer, solvent: methyl ethyl ketone
- Second Adhesive Composition A first adhesive composition having the following composition was prepared.
- ⁇ Composition of second adhesive composition> Epoxy resin A: 43 parts by weight
- PEN film polyethylene naphthalate film having a thickness of 100 ⁇ m was prepared as a substrate.
- a polyester polymer and a curing agent (polyisocyanate) were diluted with methyl ethyl ketone (MEK) so that the solid content was 15 mass % to prepare a resin composition.
- MEK methyl ethyl ketone
- the resin composition was applied to one side of the substrate with a bar coater and dried in an oven at 100 ° C for 1 minute to form a first intermediate layer. Furthermore, a second intermediate layer was formed on the other side of the substrate in the same manner as the first intermediate layer.
- a first adhesive composition was applied using an applicator to the surface of the first intermediate layer opposite the substrate. This was then dried in an oven at 100°C for 3 minutes to form a first adhesive layer. Furthermore, a second adhesive layer was formed in the same manner as the first adhesive layer using the second adhesive composition on the surface of the second intermediate layer opposite the substrate. This resulted in a foamable adhesive sheet in which the first adhesive layer, first intermediate layer, substrate, second intermediate layer and second adhesive layer were arranged in this order.
- the failure mode is cohesive failure of the first adhesive layer, and the adhesive strength is high.
- the failure mode is cohesive failure of the first adhesive layer, and the adhesive strength is high.
- Epoxy resin A Bisphenol A phenoxy type, solid at room temperature, epoxy equivalent 7500-8500g/eq, Mw 50,000
- bifunctional Epoxy resin B Bisphenol A novolac type, solid at room temperature, epoxy equivalent 200-220g/eq, softening temperature 70°C
- multifunctional Epoxy resin C Bisphenol A type, solid at room temperature, epoxy equivalent 2400-3300g/eq, softening temperature 144°C, Mw 3,800, bifunctional Acrylic resin: PMMA-PBuA-PMMA (some acrylamide groups), Tg -20°C, 120°C, Mw 150,000
- Hardener A ⁇ -(hydroxy(or dihydroxy)phenylmethyl)- ⁇ -hydropoly[biphenyl-4,4'-diylmethylene(hydroxy(or dihydroxy)phenylenemethylene)]
- Curing catalyst 2-phenyl-4,5-dihydroxymethylimidazole, average particle size 3
- PEN polyethylene naphthalate
- MEK methyl ethyl ketone
- the adhesive composition shown in Table 4 below was applied to the surface of the first intermediate layer opposite the substrate using an applicator so that the thickness after application was 58 ⁇ m. This was then dried in an oven at 100°C for 3 minutes to form a first adhesive layer. Furthermore, the adhesive composition shown in Table 4 below was applied to the surface of the second intermediate layer opposite the substrate using an applicator so that the thickness after application was 48 ⁇ m. This was then dried in an oven at 100°C for 3 minutes to form a second adhesive layer. This resulted in a foamable adhesive sheet in which the first adhesive layer, first intermediate layer, substrate, second intermediate layer, and second adhesive layer were arranged in this order.
- the first adhesive layer after foaming and curing was subjected to the shear bond strength test method as described in the above section "C. Foamable adhesive sheet 6. Properties of foamable adhesive sheet" to measure the shear bond strength. In addition, the slope of the approximate straight line in the stress-strain curve for the section from 3% strain to 5% strain was determined. In the shear bond strength test method, the spacer thickness was 180 ⁇ m. The foaming and curing conditions were 160°C and 8.5 minutes (3.5 minutes for heating and 5 minutes for holding) using a heat press machine.
- the shear bond strength test method was carried out on the cured second adhesive layer as described in the above section "C. Foamable adhesive sheet 6. Properties of foamable adhesive sheet" to measure the shear bond strength. The slope of the approximate straight line in the stress-strain curve for the section from 3% strain to 5% strain was also determined. In the shear bond strength test method, the spacer thickness was 35 ⁇ m. The curing conditions were 160°C and 8.5 minutes (3.5 minutes for heating and 5 minutes for holding) using a heat press machine.
- Adhesion A cross-cut test conforming to JIS K5600-5-6:1999 was performed three times on the surface of the second adhesive layer of the foamable adhesive sheet after foaming and curing, and the number of squares that peeled off was counted. The cut interval was 1 mm.
- the tape used was Nitto Denko Corporation's adhesive tape No. 31B.
- the tape peeling conditions were peeling speed: 3 m/s or more and 5 m/s or less, and peeling angle: about 60°.
- a stator core A coil disposed in the slot of the stator core; an adhesive sheet disposed between the stator core and the coil; A stator for a rotating electric machine having The adhesive sheet has a foam layer and a non-foam layer, a ratio of a thickness of the foamed layer to a thickness of the non-foamed layer is 1 or more and 29 or less; The adhesive sheet is disposed so that the non-foamed layer faces the coil and the foamed layer faces the stator core.
- the stator for a rotating electric machine according to [1], wherein the adhesive sheet has a substrate between the foamed layer and the non-foamed layer.
- a stator for a rotating electric machine according to any one of [1] to [3], wherein the difference between the slope of an approximation line in a section from 3% strain to 5% strain in a stress-strain curve obtained when the foamed layer is subjected to a tensile shear adhesive strength test method and the slope of an approximation line in a section from 3% strain to 5% strain in a stress-strain curve obtained when the non-foamed layer is subjected to a tensile shear adhesive strength test method is 0.20 MPa or less.
- a rotor for a rotating electric machine having The adhesive sheet has a foam layer and a non-foam layer, a ratio of a thickness of the foamed layer to a thickness of the non-foamed layer is 1 or more and 29 or less;
- the adhesive sheet is disposed so that the non-foamed layer faces the coil side and the foamed layer faces the rotor core side.
- the rotor for a rotating electric machine according to [5] wherein the adhesive sheet has a substrate between the foamed layer and the non-foamed layer.
- a rotor for a rotating electric machine according to any one of [5] to [7], wherein the difference between the slope of an approximation line in a section from 3% strain to 5% strain in a stress-strain curve obtained when the foamed layer is subjected to a tensile shear adhesive strength test method and the slope of an approximation line in a section from 3% strain to 5% strain in a stress-strain curve obtained when the non-foamed layer is subjected to a tensile shear adhesive strength test method is 0.20 MPa or less.
- a foamable adhesive sheet used to fix a coil to a slot in a stator core or rotor core of a rotating electric machine comprising: A first adhesive layer containing a curable adhesive and a foaming agent, and a second adhesive layer containing a curable adhesive and no foaming agent, a ratio of a thickness of the first adhesive layer to a thickness of the second adhesive layer is 1 or more and 8 or less; A foamable adhesive sheet arranged so that the second adhesive layer faces the coil side and the first adhesive layer faces the stator core side or the rotor core side.
- the foamable adhesive sheet according to [9] wherein the foamable adhesive sheet has a substrate between the first adhesive layer and the second adhesive layer.
- a manufacturing method of a stator for a rotating electric machine, in which a coil is fixed to a slot of a stator core comprising the steps of: A preparation step of preparing a foamable adhesive sheet having a first adhesive layer containing a curable adhesive and a foaming agent, and a second adhesive layer containing a curable adhesive but not a foaming agent; a positioning step of positioning a foamable adhesive sheet between the stator core and the coil such that the second adhesive layer faces the coil side and the first adhesive layer faces the stator core side; a bonding step of foaming and curing the foamable adhesive sheet to bond the coil to the stator core; wherein a ratio of a thickness of the first adhesive layer to a thickness of the second adhesive layer is 1 or greater and 8 or less.
- a manufacturing method of a rotor for a rotating electric machine in which a coil is fixed to a slot of a rotor core comprising the steps of: A preparation step of preparing a foamable adhesive sheet having a first adhesive layer containing a curable adhesive and a foaming agent, and a second adhesive layer containing a curable adhesive but not a foaming agent; a positioning step of positioning a foamable adhesive sheet between the rotor core and the coil such that the second adhesive layer faces the coil side and the first adhesive layer faces the rotor core side; a bonding step of foaming and curing the foamable adhesive sheet to bond the coil to the rotor core; wherein a ratio of a thickness of the first adhesive layer to a thickness of the second adhesive layer is 1 or greater and 8 or less.
- stator core 2 slot 3 coil 4 adhesive sheet 10 stator for rotating electric machine 11 foam layer 12 non-foam layer 13 substrate 14 first intermediate layer 15 second intermediate layer 20 rotor for rotating electric machine 21 rotor core 22 slot 23 coil 30 foamable adhesive sheet 31 first adhesive layer 32 second adhesive layer 33 substrate 34 first intermediate layer 35 second intermediate layer
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Adhesives Or Adhesive Processes (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025507042A JPWO2025022774A1 (https=) | 2023-07-24 | 2024-05-20 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023119610 | 2023-07-24 | ||
| JP2023-119610 | 2023-07-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025022774A1 true WO2025022774A1 (ja) | 2025-01-30 |
Family
ID=94374755
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/018487 Pending WO2025022774A1 (ja) | 2023-07-24 | 2024-05-20 | 回転電機用ステータ、回転電機用ロータ、発泡性接着シート、回転電機用ステータの製造方法、および回転電機用ロータの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2025022774A1 (https=) |
| WO (1) | WO2025022774A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013009499A (ja) * | 2011-06-24 | 2013-01-10 | Toyota Motor Corp | 回転電機用絶縁部材、回転電機用ステータ、および、回転電機用ステータの製造方法 |
| JP2017149475A (ja) * | 2016-02-26 | 2017-08-31 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き機器 |
| CN109423224A (zh) * | 2017-08-22 | 2019-03-05 | 利诺士尖端材料有限公司 | 有机电子设备封装材料用聚烯烃类混合树脂、包括其的粘结组合物及包括其的粘结膜 |
| JP2020167797A (ja) * | 2019-03-28 | 2020-10-08 | アイシン・エィ・ダブリュ株式会社 | ステータの製造方法およびステータ |
| JP2022113240A (ja) * | 2021-01-25 | 2022-08-04 | 大日本印刷株式会社 | 発泡性接着シートおよび回転電機用ステータ |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150118015A (ko) * | 2013-02-07 | 2015-10-21 | 후루카와 덴키 고교 가부시키가이샤 | 절연 전선 및 모터 |
| JP6614758B2 (ja) * | 2014-03-14 | 2019-12-04 | 古河電気工業株式会社 | 絶縁電線、絶縁電線の製造方法、回転電機用ステータの製造方法および回転電機 |
| EP3217409B1 (en) * | 2014-11-07 | 2025-01-01 | Essex Furukawa Magnet Wire Japan Co., Ltd. | Insulating wire and rotating electric machine |
| JP6685878B2 (ja) * | 2016-10-14 | 2020-04-22 | 本田技研工業株式会社 | 回転電機および回転電機の製造方法 |
-
2024
- 2024-05-20 JP JP2025507042A patent/JPWO2025022774A1/ja active Pending
- 2024-05-20 WO PCT/JP2024/018487 patent/WO2025022774A1/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013009499A (ja) * | 2011-06-24 | 2013-01-10 | Toyota Motor Corp | 回転電機用絶縁部材、回転電機用ステータ、および、回転電機用ステータの製造方法 |
| JP2017149475A (ja) * | 2016-02-26 | 2017-08-31 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き機器 |
| CN109423224A (zh) * | 2017-08-22 | 2019-03-05 | 利诺士尖端材料有限公司 | 有机电子设备封装材料用聚烯烃类混合树脂、包括其的粘结组合物及包括其的粘结膜 |
| JP2020167797A (ja) * | 2019-03-28 | 2020-10-08 | アイシン・エィ・ダブリュ株式会社 | ステータの製造方法およびステータ |
| JP2022113240A (ja) * | 2021-01-25 | 2022-08-04 | 大日本印刷株式会社 | 発泡性接着シートおよび回転電機用ステータ |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2025022774A1 (https=) | 2025-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7414164B2 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP7766062B2 (ja) | 接着剤組成物および発泡性接着シート | |
| JP7722357B2 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP7204971B1 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| WO2023176134A1 (ja) | 物品、物品の製造方法、発泡性接着シートおよび接着剤組成物 | |
| JP7280986B1 (ja) | 物品の製造方法、接着剤組成物および発泡性接着シート | |
| JP7838314B2 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP7396335B2 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP7578160B1 (ja) | 物品、物品の製造方法、発泡性接着シートおよび接着剤組成物 | |
| WO2025022774A1 (ja) | 回転電機用ステータ、回転電機用ロータ、発泡性接着シート、回転電機用ステータの製造方法、および回転電機用ロータの製造方法 | |
| JP2023101090A (ja) | 発泡性接着シートおよび物品 | |
| JP7556489B1 (ja) | 接着シート、接着シートの製造方法、および物品の製造方法 | |
| WO2024237232A1 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| US20250101264A1 (en) | Foaming adhesive sheet and article manufacturing method | |
| JP7578128B2 (ja) | 発泡性接着シートおよび構造体の製造方法 | |
| JP2024098844A (ja) | 発泡性接着シートおよび物品の製造方法 | |
| US20250368861A1 (en) | Method for producing product, adhesive composition and foaming adhesive sheet | |
| JP2024080433A (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP2025184543A (ja) | 発泡性接着シート、発泡性接着シートの製造方法、および物品の製造方法 | |
| JP2025171371A (ja) | 物品の製造方法および、発泡性接着シートおよび接着剤組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025507042 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24845158 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |