WO2024135674A1 - 粘着テープ - Google Patents
粘着テープ Download PDFInfo
- Publication number
- WO2024135674A1 WO2024135674A1 PCT/JP2023/045483 JP2023045483W WO2024135674A1 WO 2024135674 A1 WO2024135674 A1 WO 2024135674A1 JP 2023045483 W JP2023045483 W JP 2023045483W WO 2024135674 A1 WO2024135674 A1 WO 2024135674A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- block copolymer
- meth
- segment
- mass
- adhesive tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F295/00—Macromolecular compounds obtained by polymerisation using successively different catalyst types without deactivating the intermediate polymer
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L93/00—Compositions of natural resins; Compositions of derivatives thereof
- C08L93/04—Rosin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J153/00—Adhesives based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
Definitions
- the present invention relates to an adhesive tape that is used, for example, by wrapping it around an adherend.
- adhesive tapes have been known that have a base layer and an adhesive layer overlaid on one side of the base layer.
- the adhesive layer is formed from an adhesive composition that includes an acrylic block copolymer having multiple segments in the molecule, each segment being composed of different (meth)acrylic acid esters.
- the melt viscosity of the styrene-based block copolymer (A1) and the melt viscosity of the acrylic block copolymer (B) satisfy a specific relationship
- the mass ratio of the content of the styrene-based block copolymer (A1) and the content of the acrylic block copolymer (B) in the adhesive composition has a specific relationship
- the styrene-based block copolymer (A1) is a hydrogenated product of a block copolymer (P1) having a specific polymer block
- the acrylic block copolymer (B) has a specific polymer block and has a number average molecular weight in a specific range.
- the adhesive composition has good film-forming properties, and the adhesive layer has good adhesion to highly polar materials.
- the conventional pressure-sensitive adhesive tapes described in Patent Document 1 and the like have a problem in that they do not necessarily have good adhesive strength to adherends made of various materials.
- the adherend may be a polyolefin-based material with low polarity, or may be a silicone-based material with releasability, and there is a demand for pressure-sensitive adhesive tapes that have relatively good adhesive strength to adherends made of these various materials.
- the conventional adhesive tapes described in Patent Document 1 and the like have a problem in that their adhesive strength is easily reduced over time.
- the present invention aims to provide an adhesive tape that has relatively good adhesive strength to adherends made of various materials and that is prevented from losing adhesive strength over time.
- the adhesive tape according to the present invention comprises: A base layer and an adhesive layer overlapping one surface of the base layer,
- the adhesive layer contains more than 50% by mass of a block copolymer having a plurality of segments in a molecule, each segment being composed of a different (meth)acrylic acid ester;
- the block copolymer is A first block copolymer having a segment A1 composed of methyl (meth)acrylate and a segment B1 composed of a C1-C6 alkyl (meth)acrylate ester in the molecule, and a second block copolymer having, in the molecule, a segment A2 constituted by methyl (meth)acrylate and a segment B2 constituted by a C1-C6 alkyl ester of (meth)acrylic acid and a C7-C12 alkyl ester of (meth)acrylic acid,
- the present invention is characterized in that a proportion of the second block copolymer in the total amount of the first block copo
- the pressure-sensitive adhesive layer further contains, as a tackifier, a polymerized rosin ester having a softening point of 110° C. or higher and 140° C. or lower.
- the pressure-sensitive adhesive layer further contains a terpene phenol resin having a softening point of 110° C. or higher and 150° C. or lower as a tackifier.
- the base layer has a resin film, and that the resin film is disposed on the outermost surface of the adhesive tape.
- FIG. 1 is a cross-sectional view of a pressure-sensitive adhesive tape according to the present embodiment.
- FIG. 2 is a schematic diagram showing an example of a method for producing a pressure-sensitive adhesive tape according to the present embodiment.
- FIG. 3 is a schematic cross-sectional view showing the adhesive tape according to this embodiment wrapped around an adherend when in use.
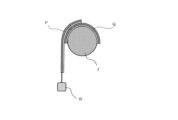
- FIG. 4 is a schematic cross-sectional view showing how the heat resistance (creep characteristics) of each pressure-sensitive adhesive tape is evaluated.
- the adhesive tape 1 of this embodiment includes a base layer 2 and an adhesive layer 3 superimposed on one surface of the base layer 2 .
- the adhesive layer 3 contains more than 50 mass% of a block copolymer having a plurality of segments in a molecule, each segment being composed of a different (meth)acrylic acid ester;
- the block copolymer is A first block copolymer having a segment A1 composed of methyl (meth)acrylate and a segment B1 composed of a C1-C6 alkyl (meth)acrylate ester in the molecule, and A second block copolymer having, in the molecule, a segment A2 constituted by methyl (meth)acrylate and a segment B2 constituted by a C1-C6 alkyl ester of (meth)acrylic acid and a C7-C12 alkyl ester of (meth)acrylic acid, and at least the second block copolymer is contained.
- the adhesive tape 1 of this embodiment is formed in a band shape (long sheet shape).
- one adhesive layer 3 is superimposed on one surface of one base layer 2.
- the base layer 2 may be composed of multiple layers, and the adhesive layer 3 may be composed of multiple layers.
- the adhesive tape 1 of this embodiment can be used as a pressure-sensitive adhesive tape.
- the adhesive layer 3 contains at least the second block copolymer of the first block copolymer and the second block copolymer, and a tackifier, and may further contain a plasticizer, an antioxidant, etc.
- the thickness of the adhesive layer 3 is not particularly limited and may be, for example, 10 ⁇ m or more and 100 ⁇ m or less, and is preferably 15 ⁇ m or more and 85 ⁇ m or less.
- the thickness of the adhesive layer 3 is usually thinner than the thickness of the base layer 2.
- the proportion of the combined mass of the first block copolymer, the second block copolymer, and the tackifier to the total mass of the adhesive layer 3 may be 95% by mass or more, 98% by mass or more, or 99% by mass or more.
- the adhesive layer 3 contains the first block copolymer and the second block copolymer in a total amount of more than 50% by mass, and preferably 60% by mass or more, based on the total mass of the adhesive layer 3.
- the adhesive layer 3 may contain the first block copolymer and the second block copolymer in a total amount of 98% by mass or less, or 95% by mass or less.
- the adhesive layer 3 preferably contains the first block copolymer in an amount of 1% by mass or more and 45% by mass or less relative to the total mass of the adhesive layer 3.
- the adhesive layer 3 preferably contains 30% by mass or more and 95% by mass or less of the second block copolymer relative to the total mass of the adhesive layer 3.
- the adhesive layer 3 may contain only the second block copolymer, or may contain 98% by mass or less of the second block copolymer.
- the adhesive layer 3 contains more than 50 parts by mass of the second block copolymer relative to 100 parts by mass of the first block copolymer and the second block copolymer (when the total is 100 parts by mass).
- the proportion of the second block copolymer in the total amount of the first block copolymer and the second block copolymer is higher than 50% by mass.
- Such a proportion may be 55% by mass or more, 60% by mass or more, 65% by mass or more, or 70% by mass or more.
- the above ratio may be 95% by mass or less, 90% by mass or less, or 80% by mass or less.
- the adhesive layer 3 may contain less than 50 parts by mass of the first block copolymer, 40 parts by mass or less, 35 parts by mass or less, or 30 parts by mass or less, based on a total of 100 parts by mass of the first block copolymer and the second block copolymer (when the total is taken as 100 parts by mass).
- the adhesive layer 3 may contain 5 parts by mass or more, 10 parts by mass or more, 20 parts by mass or more, or no first block copolymer, based on the total of 100 parts by mass. It is preferable that the adhesive layer 3 contains both the first block copolymer and the second block copolymer, in that the decrease in adhesive strength over time is further suppressed.
- the mass ratio of the first block copolymer to the second block copolymer is preferably 0.01 or more and less than 1.0. This allows for better adhesion to adherends made of various materials, and further suppresses the deterioration of the adhesive strength over time. It is more preferable that the above mass ratio is 0.5 or less.
- the mass average molecular weight (Mw) of the first block copolymer contained in the adhesive layer 3 is preferably greater than the mass average molecular weight (Mw) of the second block copolymer.
- the first block copolymer is a block copolymer in which two or more different (meth)acrylic acid alkyl esters (monomers) are copolymerized.
- the (meth)acrylic acid alkyl esters (monomers) constituting the first block copolymer are ester compounds of (meth)acrylic acid and monohydric alkyl alcohols having 1 to 6 carbon atoms.
- (meth)acrylic acid includes both methacrylic acid and acrylic acid.
- the first block copolymer has, in its molecule, a segment A1 composed of methyl (meth)acrylate and a segment B1 composed of a C1-C6 alkyl (meth)acrylate ester.
- the first block copolymer has a segment A1 which is a polymerized block unit of methyl (meth)acrylate alone, and a segment B1 which is a polymerized block unit of a C1-C6 alkyl (meth)acrylate ester.
- the first block copolymer is preferably a triblock copolymer having a molecular structure of segment A1-segment B1-segment A1.
- the segment A1 functions as a so-called hard segment
- the segment B1 functions as a so-called soft segment.
- segment A1 is composed of a homopolymer of methyl (meth)acrylate
- segment B1 is composed of a polymer of C1-C6 alkyl (meth)acrylate
- segment B1 is composed of a homopolymer of one kind of (meth)acrylic acid alkyl ester among C1-C6 (meth)acrylic acid alkyl esters.
- segment B1 is composed of a homopolymer of one kind of (meth)acrylic acid alkyl ester among C2-C6 (meth)acrylic acid alkyl esters.
- segment B1 is composed of a homopolymer of butyl acrylate.
- the expression "C1-C6" in “(meth)acrylic acid C1-C6 alkyl ester” indicates the number of carbon atoms (1 or more and 6 or less) of the monohydric alkyl alcohol bonded to (meth)acrylic acid by ester bond. Therefore, the expression “(meth)acrylic acid C1-C6 alkyl ester” includes methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate, butyl (meth)acrylate, pentyl (meth)acrylate, and hexyl (meth)acrylate.
- (meth)acrylic acid C1-C6 alkyl ester examples include methyl (meth)acrylate, ethyl (meth)acrylate, n-propyl (meth)acrylate, i-propyl (meth)acrylate, n-butyl (meth)acrylate, i-butyl (meth)acrylate, and t-butyl (meth)acrylate.
- the designations "C2", "C5", etc. are the same as above.
- the first block copolymer has a segment A1 which is a homopolymer block unit of methyl (meth)acrylate and a segment B1 which is a homopolymer block unit of n-butyl acrylate. More preferably, the first block copolymer is a triblock copolymer having a segment A1 which is a homopolymer block unit of methyl methacrylate and a segment B1 which is a homopolymer block unit of n-butyl acrylate, and in which one segment B1 is disposed between two segments A1 along the main chain.
- the composition ratio of segment A1 and segment B1 is not particularly limited.
- the proportion of the homopolymerized block units of methyl (meth)acrylate is preferably 5% by mass or more and 20% by mass or less.
- the mass proportion of the homopolymerized block units of methyl (meth)acrylate in the first block copolymer is preferably smaller than the mass proportion of the homopolymerized block units of methyl (meth)acrylate in the second block copolymer.
- the first block copolymer is, for example, solid at room temperature (23°C).
- the second block copolymer is a block copolymer in which two or more different types of (meth)acrylic acid alkyl esters (monomers) are copolymerized. More specifically, the second block copolymer has, in the molecule, a segment A2 constituted by methyl (meth)acrylate and a segment B2 constituted by a C1-C6 (meth)acrylic acid alkyl ester and a C7-C12 (meth)acrylic acid alkyl ester. Segment A2 functions as a so-called hard segment, and segment B2 functions as a so-called soft segment.
- the second block copolymer is preferably a triblock copolymer having a molecular structure of segment A2-segment B2-segment A2.
- segment B2 the (meth)acrylic acid C1-C6 alkyl ester and the (meth)acrylic acid C7-C12 alkyl ester may be arranged in a random order along the main chain.
- segment A2 of the second block copolymer As for the segment A2 of the second block copolymer, unless otherwise specified, it is similar to the segment A1 of the first block copolymer described above, and therefore detailed description will not be repeated.
- the (meth)acrylic acid C1-C6 alkyl ester constituting the segment B2 of the second block copolymer is similar to the (meth)acrylic acid C1-C6 alkyl ester constituting the segment B1 of the first block copolymer described above unless otherwise specified, and therefore detailed description thereof will not be repeated.
- the (meth)acrylic acid C7-C12 alkyl ester constituting segment B2 of the second block copolymer is an ester compound of (meth)acrylic acid and a monohydric alkyl alcohol having 7 to 12 carbon atoms.
- (meth)acrylic acid C7-C12 alkyl ester indicates the number of carbon atoms (7 to 12) of the monohydric alkyl alcohol ester-bonded to (meth)acrylic acid.
- the (meth)acrylic acid C7-C12 alkyl ester may account for 25 parts by mass or more and 95 parts by mass. This allows for better adhesion to adherends of various materials, and further suppresses deterioration of the adhesive strength over time.
- the mass proportion of the (meth)acrylic acid C7-C12 alkyl ester may be 30 parts by mass or more, or 40 parts by mass or more.
- the mass proportion of the (meth)acrylic acid C7-C12 alkyl ester may be 90 parts by mass or less, or 80 parts by mass or less.
- the C7-C12 alkyl (meth)acrylate of the second block copolymer includes heptyl (meth)acrylate, octyl (meth)acrylate, nonyl (meth)acrylate, decyl (meth)acrylate, undecyl (meth)acrylate, or dodecyl (meth)acrylate.
- the alkyl portion of the C7-C12 alkyl (meth)acrylate may be linear or branched.
- (meth)acrylic acid C7-C12 alkyl esters include n-heptyl (meth)acrylate, n-octyl (meth)acrylate, 2-ethylhexyl (meth)acrylate, n-nonyl (meth)acrylate, i-nonyl (meth)acrylate, n-decyl (meth)acrylate, i-decyl (meth)acrylate, n-undecyl (meth)acrylate, n-dodecyl (meth)acrylate, and i-dodecyl (meth)acrylate.
- the second block copolymer has a segment A2 which is a homopolymer block unit of methyl (meth)acrylate, and a segment B2 which is a polymer block unit containing a (meth)acrylic acid n (normal) C3-5 alkyl ester and a (meth)acrylic acid iso C7-9 alkyl ester.
- the second block copolymer is a triblock copolymer having a segment A2 which is a homopolymer block unit of methyl methacrylate and a segment B2 which is a polymer block unit containing n-butyl acrylate and 2-ethylhexyl acrylate, and in which one segment B2 is disposed between two segments A2 along the main chain.
- the composition ratio of segment A2 and segment B2 is not particularly limited.
- the ratio of the homopolymer block unit of methyl (meth)acrylate is preferably 5% by mass or more and 20% by mass or less.
- the second block copolymer is, for example, solid at room temperature (23°C).
- first block copolymer and the second block copolymer commercially available products can be used.
- such products include the product name "Clarity LA Series” (manufactured by Kuraray Co., Ltd.).
- the adhesive layer 3 preferably contains at least one of a polymerized rosin ester and a terpene phenol resin as a tackifier.
- the adhesive layer 3 may further contain a rosin-based tackifier other than the polymerized rosin ester, a styrene-based tackifier, a terpene-based tackifier, a petroleum-based tackifier, etc. These tackifiers may be used alone or in combination of two or more.
- the softening point of the polymerized rosin ester is, for example, 110°C or higher and 190°C or lower.
- the softening point of the polymerized rosin ester is 140°C or lower, and more preferably, 115°C or higher and 130°C or lower. This allows the polymerized rosin ester to exert better adhesive strength on adherends made of various materials.
- the softening point of the terpene phenol resin is, for example, 110°C or higher and 190°C or lower.
- the softening point of the terpene phenol resin is 150°C or lower, and more preferably, 115°C or higher and 130°C or lower. This allows the resin to exert better adhesive strength on adherends made of various materials.
- the softening point is measured by the following method, specifically, in accordance with JIS K2207-1996 softening point test method (ring and ball method).
- the above measurement can be carried out, for example, using an automatic softening point tester "ASP-6" (manufactured by Tanaka Scientific Instruments Co., Ltd.)
- ASP-6 automatic softening point tester
- the details of the measurement method are as follows. A specified ring is filled with a test sample and supported horizontally in a glycerin bath. A ball of a specified mass is placed in the center of the test sample, and the temperature of the glycerin bath is raised at a specified rate. The temperature at which the ball sinks into the softened test sample and touches the bottom plate of the ring is the softening point.
- Ball Steel ball (diameter 9.53 mm, mass 3.5 g) Distance between the ball and the base plate: 25 mm Glycerin bath temperature rise rate: 5°C/min. Two-ring and ball type. Glycerin bath + stirring mode. Magnetic stirrer 80-300 rpm.
- the acid value of the polymerized rosin ester may be, for example, 150 [KOHmg/g] or more and 220 [KOHmg/g] or less.
- the acid value of the terpene phenol resin may be, for example, 40 [mg KOH/g] or more and 100 [mg KOH/g] or less. The acid value is measured in accordance with JIS K0070-1992.
- polymerized rosin ester commercially available products can be used, such as “Haritac PCJ” (manufactured by Harima Chemicals Co., Ltd.).
- the terpene phenol resin may be a commercially available product, such as "Sumilite Resin PR12603” (manufactured by Sumitomo Bakelite Co., Ltd.).
- rosin-based tackifiers other than polymerized rosin esters include rosin-based resins, rosin ester-based resins, disproportionated rosin resins, disproportionated rosin ester resins, polymerized rosin resins, and hydrogenated versions of these.
- One type of rosin-based tackifier may be used alone, or two or more types may be used in combination.
- Styrenic tackifiers are polymers that have styrene structural units in the molecule.
- styrene tackifiers include styrene homopolymers, ⁇ -methylstyrene homopolymers, ⁇ -methylstyrene/styrene copolymers, styrene/aliphatic copolymers, ⁇ -methylstyrene/styrene/aliphatic copolymers, phenol-modified styrene polymers, and hydrogenated versions of these.
- One type of styrene tackifier may be used alone, or two or more types may be used in combination.
- Terpene-based tackifiers include, for example, terpene resins, terpene phenol resins, aromatic modified terpene resins, hydrogenated terpene resins, etc.
- Petroleum-based tackifiers include, for example, aliphatic (C5)-based, aromatic (C9)-based, C5/C9 copolymer-based, and alicyclic-based tackifiers.
- the total amount of the polymerized rosin ester and the terpene phenol resin in the tackifier may be 95% by mass or more, or 99% by mass or more.
- tackifier commercially available products can be used. Examples of such products include the “Haritac” series, the “Hariestar” series (manufactured by Harima Chemicals), and the “Sumilight Resin PR” series.
- plasticizers softeners
- plasticizers softeners
- examples of plasticizers (softeners) that can be contained in the adhesive layer 3 include animal and vegetable oils and mineral oils or derivatives thereof, esters of divalent acids such as phthalic acid esters or azelaic acid esters, paraffins such as chlorinated paraffin, glycols such as polypropylene glycol, epoxy-based polymer plasticizers such as epoxidized soybean oil and epoxidized linseed oil, phosphate esters such as trioctyl phosphate and triphenyl phosphate, phosphite esters such as triphenyl phosphite, and ester oligomers such as an ester of adipic acid and 1,3-butylene glycol.
- the plasticizer may be used alone or in combination of two or more kinds.
- the content of the plasticizer in the adhesive layer 3 may be less than 1 mass % (including 0 mass %) or less than 0.5 mass % (including 0 mass %).
- the adhesive layer 3 may not contain a plasticizer.
- a plasticizer a diblock copolymer having a hard segment composed of methyl (meth)acrylate and a soft segment composed of butyl (meth)acrylate in the molecule may be used.
- the content of this type of plasticizer in the adhesive layer 3 is preferably low as described above.
- the proportion of the second block copolymer in the total amount of the first block copolymer and the second block copolymer is higher than 50% by mass.
- the adhesive layer 3 includes a first block copolymer having in its molecule a segment A1 composed of methyl methacrylate and a segment B1 composed of n-butyl acrylate, and also includes a second block copolymer having in its molecule a segment A2 composed of methyl methacrylate and a segment B2 composed of n-butyl acrylate and 2-ethylhexyl acrylate.
- the adhesive layer 3 includes a polymerized rosin ester having a softening point of 110°C or higher and 140°C or lower (more preferably a polymerized rosin ester having a softening point of 115°C or higher and 130°C or lower), or a terpene phenol resin having a softening point of 110°C or higher and 150°C or lower.
- a polymerized rosin ester having a softening point of 110°C or higher and 140°C or lower more preferably a polymerized rosin ester having a softening point of 115°C or higher and 130°C or lower
- a terpene phenol resin having a softening point of 110°C or higher and 150°C or lower.
- the base layer 2 included in the pressure-sensitive adhesive tape 1 of the present embodiment may be a resin film or a porous sheet such as a fiber sheet.
- the base layer 2 may be composed of a single layer, or may be composed of a plurality of laminated layers.
- the thickness of the base layer 2 is, for example, 50 ⁇ m or more and 500 ⁇ m or less, and preferably 50 ⁇ m or more and 150 ⁇ m or less. If the base layer 2 is composed of multiple layers, the above thickness is the total thickness of the multiple layers.
- the material of the base layer 2 is, for example, a resin such as acetate (cellulose acetate), polyester such as polyethylene terephthalate, polyamide, or polyolefin such as polyethylene or polypropylene.
- a resin such as acetate (cellulose acetate), polyester such as polyethylene terephthalate, polyamide, or polyolefin such as polyethylene or polypropylene.
- the base layer 2 has a resin film, and that the resin film is disposed on the outermost surface of the pressure-sensitive adhesive tape 1.
- the resin film is disposed on the outermost surface of the pressure-sensitive adhesive tape 1.
- the surface of the base layer 2 that is not overlapped with the adhesive layer 3 is preferably a resin film surface.
- the outermost surface of the adhesive tape 1, which is disposed on one side of the base layer 2 is preferably a resin film surface.
- the adhesive layer 3 of the adhesive tape 1 overlapping the outer side of the inner adhesive tape 1 adheres to the resin film surface which is the outermost surface (back surface) of the base layer 2 of the inner adhesive tape 1, and the adhesive force becomes relatively strong. Therefore, peeling of the adhesive tape 1 from its back surface can be further suppressed.
- the above-mentioned resin film that the base layer 2 may have is preferably a polyethylene film. If the back surface is the surface of a polyethylene film, when the adhesive tape 1 is wrapped around an adherend, the adhesive layer 3 of the adhesive tape 1 will adhere to the polyethylene film of the base layer 2.
- the adhesive layer 3 in this embodiment has better adhesion to the polyethylene film. Therefore, when the adhesive tape 1 is wrapped around an adherend and overlapped, it adheres well to the back surface (the exposed surface of the base layer 2). Therefore, the adhesive tape 1 in which the material of the outermost surface of the base layer 2 is polyethylene is particularly suitable for wrapping applications.
- the base layer 2 having the resin film as described above has a laminated structure including, for example, two resin films and a fiber sheet disposed between the two resin films. Both of the two resin films are preferably polyethylene films.
- the fiber sheet may be a woven fabric or a nonwoven fabric.
- the base layer 2 may have a laminated structure including, for example, a polyethylene terephthalate fiber cloth and a resin film disposed on each side of the cloth.
- the above-mentioned fiber sheet that can be included in the base layer 2 is preferably a monofilament or multifilament woven fabric made of polyester such as polyethylene terephthalate (PET), with a relatively large gap between parallel filaments.
- PET polyethylene terephthalate
- This type of woven fabric has filaments woven with the above-mentioned intervals being relatively wide, and therefore can be torn with a relatively small force. Therefore, the adhesive tape 1 having thin resin sheets disposed on both sides of this type of woven fabric can be relatively easily divided in the longitudinal direction (has good hand tearability) when a force that pulls the fabric in the longitudinal direction or a force that tears the fabric in the width direction is applied.
- the adhesive tape 1 of this embodiment has the above-mentioned preferred configuration, and is therefore able to fully exert its adhesive strength against adherends of various materials, and is also able to better suppress the deterioration of its adhesive strength over time.
- the base layer 2 has a laminated structure including two resin films with a thickness of less than 50 ⁇ m and a fiber sheet composed of filaments disposed between the two resin films
- the adhesive tape 1 of this embodiment can have the above-mentioned good hand-tearability.
- the adhesive tape 1 of this embodiment can be manufactured, for example, by preparing an adhesive layer composition containing each of the components that will constitute the adhesive layer 3 and an organic solvent, applying the adhesive layer composition to the base layer 2, and volatilizing the organic solvent contained in the applied adhesive layer composition.
- organic solvent examples include ethyl acetate, methyl ethyl ketone (MEK), and toluene.
- the adhesive layer composition containing an organic solvent When applying the adhesive layer composition containing an organic solvent to the base layer 2, a common application method such as die coating or reverse coating can be used.
- the temperature during application is usually room temperature (15 to 25°C).
- the adhesive tape 1 of the present embodiment can be manufactured, for example, by preparing an adhesive layer composition that contains each component that constitutes the adhesive layer 3 and does not contain an organic solvent, applying the adhesive layer composition that has been heated to become a fluid to the base layer 2, and cooling it.
- a manufacturing method for example, a hot melt molding method using a hot melt coater as shown in FIG. 2 is adopted.
- an adhesive layer composition that does not contain an organic solvent is applied to one side of the base layer 2 to prepare the adhesive layer 3.
- the adhesive layer composition heated in the heating section K of the hot melt coater T is applied to the base layer 2, and the applied adhesive layer composition is passed through the cooling section R and cooled.
- An adhesive tape having an adhesive layer 3 and a base layer 2 that have been cooled through the cooling section R can be wound up.
- the adhesive properties of an adhesive layer tend to be lower when the adhesive layer is produced by a hot melt molding method than when the adhesive layer is produced from a composition for an adhesive layer containing an organic solvent.
- the adhesive layer 3 in this embodiment has good adhesive properties even when produced by the hot melt molding method.
- the pressure-sensitive adhesive tape 1 manufactured as described above is used, for example, by being wound around an adherend. As shown in Fig. 3, the pressure-sensitive adhesive tape 1 may be used by wrapping it around an adherend H one or more times to overlap with itself, and attaching the pressure-sensitive adhesive layer 3 to its back surface (the exposed surface of the base layer 2). Specifically, the adhesive tape 1 is used for the purpose of storing a folded cloth or the like in that state, or may be used by being wrapped around an adherend in order to bundle the adherend, which may include a mixture of a metal or plastic jig, a harness, and a silicone-based fabric.
- the adherend may be, for example, a silicone resin-coated fabric.
- the silicone resin-coated fabric is formed, for example, by coating a woven fabric of polyamide fibers with a silicone resin.
- the silicone resin-coated fabric is used, for example, in airbag applications.
- the adhesive tape 1 of this embodiment can exhibit relatively good adhesiveness even when the adherend is a silicone resin-coated fabric that contains a silicone resin that can weaken the adhesiveness.
- the base layer 2 of the adhesive tape 1 includes a fiber sheet composed of a woven fabric of monofilaments as described above, tears tend to occur in the width direction of the adhesive tape 1, and the adhesive tape 1 can be cut relatively easily.
- the adhesive tape 1 that utilizes this property can maintain the folded state of the fabric of the airbag as described above, and can be cut relatively easily when the airbag inflates.
- the pressure-sensitive adhesive tape of the present embodiment is as exemplified above, but the present invention is not limited to the pressure-sensitive adhesive tape exemplified above. That is, various forms used in general pressure-sensitive adhesive tapes can be adopted as long as they do not impair the effects of the present invention.
- the matters disclosed in this specification include the following.
- the adhesive layer contains more than 50% by mass of a block copolymer having a plurality of segments in a molecule, each segment being composed of a different (meth)acrylic acid ester;
- the block copolymer is A first block copolymer having a segment A1 composed of methyl (meth)acrylate and a segment B1 composed of a C1-C6 alkyl (meth)acrylate ester in the molecule, and a second block copolymer having, in the molecule, a segment A2 constituted by methyl (meth)acrylate and a segment B2 constituted by a C1-C6 alkyl ester of (meth)acrylic acid and a C7-C12 alkyl ester of (meth)acrylic acid, a proportion of the second block copolymer in the total amount of the first block copolymer and the second block copolymer
- An adhesive tape having such a configuration has relatively good adhesive strength to adherends made of various materials, and furthermore, the adhesive strength is inhibited from decreasing over time.
- the base layer has a resin film, The adhesive tape according to any one of (1) to (7) above, wherein the resin film is disposed on an outermost surface of the adhesive tape.
- the adhesive layer of the adhesive tape overlapping the outer side of the inner adhesive tape adheres to the surface of the resin film, which is the outermost surface (back surface) of the base layer of the inner adhesive tape, and the adhesive strength becomes relatively strong, so that peeling of the adhesive tape from the back surface can be further suppressed.
- the adhesive layer composition was prepared as follows, and the adhesive layer was formed by applying the prepared adhesive layer composition to the base layer to produce an adhesive tape.
- the formulation for producing the adhesive tape of each test example is shown in Table 1.
- Block copolymer (a-1) First block copolymer (a triblock copolymer having a segment (A1) which is a homopolymer block unit of methyl methacrylate and a segment (B1) which is a homopolymer block unit of n-butyl acrylate, A1-B1-A1 structure)
- Product name "Clarity LA3320" (manufactured by Kuraray Co., Ltd.)
- Solid at room temperature Proportion of methyl methacrylate (MMA): 15% by mass
- Second block copolymer (a triblock copolymer having a segment (A2) which is a homopolymer block unit of methyl methacrylate and a segment (B2) which is a polymer block unit of n-butyl acrylate and 2-ethylhexyl acrylate, A2-B2-A2 structure) having a smaller mass average molecular weight than the first
- Examples 1 to 7 The raw materials having the composition shown in Table 1 and toluene were mixed at 23°C to prepare a composition for adhesive layer.
- the prepared composition for adhesive layer was applied to one side of the base layer by die coating and left at 100°C for 4 minutes to volatilize the toluene and prepare an adhesive layer. In this manner, an adhesive tape was manufactured.
- the thickness of the adhesive layer was 50 ⁇ m.
- the adhesive strength of the adhesive tapes manufactured in each Example and Comparative Example against various adherends was evaluated as follows. Heat resistance and storage stability were also evaluated.
- Adhesive strength> A strip-shaped sample having a width of 10 mm was cut out from each pressure-sensitive adhesive tape of each test example. Next, the adhesive layer of the above strip-shaped sample was attached to the surface of a plate-shaped adherend (thickness: 0.4 mm). The adhesive tape was attached to the adherend by moving a 2 kg rubber roller back and forth once at a speed of 5 mm/s. After that, it was sufficiently cooled to room temperature to prepare a test specimen for a tensile test. As the adherend, any of the following was used.
- a 180-degree peel test was performed by pulling the above test specimen from the surface of each of the above adherends at a test speed of 300 mm/min under a room temperature (23°C) environment using a tensile tester, and the peel strength (N/10 mm) under a room temperature environment was obtained.
- the adherend was a silicone resin-coated fabric
- a 90-degree peel test was performed. The test results are shown in Tables 1 and 2.
- FIG. 4 shows a schematic diagram of the measurement. Details of the measurement method are as follows: Two test pieces (width 10 mm) were cut out from each adhesive tape. One test piece P was cut to have a length of 120 mm, and the other test piece Q was cut to have a length of 80 mm. The two test pieces were stacked with their longitudinal directions aligned, and then shifted in the longitudinal direction so that they partially overlapped. The width of the overlapping portion was 10 mm, and the longitudinal length was 25 mm.
- the adhesive layer of one test piece P was attached to the back surface (exposed surface of the base material layer) of the other test piece Q on a flat surface.
- the attachment was performed using a 2 kgf roller at a speed of 5 mm/s and one round trip. After attachment, the test pieces were left for 30 minutes.
- the other test piece Q (the shorter one) was placed so as to cover the upper half of the cylindrical member J (diameter 30 mm), and a weight W (250 g) was hung from a jig attached to one of the test pieces P. In this state, the test pieces were left in a heat-resistant environment of 110° C. or in a moist heat-resistant environment of 85° C.
- the adhesive tapes of Examples 1 to 7 had higher adhesive strength to adherends of various materials than the adhesive tape of Comparative Example.
- the back surface is a polyethylene (PE) film surface
- PE polyethylene
- the adhesive tapes of Examples 1 to 7 were less susceptible to a decrease in adhesive strength over time than the adhesive tape of Comparative Example. Since the decrease in adhesive strength was suppressed under a temperature condition of 40° C., which is slightly higher than room temperature, it can be said that the decrease in adhesive strength is suppressed at room temperature for a period longer than the above test time.
- the pressure-sensitive adhesive tapes of Examples 1 to 6 also had good heat resistance.
- the adhesive tape of the present invention is preferably used by being attached to an adherend.
- an adherend for example, it is preferably used in applications where an airbag made of a cloth coated with a silicone resin is required to remain folded, and where this type of airbag is relatively easily torn apart as it inflates.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024566078A JPWO2024135674A1 (https=) | 2022-12-20 | 2023-12-19 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-203144 | 2022-12-20 | ||
| JP2022203144 | 2022-12-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024135674A1 true WO2024135674A1 (ja) | 2024-06-27 |
Family
ID=91588635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/045483 Ceased WO2024135674A1 (ja) | 2022-12-20 | 2023-12-19 | 粘着テープ |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2024135674A1 (https=) |
| WO (1) | WO2024135674A1 (https=) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017179479A1 (ja) * | 2016-04-13 | 2017-10-19 | 株式会社クラレ | ホットメルト粘接着剤組成物 |
| JP2017214595A (ja) * | 2017-08-30 | 2017-12-07 | 株式会社クラレ | 粘接着剤組成物 |
| JP2017218599A (ja) * | 2017-08-30 | 2017-12-14 | 株式会社クラレ | 粘接着剤組成物 |
| WO2021149567A1 (ja) * | 2020-01-21 | 2021-07-29 | Dic株式会社 | 粘着テープ |
| JP2021152156A (ja) * | 2021-04-27 | 2021-09-30 | 株式会社クラレ | 熱可塑性エラストマー組成物、成形品、積層構造体及び該積層構造体の製造方法 |
| JP2023013067A (ja) * | 2021-07-15 | 2023-01-26 | Dic株式会社 | 粘着テープ |
| JP2023064959A (ja) * | 2021-10-27 | 2023-05-12 | 日東シンコー株式会社 | 粘着テープ |
| JP2023156637A (ja) * | 2022-04-13 | 2023-10-25 | 東洋インキScホールディングス株式会社 | ホットメルト型粘着剤、粘着剤付き保護シートおよびその製造方法 |
-
2023
- 2023-12-19 JP JP2024566078A patent/JPWO2024135674A1/ja active Pending
- 2023-12-19 WO PCT/JP2023/045483 patent/WO2024135674A1/ja not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017179479A1 (ja) * | 2016-04-13 | 2017-10-19 | 株式会社クラレ | ホットメルト粘接着剤組成物 |
| JP2017214595A (ja) * | 2017-08-30 | 2017-12-07 | 株式会社クラレ | 粘接着剤組成物 |
| JP2017218599A (ja) * | 2017-08-30 | 2017-12-14 | 株式会社クラレ | 粘接着剤組成物 |
| WO2021149567A1 (ja) * | 2020-01-21 | 2021-07-29 | Dic株式会社 | 粘着テープ |
| JP2021152156A (ja) * | 2021-04-27 | 2021-09-30 | 株式会社クラレ | 熱可塑性エラストマー組成物、成形品、積層構造体及び該積層構造体の製造方法 |
| JP2023013067A (ja) * | 2021-07-15 | 2023-01-26 | Dic株式会社 | 粘着テープ |
| JP2023064959A (ja) * | 2021-10-27 | 2023-05-12 | 日東シンコー株式会社 | 粘着テープ |
| JP2023156637A (ja) * | 2022-04-13 | 2023-10-25 | 東洋インキScホールディングス株式会社 | ホットメルト型粘着剤、粘着剤付き保護シートおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024135674A1 (https=) | 2024-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3765497B2 (ja) | アクリル系粘着剤組成物および粘着テープ | |
| US9574117B2 (en) | Low surface energy adhesive | |
| TWI393759B (zh) | 輪胎用黏貼標籤 | |
| JP4865716B2 (ja) | 接着剤組成物 | |
| JP2006512444A (ja) | 剥離組成物およびそれらから製造される物品 | |
| JP5455376B2 (ja) | 接着テープ及びその用途 | |
| CN100480348C (zh) | 轮胎粘贴片及轮胎粘贴片的制造方法 | |
| JP7669173B2 (ja) | 粘着テープ | |
| JP4703069B2 (ja) | 剥離ライナー、及び感圧性両面接着テープ又はシート | |
| WO2024135674A1 (ja) | 粘着テープ | |
| JP2023064959A (ja) | 粘着テープ | |
| JP7813532B2 (ja) | 粘着テープ | |
| JP5008900B2 (ja) | 粘着剤組成物、粘着シート及び粘着剤付着型機能性フィルム | |
| JP7620636B2 (ja) | 粘着テ-プ及びその製造方法 | |
| JP2016190326A (ja) | 剥離シートおよび粘着シート | |
| JP2019156986A (ja) | 粘着シートおよび粘着シートの製造方法 | |
| JP2018111799A (ja) | 多層型接着接合体 | |
| JP2018505932A (ja) | 多モード非対称多腕エラストマー性ブロックコポリマーを含む感圧接着剤 | |
| CN101400591B (zh) | 胶带及其应用 | |
| US12545814B2 (en) | PSA bonding element for cable wrapping | |
| JP2025074844A (ja) | 再剥離粘着テープ | |
| JPH1046115A (ja) | アクリル系粘着テープ又はシート | |
| JP2026048291A (ja) | アクリル系粘着剤組成物及び粘着テープ | |
| JP2025173162A (ja) | ホットメルト型粘着剤組成物、粘着テープ及び物品 | |
| TW202440860A (zh) | 雙面黏著帶及雙面黏著帶之製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23907034 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024566078 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23907034 Country of ref document: EP Kind code of ref document: A1 |