WO2024157674A1 - 化粧シート - Google Patents
化粧シート Download PDFInfo
- Publication number
- WO2024157674A1 WO2024157674A1 PCT/JP2023/045696 JP2023045696W WO2024157674A1 WO 2024157674 A1 WO2024157674 A1 WO 2024157674A1 JP 2023045696 W JP2023045696 W JP 2023045696W WO 2024157674 A1 WO2024157674 A1 WO 2024157674A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- decorative sheet
- layer
- protective layer
- surface protective
- resin
- Prior art date
Links
- 239000004744 fabric Substances 0.000 claims abstract description 31
- 238000004566 IR spectroscopy Methods 0.000 claims abstract description 13
- 238000000862 absorption spectrum Methods 0.000 claims abstract description 9
- 239000010410 layer Substances 0.000 claims description 218
- 229920005989 resin Polymers 0.000 claims description 158
- 239000011347 resin Substances 0.000 claims description 158
- 239000011241 protective layer Substances 0.000 claims description 143
- 239000002245 particle Substances 0.000 claims description 88
- 230000005865 ionizing radiation Effects 0.000 claims description 73
- 239000000463 material Substances 0.000 claims description 37
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims description 26
- 238000005259 measurement Methods 0.000 claims description 19
- 239000000758 substrate Substances 0.000 claims description 19
- 238000000576 coating method Methods 0.000 description 75
- 239000011248 coating agent Substances 0.000 description 69
- 238000000034 method Methods 0.000 description 39
- 239000000047 product Substances 0.000 description 38
- 239000007788 liquid Substances 0.000 description 31
- 239000000203 mixture Substances 0.000 description 29
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 25
- 238000011156 evaluation Methods 0.000 description 25
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 21
- 239000000049 pigment Substances 0.000 description 21
- 239000007789 gas Substances 0.000 description 20
- 239000000976 ink Substances 0.000 description 20
- -1 polypropylene Polymers 0.000 description 20
- 238000013461 design Methods 0.000 description 19
- 230000000052 comparative effect Effects 0.000 description 18
- 239000001023 inorganic pigment Substances 0.000 description 18
- 239000004611 light stabiliser Substances 0.000 description 17
- 230000007423 decrease Effects 0.000 description 16
- 230000037303 wrinkles Effects 0.000 description 16
- 238000007639 printing Methods 0.000 description 15
- 239000004840 adhesive resin Substances 0.000 description 14
- 229920006223 adhesive resin Polymers 0.000 description 14
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 13
- 239000001301 oxygen Substances 0.000 description 13
- 229910052760 oxygen Inorganic materials 0.000 description 13
- 239000000126 substance Substances 0.000 description 13
- 230000035807 sensation Effects 0.000 description 12
- 238000003825 pressing Methods 0.000 description 11
- 230000005855 radiation Effects 0.000 description 11
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 10
- 235000010724 Wisteria floribunda Nutrition 0.000 description 10
- 238000001125 extrusion Methods 0.000 description 10
- 238000003475 lamination Methods 0.000 description 10
- 239000000377 silicon dioxide Substances 0.000 description 10
- 239000007787 solid Substances 0.000 description 10
- 239000000654 additive Substances 0.000 description 9
- 239000000853 adhesive Substances 0.000 description 9
- 230000001070 adhesive effect Effects 0.000 description 9
- 150000001412 amines Chemical class 0.000 description 9
- 230000008859 change Effects 0.000 description 9
- 238000006243 chemical reaction Methods 0.000 description 9
- 238000009472 formulation Methods 0.000 description 9
- 238000012360 testing method Methods 0.000 description 9
- 239000004743 Polypropylene Substances 0.000 description 8
- 239000012298 atmosphere Substances 0.000 description 8
- 239000003999 initiator Substances 0.000 description 8
- 229920001155 polypropylene Polymers 0.000 description 8
- 239000005060 rubber Substances 0.000 description 8
- 230000002087 whitening effect Effects 0.000 description 8
- 239000004925 Acrylic resin Substances 0.000 description 7
- 238000004132 cross linking Methods 0.000 description 7
- 229920001971 elastomer Polymers 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 239000000123 paper Substances 0.000 description 7
- 239000002023 wood Substances 0.000 description 7
- 239000004698 Polyethylene Substances 0.000 description 6
- 238000005452 bending Methods 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 230000006870 function Effects 0.000 description 6
- 125000000524 functional group Chemical group 0.000 description 6
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 6
- 238000001228 spectrum Methods 0.000 description 6
- 229920003002 synthetic resin Polymers 0.000 description 6
- 239000000057 synthetic resin Substances 0.000 description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 5
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 5
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 5
- MPIAGWXWVAHQBB-UHFFFAOYSA-N [3-prop-2-enoyloxy-2-[[3-prop-2-enoyloxy-2,2-bis(prop-2-enoyloxymethyl)propoxy]methyl]-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(COC(=O)C=C)(COC(=O)C=C)COCC(COC(=O)C=C)(COC(=O)C=C)COC(=O)C=C MPIAGWXWVAHQBB-UHFFFAOYSA-N 0.000 description 5
- 238000009826 distribution Methods 0.000 description 5
- 238000007646 gravure printing Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 230000035515 penetration Effects 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 4
- 238000005033 Fourier transform infrared spectroscopy Methods 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 4
- 150000001336 alkenes Chemical class 0.000 description 4
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000009820 dry lamination Methods 0.000 description 4
- 230000003746 surface roughness Effects 0.000 description 4
- 239000004711 α-olefin Substances 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- 229920000178 Acrylic resin Polymers 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- DAKWPKUUDNSNPN-UHFFFAOYSA-N Trimethylolpropane triacrylate Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 description 3
- KNSXNCFKSZZHEA-UHFFFAOYSA-N [3-prop-2-enoyloxy-2,2-bis(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical class C=CC(=O)OCC(COC(=O)C=C)(COC(=O)C=C)COC(=O)C=C KNSXNCFKSZZHEA-UHFFFAOYSA-N 0.000 description 3
- 238000002835 absorbance Methods 0.000 description 3
- 239000006096 absorbing agent Substances 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 230000001588 bifunctional effect Effects 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 229910001873 dinitrogen Inorganic materials 0.000 description 3
- 238000010894 electron beam technology Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 239000013538 functional additive Substances 0.000 description 3
- 238000001000 micrograph Methods 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 239000003960 organic solvent Substances 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 238000010526 radical polymerization reaction Methods 0.000 description 3
- 239000011342 resin composition Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 3
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 3
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 2
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1-dodecene Chemical compound CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 2
- ADOBXTDBFNCOBN-UHFFFAOYSA-N 1-heptadecene Chemical compound CCCCCCCCCCCCCCCC=C ADOBXTDBFNCOBN-UHFFFAOYSA-N 0.000 description 2
- GQEZCXVZFLOKMC-UHFFFAOYSA-N 1-hexadecene Chemical compound CCCCCCCCCCCCCCC=C GQEZCXVZFLOKMC-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- PJLHTVIBELQURV-UHFFFAOYSA-N 1-pentadecene Chemical compound CCCCCCCCCCCCCC=C PJLHTVIBELQURV-UHFFFAOYSA-N 0.000 description 2
- HFDVRLIODXPAHB-UHFFFAOYSA-N 1-tetradecene Chemical compound CCCCCCCCCCCCC=C HFDVRLIODXPAHB-UHFFFAOYSA-N 0.000 description 2
- DCTOHCCUXLBQMS-UHFFFAOYSA-N 1-undecene Chemical compound CCCCCCCCCC=C DCTOHCCUXLBQMS-UHFFFAOYSA-N 0.000 description 2
- PUGOMSLRUSTQGV-UHFFFAOYSA-N 2,3-di(prop-2-enoyloxy)propyl prop-2-enoate Chemical compound C=CC(=O)OCC(OC(=O)C=C)COC(=O)C=C PUGOMSLRUSTQGV-UHFFFAOYSA-N 0.000 description 2
- KUDUQBURMYMBIJ-UHFFFAOYSA-N 2-prop-2-enoyloxyethyl prop-2-enoate Chemical compound C=CC(=O)OCCOC(=O)C=C KUDUQBURMYMBIJ-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- FLPKSBDJMLUTEX-UHFFFAOYSA-N bis(1,2,2,6,6-pentamethylpiperidin-4-yl) 2-butyl-2-[(3,5-ditert-butyl-4-hydroxyphenyl)methyl]propanedioate Chemical compound C1C(C)(C)N(C)C(C)(C)CC1OC(=O)C(C(=O)OC1CC(C)(C)N(C)C(C)(C)C1)(CCCC)CC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 FLPKSBDJMLUTEX-UHFFFAOYSA-N 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 2
- 238000005034 decoration Methods 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000007607 die coating method Methods 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 235000019441 ethanol Nutrition 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 150000004665 fatty acids Chemical class 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 238000007641 inkjet printing Methods 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 238000001840 matrix-assisted laser desorption--ionisation time-of-flight mass spectrometry Methods 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 2
- VAMFXQBUQXONLZ-UHFFFAOYSA-N n-alpha-eicosene Natural products CCCCCCCCCCCCCCCCCCC=C VAMFXQBUQXONLZ-UHFFFAOYSA-N 0.000 description 2
- NHLUYCJZUXOUBX-UHFFFAOYSA-N nonadec-1-ene Chemical compound CCCCCCCCCCCCCCCCCC=C NHLUYCJZUXOUBX-UHFFFAOYSA-N 0.000 description 2
- CCCMONHAUSKTEQ-UHFFFAOYSA-N octadec-1-ene Chemical compound CCCCCCCCCCCCCCCCC=C CCCMONHAUSKTEQ-UHFFFAOYSA-N 0.000 description 2
- 238000007645 offset printing Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000012860 organic pigment Substances 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 210000002381 plasma Anatomy 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 229920002050 silicone resin Polymers 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 238000010345 tape casting Methods 0.000 description 2
- 235000010215 titanium dioxide Nutrition 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- 238000000411 transmission spectrum Methods 0.000 description 2
- 210000002268 wool Anatomy 0.000 description 2
- 229910052724 xenon Inorganic materials 0.000 description 2
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 2
- MYWOJODOMFBVCB-UHFFFAOYSA-N 1,2,6-trimethylphenanthrene Chemical compound CC1=CC=C2C3=CC(C)=CC=C3C=CC2=C1C MYWOJODOMFBVCB-UHFFFAOYSA-N 0.000 description 1
- 229940106006 1-eicosene Drugs 0.000 description 1
- FIKTURVKRGQNQD-UHFFFAOYSA-N 1-eicosene Natural products CCCCCCCCCCCCCCCCCC=CC(O)=O FIKTURVKRGQNQD-UHFFFAOYSA-N 0.000 description 1
- GTELLNMUWNJXMQ-UHFFFAOYSA-N 2-ethyl-2-(hydroxymethyl)propane-1,3-diol;prop-2-enoic acid Chemical class OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.CCC(CO)(CO)CO GTELLNMUWNJXMQ-UHFFFAOYSA-N 0.000 description 1
- NLGDWWCZQDIASO-UHFFFAOYSA-N 2-hydroxy-1-(7-oxabicyclo[4.1.0]hepta-1,3,5-trien-2-yl)-2-phenylethanone Chemical compound OC(C(=O)c1cccc2Oc12)c1ccccc1 NLGDWWCZQDIASO-UHFFFAOYSA-N 0.000 description 1
- YPVPQMCSLFDIKA-UHFFFAOYSA-N 3-ethylpent-1-ene Chemical compound CCC(CC)C=C YPVPQMCSLFDIKA-UHFFFAOYSA-N 0.000 description 1
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 1
- LDTAOIUHUHHCMU-UHFFFAOYSA-N 3-methylpent-1-ene Chemical compound CCC(C)C=C LDTAOIUHUHHCMU-UHFFFAOYSA-N 0.000 description 1
- SUWJESCICIOQHO-UHFFFAOYSA-N 4-methylhex-1-ene Chemical compound CCC(C)CC=C SUWJESCICIOQHO-UHFFFAOYSA-N 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- HVVWZTWDBSEWIH-UHFFFAOYSA-N [2-(hydroxymethyl)-3-prop-2-enoyloxy-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(CO)(COC(=O)C=C)COC(=O)C=C HVVWZTWDBSEWIH-UHFFFAOYSA-N 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- PYKYMHQGRFAEBM-UHFFFAOYSA-N anthraquinone Natural products CCC(=O)c1c(O)c2C(=O)C3C(C=CC=C3O)C(=O)c2cc1CC(=O)OC PYKYMHQGRFAEBM-UHFFFAOYSA-N 0.000 description 1
- 150000004056 anthraquinones Chemical class 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 229940121375 antifungal agent Drugs 0.000 description 1
- 239000003429 antifungal agent Substances 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 150000001558 benzoic acid derivatives Chemical class 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- 150000008366 benzophenones Chemical class 0.000 description 1
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical compound C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 description 1
- 239000012964 benzotriazole Substances 0.000 description 1
- 150000001565 benzotriazoles Chemical class 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- OSIVCXJNIBEGCL-UHFFFAOYSA-N bis(2,2,6,6-tetramethyl-1-octoxypiperidin-4-yl) decanedioate Chemical compound C1C(C)(C)N(OCCCCCCCC)C(C)(C)CC1OC(=O)CCCCCCCCC(=O)OC1CC(C)(C)N(OCCCCCCCC)C(C)(C)C1 OSIVCXJNIBEGCL-UHFFFAOYSA-N 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- QYMGIIIPAFAFRX-UHFFFAOYSA-N butyl prop-2-enoate;ethene Chemical compound C=C.CCCCOC(=O)C=C QYMGIIIPAFAFRX-UHFFFAOYSA-N 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 239000004035 construction material Substances 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000002274 desiccant Substances 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- SOCTUWSJJQCPFX-UHFFFAOYSA-N dichromate(2-) Chemical compound [O-][Cr](=O)(=O)O[Cr]([O-])(=O)=O SOCTUWSJJQCPFX-UHFFFAOYSA-N 0.000 description 1
- PPSZHCXTGRHULJ-UHFFFAOYSA-N dioxazine Chemical compound O1ON=CC=C1 PPSZHCXTGRHULJ-UHFFFAOYSA-N 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 229940069096 dodecene Drugs 0.000 description 1
- 229920006245 ethylene-butyl acrylate Polymers 0.000 description 1
- 229920006244 ethylene-ethyl acrylate Polymers 0.000 description 1
- 229920006225 ethylene-methyl acrylate Polymers 0.000 description 1
- 229920005680 ethylene-methyl methacrylate copolymer Polymers 0.000 description 1
- 230000003203 everyday effect Effects 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 238000009408 flooring Methods 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 230000005283 ground state Effects 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- DCYOBGZUOMKFPA-UHFFFAOYSA-N iron(2+);iron(3+);octadecacyanide Chemical compound [Fe+2].[Fe+2].[Fe+2].[Fe+3].[Fe+3].[Fe+3].[Fe+3].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-] DCYOBGZUOMKFPA-UHFFFAOYSA-N 0.000 description 1
- YOBAEOGBNPPUQV-UHFFFAOYSA-N iron;trihydrate Chemical compound O.O.O.[Fe].[Fe] YOBAEOGBNPPUQV-UHFFFAOYSA-N 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 1
- PXZQEOJJUGGUIB-UHFFFAOYSA-N isoindolin-1-one Chemical compound C1=CC=C2C(=O)NCC2=C1 PXZQEOJJUGGUIB-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- 238000001819 mass spectrum Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000386 microscopy Methods 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- ORECYURYFJYPKY-UHFFFAOYSA-N n,n'-bis(2,2,6,6-tetramethylpiperidin-4-yl)hexane-1,6-diamine;2,4,6-trichloro-1,3,5-triazine;2,4,4-trimethylpentan-2-amine Chemical compound CC(C)(C)CC(C)(C)N.ClC1=NC(Cl)=NC(Cl)=N1.C1C(C)(C)NC(C)(C)CC1NCCCCCCNC1CC(C)(C)NC(C)(C)C1 ORECYURYFJYPKY-UHFFFAOYSA-N 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 239000005416 organic matter Substances 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- IEQIEDJGQAUEQZ-UHFFFAOYSA-N phthalocyanine Chemical compound N1C(N=C2C3=CC=CC=C3C(N=C3C4=CC=CC=C4C(=N4)N3)=N2)=C(C=CC=C2)C2=C1N=C1C2=CC=CC=C2C4=N1 IEQIEDJGQAUEQZ-UHFFFAOYSA-N 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 229960003351 prussian blue Drugs 0.000 description 1
- 239000013225 prussian blue Substances 0.000 description 1
- 230000002285 radioactive effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000012508 resin bead Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 239000013077 target material Substances 0.000 description 1
- CIHOLLKRGTVIJN-UHFFFAOYSA-N tert‐butyl hydroperoxide Chemical compound CC(C)(C)OO CIHOLLKRGTVIJN-UHFFFAOYSA-N 0.000 description 1
- YRHRIQCWCFGUEQ-UHFFFAOYSA-N thioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC=CC=C3SC2=C1 YRHRIQCWCFGUEQ-UHFFFAOYSA-N 0.000 description 1
- 210000001519 tissue Anatomy 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000002341 toxic gas Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 150000003918 triazines Chemical class 0.000 description 1
- VQOXUMQBYILCKR-UHFFFAOYSA-N tridecaene Natural products CCCCCCCCCCCC=C VQOXUMQBYILCKR-UHFFFAOYSA-N 0.000 description 1
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
Definitions
- the present invention relates to a decorative sheet.
- the decorative sheet can be used, for example, for the interior and exterior decoration of buildings, and for the surface decoration of fixtures, furniture, construction materials, flooring materials, etc.
- Patent Document 1 many decorative sheets using olefin resins (e.g., polypropylene sheets) have been proposed as alternatives to decorative sheets made of polyvinyl chloride, which are of concern in terms of environmental protection. By not using vinyl chloride resin, these decorative sheets suppress the generation of toxic gases and the like when incinerated.
- olefin resins e.g., polypropylene sheets
- decorative sheets are widely used to give design and durability to the surface of wood, wood boards, metal sheets, non-flammable boards, paper substrates, or resin substrates by bonding them with adhesives to make decorative sheets. Designs can be selected according to requirements and applications, from patterns such as wood grain or stone grain formed using various printing methods to plain surfaces without any patterns. Similarly, the gloss of the surface is also an important item in terms of design, and can be selected according to requirements and applications, from a high gloss like a mirror to a low gloss with no reflections at all. In addition to design, durability is also an important function of decorative sheets. Durability is a comprehensive evaluation of scratch resistance, stain resistance, and whether these can be guaranteed continuously for a long period of time. Decorative sheets are used for architectural interior materials in houses and public facilities, architectural exterior materials such as entrance doors, surface materials for building fixtures, and surface materials for home appliances. For this reason, they are exposed to direct sunlight and wind and rain every day, and extremely high weather resistance is required.
- a surface protective layer on the outermost surface of the decorative sheet. It is also common to add a gloss regulator (matt additive) to the surface protective layer to adjust the aforementioned gloss, particularly to achieve a low gloss.
- a gloss regulator matt additive
- An example of a decorative sheet that takes into consideration design (low gloss), scratch resistance, and stain resistance is the decorative sheet described in Patent Document 2.
- Patent Documents 3 to 7 propose a method for producing a low-gloss decorative sheet by forming wrinkles using excimer light with a wavelength of less than 200 nm.
- the objective of the present invention is to provide a decorative sheet that has low gloss and a moist feel.
- a decorative sheet comprising an original fabric layer and a surface protective layer provided on one surface of the original fabric layer, the surface of the surface protective layer being provided with an uneven structure including a plurality of ridge-like portions each protruding in a ridge shape, the uneven structure of the surface protective layer having a ratio Rdc/t of a cut level difference Rdc to a thickness t of the surface protective layer of 0.15 or more and 0.44 or less, the thickness t of the surface protective layer being 2 ⁇ m or more and 18 ⁇ m or less, and an absorption spectrum obtained by Fourier type infrared spectroscopy measurement of the surface protective layer has a ratio I 1095 /I 1725 of a maximum value I 1095 in a wave number range of 1085 to 1105 cm -1 to a maximum value I 1725 in a wave number range of 1715 to 1735 cm -1 of 0.65 or more.
- a decorative sheet according to the above aspect in which the gloss of the surface protective layer is less than 10.0.
- a decorative sheet according to any of the above aspects, in which the ratio Rdc/t is 0.15 or more and 0.31 or less.
- a decorative sheet according to any of the above aspects, in which the ratio Rdc/t is 0.15 or more and 0.25 or less.
- a decorative sheet according to any of the above aspects, wherein said ratio I 1095 /I 1725 is 3.5 or less.
- a decorative sheet according to any of the above aspects wherein said ratio I 1095 /I 1725 is 0.7 or greater. According to yet another aspect of the present invention, there is provided a decorative sheet according to any of the above aspects, wherein said ratio I 1095 /I 1725 is 0.85 or greater.
- a decorative sheet according to any of the above aspects wherein said ratio I 1095 /I 1725 is 2.2 or less. According to yet another aspect of the present invention, there is provided a decorative sheet according to any of the above aspects, wherein said ratio I 1095 /I 1725 is 1.3 or less.
- the surface protective layer includes a cured resin and particles
- the particles have an average particle size of 3 ⁇ m or more and 11 ⁇ m or less
- the particles are contained in the surface protective layer in an amount of 3 parts by mass or more and 11 parts by mass or less per 100 parts by mass of the resin.
- a decorative sheet according to any of the above aspects, in which the resin is an ionizing radiation curable resin.
- a decorative sheet according to any of the above aspects, in which the resin is an acrylate.
- a decorative sheet according to any of the above aspects, in which the resin is a trifunctional acrylate containing a repeating structure, and the number of repetitions of the repeating structure is 3 or more and 20 or less.
- a decorative sheet according to any of the above aspects, in which the resin is a tetrafunctional acrylate containing a repeating structure, and the number of repetitions of the repeating structure is 20 or more and 35 or less.
- a decorative sheet according to any of the above aspects, further comprising a pattern layer between the base layer and the surface protective layer.
- a decorative material comprising a decorative sheet according to any of the above aspects and a substrate to which the decorative sheet is attached.
- the present invention makes it possible to provide a decorative sheet that has low gloss and a moist feel.
- FIG. 1 is a cross-sectional view of a decorative material including a decorative sheet according to one embodiment of the present invention.
- FIG. 2 is a cross-sectional view of a decorative material including a decorative sheet according to another embodiment of the present invention.
- FIG. 3 is a cross-sectional view of the surface protective layer of the decorative sheet of FIG. 1 and
- FIG. 4 is a microscope image of the surface protective layer of a decorative sheet according to one example of the present invention.
- Decorative material and decorative sheet Fig. 1 is a cross-sectional view of a decorative material including a decorative sheet according to one embodiment of the present invention.
- Fig. 2 is a cross-sectional view of a decorative material including a decorative sheet according to another embodiment of the present invention.
- Fig. 3 is a cross-sectional view of the surface protective layer of the decorative sheet of Figs. 1 and 2.
- Fig. 4 is a micrograph of the surface protective layer of a decorative sheet according to one example of the present invention.
- the cross section shown in Figure 3 is a cross section along the thickness direction of the surface protection layer.
- the micrograph in Figure 4 is a plan view taken with a laser microscope (OLS-4000, manufactured by Olympus Corporation).
- the decorative material 11 shown in Figures 1 and 2 includes a substrate B and a decorative sheet 1 attached thereto.
- the decorative material 11 is a decorative board.
- the decorative board may be a flat plate, or may be curved or folded.
- the decorative material 11 may have a shape other than a plate.
- the substrate B is a plate material.
- the plate material is, for example, a wood board, an inorganic board, a metal plate, or a composite board made of multiple materials.
- the substrate B may have a shape other than a plate.
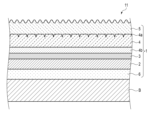
- the decorative sheet 1 shown in FIG. 1 has a pattern layer 3 and a surface protection layer 5 provided in this order from the original fabric layer 2 side on one surface, which is the front side, of the original fabric layer 2, and a primer layer 6 provided on the other surface of the original fabric layer 2 (i.e., the surface facing the substrate B).
- a pattern layer 3 and the primer layer 6 may be omitted.
- the decorative sheet 1 shown in FIG. 2 has a pattern layer 3, an adhesive resin layer 4b, a transparent resin layer 4, and a surface protection layer 5 provided in this order from the original fabric layer 2 on one surface, i.e., the front side, of the original fabric layer 2, and a primer layer 6 provided on the other surface of the original fabric layer 2 (i.e., the surface facing the substrate B).
- the transparent resin layer 4 is provided with an embossed uneven pattern (embossed pattern 4a).
- one or more of the pattern layer 3, adhesive resin layer 4b, transparent resin layer 4, and primer layer 6 may be omitted. Also, the embossed pattern 4a does not have to be provided.
- At least one of the transparent resin layer 4 and the surface protective layer 5 may be laminated in multiple layers. Also, taking into consideration the adhesion between each layer, other known layers may be arranged. Also, a concealing layer (not shown) or the like may be provided between the base layer 2 and the primer layer 6 as appropriate.
- raw fabric layer 2 for example, any material selected from paper, synthetic resin, synthetic resin foam, rubber, nonwoven fabric, synthetic paper, metal foil, etc. can be used.
- paper include tissue paper, titanium paper, resin-impregnated paper, etc.
- synthetic resin include polyethylene, polypropylene, polybutylene, polystyrene, polycarbonate, polyester, polyamide, ethylene-vinyl acetate copolymer, polyvinyl alcohol, acrylic, etc.
- Examples of rubber include ethylene-propylene copolymer rubber, ethylene-propylene-diene copolymer rubber, styrene-butadiene copolymer rubber, styrene-isoprene-styrene block copolymer rubber, styrene-butadiene-styrene block copolymer rubber, polyurethane, etc.
- Examples of nonwoven fabric include organic and inorganic nonwoven fabrics.
- Examples of metals for the metal foil include aluminum, iron, gold, silver, etc.
- the raw fabric layer 2 may be a sheet made of the same resin composition as the transparent resin layer 4. In this case, the raw fabric layer 2 is obtained by forming a resin material or a resin composition into a film shape. Examples of the forming method include calendar molding and extrusion molding.
- the base fabric layer 2 preferably has a colored layer made of a synthetic resin mixed with an inorganic pigment, and a skin layer made of synthetic resin.
- the thickness of the skin layer is preferably 3 ⁇ m to 20 ⁇ m, and the ratio of the thickness of the skin layer to the colored layer is preferably 1:6 to 1:50.
- the outermost layer is a skin layer that does not contain pigment. It is preferable to provide a skin layer on both sides of the colored layer. If the skin layer is made thicker and its ratio to the colored layer is increased, the ratio of the colored layer will decrease, and the hiding power will decrease, which is not preferable.
- the thickness of the original fabric layer 2 is preferably 50 ⁇ m or more and 150 ⁇ m or less. If the original fabric layer 2 is less than 50 ⁇ m, the performance of covering the unevenness of the base (unevenness) decreases. On the other hand, if the thickness of the original fabric layer 2 exceeds 150 ⁇ m, there is a risk of defects such as whitening and cracks occurring during bending.
- the inorganic pigment may be a known inorganic pigment, such as titanium oxide, which is used to provide hiding properties.
- the raw cloth layer 2 plays a role in hiding the pattern of the substrate B.
- the light transmittance is preferably 40% or less. If the hiding properties are low, the pattern of the design layer 3 and the pattern of the substrate B will be mixed, which is not preferable.
- the mixed amount of the inorganic pigment is preferably 5 parts by mass or more and 50 parts by mass or less, based on 100 parts by mass of the resin material.
- the inorganic pigment contained is not particularly limited, but examples thereof include natural inorganic pigments and synthetic inorganic pigments.
- natural inorganic pigments include earth pigments, calcined earth, and mineral pigments.
- synthetic inorganic pigments include oxide pigments, hydroxide pigments, sulfide pigments, silicate pigments, phosphate pigments, carbonate pigments, metal powder pigments, carbon pigments, etc.
- synthetic inorganic pigment a mixed pigment of one or more of natural inorganic pigments and synthetic inorganic pigments may be used.
- an organic pigment such as carbon black may be used in combination.
- additives such as fatty acid metal salts may be added to inorganic pigments to improve dispersibility and extrusion suitability.
- a substrate with an inactive surface such as an olefin-based substrate
- Pattern Layer A pattern layer 3 for adding a pattern to the decorative sheet 1 can be provided on the surface of the base fabric layer 2.
- the pattern may be a wood grain pattern, a stone grain pattern, a sand grain pattern, a tiled pattern, a brickwork pattern, a cloth grain pattern, a leather-striped pattern, a geometric figure, or the like.
- a base solid ink layer (not shown) may be provided between the base layer 2 and the pattern layer 3 depending on the level of the desired design.
- the base solid ink layer is provided so as to cover the entire surface of the base layer 2.
- the base solid ink layer may also be multi-layered, with two or more layers, as necessary for hiding properties, etc.
- the pattern layer 3 may be formed by laminating as many plates as necessary to express the desired design. In this way, the pattern layer 3 and the base solid ink layer can be combined in various ways depending on the desired design, that is, the design to be expressed, but there are no particular limitations.
- the constituent materials of the base solid ink layer and the design layer 3 are not particularly limited.
- printing inks or coating agents obtained by dissolving or dispersing a matrix and a colorant such as a dye or pigment in a solvent can be used as the constituent materials of the base solid ink layer and the design layer 3.
- a colorant such as a dye or pigment in a solvent
- various synthetic resins such as oil-based nitrocellulose resin, two-liquid urethane resin, acrylic resin, styrene resin, polyester resin, urethane resin, polyvinyl resin, alkyd resin, epoxy resin, melamine resin, fluorine resin, silicone resin, and rubber resin, or mixtures or copolymers thereof can be used.
- inorganic pigments such as carbon black, titanium white, zinc oxide, red oxide, yellow lead, Prussian blue, and cadmium red
- organic pigments such as azo pigments, lake pigments, anthraquinone pigments, phthalocyanine pigments, isoindolinone pigments, and dioxazine pigments, or mixtures thereof can be used.
- toluene, xylene, ethyl acetate, butyl acetate, methyl alcohol, ethyl alcohol, isopropyl alcohol, acetone, methyl ethyl ketone, methyl isobutyl ketone, cyclohexanone, water, etc., or mixtures thereof, etc. can be used.
- functional additives such as extender pigments, plasticizers, dispersants, surfactants, tackifiers, adhesive aids, drying agents, hardeners, hardening accelerators, and hardening retarders may be added to the base solid ink layer and the pattern layer 3 to impart various functions.
- the base solid ink layer and the design layer 3 can be formed by various printing methods such as gravure printing, offset printing, screen printing, electrostatic printing, and inkjet printing.
- the base solid ink layer covers the entire surface of the base layer 2, it can also be formed by various coating methods such as roll coating, knife coating, microgravure coating, and die coating. These printing and coating methods may be selected separately depending on the layer to be formed, but it is more efficient to select the same method and process them all at once.
- the thickness of the pattern layer 3 is preferably 3 ⁇ m or more and 20 ⁇ m or less. When the thickness of the pattern layer 3 is within this range, the printing can be made clear, the printing workability when manufacturing the decorative sheet 1 is improved, and manufacturing costs can be reduced.
- the resin material used as the main component of the transparent resin layer 4 is preferably made of an olefin-based resin, and in addition to polypropylene, polyethylene, polybutene, etc., ⁇ -olefins (e.g., propylene, 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene, 1-nonene, 1-decene, 1-undecene, 1-dodecene, tridecene, 1-tetradecene, 1-pentadecene, 1-hexadecene, 1-heptadecene, 1-octadecene, 1-nonadecene, 1-eicosene, 3-methyl-1-butene, 3-methyl-1-pentene, 3-ethyl-1-pentene, 4-methyl-1-pentene, 4-methyl-1-hexene, 4,4-dimethyl-1-pent ...
- copolymers examples include those obtained by homopolymerizing or copolymerizing two or more of ⁇ -olefins (such as ethylene-vinyl acetate copolymer, ethylene-vinyl alcohol copolymer, ethylene-methyl methacrylate copolymer, ethylene-ethyl methacrylate copolymer, ethylene-butyl methacrylate copolymer, ethylene-methyl acrylate copolymer, ethylene-ethyl acrylate copolymer, ethylene-butyl acrylate copolymer, etc.) with ethylene or an ⁇ -olefin and a monomer other than ⁇ -olefin.
- ⁇ -olefins such as ethylene-vinyl acetate copolymer, ethylene-vinyl alcohol copolymer, ethylene-methyl methacrylate copolymer, ethylene-ethyl methacrylate copolymer, ethylene-butyl methacrylate cop
- main component refers to 90% or more by mass of the target material.
- the thickness of the transparent resin layer 4 is preferably 50 ⁇ m or more and 100 ⁇ m or less. If it is less than 50 ⁇ m, the effect of improving the scratch resistance of the surface of the transparent resin layer 4 is low, and there is little point in providing the transparent resin layer 4. If the thickness of the transparent resin layer 4 exceeds 100 ⁇ m, the rigidity of the decorative sheet 1 is too high, and there is a risk of problems such as whitening and cracking occurring during bending.
- the thickness of the transparent resin layer 4 may be less than 50 ⁇ m.
- the resin composition constituting the transparent resin layer 4 may contain various functional additives such as heat stabilizers, light stabilizers, ultraviolet absorbers, antiblocking agents, catalyst scatterers, colorants, light scattering agents, and gloss adjusters, as necessary. These various functional additives can be appropriately selected from well-known additives.
- the adhesive used to bond the pattern layer 3 and the transparent resin layer 4 can be any material selected depending on the bonding method.
- bonding methods include lamination methods using heat lamination, extrusion lamination, dry lamination, etc., and the adhesive can be selected from acrylic, polyester, polyurethane, etc. Due to its cohesive strength, a two-liquid curing type urethane material that utilizes the reaction between isocyanate and polyol is usually desirable.
- lamination method for the transparent resin layer 4 but methods using heat and pressure, extrusion lamination, dry lamination, etc. are commonly used.
- the transparent resin layer 4 may also be provided with an embossed pattern (embossed pattern 4a).
- Ink can be embedded in the embossed pattern 4a to further improve the design.
- the embossed pattern 4a can be provided by a method in which a sheet that has been laminated using various methods is first embossed using heat and pressure, or by providing a pattern on a cooling roll and embossing the sheet at the same time as extrusion lamination.
- embossed pattern layer 3 and the transparent resin layer 4 are bonded together by heat or dry lamination at the same time as extrusion.
- an adhesive resin layer 4b may be provided between the pattern layer 3 and the transparent resin layer 4.
- an adhesive resin layer 4b may be provided between the transparent resin layer 4 and the adhesive.
- lamination can be performed by co-extrusion of the transparent resin layer 4 and the adhesive resin layer 4b.
- the adhesive resin layer 4b can be an acid-modified resin such as polypropylene, polyethylene, or acrylic resin.
- the thickness of the adhesive resin layer 4b is desirably 2 ⁇ m or more in order to improve adhesion.
- the uneven structure can be expressed by the cut level difference Rdc.
- the "cut level difference Rdc” is a surface property parameter defined in JIS B0601:2013.
- the cut level difference Rdc indicates the cut level difference of the roughness curve and expresses the steepness of the uneven shape.
- the position of the highest peak of the roughness curve is the reference for the cut level c.
- c (Rmr1) is the cut level when the load length ratio Rmr of the roughness curve is 10%
- c (Rmr2) is the cut level when the load length ratio Rmr of the roughness curve is 25%.
- the cut level difference Rdc ( ⁇ m) of the roughness curve is the difference between the cut level c (Rmr1) and the cut level c (Rmr2).
- the Rdc of the transparent resin layer 4 is preferably 0.2 ⁇ m or more and 2.9 ⁇ m or less. If the Rdc is less than 0.2 ⁇ m, the effect of embedding the ink is weakened, and if it is more than 2.9 ⁇ m, when the surface protection layer 5 is formed on the transparent resin layer 4, the touch becomes rougher than the moist touch of the present invention, which is not preferable.
- the Rdc of the transparent resin layer 4 is preferably 0.2 ⁇ m or more and 1.0 ⁇ m or less.
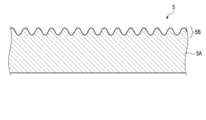
- the surface protection layer 5 has a core portion 5A and a ridge portion 5B that protrudes in a ridge shape from one surface of the core portion 5A. This forms an uneven shape in the surface protection layer 5.
- the "ridge shape” refers to a shape that is elongated and raised and linearly connected in a plan view.
- the ridge portion 5B may be curved or linear in a plan view, but is preferably curved from the viewpoint of the fingerprint resistance of the decorative sheet 1.
- the ridge portion 5B refers to, for example, the portion from the lowest part to the highest part of the uneven shape of the surface protection layer 5
- the core portion 5A refers to the portion of the surface protection layer 5 excluding the ridge portion 5B.
- the cross-sectional shape of the ridge portion 5B in the thickness direction of the surface protection layer 5 may be a sine wave shape.
- the sine wave shape referred to here means a shape in which the line extending from the lowest point to the highest point of the ridge portion 5B can be expressed as a sine wave.
- Fig. 3 is a cross-sectional view showing a schematic cross-section of the ridge portion 5B of the surface protective layer 5 (cross-section in the thickness direction of the surface protective layer 5), and Fig. 4 is a planar photograph showing the surface structure of the surface protective layer 5.
- Fig. 4 is a planar photograph obtained using a laser microscope (OLS-4000, manufactured by Olympus Corporation).
- the ridged portion 5B is elongated and raised, and is connected linearly in plan view. As described below, the ridged portion 5B is formed by irradiating the surface of the ionizing radiation curable resin with light of a specific wavelength, causing the cured film of the ionizing radiation curable resin to buckle.
- the shape of such ridged portion 5B can be expressed by the ratio RSm/Ra of the surface roughness index RSm ( ⁇ m) in the horizontal direction (the planar direction of surface protective layer 5, the left-right direction in FIG. 3) to the surface roughness index Ra ( ⁇ m) in the vertical direction (the depth direction of ridged portion 5B, the thickness direction of transparent molding layer 5, the up-down direction in FIG. 3).
- the ratio RSm/Ra is preferably 10 or more and 300 or less. More preferably, RSm/Ra is 10 or more and 250 or less.
- the surface roughness indices Ra and RSm are measured using a line roughness gauge and are measurements made in accordance with JIS B0601.
- the uneven structure of the surface protective layer 5 has a ratio Rdc/t (hereinafter simply referred to as "ratio Rdc/t") of the cut level difference Rdc to the thickness t of the surface protective layer 5 of 0.15 to 0.44.
- the ratio Rdc/t is preferably 0.15 to 0.31, and more preferably 0.15 to 0.25.
- the "cut level difference Rdc” is a surface property parameter defined in JIS B0601:2013.
- the cut level difference Rdc indicates the cut level difference of the roughness curve and expresses the steepness of the uneven shape.
- the position of the highest peak of the roughness curve is the reference for the cut level c.
- c (Rmr1) is the cut level when the load length ratio Rmr of the roughness curve is 10%
- c (Rmr2) is the cut level when the load length ratio Rmr of the roughness curve is 25%.
- the cut level difference Rdc ( ⁇ m) of the roughness curve is the difference between the cut level c (Rmr1) and the cut level c (Rmr2).
- the ratio Rdc/t is obtained by dividing the cut level difference Rdc by the thickness t of the surface protective layer 5, and the steepness of the uneven shape per unit thickness of the surface protective layer 5 can be expressed.
- the region of the surface of the surface protective layer corresponding to the portion where the load length ratio Rmr of the roughness curve is less than 10% is the region where the fingertip first comes into contact when the surface protective layer is pressed with the fingertip.
- the moist tactile sensation is not greatly influenced by the region of the surface of the surface protective layer where the fingertip first comes into contact when the pressure applied from the fingertip to the surface protective layer is extremely large.
- the moist tactile sensation is greatly influenced by the slope of the region of the surface of the surface protective layer where the fingertip first comes into contact when the pressure applied from the fingertip to the surface protective layer is increased to a certain degree.
- This region corresponds to the region where the load length ratio Rmr of the roughness curve is in the range of 10% to 25%.
- the slope of the uneven shape is relatively gentle.
- the resistance to pressure caused by contact between the finger and the surface is small, and the contact area between the finger and the convex surface gradually increases, resulting in a tactile sensation as if the surface of the decorative sheet is sticking to the finger.
- This tactile sensation can be associated with a "moist tactile sensation.”
- the slope of the uneven shape is quite gentle.
- the surface of the decorative sheet when the surface of the decorative sheet is pressed with a finger and slid across the surface with the finger, the pressing resistance due to contact between the finger and the surface is small, the contact area between the finger and the convex surface is large from the start of the pressing action, and the increase in this contact area accompanying the pressing action is quite gradual.
- the surface of the decorative sheet feels as if it is sticking to the finger, while, because the slope of the uneven shape is quite gentle, a smooth feel is obtained compared to the "moist feel" mentioned above, and the overall impression of a smooth feel is stronger. This feel can be associated with a "smooth feel.”
- the thickness t of the surface protective layer 5 is 2 ⁇ m or more and 18 ⁇ m or less.
- the thickness t of the surface protective layer 5 is preferably 3 ⁇ m or more and 10 ⁇ m or less.
- the surface protective layer 5 is too thick or too thin, it becomes difficult to achieve a "moist touch." Furthermore, when the surface protective layer 5 is made thin, it becomes difficult to achieve a low glossiness, and when it is made thicker, the processability decreases and whitening occurs when bending.
- the thickness of the surface protective layer 5 is the thickness of a layer that has the same apparent area and volume as the surface protective layer 5 and has a flat surface.
- the thickness of the surface protective layer 5 is determined, for example, by the following method. First, a cross section parallel to the thickness direction of the surface protective layer 5 and perpendicular to the length direction of the ridge portion 5B is imaged. Next, from this cross-sectional image, the dimension of the surface protective layer 5 in the width direction of the ridge portion 5B and the area of the cross section of the surface protective layer 5 are determined. The thickness of the surface protective layer 5 is a value obtained by dividing this area by the above dimension. The thickness of the surface protective layer 5 is determined by observing the cross section with a scanning electron microscope and averaging 25 points.
- the thickness of the surface protective layer 5 can be determined as described in the examples described later. Note that when the coating liquid for the surface protective layer described later does not contain a solvent, the thickness of the coating film made of the coating liquid for the surface protective layer is equal to the thickness of the surface protective layer 5.
- the surface protective layer 5 can be formed by various printing methods such as gravure printing, offset printing, screen printing, electrostatic printing, inkjet printing, etc.
- the surface protective layer 5 covers the entire surface of the front side of the raw fabric layer 2, it can also be formed by various coating methods such as roll coating, knife coating, microgravure coating, die coating, etc. These printing or coating methods may be selected separately depending on the layer to be formed, or the same method may be selected and processed all at once.
- the pattern layer 3 and the surface protective layer 5 may be synchronized from the viewpoint of design. In such a case, it is necessary to form the surface protective layer 5 all at once after forming the pattern layer 3, so it is preferable to use a gravure printing method. In addition, the gravure printing method allows for relatively high speed processing, which is advantageous in terms of cost and is preferable.
- synchronization means that 50% or more, preferably 70% or more, and most preferably 90% or more of the portion where the surface protective layer 5 is formed overlaps with the pattern portion of the pattern layer 3 in a planar view.
- the thickness of the surface protective layer 5 can be adjusted by adjusting the amount of coating in the printing and coating methods described above.
- the amount of coating can be calculated from the mass difference between a base sheet (including the base layer) with the surface protective layer 5 formed and one without it, produced using various printing and coating methods.
- the main material of the surface protective layer 5 is preferably an ionizing radiation curable resin.
- the main material means that the main material contains 60 parts by mass or more, more preferably 70 parts by mass or more, and most preferably 80 parts by mass or more per 100 parts by mass of the surface protective layer 5.
- ionizing radiation refers to a charged particle beam such as an electron beam.
- the ionizing radiation curable resin is cured by irradiation with ionizing radiation.
- the ionizing radiation curable resin can also be cured by ultraviolet irradiation.
- the ionizing radiation curable resin used here is cured by irradiation with light having a wavelength of 200 nm or less, and has a large absorption coefficient for this light.
- the ionizing radiation curable resin constituting the surface protective layer 5 known materials such as various monomers and commercially available oligomers can be used, for example, (meth)acrylic resins, silicone resins, polyester resins, urethane resins, amide resins, and epoxy resins can be used.
- the ionizing radiation curable resin may be either an aqueous resin or a non-aqueous (organic solvent-based) resin, and may be used alone or in combination of multiple types.
- the main component of the ionizing radiation curable resin is preferably an acrylate.
- the main component of the ionizing radiation curable resin means a component that accounts for 60% by mass or more of the ionizing radiation curable resin.
- the ionizing radiation curable resin preferably contains 70 parts by mass or more of acrylate, and more preferably contains 80 parts by mass or more.
- the acrylate is preferably an acrylate having two or more functional groups, and more preferably an acrylate having three or more functional groups.
- the acrylate is preferably an acrylate having three or more functional groups. There is no upper limit to the number of functional groups of the acrylate, but in one example, it is six or less functional groups.
- the acrylate preferably contains a repeating structure.
- This repeating structure is, for example, any one of an ethylene oxide (EO) structure, a propylene oxide (PO) structure, and an ⁇ -caprolactone (CL) structure.
- the repeating structure is preferably ethylene oxide or propylene oxide.
- the repeating structure may be present between the acryloyl group and the methylol group in an open ring state.
- the number of repetitions of the repeating structure is preferably 3 or more. If an acrylate with a large number of repetitions is used, the cured film is more likely to expand in the in-plane direction in the first irradiation step described below, and therefore wrinkles corresponding to the ridged portions 5B are more likely to appear on the coating film surface. In addition, if an acrylate with a large number of repetitions is used, there is a tendency for the ratio Rdc/t to be larger. However, if the number of repetitions is increased, the crosslink density decreases, and the scratch resistance of the surface protective layer decreases.
- the ionizing radiation curable resin is a trifunctional acrylate containing a repeating structure.
- EO-modified, PO-modified, or CL-modified trimethylolpropane triacrylate, glycerin triacrylate, isocyanurate triacrylate, or pentaerythritol triacrylate can be used as the trifunctional acrylate containing a repeating structure.
- the optimum viscosity range of the ionizing radiation curable resin is 10 to 500 mPa ⁇ s.
- trimethylolpropane triacrylate or glycerin triacrylate as the trifunctional acrylate resin, since it is possible to keep the viscosity within the optimum range.
- Resins having a skeleton that causes hydrogen bonding or ⁇ - ⁇ stacking often have a high viscosity of 500 mPa ⁇ s or more, which is not preferable.
- organic solvents or low-viscosity bifunctional acrylate resins can be added to adjust the viscosity. However, it is preferable not to use organic solvents from the viewpoint of environmental load. If a large amount of bifunctional acrylate resin is added, scratch resistance decreases, which is not preferable. Therefore, the amount of bifunctional acrylate resin added is preferably within the range of 10% by mass to 30% by mass of the content (mass) of the trifunctional acrylate resin.
- the number of repetitions of the repeating structure is preferably 3 or more, more preferably 3 to 30, and even more preferably 3 to 20. If the number of repetitions is small, the cured film of the ionizing radiation curable resin that constitutes the surface protective layer 5 is less likely to swell in the in-plane direction when irradiated with vacuum ultraviolet light (VUV light), and therefore wrinkles are not sufficiently formed, making it difficult for the surface protective layer 5 to have a low gloss. If the number of repetitions is large, the crosslinking density decreases, and the scratch resistance of the surface protective layer 5 tends to decrease.
- VUV light vacuum ultraviolet light
- the ionizing radiation curable resin is a tetrafunctional acrylate containing a repeating structure.
- EO-modified, PO-modified, or CL-modified pentaerythritol tetraacrylate can be used as the tetrafunctional acrylate containing a repeating structure.
- the number of repeats of the repeating structure is preferably 12 or more, more preferably 12 to 50, even more preferably 20 to 50, and even more preferably 20 to 35.
- the number of repeats is small, when irradiated with VUV light, the cured film of the ionizing radiation curable resin constituting the surface protective layer 5 is unlikely to swell in the in-plane direction, and therefore wrinkles are not sufficiently formed, making it difficult for the surface protective layer 5 to have a low gloss. If the number of repeats is large, the crosslinking density decreases, and the scratch resistance of the surface protective layer 5 tends to decrease.
- the number of repetitions of the repeating structure can be analyzed by using MALDI-TOF-MS.
- the ionizing radiation curable resin may have a molecular weight distribution. When the molecular weight distribution is present, the number of repetitions is set to the number of repetitions corresponding to the molecular weight having the strongest peak in the mass spectrum of MALDI-TOF-MS.
- the number of repetitions of the repeating structure may be calculated based on the ratio I 1095 /I 1725 calculated by Fourier infrared spectrometry, as described below.
- the ratio I 1095 /I 1725 between the maximum value I 1095 in the wave number range of 1085 to 1105 cm -1 and the maximum value I 1725 in the wave number range of 1715 to 1735 cm -1 is 0.65 or more. If the ratio I 1095 /I 1725 value is less than 0.65, the number of repetitions is small, so that when irradiated with VUV light, the cured film of the ionizing radiation curable resin constituting the surface protective layer 5 is unlikely to swell in the in-plane direction, and therefore wrinkles are not sufficiently formed, and the surface protective layer 5 does not have a low gloss.
- the ratio I 1095 /I 1725 value is preferably 0.7 or more, more preferably 0.85 or more.
- the ratio I 1095 /I 1725 is desirably 3.5 or less.
- the ratio I 1095 /I 1725 is more preferably 2.2 or less, and even more preferably 1.3 or less.
- Infrared light with wavelengths in the range of 2.5 to 25 ⁇ m can change the vibrational and rotational states of molecules.
- the energy required to change the vibrational and rotational states varies depending on the structure of the molecule.
- Infrared spectroscopy is a measurement method that utilizes this to obtain information about the chemical structure and state of a substance.
- measurements are performed as follows. First, light from a light source is incident on a semi-transparent mirror at an angle and split into two beams of light: transmitted light and reflected light. The beam that passes through the semi-transparent mirror is reflected by a fixed mirror and re-enters the semi-transparent mirror at an angle. The beam reflected by the semi-transparent mirror is reflected by a movable mirror and re-enters the semi-transparent mirror at an angle. The beam reflected from the fixed mirror and reflected by the semi-transparent mirror and transmitted through the semi-transparent mirror are combined to generate an interference wave.
- this interference wave is irradiated onto the sample and the intensity of the light that passes through the sample is measured.
- the intensity data obtained in this way is separated by calculation into the intensities of each wave number component (Fourier transform) to obtain a transmittance spectrum.
- the reflected light intensity is measured using the total reflectance method (ATR method) described below.
- the interference wave is incident on a measurement prism that is in contact with the surface of the sample.
- the interference wave is incident on the measurement prism so that it is totally reflected at the interface between the prism and the sample.
- evanescent waves seep into the area of the sample near the interface, and light of a specific wavenumber component is absorbed by molecules in this area.
- the intensity of reflected light is measured. The intensity data obtained in this way is then separated by calculation into the intensities of each wavenumber component (Fourier transform) to obtain the ATR spectrum.
- the penetration depth (depth of penetration) of evanescent waves increases as the wavelength becomes longer. Therefore, the baseline of an ATR spectrum, with the horizontal axis representing wavelength and the vertical axis representing reflected light intensity (or reflectance), slopes downward to the right.
- the penetration depth of evanescent waves is also affected by the angle of incidence of the interference wave at the interface and the refractive index of the prism and sample. Therefore, the ATR spectrum is corrected by the inverse of the wavelength, etc. By performing such correction, a spectrum with a peak intensity ratio similar to that of the transmittance spectrum can be obtained. Then, by converting this spectrum, an absorption spectrum can be obtained with the horizontal axis representing wavenumber and the vertical axis representing absorbance.
- the penetration depth of the evanescent wave is small, and can be adjusted by the angle of incidence of the interference wave and the refractive index of the prism. Therefore, Fourier transform infrared spectroscopy using the ATR method can prevent the underlying layer from becoming noise, even if the object to be measured is a thin layer. Furthermore, Fourier transform infrared spectroscopy using the ATR method allows non-destructive measurement as long as the object to be measured is exposed on the surface of the sample.
- the absorption spectrum obtained by Fourier infrared spectroscopy of the surface protective layer 5 has a ratio I 1095 /I 1725 within a predetermined range.
- the maximum value I 1095 in the wave number range of 1085 to 1105 cm -1 is a value related to the number of ether bonds contained in the surface protective layer 5.
- the maximum value I 1725 in the wave number range of 1715 to 1735 cm -1 is a value related to the number of ester bonds. Therefore, the ratio I 1095 /I 1725 corresponds to the ratio between the number of ether bonds and the number of functional groups of the acrylate contained in the ionizing radioactive resin of the coating liquid for surface protective layer described below.
- the surface protection layer 5 may contain particles. By adding particles of an optimal particle size and optimal content, a uniform surface can be formed.
- organic materials such as polyethylene (PE) wax, polypropylene (PP) wax, and resin beads, or inorganic materials such as silica, glass, alumina, titania, zirconia, calcium carbonate, and barium sulfate can be used as particles.
- the average particle size (D50) of the particles is preferably 3 ⁇ m or more and 11 ⁇ m or less, and more preferably 4 ⁇ m or more and 10 ⁇ m or less.
- the surface protective layer 5 contains particles, wrinkles can be more uniformly generated on the coating surface in the first irradiation step described below.
- the average particle size (D50) of the particles increases, the value of the ratio Rdc/t tends to decrease. For this reason, if the average particle size (D50) is too small or too large, it becomes difficult to achieve a "moist tactile feel.” Furthermore, when large particles are used, the particles are likely to fall off from the surface protective layer 5, making it difficult to achieve high scratch resistance. Small particles are less effective at generating uniform wrinkles.
- the "average particle size (D50)" is the median size (D50) measured by a laser diffraction/scattering type particle size distribution measuring device. If the coating liquid for the surface protective layer contains particles, the surface protective layer 5 obtained from this coating liquid will also contain particles. The average particle size of the particles contained in the surface protective layer 5 can be determined by observing the cross section of the layer and averaging the particle sizes of multiple particles. The value obtained in this manner is substantially the same as the median size (D50) measured by a laser diffraction/scattering type particle size distribution measuring device. Therefore, the above-mentioned range of average particle sizes can also be interpreted as the range of average particle sizes of the particles contained in the surface protective layer 5.
- the particles are preferably contained in the surface protection layer 5 in an amount of 3 to 11 parts by weight per 100 parts by weight of the ionizing radiation curable resin. It is more preferable that the amount of particles added is 4 to 10 parts by weight per 100 parts by weight of the resin. Note that "100 parts by weight of resin” refers to the parts by weight of the solid content of the resin.
- the effect of creating uniform wrinkles is particularly large.
- the value of the ratio Rdc/t tends to decrease.
- the amount of particles added is too little or too much, it becomes difficult to achieve a "moist feel."
- the particles are likely to fall off from the surface protective layer 5, making it difficult to achieve high scratch resistance. If a small amount of particles is added, the effect of creating uniform wrinkles is small.
- photopolymerization initiator there are no particular limitations on the photopolymerization initiator, but examples include benzaphenone-based, acetophenone-based, benzoin ether-based, and thioxanthone-based initiators.
- the surface protective layer 5 may further contain additives such as antibacterial agents and antifungal agents to impart the required functions.
- additives such as antibacterial agents and antifungal agents to impart the required functions.
- it may further contain ultraviolet absorbers and light stabilizers as necessary. It is common to add any combination of ultraviolet absorbers such as benzotriazoles, benzoates, benzophenones, and triazines, and light stabilizers such as hindered amines.
- Hindered amine light stabilizers that can be used include, for example, bis(1,2,2,6,6-pentamethyl-4-piperidyl)[[3,5-bis(1,1-dimethylethyl)-4-hydroxyphenyl]methyl]butyl malonate (a representative example is BASF's product name "Tinuvin 144"), BASF's product name "Tinuvin 123”, and the reaction product of decanedioic acid bis(2,2,6,6-tetramethyl-1-(octyloxy)-4-piperidinyl) ester (1,1-dimethylethyl hydroperoxide) and octane.
- the hindered amine light stabilizer When the hindered amine light stabilizer is added to the surface protective layer 5, it is preferable to add it in the range of 0.05 parts by mass to 5 parts by mass to 100 parts by mass of the ionizing radiation curable resin.
- the amount of the hindered amine light stabilizer added is more preferably in the range of 0.2 parts by mass to 3 parts by mass. If the amount of the hindered amine light stabilizer added is less than 0.05 parts by mass, the effect of stabilizing the resin against ultraviolet rays may be low. On the other hand, if it is more than 5 parts by mass, there is a high possibility that bleed-out may occur.
- the surface protective layer 5 can be formed by irradiating light of 200 nm or less to cure and shrink the vicinity of the surface to form a fine uneven shape.
- the hindered amine light stabilizer is contained in an amount of more than 3 parts by mass, it may inhibit the curing of the vicinity of the surface.
- the glossiness of the surface protective layer 5 is preferably less than 10.0. It is more preferable that the glossiness of the surface protective layer 5 is 5.0 or less.
- glossiness is the measured value when measured at an incidence angle of 60 degrees using a glossmeter conforming to JIS Z8741:1997.
- Primer layer 6 can be made of the same material as the pattern layer 3. Considering that the primer layer 6 is applied to the back surface of the decorative sheet 1 and is wound in a web form, inorganic fillers such as silica, alumina, magnesia, titanium oxide, barium sulfate, etc. may be added to avoid blocking and improve adhesion with the adhesive.
- the coating thickness of the primer layer 6 is preferably 0.1 ⁇ m or more and 3.0 ⁇ m or less, since the purpose is to ensure adhesion with the substrate B.
- the primer layer 6 is necessary when the surface of the raw fabric layer 2 is inactive, such as an olefin-based material, but is not particularly necessary when the surface is active.
- the decorative sheet 1 is manufactured, for example, by the following method.
- explanations regarding the design layer 3, transparent resin layer 4, adhesive resin layer 4b, and primer layer 6 are omitted here.
- a coating film made of a coating liquid for the surface protective layer is formed on one surface of the base layer 2.
- the coating liquid for the surface protective layer contains an ionizing radiation curable resin, and, if necessary, particles and additives.
- the coating film made of the coating liquid for the surface protective layer can be formed, for example, by printing.
- the first irradiation step is carried out.
- the coating film is irradiated with light having a wavelength of 200 nm or less (hereinafter referred to as the first radiation).
- the ionizing radiation curable resin contained in the coating liquid for the surface protective layer has a large absorption coefficient for the first radiation. Therefore, the first radiation incident on the coating film can only reach a position several tens to several hundreds of nm away from the outermost surface. Therefore, in the first irradiation step, the crosslinking reaction proceeds in the surface region of the coating film to form an extremely thin cured film, while in other regions, the crosslinking reaction does not proceed and the coating film remains uncured.
- the coating film After the first irradiation process, the coating film has wrinkles on its surface that correspond to the ridged portion 5B.
- the inventor believes that the reason wrinkles form on the coating film surface as a result of the first irradiation process is as follows.
- the first radiation can only reach a position that is tens to hundreds of nanometers away from the outermost surface of the coating film.
- the crosslinking reaction of the ionizing radiation curable resin occurs only on the surface of the coating film, and areas that are more than tens to hundreds of nanometers away from the outermost surface are uncured and contain highly fluid molecules. These highly fluid molecules swell the cured film, thereby increasing its volume. The increase in volume in the in-plane direction causes the cured film to buckle, resulting in wrinkles on the surface of the coating film.
- the first radiation can be extracted from excimer VUV light.
- Excimer VUV light can be produced from a lamp that uses a rare gas or a rare gas halide compound.
- a lamp that contains a rare gas or a rare gas halide compound gas When high-energy electrons are provided from the outside to a lamp that contains a rare gas or a rare gas halide compound gas, a large number of discharge plasmas (dielectric barrier discharges) are generated. This plasma discharge excites the atoms of the discharge gas (rare gas), which momentarily enters an excimer state. When returning from this excimer state to the ground state, light is emitted in a wavelength range specific to that excimer.
- the gas used in the excimer lamp may be any conventional gas that emits light of 200 nm or less.
- the gas may be a rare gas such as Xe, Ar, or Kr, or a mixture of a rare gas such as ArBr or ArF with a halogen gas.
- the central wavelength of the excimer lamp varies depending on the gas, and may be, for example, about 172 nm (Xe), about 126 nm (Ar), about 146 nm (Kr), about 165 nm (ArBr), or about 193 nm (ArF).
- a xenon lamp that emits excimer light with a central wavelength of 172 nm as the light source. Also, considering the cost of maintaining the equipment and the availability of materials, it is preferable to use a xenon lamp as the light source.
- the first irradiation step is carried out in an atmosphere with a low oxygen concentration.
- Oxygen has a large absorption coefficient for light of 200 nm or less. Therefore, the first irradiation step is preferably carried out in, for example, a nitrogen gas atmosphere.
- the oxygen concentration in the gas phase in the first irradiation step i.e., the residual oxygen concentration in the reaction atmosphere, is preferably 2000 ppm or less, and more preferably 1000 ppm or less.
- oxygen in the atmosphere inhibits radical polymerization. Therefore, the residual oxygen concentration in the reaction atmosphere affects the formation of wrinkles on the coating surface. Therefore, changing the residual oxygen concentration in the reaction atmosphere can also change the surface properties of the surface protective layer 5.
- the integrated light amount of the first radiation is preferably 0.5 mJ/ cm2 to 200 mJ/cm2, more preferably 1 mJ/cm2 to 100 mJ/ cm2 , even more preferably 3 mJ/cm2 to 50 mJ/ cm2 , and most preferably 5 mJ/ cm2 to 30 mJ/ cm2 . If the integrated light amount is reduced, the cured film expands less in the in-plane direction. If the integrated light amount is increased, the surface condition of the coating film deteriorates.
- the second irradiation step is carried out.
- the coating film is irradiated with a second radiation to harden the entire coating film. This results in the surface protection layer 5.
- the second radiation is ionizing radiation such as an electron beam, or ultraviolet light having a longer wavelength than the first radiation.
- ultraviolet light When ultraviolet light is used as the second radiation, the ultraviolet light has a wavelength at which the ionizing radiation curable resin exhibits a small absorption coefficient.
- the accumulated light amount of the second radiation is preferably 10 mJ/ cm2 or more and 500 mJ/ cm2 or less, more preferably 50 mJ/cm2 or more and 400 mJ/ cm2 or less, and even more preferably 100 mJ/ cm2 or more and 300 mJ/ cm2 or less.
- the decorative sheet 1 can be manufactured by, for example, the above-mentioned method.
- the decorative sheet 1 may also be manufactured by other methods. For example, a plate may be formed using the method described above for the surface protective layer 5, and the surface protective layer 5 having a concave-convex structure on its surface may be formed by transfer using this plate.
- the decorative sheet 1 described with reference to Figures 1 to 4 has the surface properties of the surface protective layer 5 described above.
- Such a decorative sheet 1 gives the user a moist tactile sensation when the user slides a finger over the surface while pressing the surface of the surface protective layer 5 with the skin, for example, when the user slides a finger over the surface while pressing the surface of the surface protective layer 5 with the finger. That is, since the slope of the uneven shape on the surface of the surface protective layer 5 of this decorative sheet 1 is relatively gentle, when the user touches the surface by the above action, the contact area between the finger and the convex surface can be gradually increased while keeping the pressing resistance caused by the contact between the finger and the surface small. This gives a tactile sensation of the surface of the decorative sheet sticking to the finger.
- the moist feel gives a sense of comfort and warmth to those who touch the decorative sheet 1.
- the moist feel also gives the decorative sheet 1 a sense of luxury. Therefore, the decorative sheet 1 that gives the user a moist feel is suitable for use in applications where the user's skin comes into contact with it frequently or where the user's skin comes into contact with it for long periods of time, such as table tops, chair armrests, handrails on stairs or in corridors, etc.
- the surface protective layer 5 of the decorative sheet 1 has the above-mentioned surface properties, and therefore can achieve a low gloss even without the inclusion of a gloss regulator (matt additive).
- the gloss regulator reduces the oil repellency of the layer formed from the resin material, so the surface protective layer 5 containing the gloss regulator is prone to fingerprints.
- the surface protective layer 5 without the gloss regulator is less likely to absorb oil, so fingerprints are less likely to adhere to it.
- the surface protective layer 5 with excellent oil repellency is less likely to cause oil stains or adsorb contaminants.
- the surface protective layer 5 without the gloss regulator does not lose the particles of the gloss regulator when its surface is scratched, and therefore the decorative sheet 1 containing such a surface protective layer 5 is less likely to cause gloss changes or scratches.
- the decorative sheet 1 is excellent in fingerprint resistance, contamination resistance, and scratch resistance, as well as weather resistance and processability.
- Oxygen in the gas phase not only absorbs short-wavelength ultraviolet light, but also inhibits radical polymerization.
- the effect of oxygen contained in the gas phase on radical polymerization is greatest in the portion of the coating film made of ionizing radiation curable resin adjacent to the gas phase, and decreases as the distance from the coating film surface increases. Therefore, by changing the oxygen concentration in the gas phase in the first irradiation step, it is possible to change the relationship between the distance from the coating film surface and the progress of the crosslinking reaction.
- the thickness of the cured film formed on the surface of the coating by the first irradiation process and the degree of expansion of the cured film in the in-plane direction according to the progress of the crosslinking reaction change.
- the integrated light amount in the first irradiation process also affects the thickness of the cured film and the degree of expansion of the cured film in the in-plane direction.
- the thickness of the cured film and the degree of expansion of the cured film in the in-plane direction also affect the surface properties of the surface protective layer.
- the particle size and amount of particles added in the coating film, as well as the thickness of the coating film also affect the formation of wrinkles.
- Example 1 An olefin film (manufactured by RIKEN TECHNOS CORPORATION) having a thickness of 55 ⁇ m was used as the original layer 2, one side of the original layer 2 was subjected to corona treatment, and the other side was subjected to pattern printing to form a pattern layer 3.
- the pattern layer 3 was formed using a two-liquid urethane ink (V180; manufactured by Toyo Ink Co., Ltd.) to which 0.5 parts by mass of a hindered amine-based light stabilizer (Chimasorb 944; manufactured by BASF) was added relative to the binder resin content of the ink.
- the cut level difference Rdc of the surface of the pattern layer 3 was 0.4 ⁇ m.
- the cut level difference Rdc was measured using a surface roughness meter (manufactured by Mitutoyo Corporation, SJ-310) under the measurement conditions of a cutoff value ⁇ c of 2.5 mm, a cutoff value ⁇ s of 8 ⁇ m, and an evaluation length of 12.5 mm. Measurements were performed at any five points along a direction perpendicular to the film formation direction, and the average value was taken as the measured value.
- a primer layer 6 was formed on the back surface of the base layer 2.
- the primer layer 6 was formed by printing with the same two-component urethane ink as the design layer 3.
- the coating liquid for a surface protective layer was applied onto the design layer 3.
- the thickness of the coating liquid for a surface protective layer was 5 ⁇ m.
- the coating liquid for a surface protective layer was a mixture of the following ionizing radiation curable resin and the following additives (particles, photopolymerization initiator).
- the first irradiation step was carried out. Specifically, under atmospheric pressure and in a nitrogen gas atmosphere with an oxygen concentration of 100 ppm, the surface of the coating film made of the coating liquid for surface protection layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp so that the cumulative light amount was 30 mJ/ cm2 . This caused wrinkles to form on the surface of the coating film.
- a second irradiation step was carried out. Specifically, the coating film was irradiated with ultraviolet light using a high-pressure mercury lamp at 200 mJ/cm 2 to cure the entire coating film, thereby forming a surface protective layer 5. In this manner, a decorative sheet 1 having a total thickness of 60 ⁇ m was obtained.
- Example 2 A decorative sheet having a total thickness of 60 ⁇ m was obtained in the same manner as in Example 1, except that the ionizing radiation curable resin in Example 1 was replaced with the following: - Ionizing radiation curable resin Type: Trimethylolpropane EO modified triacrylate (EO 15 moles added) Product name: SR9035 (manufactured by Sartomer) Blend amount: 75 parts by weight Type: Dipentaerythritol hexaacrylate Blend amount: 25 parts by weight.
- Example 3 A decorative sheet having a total thickness of 60 ⁇ m was obtained in the same manner as in Example 1, except that the ionizing radiation curable resin in Example 1 was replaced with the following: - Ionizing radiation curable resin Type: Trimethylolpropane EO modified triacrylate (EO 15 moles added) Product name: SR9035 (manufactured by Sartomer) Compounding amount: 50 parts by weight Type: Dipentaerythritol hexaacrylate Compounding amount: 50 parts by weight.
- Example 1 A decorative sheet having a total thickness of 60 ⁇ m was obtained in the same manner as in Example 1, except that the ionizing radiation curable resin in Example 1 was replaced with the following: - Ionizing radiation curable resin Type: Trimethylolpropane EO modified triacrylate (EO 15 moles added) Product name: SR9035 (manufactured by Sartomer) Blend amount: 25 parts by weight Type: Dipentaerythritol hexaacrylate Blend amount: 75 parts by weight.
- Example 2 A decorative sheet having a total thickness of 60 ⁇ m was obtained in the same manner as in Example 1, except that the ionizing radiation curable resin in Example 1 was replaced with the following: Ionizing radiation curable resin Type: dipentaerythritol hexaacrylate Content: 100 parts by mass
- Example 4 As in Example 1, a sheet consisting of a primer layer 6, a raw material layer 2, and a pattern layer 3 was prepared. Next, a mixture of 100 parts by mass of crystalline polypropylene resin (pentad fraction 97.8%, molecular weight distribution 2.3, MFR 18g/10min), 0.5 parts by mass of a hindered amine-based light stabilizer (BASF's "Chimassorb 944"), and 0.5 parts by mass of a benzotriazole-based ultraviolet absorber (BASF's "Tinuvin 328”) was co-extruded with a polyethylene-based easy-adhesive resin using a melt extruder to form a transparent resin layer 4 with a thickness of 60 ⁇ m and an adhesive resin layer 4b with a thickness of 10 ⁇ m.
- crystalline polypropylene resin penentad fraction 97.8%, molecular weight distribution 2.3, MFR 18g/10min
- BASF's "Chimassorb 944" hindered
- a dry lamination adhesive (Takelac A540; Mitsui Chemicals, Inc.; coating amount 2 g/m 2 ) was applied to the surface of the pattern layer 3.
- the pattern layer 3 surface of the sheet coated with the adhesive and the transparent resin layer 4 were bonded together by extrusion lamination via the adhesive resin layer 4b formed.
- the surface of the laminated sheet facing the transparent resin layer 4 was pressed with a mold roll for embossing to form an embossed pattern 4a.
- the cut level difference Rdc on the surface of the transparent resin layer 4 was 0.5 ⁇ m.
- the coating liquid for a surface protective layer was applied onto the transparent resin layer 4.
- the thickness of the coating liquid for a surface protective layer was set to 5 ⁇ m.
- the coating liquid for a surface protective layer was prepared by blending the following ionizing radiation curable resin with the following additives (particles, photopolymerization initiator).
- the first irradiation step was carried out. Specifically, under atmospheric pressure and in a nitrogen gas atmosphere with an oxygen concentration of 100 ppm, the surface of the coating film made of the coating liquid for surface protection layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp so that the cumulative light amount was 30 mJ/ cm2 . This caused wrinkles to form on the surface of the coating film.
- a second irradiation step was carried out. Specifically, the coating film was irradiated with ultraviolet light using a high-pressure mercury lamp at 200 mJ/cm 2 to cure the entire coating film, thereby forming a surface protective layer 5. In this manner, a decorative sheet having a total thickness of 130 ⁇ m was obtained.
- Example 5 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that when the embossed pattern 4a was imparted to the transparent resin layer 4 of Example 4, a mold roll different from that used in Example 4 was used for pressing to change the cut level difference Rdc of the surface of the transparent resin layer 4.
- the cut level difference Rdc of the surface of the transparent resin layer 4 was 2.6 ⁇ m.
- Example 6 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that when the embossed pattern 4a was imparted to the transparent resin layer 4 of Example 4, a mold roll different from that used in Example 4 was used for pressing to change the cut level difference Rdc of the surface of the transparent resin layer 4.
- the cut level difference Rdc of the surface of the transparent resin layer 4 was 3.2 ⁇ m.
- Example 3 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that when the embossed pattern 4a was imparted to the transparent resin layer 4 in Example 4, a mold roll different from that used in Example 4 was used for pressing to change the cut level difference Rdc of the surface of the transparent resin layer 4.
- the cut level difference Rdc of the surface of the transparent resin layer 4 was 3.5 ⁇ m.
- Example 4 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the first irradiation step in Example 4 was not carried out and the second irradiation step was carried out.
- Example 7 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: - Ionizing radiation curable resin Type: Trimethylolpropane EO modified triacrylate (EO 20 moles added) Product name: NK Ester AT-20E (manufactured by Shin-Nakamura Chemical Co., Ltd.) Blend: 100 parts by mass.
- Example 8> A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: - Ionizing radiation curable resin Type: Trimethylolpropane EO modified triacrylate (EO 9 moles added) Product name: SR502 (manufactured by Sartomer) Blend: 100 parts by mass.
- Example 9 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: - Ionizing radiation curable resin Type: Trimethylolpropane EO modified triacrylate (EO 6 moles added) Product name: Miramer M3160 (Miwon) Blend: 100 parts by mass.
- Example 10 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: - Ionizing radiation curable resin Type: Trimethylolpropane EO modified triacrylate (EO 3 moles added) Product name: Miramer M3130 (manufactured by Miwon) Blend: 100 parts by mass.
- - Ionizing radiation curable resin Type Trimethylolpropane EO modified triacrylate (EO 3 moles added)
- Example 5 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: - Ionizing radiation curable resin Type: Trimethylolpropane triacrylate Product name: NK Ester A-TMPT (manufactured by Shin-Nakamura Chemical Co., Ltd.) Blend: 100 parts by mass.
- Example 11 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the particles of Example 4 (product name: Sylysia 250N) were not added.
- Example 6 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 5, except that the particles of Example 5 (product name: Sylysia 250N) were not added.
- Comparative Example 7 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 6, except that the particles of Example 6 (product name: Sylysia 250N) were not added.
- Example 8 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 7, except that the particles of Example 7 (product name: Sylysia 250N) were not added.
- Example 12 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 8, except that the particles of Example 8 (product name: Sylysia 250N) were not added.
- Example 13> A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 9, except that the particles of Example 9 (product name: Sylysia 250N) were not added.
- Example 14> A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 10, except that the particles of Example 10 (product name: Sylysia 250N) were not added.
- Example 9 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the layer thickness of the coating liquid for surface protective layer was changed to 1 ⁇ m.
- Example 15 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the layer thickness of the coating liquid for surface protective layer in Example 4 was changed to 2 ⁇ m.
- Example 16> A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the layer thickness of the coating liquid for surface protective layer in Example 4 was changed to 10 ⁇ m.
- Example 17 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the layer thickness of the coating liquid for surface protective layer in Example 4 was changed to 18 ⁇ m.
- Example 10 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the layer thickness of the coating liquid for surface protective layer in Example 4 was changed to 20 ⁇ m.
- Example 18 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the particles in Example 4 were changed as follows.
- Example 19 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the particles in Example 4 were changed as follows.
- Example 20 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the particles in Example 4 were changed as follows.
- Example 21 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the particles in Example 4 were changed as follows.
- Example 22 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the particles in Example 4 were changed as follows.
- Example 23 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the blending amount of the particles in Example 4 was changed as follows.
- Example 24 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the blending amount of the particles in Example 4 was changed as follows.
- Example 25 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the blending amount of the particles in Example 4 was changed as follows.
- Example 26> A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the blending amount of the particles in Example 4 was changed as follows.
- Example 27 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: Ionizing radiation curable resin Type: Ethoxylated pentaerythritol tetraacrylate (20 moles of EO added).
- Example 28 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: - Ionizing radiation curable resin Type: Ethoxylated pentaerythritol tetraacrylate (EO 35 moles added) Product name: NK Ester ATM-35E (manufactured by Shin-Nakamura Chemical Co., Ltd.).
- Example 11 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: - Ionizing radiation curable resin Type: Ethylene glycol diacrylate (EO 9 moles added) Product name: Light Acrylate 9EG-A (manufactured by Kyoeisha Chemical Co., Ltd.).
- Example 12 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: - Ionizing radiation curable resin Type: Ethoxylated dipentaerythritol hexaacrylate (EO 12 moles added) Product name: NK Ester A-DPH-12E (manufactured by Shin-Nakamura Chemical Co., Ltd.).
- Example 13 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: - Ionizing radiation curable resin Type: Pentaerythritol tetraacrylate Product name: NK Ester A-TMMT (manufactured by Shin-Nakamura Chemical Co., Ltd.).
- Example 29> A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: - Ionizing radiation curable resin Type: Trimethylolpropane PO modified triacrylate (PO 6 moles added) Product name: NK Ester A-TMPT-6PO (manufactured by Shin-Nakamura Chemical Co., Ltd.).
- Example 30 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the ionizing radiation curable resin in Example 4 was replaced with the following: ⁇ Ionizing radiation curable resin Type: Caprolactone modified tris-(2-acryloxyethyl) isocyanurate (3 moles of caprolactone added) Product name: NK Ester A-9300-3CL (manufactured by Shin-Nakamura Chemical Co., Ltd.).
- Example 31 No photopolymerization initiator was added to the ionizing radiation curable resin of Example 4.
- the coating film was irradiated with ionizing radiation and cured in its entirety to form a surface protective layer 5. All other aspects were the same as in Example 4 to obtain a decorative sheet having a total thickness of 130 ⁇ m.
- Example 32> A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the following light stabilizer was added to the ionizing radiation curable resin of Example 4.
- Example 33 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the following light stabilizer was added to the ionizing radiation curable resin of Example 4.
- Example 34 A decorative sheet having a total thickness of 130 ⁇ m was obtained in the same manner as in Example 4, except that the following light stabilizer was added to the ionizing radiation curable resin of Example 4.
- Thickness of the surface protective layer 5 was measured as follows. The decorative sheet was embedded in a resin such as a cold-curing epoxy resin or a UV-curable resin and fully cured, then cut so that the cross section of the decorative sheet appeared, and mechanically polished to obtain a measurement surface. The thickness of the surface protective layer 5 was then measured using a scanning electron microscope SIGMA500 manufactured by Carl Zeiss Microscopy. The length was measured at any 25 points, and the average length measurement value of the 25 points was defined as the "thickness t of the surface protective layer".
- the measurement conditions were an acceleration voltage of 0.5 keV (low acceleration voltage), a shooting mode of SE2 mode, and a magnification of 2000 times. No sputtering was performed on the measurement sample.
- the "thickness t of the surface protective layer" was equal to the thickness of the coating film made of the coating liquid for the surface protective layer.
- the total thickness of the decorative sheets in Examples 1 to 3 and Comparative Examples 1 to 2 was equal to the sum of the thickness of the surface protective layer 5 and the thickness of the original layer 2.
- the total thickness of the decorative sheets in Examples 4 to 34 and Comparative Examples 3 to 13 was equal to the sum of the thickness of the surface protective layer 5 , the thickness of the transparent resin layer 4 , the thickness of the adhesive resin layer 4 b and the thickness of the base fabric layer 2 .
- FT/IR-6300 Fourier infrared spectrometer
- ATR PRO470-H single reflection type (incident angle 45°) ATR unit using a diamond prism with a sample contact area of 2 mm ⁇ were used.
- the measurement conditions were as follows: Measurement wave number range: 4000 cm -1 to 400 cm -1 Resolution: 4.0cm -1
- Light source Standard light source Detector: TGS
- Sample chamber Standard Sensitivity (gain): 32x
- Aperture diameter 7.1mm
- Beam splitter Ge/KBr
- Apodization function Cosine Zero filling: The optical system was purged with a nitrogen atmosphere, and an absorption spectrum was obtained by integrating 160 times. Before measuring the absorption spectrum of the sample, background measurement was performed under the same conditions as the sample, except that nothing was brought into contact with the diamond prism and the measurement was performed by integrating 320 times.
- I 1095 refers to the maximum absorbance of the peak detected in the wave number range of 1095 ⁇ 10 cm -1
- I 1725 refers to the maximum absorbance of the peak detected in the wave number range of 1725 ⁇ 10 cm -1 .
- Fingerprint resistance To evaluate fingerprint resistance, a fingerprint wiping evaluation was performed. The 60° gloss of the surface of each decorative sheet was measured and recorded as "initial gloss”. Next, a fingerprint resistance evaluation liquid was applied to the outermost layer, and then the fingerprint resistance evaluation liquid applied to the surface of the decorative sheet was wiped off. Thereafter, the 60° gloss of the portion from which the fingerprint resistance evaluation liquid was wiped off was measured and recorded as "gloss after wiping". Here, a higher fatty acid was used as the fingerprint resistance evaluation liquid.
- Fingerprint wiping rate (%) (glossiness after wiping/initial glossiness) x 100
- the evaluation criteria were as follows. AA: 70% or more and less than 250% A: 50% or more and less than 70%, or 250% or more and less than 300% B: Less than 50%, or 300% or more.
- Stain resistance To evaluate stain resistance, the stain A test specified in the Japanese Agricultural Standards (JAS) was carried out. That is, on the surface protective layer of each decorative sheet, lines of 10 mm width were drawn with blue ink, black quick-drying ink, and red crayon, and left for 4 hours. After that, the blue ink, black quick-drying ink, and red crayon lines were wiped off with a cloth soaked in ethanol, and the stain resistance by ink was evaluated.
- JS Japanese Agricultural Standards
- the evaluation criteria were as follows. AA: The lines of each color could be easily wiped off. A: Part of the lines of each color could be wiped off, but some stains remained. B: The lines of each color could not be wiped off.
- the evaluation criteria were as follows. AA: No scratches or changes in gloss occurred on the surface. A: Minor scratches or changes in gloss occurred on the surface. B: Significant scratches or changes in gloss occurred on the surface.
- the evaluation criteria were as follows: If the evaluation was "A" or higher, it was deemed that there was no problem in practical use. AA: No whitening or cracks are observed. A: Whitening is observed in some areas. B: Whitening is observed over the entire surface, or cracks are observed in some areas.
- the evaluation criteria were as follows. AA: No change in appearance of the decorative sheet. A: Whitening was observed on the decorative sheet. B: Cracks were observed on the decorative sheet.
- each of the evaluators was blindfolded and pressed the surface of the surface protective layer with a finger while sliding the finger over the surface, and then classified the tactile sensation into the above three groups. This procedure was repeated until the evaluations by each evaluator were consistent three or more times in a row, and the evaluation results between the evaluators were consistent three times in a row. From the results, the skin sensation was evaluated according to the following criteria. A (smooth): Group 1 B (moist): Group 2 C (rough): Group 3. The evaluation results are shown in the following table.
- the decorative sheets of Examples 1 to 34 provided the evaluators with a moist feel.
- the decorative sheets of Examples 1 to 34 had low gloss and were excellent in fingerprint resistance, stain resistance, scratch resistance, processability, and weather resistance.
- the decorative sheets of Examples 4 to 34 which included a transparent resin layer, were able to further improve scratch resistance and weather resistance.
- Comparative Examples 1, 2, 4, 5, 9, 12 and 13 did not give the evaluators a moist feel, but rather a smooth feel.
- Comparative Examples 3, 6, 7, 8, 10 and 11 did not give the evaluators a moist feel, but rather a rough feel.
Landscapes
- Laminated Bodies (AREA)
Abstract
化粧シート1は、原反層2と、前記原反層2の一方の表面に設けられた表面保護層5とを備え、前記表面保護層5の表面に、各々が畝状に突出した複数の畝状部を含んだ凹凸構造が設けられており、前記表面保護層5の前記凹凸構造は、前記表面保護層5の厚さtに対する切断レベル差Rdcの比Rdc/tが0.15以上0.44以下であり、前記表面保護層5の厚さtは、2μm以上18μm以下であり、前記表面保護層5のフーリエ型赤外分光測定において得られる吸光スペクトルは、1085乃至1105cm-1の波数範囲における最大値I1095と、1715乃至1735cm-1の波数範囲における最大値I1725との比I1095/I1725が0.65以上である。
Description
本発明は、化粧シートに関する。化粧シートは、例えば、建築物の内外装や、建具、家具、造作材、床材等の表面化粧等に使用することができる。
近年、特許文献1に示すとおり、環境保護上の問題が懸念されているポリ塩化ビニル製の化粧シートに替わる化粧シートとして、オレフィン系樹脂を使用した化粧シート(例えば、ポリプロピレンシート)が数多く提案されている。これらの化粧シートは、塩化ビニル樹脂を使用しないことで、焼却時における有毒ガス等の発生は抑制される。
化粧シートは建築物において、その表面に意匠性や耐久性を付与するため、木材、木質ボード、金属板、不燃ボード、紙質基板、あるいは樹脂基板等の表面に接着剤等を介して貼り合わせて化粧板とすることで、一般に広く用いられている。意匠性の付与については、木目や石目といった柄を、各種印刷方法を用いて形成したものから、柄の無い無地表面まで、要求や用途に応じて選択される。また同様に、表面の光沢感も意匠性として重要な項目であり、鏡面のような高光沢から映り込みの全くない低光沢まで、要求や用途に応じて選択されるものである。また、意匠性と並んで重要な化粧シートの機能として、耐久性の付与が挙げられる。耐久性とは耐傷性や耐汚染性、更にそれらが長期間継続して担保されるかを総合的に評価したものである。化粧シートは、住宅や公共施設の建築内装材、玄関ドア等の建築外装部材、建具の表面材、家電品の表面材に用いられる。そのため、日々直射日光や風雨に曝されることになり、極めて高い耐候性が要求される。
耐久性の付与には、化粧シートにおける最表面に表面保護層を形成するのが一般的である。また、前述の光沢感を調整するため、特に低光沢を達成するために、表面保護層中に艶調整剤(艶消し添加剤)を添加することが一般的である。このように、意匠性(低光沢)、耐傷性、耐汚染性が考慮された化粧シートとして、例えば特許文献2に記載の化粧シートがある。
一方、特許文献3~7には、波長200nm未満のエキシマ光を用いて皺を形成させることで、低光沢の化粧シートを製造する方法が提案されている。
本発明は、低光沢であり、しっとりした触感を与える化粧シートを提供することを目的とする。
本発明の一側面によると、原反層と、前記原反層の一方の表面に設けられた表面保護層とを備え、前記表面保護層の表面に、各々が畝状に突出した複数の畝状部を含んだ凹凸構造が設けられており、前記表面保護層の前記凹凸構造は、前記表面保護層の厚さtに対する切断レベル差Rdcの比Rdc/tが0.15以上0.44以下であり、前記表面保護層の厚さtは、2μm以上18μm以下であり、前記表面保護層のフーリエ型赤外分光測定において得られる吸光スペクトルは、1085乃至1105cm-1の波数範囲における最大値I1095と、1715乃至1735cm-1の波数範囲における最大値I1725との比I1095/I1725が0.65以上である化粧シートが提供される。
本発明の他の側面によると、前記表面保護層の光沢度は、10.0未満である上記側面に係る化粧シートが提供される。
本発明の更に他の側面によると、前記比Rdc/tは、0.15以上0.31以下である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記比Rdc/tは、0.15以上0.25以下である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記比I1095/I1725は3.5以下である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記比I1095/I1725は0.7以上である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記比I1095/I1725は0.85以上である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記比I1095/I1725は0.85以上である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記比I1095/I1725は2.2以下である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記比I1095/I1725は1.3以下である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記比I1095/I1725は1.3以下である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記表面保護層は、樹脂の硬化物と粒子とを含み、前記粒子は、平均粒径が3μm以上11μm以下であり、前記粒子は、前記樹脂100質量部に対して3質量部以上11質量部以下の量で前記表面保護層に含まれる上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記樹脂は、電離放射線硬化性樹脂である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記樹脂は、アクリレートである上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記樹脂は、繰り返し構造を含む3官能アクリレートであり、前記繰り返し構造の繰り返し回数は、3個以上20個以下である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、前記樹脂は、繰り返し構造を含む4官能アクリレートであり、前記繰り返し構造の繰り返し回数は、20個以上35個以下である上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、絵柄層を前記原反層と前記表面保護層との間に更に備えた上記側面の何れかに係る化粧シートが提供される。
本発明の更に他の側面によると、上記側面の何れかに係る化粧シートと、前記化粧シートが貼り付けられた基材とを備えた化粧材が提供される。
本発明によれば、低光沢であり、しっとりした触感を与える化粧シートを提供することが可能となる。
以下に、本発明の実施形態に係る化粧シートの構成について図面を参照して説明する。以下に説明する実施形態は、上記側面の何れかをより具体化したものである。以下に記載する事項は、単独で又は複数を組み合わせて、上記側面の各々に組み入れることができる。
以下で参照する図面において、同様又は類似した機能を有する要素については同一の参照符号を付し、重複する説明は省略する。また、図面は模式的なものであり、厚さと平面寸法との関係、各層の厚さの比率等は現実のものとは異なる。
また、以下に示す実施形態は、本発明の技術的思想を具体化するための構成を例示するものであって、本発明の技術的思想は、構成部品の材質、形状及び構造等を下記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
<1>化粧材及び化粧シート
図1は、本発明の一実施形態に係る化粧シートを含んだ化粧材の断面図である。図2は、本発明の別の実施形態に係る化粧シートを含んだ化粧材の断面図である。図3は、図1及び図2の化粧シートの表面保護層の断面図である。図4は、本発明の一例に係る化粧シートの表面保護層の顕微鏡写真である。
図1は、本発明の一実施形態に係る化粧シートを含んだ化粧材の断面図である。図2は、本発明の別の実施形態に係る化粧シートを含んだ化粧材の断面図である。図3は、図1及び図2の化粧シートの表面保護層の断面図である。図4は、本発明の一例に係る化粧シートの表面保護層の顕微鏡写真である。
なお、図3に示す断面は、表面保護層の厚さ方向に沿った断面である。また、図4の顕微鏡写真は、レーザー顕微鏡(オリンパス社製 OLS-4000)により得た平面写真である。
図1及び図2に示す化粧材11は、基材Bと、これに貼り付けられた化粧シート1とを含んでいる。ここでは、化粧材11は、化粧板である。化粧板は、平板であってもよく、曲げられているか又は折られていてもよい。化粧材11は、板以外の形状を有していてもよい。
基材Bは、ここでは、板材である。板材は、例えば、木質ボード、無機質ボード、金属板、又は、複数の材料からなる複合板である。基材Bは、板以外の形状を有していてもよい。
図1に示す化粧シート1は、原反層2の一方の面である表面側に、絵柄層3及び表面保護層5が、原反層2側からこの順に設けられており、原反層2の他方の面(すなわち、基材Bと向き合った面)に、プライマー層6が設けられている。図1において、絵柄層3及びプライマー層6の1以上は省略してもよい。
また、図2に示す化粧シート1は、原反層2の一方の面である表面側に、絵柄層3、接着性樹脂層4b、透明樹脂層4、及び表面保護層5が、原反層2側からこの順に設けられており、原反層2の他方の面(すなわち、基材Bと向き合った面)に、プライマー層6が設けられている。ここで、透明樹脂層4には、エンボスによる凹凸模様(エンボス模様4a)が付与されている。図2において、絵柄層3、接着性樹脂層4b、透明樹脂層4、及びプライマー層6の1以上は省略してもよい。また、エンボス模様4aは、付与されていなくてもよい。
更に、耐傷性等の要求から、透明樹脂層4及び表面保護層5の少なくとも一つの層を複数層積層してもよい。また、各層間の密着性を考慮して、その他公知の他の層を配置する構成としてもよい。また、原反層2とプライマー層6との間に、適宜、隠蔽層(不図示)等を設けてもよい。
次に、化粧シート1を構成する各層について説明する。
<1.1>原反層
原反層2としては、例えば紙、合成樹脂、あるいは合成樹脂の発泡体、ゴム、不織布、合成紙、金属箔等から任意に選定したものが使用可能である。紙としては、薄葉紙、チタン紙、樹脂含浸紙等が例示できる。合成樹脂としては、ポリエチレン、ポリプロピレン、ポリブチレン、ポリスチレン、ポリカーボネート、ポリエステル、ポリアミド、エチレン-酢酸ビニル共重合体、ポリビニルアルコール、アクリル等が例示できる。ゴムとしては、エチレン-プロピレン共重合ゴム、エチレン-プロピレン-ジエン共重合ゴム、スチレン-ブタジエン共重合ゴム、スチレン-イソプレン-スチレンブロック共重合ゴム、スチレン-ブタジエン-スチレンブロック共重合ゴム、ポリウレタン等が例示できる。不織布としては、有機系や無機系の不織布が使用できる。金属箔の金属としては、アルミニウム、鉄、金、銀等が例示できる。また、原反層2は、透明樹脂層4と同一の樹脂組成物からなるシートでもよい。この場合、原反層2は、樹脂材料や樹脂組成物を膜状に成形することにより得られる。成形方法としては、例えば、カレンダー成形、押出成形等が挙げられる。
原反層2としては、例えば紙、合成樹脂、あるいは合成樹脂の発泡体、ゴム、不織布、合成紙、金属箔等から任意に選定したものが使用可能である。紙としては、薄葉紙、チタン紙、樹脂含浸紙等が例示できる。合成樹脂としては、ポリエチレン、ポリプロピレン、ポリブチレン、ポリスチレン、ポリカーボネート、ポリエステル、ポリアミド、エチレン-酢酸ビニル共重合体、ポリビニルアルコール、アクリル等が例示できる。ゴムとしては、エチレン-プロピレン共重合ゴム、エチレン-プロピレン-ジエン共重合ゴム、スチレン-ブタジエン共重合ゴム、スチレン-イソプレン-スチレンブロック共重合ゴム、スチレン-ブタジエン-スチレンブロック共重合ゴム、ポリウレタン等が例示できる。不織布としては、有機系や無機系の不織布が使用できる。金属箔の金属としては、アルミニウム、鉄、金、銀等が例示できる。また、原反層2は、透明樹脂層4と同一の樹脂組成物からなるシートでもよい。この場合、原反層2は、樹脂材料や樹脂組成物を膜状に成形することにより得られる。成形方法としては、例えば、カレンダー成形、押出成形等が挙げられる。
原反層2は無機顔料を合成樹脂に混合してなる着色層と、合成樹脂からなるスキン層とを有することが望ましい。スキン層の厚さは3μm以上20μm以下が好ましく、スキン層と着色層の厚さの比が1:6から1:50であることが望ましい。原反層2を、共押出法で形成する場合、着色層が最外層にあると、着色層に含まれる顔料成分がブレードし、押出機のTダイや搬送中のロールが汚染するため、最外層は顔料を含まないスキン層であることが望ましい。着色層の両面にスキン層を設けることが望ましい。スキン層を厚くし、着色層に対する比率を大きくすると、着色層の比率が低下するため、隠蔽性が低下するので好ましくない。
また、原反層2の厚さは、50μm以上150μm以下であることが好ましい。原反層2が50μm未満の場合、下地の凹凸をカバーする性能(不陸性)が低下する。一方、原反層2の厚さが150μmを超える場合、曲げ加工において白化や割れといった不具合が生じてしまうおそれがある。
(無機顔料)
無機顔料は、隠蔽性を付与するための酸化チタンに代表される公知の無機顔料を用いることができる。原反層2は基材Bの模様を隠蔽する役割を担う。化粧シート1の意匠性の観点から要求される隠蔽性を得るために、光透過率が40%以下であることが好ましい。隠蔽性が低いと絵柄層3の模様と基材Bの模様とが混在し、好ましくない。無機顔料を含有することにより、隠蔽性が良好な化粧シート1を得ることができる。無機顔料の混合量は、樹脂材料を100質量部として、5質量部以上50質量部以下とすることが好ましい。無機顔料の混合量が少ないと隠蔽性が悪く、また、混合量が50質量部以上の場合は原反層2の脆化が起こり好ましくない。含有する無機顔料としては、特に限定されないが、例えば天然無機顔料、合成無機顔料が挙げられる。天然無機顔料としては、例えば、土系顔料、焼成土、鉱物性顔料等が挙げられる。合成無機顔料としては、酸化物顔料、水酸化物顔料、硫化物顔料、珪酸塩顔料、燐酸塩顔料、炭酸塩顔料、金属粉顔料、炭素顔料等が挙げられる。また、合成無機顔料として、天然無機顔料、合成無機顔料の中から、一種類もしくは二種類以上を混合した混合顔料を用いてもよい。また、合成無機顔料として、カーボンブラックのような有機顔料を併用しても構わない。
無機顔料は、隠蔽性を付与するための酸化チタンに代表される公知の無機顔料を用いることができる。原反層2は基材Bの模様を隠蔽する役割を担う。化粧シート1の意匠性の観点から要求される隠蔽性を得るために、光透過率が40%以下であることが好ましい。隠蔽性が低いと絵柄層3の模様と基材Bの模様とが混在し、好ましくない。無機顔料を含有することにより、隠蔽性が良好な化粧シート1を得ることができる。無機顔料の混合量は、樹脂材料を100質量部として、5質量部以上50質量部以下とすることが好ましい。無機顔料の混合量が少ないと隠蔽性が悪く、また、混合量が50質量部以上の場合は原反層2の脆化が起こり好ましくない。含有する無機顔料としては、特に限定されないが、例えば天然無機顔料、合成無機顔料が挙げられる。天然無機顔料としては、例えば、土系顔料、焼成土、鉱物性顔料等が挙げられる。合成無機顔料としては、酸化物顔料、水酸化物顔料、硫化物顔料、珪酸塩顔料、燐酸塩顔料、炭酸塩顔料、金属粉顔料、炭素顔料等が挙げられる。また、合成無機顔料として、天然無機顔料、合成無機顔料の中から、一種類もしくは二種類以上を混合した混合顔料を用いてもよい。また、合成無機顔料として、カーボンブラックのような有機顔料を併用しても構わない。
更に、無機顔料には、分散性の向上や、押出適性を改善するために脂肪酸金属塩等の添加剤を加えても構わない。
原反層2として、オレフィン系のような表面が不活性な基材を用いる場合は、原反層2の表裏にコロナ処理、プラズマ処理、オゾン処理、電子線処理、紫外線処理、重クロム酸処理等を行うことが望ましい。
<1.2>絵柄層
原反層2の表面には、化粧シート1に柄模様を付加するための絵柄層3を設けることができる。柄模様としては、木目模様、石目模様、砂目模様、タイル貼模様、煉瓦積模様、布目模様、皮絞模様、幾何学図形等を用いることができる。
原反層2の表面には、化粧シート1に柄模様を付加するための絵柄層3を設けることができる。柄模様としては、木目模様、石目模様、砂目模様、タイル貼模様、煉瓦積模様、布目模様、皮絞模様、幾何学図形等を用いることができる。
更に、原反層2と絵柄層3との間には、目的とする意匠の程度に応じて下地ベタインキ層(不図示)を設けるようにしてもよい。下地ベタインキ層は、原反層2の全面を被覆するように設けられる。また、下地ベタインキ層は、隠蔽性等、必要に応じて2層以上の多層としてもよい。更に、絵柄層3は、求められる意匠を表現するために必要な分版の数だけ積層して形成してもよい。このように、絵柄層3と下地ベタインキ層とは、求められる意匠、つまり、表現したい意匠に応じて様々な組み合わせとなるが、特に限定されるものではない。
下地ベタインキ層及び絵柄層3の構成材料は、特に限定されるものではない。下地ベタインキ層及び絵柄層3の構成材料としては、例えば、マトリックスと、染料、顔料等の着色剤とを溶剤中に溶解、分散してなる印刷インキやコーティング剤を用いることができる。マトリックスとしては、油性の硝化綿樹脂、2液ウレタン樹脂、アクリル系樹脂、スチレン系樹脂、ポリエステル系樹脂、ウレタン系樹脂、ポリビニル系樹脂、アルキド樹脂、エポキシ系樹脂、メラミン系樹脂、フッ素系樹脂、シリコーン系樹脂、ゴム系樹脂等の各種合成樹脂類、またはこれらの混合物、共重合体等を用いることができる。また、着色剤としては、カーボンブラック、チタン白、亜鉛華、弁柄、黄鉛、紺青、カドミウムレッド等の無機顔料や、アゾ顔料、レーキ顔料、アントラキノン顔料、フタロシアニン顔料、イソインドリノン顔料、ジオキサジン顔料等の有機顔料、またはこれらの混合物を用いることができる。また、溶剤としては、トルエン、キシレン、酢酸エチル、酢酸ブチル、メチルアルコール、エチルアルコール、イソプロピルアルコール、アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、水等、もしくはこれらの混合物等を用いることができる。
また、下地ベタインキ層及び絵柄層3には、各種機能を付与するために、体質顔料、可塑剤、分散剤、界面活性剤、粘着付与剤、接着助剤、乾燥剤、硬化剤、硬化促進剤及び硬化遅延剤等の機能性添加剤を添加してもよい。
ここで、下地ベタインキ層及び絵柄層3は、グラビア印刷法、オフセット印刷法、スクリーン印刷法、静電印刷法、インクジェット印刷法等の各種印刷方法によって形成することができる。また、下地ベタインキ層は、原反層2の全面を被覆しているため、ロールコート法、ナイフコート法、マイクログラビアコート法、ダイコート法等の各種コーティング方法によっても形成することができる。これらの印刷方法、コーティング方法は、形成する層によって別々に選択してもよいが、同じ方法を選択して一括加工することが効率的である。
絵柄層3の厚さは、3μm以上20μm以下であることが好ましい。絵柄層3の厚さがこの範囲である場合、印刷を明瞭にすることができるとともに、化粧シート1を製造する際の印刷作業性が向上し、かつ製造コストを抑制することができる。
<1.3>透明樹脂層
透明樹脂層4の主成分として用いる樹脂材料は、オレフィン系樹脂からなることが好適であり、ポリプロピレン、ポリエチレン、ポリブテン等の他に、αオレフィン(例えば、プロピレン、1-ブテン、1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン、1-ノネン、1-デセン、1-ウンデセン、1-ドデセン、トリデセン、1-テトラデセン、1-ペンタデセン、1-ヘキサデセン、1-ヘプタデセン、1-オクタデセン、1-ノナデセン、1-エイコセン、3-メチル-1-ブテン、3-メチル-1-ペンテン、3-エチル-1-ペンテン、4-メチル-1-ペンテン、4-メチル-1-ヘキセン、4、4-ジメチル-1-ペンテン、4-エチル-1-ヘキセン、3-エチル-1-ヘキセン、9-メチル-1-デセン、11-メチル-1-ドデセン、12-エチル-1-テトラデセン等)を単独重合あるいは2種類以上を共重合させたものや、エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体、エチレン・メチルメタクリレート共重合体、エチレン・エチルメタクリレート共重合体、エチレン・ブチルメタクリレート共重合体、エチレン・メチルアクリレート共重合体、エチレン・エチルアクリレート共重合体、エチレン・ブチルアクリレート共重合体等のように、エチレンまたはαオレフィンとそれ以外のモノマーとを共重合させたものが挙げられる。また、化粧シート1の表面強度の向上を図る場合には、高結晶性のポリプロピレンを用いることが好ましい。
透明樹脂層4の主成分として用いる樹脂材料は、オレフィン系樹脂からなることが好適であり、ポリプロピレン、ポリエチレン、ポリブテン等の他に、αオレフィン(例えば、プロピレン、1-ブテン、1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン、1-ノネン、1-デセン、1-ウンデセン、1-ドデセン、トリデセン、1-テトラデセン、1-ペンタデセン、1-ヘキサデセン、1-ヘプタデセン、1-オクタデセン、1-ノナデセン、1-エイコセン、3-メチル-1-ブテン、3-メチル-1-ペンテン、3-エチル-1-ペンテン、4-メチル-1-ペンテン、4-メチル-1-ヘキセン、4、4-ジメチル-1-ペンテン、4-エチル-1-ヘキセン、3-エチル-1-ヘキセン、9-メチル-1-デセン、11-メチル-1-ドデセン、12-エチル-1-テトラデセン等)を単独重合あるいは2種類以上を共重合させたものや、エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体、エチレン・メチルメタクリレート共重合体、エチレン・エチルメタクリレート共重合体、エチレン・ブチルメタクリレート共重合体、エチレン・メチルアクリレート共重合体、エチレン・エチルアクリレート共重合体、エチレン・ブチルアクリレート共重合体等のように、エチレンまたはαオレフィンとそれ以外のモノマーとを共重合させたものが挙げられる。また、化粧シート1の表面強度の向上を図る場合には、高結晶性のポリプロピレンを用いることが好ましい。
ここで、本明細書で主成分とは、特に特定が無い場合には、対象とする材料の90質量%以上を指す。
透明樹脂層4を設ける場合、透明樹脂層4の層厚は50μm以上100μm以下が好ましい。50μm未満の場合、透明樹脂層4表面の耐傷性の向上効果が低く、透明樹脂層4を設ける意義が少なくなってしまう。透明樹脂層4の層厚が100μmを超える場合、化粧シート1の剛性が高すぎて、曲げ加工において白化や割れといった不具合が生じてしまうおそれがある。
もっとも、透明樹脂層4の上に表面保護層5を設ける場合には、透明樹脂層4の層厚は50μm未満としてもよい。
なお、透明樹脂層4を構成する樹脂組成物には、必要に応じて熱安定剤、光安定剤、紫外線吸収剤、ブロッキング防止剤、触媒捕捉剤、着色剤、光散乱剤及び艶調整剤等の各種機能性添加剤を含有させてもよい。これらの各種機能性添加剤は、周知のものから適宜選択して用いることができる。
また、絵柄層3と透明樹脂層4を密着させるために用いる接着剤は、接着方法に応じて任意の材料選定が可能である。接着方法としては、例えば、熱ラミネート、押出ラミネート、ドライラミネート等による積層方法が挙げられ、接着剤は、例えば、アクリル系、ポリエステル系、ポリウレタン系等の材料から選定できる。通常はその凝集力から、イソシアネートとポリオールとの反応を利用した2液硬化タイプのウレタン系材料が望ましい。なお、透明樹脂層4の積層方法にも特に規制はないが、熱圧を応用した方法、押出ラミネート法、ドライラミネート法等が一般的である。
また、透明樹脂層4には、エンボスによる凹凸模様(エンボス模様4a)が付与されていてもよい。エンボス模様4aには、インキを埋め込み、更に意匠性を向上させることも可能である。エンボス模様4aを施す場合には、一旦各種方法でラミネートしたシートに後から熱圧によりエンボスを入れる方法や、冷却ロールに凹凸模様を設け押出ラミネートと同時にエンボスを施す方法がある。
また、押出と同時にエンボスを施した絵柄層3と透明樹脂層4とを熱あるいはドライラミネートで貼り合わせる方法等を用いることができる。
また、絵柄層3と透明樹脂層4との密着性を高めるために、絵柄層3と透明樹脂層4との間に接着性樹脂層4bを設けてもよい。具体的には、押出ラミネート法でさらなるラミネート強度を求める場合、透明樹脂層4と接着剤との間に接着性樹脂層4bを設けてもよい。接着性樹脂層4bを設ける場合、透明樹脂層4と接着性樹脂層4bとの共押出法でラミネートを行うことができる。接着性樹脂層4bは、ポリプロピレン、ポリエチレン、アクリル系等の樹脂に酸変性を施したものとすることができる。接着性樹脂層4bの厚さは、接着力向上の目的から2μm以上であることが望ましい。
透明樹脂層4にエンボス模様4aを施す場合には、凹凸構造を切断レベル差Rdcで表現することができる。「切断レベル差Rdc」は、JIS B0601:2013に規定された表面性状パラメータである。切断レベル差Rdcは、粗さ曲線の切断レベル差を示し、凹凸形状の急峻さを表現している。ここでは、粗さ曲線の最高の山頂の位置を、切断レベルcの基準とする。また、ここでは、c(Rmr1)を、粗さ曲線の負荷長さ率Rmrが10%である場合の切断レベルであるとし、c(Rmr2)を、粗さ曲線の負荷長さ率Rmrが25%である場合の切断レベルであるとする。粗さ曲線の切断レベル差Rdc(μm)は、切断レベルc(Rmr1)と切断レベルc(Rmr2)との差である。
透明樹脂層4のRdcは、0.2μm以上2.9μm以下が望ましい。Rdc が0.2μmより小さいと、インキを埋め込む等の効果が弱くなり、また、2.9μmより大きくなると、透明樹脂層4の上に表面保護層5を製膜した際に、本発明のしっとりとした触感よりも粗いざらざらとした触感となるため、好ましくない。透明樹脂層4のRdcは、好ましくは0.2μm以上1.0μm以下である。
透明樹脂層4のRdcは、0.2μm以上2.9μm以下が望ましい。Rdc が0.2μmより小さいと、インキを埋め込む等の効果が弱くなり、また、2.9μmより大きくなると、透明樹脂層4の上に表面保護層5を製膜した際に、本発明のしっとりとした触感よりも粗いざらざらとした触感となるため、好ましくない。透明樹脂層4のRdcは、好ましくは0.2μm以上1.0μm以下である。
<1.4>表面保護層
表面保護層5は、図3に示すようにコア部5Aと、コア部5Aの一方の面から畝状に突出して設けられた畝状部5Bとを有している。これにより、表面保護層5には凹凸形状が形成されている。ここで、本実施形態に係る化粧シート1において、「畝状」とは、細長く盛り上がり、平面視で線状に連なった形状であることをいう。畝状部5Bは、平面視で曲線状であっても直線状であってもよいが、化粧シート1の耐指紋性の観点から曲線状であることが好ましい。また、本実施形態において、畝状部5Bは、例えば、表面保護層5の凹凸形状の最も低い部分から最も高い部分までの部分を言い、コア部5Aは表面保護層5の畝状部5Bを除く部分を言うものとする。なお、畝状部5Bの表面保護層5の厚さ方向における断面形状は、正弦波形状であってもよい。ここでいう正弦波形状とは、畝状部5Bの最も低い位置から最も高い位置に至る線を正弦波で表現可能な形状をいう。
表面保護層5は、図3に示すようにコア部5Aと、コア部5Aの一方の面から畝状に突出して設けられた畝状部5Bとを有している。これにより、表面保護層5には凹凸形状が形成されている。ここで、本実施形態に係る化粧シート1において、「畝状」とは、細長く盛り上がり、平面視で線状に連なった形状であることをいう。畝状部5Bは、平面視で曲線状であっても直線状であってもよいが、化粧シート1の耐指紋性の観点から曲線状であることが好ましい。また、本実施形態において、畝状部5Bは、例えば、表面保護層5の凹凸形状の最も低い部分から最も高い部分までの部分を言い、コア部5Aは表面保護層5の畝状部5Bを除く部分を言うものとする。なお、畝状部5Bの表面保護層5の厚さ方向における断面形状は、正弦波形状であってもよい。ここでいう正弦波形状とは、畝状部5Bの最も低い位置から最も高い位置に至る線を正弦波で表現可能な形状をいう。
図3は、表面保護層5の畝状部5Bの断面(表面保護層5の厚さ方向における断面)を模式的に示す断面図であり、図4は、表面保護層5の表面の構成を示す平面写真である。ここで、図4は、レーザー顕微鏡(オリンパス株式会社製 OLS-4000)により得た平面写真である。
畝状部5Bは、図4の平面写真に示すように、細長く盛り上がり、平面視で線状に連なった形状となっている。畝状部5Bは、後述するように、電離放射線硬化性樹脂の表面に対して特定波長の光を照射して、電離放射線硬化性樹脂の硬化膜が座屈することにより形成される。
このような畝状部5Bの形状は、横方向(表面保護層5の平面方向であって、図3においては左右方向)の表面粗さの指標RSm(μm)と、縦方向(畝状部5Bの深さ方向、透明賦形層5の厚さ方向であって、図3においては上下方向)の表面粗さの指標Ra(μm)との比RSm/Raで示すことができる。比RSm/Raは、10以上300以下であることが好ましい。より好ましくは、RSm/Raは、10以上250以下である。比RSm/Raの値が小さくなると、畝状部5Bの形状が細かくなるため、汚れをふき取りにくくなり、耐汚染性が低下する傾向がある。比RSm/Raの値が大きくなると、畝形状の間隔が広くなるため、光沢度が高くなる傾向がある。ここで、表面粗さの指標Ra及びRSmは、線粗さ計を用いて測定した場合の測定値であり、JIS B0601に準拠して測定した測定値である。
表面保護層5の凹凸構造は、表面保護層5の厚さtに対する切断レベル差Rdcの比Rdc/t(以下、単に「比Rdc/t」ともいう)が0.15以上0.44以下である。比Rdc/tは、好ましくは0.15以上0.31以下であり、より好ましくは0.15以上0.25以下である。
上述のとおり、「切断レベル差Rdc」は、JIS B0601:2013に規定された表面性状パラメータである。切断レベル差Rdcは、粗さ曲線の切断レベル差を示し、凹凸形状の急峻さを表現している。ここでは、粗さ曲線の最高の山頂の位置を、切断レベルcの基準とする。また、ここでは、c(Rmr1)を、粗さ曲線の負荷長さ率Rmrが10%である場合の切断レベルであるとし、c(Rmr2)を、粗さ曲線の負荷長さ率Rmrが25%である場合の切断レベルであるとする。粗さ曲線の切断レベル差Rdc(μm)は、切断レベルc(Rmr1)と切断レベルc(Rmr2)との差である。切断レベル差Rdcを表面保護層5の厚さtで割って比Rdc/tを求めると、表面保護層5の単位厚さあたりの凹凸形状の急峻さを表現することができる。
なお、表面保護層の表面のうち、粗さ曲線の負荷長さ率Rmrが10%未満の部分に対応した領域は、表面保護層を指先で押したときに、指先が最初に接触する領域である。しっとりした触感には、表面保護層の表面のうち、表面保護層を指先で押した場合に指先が表面保護層に最初に接触する領域が及ぼす影響は小さい。また、しっとりした触感には、表面保護層の表面のうち、指先から表面保護層へ加える圧力を極めて大きくした場合に指先が初めて接触する領域が及ぼす影響も小さい。しっとりした触感には、表面保護層の表面のうち、指先から表面保護層へ加える圧力を或る程度高めた場合に指先が初めて接触する領域の傾きが大きな影響を及ぼす。この領域が、粗さ曲線の負荷長さ率Rmrが10%乃至25%の範囲内にある部分に対応した領域に相当する。
なお、表面保護層の表面のうち、粗さ曲線の負荷長さ率Rmrが10%未満の部分に対応した領域は、表面保護層を指先で押したときに、指先が最初に接触する領域である。しっとりした触感には、表面保護層の表面のうち、表面保護層を指先で押した場合に指先が表面保護層に最初に接触する領域が及ぼす影響は小さい。また、しっとりした触感には、表面保護層の表面のうち、指先から表面保護層へ加える圧力を極めて大きくした場合に指先が初めて接触する領域が及ぼす影響も小さい。しっとりした触感には、表面保護層の表面のうち、指先から表面保護層へ加える圧力を或る程度高めた場合に指先が初めて接触する領域の傾きが大きな影響を及ぼす。この領域が、粗さ曲線の負荷長さ率Rmrが10%乃至25%の範囲内にある部分に対応した領域に相当する。
比Rdc/tの値が0.15以上0.44以下であると、凹凸形状の斜面が比較的緩やかである。この場合、化粧シートの表面を指で押圧しながら表面上で指を滑らせたときに、指と表面の接触による押し込み抵抗が小さい上に、指と凸部表面との接触面積が徐々に増加するため、化粧シートの表面が指に吸い付くような触感が得られる。この触感は、「しっとりした触感」と対応づけることができる。
一方、比Rdc/tが0.44より大きくなると、凹凸形状の斜面が急峻になる。この場合、化粧シートの表面を指で押圧しながら表面上で指を滑らせたときに、指と表面の接触による押し込み抵抗が大きく、凹凸の存在を感じる。この触感は、「ざらざらした触感」と対応づけることができる。
また、比Rdc/tが0.15より小さくなると、凹凸形状の斜面がかなり緩やかである。この場合、化粧シートの表面を指で押圧しながら表面上で指で滑らせたときに、指と表面の接触による押し込み抵抗が小さい上に、指と凸部表面との接触面積が押圧動作の開始時から大きく、押圧動作に伴うこの接触面積の増加がかなり緩やかである。このため、この場合には、化粧シートの表面が指に吸い付くような触感が得られる一方、凹凸形状の斜面がかなり緩やかであることに基づいて、上述の「しっとりとした触感」の場合と比較して滑りの良い触感が得られ、全体としては滑りの良い触感の印象が強くなる。この触感は、「すべすべした触感」に対応づけることができる。
表面保護層5の厚さtは、2μm以上18μm以下である。表面保護層5の厚さtは、3μm以上10μm以下であることが好ましい。表面保護層5を厚くすると、比Rdc/tの値が大きくなる傾向がみられる。また、凹凸のある透明樹脂層4上の表面保護層5を薄くすると、透明樹脂層4の凹凸の影響が大きくなり、比Rdc/tの値が大きくなる傾向がみられる。このため、表面保護層5が厚すぎたり薄すぎたりすると、「しっとりした触感」を達成することが難しくなる。更に、表面保護層5を薄くすると低い光沢度を達成することが難しくなり、厚くすると加工性が低下し折り曲げ時に白化してしまう。
ここで、表面保護層5の厚さは、表面保護層5と見かけ上の面積及び体積が等しく且つ表面が平坦な層の厚さである。表面保護層5の厚さは、例えば、以下の方法により求める。先ず、表面保護層5の厚さ方向に平行であり且つ畝状部5Bの長さ方向に垂直な断面を撮像する。次に、この断面画像から、畝状部5Bの幅方向における表面保護層5の寸法と、表面保護層5の断面の面積とを求める。表面保護層5の厚さは、この面積を上記の寸法で割ることにより得られる値である。また、表面保護層5の厚さは、断面を走査電子顕微鏡で観察し、25点平均により求めたものである。具体的には、表面保護層5の厚さは、後述の実施例で記載したとおり求めることができる。なお、後述する表面保護層用塗液が溶媒を含んでいない場合、表面保護層用塗液からなる塗膜の厚さは、表面保護層5の厚さと等しい。
ここで、表面保護層5は、例えば、グラビア印刷法、オフセット印刷法、スクリーン印刷法、静電印刷法、インクジェット印刷法等の各種の各種印刷方法によって形成することができる。また、表面保護層5は、原反層2の表面側の面の全面を被覆しているため、例えば、ロールコート法、ナイフコート法、マイクログラビアコート法、ダイコート法等の各種コーティング法によっても形成することができる。これらの印刷方法、あるいはコーティング方法は、形成する層によって別々に選択してもよいし、同じ方法を選択して一括加工してもよい。
絵柄層3と表面保護層5は、意匠性の観点から同調させてもよい。同調させる場合は、絵柄層3を形成した後に表面保護層5を一括形成する必要があるため、グラビア印刷法を用いることが好ましい。また、グラビア印刷法は比較的高速対応が可能なことから、コスト面でも有利であり好ましい。ここで、同調とは、表面保護層5が形成された部分の50%以上、好ましくは70%以上、最も好ましくは90%以上が絵柄層3の絵柄部分と平面視で重なっていることを意味する。
表面保護層5の層厚を調整するには、前述の印刷方法及びコーティング方法において塗布量を調整すればよい。塗布量は、各種印刷方法及びコーティング方法において、ベースのシート(原反層を含む)に表面保護層5を形成したものと、しないものとを作製し、その質量差から算出することができる。
表面保護層5は、主材料が電離放射線硬化性樹脂であることが好ましい。主材料とは、100質量部の表面保護層5に対して60質量部以上、より好ましくは、70質量部以上、最も好ましくは80質量部以上含むことを指す。ここで、「電離放射線」は、電子線等の荷電粒子線である。電離放射線硬化性樹脂は、電離放射線の照射によって硬化する。また、電離放射線硬化性樹脂は、紫外線照射によっても硬化し得る。ここで使用する電離放射線硬化性樹脂は、波長が200nm以下の光を照射することによって硬化する一方で、この光に対する吸収係数が大きい。表面保護層5を構成する電離放射線硬化性樹脂としては、各種モノマーや市販されているオリゴマー等、公知のものを用いることができ、例えば、(メタ)アクリル系樹脂、シリコーン系樹脂、ポリエステル系樹脂、ウレタン系樹脂、アミド系樹脂、エポキシ系樹脂を使用できる。電離放射線硬化性樹脂は、水系樹脂または非水系(有機溶剤系)樹脂の何れであってもよく、単独で用いてもよいし、複数種を組み合わせて使用してもよい。
電離放射線硬化性樹脂の主成分は、アクリレートであることが好ましい。ここで、電離放射線硬化性樹脂の主成分とは、電離放射線硬化性樹脂中に占める割合が60質量%以上である成分を意味する。電離放射線硬化性樹脂は、アクリレートを70質量部以上の量で含んでいることが好ましく、80質量部以上の量で含んでいることがより好ましい。
アクリレートは、2官能以上のアクリレートであることが好ましく、3官能以上のアクリレートであることがより好ましい。耐傷性に優れた表面保護層5を得るうえでは、アクリレートは3官能以上であることが好ましい。アクリレートの官能基数に上限はないが、一例によれば6官能以下である。
アクリレートは、繰り返し構造を含んでいることが好ましい。この繰り返し構造は、例えば、エチレンオキサイド(EO)構造、プロピレンオキサイド(PO)構造、及びε-カプロラクトン(CL)構造の何れかである。繰り返し構造は、エチレンオキサイド又はプロピレンオキサイドであることが好ましい。アクリレートにおいて、上記の繰り返し構造は、開環した状態でアクリロイル基とメチロール基との間に介在し得る。
繰り返し構造の繰り返し回数は3以上であることが好ましい。この繰り返し回数が多いアクリレートを使用すると、後述する第1照射工程において、硬化膜の面内方向への膨張が生じ易くなり、それ故、畝状部5Bに対応した皺が塗膜表面に生じ易くなる。また、繰り返し回数が多いアクリレートを使用すると、比Rdc/tの値が大きくなる傾向がみられる。但し、この繰り返し回数を多くすると、架橋密度が低下し、表面保護層の耐傷性が低下する。
好ましい態様において、電離放射線硬化性樹脂は、繰り返し構造を含んだ3官能のアクリレートである。繰り返し構造を含んだ3官能のアクリレートは、例えば、EO変性、PO変性又はCL変性させたトリメチロールプロパントリアクリレート、グリセリントリアクリレート、イソシアヌレートトリアクリレート、又はペンタエリスリトールトリアクリレート等を用いることができる。電離放射線硬化性樹脂は、塗工方式としてグラビア印刷法を用いる場合、最適粘度範囲は10~500mPa・sである。そのため、3官能のアクリレート樹脂としては、トリメチロールプロパントリアクリレートや、グリセリントリアクリレートを用いると、最適粘度範囲に収めることが可能であり好ましい。水素結合やπ‐πスタッキングを引き起こす骨格を有する樹脂は、500mPa・s以上の高粘度である場合が多く好ましくない。また、粘度調整をするために、有機溶剤や粘度の低い2官能アクリレート樹脂を添加することができる。しかし、有機溶剤は環境負荷の観点から、使用しない方が好ましい。2官能アクリレート樹脂は、添加量が多いと耐傷性が低下するため好ましくない。そのため、2官能アクリレート樹脂の添加量は、3官能アクリレート樹脂の含有量(質量)の10質量%以上30質量%以下の範囲内が好ましい。
繰り返し構造を含んだ3官能のアクリレートでは、繰り返し構造の繰り返し回数は、3以上であることが好ましく、3以上30以下であることがより好ましく、3以上20以下であることが更に好ましい。繰り返し回数が少ないと、真空紫外光(VUV光)を照射した場合に、表面保護層5を構成する電離放射線硬化性樹脂の硬化膜が、面内方向へ膨潤し難く、それ故、皺が十分に形成されないため表面保護層5が低光沢になり難い。繰り返し回数が多いと、架橋密度が低下し表面保護層5の耐傷性が低下する傾向がある。
別の好ましい態様において、電離放射線硬化性樹脂は、繰り返し構造を含んだ4官能のアクリレートである。繰り返し構造を含んだ4官能のアクリレートは、例えば、EO変性、PO変性又はCL変性させたペンタエリスリトールテトラアクリレート等を用いることができる。繰り返し構造を含んだ4官能のアクリレートでは、繰り返し構造の繰り返し回数は、12以上であることが好ましく、12以上50以下であることがより好ましく、20以上50以下であることが更に好ましく、20以上35以下であることが更に好ましい。繰り返し回数が少ないと、VUV光を照射した場合に、表面保護層5を構成する電離放射線硬化性樹脂の硬化膜が、面内方向へ膨潤し難く、それ故、皺が十分に形成されないため表面保護層5が低光沢になり難い。繰り返し回数が多いと、架橋密度が低下し表面保護層5の耐傷性が低下する傾向がある。
上記繰り返し構造の繰り返し回数は、MALDI-TOF-MSを使用することで分析可能である。電離放射線硬化性樹脂は、分子量分布を持つ場合がある。分子量分布がある場合、上記の繰り返し回数は、MALDI-TOF-MSのマススペクトルの最も強いピークを持つ分子量に相当する繰り返し回数とする。また、上記繰り返し構造の繰り返し回数は、後述するとおり、フーリエ型赤外分光測定により比I1095/I1725を算出し、かかる比に基づいて求めてもよい。
表面保護層5のフーリエ型赤外分光測定において得られる吸光スペクトルは、1085乃至1105cm-1の波数範囲における最大値I1095と、1715乃至1735cm-1の波数範囲における最大値I1725との比I1095/I1725が0.65以上である。比I1095/I1725の値が0.65未満だと繰り返し回数が少ないので、VUV光を照射した場合に、表面保護層5を構成する電離放射線硬化性樹脂の硬化膜が、面内方向へ膨潤し難く、それ故、皺が十分に形成されないため表面保護層5が低光沢にならない。比I1095/I1725の値は、好ましくは0.7以上、より好ましくは0.85以上である。
比I1095/I1725の値が大き過ぎると架橋密度が低下し表面保護層5の耐傷性が低下するため、比I1095/I1725の値が3.5以下であることが望ましい。比I1095/I1725の値は、より好ましくは2.2以下、更に好ましくは1.3以下である。
ここで、上記のフーリエ型赤外分光測定について説明する。
波長が2.5乃至25μmの範囲内にある赤外光は、分子における振動や回転の状態を変化させ得る。そして、この振動や回転の状態を変化させるのに必要なエネルギーは、分子の構造に応じて異なる。赤外分光測定は、これを利用して、物質の化学構造や状態に関する情報を得る測定方法である。
波長が2.5乃至25μmの範囲内にある赤外光は、分子における振動や回転の状態を変化させ得る。そして、この振動や回転の状態を変化させるのに必要なエネルギーは、分子の構造に応じて異なる。赤外分光測定は、これを利用して、物質の化学構造や状態に関する情報を得る測定方法である。
フーリエ型赤外分光測定では、例えば、以下のようにして測定を行う。先ず、光源からの光を半透鏡へ斜めに入射させて、透過光と反射光との2つの光束へと分割する。半透鏡を透過した光束は、固定鏡によって反射させて、半透鏡へ斜めに再入射させる。半透鏡によって反射された光束は、移動鏡によって反射させて、半透鏡へ斜めに再入射させる。固定鏡からの反射光のうち半透鏡によって反射された光束と、移動鏡からの反射光のうち半透鏡を透過した光束とは合成されて、干渉波を生じる。半透鏡から移動鏡までの距離を変化させながら、この干渉波を試料へ照射するとともに、試料を透過した光の強度を測定する。このようにして取得した強度データを、計算によって波数成分毎の強度へ分離して(フーリエ変換して)、透過率スペクトルを得る。
ここで利用するフーリエ型赤外分光測定では、上記のフーリエ型赤外分光測定において、透過光強度の測定を行う代わりに、以下の全反射測定法(ATR法)による反射光強度の測定を行う。
ATR法を利用したフーリエ変換型赤外分光測定では、干渉波を試料へ直接入射させる代わりに、試料の表面に接触させた測定用プリズムへ干渉波を入射させる。干渉波は、プリズムと試料との界面で全反射されるように測定用プリズムへ入射させる。こうすると、試料のうち上記界面近傍の領域にエバネッセント波が染み出し、特定の波数成分の光はこの領域内の分子によって吸収される。そして、ATR法を利用したフーリエ変換型赤外分光測定では、透過光の強度を測定する代わりに、反射光の強度を測定する。その後、このようにして取得した強度データを、計算によって波数成分毎の強度へ分離して(フーリエ変換して)、ATRスペクトルを得る。
エバネッセント波の染み出し深さ(もぐり込み深さ)は、波長が長くなるほど大きくなる。それ故、横軸を波長とし、縦軸を反射光強度(又は反射率)としたATRスペクトルのベースラインは、右下がりになる。また、エバネッセント波の染み出し深さには、上記界面への干渉波の入射角やプリズム及び試料の屈折率も影響を及ぼす。従って、ATRスペクトルは、波長の逆数等で補正する。このような補正をすることにより、上記の透過率スペクトルと同様のピーク強度比を有するスペクトルが得られる。そして、このスペクトルを変換することにより、横軸を波数とし、縦軸を吸光度とした吸光スペクトルを得る。
エバネッセント波の染み出し深さは小さく、また、干渉波の入射角やプリズムの屈折率で調節可能である。従って、ATR法を利用したフーリエ変換型赤外分光測定によると、測定すべき対象が薄い層である場合であっても、その下地がノイズになるのを防ぐことができる。また、ATR法を利用したフーリエ変換型赤外分光測定によると、測定対象が試料の表面に露出していれば、非破壊での測定が可能である。
上記の通り、表面保護層5のフーリエ型赤外分光測定において得られる吸光スペクトルは、比I1095/I1725が所定の範囲内にある。1085乃至1105cm-1の波数範囲における最大値I1095は、表面保護層5が含むエーテル結合の数に関連した値である。また、1715乃至1735cm-1の波数範囲における最大値I1725は、エステル結合の数に関連した値である。従って、比I1095/I1725は、後述する表面保護層用塗液の電離放射性樹脂が含んでいるアクリレートのエーテル結合数と官能基数との比に相当するものである。
表面保護層5は、粒子を含んでいてもよい。最適な粒径及び最適な含有量の粒子を添加することで、均一な面を形成することができる。粒子としては、例えば、ポリエチレン(PE)ワックス、ポリプロピレン(PP)ワックス、樹脂ビーズ等の有機材料、あるいは、シリカ、ガラス、アルミナ、チタニア、ジルコニア、炭酸カルシウム、硫酸バリウム等の無機材料を用いることができる。粒子の平均粒径(D50)が3μm以上であることが望ましい。粒子の平均粒径(D50)は、好ましくは3μm以上11μm以下であり、より好ましくは4μm以上10μm以下である。
表面保護層5が粒子を含むと、後述する第1照射工程において、塗膜表面に皺をより均一に生じさせることができる。粒子の平均粒径(D50)が大きくなると、比Rdc/tの値が低下する傾向がみられる。このため、平均粒径(D50)が小さすぎたり大きすぎたりすると、「しっとりした触感」を達成することが難しくなる。また、大きな粒子を使用した場合、表面保護層5からの粒子の脱落を生じ易く、高い耐傷性を実現することが難しくなる場合がある。粒子が小さい場合、皺を均一に生じさせる効果が小さい。
ここで、「平均粒径(D50)」は、レーザー回折/散乱式粒子径分布測定装置で測定されるメジアン径(D50)である。なお、表面保護層用塗液が粒子を含んでいる場合、この塗液から得られる表面保護層5も粒子を含むことになる。表面保護層5が含んでいる粒子の平均粒径は、その断面観察を行い、複数の粒子の粒径を実測して平均化した値とすることができる。このようにして得られる値は、レーザー回折/散乱式粒子径分布測定装置で測定されるメジアン径(D50)と実質的に同じ値となる。従って、上述した平均粒径の範囲は、表面保護層5が含んでいる粒子の平均粒径の範囲と読み替えることもできる。
粒子は、電離放射線硬化性樹脂100質量部に対して3質量部以上11質量部以下の量で表面保護層5に含まれることが好ましい。粒子の添加量は、樹脂100質量部に対して4質量部以上10質量部以下であることがより好ましい。なお、「樹脂100質量部」は、樹脂の固形分の質量部を指す。
粒子の添加量が上記範囲内にある場合、皺を均一に生じさせる効果が特に大きい。粒子の添加量が多くなると、比Rdc/tの値が低下する傾向がみられる。このため、粒子の添加量が少なすぎたり多すぎたりすると、「しっとりした触感」を達成することが難しくなる。また、粒子の添加量が多い場合、表面保護層5からの粒子の脱落を生じ易く、高い耐傷性を実現することが難しくなる場合がある。粒子の添加量が少ない場合、皺を均一に生じさせる効果が小さい。
表面保護層5全体をUV光により硬化させる場合には、表面保護層5に光重合開始剤を添加する必要がある。光重合開始剤としては、特に限定されるものはないが、例えば、ベンザフェノン系、アセトフェノン系、ベンゾインエーテル系、チオキサントン系等があげられる。
表面保護層5は、要求される機能を付与するために、抗菌剤、防カビ剤等の添加剤を更に含んでいてもよい。また、他の添加剤として、必要に応じて、紫外線吸収剤、光安定剤を更に含んでいてもよい。紫外線吸収剤としては、例えば、ベンゾトリアゾール系、ベンゾエート系、ベンゾフェノン系、トリアジン系等を、また光安定剤としては、例えば、ヒンダードアミン系等を、任意の組み合わせで添加するのが一般的である。
ヒンダードアミン系光安定剤としては、例えば、ビス(1、2、2、6、6-ペンタメチル-4-ピペリジル)[[3,5-ビス(1、1-ジメチルエチル)-4-ヒドロキシフェニル]メチル]ブチルマロネート(代表例としては、BASF社製の商品名「Tinuvin 144」)、BASF社製の商品名「Tinuvin 123」、デカン二酸ビス(2、2、6、6-テトラメチル-1-(オクチルオキシ)-4-ピペリジニル)エステル(1、1-ジメチルエチルヒドロペルオキシド)と、オクタンとの反応生成物等を用いることができる。
ヒンダードアミン系光安定剤を表面保護層5へ添加する場合、電離放射線硬化性樹脂100質量部に対して、0.05質量部以上5質量部以下の範囲内で添加することが好ましい。ヒンダードアミン系光安定剤の添加量は、より好ましくは、0.2質量部以上3質量部以下の範囲内である。ヒンダードアミン系光安定剤の添加量が0.05質量部よりも少ないと紫外線に対する樹脂の安定性の効果が低いおそれがある。一方、5質量部よりも多いとブリードアウトが生じる可能性が高くなる。また、表面保護層5は、200nm以下の光を照射して表面近傍を硬化収縮させて微細な凹凸形状を形成することにより形成され得るが、この場合、ヒンダードアミン系光安定剤を3質量部より多い量で含有すると、該表面近傍の硬化を阻害するおそれがある。低光沢と耐候性を両立させるためには、ヒンダードアミン系光安定剤を3質量部以下の範囲内で含有することが望ましい。
表面保護層5の光沢度は、10.0未満であることが望ましい。表面保護層5の光沢度は、5.0以下であることがより好ましい。ここで、「光沢度」は、JIS Z8741:1997に準拠した光沢度計を用いて入射角60度で測定した場合の測定値である。
<1.5>プライマー層
プライマー層6の材料としては、基本的に絵柄層3と同じ材料を用いることができる。プライマー層6が、化粧シート1の裏面に施され、ウエブ状で巻取りを行うことを考慮すると、ブロッキングを避け、接着剤との密着を高めるために、シリカ、アルミナ、マグネシア、酸化チタン、硫酸バリウム等の無機充填剤を添加してもよい。プライマー層6の塗布厚さは、基材Bとの密着を確保することが目的であるので、0.1μm以上3.0μm以下が好ましい。なお、プライマー層6は、原反層2がオレフィン系材料のように表面が不活性なものである場合には必要であるが、表面が活性なものである場合には特に必要なものではない。
プライマー層6の材料としては、基本的に絵柄層3と同じ材料を用いることができる。プライマー層6が、化粧シート1の裏面に施され、ウエブ状で巻取りを行うことを考慮すると、ブロッキングを避け、接着剤との密着を高めるために、シリカ、アルミナ、マグネシア、酸化チタン、硫酸バリウム等の無機充填剤を添加してもよい。プライマー層6の塗布厚さは、基材Bとの密着を確保することが目的であるので、0.1μm以上3.0μm以下が好ましい。なお、プライマー層6は、原反層2がオレフィン系材料のように表面が不活性なものである場合には必要であるが、表面が活性なものである場合には特に必要なものではない。
<2>化粧シートの製造方法
化粧シート1は、例えば、以下の方法により製造する。ここでは、簡略化のため、絵柄層3、透明樹脂層4、接着性樹脂層4b、及びプライマー層6に関する説明は省略する。
化粧シート1は、例えば、以下の方法により製造する。ここでは、簡略化のため、絵柄層3、透明樹脂層4、接着性樹脂層4b、及びプライマー層6に関する説明は省略する。
先ず、原反層2の一方の面に、表面保護層用塗液からなる塗膜を形成する。表面保護層用塗液は、<1.4>表面保護層の欄で述べたとおり、電離放射線硬化性樹脂、および必要に応じて、粒子や添加剤を含んでいる。表面保護層用塗液からなる塗膜は、例えば印刷によって形成することができる。
表面保護層用塗液からなる塗膜を形成した後、第1照射工程を実施する。第1照射工程では、波長が200nm以下の光(以下、第1放射線という)を塗膜へ照射する。表面保護層用塗液が含んでいる電離放射線硬化性樹脂は、第1放射線に対する吸光係数が大きい。それ故、塗膜に入射した第1放射線は、その最表面からの距離が数十乃至数百nmの位置までしか到達できない。従って、第1照射工程では、塗膜の表面領域において架橋反応が進行して極めて薄い硬化膜が形成される一方、他の領域では架橋反応が進行せずに未硬化のままとなる。
第1照射工程後の塗膜は、畝状部5Bに対応した皺を表面に有している。本発明者は、第1照射工程によって塗膜表面に皺を生じる理由を以下のように考えている。
上記の通り、第1放射線は、塗膜の最表面からの距離が数十乃至数百nmの位置までしか到達できない。即ち、電離放射線硬化性樹脂の架橋反応は、塗膜の表面においてのみ生じ、最表面からの距離が数十乃至数百nmより離れた領域は未硬化であり、流動性の高い分子が存在することとなる。そうした流動性の高い分子は、硬化膜を膨潤させることで、硬化膜の体積を増加させる。面内方向への体積増加によって生じる面内圧縮応力に対して、硬化膜が座屈することにより、塗膜表面に皴形状が生じる。
第1放射線は、エキシマVUV光より取り出すことができる。エキシマVUV光は、希ガスや希ガスハライド化合物を使用したランプから生み出すことができる。希ガスや希ガスハライド化合物のガスが封じられたランプに外部から高いエネルギーを有する電子を与えると、放電プラズマ(誘電体バリア放電)が多数発生する。このプラズマ放電により、放電ガス(希ガス)の原子が励起され、瞬間的にエキシマ状態となる。このエキシマ状態から基底状態に戻るときに、そのエキシマ特有の波長領域の光を発する。
エキシマランプに用いるガスは、200nm以下の光を発するものであれば、従来用いられた何れのガスであってもよい。ガスとしては、Xe、Ar、Kr等の希ガスや、ArBr、ArF等の希ガスとハロゲンガスとの混合ガスを用いることができる。エキシマランプは、ガスによって中心波長が異なり、例えば約172nm(Xe)、約126nm(Ar)、約146nm(Kr)、約165nm(ArBr)、約193nm(ArF)等の波長を有する。
光子エネルギーの大きさや、波長と有機物の結合エネルギーとの差を考慮すると、中心波長が172nmのエキシマ光を発するキセノンランプを光源として用いることが好ましい。また、設備維持にかかるコストや材料の入手等を考慮しても、キセノンランプを光源として用いることが好ましい。
第1照射工程は、酸素濃度が低い雰囲気下で行う。酸素は、200nm以下の光に対する吸収係数が大きい。従って、第1照射工程は、例えば、窒素ガス雰囲気下で行うことが好ましい。第1照射工程における気相中の酸素濃度、即ち、反応雰囲気中の残留酸素濃度は、2000ppm以下とすることが好ましく、1000ppm以下とすることがより好ましい。
また、雰囲気中の酸素は、ラジカル重合を阻害する。それ故、反応雰囲気中の残留酸素濃度は、塗膜表面への皺の形成に影響を及ぼす。それ故、反応雰囲気中の残留酸素濃度を変化させると、表面保護層5の表面性状も変化し得る。
第1放射線の積算光量は、0.5mJ/cm2以上200mJ/cm2以下とすることが好ましく、1mJ/cm2以上100mJ/cm2以下とすることがより好ましく、3mJ/cm2以上50mJ/cm2以下とすることが更に好ましく、5mJ/cm2以上30mJ/cm2以下とすることが最も好ましい。積算光量を少なくすると、硬化膜の面内方向への膨張が小さくなる。積算光量を多くすると、塗膜の表面状態が劣化する。
第1照射工程を終了後、第2照射工程を実施する。第2照射工程では、塗膜へ第2放射線を照射して、塗膜全体を硬化させる。これにより、表面保護層5を得る。
第2放射線は、電子線等の電離放射線であるか、又は、第1放射線と比較して波長が長い紫外線である。第2放射線として紫外線を利用する場合、この紫外線は、電離放射線硬化性樹脂が小さな吸収係数を示す波長を有しているものとする。
第2放射線の積算光量は、10mJ/cm2以上500mJ/cm2以下とすることが好ましく、50mJ/cm2以上400mJ/cm2以下とすることがより好ましく、100mJ/cm2以上300mJ/cm2以下とすることが更に好ましい。
化粧シート1は、例えば、以上の方法により製造することができる。化粧シート1は、他の方法で製造してもよい。例えば、表面保護層5について上述した方法を利用して版を形成し、この版を使用した転写によって、表面に凹凸構造を有する表面保護層5を形成してもよい。
化粧シート1は、例えば、以上の方法により製造することができる。化粧シート1は、他の方法で製造してもよい。例えば、表面保護層5について上述した方法を利用して版を形成し、この版を使用した転写によって、表面に凹凸構造を有する表面保護層5を形成してもよい。
<3>作用その他
図1乃至図4を参照しながら説明した化粧シート1は、表面保護層5が上述した表面性状を有している。このような化粧シート1は、ユーザーが表面保護層5の表面を肌で押圧しながら表面上で指を滑らせたときに、例えば、表面保護層5の表面を指で押圧しながら表面上で指を滑らせたときに、ユーザーへしっとりした触感を与える。即ち、この化粧シート1は、表面保護層5の表面にある凹凸形状の斜面が比較的緩やかであるため、上記動作により触ったときに、指と表面の接触による押し込み抵抗を小さく抑えたまま、指と凸部表面との接触面積を徐々に増加させることができる。これにより、化粧シートの表面が指に吸い付くような触感が得られる。
図1乃至図4を参照しながら説明した化粧シート1は、表面保護層5が上述した表面性状を有している。このような化粧シート1は、ユーザーが表面保護層5の表面を肌で押圧しながら表面上で指を滑らせたときに、例えば、表面保護層5の表面を指で押圧しながら表面上で指を滑らせたときに、ユーザーへしっとりした触感を与える。即ち、この化粧シート1は、表面保護層5の表面にある凹凸形状の斜面が比較的緩やかであるため、上記動作により触ったときに、指と表面の接触による押し込み抵抗を小さく抑えたまま、指と凸部表面との接触面積を徐々に増加させることができる。これにより、化粧シートの表面が指に吸い付くような触感が得られる。
しっとりした触感は、化粧シート1に触れた人に心地よさや温もりを感じさせることができる。また、しっとりした触感は、化粧シート1に高級感を付与することができる。したがって、ユーザーへしっとりした触感を与える化粧シート1は、ユーザーの肌に触れる機会が多い用途やユーザーの肌が長時間に亘って触れる用途、例えば、机の天板、椅子の肘掛、階段や通路の手すり等での使用に適している。
化粧シート1の表面保護層5は、上述した表面性状を有しているので、艶調整剤(艶消し添加剤)を含んでいなくても、低い光沢度を達成し得る。艶調整剤は、樹脂材料により形成した層の撥油性を低下させるため、艶調整剤を含んだ表面保護層5は指紋が付き易い。艶調整剤を含まない表面保護層5は、油を吸収し難いため、指紋が付着し難い。また、撥油性に優れた表面保護層5は、油染みや汚染物質の吸着を生じ難い。更に、艶調整剤を含まない表面保護層5は、その表面を引っ掻いた際に艶調整剤の粒子が脱落せず、それ故、そのような表面保護層5を含んだ化粧シート1は、艶変化や引っ掻き傷を生じ難い。化粧シート1は、耐指紋性、耐汚染性、及び耐傷性に優れていることに加えて、耐候性や加工性にも優れている。
上述した方法により、上記の表面性状を有している表面保護層5が得られるのは、以下の理由による。
気相中の酸素は、短波長の紫外線を吸収するだけでなく、ラジカル重合を阻害する。気相中に含まれる酸素がラジカル重合へ及ぼす影響は、電離放射線硬化性樹脂からなる塗膜のうち、気相と隣接した部分において最も大きく、塗膜表面からの距離が大きくなるのに従って小さくなる。それ故、第1照射工程において、気相中の酸素濃度を変化させることにより、塗膜表面からの距離と架橋反応の進行度との関係を変化させることができる。
この関係が変化すると、第1照射工程によって塗膜の表面に生じる硬化膜の厚さや、架橋反応の進行に応じた面内方向への硬化膜の膨張の程度が変化する。硬化膜の厚さや面内方向への硬化膜の膨張の程度には、第1照射工程における積算光量も影響を及ぼす。そして、硬化膜の厚さや面内方向への硬化膜の膨張の程度は、表面保護層の表面性状へ影響を及ぼす。更に、塗膜中の粒子の粒径および添加量、並びに塗膜の厚さも、皺の形成へ影響を及ぼす。
従って、例えば、電離放射線硬化性樹脂の組成と、塗膜の厚さと、第1照射工程における気相中の酸素濃度と、第1照射工程における積算光量とを適宜設定することにより、所望の表面性状を有する表面保護層を得ることができる。
以下に、本発明の例を記載する。
<例1>
厚さ55μmのオレフィンフィルム(リケンテクノス社製)を原反層2とし、原反層2の一方の面にコロナ処理を施し、その一方の面に対して、絵柄印刷を施して絵柄層3を形成した。絵柄層3は、2液型ウレタンインキ(V180;東洋インキ株式会社製)に、当該インキのバインダー樹脂分に対してヒンダードアミン系光安定化剤(キマソーブ944;BASF社製)を0.5質量部添加したインキを用いて形成した。絵柄層3表面の切断レベル差Rdcは、0.4μmであった。切断レベル差Rdcは、表面粗さ計(ミツトヨ社製、SJ-310)を用い、カットオフ値λcを2.5mm、カットオフ値λsを8μm、評価長さ12.5mmの測定条件で測定した。測定は任意の5点において、製膜方向と直行する方向に沿って測定し、平均値を測定値とした。
厚さ55μmのオレフィンフィルム(リケンテクノス社製)を原反層2とし、原反層2の一方の面にコロナ処理を施し、その一方の面に対して、絵柄印刷を施して絵柄層3を形成した。絵柄層3は、2液型ウレタンインキ(V180;東洋インキ株式会社製)に、当該インキのバインダー樹脂分に対してヒンダードアミン系光安定化剤(キマソーブ944;BASF社製)を0.5質量部添加したインキを用いて形成した。絵柄層3表面の切断レベル差Rdcは、0.4μmであった。切断レベル差Rdcは、表面粗さ計(ミツトヨ社製、SJ-310)を用い、カットオフ値λcを2.5mm、カットオフ値λsを8μm、評価長さ12.5mmの測定条件で測定した。測定は任意の5点において、製膜方向と直行する方向に沿って測定し、平均値を測定値とした。
次に、原反層2の裏面にプライマー層6を形成した。プライマー層6は絵柄層3と同様の2液型ウレタンインキを印刷することにより形成した。
次いで、絵柄層3上に、表面保護層用塗液を塗布した。表面保護層用塗液の層厚は、5μmとした。表面保護層用塗液としては、下記の電離放射線硬化性樹脂に、下記の添加剤(粒子、光重合開始剤)を配合してなるものを使用した。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO15モル付加)
品名:SR9035(Sartomer社製)
配合:100質量部
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:5質量部
・光重合開始剤
品名:Omnirad184(IGM Resins社製)
配合:3質量部。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO15モル付加)
品名:SR9035(Sartomer社製)
配合:100質量部
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:5質量部
・光重合開始剤
品名:Omnirad184(IGM Resins社製)
配合:3質量部。
その後、第1照射工程を実施した。具体的には、大気圧下、酸素濃度が100ppmの窒素ガス雰囲気中で、表面保護層用塗液からなる塗膜の表面に対して、Xeエキシマランプを用いて、波長172nmの紫外線を積算光量が30mJ/cm2となるように照射した。これにより、塗膜の表面に皺を生じさせた。
続いて、第2照射工程を実施した。具体的には、塗膜へ高圧水銀灯を用いて200mJ/cm2となるように紫外線を照射して、その全体を硬化させることで、表面保護層5を形成した。
以上のようにして、総厚60μmの化粧シート1を得た。
以上のようにして、総厚60μmの化粧シート1を得た。
<例2>
例1の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例1と同様にして、総厚60μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO15モル付加)
品名:SR9035(Sartomer社製)
配合:75質量部
種類:ジペンタエリスリトールヘキサアクリレート
配合:25質量部。
例1の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例1と同様にして、総厚60μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO15モル付加)
品名:SR9035(Sartomer社製)
配合:75質量部
種類:ジペンタエリスリトールヘキサアクリレート
配合:25質量部。
<例3>
例1の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例1と同様にして、総厚60μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO15モル付加)
品名:SR9035(Sartomer社製)
配合:50質量部
種類:ジペンタエリスリトールヘキサアクリレート
配合:50質量部。
例1の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例1と同様にして、総厚60μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO15モル付加)
品名:SR9035(Sartomer社製)
配合:50質量部
種類:ジペンタエリスリトールヘキサアクリレート
配合:50質量部。
<比較例1>
例1の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例1と同様にして、総厚60μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO15モル付加)
品名:SR9035(Sartomer社製)
配合:25質量部
種類:ジペンタエリスリトールヘキサアクリレート
配合:75質量部。
例1の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例1と同様にして、総厚60μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO15モル付加)
品名:SR9035(Sartomer社製)
配合:25質量部
種類:ジペンタエリスリトールヘキサアクリレート
配合:75質量部。
<比較例2>
例1の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例1と同様にして、総厚60μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:ジペンタエリスリトールヘキサアクリレート
配合:100質量部。
例1の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例1と同様にして、総厚60μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:ジペンタエリスリトールヘキサアクリレート
配合:100質量部。
<例4>
例1と同様に、プライマー層6、原反層2、絵柄層3からなるシートを作製した。続いて、結晶性ポリプロピレン樹脂(ペンタッド分率97.8%)、分子量分布2.3、MFR18g/10min)100質量部に対して、ヒンダードアミン系光安定化剤(BASF社製「キマソーブ944」)0.5質量部、ベンゾトリアゾール系紫外線吸収剤(BASF社製「チヌビン328」)0.5質量部を混合した混合物と、ポリエチレン系の易接着性樹脂とを溶融押出機を用いて共押出しして、厚さ60μmの透明樹脂層4と厚さ10μmの接着性樹脂層4bとを製膜した。次に、絵柄層3の表面にドライラミネート用接着剤(タケラックA540;三井化学株式会社製;塗布量2g/m2)を塗布した。続いて、製膜した接着性樹脂層4bを介して、接着剤を塗布した上記シートの絵柄層3面と透明樹脂層4とを押出ラミネート法により貼り合わせた。更に、貼り合わせて形成したシートの透明樹脂層4側の面に、エンボス形成用の金型ロールを用いてプレスをしてエンボス模様4aを施した。その結果、透明樹脂層4表面の切断レベル差Rdcは、0.5μmであった。
例1と同様に、プライマー層6、原反層2、絵柄層3からなるシートを作製した。続いて、結晶性ポリプロピレン樹脂(ペンタッド分率97.8%)、分子量分布2.3、MFR18g/10min)100質量部に対して、ヒンダードアミン系光安定化剤(BASF社製「キマソーブ944」)0.5質量部、ベンゾトリアゾール系紫外線吸収剤(BASF社製「チヌビン328」)0.5質量部を混合した混合物と、ポリエチレン系の易接着性樹脂とを溶融押出機を用いて共押出しして、厚さ60μmの透明樹脂層4と厚さ10μmの接着性樹脂層4bとを製膜した。次に、絵柄層3の表面にドライラミネート用接着剤(タケラックA540;三井化学株式会社製;塗布量2g/m2)を塗布した。続いて、製膜した接着性樹脂層4bを介して、接着剤を塗布した上記シートの絵柄層3面と透明樹脂層4とを押出ラミネート法により貼り合わせた。更に、貼り合わせて形成したシートの透明樹脂層4側の面に、エンボス形成用の金型ロールを用いてプレスをしてエンボス模様4aを施した。その結果、透明樹脂層4表面の切断レベル差Rdcは、0.5μmであった。
次いで、透明樹脂層4上に、表面保護層用塗液を塗布した。表面保護層用塗液の層厚は、5μmとした。表面保護層用塗液としては、下記の電離放射線硬化性樹脂に、下記の添加剤(粒子、光重合開始剤)を配合してなるものを使用した。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO15モル付加)
品名:SR9035(Sartomer社製)
配合:100質量部
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:5質量部
・光重合開始剤
品名:Omnirad184(IGM Resins社製)
配合:3質量部。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO15モル付加)
品名:SR9035(Sartomer社製)
配合:100質量部
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:5質量部
・光重合開始剤
品名:Omnirad184(IGM Resins社製)
配合:3質量部。
その後、第1照射工程を実施した。具体的には、大気圧下、酸素濃度が100ppmの窒素ガス雰囲気中で、表面保護層用塗液からなる塗膜の表面に対して、Xeエキシマランプを用いて、波長172nmの紫外線を積算光量が30mJ/cm2となるように照射した。これにより、塗膜の表面に皺を生じさせた。
続いて、第2照射工程を実施した。具体的には、塗膜へ高圧水銀灯を用いて200mJ/cm2となるように紫外線を照射して、その全体を硬化させることで、表面保護層5を形成した。
以上のようにして、総厚130μmからなる化粧シートを得た。
以上のようにして、総厚130μmからなる化粧シートを得た。
<例5>
例4の透明樹脂層4にエンボス模様4aを付与する際、例4で使用したものとは異なる金型ロールを用いてプレスして、透明樹脂層4表面の切断レベル差Rdcを変化させた以外は全て例4と同様にして、総厚130μmからなる化粧シートを得た。例5では、透明樹脂層4表面の切断レベル差Rdcは、2.6μmであった。
例4の透明樹脂層4にエンボス模様4aを付与する際、例4で使用したものとは異なる金型ロールを用いてプレスして、透明樹脂層4表面の切断レベル差Rdcを変化させた以外は全て例4と同様にして、総厚130μmからなる化粧シートを得た。例5では、透明樹脂層4表面の切断レベル差Rdcは、2.6μmであった。
<例6>
例4の透明樹脂層4にエンボス模様4aを付与する際、例4で使用したものとは異なる金型ロールを用いてプレスして、透明樹脂層4表面の切断レベル差Rdcを変化させた以外は全て例4と同様にして、総厚130μmからなる化粧シートを得た。例6では、透明樹脂層4表面の切断レベル差Rdcは、3.2μmであった。
例4の透明樹脂層4にエンボス模様4aを付与する際、例4で使用したものとは異なる金型ロールを用いてプレスして、透明樹脂層4表面の切断レベル差Rdcを変化させた以外は全て例4と同様にして、総厚130μmからなる化粧シートを得た。例6では、透明樹脂層4表面の切断レベル差Rdcは、3.2μmであった。
<比較例3>
例4の透明樹脂層4にエンボス模様4aを付与する際、例4で使用したものとは異なる金型ロールを用いてプレスして、透明樹脂層4表面の切断レベル差Rdcを変化させた以外は全て例4と同様にして、総厚130μmからなる化粧シートを得た。比較例3では、透明樹脂層4表面の切断レベル差Rdcは、3.5μmであった。
例4の透明樹脂層4にエンボス模様4aを付与する際、例4で使用したものとは異なる金型ロールを用いてプレスして、透明樹脂層4表面の切断レベル差Rdcを変化させた以外は全て例4と同様にして、総厚130μmからなる化粧シートを得た。比較例3では、透明樹脂層4表面の切断レベル差Rdcは、3.5μmであった。
<比較例4>
例4の第1照射工程を実施せず、第2照射工程を実施したこと以外は全て例4と同様にして、総厚130μmからなる化粧シートを得た。
例4の第1照射工程を実施せず、第2照射工程を実施したこと以外は全て例4と同様にして、総厚130μmからなる化粧シートを得た。
<例7>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO20モル付加)
品名:NKエステルAT-20E(新中村化学社製)
配合:100質量部。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO20モル付加)
品名:NKエステルAT-20E(新中村化学社製)
配合:100質量部。
<例8>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO9モル付加)
品名:SR502(Sartomer社製)
配合:100質量部。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO9モル付加)
品名:SR502(Sartomer社製)
配合:100質量部。
<例9>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO6モル付加)
品名:Miramer M3160(Miwon社製)
配合:100質量部。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO6モル付加)
品名:Miramer M3160(Miwon社製)
配合:100質量部。
<例10>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO3モル付加)
品名:Miramer M3130(Miwon社製)
配合:100質量部。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンEO変性トリアクリレート(EO3モル付加)
品名:Miramer M3130(Miwon社製)
配合:100質量部。
<比較例5>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパントリアクリレート
品名:NKエステルA‐TMPT(新中村化学社製)
配合:100質量部。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパントリアクリレート
品名:NKエステルA‐TMPT(新中村化学社製)
配合:100質量部。
<例11>
例4の粒子(品名サイリシア250N)を添加しなかった以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
例4の粒子(品名サイリシア250N)を添加しなかった以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
<比較例6>
例5の粒子(品名サイリシア250N)を添加しなかった以外は、全て例5と同様にして、総厚130μmの化粧シートを得た。
例5の粒子(品名サイリシア250N)を添加しなかった以外は、全て例5と同様にして、総厚130μmの化粧シートを得た。
<比較例7>
例6の粒子(品名サイリシア250N)を添加しなかった以外は、全て例6と同様にして、総厚130μmの化粧シートを得た。
例6の粒子(品名サイリシア250N)を添加しなかった以外は、全て例6と同様にして、総厚130μmの化粧シートを得た。
<比較例8>
例7の粒子(品名サイリシア250N)を添加しなかった以外は、全て例7と同様にして、総厚130μmの化粧シートを得た。
例7の粒子(品名サイリシア250N)を添加しなかった以外は、全て例7と同様にして、総厚130μmの化粧シートを得た。
<例12>
例8の粒子(品名サイリシア250N)を添加しなかった以外は、全て例8と同様にして、総厚130μmの化粧シートを得た。
例8の粒子(品名サイリシア250N)を添加しなかった以外は、全て例8と同様にして、総厚130μmの化粧シートを得た。
<例13>
例9の粒子(品名サイリシア250N)を添加しなかった以外は、全て例9と同様にして、総厚130μmの化粧シートを得た。
例9の粒子(品名サイリシア250N)を添加しなかった以外は、全て例9と同様にして、総厚130μmの化粧シートを得た。
<例14>
例10の粒子(品名サイリシア250N)を添加しなかった以外は、全て例10と同様にして、総厚130μmの化粧シートを得た。
例10の粒子(品名サイリシア250N)を添加しなかった以外は、全て例10と同様にして、総厚130μmの化粧シートを得た。
<比較例9>
例4の表面保護層用塗液の層厚を1μmとした以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
例4の表面保護層用塗液の層厚を1μmとした以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
<例15>
例4の表面保護層用塗液の層厚を2μmとした以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
例4の表面保護層用塗液の層厚を2μmとした以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
<例16>
例4の表面保護層用塗液の層厚を10μmとした以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
例4の表面保護層用塗液の層厚を10μmとした以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
<例17>
例4の表面保護層用塗液の層厚を18μmとした以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
例4の表面保護層用塗液の層厚を18μmとした以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
<比較例10>
例4の表面保護層用塗液の層厚を20μmとした以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
例4の表面保護層用塗液の層厚を20μmとした以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
<例18>
例4の粒子を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア310P(富士シリシア化学社製)
粒径:2μm。
例4の粒子を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア310P(富士シリシア化学社製)
粒径:2μm。
<例19>
例4の粒子を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア420(富士シリシア化学社製)
粒径:3μm。
例4の粒子を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア420(富士シリシア化学社製)
粒径:3μm。
<例20>
例4の粒子を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア450(富士シリシア化学社製)
粒径:8μm。
例4の粒子を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア450(富士シリシア化学社製)
粒径:8μm。
<例21>
例4の粒子を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア780(富士シリシア化学社製)
粒径:11μm。
例4の粒子を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア780(富士シリシア化学社製)
粒径:11μm。
<例22>
例4の粒子を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:sicastar43-00-154(コアフロント社製)
粒径:14μm。
例4の粒子を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:sicastar43-00-154(コアフロント社製)
粒径:14μm。
<例23>
例4の粒子の配合量を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:2質量部。
例4の粒子の配合量を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:2質量部。
<例24>
例4の粒子の配合量を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:3質量部。
例4の粒子の配合量を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:3質量部。
<例25>
例4の粒子の配合量を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:11質量部。
例4の粒子の配合量を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:11質量部。
<例26>
例4の粒子の配合量を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:12質量部。
例4の粒子の配合量を下記に変更した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・粒子
品名:サイリシア250N(富士シリシア化学社製)
粒径:5μm
配合:12質量部。
<例27>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:エトキシ化ペンタエリスリトールテトラアクリレート(EO20モル付加)。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:エトキシ化ペンタエリスリトールテトラアクリレート(EO20モル付加)。
<例28>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:エトキシ化ペンタエリスリトールテトラアクリレート(EO35モル付加)
品名:NKエステルATM-35E(新中村化学社製)。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:エトキシ化ペンタエリスリトールテトラアクリレート(EO35モル付加)
品名:NKエステルATM-35E(新中村化学社製)。
<比較例11>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:エチレングリコールジアクリレート(EO9モル付加)
品名:ライトアクリレート9EG-A(共栄社化学社製)。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:エチレングリコールジアクリレート(EO9モル付加)
品名:ライトアクリレート9EG-A(共栄社化学社製)。
<比較例12>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:エトキシ化ジペンタエリスリトールヘキサアクリレート(EO12モル付加)
品名:NKエステルA-DPH-12E(新中村化学社製)。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:エトキシ化ジペンタエリスリトールヘキサアクリレート(EO12モル付加)
品名:NKエステルA-DPH-12E(新中村化学社製)。
<比較例13>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:ペンタエリスリトールテトラアクリレート
品名:NKエステルA-TMMT(新中村化学社製)。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:ペンタエリスリトールテトラアクリレート
品名:NKエステルA-TMMT(新中村化学社製)。
<例29>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンPO変性トリアクリレート(PO6モル付加)
品名:NKエステルA-TMPT-6PO(新中村化学社製)。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:トリメチロールプロパンPO変性トリアクリレート(PO6モル付加)
品名:NKエステルA-TMPT-6PO(新中村化学社製)。
<例30>
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート(カプロラクトン3モル付加)
品名:NKエステルA-9300-3CL(新中村化学社製)。
例4の電離放射線硬化性樹脂を下記に置き換えた以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・電離放射線硬化性樹脂
種類:カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート(カプロラクトン3モル付加)
品名:NKエステルA-9300-3CL(新中村化学社製)。
<例31>
例4の電離放射線硬化性樹脂に光重合開始剤を添加しなかった。また、第2照射工程で、塗膜へ電離放射線を照射して、その全体を硬化させることで、表面保護層5を形成した。それ以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
例4の電離放射線硬化性樹脂に光重合開始剤を添加しなかった。また、第2照射工程で、塗膜へ電離放射線を照射して、その全体を硬化させることで、表面保護層5を形成した。それ以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
<例32>
例4の電離放射線硬化性樹脂に、下記光安定剤を添加した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・光安定剤
品名:Tinuvin123(BASF社製)
配合:1質量部。
例4の電離放射線硬化性樹脂に、下記光安定剤を添加した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・光安定剤
品名:Tinuvin123(BASF社製)
配合:1質量部。
<例33>
例4の電離放射線硬化性樹脂に、下記光安定剤を添加した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・光安定剤
品名:Tinuvin123(BASF社製)
配合:3質量部。
例4の電離放射線硬化性樹脂に、下記光安定剤を添加した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・光安定剤
品名:Tinuvin123(BASF社製)
配合:3質量部。
<例34>
例4の電離放射線硬化性樹脂に、下記光安定剤を添加した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・光安定剤
品名:Tinuvin123(BASF社製)
配合:5質量部。
例4の電離放射線硬化性樹脂に、下記光安定剤を添加した以外は、全て例4と同様にして、総厚130μmの化粧シートを得た。
・光安定剤
品名:Tinuvin123(BASF社製)
配合:5質量部。
<評価>
上記の化粧シートの各々に対し、以下に記載する評価を行った。
(1)表面保護層5の厚さ
表面保護層5の厚さの測定は以下のとおり行った。化粧シートを冷間硬化タイプのエポキシ樹脂やUV硬化性樹脂などの樹脂に包埋して十分に硬化させた後に、化粧シートの断面が現れるように切断し、機械研磨を施すことによって測定面を得た。続いて、カールツァイスマイクロスコピー社製の走査型電子顕微鏡SIGMA500を使用して、表面保護層5の厚さを測長した。測長は任意の25点について行い、該25点を平均した測長値を「表面保護層の厚さt」と定義した。測定条件は、加速電圧0.5keV(低加速電圧)、撮影モードはSE2モード、倍率は2000倍とした。測定サンプルへのスパッタは行わなかった。「表面保護層の厚さt」は、表面保護層用塗液からなる塗膜の厚さと等しかった。また、例1~3及び比較例1~2の化粧シートの総厚は、表面保護層5の厚さと原反層2の厚さの和に等しかった。例4~34及び比較例3~13の化粧シートの総厚は、表面保護層5の厚さと透明樹脂層4の厚さと接着性樹脂層4bの厚さと原反層2の厚さの和に等しかった。
上記の化粧シートの各々に対し、以下に記載する評価を行った。
(1)表面保護層5の厚さ
表面保護層5の厚さの測定は以下のとおり行った。化粧シートを冷間硬化タイプのエポキシ樹脂やUV硬化性樹脂などの樹脂に包埋して十分に硬化させた後に、化粧シートの断面が現れるように切断し、機械研磨を施すことによって測定面を得た。続いて、カールツァイスマイクロスコピー社製の走査型電子顕微鏡SIGMA500を使用して、表面保護層5の厚さを測長した。測長は任意の25点について行い、該25点を平均した測長値を「表面保護層の厚さt」と定義した。測定条件は、加速電圧0.5keV(低加速電圧)、撮影モードはSE2モード、倍率は2000倍とした。測定サンプルへのスパッタは行わなかった。「表面保護層の厚さt」は、表面保護層用塗液からなる塗膜の厚さと等しかった。また、例1~3及び比較例1~2の化粧シートの総厚は、表面保護層5の厚さと原反層2の厚さの和に等しかった。例4~34及び比較例3~13の化粧シートの総厚は、表面保護層5の厚さと透明樹脂層4の厚さと接着性樹脂層4bの厚さと原反層2の厚さの和に等しかった。
(2)面状態
面状態は、目視にて、面の均一性を評価した。
評価基準は下記のとおりとした。
〇:均一な面状態
△:一部に不均一な部分あり
×:全面不均一な面状態。
面状態は、目視にて、面の均一性を評価した。
評価基準は下記のとおりとした。
〇:均一な面状態
△:一部に不均一な部分あり
×:全面不均一な面状態。
(3)光沢度
光沢度は、Rhopoint IQ(コニカミノルタ社製)を用いて、60度光沢度を測定した。以下の表における「60°光沢度」は、この60度光沢度を表している。
光沢度は、Rhopoint IQ(コニカミノルタ社製)を用いて、60度光沢度を測定した。以下の表における「60°光沢度」は、この60度光沢度を表している。
(4)フーリエ型赤外分光測定
フーリエ型赤外分光測定には、日本分光社製フーリエ型赤外分光測定装置(FT/IR-6300)、及び試料接触面積2mmφのダイヤモンドプリズムによる1回反射型(入射角45°)のATRユニット(ATR PRO470-H)を用いた。
フーリエ型赤外分光測定には、日本分光社製フーリエ型赤外分光測定装置(FT/IR-6300)、及び試料接触面積2mmφのダイヤモンドプリズムによる1回反射型(入射角45°)のATRユニット(ATR PRO470-H)を用いた。
測定条件を以下の通りとした。
測定波数範囲:4000cm-1から400cm-1
分解能:4.0cm-1
光源:標準光源
検出器:TGS
試料室:標準
感度(ゲイン):32倍
アパーチャー径:7.1mm
干渉計測定(スキャンスピード):2mm/sec
フィルター:10000Hz
ビームスプリッター:Ge/KBr
アポダイゼーション関数:Cоsine
ゼロフィリング:оn
光学系内を窒素雰囲気置換して、積算160回にて吸光スペクトルを得た。尚、試料の吸光スペクトルを測定する前に、ダイヤモンドプリズムに何も接触させず、積算320回とした以外は試料と同じ条件にてバックグラウンド測定を実施した。
測定波数範囲:4000cm-1から400cm-1
分解能:4.0cm-1
光源:標準光源
検出器:TGS
試料室:標準
感度(ゲイン):32倍
アパーチャー径:7.1mm
干渉計測定(スキャンスピード):2mm/sec
フィルター:10000Hz
ビームスプリッター:Ge/KBr
アポダイゼーション関数:Cоsine
ゼロフィリング:оn
光学系内を窒素雰囲気置換して、積算160回にて吸光スペクトルを得た。尚、試料の吸光スペクトルを測定する前に、ダイヤモンドプリズムに何も接触させず、積算320回とした以外は試料と同じ条件にてバックグラウンド測定を実施した。
得られた吸光スペクトルを日本分光社製Spectra Manager Version 2を用いて、「もぐり込み深さ」方式によるATR補正した。その後、比I1095/I1725の値を算出した。ここで、I1095は1095±10cm-1 の波数範囲に検出されるピークの最大吸光度を指し、I1725は1725±10cm-1 の波数範囲に検出されるピークの最大吸光度を指す。
(5)耐指紋性
耐指紋性評価として、指紋のふき取り性評価を実施した。各化粧シートの表面の60°光沢度を測定して、「初期光沢度」とした。続いて、最表層に耐指紋評価液を付着させた後、化粧シート表面に付着した耐指紋評価液を拭き取った。その後、耐指紋評価液を拭き取った部分の60°光沢度を測定して、「拭き取り後光沢度」とした。ここでは、耐指紋評価液として、高級脂肪酸を用いた。
耐指紋性評価として、指紋のふき取り性評価を実施した。各化粧シートの表面の60°光沢度を測定して、「初期光沢度」とした。続いて、最表層に耐指紋評価液を付着させた後、化粧シート表面に付着した耐指紋評価液を拭き取った。その後、耐指紋評価液を拭き取った部分の60°光沢度を測定して、「拭き取り後光沢度」とした。ここでは、耐指紋評価液として、高級脂肪酸を用いた。
指紋拭き取り率は、下記の式から算出した。
指紋拭き取り率(%)=(拭き取り後光沢度/初期光沢度)×100
評価基準は、下記の通りとした。
AA:70%以上250%未満
A:50%以上70%未満、又は、250%以上300%未満
B:50%未満、又は、300%以上。
指紋拭き取り率(%)=(拭き取り後光沢度/初期光沢度)×100
評価基準は、下記の通りとした。
AA:70%以上250%未満
A:50%以上70%未満、又は、250%以上300%未満
B:50%未満、又は、300%以上。
(6)耐汚染性
耐汚染性評価として、日本農林規格(JAS:Japanese Agricultural Standards)に規定された汚染A試験を行った。即ち、各化粧シートの表面保護層に、青色インキ、黒色速乾性インキ及び赤色クレヨンで各々の幅が10mmの線を引き、4時間放置した。その後、エタノールを含ませた布で、青色インキ、黒色速乾性インキ及び赤色クレヨンの線を拭き取り、インキによる耐汚染性を評価した。
耐汚染性評価として、日本農林規格(JAS:Japanese Agricultural Standards)に規定された汚染A試験を行った。即ち、各化粧シートの表面保護層に、青色インキ、黒色速乾性インキ及び赤色クレヨンで各々の幅が10mmの線を引き、4時間放置した。その後、エタノールを含ませた布で、青色インキ、黒色速乾性インキ及び赤色クレヨンの線を拭き取り、インキによる耐汚染性を評価した。
評価基準は、下記の通りとした。
AA:各色の線を容易に拭き取ることができた
A:各色の線の一部を拭き取ることができるが、一部に汚れが残る
B:各色の線を拭き取ることができない。
AA:各色の線を容易に拭き取ることができた
A:各色の線の一部を拭き取ることができるが、一部に汚れが残る
B:各色の線を拭き取ることができない。
(7)耐傷性:スチールウールラビング試験
得られた化粧シートをウレタン系の接着剤を用いて木質基板Bに貼り付けた後、耐傷性評価として、スチールウールラビング試験を実施した。具体的には、スチールウールに100gの荷重をかけて20往復擦り、化粧シート表面に生じた傷や光沢の変化を目視にて確認した。
得られた化粧シートをウレタン系の接着剤を用いて木質基板Bに貼り付けた後、耐傷性評価として、スチールウールラビング試験を実施した。具体的には、スチールウールに100gの荷重をかけて20往復擦り、化粧シート表面に生じた傷や光沢の変化を目視にて確認した。
評価基準は、下記の通りとした。
AA:表面に傷や光沢の変化が発生しなかった。
A:表面に軽微な傷や光沢の変化が発生した。
B:表面に著しい傷や光沢の変化が発生した。
AA:表面に傷や光沢の変化が発生しなかった。
A:表面に軽微な傷や光沢の変化が発生した。
B:表面に著しい傷や光沢の変化が発生した。
(8)加工性
加工性の評価については、曲げ加工性試験を実施した。曲げ加工性試験においては、木質基板に各シートを貼り付け、基板の他方の面に対して、反対側の化粧シートにキズが付かないようにV型の溝を基板と化粧シートとを貼り合わせている境界まで入れる。次に、化粧シートの面が山折りとなるように基板を当該V型の溝に沿って90度まで曲げ、化粧シートの表面の折れ曲がった部分に白化や亀裂等が生じていないかを光学顕微鏡を用いて観察し、曲げ加工性の状態について評価を行った。
加工性の評価については、曲げ加工性試験を実施した。曲げ加工性試験においては、木質基板に各シートを貼り付け、基板の他方の面に対して、反対側の化粧シートにキズが付かないようにV型の溝を基板と化粧シートとを貼り合わせている境界まで入れる。次に、化粧シートの面が山折りとなるように基板を当該V型の溝に沿って90度まで曲げ、化粧シートの表面の折れ曲がった部分に白化や亀裂等が生じていないかを光学顕微鏡を用いて観察し、曲げ加工性の状態について評価を行った。
評価基準は、下記の通りとした。「A」以上の評価であれば、実用上問題ないとした。
AA:白化や亀裂等が見られない
A:一部に白化が見える
B:全面に白化が見えるか、一部に亀裂が見える。
AA:白化や亀裂等が見られない
A:一部に白化が見える
B:全面に白化が見えるか、一部に亀裂が見える。
(9)耐候性:スーパーUVテスター
化粧シートの耐候促進試験後の外観を以下の基準により目視評価した。耐候促進試験はアイスーパーUVテスター(SUV-W161;岩崎電気株式会社製)を用い、ブラックパネル温度63℃、照度65mW/cm2にて、(UV照射20時間+結露4時間)を1サイクルとし、30サイクル(720時間)実施した後の化粧シートの外観を目視評価した。
化粧シートの耐候促進試験後の外観を以下の基準により目視評価した。耐候促進試験はアイスーパーUVテスター(SUV-W161;岩崎電気株式会社製)を用い、ブラックパネル温度63℃、照度65mW/cm2にて、(UV照射20時間+結露4時間)を1サイクルとし、30サイクル(720時間)実施した後の化粧シートの外観を目視評価した。
評価基準は、下記の通りとした。
AA:化粧シートに外観変化なし
A:化粧シートに白化が認められる
B:化粧シートにワレが認められる。
AA:化粧シートに外観変化なし
A:化粧シートに白化が認められる
B:化粧シートにワレが認められる。
(10)肌感触
肌感触は、以下の方法により評価した。
先ず、評価者間で評価基準を一致させるための事前準備を行った。具体的には、表面性状が異なる3個の標準試験片を準備した。次に、5名の評価者の各々に、目隠しした状態で標準試験片の表面を指で押圧しながら表面上で指を滑らせてもらい、その後、触感を以下の3つの群に分類してもらった。
第1群:押し込み抵抗を殆ど感じなかったが、化粧シートの表面が指に吸い付くような触感が得られるとともに、滑りの良い触感が得られ、全体としては、滑りの良い触感の印象が強かった。すなわち、すべすべした触感が得られた。
第2群:押し込み抵抗を殆ど感じなかったが、化粧シートの表面が指に吸い付くような触感が得られた。ただし、滑りの良い触感の印象はなかった。すなわち、しっとりした触感が得られた。
第3群:押し込み抵抗を感じるととともに、凹凸の存在を感じた。すなわち、ざらざらした触感が得られた。
肌感触は、以下の方法により評価した。
先ず、評価者間で評価基準を一致させるための事前準備を行った。具体的には、表面性状が異なる3個の標準試験片を準備した。次に、5名の評価者の各々に、目隠しした状態で標準試験片の表面を指で押圧しながら表面上で指を滑らせてもらい、その後、触感を以下の3つの群に分類してもらった。
第1群:押し込み抵抗を殆ど感じなかったが、化粧シートの表面が指に吸い付くような触感が得られるとともに、滑りの良い触感が得られ、全体としては、滑りの良い触感の印象が強かった。すなわち、すべすべした触感が得られた。
第2群:押し込み抵抗を殆ど感じなかったが、化粧シートの表面が指に吸い付くような触感が得られた。ただし、滑りの良い触感の印象はなかった。すなわち、しっとりした触感が得られた。
第3群:押し込み抵抗を感じるととともに、凹凸の存在を感じた。すなわち、ざらざらした触感が得られた。
各評価者による評価が連続して3回以上一致し、且つ、評価者間で評価結果が連続して3回一致するまで、以上の手順を繰り返した。
次に、上記の化粧シートの各々について、上記評価者の各々に、目隠しした状態で表面保護層の表面を指で押圧しながら表面上で指を滑らせてもらい、その後、触感を上記の3つの群に分類してもらった。そして、各評価者による評価が連続して3回以上一致し、且つ、評価者間で評価結果が連続して3回一致するまで、この手順を繰り返した。この結果から、以下の基準に従って肌感触を評価した。
A(すべすべ):第1群
B(しっとり):第2群
C(ざらざら):第3群。
評価結果を以下の表に示す。表において、肌感触の評価結果がA(すべすべ)の場合は、「A(すべすべ)」の欄にYの文字を記入することにより表し、肌感触の評価結果がB(しっとり)の場合は、「B(しっとり)」の欄にYの文字を記入することにより表し、肌感触の評価結果がC(ざらざら)の場合は、「C(ざらざら)」の欄にYの文字を記入することにより表す。
A(すべすべ):第1群
B(しっとり):第2群
C(ざらざら):第3群。
評価結果を以下の表に示す。表において、肌感触の評価結果がA(すべすべ)の場合は、「A(すべすべ)」の欄にYの文字を記入することにより表し、肌感触の評価結果がB(しっとり)の場合は、「B(しっとり)」の欄にYの文字を記入することにより表し、肌感触の評価結果がC(ざらざら)の場合は、「C(ざらざら)」の欄にYの文字を記入することにより表す。
(11)透明樹脂層の切断レベル差Rdc、並びに表面保護層の切断レベル差Rdcおよび比Rdc/t
透明樹脂層の切断レベル差Rdcは、表面保護層の形成前に、詳細な説明の欄に記載したとおり求めた。また、表面保護層の切断レベル差Rdcおよび比Rdc/tは、化粧シートの作製後に、詳細な説明の欄に記載したとおり求めた。
透明樹脂層の切断レベル差Rdcは、表面保護層の形成前に、詳細な説明の欄に記載したとおり求めた。また、表面保護層の切断レベル差Rdcおよび比Rdc/tは、化粧シートの作製後に、詳細な説明の欄に記載したとおり求めた。












表に示すように、例1乃至34に係る化粧シートは、評価者へしっとりした触感を与えた。また、例1乃至34に係る化粧シートは、低光沢であり、耐指紋性、耐汚染性、耐傷性、加工性、および耐候性に優れていた。特に、透明樹脂層を含む例4乃至34に係る化粧シートは、耐傷性、耐候性を更に向上させることができた。
比較例1、2、4、5、9、12および13は、表に示すように、評価者へしっとりした触感を与えず、すべすべした触感を与えた。また比較例3、6、7、8、10および11は、評価者へしっとりとした触感を与えず、ざらざらした触感を与えた。
1…化粧シート、2…原反層、3…絵柄層、4…透明樹脂層、4a…エンボス模様、4b…接着性樹脂層、5…表面保護層、5A…コア部、5B…畝状部、6…プライマー層、11…化粧材、B…基材
Claims (12)
- 原反層と、前記原反層の一方の表面に設けられた表面保護層とを備え、
前記表面保護層の表面に、各々が畝状に突出した複数の畝状部を含んだ凹凸構造が設けられており、
前記表面保護層の前記凹凸構造は、前記表面保護層の厚さtに対する切断レベル差Rdcの比Rdc/tが0.15以上0.44以下であり、
前記表面保護層の厚さtは、2μm以上18μm以下であり、
前記表面保護層のフーリエ型赤外分光測定において得られる吸光スペクトルは、1085乃至1105cm-1の波数範囲における最大値I1095と、1715乃至1735cm-1の波数範囲における最大値I1725との比I1095/I1725が0.65以上である化粧シート。 - 前記表面保護層の光沢度は、10.0未満である請求項1に記載の化粧シート。
- 前記比Rdc/tは、0.15以上0.31以下である請求項1又は2に記載の化粧シート。
- 前記比Rdc/tは、0.15以上0.25以下である請求項1乃至3の何れか1項に記載の化粧シート。
- 前記比I1095/I1725は3.5以下である請求項1乃至4の何れか1項に記載の化粧シート。
- 前記表面保護層は、樹脂の硬化物と粒子とを含み、前記粒子は、平均粒径が3μm以上11μm以下であり、前記粒子は、前記樹脂100質量部に対して3質量部以上11質量部以下の量で前記表面保護層に含まれる請求項1乃至5の何れか1項に記載の化粧シート。
- 前記樹脂は、電離放射線硬化性樹脂である請求項6に記載の化粧シート。
- 前記樹脂は、アクリレートである請求項6又は7に記載の化粧シート。
- 前記樹脂は、繰り返し構造を含む3官能アクリレートであり、前記繰り返し構造の繰り返し回数は、3個以上20個以下である請求項6乃至8の何れか1項に記載の化粧シート。
- 前記樹脂は、繰り返し構造を含む4官能アクリレートであり、前記繰り返し構造の繰り返し回数は、20個以上35個以下である請求項6乃至8の何れか1項に記載の化粧シート。
- 絵柄層を前記原反層と前記表面保護層との間に更に備えた請求項1乃至10の何れか1項に記載の化粧シート。
- 請求項1乃至11の何れか1項に記載の化粧シートと、
前記化粧シートが貼り付けられた基材と
を備えた化粧材。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023009515 | 2023-01-25 | ||
| JP2023-009515 | 2023-01-25 | ||
| JP2023191666 | 2023-11-09 | ||
| JP2023-191666 | 2023-11-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024157674A1 true WO2024157674A1 (ja) | 2024-08-02 |
Family
ID=91970532
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/045696 WO2024157674A1 (ja) | 2023-01-25 | 2023-12-20 | 化粧シート |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024157674A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007185606A (ja) * | 2006-01-13 | 2007-07-26 | Nippon Paint Co Ltd | 意匠性塗膜の形成方法、建材用ボード及び水性塗料組成物 |
| WO2017033972A1 (ja) * | 2015-08-24 | 2017-03-02 | 凸版印刷株式会社 | 化粧シート |
| JP2018144437A (ja) * | 2017-03-08 | 2018-09-20 | 凸版印刷株式会社 | 化粧シートおよび化粧シートの製造方法 |
| JP2020075420A (ja) * | 2018-11-08 | 2020-05-21 | 凸版印刷株式会社 | 化粧シート及びその製造方法 |
| JP2021137990A (ja) * | 2020-03-03 | 2021-09-16 | 凸版印刷株式会社 | 化粧シート、化粧板及び化粧シートの製造方法 |
| WO2022239270A1 (ja) * | 2021-05-12 | 2022-11-17 | 凸版印刷株式会社 | 化粧シート、及び化粧シートの製造方法 |
-
2023
- 2023-12-20 WO PCT/JP2023/045696 patent/WO2024157674A1/ja unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007185606A (ja) * | 2006-01-13 | 2007-07-26 | Nippon Paint Co Ltd | 意匠性塗膜の形成方法、建材用ボード及び水性塗料組成物 |
| WO2017033972A1 (ja) * | 2015-08-24 | 2017-03-02 | 凸版印刷株式会社 | 化粧シート |
| JP2018144437A (ja) * | 2017-03-08 | 2018-09-20 | 凸版印刷株式会社 | 化粧シートおよび化粧シートの製造方法 |
| JP2020075420A (ja) * | 2018-11-08 | 2020-05-21 | 凸版印刷株式会社 | 化粧シート及びその製造方法 |
| JP2021137990A (ja) * | 2020-03-03 | 2021-09-16 | 凸版印刷株式会社 | 化粧シート、化粧板及び化粧シートの製造方法 |
| WO2022239270A1 (ja) * | 2021-05-12 | 2022-11-17 | 凸版印刷株式会社 | 化粧シート、及び化粧シートの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022145137A1 (ja) | 化粧シート、及び化粧シートの製造方法 | |
| US20230146524A1 (en) | Decorative sheet and method for manufacturing decorative sheet | |
| US20240173937A1 (en) | Decorative sheet and method for producing decorative sheet | |
| US20240316593A1 (en) | Decorative sheet and method for producing decorative sheet | |
| WO2023249082A1 (ja) | 化粧シート | |
| WO2024157674A1 (ja) | 化粧シート | |
| WO2024204214A1 (ja) | 化粧シート | |
| WO2023095914A1 (ja) | 化粧シート、及び化粧シートの製造方法 | |
| WO2024158027A1 (ja) | 化粧シート | |
| WO2023171805A1 (ja) | 化粧シート、及び化粧シートの製造方法 | |
| WO2023249080A1 (ja) | 化粧シート | |
| WO2024157859A1 (ja) | 化粧シート | |
| WO2023191052A1 (ja) | 化粧シート、及び化粧シートの製造方法 | |
| US20240359210A1 (en) | Decorative sheet and method for producing decorative sheet | |
| WO2023136304A1 (ja) | 化粧シート、及び化粧シートの製造方法 | |
| WO2023238893A1 (ja) | 化粧シート、及び化粧シートの製造方法 | |
| WO2024010066A1 (ja) | 化粧シート及び化粧シートの製造方法 | |
| WO2024019096A1 (ja) | 化粧シート及び化粧シートの製造方法 | |
| WO2023224115A1 (ja) | 化粧シート、及び化粧シートの製造方法 | |
| WO2024204217A1 (ja) | 化粧シート | |
| WO2023249081A1 (ja) | 化粧シート | |
| WO2024147318A1 (ja) | 化粧シート | |
| WO2024147319A1 (ja) | 化粧シート | |
| JP2024155693A (ja) | 化粧シートおよび化粧材並びに化粧シートおよび化粧材の製造方法 | |
| JP2024155692A (ja) | 化粧シートおよび化粧材並びに化粧シートおよび化粧材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23918628 Country of ref document: EP Kind code of ref document: A1 |