WO2023190021A1 - 衣服 - Google Patents
衣服 Download PDFInfo
- Publication number
- WO2023190021A1 WO2023190021A1 PCT/JP2023/011471 JP2023011471W WO2023190021A1 WO 2023190021 A1 WO2023190021 A1 WO 2023190021A1 JP 2023011471 W JP2023011471 W JP 2023011471W WO 2023190021 A1 WO2023190021 A1 WO 2023190021A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- garment
- tape member
- laminated nonwoven
- outermost layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/02—Layered materials
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D27/00—Details of garments or of their making
- A41D27/24—Hems; Seams
- A41D27/245—Hems; Seams made by welding or gluing
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/10—Impermeable to liquids, e.g. waterproof; Liquid-repellent
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/26—Electrically protective, e.g. preventing static electricity or electric shock
- A41D31/265—Electrically protective, e.g. preventing static electricity or electric shock using layered materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/06—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions for securing layers together; for attaching the product to another member, e.g. to a support, or to another product, e.g. groove/tongue, interlocking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/08—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by added members at particular parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/06—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/265—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer
- B32B5/266—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/265—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer
- B32B5/266—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers
- B32B5/268—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers characterised by at least one non-woven fabric layer that is a melt-blown fabric
- B32B5/269—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers characterised by at least one non-woven fabric layer that is a melt-blown fabric characterised by at least one non-woven fabric layer that is a melt-blown fabric next to a non-woven fabric layer that is a spunbonded fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/05—Interconnection of layers the layers not being connected over the whole surface, e.g. discontinuous connection or patterned connection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/08—Interconnection of layers by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
- D04H1/4291—Olefin series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43838—Ultrafine fibres, e.g. microfibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/555—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving by ultrasonic heating
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/559—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving the fibres being within layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/56—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in association with fibre formation, e.g. immediately following extrusion of staple fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D2300/00—Details of garments
- A41D2300/50—Seams
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D2300/00—Details of garments
- A41D2300/50—Seams
- A41D2300/52—Seams made by welding or gluing
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D2500/00—Materials for garments
- A41D2500/30—Non-woven
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/21—Anti-static
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2437/00—Clothing
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
- D10B2321/022—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins polypropylene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/02—Moisture-responsive characteristics
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/16—Physical properties antistatic; conductive
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
Definitions
- the present invention relates to clothing.
- a hot melt adhesive made of urethane-based, acrylic-based, silicone-based resin, etc. is inserted between stacked fabric pieces, and the hot melt adhesive is melted and solidified by superheating and pressure bonding.
- Clothes (Patent Document 1), etc., in which a plurality of fabric pieces are joined together with fibers have been disclosed.
- Clothes that have liquid protection properties on the fabric and joints are made by using a highly water-resistant and moisture-permeable liquid protection fabric that is made by laminating a base fabric and a liquid-protection film or a moisture-permeable waterproof membrane, and sealing tape.
- Patent Documents 2, 3, 4, and 5 disclose methods in which the pieces are machine-sewn or fused together and then covered with sealing tape to form a joint (Patent Documents 2, 3, 4, and 5).
- Clothes with washing durability and sterilization durability imparted to the fabric and joints include those in which a polyester fabric is used as the base fabric of the fabric, and a polycarbonate-based polyurethane resin is used in the moisture-permeable waterproof membrane and adhesive (Patent Document 6) etc. are disclosed.
- Patent Document 7 For clothing that has liquid protection and fire resistance in the fabric and joints, the surface of the fabric made of a blend of heat-resistant and flame-retardant fibers is treated with aluminum, the pieces of fabric are sewn together by a sewing machine, and then both the front and back of the seams are treated with aluminum.
- Patent Document 7 There are raincoats that are sealed with flammable waterproof tape (Patent Document 7), and raincoats that are sewn together with multiple pieces of multilayer nonwoven fabric, coated with an antistatic agent on the outer surface, and sealed with blinding tape on the sewn parts.
- Patent Document 8 Patent Document 8 and the like are disclosed.
- Patent Documents 2 to 6 garments in which joints are formed using highly water-resistant, moisture-permeable, liquid-protective fabrics that are laminated with a base fabric and a moisture-permeable waterproof membrane, and sealing tape have excellent moisture-permeable and liquid-protective properties. Almost suppresses moisture and water intrusion into clothing.
- the clothing surface is charged due to friction, or when dust charged by static electricity approaches the clothing surface, static electricity is easily charged on the clothing surface due to electrostatic induction, and dust adhesion is likely to occur.In other words, dust protection is inferior. There was a problem.
- Patent Document 7 the surface of a fabric made of a blend of heat-resistant and flame-retardant fibers is treated with aluminum, the fabric pieces are sewn together using a sewing machine, and then both the front and back sides of the seam are sealed with flame-retardant waterproof tape. Since both the front and back sides of the garment are sealed with waterproof tape, there is a problem in that production efficiency is poor, and the sealing part becomes hard, making it less comfortable as a garment.
- the water pressure resistance of the garment in the example is that the antistatic agent is not coated, and the antistatic agent is not applied. There is no disclosure regarding the decrease in water pressure after coating.
- Other problems include that the detailed aspects of the seam allowance and tape in the sewn portion are not disclosed, and in addition, the SMS nonwoven fabric has a low water pressure resistance of just under 500 mmH 2 O, resulting in poor liquid protection.
- an object of the present invention is to solve the problems of the prior art and provide clothing that has excellent dust protection and liquid protection.
- the clothing of the present invention that can achieve the above-mentioned problems has the following configuration. That is, 1) a garment comprising a member including a laminated nonwoven fabric and a rectangular tape member and having a joint,
- the first outermost layer of the laminated nonwoven fabric is a nonwoven fabric containing 0.02 to 0.50% by mass of an antistatic agent based on the entire layer, and is located on the outside of the garment
- the second outermost layer of the laminated nonwoven fabric is a nonwoven fabric containing 0.01% by mass or less of an antistatic agent based on the entire layer, and is located inside the garment
- the joint portion has a seam allowance located inside the garment and the tape member,
- the seam allowance has a laminated portion formed by laminating a portion of one or more of the laminated nonwoven fabrics,
- the laminated portion has at least one of a sutured portion and a fused portion,
- the seam allowance is covered by the tape member,
- the tape member is located inside the garment, At least both ends of
- a garment composed of a member including a laminated nonwoven fabric and a rectangular tape member, and equipped with a joint
- the first outermost layer of the laminated nonwoven fabric is a nonwoven fabric containing 0.02 to 0.50% by mass of an antistatic agent based on the entire layer, and is located on the outside of the garment
- the second outermost layer of the laminated nonwoven fabric is a nonwoven fabric containing 0.01% by mass or less of an antistatic agent based on the entire layer, and is located inside the garment
- the joint portion includes at least one of a suture portion and a fusion portion, and the tape member, In at least one of the stitched portion and the fused portion, surfaces horizontal in the thickness direction at two ends of the at least one laminated nonwoven fabric face each other, At least one of the sutured portion and the fused portion is covered with the tape member,
- the tape member is located inside the garment, At least both ends of the tape member in the short side direction are fixed to the second outermost layer,
- the laminated nonwoven fabric includes a first spunbond nonwoven fabric, a meltblown nonwoven fabric, and a second spunbond nonwoven fabric in this order,
- the first spunbond nonwoven fabric has a basis weight of 20 to 50 g/ m2
- the second spunbond nonwoven fabric has a basis weight of 5 to 30g/ m2
- the basis weight of the second spunbond nonwoven fabric is smaller than that of the first spunbond nonwoven fabric.
- the tape member is a laminate including a base layer and an adhesive resin layer, The thickness of the adhesive resin layer is 10 to 200 ⁇ m, and The adhesive resin layer is in contact with the second outermost layer.
- the air permeability of the laminated nonwoven fabric measured based on JIS L1913 (2010) 6.8 (Fragile method) is 2.0 to 40.0 cm 3 /cm 2 /sec.
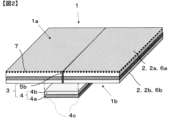
- FIG. 1 is a cross-sectional view of a portion of the garment including a joint according to Embodiment 1 of the present invention.
- FIG. 2 is a cross-sectional view of a portion of a garment including a joint according to a second embodiment of the present invention.
- FIG. 7 is a cross-sectional view of a portion of clothing including a joint according to a modification of Embodiment 2 of the present invention.
- FIG. 2 is a partial cross-sectional view of a laminated nonwoven fabric. It is a partial sectional view of a tape member.
- FIG. 2 is a perspective view from the outside of the garment shown in FIG. 1;
- FIG. 7 is an exploded view of the garment shown in FIG. 6;
- FIG. 1 is a sectional view of a portion of a garment 1 including a joint 3 according to Embodiment 1 of the present invention.
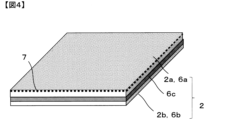
- FIG. 4 is a cross-sectional view of a portion of the laminated nonwoven fabric 2.
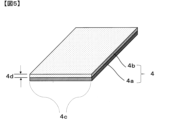
- FIG. 5 is a cross-sectional view of a portion of the tape member 4.
- FIG. 6 is a perspective view of the garment 1 shown in FIG. 1 from the outside 1a.
- FIG. 7 is an exploded view of the garment 1 shown in FIG. 6.
- a garment 1 according to Embodiment 1 of the present invention includes a laminated nonwoven fabric 2, a rectangular tape member 4, and a joint portion 3.
- the inside of the garment means the wearer's side when wearing the garment
- the outside of the garment means the opposite side of the inside of the garment.
- the laminated nonwoven fabric 2 has a first outermost layer 2a and a second outermost layer 2b, the first outermost layer 2a is located on the outer side 1a of the garment 1, and the second outermost layer 2b is located on the outer side 1a of the garment 1. Located on the inside 1b.
- the laminated nonwoven fabric 2 is cut into parts for each part of the garment 1, and each part is joined at the joint 3 to form the garment 1.
- the joint portion 3 has a seam allowance 5 and a tape member 4. Furthermore, the seam allowance 5 has a laminated part 5a in which a part of one or more laminated nonwoven fabrics 2 is laminated, and further, this laminated part 5a has at least one of a stitched part and a fused part 5b (in this application, (Hereinafter, "at least one of the sutured part and the fused part” may be referred to as “the sutured part, etc.”).
- the laminated part 5a here refers to at least one of a sutured part and a fused part 5b (hereinafter referred to as "at least one of a sutured part and a fused part” in this application) in a region where one or more laminated nonwoven fabrics 2 are overlapped. refers to the minimum distance from the seam (sometimes referred to as the "stitched part, etc.") to the cut edge.
- the laminated part when there is one rectangular laminated nonwoven fabric, a part of the laminated nonwoven fabric is both ends in the longitudinal direction of the laminated nonwoven fabric, and the both ends overlap to form a laminated part.
- the laminated nonwoven fabric has a cylindrical shape.
- one end of one laminated nonwoven fabric and one end of the other laminated nonwoven fabric overlap to form a laminated part. .
- a method for forming the seam portion there are sewing methods such as sewing by a sewing machine or sewing by hand, and sewing by a sewing machine is preferable from the viewpoint of productivity.
- methods such as lockstitch, overlock, zigzag, double chain stitch, and flat stitch are preferably used, but any method may be used.
- lockstitch as shown in FIG. 1, is used. It has a straight line, has less exposed area and thickness, and has excellent texture and strength.
- fusion by any one of ultrasonic heating, high frequency heating, and resistance heating is preferably used, but any of them may be used, and ultrasonic processing is more preferable. Excellent quality stability and productivity.
- the first outermost layer 2a of the laminated nonwoven fabric 2 located on the outer side 1a of the garment 1 is coated with an antistatic agent 7 of 0.02 to 0.02 to Contains 0.50% by mass.
- the first outermost layer 2a is located on the outer side 1a of the garment 1, charging of the outer side 1a of the garment 1 is suppressed.
- dust in the outside air environment is prevented from adhering to the outer side 1a of the garment 1, and as a result, the garment 1 has excellent dust protection properties.
- the content of the antistatic agent in the first outermost layer is based on the entire first outermost layer.
- the content of the antistatic agent in the second outermost layer is 0.01% by mass for the reason that the garment has excellent liquid protection properties.
- the second outermost layer does not contain an antistatic agent, or if it contains it, it contains only a very small amount. Note that the content of the antistatic agent in the second outermost layer is based on the entire second outermost layer.
- Factors that cause dust to adhere to clothing 1 include charging of dust and electrostatic induction to the surface of clothing 1. Dust floating in the air is usually charged with either positive or negative static electricity. Due to the electrical charge of the dust approaching the clothing 1, electricity of the opposite polarity is attracted to the surface of the clothing 1, causing electrostatic induction. When electrostatic induction occurs, a Coulomb force acts between the dust and the clothing 1, and the dust is attracted to and adheres to the clothing 1.
- the first outermost layer of laminated nonwoven fabric 2 located on the side where dust and clothing 1 come into contact that is, on the outside 1a of clothing 1
- the antistatic agent 7 it is preferable to apply the antistatic agent 7 to 2a within the above-mentioned preferred range.
- the content of the antistatic agent 7 is less than 0.02% by mass, there is a problem that the antistatic effect will not be sufficiently obtained and the dust protection property will be poor.
- the content is 0.50% by mass or more, the fiber surface becomes more hydrophilic and its water pressure resistance decreases. More preferably, it is in the range of 0.20 to 0.50% by mass.
- the antistatic effect that is, the dust protection property of the laminated nonwoven fabric 2 can be measured based on the EN 1149-1-2006 surface electrical resistance value, using the first outermost layer 2a of the laminated nonwoven fabric 2 as the measurement surface.
- a preferable range of surface electrical resistance value for the garment 1 of the present invention is 2.5 ⁇ 10 9 ⁇ or less. When the surface electrical resistance value exceeds 2.5 ⁇ 10 9 ⁇ , sufficient antistatic effect cannot be obtained and dust protection is poor. More preferably, the range is 1.5 ⁇ 10 9 or less.
- Types of the antistatic agent 7 include cationic antistatic agents, amphoteric antistatic agents, and anionic antistatic agents. Quaternary ammonium salt compounds and acetate compounds of aliphatic amines fall under cationic antistatic agents, betaine compounds, carboxymethylamine compounds, and imidazolium compounds fall under amphoteric antistatic agents, and sulfate ester compounds, Sulfonic acid compounds and phosphoric ester compounds fall under anionic antistatic agents. Among these, anionic antistatic agents are more preferable, and phosphate ester compounds are even more preferable, since they can lower the surface electrical resistance, which is an index of antistatic performance.
- the antistatic agent 7 can be processed by dipping the fibers of the first outermost layer 2a of the laminated nonwoven fabric 2 in a treatment solution containing the antistatic agent 7, or by dipping the fibers of the first outermost layer 2a of the laminated nonwoven fabric 2 into a treatment solution containing the antistatic agent 7.
- the adhesion rate of the antistatic agent 7 to the laminated nonwoven fabric is determined by the following method. That is, as a first step, layers other than the first outermost layer 2a of the laminated nonwoven fabric are removed using No. 1000 sandpaper, and the obtained first outermost layer 2a of the laminated nonwoven fabric is cut into 15 cm x 15 cm. The weight of the first outermost layer 2a of the obtained laminated nonwoven fabric is measured in g to the fifth decimal place. As a second step, the weighed first outermost layer 2a of the laminated nonwoven fabric is placed in a beaker containing 100 ml of methanol and extracted using ultrasonic waves for 10 minutes.
- the extract obtained by ultrasonic cleaning was dried at 40°C, concentrated to 1 ml, and then filtered with a 0.45 ⁇ m PTFE disc filter. Measured with MS and LC20A.
- the antistatic agent used is identified from the obtained results, and the area of each peak corresponding to the identified antistatic agent is calculated.
- the same composition as the antistatic agent identified from the first outermost layer 2a of the laminated nonwoven fabric was newly prepared, and diluted 10 times and 100 times with methanol, respectively. A diluted solution and a 1000-fold diluted solution are prepared and measured in the same manner as the extraction filtrate.
- the peak area corresponding to the identified antistatic agent is calculated, and a calibration curve of the amount of the identified antistatic agent and the obtained peak area is created.
- the obtained peak area is compared with a calibration curve, and the amount of antistatic agent adhering to the first outermost layer 2a of the laminated nonwoven fabric is calculated.
- the decimal of the value obtained by dividing the amount of antistatic agent attached to the first outermost layer 2a of the laminated nonwoven fabric by the weight of the first outermost layer 2a of the laminated nonwoven fabric measured in advance The second place is rounded off to the nearest whole number and used as the chemical adhesion rate (mass %) of the antistatic agent 7.
- the joint 3 of the garment 1 of the present invention has the seam allowance 5 located on the inside 1b of the garment, which makes the outside 1a of the garment 1 flat and prevents dust from adhering to it and from getting caught on objects that come into contact with the garment 1. It is important in this respect.
- the means for arranging the seam allowance 5 on the inner side 1b of the garment 1 is to place the outer surfaces 1a of the garment 1 of the plurality of parts to be joined in contact with each other, that is, the first outermost layers 2a of the laminated nonwoven fabric 2 are in contact with each other.
- a method in which the material is processed in the same state is preferably used.
- the seam allowance 5 of the joint portion 3 is covered with the tape member 4, so that the seam allowance 5 of the joint part 3 is covered with a tape member 4 to protect the garment 1 from the seam allowance 5 of liquid present in the outside air environment. It is necessary to block the entry route and protect against liquids.
- the path of intrusion of the liquid adhering to the outside 1a of the garment 1 into the inside 1b of the garment 1 is to first reach the seam 5b of the seam allowance 5, and then to the end of the seam allowance. There is a route that reaches the outermost layer of the laminated nonwoven fabric 2 via the inside of the seam portion 5b of the seam allowance 5, etc.
- the tape member 4 covers the seam allowance 5, thereby suppressing liquid from entering the inside of the garment 1 from the above-mentioned path.
- the tape member 4 does not cover the seam allowance 5, the passage is not blocked, and liquid tends to infiltrate through the seam allowance 5, resulting in poor liquid protection.
- a method of arranging the tape member 4 on the seam allowance 5 of the joint part 3 and performing an adhesive process is suitably used.
- an adhesive processing method hot air heating, resistance heating, high frequency heating, ultrasonic heating, etc. are mainly used, but any of them may be used, and the hot air heating method is more preferable because it has good productivity and curve. It has excellent followability to the bonded portion 3.
- the seam allowance 5 is located on the inside of the garment, and the tape member 4 is also located on the inside 1b of the garment 1.
- the adhesive resin layer 4b of the tape member 4 comes into contact with the second outermost layer of the laminated nonwoven fabric that is the fabric of the garment.
- This second outermost layer does not contain an antistatic agent or contains only a very small amount of antistatic agent, so it has a high affinity with the adhesive resin layer 4b and fixes the tape member 4 and the laminated nonwoven fabric 2.
- the liquid protection performance of the joint is selected.
- the antistatic agent contained in the first outermost layer makes it difficult for the tape member 4 to adhere to the laminated nonwoven fabric that is the fabric of the garment, and as a result, the garment There is a tendency for liquid protection to be inferior.
- a method is preferably used in which the inner side 1b of the garment 1, that is, the second outermost layer 2b of the laminated nonwoven fabric 2, and the tape member 4 are faced to each other and bonded. .
- At least both ends of the tape member 4 in the short side direction are fixed to the second outermost layer 2b of the laminated nonwoven fabric 2, thereby blocking an intrusion route from the seam allowance 5 for liquid present in the outside air environment. Necessary for liquid protection. If both ends of the tape member 4 in the short side direction are not fixed to the second outermost layer 2b of the laminated nonwoven fabric 2, liquid will enter from the joint 3, resulting in poor liquid protection.
- the length of the tape member 4 in the short side direction is from the seam portion 5b of the seam allowance 5, etc.
- a method of designing the laminated portion 5a to exceed the minimum dimension up to the end is preferably used. More preferably, the first dimension is the minimum distance from one end of the tape member 4 in the short side direction to the end of the laminated portion 5a of the seam allowance 5, and the other end of the tape member 4 in the short side direction is the first dimension.
- the minimum distance from the seam allowance 5 to the seam portion 5b of the seam allowance 5 is defined as the second dimension, it is preferable to arrange the first dimension and the second dimension to be equal. This is because the intrusion route of the liquid can be evenly covered, and the deviation in liquid protection properties is reduced.
- the garment 1 of the present invention can be provided with an opening for putting on and taking off the garment made by joining the laminated nonwoven fabric 2 with a zipper, and a pocket for storage, in addition to the joint 3.
- the tape member 4 It may be necessary to add or change the location of In this way, in a region where the seam allowance 5 has the laminated portion 5a of the laminated nonwoven fabric 2 and the auxiliary material, there is no problem in placing the tape member 4 on the outside 1a of the garment 1, or on both the inside and outside sides. .
- an opening for attachment and detachment with a zipper is provided in the center of the entire surface of the garment 1, and the tape member 4 is located on both sides of the inside 1b and outside of the garment 1. It is placed. Therefore, the tape member 4 provided on the outer side 1a of the garment 1 is visible.
- the content of the antistatic agent 7 in the second outermost layer 2b of the laminated nonwoven fabric 2 located on the inner side 1b of the garment 1 is 0.01% by mass or less based on the entire second outermost layer. This is important from the viewpoint of adhesiveness of the tape member 4. That is, unlike the first outermost layer, the second outermost layer does not contain an antistatic agent, or even if it contains it, it contains only a very small amount. If the content of the antistatic agent in the second outermost layer exceeds 0.01% by mass, such as when the content of the antistatic agent in the second outermost layer is 0.02% by mass, the adhesion between the second outermost layer and the tape member 4 may occur. This results in lower liquid protection properties of clothing.
- the same means used for processing the first outermost layer 2a of the laminated nonwoven fabric 2 can be used.
- the laminated nonwoven fabric 2 constituting the garment 1 of the present invention has a water pressure resistance in the range of 1,000 mmH 2 O to 1,0000 mmH 2 O measured based on JIS L 1092 (2009) A method. Suitable for excellent liquid protection. If the water pressure resistance is less than 1,000 mmH 2 O, liquids will easily enter through the laminated nonwoven fabric 2 when the garment 1 is worn, resulting in poor liquid protection. If it exceeds 1,0000 mmH2, the temperature inside the garment 1 tends to rise due to the airtightness of the laminated nonwoven fabric 2, resulting in poor comfort. More preferably, it is in the range of 1000 mmH 2 O to 4000 mm H 2 O.
- the ratio of the water pressure resistance (A) of the laminated nonwoven fabric 2 to the water pressure resistance (B) of the joint portion 3 is 0.4 to 1.0. This is suitable because the water pressure resistance of the laminated nonwoven fabric 2 and the joint portion 3 are balanced, and the garment 1 has excellent stability in liquid protection.
- the ratio is less than 0.4 or more than 1, the pressure of liquid intrusion concentrates on the side of the laminated nonwoven fabric 2 or the joint portion 3 with lower water pressure resistance, which tends to cause local contamination, resulting in poor liquid protection. More preferably, it is in the range of 0.6 to 1.0.
- Examples of the fiber material constituting the first outermost layer 2a of the laminated nonwoven fabric 2 and the second outermost layer 2b of the laminated nonwoven fabric 2 include polyolefin resins (e.g., polyethylene, polypropylene, copolymer of ethylene and ⁇ -olefin).
- polyolefin resins e.g., polyethylene, polypropylene, copolymer of ethylene and ⁇ -olefin.
- styrene resins e.g., polystyrene, acrylonitrile styrene resins, etc.
- polyether resins e.g., polyether ether ketone, polyacetal, modified polyphenylene ether, aromatic polyester) ether ketone, etc.
- polyester resins e.g., polyethylene terephthalate, polytrimethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polycarbonate, polyarylate, aromatic polyester resins, etc.
- polyimide resins polyamideimide Resin
- polyamide resin e.g., aromatic polyamide resin, aromatic polyetheramide resin, nylon resin, etc.
- urethane resin epoxy resin
- polysulfone resin e.g., polysulfone, polyethersulfone, etc.
- fluorine resin e.g.
- polytetrafluoroethylene, polyvinylidene fluoride, etc. cellulose resins
- polybenzimidazole resins acrylic resins (e.g. polyacrylonitrile resins copolymerized with acrylic esters or methacrylic esters, acrylonitrile and vinyl chloride) or modacrylic resin copolymerized with vinylidene chloride).
- polyolefin resins are preferable from the viewpoint that the laminated nonwoven fabric 2 has excellent productivity and texture.
- polyethylene and polypropylene are particularly suitable because they have low hygroscopicity and are excellent in releasing the fabric from the skin after sweating, providing greater comfort during work.
- the garment 1 of the present invention can be used by directly laminating the fibers of the first outermost layer 2a of the laminated nonwoven fabric 2 and the fibers of the second outermost layer 2b of the laminated nonwoven fabric 2.
- another nonwoven fabric layer may be included as an intermediate layer between the first outermost layer 2a of the laminated nonwoven fabric 2 and the second outermost layer 2b of the laminated nonwoven fabric 2. is preferred.
- Examples of the structure of the laminated nonwoven fabric 2 include lamination of one or more types of nonwoven fabrics selected from the group consisting of spunlace nonwoven fabric, spunbond nonwoven fabric, melt blown nonwoven fabric 6c, and needle punched nonwoven fabric. Among these, lamination of a spunbond nonwoven fabric with high productivity, high strength and air permeability, and a meltblown nonwoven fabric 6c with high water pressure resistance is preferred.
- a more preferable configuration of the laminated nonwoven fabric 2 is to have the first spunbond nonwoven fabric 6a, the melt blown nonwoven fabric 6c, and the second spunbond nonwoven fabric 6b in this order, which is excellent in strength, productivity, and cost, and It is easy to obtain the preferable water pressure resistance of the laminated nonwoven fabric 2.
- the first spunbond nonwoven fabric 6a here corresponds to the first outermost layer 2a of the laminated nonwoven fabric 2
- the second spunbond nonwoven fabric 6b corresponds to the second outermost layer 2b of the laminated nonwoven fabric 2.
- the basis weight of the first spunbond nonwoven fabric 6a is 20 to 50 g/m 2 so that the amount of the antistatic agent 7 deposited on the first outermost layer 2a of the laminated nonwoven fabric 2 can be within the above-mentioned preferred range. If the basis weight of the first spunbond nonwoven fabric 6a is less than 20 g/ m2 , the antistatic agent 7 of the first outermost layer 2a of the laminated nonwoven fabric 2 will be difficult to adhere to, resulting in poor dust protection. If it exceeds 50g/ m2 , the weight of one garment increases. More preferably, it is in the range of 25 to 40 g/m 2 .
- both ends of the tape member 4 in the short side direction are preferably fixed to the second outermost layer 2b of the laminated nonwoven fabric 2.
- the basis weight of the second spunbond nonwoven fabric 6b is 5 g/m 2 or more, it has excellent strength.
- the tape member 4 and the second outermost layer 2b of the laminated nonwoven fabric 2 are likely to be in close contact with each other, and the water pressure resistance can be easily obtained at the joint portion 3, that is, the liquid protection property is excellent. More preferably, it is in the range of 10 to 25 g/m 2 .
- the basis weight is measured based on JIS L 1096 (2010) 8.3.2-A method, and the mass per 1 m 2 (g/m 2 ) in a standard state is determined.
- Suitable means for adjusting the basis weight of the first spunbond nonwoven fabric 6a and the second spunbond nonwoven fabric 6b include adjusting the spinning flow rate or stretching rate of the fiber from the spinneret, adjusting the speed of the collection conveyor, and a combination thereof. used for.
- the basis weight of the second spunbond nonwoven fabric 6b is smaller than the basis weight of the first spunbond nonwoven fabric 6a. It is preferable because it is easy to fix to the second outermost layer 2b and the joint portion 3 has excellent water pressure resistance. Since the basis weight of the second spunbond nonwoven fabric 6b is lower than the basis weight of the first spunbond nonwoven fabric 6a, the antistatic agent 7 of the first outermost layer 2a of the laminated nonwoven fabric 2 easily adheres to the dust protection property. Excellent in Moreover, the adhesiveness between the tape member 4 and the second outermost layer 2b of the laminated nonwoven fabric 2 is increased, and the water pressure resistance of the joint portion 3 is easily obtained, that is, the liquid protection property is excellent.
- the tape member 4 is a laminate including a base material layer and an adhesive resin layer. Both ends of the tape member 4 in the short side direction can be easily fixed to the second outermost layer 2b.
- the base material layer 4a of the tape member 4 plays the role of a waterproof layer, which is suitable because it facilitates increasing the water pressure resistance, that is, the liquid protection property of the joint portion 3.
- the material for the base layer it is preferable to use a fiber woven or knitted fabric, a nonwoven fabric, or a film alone or in a laminate because of its excellent flexibility. More preferably, a film or a high-density fabric is used, since the thickness is difficult to visually recognize and the appearance quality is excellent.
- the adhesive resin layer 4b of the tape member 4 has a thickness of 10 to 200 ⁇ m, and the adhesive resin layer is in contact with the second outermost layer on the second outermost layer side of the laminated nonwoven fabric 2 at the joint portion 3. It is easy to seal and close the step caused by the seam allowance 5 and the laminated portion 5a of the laminated nonwoven fabric 2 located in the seam allowance 5. That is, the joint portion 3 has excellent water pressure resistance, that is, liquid protection, and is therefore suitable.
- the thickness of the adhesive resin layer is 10 ⁇ m or more, it is easy to fill the gap between the tape member 4 and the seam allowance 5, that is, the step of the laminated portion 5a of the laminated nonwoven fabric 2, and it is easy to obtain water pressure resistance in the joint portion 3, i.e. Excellent liquid protection.
- the thickness of the adhesive resin layer is less than 200 ⁇ m, the thickness of the adhesive resin layer is small and the joint portion 3 is likely to soften, and the adhesive resin is not attached to the tape member 4 and the seam allowance 5, that is, around the laminated portion 5a of the laminated nonwoven fabric 2. Does not protrude easily and has excellent appearance quality. More preferably, it is in the range of 30 to 100 ⁇ m.
- the thickness of the bonded portion was measured based on JIS K 7130: 1999 Plastic Film and Sheet Thickness Measuring Method.
- the thickness of the bonded portion may be adjusted by any method, depending on the manufacturing method, such as various molding methods such as T-die, injection, and inflation, and coating methods such as knife-over coating and gravure. T-die molding is preferable from the viewpoint of applicable thickness, shape, etc.
- a coating method or a lamination method is preferably used as a means for forming the adhesive resin layer.
- the coating method may be any method that forms a film, such as dry adhesion or wet coagulation of the resin to the base layer.
- dry foaming by adding silica or a blowing agent, making microporous by wet coagulation of polyurethane, and providing unevenness by using an embossing roller can be used.
- the resin film may optionally contain titanium oxide, carbon black, pigments, antioxidants, ultraviolet absorbers, light stabilizers, flame retardants, and the like.
- Organic adhesives are mainly used as the type of resin constituting the adhesive resin layer, and organic adhesives include natural resins such as natural rubber casein, semi-synthetic adhesives such as cellulose acetate, polyolefins, polyurethanes, acrylics, etc. It is broadly divided into synthetic resin systems using Preferably, synthetic resins are preferred in terms of processability and cost.
- Synthetic resin resin components include resins using polyurethane, polyester, PVA, vinyl chloride, acrylic resin, polyethylene, ethylene-vinyl acetate polymer, polyamide, polyolefin, etc., and silicone rubber, nitrile rubber, etc. It is subdivided into elastomer systems and composite systems such as nylon/epoxy and vinyl/phenolic. More preferably, polyolefins have high processability and are excellent in heat resistance, adhesive strength, and durability due to crosslinking reaction with water (moisture) contained in the air.
- solidification and reaction forms of synthetic resins there are dry solidification types such as water-soluble, latex type, and dispersion type, and chemical reaction types in which a crosslinking reaction occurs and cures by mixing the base resin and curing agent.
- dry solidification types such as water-soluble, latex type, and dispersion type
- chemical reaction types in which a crosslinking reaction occurs and cures by mixing the base resin and curing agent.
- heat-melting types that melt when heated and solidify when cooled
- pressure-sensitive types that apply pressure to a highly viscous fluid to make them stick
- moisture-curing types that harden by reacting with moisture in the air.
- a heat-melting type thermoplastic hot melt
- a moisture-curing type are preferable because they have excellent adhesive strength at the interface between the adhesive resin layer and the second outermost layer 2b of the laminated nonwoven fabric 2.
- the laminated nonwoven fabric 2 has an air permeability of 2.0 to 40.0 cm 3 /cm 2 /sec as measured based on JIS L1913 (2010) 6.8 (Fragile method). It has excellent properties and is suitable.
- the air permeability is 2.0 cm 3 /cm 2 /sec or more, the temperature inside the garment 1 will not rise easily when worn, resulting in excellent breathability, and if the air permeability is 40.0 cm 3 /cm 2 /sec or less, it will form a mist-like shape. It is difficult for flying objects to flow in from the laminated nonwoven fabric 2, resulting in excellent protection. More preferably, it is in the range of 4.0 to 20.0 cm 3 /cm 2 /sec.
- the means for imparting air permeability may be any method such as adjusting the fiber diameter, basis weight, or density of the laminated nonwoven fabric 2, or changing them for each layer of the laminated nonwoven fabric 2.
- a method of adjusting the basis weight of the laminated nonwoven fabric 2 is preferable from the viewpoint of achieving both the dust protection property and the liquid protection property. More preferably, the basis weights of the first spunbond nonwoven fabric 6a and the second spunbond nonwoven fabric 6b described above are within the preferred range.
- FIG. 2 is a sectional view of clothing 1 according to Embodiment 2 of the present invention.
- FIG. 3 is a sectional view of clothing 1 according to a modification of Embodiment 2 of the present invention.
- FIG. 6 is a perspective view of the garment 1 shown in FIG. 1 from the outside 1a.
- FIG. 7 is an exploded view of the garment 1 shown in FIG. 6.
- the garment 1 according to the second embodiment of the present invention is composed of members including a laminated nonwoven fabric 2 and a rectangular tape member 4, and further includes a joint portion 3.
- the main differences between the garment 1 according to the second embodiment and the garment 1 according to the first embodiment will be explained below.
- the laminated nonwoven fabric 2 is cut into parts for each part of the garment 1, and each part is joined at the joint 3 to form the garment 1.
- the joint portion 3 includes at least one of a suture portion and a fusion portion 5b, and a tape member 4.
- the joint part 3 differs from the seam part provided in the garment of the first embodiment in that the thickness of the at least one laminated nonwoven fabric at the two ends of at least one of the seam part and the fused part is Horizontal surfaces face each other in the horizontal direction. That is, the joint portion 3 in the second embodiment does not have the seam allowance 5 having the laminated portion 5a in which a part of the laminated nonwoven fabric 2 is laminated, unlike the garment in the first embodiment.
- the two ends of one laminated nonwoven fabric can be, for example, both ends in the longitudinal direction when the laminated nonwoven fabric is rectangular, and the surfaces horizontal to the thickness direction of these two ends face each other.
- the laminated nonwoven fabric has a cylindrical shape.
- the two ends of two laminated nonwoven fabrics are, for example, one end of one laminated nonwoven fabric and one end of the other laminated nonwoven fabric when both of the two laminated nonwoven fabrics are rectangular. The horizontal planes in the thickness direction at these two ends face each other.
- the plane horizontal in the thickness direction of the laminated nonwoven fabric is a concept that includes a plane that is substantially horizontal in the thickness direction, and also includes a common-sense cut plane of the laminated nonwoven fabric.
- the joint 3 is formed by butting the ends of the two parts of the laminated nonwoven fabric together, forming a seam by suturing or a fused part by fusion on the butted area, and using the tape member 4 to form the seam 5b. It is constructed by covering.
- the tape member of the garment of Embodiment 2 is located inside the garment.
- the first outermost layer in order to provide excellent dust protection for clothing, the first outermost layer must contain an antistatic agent in a specific content.
- the second outermost layer while there is no need to suppress static electricity, it does not contain an antistatic agent or contains only a small amount of antistatic agent because it has excellent adhesion to the tape member. It becomes. Therefore, when the tape member is located inside the clothing, the adhesive resin layer of the tape member will inevitably come into contact with the second outermost layer, and the fixation between the laminated nonwoven fabric and the tape member will be strong. It is something.
- the liquid enters the garment 1 through the seam or fusion between the two parts of the laminated nonwoven fabric that are butted together.
- the tape member 4 covers the seam portion 5b, thereby suppressing liquid from entering the inside of the garment 1 from the above-mentioned path.
- the joint 3 is formed by partially overlapping two parts of the laminated nonwoven fabric in parallel, forming a seam by suture or a fusion by fusion in the overlapping area, and using the tape member 4 to form the seam at the seam. etc. 5b.
- the liquid enters the garment 1 through the first route, which is the seam or fusion portion on the side of the laminated nonwoven fabric 2 located above the two overlapping parts of the laminated nonwoven fabric, that is, the outermost side of the garment 1.
- a second route there is a route that enters from the seam or fusion part of the interface between two overlapping parts of the laminated nonwoven fabric.
- the tape member 4 covers the seam portion 5b, thereby suppressing liquid from entering the inside of the garment 1 from the above-mentioned path.
- Embodiment 2 of the garment of the present invention may be similar to Embodiment 1 except for the above-mentioned differences.
- the water pressure resistance of the laminated nonwoven fabric 2 and the joint 3 was measured based on the JIS L1092-2009 low water pressure resistance method by applying water pressure to the test piece at a pressure increase rate of 60 cm/min, and when 3 water droplets came out. The water pressure at that point was measured, and the average value of three measurements was used. The unit was mmH2O .
- Ratio of water pressure resistance The ratio of the water pressure resistance (A) of the laminated nonwoven fabric measured in the previous section to the water pressure resistance (B) of the joint section is calculated using the following formula (water pressure resistance (B) ⁇ water pressure resistance (A)). , values up to two decimal places.
- the content of antistatic agent in the first outermost layer 2a of the laminated nonwoven fabric and the content of the antistatic agent in the second outermost layer 2b of the laminated nonwoven fabric are determined by the following procedure. , were calculated for each stratum.
- layers other than the first outermost layer 2a of the laminated nonwoven fabric are removed using No. 1000 sandpaper, and the first outermost layer 2a of the obtained laminated nonwoven fabric is cut out to a size of 15 cm x 15 cm.
- the weight of the first outermost layer 2a of the laminated nonwoven fabric was measured to the fifth decimal place in g.
- the weighed first outermost layer 2a of the laminated nonwoven fabric was put into a beaker containing 100 ml of methanol, and extracted using ultrasonic waves for 10 minutes.
- the extract obtained by ultrasonic cleaning was dried at 40°C, concentrated to 1 ml, and then filtered with a 0.45 ⁇ m PTFE disc filter.
- the antistatic agent used was identified from the obtained results, and the area of each peak corresponding to the identified antistatic agent was calculated.
- the same composition as the antistatic agent identified from the first outermost layer 2a of the laminated nonwoven fabric was newly prepared, and diluted 10 times and 100 times with methanol, respectively.
- a diluted solution and a 1000-fold diluted solution were prepared and measured in the same manner as the extraction filtrate.
- the peak area corresponding to the identified antistatic agent was calculated, and a calibration curve was created between the amount of the identified antistatic agent and the obtained peak area.
- the obtained peak area was compared with a calibration curve, and the amount of antistatic agent adhering to the first outermost layer 2a of the laminated nonwoven fabric was calculated.
- the decimal of the value obtained by dividing the amount of antistatic agent attached to the first outermost layer 2a of the laminated nonwoven fabric by the weight of the first outermost layer 2a of the laminated nonwoven fabric measured in advance The second place was rounded off, and this was taken as the content of the antistatic agent in the first outermost layer 2a of the laminated nonwoven fabric.
- the unit was mass %.
- the content of the antistatic agent was calculated in the same manner as described above.
- the surface electrical resistance of the antistatic dust protection fabric is measured using the first outermost layer 2a of the laminated nonwoven fabric as the measurement surface, based on EN1149-1-2006, and the surface electrical resistance value obtained with a test piece of 12 cm x 12 cm in size. was used. The unit was ⁇ .
- Thickness of the adhesive resin layer of the tape member The thickness of the adhesive resin layer 4b of the tape member is determined by cutting out a cross section of the tape member 4, depositing a platinum-palladium alloy on the cross section, and using a scanning electron microscope (SEM). (Model S-4000 manufactured by Hitachi, Ltd.) to measure the overall thickness of the tape member 4, then measure the thickness of the base material layer 4a of the tape member, and The thickness of the base material layer was subtracted from the thickness, and this was defined as the thickness of the adhesive resin layer 4b of the tape member. The unit was ⁇ m.
- SEM scanning electron microscope
- Air Permeability The air permeability of the laminated nonwoven fabric 2 was measured based on the JIS L1913-2010 Frazier method, and was determined as the amount of air passing through a test piece with a size of 15 cm x 15 cm. The average value of the three measurements of the amount of air passing through was used. The unit was cm 3 /cm 2 /sec, valid to the first decimal place.
- Example 1 The garments shown in Figures 1 and 4-7, i.e. As the structure of the laminated nonwoven fabric 2, a polypropylene spunbond nonwoven fabric with a basis weight of 45 g/m 2 is used, and as the antistatic agent 7, a mangle treatment is performed using a solution of an anionic antistatic agent mixed with pure water. The coating amount was adjusted to 0.135 g/m 2 and coating was performed so that the antistatic agent content was 0.3% by mass. The polypropylene spunbond nonwoven fabric after the mangling treatment was dried at 135° C. for 1 minute using a pin tenter, and this was used as the outermost layer 2a of the laminated nonwoven fabric 2.
- the coating amount of the antistatic agent 7 was set to 0g/ m2 , so that the content of the antistatic agent was 0% by mass, and this was applied to the laminated nonwoven fabric. 2, the second outermost layer 2b.
- a polypropylene melt-blown nonwoven fabric 6c having an average fiber diameter of 1.6 ⁇ m and a basis weight of 15 g/m 2 was used as the intermediate layer of the laminated nonwoven fabric 2.
- the first outermost layer 2a, middle layer, and second outermost layer 2b of the obtained laminated nonwoven fabric were laminated in this order, and laminated using an embossing device at a temperature of 120° C., a pressure of 60 kg/m 2 , and a speed of 10 m/min. This was integrated to obtain a laminated nonwoven fabric 2.
- a polyolefin thermoplastic hot melt resin that is, a resin mainly composed of a polyolefin resin having hot melt adhesive properties and a melting point temperature of 85° C. was used.
- Adhesive resin that was separated from the release paper after being discharged and stretched in a sheet form on a release paper using an extrusion method so that the stress was 3.4 MPa and the breaking strength was 26.7 MPa at a film thickness of 150 ⁇ m and an elongation of 50%.
- This layer was obtained as the adhesive resin layer 4b of the tape member 4.
- a film was obtained which was discharged and stretched into a sheet shape so as to have a strength of 26 MPa.
- An adhesive resin layer 4b was laminated on the base material layer 4a of the obtained tape member 4, thereby obtaining a tape member 4 consisting of the base material layer 4a and the adhesive resin layer 4b.
- the tape member 4 was slit-molded so that the width, that is, the dimension between the ends 4c in the short side direction, was 22 mm.
- the laminated nonwoven fabric 2 was cut into the shapes of clothing parts shown in FIGS. 6 and 7, and the cut parts were sewn together using a sewing machine to form a seam allowance 5 consisting of a sewn portion 5b and a laminated portion 5a.
- the seam allowance 5 was exposed in the inside of the garment 1.
- the tape member 4 is placed inside the garment, the seam allowance 5 is covered with the adhesive resin layer 4b of the tape member 4, and the roller part is heated at a temperature of 90° C. and a pressure of 0.4 MPa using a hot air heating type heat sealer. Adhesion processing was performed at a speed of 2 m/min.
- Both ends 4c of the tape member 4 in the short side direction are fixed in contact with the second outermost layer 2b of the laminated nonwoven fabric 2, and the tape member 4 extends along the longitudinal direction of the seam allowance 5, and has a rectangular shape.
- a joint 3 having a tape member 4 was formed to obtain a garment 1.
- a thickness of 4d was measured for each.
- Example 2 In the garment of Example 1, by setting the coating amount of the antistatic agent 7 in the first outermost layer 2a of the laminated nonwoven fabric 2 to 0.135 g/m2, the content of the antistatic agent was 0.3% by mass. By setting the coating amount of the antistatic agent 7 in the second outermost layer 2b of the laminated nonwoven fabric 2 to 0 g/m 2 , the content of the antistatic agent was set to 0% by mass. The thickness of the adhesive resin layer 4b of the tape member 4 was 40 ⁇ m. Next, the laminated nonwoven fabric 2 was cut into the shapes of clothing parts shown in FIGS. 6 and 7, and the cut parts were fused together using an ultrasonic welding machine to form the fused portion 5b shown in FIG. 2.
- the tape member 4 was placed inside the garment, the fused portion 5b was covered with the adhesive resin layer 4b of the tape member 4, and the same adhesive process as in Example 1 was performed. Both ends 4c of the tape member 4 in the short side direction are fixed in contact with the second outermost layer 2b of the laminated nonwoven fabric 2, and the tape member 4 extends along the longitudinal direction of the fused portion 5b and has a rectangular shape.
- a garment 1 was obtained by forming a joint 3 having a tape member 4 of .
- the surfaces horizontal in the thickness direction at the two end parts of the two laminated nonwoven fabrics faced each other in the fused part.
- Clothing 1 was obtained under the same conditions as in Example 1 except for the configuration of the laminated nonwoven fabric 2, joint portion 3, and tape member 4. Table 3 shows each numerical value and evaluation result.
- Example 3 In the garment of Example 1, by setting the basis weight of the first outermost layer 2a of the laminated nonwoven fabric 2 to 25 g/m 2 and the coating amount of the antistatic agent 7 to 0.05 g/m 2 , the content of the antistatic agent was reduced.
- the content of the antistatic agent is 0.2% by mass
- the basis weight of the second outermost layer 2b of the laminated nonwoven fabric 2 is 10 g/m 2
- the coating amount of the antistatic agent 7 is 0 g/m 2 .
- the amount was set to 0% by mass.
- the base material layer 4a is made of polyester taffeta fabric, that is, polyester filament yarn of 33 dtex-26f is used for both the warp yarn fiber and the weft yarn fiber, the warp yarn density is 207 pieces/inch, and the weft yarn is After weaving a plain woven fabric with a density of 147 pieces/inch, a polyester fabric was used, which was subjected to relaxation scouring and circular dyeing at 130°C, and after drying, was calendered at 180°C on the top and 60°C on the bottom.
- the thickness of the adhesive resin layer 4b of the tape member 4 was 40 ⁇ m. Clothing 1 was obtained under the same conditions as in Example 1 except for the configurations of the laminated nonwoven fabric 2 and tape member 4. Table 3 shows each numerical value and evaluation result.
- Example 4 In the garment of Example 1, by setting the basis weight of the first outermost layer 2a of the laminated nonwoven fabric 2 to 55 g/m 2 and the coating amount of the antistatic agent 7 to 0.0825 g/m 2 , the antistatic agent was contained. The content of the antistatic agent is 0.15% by mass, the basis weight of the second outermost layer 2b of the laminated nonwoven fabric 2 is 35 g/m 2 , and the coating amount of the antistatic agent 7 is 0 g/m 2 . The amount was set to 0% by mass. In the structure of the tape member 4, a polypropylene film was used for the base layer 4a. The thickness of the adhesive resin layer 4b of the tape member 4 was 150 ⁇ m. Clothing 1 was obtained under the same conditions as in Example 1 except for the configurations of the laminated nonwoven fabric 2 and tape member 4. Table 3 shows each numerical value and evaluation result.
- Example 5 In the garment of Example 1, the basis weight of the first outermost layer 2a of the laminated nonwoven fabric 2 is 18 g/m 2 , and the coating amount of the antistatic agent 7 is 0.081 g/m 2 , so that the antistatic agent is contained. The content of the antistatic agent is 0.45% by mass, the basis weight of the second outermost layer 2b of the laminated nonwoven fabric 2 is 4 g/m 2 , and the coating amount of the antistatic agent 7 is 0 g/m 2 . The amount was set to 0% by mass. In the structure of the tape member 4, a polypropylene film was used for the base layer 4a. The thickness of the adhesive resin layer 4b of the tape member 4 was 9 ⁇ m.
- Clothing 1 was obtained under the same conditions as in Example 1 except for the configuration of the laminated nonwoven fabric 2 and tape member 4.
- Table 3 shows each numerical value and evaluation result.
- Example 6 In the garment of Example 1, by setting the basis weight of the first outermost layer 2a of the laminated nonwoven fabric 2 to 55 g/m 2 and the coating amount of the antistatic agent 7 to 0.0825 g/m 2 , the antistatic agent was contained.
- the content of the antistatic agent is 0.15% by mass
- the basis weight of the second outermost layer 2b of the laminated nonwoven fabric 2 is 4 g/m 2
- the coating amount of the antistatic agent 7 is 0 g/m 2 .
- the amount was set to 0% by mass.
- a polyethylene microporous film was used as the intermediate layer of the laminated nonwoven fabric 2, that is, a thickness of 14 ⁇ m, a melting point of 137° C., a microporous pore diameter of 32 ⁇ m, a moisture permeability of 380 g/m 2 h, a tensile strength (vertical) of 40 N/50 mm, and a tensile strength (horizontal). ) 40 N/50 mm, tensile elongation (vertical) 10%, tensile elongation (horizontal) 8%, water pressure resistance 65 kPa, and puncture strength 370 N/mm.
- the thickness of the adhesive resin layer 4b of the tape member 4 was 250 ⁇ m. Clothing 1 was obtained under the same conditions as in Example 1 except for the configurations of the laminated nonwoven fabric 2 and tape member 4. Table 4 shows each numerical value and evaluation result.
- Example 2 In the clothing of Example 1, by setting the coating amount of the antistatic agent 7 in the first outermost layer 2a of the laminated nonwoven fabric 2 to 0.0045 g/m2, the content of the antistatic agent was 0.01 mass. %, and the coating amount of the antistatic agent 7 in the second outermost layer 2b of the laminated nonwoven fabric 2 was 0.075 g/m 2 , so that the content of the antistatic agent was 0.3% by mass.
- Clothes 1 were obtained under the same conditions as in Example 1 except for the configuration of the laminated nonwoven fabric 2. Table 4 shows each numerical value and evaluation result.
- Example 3 In the clothing of Example 1, by setting the coating amount of the antistatic agent 7 in the first outermost layer 2a of the laminated nonwoven fabric 2 to 0.0045 g/m2, the content of the antistatic agent was 0.01 mass. %, and the coating amount of the antistatic agent 7 in the second outermost layer 2b of the laminated nonwoven fabric 2 was 0.075 g/m 2 , so that the content of the antistatic agent was 0.3% by mass.
- the joint part 3 did not include the tape member 4, but was formed by sewing parts cut from the laminated nonwoven fabric 2 together by sewing with a sewing machine, and only having a seam allowance 5 consisting of a seam part 5b and a laminated part 5a. Clothes 1 were obtained under the same conditions as in Example 1, except for the configuration of the laminated nonwoven fabric 2 and the joint portion 3, and the configuration in which the tape member 4 was not used. Table 4 shows each numerical value and evaluation result.
- Comparative example 4 In the clothing of Comparative Example 3, the laminated nonwoven fabric 2 was replaced with a single layer nonwoven fabric, that is, the basis weight was 45 g/m 2 , and the amount of antistatic agent 7 applied was 0.0045 g/m 2 , so that the amount of antistatic agent 7 was 0.0045 g/m 2 .
- Garment 1 was obtained using a spunbond nonwoven fabric with a content of 0.01% by mass and under the same conditions as Comparative Example 3 except for the above configuration. Table 4 shows each numerical value and evaluation result.
- the content of the antistatic agent 7 in the first outermost layer 2a and the second outermost layer 2b of the laminated nonwoven fabric 2 is in a preferable range, and the arrangement of each layer in the clothes is
- the joint part 3 in a preferred embodiment and setting the water pressure resistance of the laminated nonwoven fabric 2 and the ratio of the water pressure resistance of the laminated nonwoven fabric 2 and the joint part 3 to a preferable range, a garment with excellent dust protection and liquid protection was obtained.
- the clothes of Examples 1 to 4 had better liquid protection properties at the joints by setting the configuration of the tape member 4 and the thickness 4d of the adhesive resin layer 4b within preferable ranges.
- the clothes of Examples 1 to 3 had breathability in addition to dust protection and liquid protection by setting the nonwoven fabric structure and basis weight of each layer of the laminated nonwoven fabric 2 to a preferable range.
- the seam allowance 5 and tape member 4 of the joint 3 are arranged on the first outermost layer 2a of the laminated nonwoven fabric 2 having a high content of antistatic agent, that is, on the outside of the garment 1. This resulted in clothing with inferior liquid protection properties.
- the content of the antistatic agent 7 in the first outermost layer 2a and the second outermost layer 2b of the laminated nonwoven fabric 2 and the water pressure resistance ratio of the joint part 3 and the laminated nonwoven fabric 2 are set to be preferable.
- the range By setting the range to be different from the above range, the garment had poor dust protection and liquid protection at joints.
- the garment of Comparative Example 3 was further modified in such a manner that no tape member was used in the joint 3, resulting in a garment that was inferior in dust protection and liquid protection at the joint.
- the clothing of Comparative Example 4 was further improved by using a single layer nonwoven fabric instead of the laminated nonwoven fabric 2 and not using a tape member, thereby improving dust protection, liquid protection of the laminated nonwoven fabric, and liquid protection of the joints. Clothes became inferior to both genders. That is, the more the requirements of the invention were satisfied, the more excellent the clothing of the present invention was.
- the present invention can be used as clothing with dust protection and liquid protection.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/846,333 US20250204627A1 (en) | 2022-03-29 | 2023-03-23 | Cloth |
| JP2023518993A JP7420316B1 (ja) | 2022-03-29 | 2023-03-23 | 衣服 |
| EP23780032.1A EP4502259A4 (en) | 2022-03-29 | 2023-03-23 | GARMENT |
| CN202380023494.2A CN118871003A (zh) | 2022-03-29 | 2023-03-23 | 衣服 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-053117 | 2022-03-29 | ||
| JP2022053117 | 2022-03-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023190021A1 true WO2023190021A1 (ja) | 2023-10-05 |
Family
ID=88202029
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/011471 Ceased WO2023190021A1 (ja) | 2022-03-29 | 2023-03-23 | 衣服 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250204627A1 (https=) |
| EP (1) | EP4502259A4 (https=) |
| JP (1) | JP7420316B1 (https=) |
| CN (1) | CN118871003A (https=) |
| WO (1) | WO2023190021A1 (https=) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000096453A (ja) * | 1998-09-29 | 2000-04-04 | Unitika Ltd | 透湿防水ラミネート布帛の製造方法 |
| WO2007034837A1 (ja) | 2005-09-20 | 2007-03-29 | Japan Gore-Tex Inc. | 目止めテープおよびこれを用いた繊維製品 |
| JP2009183849A (ja) | 2008-02-05 | 2009-08-20 | Osaka Prefecture | 廃棄物被覆用のキャッピングシートおよびその製造方法 |
| JP2013047397A (ja) | 2011-08-28 | 2013-03-07 | Unitika Trading Co Ltd | 医療用外衣 |
| JP2014009954A (ja) | 2012-06-27 | 2014-01-20 | Osao Makino | レインコート |
| JP2015168889A (ja) | 2014-03-05 | 2015-09-28 | エイブル山内株式会社 | 防護服 |
| WO2016006418A1 (ja) | 2014-07-07 | 2016-01-14 | 日本ゴア株式会社 | 目止め用バイアステープ及びその製造方法、並びに、該目止め用バイアステープを用いた繊維製品 |
| JP2017186695A (ja) | 2016-04-05 | 2017-10-12 | グンゼ株式会社 | 衣類 |
| WO2020250565A1 (ja) * | 2019-06-13 | 2020-12-17 | 東レ株式会社 | 防護服 |
-
2023
- 2023-03-23 JP JP2023518993A patent/JP7420316B1/ja active Active
- 2023-03-23 EP EP23780032.1A patent/EP4502259A4/en active Pending
- 2023-03-23 CN CN202380023494.2A patent/CN118871003A/zh active Pending
- 2023-03-23 WO PCT/JP2023/011471 patent/WO2023190021A1/ja not_active Ceased
- 2023-03-23 US US18/846,333 patent/US20250204627A1/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000096453A (ja) * | 1998-09-29 | 2000-04-04 | Unitika Ltd | 透湿防水ラミネート布帛の製造方法 |
| WO2007034837A1 (ja) | 2005-09-20 | 2007-03-29 | Japan Gore-Tex Inc. | 目止めテープおよびこれを用いた繊維製品 |
| JP2009183849A (ja) | 2008-02-05 | 2009-08-20 | Osaka Prefecture | 廃棄物被覆用のキャッピングシートおよびその製造方法 |
| JP2013047397A (ja) | 2011-08-28 | 2013-03-07 | Unitika Trading Co Ltd | 医療用外衣 |
| JP2014009954A (ja) | 2012-06-27 | 2014-01-20 | Osao Makino | レインコート |
| JP2015168889A (ja) | 2014-03-05 | 2015-09-28 | エイブル山内株式会社 | 防護服 |
| WO2016006418A1 (ja) | 2014-07-07 | 2016-01-14 | 日本ゴア株式会社 | 目止め用バイアステープ及びその製造方法、並びに、該目止め用バイアステープを用いた繊維製品 |
| JP2017186695A (ja) | 2016-04-05 | 2017-10-12 | グンゼ株式会社 | 衣類 |
| WO2020250565A1 (ja) * | 2019-06-13 | 2020-12-17 | 東レ株式会社 | 防護服 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4502259A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4502259A1 (en) | 2025-02-05 |
| US20250204627A1 (en) | 2025-06-26 |
| JPWO2023190021A1 (https=) | 2023-10-05 |
| CN118871003A (zh) | 2024-10-29 |
| EP4502259A4 (en) | 2026-03-18 |
| JP7420316B1 (ja) | 2024-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100508805C (zh) | 焊接微缝 | |
| JP3547138B2 (ja) | 防水加工布の改良された接合構造 | |
| US6716778B1 (en) | Seam joining a waterproof laminate with textile layer made of multi-component yarns | |
| CN106103074B (zh) | 服装及其它织物产品的制造方法 | |
| CN101268162B (zh) | 填缝带及使用该填缝带的纤维制品 | |
| JP5122819B2 (ja) | 保護衣料のための防液性シーム | |
| JP4842803B2 (ja) | シーム | |
| JP2007314927A (ja) | テープ無し継ぎ目を有する防水呼吸性衣服 | |
| JPWO1996016220A1 (ja) | 防水加工布の改良された接合構造 | |
| JP2011511887A (ja) | 複合布 | |
| US20170326485A1 (en) | Protective clothing | |
| JP2013129940A (ja) | 溶着加工縫製品 | |
| WO1999016620A1 (en) | Seam joining a waterproof laminate with textile layer made of multi-component yarns | |
| JPWO2017119355A1 (ja) | 防護服 | |
| JP7420316B1 (ja) | 衣服 | |
| JP2000051553A (ja) | 防水加工布の接合方法 | |
| WO2016006418A1 (ja) | 目止め用バイアステープ及びその製造方法、並びに、該目止め用バイアステープを用いた繊維製品 | |
| JP2023550559A (ja) | 防水通気性生地 | |
| KR20230008095A (ko) | 심 테이프 및 관련 방법 및 제품 | |
| KR102431765B1 (ko) | 투습방수성 의류의 일괄 제조방법 및 그 방법에 의해 제조된 투습방수성 의류 | |
| CN111655918B (zh) | 熔粘用布帛及包括该熔粘用布帛的层叠体 | |
| JPH0411642B2 (https=) | ||
| HK1122591A (en) | Sealing tape and fiber product making use of the same | |
| HK1122591B (en) | Sealing tape and fiber product making use of the same | |
| HK1019720B (en) | An improved joining structure for waterproof fabric |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023518993 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23780032 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380023494.2 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18846333 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023780032 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023780032 Country of ref document: EP Effective date: 20241029 |
|
| WWP | Wipo information: published in national office |
Ref document number: 18846333 Country of ref document: US |