WO2025009472A1 - 導電性複合繊維および繊維構造物 - Google Patents
導電性複合繊維および繊維構造物 Download PDFInfo
- Publication number
- WO2025009472A1 WO2025009472A1 PCT/JP2024/023422 JP2024023422W WO2025009472A1 WO 2025009472 A1 WO2025009472 A1 WO 2025009472A1 JP 2024023422 W JP2024023422 W JP 2024023422W WO 2025009472 A1 WO2025009472 A1 WO 2025009472A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- conductive
- fiber
- value
- protective layer
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
Definitions
- the present invention relates to conductive composite fibers containing carbon black as a conductive material and fiber structures containing the same.
- Conductive fibers have been widely used to prevent static electricity in applications such as clothing and industrial materials. For example, conductive fibers that contain conductive components that contain thermoplastic resins and conductive substances have been proposed. In addition, because clothing and industrial material applications require design, various considerations have been given to not only the conductivity but also the color tone of the conductive fibers.
- Patent Document 1 JP Patent Publication 7-48719A discloses a conductive composite fiber composed of a non-conductive layer component A made of a fiber-forming polymer and a conductive layer component B made of a thermoplastic polymer containing a conductive substance, in which the conductive substance is conductive particles having a conductive coating mainly composed of indium oxide on the surface of metal compound particles, and the conductive composite fiber has a color difference lightness index L value of 85 or more and a chromaticness index b value of 7 or less.
- Patent Document 2 JP Patent Publication 2003-129341A discloses an antistatic fiber obtained by spinning a polyester made of polyester whose main repeating unit is ethylene terephthalate, containing a specific titanium compound and a phosphorus compound, and to which a specific polyoxyalkylene polyether and an organic sulfonic acid metal salt are added as antistatic agents. It also discloses that the use of a polyester production catalyst containing a specific titanium compound and a phosphorus compound results in a good color tone, specifically an L value of 80.0 or more and a b value in the range of -2.0 to 5.0.
- Patent document 3 JP Patent Publication 2007-284847 discloses a conductive polyester fiber that is a multifilament composed of multiple single yarns, and is characterized in that at least a portion of the components of the single yarns is a polyester whose main repeating unit is ethylene terephthalate and which contains 10 to 30 mass % polyalkylene glycol. It also describes that the color tone is excellent because no carbon black is used, and that the L value, which indicates the color tone of the fiber, is 50 or more.
- Patent Document 1 conductive particles having a conductive coating mainly composed of indium oxide on the surface of metal compound particles are used as the conductive substance, and since the whiteness of the conductive particles themselves is good, it is described that the conductive composite fiber exhibits a high level of whiteness. However, the conductivity of such conductive particles is still insufficient. In addition, when conductive particles having a conductive coating are contained in conductive fibers as the conductive substance, there is a problem in that the durability of the conductivity is poor.
- Patent Document 2 uses polyoxyalkylene polyether and organic sulfonic acid metal salt as conductive substances, while Patent Document 3 uses polyalkylene glycol as conductive substances.
- Patent Document 3 uses polyalkylene glycol as conductive substances.
- these conductive substances have little effect on color tone, their conductivity is still insufficient.
- a concealing polymer layer (B) containing a white pigment such as titanium dioxide fine particles is provided to conceal the coloring of the conductive carbon black, but even when a white pigment is used, the influence of the coloring of the conductive carbon black remains, and the conductive composite fiber has a bluish color tone. When mixed with white fiber, the color of the conductive composite fiber stands out, impairing the aesthetic appearance.
- the present invention therefore aims to solve the above problems and provide a conductive composite fiber that has excellent conductivity and durability without compromising the aesthetic appearance even when mixed with other white fibers.
- the inventors of the present invention discovered that, in a conductive composite fiber having a conductive layer containing carbon black as a conductive material, the L * value and b * value in the L * a * b * color system are adjusted to fall within specific ranges, and that conductive composite fiber has excellent conductivity and durability without impairing the aesthetic appearance even when mixed with other white fibers, leading to the completion of the present invention.
- a conductive composite fiber having at least a conductive layer containing a thermoplastic resin (A) and carbon black, the conductive composite fiber having an L* value of 20 to 70 (preferably 30 to 68 , more preferably 40 to 65, and even more preferably 50 to 60) and a b * value of 0 to 10 (preferably 0.1 to 9, more preferably 0.5 to 8.5, and even more preferably 1 to 8) in the L*a*b* color system.
- a conductive composite fiber according to claim 2 wherein the pigment contained in the protective layer includes at least one pigment selected from the group consisting of a yellow pigment and a red pigment.
- the protective layer contains a yellow pigment, and the content of the yellow pigment in the protective layer is 0.01 to 0.25% by weight (preferably 0.02 to 0.2% by weight, more preferably 0.03 to 0.15% by weight, and even more preferably 0.05 to 0.1% by weight).
- a conductive composite fiber according to aspect 3 or 4 wherein the protective layer contains a red pigment, and the content of the red pigment in the protective layer is 0.005 to 0.15% by weight (preferably 0.01 to 0.1% by weight, more preferably 0.015 to 0.07% by weight, and even more preferably 0.025 to 0.05% by weight).
- a fiber structure comprising the conductive composite fiber according to any one of claims 1 to 8.
- a fiber structure according to aspect 9 having an L * value of 70 to 90 (preferably 73 to 88, more preferably 75 to 85) and a b * value of 0 to 10 (preferably 1 to 9.5, more preferably 2 to 9, even more preferably 3 to 8.5) in the L*a*b* color system.
- Aspect 11 11. The textile structure of claim 9 or 10, wherein the textile structure is a garment.
- the conductive composite fiber of the present invention does not impair the aesthetic appearance even when mixed with other white fibers, and has excellent conductivity and durability, so it can improve the antistatic effect in clothing and industrial material applications.
- FIG. 2 is a schematic cross-sectional view showing a double-layered core-sheath structure of a conductive composite fiber according to one embodiment of the present invention.
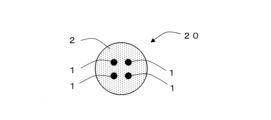
- FIG. 2 is a schematic cross-sectional view showing a four-core inner two-layer core-sheath structure of a conductive composite fiber according to one embodiment of the present invention.
- FIG. 2 is a schematic cross-sectional view showing a three-layer core-sheath structure of a conductive composite fiber according to one embodiment of the present invention.
- FIG. 2 is a schematic cross-sectional view showing a four-core, three-layer core-sheath structure of a conductive composite fiber according to one embodiment of the present invention.
- FIG. 2 is a schematic cross-sectional view showing a four-core, three-layer core-sheath structure of a conductive composite fiber according to one embodiment of the present invention.
- the conductive composite fiber has at least a conductive layer containing a thermoplastic resin (A) and carbon black, and has an L * value of 20 to 70 and a b * value of 0 to 10 in the L * a * b * color system.
- A thermoplastic resin
- carbon black is used in the conductive layer, the fiber has a black or bluish color tone due to the carbon black, and this is generally addressed by adjusting the L * value to increase the whiteness, but in the present invention, it has been found that by adjusting not only the L * value but also the b * value to a specific range, the aesthetic appearance is not impaired even when the fiber is mixed with other white fibers.
- the L * value represents the lightness of the L * a * b * color system standardized by the International Commission on Illumination (CIE), and the larger the value, the brighter the color, and the smaller the value, the darker the color.
- the b * value represents the chromaticity indicating the hue and saturation of the L * a * b * color system, and the larger the positive value, the stronger the yellow color, and the smaller the negative value, the stronger the blue color.
- the L * value and b * value are adjusted to a color within a specific range, so that even when mixed with white fibers, the color is not noticeable, and the aesthetic appearance can be maintained.
- the L * value is below the lower limit value described above, the black color becomes stronger, and the aesthetic appearance is inferior when mixed with white fibers.
- the L * value exceeds the upper limit, it may be due to the carbon black content being too low, in which case the conductive performance tends to be poor.
- the b * value is below the lower limit, the blue color becomes stronger, resulting in poor aesthetic appearance when mixed with white fibers, and if it exceeds the upper limit, the yellow color becomes stronger, resulting in poor aesthetic appearance when mixed with white fibers.
- the L * value of the conductive composite fiber may be preferably 30 to 68, more preferably 40 to 65, and even more preferably 50 to 60.
- the b * value of the conductive composite fiber may be preferably 0.1 to 9, more preferably 0.5 to 8.5, and even more preferably 1 to 8.
- the L * value and the b * value are values measured by the method described in the examples below.
- the conductive layer is not particularly limited as long as it can exhibit conductivity due to the carbon black contained as a conductive material.
- the carbon black is not particularly limited as long as it has conductivity, but examples include furnace black (e.g., ketjen black, etc.), channel black, acetylene black, thermal black, lamp black, etc.
- the carbon black preferably has a resistivity of 10 4 ⁇ cm or less in powder form, more preferably 10 3 ⁇ cm or less, and even more preferably 10 2 ⁇ cm or less.
- the lower limit of the resistivity of the carbon black is not particularly limited, but may be, for example, 10 ⁇ 3 ⁇ cm or more.
- the resistivity of the carbon black can be measured by filling a 1 cm diameter cylinder with 10 g of sample, applying a pressure of 200 kg from the top with a piston, and applying a direct current (0.1 to 100 V).
- the mechanism by which the conductivity of carbon black is expressed is thought to be a conductive path theory in which carbon black particles aggregate to form a chain structure called a structure, and the structures are in contact with each other, causing ⁇ electrons to move and generating conductivity, and a tunnel effect theory in which ⁇ electrons jump between dispersed carbon black particles to generate conductivity.
- a conductive path theory in which carbon black particles aggregate to form a chain structure called a structure, and the structures are in contact with each other, causing ⁇ electrons to move and generating conductivity
- a tunnel effect theory in which ⁇ electrons jump between dispersed carbon black particles to generate conductivity.
- the average particle size of the primary particles of carbon black may be, for example, 0.5 ⁇ m or less, preferably 0.3 ⁇ m or less, and more preferably 0.1 ⁇ m or less. There is no particular restriction on the lower limit, but it may be, for example, 0.001 ⁇ m or more.
- the average particle size of the primary particles of carbon black refers to a value measured by centrifugal sedimentation method, and can be measured, for example, by a centrifugal sedimentation type particle size distribution measuring device "CAPA-700" manufactured by Horiba, Ltd.
- the carbon black content in the conductive layer may be 15 to 50% by weight, preferably 18 to 45% by weight, and more preferably 20 to 40% by weight, from the viewpoints of electrical conductivity and spinnability.
- the carbon black content of the conductive composite fiber may be 0.005 to 0.05% by weight, preferably 0.008 to 0.04% by weight, and more preferably 0.01 to 0.03% by weight, based on the weight of the conductive composite fiber, from the viewpoints of conductivity and color tone.
- the thermoplastic resin (A) contained in the conductive layer may be, for example, polyamide-based resins such as nylon 6, nylon 66, nylon 610, nylon 612, nylon 4, nylon 11, nylon 12, metaxylenediamine nylon, and copolymers in which these polymers are copolymerized with other components; polyester-based resins such as polyethylene terephthalate, polytrimethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polylactic acid, and copolymers in which these polymers are copolymerized with other components; polyolefins such as polyethylene and polypropylene.
- polyamide-based resins such as nylon 6, nylon 66, nylon 610, nylon 612, nylon 4, nylon 11, nylon 12, metaxylenediamine nylon, and copolymers in which these polymers are copolymerized with other components
- polyester-based resins such as polyethylene terephthalate, polytrimethylene terephthalate,
- thermoplastic resin examples include thermoplastic elastomers such as styrene-based resins, acrylic resins such as polyacrylonitrile, polystyrene-based resins, polycarbonate-based resins, polyurethane-based thermoplastic elastomers, polyester-based thermoplastic elastomers, and polyamide-based thermoplastic elastomers.
- thermoplastic resins polyamide-based resins and polyester-based resins are preferred as the thermoplastic resin (A) from the viewpoints of compatibility with carbon black and adhesiveness.
- polyamide-based resins are more preferred from the viewpoint of fluidity when mixed with carbon black.
- Polyamide-based resins have good dispersibility of carbon black and can maintain fluidity even when the carbon black content is increased, so that they can be suitably used as the thermoplastic resin (A) of the conductive layer from the viewpoint of improving electrical conductivity.
- the conductive layer may contain various additives, such as conductive metal oxides, such as titanium oxide, having a conductive coating, and antistatic enhancers, such as polyalkylene glycols and polyalkylene ethers, to the extent that the effect of the present invention is not impaired.
- conductive metal oxides such as titanium oxide
- antistatic enhancers such as polyalkylene glycols and polyalkylene ethers
- the conductive composite fiber has a composite fiber structure including a conductive layer.
- the conductive composite fiber preferably has a protective layer located outside (on the fiber surface side) of the conductive layer in the fiber cross section.
- the fiber cross section means a cross section perpendicular to the fiber axis
- the fiber surface means the outer periphery in the fiber cross section.
- the protective layer preferably constitutes at least a part of the surface of the conductive composite fiber, and for example, the protective layer may occupy 70% or more of the area of the fiber surface, preferably 90% or more of the area of the fiber surface, and more preferably occupy the entire fiber surface.
- the protective layer preferably contains a thermoplastic resin (B) and a pigment.
- a pigment By adding a pigment to the protective layer and coloring the raw material, it is easy to adjust the L * value and b * value depending on the ratio of the conductive layer and the content of carbon black.
- the pigment include coloring pigments (inorganic pigments, organic pigments), extender pigments, functional pigments, etc.
- the protective layer preferably contains a yellow pigment as a pigment.
- the conductive layer in order to maintain the aesthetic appearance of the conductive composite fiber by mixing it with the white fiber, the conductive layer is colored with carbon black in consideration of the coloring, and instead of emphasizing the white color by adding a large amount of only the white pigment, the b * value is adjusted to have a yellowish hue, so that the conductive layer can be made less noticeable even when mixed with the white fiber.
- yellow pigment for example, inorganic pigments such as yellow lead (chrome yellow), cadmium yellow, yellow iron oxide, and titanium yellow, and organic pigments such as fast yellow, Hansa yellow, benzidine yellow, permanent yellow, chromophthalic yellow, isoindolinone yellow, and benzimidazolone yellow can be used. These yellow pigments may be used alone or in combination of two or more kinds.
- the content of the yellow pigment in the protective layer may be 0.01 to 0.25% by weight (e.g., 0.010 to 0.250% by weight), preferably 0.02 to 0.2% by weight (e.g., 0.020 to 0.200% by weight), more preferably 0.03 to 0.15% by weight (e.g., 0.030 to 0.150% by weight), and even more preferably 0.05 to 0.1% by weight (e.g., 0.050 to 0.100% by weight).
- the protective layer preferably contains a red pigment as a pigment.
- the L * value and the b * value can be adjusted by adding red to the black or bluish color tone of the conductive layer due to the carbon black.
- the red pigment for example, known red pigments such as inorganic pigments such as red iron oxide, cadmium red, molybdenum red, and red lead, and organic pigments such as lake red, brilliant carmine, naphthol red, permanent red, lithol red, quinacridone red, and thioindigo maroon can be used. These red pigments may be used alone or in combination of two or more kinds.
- the content of the red pigment in the protective layer may be 0.005 to 0.15% by weight (e.g., 0.005 to 0.150% by weight), preferably 0.01 to 0.1% by weight (e.g., 0.010 to 0.100% by weight), more preferably 0.015 to 0.07% by weight (e.g., 0.015 to 0.070% by weight), and even more preferably 0.025 to 0.05% by weight (e.g., 0.025 to 0.050% by weight).
- the protective layer contains a yellow pigment and a red pigment.
- the content weight ratio of the yellow pigment to the red pigment in the protective layer may be 1/1 to 5/1, preferably 1.3/1 to 4/1, and more preferably 1.5/1 to 3/1.
- the protective layer may also contain a white pigment.
- white pigment examples include known white pigments such as titanium dioxide, zinc oxide, lead carbonate, lead hydroxide, barium carbonate, barium sulfate, zinc sulfide, magnesium carbonate, calcium carbonate, aluminum oxide, aluminum hydroxide, silicon dioxide, talc, mica, and kaolin.
- the content of the white pigment in the protective layer may be 0.1 to 5% by weight (e.g., 0.1 to 5.0% by weight), preferably 0.3 to 4% by weight (e.g., 0.3 to 4.0% by weight), more preferably 0.5 to 3% by weight (e.g., 0.5 to 3.0% by weight), and even more preferably 1 to 2.5% by weight (e.g., 1.0 to 2.5% by weight).
- the protective layer preferably contains the above yellow pigment and red pigment together with the white pigment.
- the content weight ratio of the total amount of the yellow pigment and the red pigment to the white pigment in the protective layer [(yellow pigment + red pigment)/white pigment] may be 1/99 to 20/80, preferably 3/97 to 12/88, and more preferably 5/95 to 15/85.
- the pigment content in the protective layer can be reduced by adding a yellow pigment or a red pigment, and the decrease in spinnability can be suppressed.
- the total pigment content (yellow pigment, red pigment, white pigment, etc.) in the protective layer may be 0.1 to 5 wt % (e.g., 0.1 to 5.0 wt %), preferably 0.3 to 4 wt % (e.g., 0.3 to 4.0 wt %), and more preferably 0.5 to 3 wt % (e.g., 0.5 to 3.0 wt %).
- Thermoplastic resin (B) contained in the protective layer may be, for example, a polyamide-based resin, a polyester-based resin, a polyolefin-based resin, a polystyrene-based resin, an acrylic-based resin, a polycarbonate-based resin, a polyurethane-based resin, or a thermoplastic elastomer.
- polyamide-based resins, polyester-based resins, and polyolefin-based resins are preferred as the thermoplastic resin (B) from the viewpoint of excellent fiber formability, and polyester-based resins are more preferred from the viewpoint of excellent fiber physical properties such as mechanical strength.
- the thermoplastic resin (B) may be the same type of thermoplastic resin as
- thermoplastic resin (B) a modified polyester in which a component containing a sulfonate group is copolymerized as a modified component of a dicarboxylic acid may be used.
- a modified polyester it is possible to impart cationic dye dyeability to the conductive composite fiber, so that it is possible to mix it with other white fibers to form a fiber structure and then dye it.
- the dicarboxylic acid component containing a sulfonate group may be contained as a metal salt or a phosphonium salt, and the phosphonium salt may be contained as P + R 1 R 2 R 3 R 4 (wherein R 1 , R 2 , R 3 and R 4 are the same or different and are selected from the group consisting of a hydrogen atom, an alkyl group and an aryl group).
- dicarboxylic acid component containing a sulfonate group examples include a sulfonate group-containing isophthalic acid component, a sulfonate group-containing dicarboxynaphthalene component, a sulfonate group-containing succinic acid component, and the like, and the sulfonate group-containing isophthalic acid component is preferred.
- the protective layer may contain various additives such as fluorescent brighteners, stabilizers, UV protection agents, and matting agents, as long as they do not impair the effects of the present invention.
- the composite area ratio of the conductive layer and the protective layer in the fiber cross section of the conductive composite fiber may be 1/99 to 15/85, preferably 1.5/98.5 to 13/87, more preferably 2/98 to 10/90, and even more preferably 3/97 to 9/91, from the viewpoint of achieving both electrical conductivity and color tone.
- the conductive composite fiber may have a layer different from the conductive layer and the protective layer, for example, an intermediate layer located inside the protective layer and outside the conductive layer in the fiber cross section.
- an intermediate layer located inside the protective layer and outside the conductive layer in the fiber cross section.
- the intermediate layer preferably contains a thermoplastic resin (C) and inorganic fine particles.
- the inorganic fine particles may be white pigments such as titanium dioxide, zinc oxide, lead carbonate, lead hydroxide, barium carbonate, barium sulfate, zinc sulfide, magnesium carbonate, calcium carbonate, aluminum oxide, aluminum hydroxide, silicon dioxide, talc, mica, and kaolin.
- the inorganic microparticles may have an average particle size of 5 ⁇ m or less, preferably 3 ⁇ m or less, and more preferably 1 ⁇ m or less. There is no particular restriction on the lower limit of the average particle size, but it may be, for example, 0.01 ⁇ m or more.
- the average particle size of the inorganic microparticles is a value measured by a laser diffraction/scattering method, and an example of this laser diffraction/scattering type particle size distribution measuring device is the "Mastersizer 3000" manufactured by Spectris Co., Ltd.
- the conductive composite fiber can suppress the decrease in spinnability by providing the protective layer described above, so the intermediate layer can contain a relatively large amount of inorganic fine particles.
- the content of inorganic fine particles in the intermediate layer may be 10 to 85% by weight, preferably 30 to 80% by weight, and more preferably 50 to 75% by weight.
- the weight ratio of the content of inorganic fine particles in the intermediate layer to the content of pigment in the protective layer may be 1/99 to 30/70, preferably 2/98 to 20/80, and more preferably 3/97 to 10/90.
- the weight ratio of the content of inorganic fine particles to the content of pigment indicates a value taking into account the combined weight ratio of the protective layer and the intermediate layer.
- Thermoplastic resin (C) contained in the intermediate layer may be, for example, a polyamide-based resin, a polyester-based resin, a polyolefin-based resin, a polystyrene-based resin, an acrylic resin, a polycarbonate-based resin, a polyurethane-based resin, or a thermoplastic elastomer.
- a polyamide-based resin, a polyester-based resin, a polyolefin-based resin, a polystyrene-based resin, an acrylic resin, a polycarbonate-based resin, a polyurethane-based resin, or a thermoplastic elastomer Among these thermoplastic resins, polyamide-based resins, polyester-based resins, and polyolefin-based resins are preferred as the thermoplastic resin (C) from the viewpoint of fluidity when the inorganic fine particles are highly contained (for example, when the inorganic fine particles are contained in the intermediate layer at 50% by weight or more).
- thermoplastic resin (C) may be the same or different from the thermoplastic resin (A) and/or the thermoplastic resin (B), but from the viewpoint of adhesion with the conductive layer and the protective layer, it is preferable that the thermoplastic resin (C) is the same type as the thermoplastic resin (A).
- the thermoplastic resin (C) may be the same type as the thermoplastic resin (A), and for example, a polyamide-based resin or a polyester-based resin can be used as the thermoplastic resin (A) and the thermoplastic resin (C).
- the intermediate layer may contain various additives such as fluorescent brighteners and stabilizers, as long as they do not impair the effects of the present invention.
- the conductive composite fiber may have a composite shape of the fiber cross section that is continuous in the fiber axis direction.
- the composite shape of the fiber cross section is not limited as long as the L * value and b * value show specific values, and examples of the composite shape include a core-sheath type, a sea-island type, a split type, and the like cross-sectional structures. From the viewpoint of concealing the coloring of the conductive layer, the core-sheath type or the sea-island type cross-sectional structures in which the conductive layer is not exposed on the fiber surface and is covered by other layers are preferred.
- the conductive composite fiber of one embodiment is composed of a conductive layer and a protective layer, and the protective layer is located outside the conductive layer in the fiber cross section.
- the protective layer is located so as to cover the entire outer periphery of the conductive layer.
- the conductive composite fiber 10 shown in FIG. 1 has a core-sheath type cross section structure with the conductive layer 1 as the core component and the protective layer 2 as the sheath component, and the conductive composite fiber 20 shown in FIG.
- the conductive layer 2 has a multi-core inner core-sheath type (sea island type) cross section structure with the conductive layer 1 as a plurality of core components and the protective layer 2 as the sheath component.
- the cross-sectional shape and arrangement of the conductive layer are not limited, and the cross-sectional shape of the conductive layer may be not only a circle as shown in FIGS. 1 and 2, but also an ellipse, a polygon, a multi-lobed shape (a shape having an uneven shape such as a star shape), etc.
- the conductive layer may be arranged concentrically or eccentrically with respect to the protective layer. From the viewpoint of adjusting the L * value and b * value to fall within a specific range, it is preferable that the conductive layer has a circular cross-sectional structure and is arranged concentrically with the protective layer.
- the conductive composite fiber is composed of a conductive layer, an intermediate layer, and a protective layer, and the intermediate layer is located outside the conductive layer in the fiber cross section, and the protective layer is located outside the intermediate layer.
- the intermediate layer is located outside the conductive layer, and at least a part of the protective layer is located outside the conductive layer, for example, the intermediate layer or the conductive layer may be exposed at a part of the fiber surface.
- the intermediate layer is located so as to cover the entire outer periphery of the conductive layer, and the protective layer is located so as to cover the entire outer periphery of the intermediate layer.
- the conductive layer 5 has a core-sheath type cross section structure in which the intermediate layer 3 is arranged around each of the multiple conductive layers 1, and the protective layer 2 is arranged as a sheath component to cover all of the core components.
- the cross-sectional shape and arrangement of the conductive layer and the intermediate layer are not limited, and the cross-sectional shape of the conductive layer may be not only a circle as shown in FIGS. 3 to 5, but also an ellipse, a polygon, a multi-lobed shape (a shape having a concave and convex shape such as a star shape), etc.
- the conductive layer and the intermediate layer may be arranged concentrically or eccentrically with respect to the protective layer. From the viewpoint of adjusting the L * value and b * value to fall within a specific range, it is preferable that the conductive layer and the intermediate layer have a circular cross-sectional structure and are arranged concentrically with the protective layer.
- the conductive composite fiber can be appropriately selected not only for the cross-sectional shape of the layers (conductive layer, intermediate layer) located inside the fiber cross-section, but also for the outer peripheral shape of the fiber cross-section, as long as the effect of the present invention is not impaired, and may be, for example, a circular, elliptical, flat, polygonal, or other cross-sectional shape.
- the single fiber fineness of the conductive composite fiber can be appropriately selected depending on the application, etc.
- the single fiber fineness may be 1 to 35 dtex, preferably 1.5 to 20 dtex, and more preferably 2 to 15 dtex.
- the single fiber fineness is calculated by dividing the total fineness measured by the method described in the examples below by the number of filaments.
- the conductive composite fiber may be a monofilament or a multifilament.
- the number of filaments can be appropriately selected depending on the application, etc., and may be, for example, 2 to 30 filaments.
- the conductive composite fiber has excellent conductivity and may have a resistance value of 1.0 ⁇ 10 9 ⁇ /cm ⁇ f or less, preferably 5.0 ⁇ 10 8 ⁇ /cm ⁇ f or less, more preferably 3.0 ⁇ 10 8 ⁇ /cm ⁇ f or less, and even more preferably 1.0 ⁇ 10 8 ⁇ /cm ⁇ f or less.
- the lower limit of the resistance value is not particularly limited, but may be about 1.0 ⁇ 10 5 ⁇ /cm ⁇ f.
- the resistance value of the conductive composite fiber is a value measured by the method described in the examples below.
- the conductive composite fiber has excellent durability of conductivity and can suppress an increase in resistance value
- the resistance value after 50 washings may be 1.0 ⁇ 10 10 ⁇ /cm ⁇ f or less, preferably 1.0 ⁇ 10 9 ⁇ /cm ⁇ f or less, more preferably 5.0 ⁇ 10 8 ⁇ /cm ⁇ f or less, and even more preferably 3.0 ⁇ 10 8 ⁇ /cm ⁇ f or less.
- the lower limit of the resistance value is not particularly limited, but may be about 1.0 ⁇ 10 5 ⁇ /cm ⁇ f.
- the increase rate of the resistance value after 50 washings may be 100% or less, preferably 50% or less, and more preferably 30% or less.
- the conductive composite fiber may include a spinning process in which a conductive layer material containing a thermoplastic resin (A) and carbon black, and materials forming other layers (for example, a protective layer material containing a thermoplastic resin (B) and a pigment, and an intermediate layer material containing a thermoplastic resin (C) and inorganic fine particles as necessary) are melt-spun.
- a conductive layer material containing a thermoplastic resin (A) and carbon black for example, a protective layer material containing a thermoplastic resin (B) and a pigment, and an intermediate layer material containing a thermoplastic resin (C) and inorganic fine particles as necessary
- each layer material may be melted in a separate extruder and spun from a nozzle using a typical melt spinning device used for composite spinning.
- the cross-sectional shape and diameter of the obtained fiber can be set as desired depending on the shape and size of the nozzle, the spinning speed, etc.
- the weight ratio of each layer material may be adjusted so that the area ratio of each layer is within the above-mentioned range.
- the fiber obtained after spinning may be subjected to known processes such as drawing, heat treatment, and false twisting.
- the conductive composite fiber can be used for various applications as a fiber structure containing the conductive composite fiber at least in part.
- the conductive composite fiber may be used as a continuous fiber (monofilament, multifilament) or as a short fiber (cut fiber).
- the fiber structure may have various shapes depending on the conductivity and application of the conductive composite fiber, and may be, for example, a yarn such as a filament yarn or a spun yarn, or a cloth such as a woven fabric, a knitted fabric, or a nonwoven fabric.
- the fiber structure may be composed of only the conductive composite fiber, or may be composed of a combination of the conductive composite fiber and other fibers.
- the yarns may be conductive yarns made only of conductive composite fibers, or conductive blended yarns made of conductive composite fibers and non-conductive fibers.
- non-conductive fibers There are no particular limitations on the non-conductive fibers, and various fibers may be combined according to the application. For example, polyester fibers, polyamide fibers, acrylic fibers, urethane fibers, etc. may be used. These fibers may be used alone or in combination of two or more types.
- the conductive yarn and the conductive blended yarn may be filament yarn or spun yarn. They may also be twisted yarn or non-twisted yarn. In the case of twisted yarn, they may be subjected to a false twisting process or bulking process.
- the conductive blended yarn may be a spun blended yarn obtained by bundling conductive composite fibers and non-conductive fibers during spinning, a blended yarn in which conductive composite fibers and non-conductive fibers are blended by post-processing, a blended twisted yarn in which conductive composite fibers and non-conductive fibers are twisted together, or a blended yarn in which conductive composite fibers and short fibers of non-conductive fibers are blended.
- the blended yarn by post-processing may have a single covering structure or a double covering structure in which non-conductive fibers are covered with conductive composite fibers.
- the cloth may be a conductive cloth made of only conductive composite fibers, or a conductive mixed cloth made of conductive composite fibers and non-conductive fibers. Since the aesthetic appearance of the conductive composite fibers is not impaired even when they are mixed with other white fibers, it is preferable to use a conductive mixed cloth mixed with non-conductive fibers, and it is preferable to mix 0.01 to 20% by weight of the conductive composite fibers with the total weight of the conductive mixed cloth.
- the conductive mixed cloth may be a cloth made by interweaving or interknitting conductive yarns and non-conductive yarns made of only non-conductive fibers, or it may be a cloth containing the above-mentioned conductive mixed yarns.
- the conductive fabric and conductive mixed fabric may be various types of fabric such as woven fabric, knitted fabric, and nonwoven fabric.
- the structure of the woven fabric or knitted fabric may be selected from known structures depending on the application. Examples of nonwoven fabric include dry nonwoven fabric and wet nonwoven fabric that use conductive composite fibers and short fibers of nonconductive fibers.
- the L * value in the L * a * b * color system may be 70 to 90 and the b * value may be 0 to 10.
- the L * value may be preferably 73 to 88, more preferably 75 to 85, and the b * value may be preferably 1 to 9.5, more preferably 2 to 9, and even more preferably 3 to 8.5.
- These textile structures can be used for a wide range of purposes, including clothing and industrial materials, by taking advantage of their electrical conductivity.
- Clothing applications include, for example, tops, bottoms, outerwear, innerwear, linings, gloves, caps, socks, scarves, veils, and shoes.
- it can be used in clothing such as scarves, sweaters, and cardigans to prevent discomfort caused by static electricity discharge, dustproof clothing worn in clean rooms where high antistatic performance is required to protect electronic products and semiconductors, and antistatic working wear for workers in factories and chemical plants where there is a risk of explosion due to static electricity discharge, such as workers in chemical plants and workers handling chemicals.
- Conductive composite fibers have excellent conductivity durability even after repeated washing, so they can permanently maintain conductivity even in these clothing applications.
- Industrial material applications include, for example, filters, conveyor belts, screens, brushes, carpets, seating materials, curtains, bedding, etc.
- the total fiber fineness (dtex) was measured according to JIS L 1013:2010 "Testing methods for chemical fiber filament yarns" 8.3.1 A method.
- CM-3700A spectrophotometer
- CM-3700A spectrophotometer
- the conductive composite fibers obtained in the examples and comparative examples were cut to a length of 10 cm, and a conductive paint ("Dotite” manufactured by Fujikura Kasei Co., Ltd.) was applied to the cut cross section of one filament of the conductive composite fiber to fix the fiber end.
- a conductive paint (“Dotite” manufactured by Fujikura Kasei Co., Ltd.) was applied to the cut cross section of one filament of the conductive composite fiber to fix the fiber end.
- SM-8220 manufactured by Hioki E.E.C. Co., Ltd.
- SME-8350 shielding box manufactured by Hioki E.E.C. Co., Ltd.
- the resistance value after 50 washes was calculated as follows. First, a cylindrical knitted fabric of the conductive composite fiber obtained in the examples and comparative examples was produced in the same manner as in the measurement method of the L * value and the b * value. Using a household washing machine (manufactured by Matsushita Electric Industrial Co., Ltd., "NA-F50E"), 40°C water was poured up to the water level line indicating the standard water volume of the water tub, and synthetic laundry detergent was dissolved in this at a ratio corresponding to the standard usage amount to prepare a washing liquid.
- NA-F50E household washing machine
- the obtained cylindrical knitted fabric and the load cloth were put into this washing liquid so that the weight ratio (cylindrical knitted fabric/load cloth) was 1/30, and the washing was performed for 25 minutes and then dehydrated. Then, the operation of washing with water for 2 minutes and dehydrating again was performed twice. After repeating this series of operations 50 times, the conductive composite fiber was extracted from the cylindrical knitted fabric, and the resistance value after 50 washes ( ⁇ /cm ⁇ f) was calculated for one filament in the same manner as in the measurement method of the initial resistance value described above.
- the protective layer material was polyethylene terephthalate (PET) mixed with 0.092 wt % yellow pigment, 0.046 wt % red pigment, and 2.0 wt % white pigment (titanium dioxide; Sakai Chemical Industry Co., Ltd., "R-25”).
- the intermediate layer material was nylon 6 (Ny6; Ube Industries, Ltd., "UBE Nylon 1011FK”) mixed with 70 wt % titanium dioxide fine particles (Sakai Chemical Industry Co., Ltd., "R-25", average particle size: 0.2 ⁇ m).
- the conductive layer material was nylon 6 (Ny6; Ube Industries, Ltd., "UBE Nylon 1011FK”) mixed with 35 wt % carbon black (furnace black; Cabot Specialty Chemicals, Inc., "VULCAN XC72", resistivity: 0.45 ⁇ cm, average primary particle size: 0.03 ⁇ m).
- PBT polybutylene terephthalate
- the thermoplastic resin for the protective layer material was a BPIS-modified PET obtained by carrying out an ester exchange reaction and a polycondensation reaction between
- Example 5 Conductive composite fibers were obtained in the same manner as in Example 1, except that polyethylene terephthalate containing 0.040% by weight of yellow pigment, 0.020% by weight of red pigment, and 1.0% by weight of white pigment was used as the protective layer material.
- Example 6 Conductive composite fibers were obtained in the same manner as in Example 1, except that polyethylene terephthalate containing 0.132% by weight of yellow pigment, 0.066% by weight of red pigment, and 2.5% by weight of white pigment was used as the protective layer material.
- Example 8 Conductive composite fibers were obtained in the same manner as in Example 1, except that polyethylene terephthalate containing 0.092% by weight of a yellow pigment and 2.0% by weight of a white pigment was used as the protective layer material.
- Example 1 Conductive composite fibers were obtained in the same manner as in Example 1, except that polyethylene terephthalate mixed with 2.0% by weight of a white pigment was used as the protective layer material.
- the protective layer material was polyethylene terephthalate mixed with 0.5% by weight of white pigment
- the conductive layer material
- the conductive composite fibers of Examples 1 to 8 which contain carbon black in the conductive layer and have specific L * and b * values, have low CV values of L * and b * values and small ⁇ L * and ⁇ b * values in a tubular knit fabric mixed with other fibers, and as a result, can reduce color unevenness.
- the conductive composite fibers of Examples 1 to 8 have excellent aesthetics when mixed with other white fibers, and are excellent in conductivity and durability.
- the conductive composite fiber of Comparative Example 1 has excellent conductivity and durability due to the inclusion of carbon black in the conductive layer, but has a low b * value and a bluish tinge, so that in a tubular knitted fabric in which it is mixed with other fibers, the CV value of the b * value and the ⁇ b * value are large, the color of the conductive composite fiber is noticeable, and the aesthetics are poor.
- the conductive composite fiber of Comparative Example 2 has small color variations in the tubular knit fabric in which it is mixed with other fibers because the titanium dioxide particles with a conductive film used as the conductive material in the conductive layer are white.
- the conductive composite fiber has poor conductivity, and is particularly poor in the durability of its conductivity.
- the conductive composite fiber of Comparative Example 3 has a low carbon black content in the fiber, and therefore has a high L * value and small color unevenness in a tubular knit fabric mixed with other fibers, but is inferior in conductivity and durability.
- the conductive composite fiber of Comparative Example 4 has excellent conductivity and durability due to the inclusion of carbon black in the conductive layer.
- the L * value is low and the fiber has a blackish color
- the CV value and ⁇ L * value of the L * value are large in a tubular knit fabric in which the conductive composite fiber is mixed with other fibers, and the color of the conductive composite fiber is conspicuous, resulting in poor aesthetics.
- the conductive composite fiber of Comparative Example 5 has excellent conductivity and durability due to the inclusion of carbon black in the conductive layer.
- the CV value and ⁇ b * value of the b * value are large in a tubular knit fabric in which the conductive composite fiber is blended with other fibers, and the color of the conductive composite fiber is conspicuous, resulting in poor aesthetics.
- Conductive composite fibers have excellent conductivity and color tone, making them suitable for a wide range of applications, including clothing and industrial materials.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Multicomponent Fibers (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025531525A JPWO2025009472A1 (https=) | 2023-07-06 | 2024-06-27 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023111412 | 2023-07-06 | ||
| JP2023-111412 | 2023-07-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025009472A1 true WO2025009472A1 (ja) | 2025-01-09 |
Family
ID=94172144
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/023422 Ceased WO2025009472A1 (ja) | 2023-07-06 | 2024-06-27 | 導電性複合繊維および繊維構造物 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2025009472A1 (https=) |
| TW (1) | TW202511555A (https=) |
| WO (1) | WO2025009472A1 (https=) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3803453A (en) * | 1972-07-21 | 1974-04-09 | Du Pont | Synthetic filament having antistatic properties |
| JPS58163725A (ja) * | 1982-03-16 | 1983-09-28 | Unitika Ltd | 導電性複合繊維 |
| JPH05263318A (ja) * | 1991-12-18 | 1993-10-12 | Kuraray Co Ltd | 導電性複合繊維 |
| JP2019529729A (ja) * | 2016-09-01 | 2019-10-17 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニーE.I.Du Pont De Nemours And Company | 炭素含有アラミド二成分フィラメント糸 |
-
2024
- 2024-06-27 JP JP2025531525A patent/JPWO2025009472A1/ja active Pending
- 2024-06-27 WO PCT/JP2024/023422 patent/WO2025009472A1/ja not_active Ceased
- 2024-07-04 TW TW113125113A patent/TW202511555A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3803453A (en) * | 1972-07-21 | 1974-04-09 | Du Pont | Synthetic filament having antistatic properties |
| JPS58163725A (ja) * | 1982-03-16 | 1983-09-28 | Unitika Ltd | 導電性複合繊維 |
| JPH05263318A (ja) * | 1991-12-18 | 1993-10-12 | Kuraray Co Ltd | 導電性複合繊維 |
| JP2019529729A (ja) * | 2016-09-01 | 2019-10-17 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニーE.I.Du Pont De Nemours And Company | 炭素含有アラミド二成分フィラメント糸 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202511555A (zh) | 2025-03-16 |
| JPWO2025009472A1 (https=) | 2025-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI551742B (zh) | 芯鞘複合纖維、含有同芯鞘複合纖維的假撚加工紗及其製造方法以及包含這些纖維的織編物 | |
| WO2014104411A1 (ja) | 耐熱布帛 | |
| CN101522968A (zh) | 掩污耐切割织物和制品及其制造方法 | |
| JP7332693B2 (ja) | 導電性複合繊維およびそれを用いた繊維構造物 | |
| JP5735377B2 (ja) | 芯鞘型ポリエステル扁平断面繊維、および防透性を有する布帛 | |
| JP4280546B2 (ja) | 導電性複合繊維及び導電性織編物 | |
| JP5379076B2 (ja) | 複合合成繊維 | |
| WO2025009472A1 (ja) | 導電性複合繊維および繊維構造物 | |
| JP5297331B2 (ja) | 芯鞘型複合繊維 | |
| JPS5819360A (ja) | 導電性重合体組成物 | |
| JP2000170028A (ja) | 光学機能構造体および織編物 | |
| TWI744305B (zh) | 淡色/低電阻抗靜電纖維及併有該纖維的織物 | |
| JP4955463B2 (ja) | 複合繊維 | |
| TW202206658A (zh) | 多層斷面複合纖維及其織物 | |
| JP7340183B1 (ja) | 芯鞘型ポリエステル複合繊維、及びその製造方法 | |
| JP5815450B2 (ja) | ポリエステル潜在捲縮マルチフィラメント糸とその製造方法、および濃染性布帛とその製造方法 | |
| JP5777391B2 (ja) | インテリア内装材 | |
| JP2009263807A (ja) | 制電撥水布帛および衣料 | |
| JP6538340B2 (ja) | 中空マルチフィラメント糸、仮撚中空マルチフィラメント糸、及び織編物 | |
| JP5324360B2 (ja) | 芯鞘型複合仮撚加工糸を含む布帛および繊維製品 | |
| TW201800631A (zh) | 扁平剖面捲縮絲、該捲縮絲的製造方法和含有該捲縮絲的編織物 | |
| JP2014189905A (ja) | 防透性に優れたポリエステル系芯鞘型複合繊維及びその製造方法 | |
| JPS6240444B2 (https=) | ||
| JP4917492B2 (ja) | 制電生地およびその製法 | |
| KR101651942B1 (ko) | 폴리아미드 폴리에스테르 분할형 복합섬유 및 직편물 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24835985 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025531525 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025531525 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |