WO2023140239A1 - 冷延鋼板及びその製造方法 - Google Patents
冷延鋼板及びその製造方法 Download PDFInfo
- Publication number
- WO2023140239A1 WO2023140239A1 PCT/JP2023/001127 JP2023001127W WO2023140239A1 WO 2023140239 A1 WO2023140239 A1 WO 2023140239A1 JP 2023001127 W JP2023001127 W JP 2023001127W WO 2023140239 A1 WO2023140239 A1 WO 2023140239A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cold
- steel sheet
- rolled steel
- less
- crystal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
Definitions
- the present invention relates to a cold-rolled steel sheet and a method for manufacturing the same.
- the cold-rolled steel sheets used for the exterior panels of automobiles are required to have excellent workability.
- Japanese Patent Laid-Open No. 10-287928 discloses a method for manufacturing a cold-rolled steel sheet for deep drawing, in which when a cold-rolled steel sheet is continuously annealed, the average heating rate is set to 5 to 30°C/sec to a predetermined temperature of 650 to 750°C, the temperature is continuously raised to a predetermined temperature of 750 to 910°C at an average heating rate of 60 to 500°C/sec using a rapid heating device, and then the average cooling rate to 750°C is set to 50°C/sec or less. is disclosed.
- Patent No. 6631762 discloses that the steel has a predetermined chemical composition and a steel structure in which the average aspect ratio of ferrite grains is 2.0 or less, and the r value is the average value of r ave is the absolute value of the in-plane anisotropy of the r value of 1.20 or more,
- the publication also describes that the cold-rolled steel sheet obtained in the cold-rolling process is heated in a continuous annealing facility equipped with a preheating zone, a heating zone, a soaking zone, and a cooling zone within the range of 350 to 650°C at an average heating rate of 35°C/second or more, soaked at a soaking temperature of 700 to 900°C and a soaking time of 1 to 200 seconds, and at the soaking temperature, bending and unbending are performed four times or more in total with rolls having a radius of 100 mm or more.
- a method for manufacturing cold-rolled steel is disclosed.
- Japanese Patent No. 2660639 discloses a method for producing an alloyed hot-dip galvanized cold-rolled steel sheet with excellent deep drawability, in which cold rolling is performed by a conventional method, followed by recrystallization annealing at a heating rate of 300°C/sec or more, heating to a temperature range of 750 to 950°C, cooling without holding, immediately hot-dip galvanizing, further alloying treatment, cooling, and temper rolling.
- Japanese Patent Application Laid-Open No. 7-97635 discloses an efficient method for manufacturing cold-rolled steel sheets, in which when coils having different set materials, cross-sectional shapes, etc. are welded and continuously annealed, an induction or electric heating device is installed in a part of the continuous annealing furnace that heats by radiant heat, and the annealing temperature is partially raised at a heating rate of 100°C/second or more, thereby changing the temperature to a predetermined annealing temperature in a short time.
- JP-A-10-287928 Japanese Patent No. 6631762 Japanese Patent No. 2660639 JP-A-7-97635
- An object of the present invention is to provide a cold-rolled steel sheet with excellent workability.
- the cold-rolled steel sheet according to one embodiment of the present invention has a chemical composition, in mass%, of C: 0.0050% or less, Si: 1.00% or less, Mn: 0.01 to 2.00%, P: 0.100% or less, S: 0.020% or less, Al: 0.010 to 0.100%, N: 0.0100% or less, V: 0 to 0.50%, Mo: 0 to 0.20%, W: 0 to 0.20%, B: 0 to 0.0050%, Ca: 0 to 0.0100%, Mg: 0 to 0.0100%, and REM: 0 to 0.0100%, and at least one of Ti and Nb so as to satisfy the following formula (1), the balance being Fe and impurities, the metal structure having a ferrite volume fraction of 95% or more, and the ferrite having an average grain size of 25 ⁇ m.
- the mean-r represented by the following formula (2) is 1.8 or more
- the absolute value of ⁇ r represented by the following formula (3) is 0.4 or less
- the crystal orientation [1 1 1] is within 15° from the normal direction of the sheet surface
- the crystal grain area ratio of [0 1 -1] is within 15° from the rolling direction is 20% or more
- the crystal orientation [1 1 1] is the direction of the sheet surface.
- the area ratio of crystal grains within 15° from the line direction and [1 1 ⁇ 2] within 15° from the rolling direction is 20% or more.
- a manufacturing method is a method for manufacturing the above-described cold-rolled steel sheet, comprising the steps of: cold-rolling the steel sheet so that the thickness reduction rate is 30 to 80%; heating the cold-rolled steel sheet to a holding temperature of 750 to 900°C; holding the heated steel sheet at the holding temperature for 40 seconds or more; The average heating rate in the temperature range from 720° C. to the holding temperature is 100° C./sec or more.
- FIG. 1 is a diagram schematically showing the relationship between the outer shape and structure of a cold-rolled steel sheet.
- FIG. 2 is a diagram schematically showing various crystal orientations rotated around the [1 1 1] axis while satisfying the relationship [1 1 1]//ND.
- FIG. 3 is a diagram schematically showing a structure in which the ratio of crystal grains having a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains having a crystal orientation of (1 1 1) [1 1 - 2] is 50:50.
- FIG. 4 is a diagram schematically showing a structure in which the ratio of crystal grains having a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains having a crystal orientation of (1 1 1) [1 1 - 2] is 30:70.
- FIG. 1 is a diagram schematically showing the relationship between the outer shape and structure of a cold-rolled steel sheet.
- FIG. 2 is a diagram schematically showing various crystal orientations rotated around the [1 1 1] axis while satisfying the relationship [
- FIG. 5 is a flow diagram showing a method for manufacturing a cold-rolled steel sheet according to one embodiment of the present invention.
- FIG. 6 is a diagram schematically showing the generation of crystal grains in the heating process.
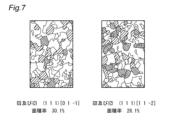
- FIG. 7 is an example of analysis by EBSD, in which the ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains with a crystal orientation of (1 1 1) [1 1 - 2] is approximately the same.
- FIG. 8 is an example of analysis by EBSD, in which there is an imbalance in the ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains with a crystal orientation of (1 1 1) [1 1 - 2].
- the present inventor conducted various studies on the workability of cold-rolled steel sheets, particularly deep drawability, and obtained the following findings.
- the average grain size of ferrite in steel with a given chemical composition By increasing the average grain size of ferrite in steel with a given chemical composition, deep drawability is improved. More specifically, by increasing the average crystal grain size of ferrite, the average r-value can be increased and the in-plane anisotropy of the r-value can be reduced.
- the crystal orientation [1 1 1] is parallel to the normal direction (ND) of the plate surface (that is, the ⁇ 1 1 1 ⁇ plane is parallel to the plate surface), the higher the r value.
- the crystal orientation since the crystal orientation has a three-dimensional degree of freedom, the crystal orientation can take various orientations even after satisfying the relationship [1 1 1]//ND. Specifically, even after one axis of the cube is determined, it can have various crystal orientations rotated around that axis. Usually, among various crystal orientations rotated around the [1 1 1] axis, grains of a specific crystal orientation develop preferentially.
- the temperature range from 500°C to 600°C is gradually heated, the temperature range from 720°C to the holding temperature is rapidly heated, and the steel is cooled after being held at the holding temperature for a predetermined time.
- the average grain size of ferrite is 25 ⁇ m or more, and a structure having crystal grains of various crystal orientations rotated around the [1 1 1] axis while satisfying the relationship of [1 1 1]//ND is obtained.
- a cold-rolled steel sheet according to one embodiment of the present invention has a chemical composition described below.
- "%" of element content means % by mass.
- C 0.0050% or less Carbon (C) forms a solid solution in steel and reduces the formability of steel. C also has a detrimental effect on crystallographic orientation control and lowers the r-value. Therefore, the C content is 0.0050% or less.
- the upper limit of the C content is preferably 0.0040%, more preferably 0.0035%. From the viewpoint of performance, the lower the C content is, the more preferable it is, but an excessive reduction increases the production cost.
- the lower limit of the C content is preferably 0.0005%, more preferably 0.0010%.
- Si 1.00% or less Silicon (Si) dissolves in steel and lowers the formability of steel. Si also reduces the weldability of steel. Therefore, the Si content is 1.00% or less.
- the upper limit of the Si content is preferably 0.50%, more preferably 0.35%.
- the lower limit of Si content is preferably 0.01%.
- Mn 0.01-2.00%
- Manganese (Mn) forms a solid solution in steel and reduces the formability of steel.
- the Mn content is 0.01-2.00%.
- the lower limit of Mn content is preferably 0.05%.
- the upper limit of the Mn content is preferably 1.50%, more preferably 1.00%, still more preferably 0.80%.
- Phosphorus (P) is an impurity. P segregates at grain boundaries and lowers the formability of steel. Therefore, the P content is 0.100% or less.
- the P content is preferably 0.050% or less, more preferably 0.030% or less.
- S 0.020% or less Sulfur (S) is an impurity. S lowers the hot workability of steel. Therefore, the S content is 0.020% or less.
- the S content is preferably 0.015% or less, more preferably 0.010% or less.
- Al 0.010-0.100%
- Aluminum (Al) is contained as a deoxidizing agent. On the other hand, if the Al content is too high, inclusions are formed and the formability of the steel deteriorates. Therefore, the Al content is 0.010-0.100%.
- the lower limit of the Al content is preferably 0.015%, more preferably 0.020%.
- the upper limit of the Al content is preferably 0.080%, more preferably 0.060%.
- N 0.0100% or less Nitrogen (N) forms a solid solution in steel and lowers the formability of steel. Therefore, the N content is 0.0100% or less.
- the upper limit of the N content is preferably 0.0060%, more preferably 0.0040%. From the viewpoint of performance, the lower the N content is, the more preferable it is, but an excessive reduction increases the production cost.
- the lower limit of the N content is preferably 0.0005%, more preferably 0.0010%.
- At least one of Ti and Nb an amount that satisfies the following formula (1) 0.8 ⁇ (C/12+N/14) ⁇ Ti/48+Nb/93+0.0001 (1)
- Ti and Nb are contained in amounts corresponding to the contents of C and N.
- at least one of Ti and Nb is contained in an amount that satisfies the above formula (1).
- the content of the corresponding element is substituted for the symbol of the element in formula (1) in mass%.
- the upper limit of the total content of Ti and Nb is preferably 0.080%, more preferably 0.060%.
- the chemical composition of the cold-rolled steel sheet according to this embodiment may contain V, Mo, W, B, Ca, Mg, and REM. All of these elements are selective elements. That is, the chemical composition of the cold-rolled steel sheet according to this embodiment may not contain some or all of V, Mo, W, B, Ca, Mg, and REM.
- V 0-0.50% Vanadium (V), like Ti and Nb, fixes C and N in the steel and improves the formability of the steel. This effect can be obtained if even a small amount of V is contained. On the other hand, if the V content becomes excessive, the steel becomes hard and the formability deteriorates. Therefore, the V content is 0 to 0.50%.
- the lower limit of the V content is preferably 0.01%, more preferably 0.03%, still more preferably 0.05%.
- the upper limit of the V content is preferably 0.40%, more preferably 0.30%.
- Mo 0-0.20%
- W 0-0.20% Molybdenum (Mo) and tungsten (W) both improve the corrosion resistance of steel. This effect can be obtained if Mo and W are contained even in small amounts. On the other hand, when the Mo and W contents are excessive, the steel hardens and the formability deteriorates. Therefore, the content of each of Mo and W is 0-0.20%.
- the lower limits of both Mo and W contents are preferably 0.01%, more preferably 0.03%, and still more preferably 0.05%.
- the upper limits for both Mo and W contents are preferably 0.18%.
- B 0 to 0.0050% Boron (B) strengthens grain boundaries and improves formability of steel. This effect can be obtained if even a small amount of B is contained. On the other hand, when the B content becomes excessive, the steel becomes hard and the formability deteriorates. Therefore, the B content is 0 to 0.0050%.
- the lower limit of the B content is preferably 0.0003%.
- the upper limit of the B content is preferably 0.0040%, more preferably 0.0030%.
- the remainder of the chemical composition of the cold-rolled steel sheet according to this embodiment is Fe and impurities.
- impurities refers to elements mixed in from ores and scraps used as raw materials for steel, or elements mixed in from the environment during the manufacturing process. Impurities include, but are not limited to, Cu, Ni, Cr, O, and the like.
- the metal structure of the cold-rolled steel sheet according to the present embodiment is mainly composed of ferrite, and its volume fraction is 95% or more.
- the volume fraction of ferrite is preferably 98% or more.
- the average grain size of ferrite is 25 ⁇ m or more.
- the average grain size of ferrite is preferably 26 ⁇ m or more, more preferably 30 ⁇ m or more.
- the area ratio of the crystal grains whose crystal orientation [1 1 1] is within 15° from the normal direction of the sheet surface and [0 1 -1] is within 15° from the rolling direction is 20% or more, and the crystal orientation [1 1 1] is within 15° from the normal direction of the sheet surface and [1 1 -2] is within 15° from the rolling direction. 0% or more.
- Fig. 1 is a diagram schematically showing the relationship between the outer shape and structure of a cold-rolled steel sheet.
- ND normal direction
- FIG. 2 is a diagram schematically showing various crystal orientations rotated around the [1 1 1] axis while satisfying the relationship [1 1 1]//ND.
- grains of a specific crystal orientation develop preferentially.
- the area ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and the area ratio of crystal grains with a crystal orientation of (1 1 1) [1 1 - 2] are used as indicators of whether or not the ratio of such crystal grains is uniform.
- the crystal orientation parallel to the normal direction (ND) of the sheet surface is expressed as (hkl)
- the crystal orientation parallel to the rolling direction (RD) is expressed as [uvw].
- FIG. 3 shows a case where the ratio of crystal grains with a crystal orientation of (111)[01-1] and crystal grains with a crystal orientation of (111)[11-2] is 50:50, and FIG. 4 shows a case where this ratio is 30:70.
- the conditions are the same regardless of the direction in which the steel plate is deformed, so the in-plane anisotropy of the r-value is smaller than in the structure of FIG.
- the average r-value mean-r represented by the following formula (2) is 1.8 or more, and the absolute value of the in-plane anisotropy ⁇ r of the r-value represented by the following formula (3) is 0.4 or less.
- mean ⁇ r (R L +2 ⁇ R D +R C )/4 (2)
- ⁇ r (R L ⁇ 2 ⁇ R D +R C )/2
- R L , R D , and R C in equations (2) and (3) are the r values in the direction parallel to the rolling direction, the direction 45° from the rolling direction, and the direction 90° from the rolling direction, respectively.
- the r-value (Lankford's r-value) is a general index of the workability of thin plates, and materials with a high r-value are excellent in deep drawability.
- the method of measuring the r value is as follows.
- the direction parallel to the rolling direction of the cold-rolled steel sheet (L direction), the direction 45° from the rolling direction (D direction), and the direction 90° from the rolling direction (C direction, that is, the width direction) are taken as longitudinal directions.
- r -ln(w/W)/(ln(l/L)+ln(w/W))
- the r-values measured on the specimens in the L, D, and C directions are R L , R D , and R C , respectively.
- the average r-value (mean-r) is preferably 1.9 or more, more preferably 2.0 or more.
- the absolute value of the in-plane anisotropy ⁇ r of the r-value is preferably 0.35 or less, more preferably 0.30 or less.
- the cold-rolled steel sheet according to this embodiment preferably has a tensile strength of 270-340 MPa.
- the upper limit of tensile strength is more preferably 300 MPa.
- the cold-rolled steel sheet according to this embodiment preferably has a uniform elongation of 30% or more and a breaking elongation of 50% or more.
- FIG. 5 is a flow diagram showing a method for manufacturing a cold-rolled steel sheet according to one embodiment of the present invention.
- This manufacturing method includes a step of preparing a hot-rolled steel sheet (step S1), a process of pickling the hot-rolled steel sheet (step S2), a process of cold-rolling the pickled steel sheet (step S3), and a process of annealing the cold-rolled steel sheet (step S4).
- a hot-rolled steel sheet is prepared (step S1).
- a hot-rolled steel sheet can be produced, for example, by hot-rolling a slab having the chemical composition described above by a normal method and winding the slab. There are no particular restrictions on the rolling rate of hot rolling, the plate thickness after rolling, the cooling method to room temperature, the winding conditions, and the like.
- the hot-rolled steel sheet is pickled under normal conditions (step S2).
- Cold rolling is applied to the pickled steel sheet (step S3).
- the thickness reduction rate of cold rolling (hereinafter referred to as "cold rolling rate”) is 30 to 80%. If the cold rolling rate is less than 30%, recrystallization of ferrite does not proceed in the annealing step (step S4), and a desired structure cannot be obtained. If the cold rolling rate exceeds 80%, the manufacturing cost increases.
- the lower limit of the cold rolling rate is preferably 40%, more preferably 60%.
- the cold-rolled steel plate is annealed (step S4).
- the annealing step (step S4) includes a step of heating the cold-rolled steel plate to a predetermined holding temperature (step S4-1), a step of holding the heated steel plate at the holding temperature for a predetermined holding time (step S4-2), and a step of cooling the steel plate held at the holding temperature (step S4-3).
- the cold-rolled steel plate is heated to the holding temperature T1 (step S4-1).
- the holding temperature T1 is 750-900.degree. If the holding temperature T1 is less than 750° C., recrystallization of ferrite does not proceed and a desired structure cannot be obtained. If the holding temperature T1 exceeds 900° C., there is a possibility that the steel will transform into austenite during annealing, and the crystal orientation that is advantageous for the r value will decrease.
- the lower limit of the holding temperature T1 is preferably 760°C, more preferably 770°C.
- the upper limit of the holding temperature T1 is preferably 880°C, more preferably 860°C.
- the average heating rate in the temperature range from 500°C to 600°C is set to 8°C/second or less, and the average heating rate in the temperature range from 720°C to the holding temperature T1 is set to 100°C/second or more.
- FIG. 6 is a diagram schematically showing the formation of crystal grains in the heating step (step S4-1).
- step S4-1 By slowly heating the temperature range from 500°C to 600°C, the dislocations contained in the steel sheet can be recovered, and a large number of latent nuclei for recrystallization can be generated in a part of the structure.
- the latent nuclei are minute grains with few submicron-sized dislocations, most of which have a crystal orientation of [1 1 1]//ND.
- the latent nuclei grow rapidly by rapidly heating the temperature range from 720°C in which the latent nuclei of recrystallization have grown sufficiently to the holding temperature T1.
- coarse grains having a crystal orientation of [1 1 1]//ND are obtained.
- the crystal grains satisfy the relationship [1 1 1]//ND and have various crystal orientations rotated around the [1 1 1] axis. Therefore, in-plane anisotropy can be reduced.
- the average heating rate in the temperature range from 500°C to 600°C is preferably 6°C/second or less, more preferably 5°C/second or less.
- the average heating rate in the temperature range from 720° C. to the holding temperature T1 is preferably 300° C./second or higher, more preferably 400° C./second or higher.
- the heating rate in the temperature range from room temperature to 500°C and the heating rate in the temperature range from 600°C to 720°C are arbitrary.
- the heating rate in these temperature ranges may be, for example, 0.1° C./second or more and 1000° C./second or less, and the heating rate may be switched in the middle.
- the heating method may be switched at a predetermined temperature Tc between 600°C and 720°C. That is, the steel sheet may be heated by a heating method with a low heating rate (e.g., radiation heating using a radiant tube) in the temperature range from room temperature to the temperature Tc, and the steel sheet may be heated by a heating method with a high heating rate (e.g., high-frequency induction heating) in the temperature range from the temperature Tc to the holding temperature T1.
- a heating method with a low heating rate e.g., radiation heating using a radiant tube
- a heating method with a high heating rate e.g., high-frequency induction heating
- the holding temperature T1 is held for a predetermined time (step S4-2).
- the sheet may be passed through a soaking furnace (for example, a high-temperature furnace using a radiant tube) at a holding temperature T1 and held at the holding temperature T1 for a predetermined time.
- a soaking furnace for example, a high-temperature furnace using a radiant tube
- the retention time is 40 seconds or longer. If the holding time is too short, the crystal grains may not grow sufficiently.
- the retention time (residence time) is preferably 45 seconds or longer, more preferably 50 seconds or longer.
- the upper limit of the holding time is not particularly limited, it is, for example, 300 seconds.
- the steel plate is cooled (step S4-3).
- the cooling conditions after holding are arbitrary.
- the cooling rate is, but not limited to, 1 to 70° C./second, for example. In addition, it may be held at 300 to 450° C. for 100 to 500 seconds (overaging heat treatment) during cooling.
- the cold-rolled steel sheet according to one embodiment of the present invention and the manufacturing method thereof have been described above. According to this embodiment, a cold-rolled steel sheet with excellent workability can be obtained.
- a 180 kg steel ingot having the chemical composition shown in Table 1 was melted in a high-frequency vacuum melting furnace and hot forged into a slab with a thickness of 30 mm.
- the obtained slab was hot-rolled by a hot rolling tester to obtain a hot-rolled steel sheet having a thickness of 1.25 to 3.3 mm.
- Hot rolling is completed at the final rolling temperature shown in Table 2, and after 3 to 10 seconds, the steel sheet is cooled to the coiling temperature shown in the same table, and then cooled to 200 ° C. or less at a cooling rate of 20 ° C./sec to simulate coiling of the steel plate. After cooling, it was cold-rolled at a cold-rolling rate (thickness reduction rate) shown in Table 2 to produce a cold-rolled steel sheet with a thickness of 1.0 mm, which was used as a steel material.
- a cold-rolling rate thickness reduction rate
- a test piece with a width of 30 mm and a length of 200 mm was taken from the obtained steel material.
- Annealing was performed under the conditions shown in Table 2 for each sampled test piece.
- the temperature range from 500 ° C. to 600 ° C. is heated at the average heating rate R1 in Table 2
- the temperature range from 720 ° C. to the holding temperature is heated at the average heating rate R2 in Table 2
- the holding temperature is maintained for a predetermined time. After that, it was cooled to room temperature.
- a structure observation and a tensile test were performed on each test piece after annealing.
- the metal structure of the test piece after annealing was measured by the following method.
- the average ferrite crystal grain size was obtained by regarding a region surrounded by grain boundaries with a crystal orientation difference of 15° or more as BCC crystal grains in measurement by EBSD, and calculating the average value d of the equivalent circle diameter from the following equation.
- the area ratio of the crystal grains in which the crystal orientation [1 1 1] is within 15° from the normal direction of the plate surface and [0 1 -1] is within 15° from the rolling direction
- the crystal orientation [1 1 1] is 1 from the normal direction of the plate surface.
- the area ratio of crystal grains within 5° and [1 1 -2] within 15° from the rolling direction was determined.
- FIG. 7 shows an example in which the ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains with a crystal orientation of (1 1 1) [1 1 - 2] is approximately the same.
- FIG. 8 shows an example in which the ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains with a crystal orientation of (1 1 1) [1 1 - 2] is biased.
- test pieces of test numbers 1 to 15 had a ferrite volume fraction of 95% or more and an average ferrite crystal grain size of 25 ⁇ m or more.
- the average r-value r-meam was 1.8 or more, and the absolute value of the in-plane anisotropy ⁇ r of the r-value was 0.4 or less.
- test pieces of test numbers 16 to 28 had an average grain size of ferrite of less than 25 ⁇ m. This is probably because the manufacturing conditions for these test pieces were inappropriate.
- the average heating rate in the temperature range from 500°C to 600°C was too high, so latent nuclei with crystal orientations favorable to the r value were not sufficiently generated during heating.
- test piece of test number 20 was held at too high a temperature, it transformed into austenite during annealing, and the crystal orientation favorable to the r value decreased.
- test pieces of test numbers 21 and 24 the ferrite grains did not grow sufficiently because the holding time was too short.
- the average r-value r-meam was less than 1.8, and the absolute value of the in-plane anisotropy ⁇ r of the r-value was greater than 0.4.
- the test piece of test number 29 had an excessive C content.
- Steel with such a chemical composition has a high solid solution C content, so that when ferrite is recrystallized in the heating process, recrystallized ferrite grains with random crystal orientations are likely to be generated. Therefore, crystal grains with crystal orientations favorable to the r value did not develop.
- the average r-value r-meam was less than 1.8, and the absolute value of the in-plane anisotropy ⁇ r of the r-value was greater than 0.4.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023575247A JP7659212B2 (ja) | 2022-01-21 | 2023-01-17 | 冷延鋼板及びその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-007523 | 2022-01-21 | ||
| JP2022007523 | 2022-01-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023140239A1 true WO2023140239A1 (ja) | 2023-07-27 |
Family
ID=87348242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/001127 Ceased WO2023140239A1 (ja) | 2022-01-21 | 2023-01-17 | 冷延鋼板及びその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7659212B2 (https=) |
| WO (1) | WO2023140239A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10280089A (ja) * | 1997-04-03 | 1998-10-20 | Kawasaki Steel Corp | 2ピース変形缶用鋼板および2ピース変形缶体、ならびにそれらの製造方法 |
| JP2008308718A (ja) * | 2007-06-13 | 2008-12-25 | Sumitomo Metal Ind Ltd | 高強度鋼板およびその製造方法 |
| WO2014057519A1 (ja) * | 2012-10-11 | 2014-04-17 | Jfeスチール株式会社 | 形状凍結性に優れた冷延鋼板およびその製造方法 |
| WO2014141919A1 (ja) * | 2013-03-15 | 2014-09-18 | 株式会社神戸製鋼所 | 絞り加工性と加工後の表面硬さに優れる熱延鋼板 |
| JP2015063729A (ja) * | 2013-09-25 | 2015-04-09 | 新日鐵住金株式会社 | 深絞り性に優れた440MPa級高強度合金化溶融亜鉛めっき鋼板及びその製造方法 |
| WO2022004795A1 (ja) * | 2020-07-03 | 2022-01-06 | 日本製鉄株式会社 | 外装パネルおよびそれを備える自動車 |
-
2023
- 2023-01-17 JP JP2023575247A patent/JP7659212B2/ja active Active
- 2023-01-17 WO PCT/JP2023/001127 patent/WO2023140239A1/ja not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10280089A (ja) * | 1997-04-03 | 1998-10-20 | Kawasaki Steel Corp | 2ピース変形缶用鋼板および2ピース変形缶体、ならびにそれらの製造方法 |
| JP2008308718A (ja) * | 2007-06-13 | 2008-12-25 | Sumitomo Metal Ind Ltd | 高強度鋼板およびその製造方法 |
| WO2014057519A1 (ja) * | 2012-10-11 | 2014-04-17 | Jfeスチール株式会社 | 形状凍結性に優れた冷延鋼板およびその製造方法 |
| WO2014141919A1 (ja) * | 2013-03-15 | 2014-09-18 | 株式会社神戸製鋼所 | 絞り加工性と加工後の表面硬さに優れる熱延鋼板 |
| JP2015063729A (ja) * | 2013-09-25 | 2015-04-09 | 新日鐵住金株式会社 | 深絞り性に優れた440MPa級高強度合金化溶融亜鉛めっき鋼板及びその製造方法 |
| WO2022004795A1 (ja) * | 2020-07-03 | 2022-01-06 | 日本製鉄株式会社 | 外装パネルおよびそれを備える自動車 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7659212B2 (ja) | 2025-04-09 |
| JPWO2023140239A1 (https=) | 2023-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110832098B (zh) | 热轧钢板及其制造方法 | |
| JP6048580B2 (ja) | 熱延鋼板及びその製造方法 | |
| CN103476960B (zh) | 冷轧钢板及其制造方法 | |
| JP5464302B2 (ja) | 冷延鋼板及びその製造方法 | |
| CN109072371B (zh) | 温加工用高强度钢板及其制造方法 | |
| JP5157375B2 (ja) | 剛性、深絞り性及び穴拡げ性に優れた高強度冷延鋼板及びその製造方法 | |
| CA2546009A1 (en) | High-rigidity high-strength thin steel sheet and method for producing same | |
| JP2010090476A (ja) | 穴広げ性に優れた高強度熱延鋼板及びその製造方法 | |
| WO2013150669A1 (ja) | 合金化溶融亜鉛めっき熱延鋼板およびその製造方法 | |
| JP3292671B2 (ja) | 深絞り性と耐時効性の良好な冷延鋼板用の熱延鋼帯 | |
| WO2008093897A1 (ja) | 耐遅れ破壊特性に優れた高張力鋼材並びにその製造方法 | |
| JP2009242841A (ja) | 曲げ加工性および低温靭性に優れる高張力鋼材ならびにその製造方法 | |
| JP2023071938A (ja) | 延性及び加工性に優れた高強度鋼板、及びその製造方法 | |
| JP2008106352A (ja) | 局部延性に優れた高ヤング率高強度冷延鋼板及びその製造方法 | |
| JP2009242840A (ja) | 曲げ加工性および低温靭性に優れる高張力鋼材ならびにその製造方法 | |
| WO2021172298A1 (ja) | 鋼板、部材及びそれらの製造方法 | |
| AU2005227556B2 (en) | High-rigidity high-strength thin steel sheet and method for producing same | |
| WO2021172299A1 (ja) | 鋼板、部材及びそれらの製造方法 | |
| WO2021172297A1 (ja) | 鋼板、部材及びそれらの製造方法 | |
| WO2020209149A1 (ja) | 冷延鋼板及びその製造方法 | |
| JP2005325393A (ja) | 高強度冷延鋼板およびその製造方法 | |
| JP2012172159A (ja) | 均一変形能及び局部変形能に優れた高強度冷延鋼板 | |
| JP5655436B2 (ja) | 深絞り性に優れた高強度鋼板およびその製造方法 | |
| JP7659212B2 (ja) | 冷延鋼板及びその製造方法 | |
| US12180593B2 (en) | High strength steel sheet, impact absorbing member, and method for manufacturing high strength steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23743233 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023575247 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23743233 Country of ref document: EP Kind code of ref document: A1 |