WO2023140239A1 - Cold-rolled steel sheet and manufacturing method thereof - Google Patents
Cold-rolled steel sheet and manufacturing method thereof Download PDFInfo
- Publication number
- WO2023140239A1 WO2023140239A1 PCT/JP2023/001127 JP2023001127W WO2023140239A1 WO 2023140239 A1 WO2023140239 A1 WO 2023140239A1 JP 2023001127 W JP2023001127 W JP 2023001127W WO 2023140239 A1 WO2023140239 A1 WO 2023140239A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cold
- steel sheet
- rolled steel
- less
- crystal
- Prior art date
Links
- 239000010960 cold rolled steel Substances 0.000 title claims abstract description 54
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 239000013078 crystal Substances 0.000 claims abstract description 117
- 238000005096 rolling process Methods 0.000 claims abstract description 36
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 27
- 239000000203 mixture Substances 0.000 claims abstract description 15
- 239000000126 substance Substances 0.000 claims abstract description 15
- 229910052751 metal Inorganic materials 0.000 claims abstract description 7
- 239000002184 metal Substances 0.000 claims abstract description 7
- 229910000831 Steel Inorganic materials 0.000 claims description 58
- 239000010959 steel Substances 0.000 claims description 58
- 238000010438 heat treatment Methods 0.000 claims description 46
- 238000005097 cold rolling Methods 0.000 claims description 13
- 238000001816 cooling Methods 0.000 claims description 12
- 229910052758 niobium Inorganic materials 0.000 claims description 10
- 229910052719 titanium Inorganic materials 0.000 claims description 10
- 239000012535 impurity Substances 0.000 claims description 7
- 229910052796 boron Inorganic materials 0.000 claims description 5
- 239000002245 particle Substances 0.000 abstract 1
- 238000000034 method Methods 0.000 description 19
- 238000000137 annealing Methods 0.000 description 16
- 229910052761 rare earth metal Inorganic materials 0.000 description 13
- 239000010955 niobium Substances 0.000 description 12
- 239000010936 titanium Substances 0.000 description 12
- 239000011575 calcium Substances 0.000 description 11
- 238000010586 diagram Methods 0.000 description 11
- 239000011777 magnesium Substances 0.000 description 11
- 229910052791 calcium Inorganic materials 0.000 description 9
- 229910052749 magnesium Inorganic materials 0.000 description 9
- 229910052750 molybdenum Inorganic materials 0.000 description 9
- 229910052721 tungsten Inorganic materials 0.000 description 9
- 239000011572 manganese Substances 0.000 description 8
- 238000001887 electron backscatter diffraction Methods 0.000 description 7
- 230000002349 favourable effect Effects 0.000 description 7
- 238000001953 recrystallisation Methods 0.000 description 7
- 229910052757 nitrogen Inorganic materials 0.000 description 6
- 238000004458 analytical method Methods 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000005098 hot rolling Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 238000002791 soaking Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 239000006104 solid solution Substances 0.000 description 4
- 238000005482 strain hardening Methods 0.000 description 3
- 229910052720 vanadium Inorganic materials 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 229910001566 austenite Inorganic materials 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 150000002910 rare earth metals Chemical class 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- -1 Ti and Nb Chemical compound 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000005485 electric heating Methods 0.000 description 1
- 238000005246 galvanizing Methods 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
Definitions
- the present invention relates to a cold-rolled steel sheet and a method for manufacturing the same.
- the cold-rolled steel sheets used for the exterior panels of automobiles are required to have excellent workability.
- Japanese Patent Laid-Open No. 10-287928 discloses a method for manufacturing a cold-rolled steel sheet for deep drawing, in which when a cold-rolled steel sheet is continuously annealed, the average heating rate is set to 5 to 30°C/sec to a predetermined temperature of 650 to 750°C, the temperature is continuously raised to a predetermined temperature of 750 to 910°C at an average heating rate of 60 to 500°C/sec using a rapid heating device, and then the average cooling rate to 750°C is set to 50°C/sec or less. is disclosed.
- Patent No. 6631762 discloses that the steel has a predetermined chemical composition and a steel structure in which the average aspect ratio of ferrite grains is 2.0 or less, and the r value is the average value of r ave is the absolute value of the in-plane anisotropy of the r value of 1.20 or more,
- the publication also describes that the cold-rolled steel sheet obtained in the cold-rolling process is heated in a continuous annealing facility equipped with a preheating zone, a heating zone, a soaking zone, and a cooling zone within the range of 350 to 650°C at an average heating rate of 35°C/second or more, soaked at a soaking temperature of 700 to 900°C and a soaking time of 1 to 200 seconds, and at the soaking temperature, bending and unbending are performed four times or more in total with rolls having a radius of 100 mm or more.
- a method for manufacturing cold-rolled steel is disclosed.
- Japanese Patent No. 2660639 discloses a method for producing an alloyed hot-dip galvanized cold-rolled steel sheet with excellent deep drawability, in which cold rolling is performed by a conventional method, followed by recrystallization annealing at a heating rate of 300°C/sec or more, heating to a temperature range of 750 to 950°C, cooling without holding, immediately hot-dip galvanizing, further alloying treatment, cooling, and temper rolling.
- Japanese Patent Application Laid-Open No. 7-97635 discloses an efficient method for manufacturing cold-rolled steel sheets, in which when coils having different set materials, cross-sectional shapes, etc. are welded and continuously annealed, an induction or electric heating device is installed in a part of the continuous annealing furnace that heats by radiant heat, and the annealing temperature is partially raised at a heating rate of 100°C/second or more, thereby changing the temperature to a predetermined annealing temperature in a short time.
- JP-A-10-287928 Japanese Patent No. 6631762 Japanese Patent No. 2660639 JP-A-7-97635
- An object of the present invention is to provide a cold-rolled steel sheet with excellent workability.
- the cold-rolled steel sheet according to one embodiment of the present invention has a chemical composition, in mass%, of C: 0.0050% or less, Si: 1.00% or less, Mn: 0.01 to 2.00%, P: 0.100% or less, S: 0.020% or less, Al: 0.010 to 0.100%, N: 0.0100% or less, V: 0 to 0.50%, Mo: 0 to 0.20%, W: 0 to 0.20%, B: 0 to 0.0050%, Ca: 0 to 0.0100%, Mg: 0 to 0.0100%, and REM: 0 to 0.0100%, and at least one of Ti and Nb so as to satisfy the following formula (1), the balance being Fe and impurities, the metal structure having a ferrite volume fraction of 95% or more, and the ferrite having an average grain size of 25 ⁇ m.
- the mean-r represented by the following formula (2) is 1.8 or more
- the absolute value of ⁇ r represented by the following formula (3) is 0.4 or less
- the crystal orientation [1 1 1] is within 15° from the normal direction of the sheet surface
- the crystal grain area ratio of [0 1 -1] is within 15° from the rolling direction is 20% or more
- the crystal orientation [1 1 1] is the direction of the sheet surface.
- the area ratio of crystal grains within 15° from the line direction and [1 1 ⁇ 2] within 15° from the rolling direction is 20% or more.
- a manufacturing method is a method for manufacturing the above-described cold-rolled steel sheet, comprising the steps of: cold-rolling the steel sheet so that the thickness reduction rate is 30 to 80%; heating the cold-rolled steel sheet to a holding temperature of 750 to 900°C; holding the heated steel sheet at the holding temperature for 40 seconds or more; The average heating rate in the temperature range from 720° C. to the holding temperature is 100° C./sec or more.
- FIG. 1 is a diagram schematically showing the relationship between the outer shape and structure of a cold-rolled steel sheet.
- FIG. 2 is a diagram schematically showing various crystal orientations rotated around the [1 1 1] axis while satisfying the relationship [1 1 1]//ND.
- FIG. 3 is a diagram schematically showing a structure in which the ratio of crystal grains having a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains having a crystal orientation of (1 1 1) [1 1 - 2] is 50:50.
- FIG. 4 is a diagram schematically showing a structure in which the ratio of crystal grains having a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains having a crystal orientation of (1 1 1) [1 1 - 2] is 30:70.
- FIG. 1 is a diagram schematically showing the relationship between the outer shape and structure of a cold-rolled steel sheet.
- FIG. 2 is a diagram schematically showing various crystal orientations rotated around the [1 1 1] axis while satisfying the relationship [
- FIG. 5 is a flow diagram showing a method for manufacturing a cold-rolled steel sheet according to one embodiment of the present invention.
- FIG. 6 is a diagram schematically showing the generation of crystal grains in the heating process.
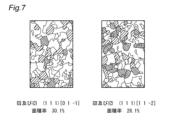
- FIG. 7 is an example of analysis by EBSD, in which the ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains with a crystal orientation of (1 1 1) [1 1 - 2] is approximately the same.
- FIG. 8 is an example of analysis by EBSD, in which there is an imbalance in the ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains with a crystal orientation of (1 1 1) [1 1 - 2].
- the present inventor conducted various studies on the workability of cold-rolled steel sheets, particularly deep drawability, and obtained the following findings.
- the average grain size of ferrite in steel with a given chemical composition By increasing the average grain size of ferrite in steel with a given chemical composition, deep drawability is improved. More specifically, by increasing the average crystal grain size of ferrite, the average r-value can be increased and the in-plane anisotropy of the r-value can be reduced.
- the crystal orientation [1 1 1] is parallel to the normal direction (ND) of the plate surface (that is, the ⁇ 1 1 1 ⁇ plane is parallel to the plate surface), the higher the r value.
- the crystal orientation since the crystal orientation has a three-dimensional degree of freedom, the crystal orientation can take various orientations even after satisfying the relationship [1 1 1]//ND. Specifically, even after one axis of the cube is determined, it can have various crystal orientations rotated around that axis. Usually, among various crystal orientations rotated around the [1 1 1] axis, grains of a specific crystal orientation develop preferentially.
- the temperature range from 500°C to 600°C is gradually heated, the temperature range from 720°C to the holding temperature is rapidly heated, and the steel is cooled after being held at the holding temperature for a predetermined time.
- the average grain size of ferrite is 25 ⁇ m or more, and a structure having crystal grains of various crystal orientations rotated around the [1 1 1] axis while satisfying the relationship of [1 1 1]//ND is obtained.
- a cold-rolled steel sheet according to one embodiment of the present invention has a chemical composition described below.
- "%" of element content means % by mass.
- C 0.0050% or less Carbon (C) forms a solid solution in steel and reduces the formability of steel. C also has a detrimental effect on crystallographic orientation control and lowers the r-value. Therefore, the C content is 0.0050% or less.
- the upper limit of the C content is preferably 0.0040%, more preferably 0.0035%. From the viewpoint of performance, the lower the C content is, the more preferable it is, but an excessive reduction increases the production cost.
- the lower limit of the C content is preferably 0.0005%, more preferably 0.0010%.
- Si 1.00% or less Silicon (Si) dissolves in steel and lowers the formability of steel. Si also reduces the weldability of steel. Therefore, the Si content is 1.00% or less.
- the upper limit of the Si content is preferably 0.50%, more preferably 0.35%.
- the lower limit of Si content is preferably 0.01%.
- Mn 0.01-2.00%
- Manganese (Mn) forms a solid solution in steel and reduces the formability of steel.
- the Mn content is 0.01-2.00%.
- the lower limit of Mn content is preferably 0.05%.
- the upper limit of the Mn content is preferably 1.50%, more preferably 1.00%, still more preferably 0.80%.
- Phosphorus (P) is an impurity. P segregates at grain boundaries and lowers the formability of steel. Therefore, the P content is 0.100% or less.
- the P content is preferably 0.050% or less, more preferably 0.030% or less.
- S 0.020% or less Sulfur (S) is an impurity. S lowers the hot workability of steel. Therefore, the S content is 0.020% or less.
- the S content is preferably 0.015% or less, more preferably 0.010% or less.
- Al 0.010-0.100%
- Aluminum (Al) is contained as a deoxidizing agent. On the other hand, if the Al content is too high, inclusions are formed and the formability of the steel deteriorates. Therefore, the Al content is 0.010-0.100%.
- the lower limit of the Al content is preferably 0.015%, more preferably 0.020%.
- the upper limit of the Al content is preferably 0.080%, more preferably 0.060%.
- N 0.0100% or less Nitrogen (N) forms a solid solution in steel and lowers the formability of steel. Therefore, the N content is 0.0100% or less.
- the upper limit of the N content is preferably 0.0060%, more preferably 0.0040%. From the viewpoint of performance, the lower the N content is, the more preferable it is, but an excessive reduction increases the production cost.
- the lower limit of the N content is preferably 0.0005%, more preferably 0.0010%.
- At least one of Ti and Nb an amount that satisfies the following formula (1) 0.8 ⁇ (C/12+N/14) ⁇ Ti/48+Nb/93+0.0001 (1)
- Ti and Nb are contained in amounts corresponding to the contents of C and N.
- at least one of Ti and Nb is contained in an amount that satisfies the above formula (1).
- the content of the corresponding element is substituted for the symbol of the element in formula (1) in mass%.
- the upper limit of the total content of Ti and Nb is preferably 0.080%, more preferably 0.060%.
- the chemical composition of the cold-rolled steel sheet according to this embodiment may contain V, Mo, W, B, Ca, Mg, and REM. All of these elements are selective elements. That is, the chemical composition of the cold-rolled steel sheet according to this embodiment may not contain some or all of V, Mo, W, B, Ca, Mg, and REM.
- V 0-0.50% Vanadium (V), like Ti and Nb, fixes C and N in the steel and improves the formability of the steel. This effect can be obtained if even a small amount of V is contained. On the other hand, if the V content becomes excessive, the steel becomes hard and the formability deteriorates. Therefore, the V content is 0 to 0.50%.
- the lower limit of the V content is preferably 0.01%, more preferably 0.03%, still more preferably 0.05%.
- the upper limit of the V content is preferably 0.40%, more preferably 0.30%.
- Mo 0-0.20%
- W 0-0.20% Molybdenum (Mo) and tungsten (W) both improve the corrosion resistance of steel. This effect can be obtained if Mo and W are contained even in small amounts. On the other hand, when the Mo and W contents are excessive, the steel hardens and the formability deteriorates. Therefore, the content of each of Mo and W is 0-0.20%.
- the lower limits of both Mo and W contents are preferably 0.01%, more preferably 0.03%, and still more preferably 0.05%.
- the upper limits for both Mo and W contents are preferably 0.18%.
- B 0 to 0.0050% Boron (B) strengthens grain boundaries and improves formability of steel. This effect can be obtained if even a small amount of B is contained. On the other hand, when the B content becomes excessive, the steel becomes hard and the formability deteriorates. Therefore, the B content is 0 to 0.0050%.
- the lower limit of the B content is preferably 0.0003%.
- the upper limit of the B content is preferably 0.0040%, more preferably 0.0030%.
- the remainder of the chemical composition of the cold-rolled steel sheet according to this embodiment is Fe and impurities.
- impurities refers to elements mixed in from ores and scraps used as raw materials for steel, or elements mixed in from the environment during the manufacturing process. Impurities include, but are not limited to, Cu, Ni, Cr, O, and the like.
- the metal structure of the cold-rolled steel sheet according to the present embodiment is mainly composed of ferrite, and its volume fraction is 95% or more.
- the volume fraction of ferrite is preferably 98% or more.
- the average grain size of ferrite is 25 ⁇ m or more.
- the average grain size of ferrite is preferably 26 ⁇ m or more, more preferably 30 ⁇ m or more.
- the area ratio of the crystal grains whose crystal orientation [1 1 1] is within 15° from the normal direction of the sheet surface and [0 1 -1] is within 15° from the rolling direction is 20% or more, and the crystal orientation [1 1 1] is within 15° from the normal direction of the sheet surface and [1 1 -2] is within 15° from the rolling direction. 0% or more.
- Fig. 1 is a diagram schematically showing the relationship between the outer shape and structure of a cold-rolled steel sheet.
- ND normal direction
- FIG. 2 is a diagram schematically showing various crystal orientations rotated around the [1 1 1] axis while satisfying the relationship [1 1 1]//ND.
- grains of a specific crystal orientation develop preferentially.
- the area ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and the area ratio of crystal grains with a crystal orientation of (1 1 1) [1 1 - 2] are used as indicators of whether or not the ratio of such crystal grains is uniform.
- the crystal orientation parallel to the normal direction (ND) of the sheet surface is expressed as (hkl)
- the crystal orientation parallel to the rolling direction (RD) is expressed as [uvw].
- FIG. 3 shows a case where the ratio of crystal grains with a crystal orientation of (111)[01-1] and crystal grains with a crystal orientation of (111)[11-2] is 50:50, and FIG. 4 shows a case where this ratio is 30:70.
- the conditions are the same regardless of the direction in which the steel plate is deformed, so the in-plane anisotropy of the r-value is smaller than in the structure of FIG.
- the average r-value mean-r represented by the following formula (2) is 1.8 or more, and the absolute value of the in-plane anisotropy ⁇ r of the r-value represented by the following formula (3) is 0.4 or less.
- mean ⁇ r (R L +2 ⁇ R D +R C )/4 (2)
- ⁇ r (R L ⁇ 2 ⁇ R D +R C )/2
- R L , R D , and R C in equations (2) and (3) are the r values in the direction parallel to the rolling direction, the direction 45° from the rolling direction, and the direction 90° from the rolling direction, respectively.
- the r-value (Lankford's r-value) is a general index of the workability of thin plates, and materials with a high r-value are excellent in deep drawability.
- the method of measuring the r value is as follows.
- the direction parallel to the rolling direction of the cold-rolled steel sheet (L direction), the direction 45° from the rolling direction (D direction), and the direction 90° from the rolling direction (C direction, that is, the width direction) are taken as longitudinal directions.
- r -ln(w/W)/(ln(l/L)+ln(w/W))
- the r-values measured on the specimens in the L, D, and C directions are R L , R D , and R C , respectively.
- the average r-value (mean-r) is preferably 1.9 or more, more preferably 2.0 or more.
- the absolute value of the in-plane anisotropy ⁇ r of the r-value is preferably 0.35 or less, more preferably 0.30 or less.
- the cold-rolled steel sheet according to this embodiment preferably has a tensile strength of 270-340 MPa.
- the upper limit of tensile strength is more preferably 300 MPa.
- the cold-rolled steel sheet according to this embodiment preferably has a uniform elongation of 30% or more and a breaking elongation of 50% or more.
- FIG. 5 is a flow diagram showing a method for manufacturing a cold-rolled steel sheet according to one embodiment of the present invention.
- This manufacturing method includes a step of preparing a hot-rolled steel sheet (step S1), a process of pickling the hot-rolled steel sheet (step S2), a process of cold-rolling the pickled steel sheet (step S3), and a process of annealing the cold-rolled steel sheet (step S4).
- a hot-rolled steel sheet is prepared (step S1).
- a hot-rolled steel sheet can be produced, for example, by hot-rolling a slab having the chemical composition described above by a normal method and winding the slab. There are no particular restrictions on the rolling rate of hot rolling, the plate thickness after rolling, the cooling method to room temperature, the winding conditions, and the like.
- the hot-rolled steel sheet is pickled under normal conditions (step S2).
- Cold rolling is applied to the pickled steel sheet (step S3).
- the thickness reduction rate of cold rolling (hereinafter referred to as "cold rolling rate”) is 30 to 80%. If the cold rolling rate is less than 30%, recrystallization of ferrite does not proceed in the annealing step (step S4), and a desired structure cannot be obtained. If the cold rolling rate exceeds 80%, the manufacturing cost increases.
- the lower limit of the cold rolling rate is preferably 40%, more preferably 60%.
- the cold-rolled steel plate is annealed (step S4).
- the annealing step (step S4) includes a step of heating the cold-rolled steel plate to a predetermined holding temperature (step S4-1), a step of holding the heated steel plate at the holding temperature for a predetermined holding time (step S4-2), and a step of cooling the steel plate held at the holding temperature (step S4-3).
- the cold-rolled steel plate is heated to the holding temperature T1 (step S4-1).
- the holding temperature T1 is 750-900.degree. If the holding temperature T1 is less than 750° C., recrystallization of ferrite does not proceed and a desired structure cannot be obtained. If the holding temperature T1 exceeds 900° C., there is a possibility that the steel will transform into austenite during annealing, and the crystal orientation that is advantageous for the r value will decrease.
- the lower limit of the holding temperature T1 is preferably 760°C, more preferably 770°C.
- the upper limit of the holding temperature T1 is preferably 880°C, more preferably 860°C.
- the average heating rate in the temperature range from 500°C to 600°C is set to 8°C/second or less, and the average heating rate in the temperature range from 720°C to the holding temperature T1 is set to 100°C/second or more.
- FIG. 6 is a diagram schematically showing the formation of crystal grains in the heating step (step S4-1).
- step S4-1 By slowly heating the temperature range from 500°C to 600°C, the dislocations contained in the steel sheet can be recovered, and a large number of latent nuclei for recrystallization can be generated in a part of the structure.
- the latent nuclei are minute grains with few submicron-sized dislocations, most of which have a crystal orientation of [1 1 1]//ND.
- the latent nuclei grow rapidly by rapidly heating the temperature range from 720°C in which the latent nuclei of recrystallization have grown sufficiently to the holding temperature T1.
- coarse grains having a crystal orientation of [1 1 1]//ND are obtained.
- the crystal grains satisfy the relationship [1 1 1]//ND and have various crystal orientations rotated around the [1 1 1] axis. Therefore, in-plane anisotropy can be reduced.
- the average heating rate in the temperature range from 500°C to 600°C is preferably 6°C/second or less, more preferably 5°C/second or less.
- the average heating rate in the temperature range from 720° C. to the holding temperature T1 is preferably 300° C./second or higher, more preferably 400° C./second or higher.
- the heating rate in the temperature range from room temperature to 500°C and the heating rate in the temperature range from 600°C to 720°C are arbitrary.
- the heating rate in these temperature ranges may be, for example, 0.1° C./second or more and 1000° C./second or less, and the heating rate may be switched in the middle.
- the heating method may be switched at a predetermined temperature Tc between 600°C and 720°C. That is, the steel sheet may be heated by a heating method with a low heating rate (e.g., radiation heating using a radiant tube) in the temperature range from room temperature to the temperature Tc, and the steel sheet may be heated by a heating method with a high heating rate (e.g., high-frequency induction heating) in the temperature range from the temperature Tc to the holding temperature T1.
- a heating method with a low heating rate e.g., radiation heating using a radiant tube
- a heating method with a high heating rate e.g., high-frequency induction heating
- the holding temperature T1 is held for a predetermined time (step S4-2).
- the sheet may be passed through a soaking furnace (for example, a high-temperature furnace using a radiant tube) at a holding temperature T1 and held at the holding temperature T1 for a predetermined time.
- a soaking furnace for example, a high-temperature furnace using a radiant tube
- the retention time is 40 seconds or longer. If the holding time is too short, the crystal grains may not grow sufficiently.
- the retention time (residence time) is preferably 45 seconds or longer, more preferably 50 seconds or longer.
- the upper limit of the holding time is not particularly limited, it is, for example, 300 seconds.
- the steel plate is cooled (step S4-3).
- the cooling conditions after holding are arbitrary.
- the cooling rate is, but not limited to, 1 to 70° C./second, for example. In addition, it may be held at 300 to 450° C. for 100 to 500 seconds (overaging heat treatment) during cooling.
- the cold-rolled steel sheet according to one embodiment of the present invention and the manufacturing method thereof have been described above. According to this embodiment, a cold-rolled steel sheet with excellent workability can be obtained.
- a 180 kg steel ingot having the chemical composition shown in Table 1 was melted in a high-frequency vacuum melting furnace and hot forged into a slab with a thickness of 30 mm.
- the obtained slab was hot-rolled by a hot rolling tester to obtain a hot-rolled steel sheet having a thickness of 1.25 to 3.3 mm.
- Hot rolling is completed at the final rolling temperature shown in Table 2, and after 3 to 10 seconds, the steel sheet is cooled to the coiling temperature shown in the same table, and then cooled to 200 ° C. or less at a cooling rate of 20 ° C./sec to simulate coiling of the steel plate. After cooling, it was cold-rolled at a cold-rolling rate (thickness reduction rate) shown in Table 2 to produce a cold-rolled steel sheet with a thickness of 1.0 mm, which was used as a steel material.
- a cold-rolling rate thickness reduction rate
- a test piece with a width of 30 mm and a length of 200 mm was taken from the obtained steel material.
- Annealing was performed under the conditions shown in Table 2 for each sampled test piece.
- the temperature range from 500 ° C. to 600 ° C. is heated at the average heating rate R1 in Table 2
- the temperature range from 720 ° C. to the holding temperature is heated at the average heating rate R2 in Table 2
- the holding temperature is maintained for a predetermined time. After that, it was cooled to room temperature.
- a structure observation and a tensile test were performed on each test piece after annealing.
- the metal structure of the test piece after annealing was measured by the following method.
- the average ferrite crystal grain size was obtained by regarding a region surrounded by grain boundaries with a crystal orientation difference of 15° or more as BCC crystal grains in measurement by EBSD, and calculating the average value d of the equivalent circle diameter from the following equation.
- the area ratio of the crystal grains in which the crystal orientation [1 1 1] is within 15° from the normal direction of the plate surface and [0 1 -1] is within 15° from the rolling direction
- the crystal orientation [1 1 1] is 1 from the normal direction of the plate surface.
- the area ratio of crystal grains within 5° and [1 1 -2] within 15° from the rolling direction was determined.
- FIG. 7 shows an example in which the ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains with a crystal orientation of (1 1 1) [1 1 - 2] is approximately the same.
- FIG. 8 shows an example in which the ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains with a crystal orientation of (1 1 1) [1 1 - 2] is biased.
- test pieces of test numbers 1 to 15 had a ferrite volume fraction of 95% or more and an average ferrite crystal grain size of 25 ⁇ m or more.
- the average r-value r-meam was 1.8 or more, and the absolute value of the in-plane anisotropy ⁇ r of the r-value was 0.4 or less.
- test pieces of test numbers 16 to 28 had an average grain size of ferrite of less than 25 ⁇ m. This is probably because the manufacturing conditions for these test pieces were inappropriate.
- the average heating rate in the temperature range from 500°C to 600°C was too high, so latent nuclei with crystal orientations favorable to the r value were not sufficiently generated during heating.
- test piece of test number 20 was held at too high a temperature, it transformed into austenite during annealing, and the crystal orientation favorable to the r value decreased.
- test pieces of test numbers 21 and 24 the ferrite grains did not grow sufficiently because the holding time was too short.
- the average r-value r-meam was less than 1.8, and the absolute value of the in-plane anisotropy ⁇ r of the r-value was greater than 0.4.
- the test piece of test number 29 had an excessive C content.
- Steel with such a chemical composition has a high solid solution C content, so that when ferrite is recrystallized in the heating process, recrystallized ferrite grains with random crystal orientations are likely to be generated. Therefore, crystal grains with crystal orientations favorable to the r value did not develop.
- the average r-value r-meam was less than 1.8, and the absolute value of the in-plane anisotropy ⁇ r of the r-value was greater than 0.4.
Abstract
Provided is a cold-rolled steel sheet having excellent processability. This cold-rolled steel sheet has a chemical composition containing 0.0050% or less of C, etc., in mass%, and has a metal structure in which the volume percentage of ferrite is 95% or more and the average crystalline particle diameter of ferrite is 25 μm or more. The value of mean-r represented by formula (2) is 1.8 or more, and the absolute value of Δr represented by formula (3) is 0.4 or less. The area percentage of crystal grains having a crystal orientation in which [1 1 1] is within 15° from the normal line direction of the plate surface and in which [0 1 -1] is within 15° from the rolling direction is 20% or more. The area percentage of crystal grains having a crystal orientation in which [1 1 1] is within 15° from the normal line direction of the plate surface and in which [1 1 -2] is within 15° from the rolling direction is 20% or more. (2): mean - r = (RL+2×RD+RC)/4 (3): Δr = (RL-2×RD+RC)/2
Description
本発明は、冷延鋼板及びその製造方法に関する。
The present invention relates to a cold-rolled steel sheet and a method for manufacturing the same.
自動車の外板パネル等に用いられる冷延鋼板には、優れた加工性が要求される。
The cold-rolled steel sheets used for the exterior panels of automobiles are required to have excellent workability.
特開平10-287928号公報には、冷延鋼板に連続焼鈍をする際、650~750℃の所定温度までは平均加熱速度を5~30℃/秒とし、該温度から引き続き急速加熱装置を用い、平均加熱速度60~500℃/秒で750~910℃の所定温度まで昇温し、その後、750℃までの平均冷却速度を50℃/秒以下とする、深絞り用冷延鋼板の製造方法が開示されている。
Japanese Patent Laid-Open No. 10-287928 discloses a method for manufacturing a cold-rolled steel sheet for deep drawing, in which when a cold-rolled steel sheet is continuously annealed, the average heating rate is set to 5 to 30°C/sec to a predetermined temperature of 650 to 750°C, the temperature is continuously raised to a predetermined temperature of 750 to 910°C at an average heating rate of 60 to 500°C/sec using a rapid heating device, and then the average cooling rate to 750°C is set to 50°C/sec or less. is disclosed.
特許第6631762号公報には、所定の化学組成と、フェライト結晶粒の平均アスペクト比が2.0以下である鋼組織とを有し、r値を板幅方向で間隔200mm離れた3箇所で測定した時の平均値であるrave値が1.20以上、r値の面内異方性の絶対値である|Δr|を、板幅方向で間隔200mm離れた3箇所で測定した時の平均値である|Δrave|が0.40以下であり、該3箇所において|Δr|の最大値と最小値の差が0.15以下であり、3箇所における降伏強さの最大値と最小値との差(ΔYP)が、13MPa以下である冷延鋼板が開示されている。
Patent No. 6631762 discloses that the steel has a predetermined chemical composition and a steel structure in which the average aspect ratio of ferrite grains is 2.0 or less, and the r value is the average value of raveis the absolute value of the in-plane anisotropy of the r value of 1.20 or more, |Δr|aveis 0.40 or less, the difference between the maximum and minimum values of |Δr| at the three locations is 0.15 or less, and the difference (ΔYP) between the maximum and minimum yield strength values at the three locations is 13 MPa or less.
同公報にはまた、冷延工程で得られた冷延鋼板を、予熱帯、加熱帯、均熱帯及び冷却帯を備える連続焼鈍設備で、350~650℃の範囲内を35℃/秒以上の平均加熱速度で加熱し、均熱温度700~900℃及び均熱時間1~200秒で均熱保持し、該均熱温度において、半径100mm以上のロールで曲げ及び曲げ戻しを合計4回以上行う焼鈍工程を有する、冷延鋼板の製造方法が開示されている。
The publication also describes that the cold-rolled steel sheet obtained in the cold-rolling process is heated in a continuous annealing facility equipped with a preheating zone, a heating zone, a soaking zone, and a cooling zone within the range of 350 to 650°C at an average heating rate of 35°C/second or more, soaked at a soaking temperature of 700 to 900°C and a soaking time of 1 to 200 seconds, and at the soaking temperature, bending and unbending are performed four times or more in total with rolls having a radius of 100 mm or more. A method for manufacturing cold-rolled steel is disclosed.
特許第2660639号公報には、通常の方法で冷間圧延を施した後、再結晶焼鈍で加熱速度を300℃/秒以上とし、750~950℃の温度域まで加熱後保定することなく冷却し、直ちに溶融亜鉛メッキ、さらに合金化処理を行ってから冷却し、さらに調質圧延を行う、深絞り性の優れた合金化溶融亜鉛メッキ冷延鋼板の製造方法が開示されている。
Japanese Patent No. 2660639 discloses a method for producing an alloyed hot-dip galvanized cold-rolled steel sheet with excellent deep drawability, in which cold rolling is performed by a conventional method, followed by recrystallization annealing at a heating rate of 300°C/sec or more, heating to a temperature range of 750 to 950°C, cooling without holding, immediately hot-dip galvanizing, further alloying treatment, cooling, and temper rolling.
特開平7-97635号公報には、設定材質及び断面形状等が異なるコイルが溶接され連続的に焼鈍される際、放射熱によって加熱する連続焼鈍炉の一部に誘導あるいは通電加熱装置を設置し、100℃/秒以上の昇温速度で部分的に焼鈍温度を高めることにより、短時間に所定焼鈍温度に変化させる冷延鋼板の効率的製造方法が開示されている。
Japanese Patent Application Laid-Open No. 7-97635 discloses an efficient method for manufacturing cold-rolled steel sheets, in which when coils having different set materials, cross-sectional shapes, etc. are welded and continuously annealed, an induction or electric heating device is installed in a part of the continuous annealing furnace that heats by radiant heat, and the annealing temperature is partially raised at a heating rate of 100°C/second or more, thereby changing the temperature to a predetermined annealing temperature in a short time.
本発明の課題は、加工性に優れた冷延鋼板を提供することである。
An object of the present invention is to provide a cold-rolled steel sheet with excellent workability.
本発明の一実施形態による冷延鋼板は、化学組成が、質量%で、C:0.0050%以下、Si:1.00%以下、Mn:0.01~2.00%、P:0.100%以下、S:0.020%以下、Al:0.010~0.100%、N:0.0100%以下、V:0~0.50%、Mo:0~0.20%、W:0~0.20%、B:0~0.0050%、Ca:0~0.0100%、Mg:0~0.0100%、及びREM:0~0.0100%、を含み、さらに、Ti及びNbの少なくとも一方を、下記の式(1)を満たすように含み、残部がFe及び不純物であり、金属組織が、フェライトの体積率が95%以上であり、前記フェライトの平均結晶粒径が25μm以上である組織であり、下記の式(2)で表されるmean-rが1.8以上であり、下記の式(3)で表されるΔrの絶対値が0.4以下であり、結晶方位の[1 1 1]が板面の法線方向から15°以内であって、[0 1 -1]が圧延方向から15°以内である結晶粒の面積率が20%以上であり、結晶方位の[1 1 1]が板面の法線方向から15°以内であって、[1 1 -2]が圧延方向から15°以内である結晶粒の面積率が20%以上である。
0.8×(C/12+N/14)<Ti/48+Nb/93+0.0001・・・(1)
mean-r=(RL+2×RD+RC)/4・・・(2)
Δr=(RL-2×RD+RC)/2・・・(3)
式(1)の元素記号には、対応する元素の含有量が質量%で代入される。
式(2)及び式(3)のRL、RD、及びRCはそれぞれ、前記冷延鋼板の圧延方向に平行な方向、圧延方向から45°の方向、及び圧延方向から90°の方向のr値である。 The cold-rolled steel sheet according to one embodiment of the present invention has a chemical composition, in mass%, of C: 0.0050% or less, Si: 1.00% or less, Mn: 0.01 to 2.00%, P: 0.100% or less, S: 0.020% or less, Al: 0.010 to 0.100%, N: 0.0100% or less, V: 0 to 0.50%, Mo: 0 to 0.20%, W: 0 to 0.20%, B: 0 to 0.0050%, Ca: 0 to 0.0100%, Mg: 0 to 0.0100%, and REM: 0 to 0.0100%, and at least one of Ti and Nb so as to satisfy the following formula (1), the balance being Fe and impurities, the metal structure having a ferrite volume fraction of 95% or more, and the ferrite having an average grain size of 25 μm. above, the mean-r represented by the following formula (2) is 1.8 or more, the absolute value of Δr represented by the following formula (3) is 0.4 or less, the crystal orientation [1 1 1] is within 15° from the normal direction of the sheet surface, and the crystal grain area ratio of [0 1 -1] is within 15° from the rolling direction is 20% or more, and the crystal orientation [1 1 1] is the direction of the sheet surface. The area ratio of crystal grains within 15° from the line direction and [1 1 −2] within 15° from the rolling direction is 20% or more.
0.8×(C/12+N/14)<Ti/48+Nb/93+0.0001 (1)
mean−r=(R L +2×R D +R C )/4 (2)
Δr=(R L −2×R D +R C )/2 (3)
The content of the corresponding element is substituted for the symbol of the element in formula (1) in mass %.
R L , R D , and R C in formulas (2) and (3) are the r values in the direction parallel to the rolling direction, the direction 45° from the rolling direction, and the direction 90° from the rolling direction, respectively.
0.8×(C/12+N/14)<Ti/48+Nb/93+0.0001・・・(1)
mean-r=(RL+2×RD+RC)/4・・・(2)
Δr=(RL-2×RD+RC)/2・・・(3)
式(1)の元素記号には、対応する元素の含有量が質量%で代入される。
式(2)及び式(3)のRL、RD、及びRCはそれぞれ、前記冷延鋼板の圧延方向に平行な方向、圧延方向から45°の方向、及び圧延方向から90°の方向のr値である。 The cold-rolled steel sheet according to one embodiment of the present invention has a chemical composition, in mass%, of C: 0.0050% or less, Si: 1.00% or less, Mn: 0.01 to 2.00%, P: 0.100% or less, S: 0.020% or less, Al: 0.010 to 0.100%, N: 0.0100% or less, V: 0 to 0.50%, Mo: 0 to 0.20%, W: 0 to 0.20%, B: 0 to 0.0050%, Ca: 0 to 0.0100%, Mg: 0 to 0.0100%, and REM: 0 to 0.0100%, and at least one of Ti and Nb so as to satisfy the following formula (1), the balance being Fe and impurities, the metal structure having a ferrite volume fraction of 95% or more, and the ferrite having an average grain size of 25 μm. above, the mean-r represented by the following formula (2) is 1.8 or more, the absolute value of Δr represented by the following formula (3) is 0.4 or less, the crystal orientation [1 1 1] is within 15° from the normal direction of the sheet surface, and the crystal grain area ratio of [0 1 -1] is within 15° from the rolling direction is 20% or more, and the crystal orientation [1 1 1] is the direction of the sheet surface. The area ratio of crystal grains within 15° from the line direction and [1 1 −2] within 15° from the rolling direction is 20% or more.
0.8×(C/12+N/14)<Ti/48+Nb/93+0.0001 (1)
mean−r=(R L +2×R D +R C )/4 (2)
Δr=(R L −2×R D +R C )/2 (3)
The content of the corresponding element is substituted for the symbol of the element in formula (1) in mass %.
R L , R D , and R C in formulas (2) and (3) are the r values in the direction parallel to the rolling direction, the direction 45° from the rolling direction, and the direction 90° from the rolling direction, respectively.
本発明の一実施形態による製造方法は、上記の冷延鋼板を製造する方法であって、鋼板を板厚減少率が30~80%になるように冷間圧延する工程と、前記冷間圧延された鋼板を750~900℃の保持温度まで加熱する工程と、前記加熱された鋼板を前記保持温度に40秒以上保持する工程と、前記保持温度に保持された鋼板を冷却する工程とを備え、前記加熱する工程において、500℃から600℃までの温度域の平均加熱速度が8℃/秒以下であり、720℃から前記保持温度までの温度域の平均加熱速度が100℃/秒以上である。
A manufacturing method according to one embodiment of the present invention is a method for manufacturing the above-described cold-rolled steel sheet, comprising the steps of: cold-rolling the steel sheet so that the thickness reduction rate is 30 to 80%; heating the cold-rolled steel sheet to a holding temperature of 750 to 900°C; holding the heated steel sheet at the holding temperature for 40 seconds or more; The average heating rate in the temperature range from 720° C. to the holding temperature is 100° C./sec or more.
本発明によれば、加工性に優れた冷延鋼板が得られる。
According to the present invention, a cold-rolled steel sheet with excellent workability can be obtained.
本発明者は、冷延鋼板の加工性、特に深絞り性について種々の検討を行い、次の知見を得た。
The present inventor conducted various studies on the workability of cold-rolled steel sheets, particularly deep drawability, and obtained the following findings.
所定の化学組成の鋼において、フェライトの平均結晶粒径を大きくすることで、深絞り性が向上する。より具体的には、フェライトの平均結晶粒径を大きくすることで、平均r値を高くできるとともに、r値の面内異方性を小さくすることができる。
By increasing the average grain size of ferrite in steel with a given chemical composition, deep drawability is improved. More specifically, by increasing the average crystal grain size of ferrite, the average r-value can be increased and the in-plane anisotropy of the r-value can be reduced.
従来から、結晶方位の[1 1 1]が板面の法線方向(ND)と平行(すなわち、{1 1 1}面が板面と平行)な結晶粒が多いほど、r値が高くなることが知られている。一方、結晶方位は三次元の自由度を持つので、[1 1 1]//NDの関係を満たしたうえでも、結晶方位は様々な方位を取り得る。具体的には、立方体の一つの軸を決めた後も、その軸の周りに回転させた様々な結晶方位を取り得る。通常は、[1 1 1]軸の周りに回転させた様々な結晶方位のうち、特定の結晶方位の結晶粒が優先的に発達する。
Conventionally, it is known that the more crystal grains in which the crystal orientation [1 1 1] is parallel to the normal direction (ND) of the plate surface (that is, the {1 1 1} plane is parallel to the plate surface), the higher the r value. On the other hand, since the crystal orientation has a three-dimensional degree of freedom, the crystal orientation can take various orientations even after satisfying the relationship [1 1 1]//ND. Specifically, even after one axis of the cube is determined, it can have various crystal orientations rotated around that axis. Usually, among various crystal orientations rotated around the [1 1 1] axis, grains of a specific crystal orientation develop preferentially.
[1 1 1]//NDの関係を満たしたうえで、[1 1 1]軸の周りに回転させた様々な結晶方位の結晶粒の割合を均等にすることで、平均r値を高くしつつ、r値の面内異方性を小さくすることができる。
By satisfying the relationship of [1 1 1]//ND and equalizing the proportions of crystal grains with various crystal orientations rotated around the [1 1 1] axis, it is possible to increase the average r value and reduce the in-plane anisotropy of the r value.
鋼板を焼鈍する際、500℃から600℃までの温度域を徐加熱し、720℃から保持温度までの温度域を急速加熱し、さらに保持温度で所定時間保持した後に冷却する。これによって、フェライトの平均粒径が25μm以上であり、[1 1 1]//NDの関係を満たしつつ、[1 1 1]軸の周りに回転させた様々な結晶方位の結晶粒を持った組織が得られる。
When the steel sheet is annealed, the temperature range from 500°C to 600°C is gradually heated, the temperature range from 720°C to the holding temperature is rapidly heated, and the steel is cooled after being held at the holding temperature for a predetermined time. As a result, the average grain size of ferrite is 25 μm or more, and a structure having crystal grains of various crystal orientations rotated around the [1 1 1] axis while satisfying the relationship of [1 1 1]//ND is obtained.
本発明は、以上の知見に基づいて完成された。以下、図面を参照し、本発明の実施の形態を詳しく説明する。図中同一又は相当部分には同一符号を付してその説明は繰り返さない。各図に示された構成部材間の寸法比は、必ずしも実際の寸法比を示すものではない。
The present invention was completed based on the above findings. BEST MODE FOR CARRYING OUT THE INVENTION Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings. The same reference numerals are given to the same or corresponding parts in the drawings, and the description thereof will not be repeated. The dimensional ratios between the components shown in each drawing do not necessarily represent the actual dimensional ratios.
[冷延鋼板]
[化学組成]
本発明の一実施形態による冷延鋼板は、以下に説明する化学組成を有する。以下の説明において、元素の含有量の「%」は、質量%を意味する。 [Cold-rolled steel sheet]
[Chemical composition]
A cold-rolled steel sheet according to one embodiment of the present invention has a chemical composition described below. In the following description, "%" of element content means % by mass.
[化学組成]
本発明の一実施形態による冷延鋼板は、以下に説明する化学組成を有する。以下の説明において、元素の含有量の「%」は、質量%を意味する。 [Cold-rolled steel sheet]
[Chemical composition]
A cold-rolled steel sheet according to one embodiment of the present invention has a chemical composition described below. In the following description, "%" of element content means % by mass.
C:0.0050%以下
炭素(C)は、鋼に固溶して鋼の成形性を低下させる。Cはまた、結晶方位の制御に悪影響を及ぼし、r値を低下させる。そのため、C含有量は0.0050%以下である。C含有量の上限は、好ましくは0.0040%であり、さらに好ましくは0.0035%である。性能面からはC含有量は低いほど好ましいが、過度に低減しようとすると製造コストが増加する。C含有量の下限は、好ましくは0.0005%であり、さらに好ましくは0.0010%である。 C: 0.0050% or less Carbon (C) forms a solid solution in steel and reduces the formability of steel. C also has a detrimental effect on crystallographic orientation control and lowers the r-value. Therefore, the C content is 0.0050% or less. The upper limit of the C content is preferably 0.0040%, more preferably 0.0035%. From the viewpoint of performance, the lower the C content is, the more preferable it is, but an excessive reduction increases the production cost. The lower limit of the C content is preferably 0.0005%, more preferably 0.0010%.
炭素(C)は、鋼に固溶して鋼の成形性を低下させる。Cはまた、結晶方位の制御に悪影響を及ぼし、r値を低下させる。そのため、C含有量は0.0050%以下である。C含有量の上限は、好ましくは0.0040%であり、さらに好ましくは0.0035%である。性能面からはC含有量は低いほど好ましいが、過度に低減しようとすると製造コストが増加する。C含有量の下限は、好ましくは0.0005%であり、さらに好ましくは0.0010%である。 C: 0.0050% or less Carbon (C) forms a solid solution in steel and reduces the formability of steel. C also has a detrimental effect on crystallographic orientation control and lowers the r-value. Therefore, the C content is 0.0050% or less. The upper limit of the C content is preferably 0.0040%, more preferably 0.0035%. From the viewpoint of performance, the lower the C content is, the more preferable it is, but an excessive reduction increases the production cost. The lower limit of the C content is preferably 0.0005%, more preferably 0.0010%.
Si:1.00%以下
シリコン(Si)は、鋼に固溶して鋼の成形性を低下させる。Siはまた、鋼の溶接性を低下させる。そのため、Si含有量は1.00%以下である。Si含有量の上限は、好ましくは0.50%であり、さらに好ましくは0.35%である。Si含有量の下限は、好ましくは0.01%である。 Si: 1.00% or less Silicon (Si) dissolves in steel and lowers the formability of steel. Si also reduces the weldability of steel. Therefore, the Si content is 1.00% or less. The upper limit of the Si content is preferably 0.50%, more preferably 0.35%. The lower limit of Si content is preferably 0.01%.
シリコン(Si)は、鋼に固溶して鋼の成形性を低下させる。Siはまた、鋼の溶接性を低下させる。そのため、Si含有量は1.00%以下である。Si含有量の上限は、好ましくは0.50%であり、さらに好ましくは0.35%である。Si含有量の下限は、好ましくは0.01%である。 Si: 1.00% or less Silicon (Si) dissolves in steel and lowers the formability of steel. Si also reduces the weldability of steel. Therefore, the Si content is 1.00% or less. The upper limit of the Si content is preferably 0.50%, more preferably 0.35%. The lower limit of Si content is preferably 0.01%.
Mn:0.01~2.00%
マンガン(Mn)は、鋼に固溶して鋼の成形性を低下させる。一方、Mn含有量を過度に低減すると、熱延時に熱間脆性割れが起こる場合がある。そのため、Mn含有量は0.01~2.00%である。Mn含有量の下限は、好ましくは0.05%である。Mn含有量の上限は、好ましくは1.50%であり、さらに好ましくは1.00%であり、さらに好ましくは0.80%である。 Mn: 0.01-2.00%
Manganese (Mn) forms a solid solution in steel and reduces the formability of steel. On the other hand, if the Mn content is excessively reduced, hot brittleness cracking may occur during hot rolling. Therefore, the Mn content is 0.01-2.00%. The lower limit of Mn content is preferably 0.05%. The upper limit of the Mn content is preferably 1.50%, more preferably 1.00%, still more preferably 0.80%.
マンガン(Mn)は、鋼に固溶して鋼の成形性を低下させる。一方、Mn含有量を過度に低減すると、熱延時に熱間脆性割れが起こる場合がある。そのため、Mn含有量は0.01~2.00%である。Mn含有量の下限は、好ましくは0.05%である。Mn含有量の上限は、好ましくは1.50%であり、さらに好ましくは1.00%であり、さらに好ましくは0.80%である。 Mn: 0.01-2.00%
Manganese (Mn) forms a solid solution in steel and reduces the formability of steel. On the other hand, if the Mn content is excessively reduced, hot brittleness cracking may occur during hot rolling. Therefore, the Mn content is 0.01-2.00%. The lower limit of Mn content is preferably 0.05%. The upper limit of the Mn content is preferably 1.50%, more preferably 1.00%, still more preferably 0.80%.
P:0.100%以下
リン(P)は不純物である。Pは粒界に偏析して鋼の成形性を低下させる。そのため、P含有量は、0.100%以下である。P含有量は、好ましくは0.050%以下であり、さらに好ましくは0.030%以下である。 P: 0.100% or less Phosphorus (P) is an impurity. P segregates at grain boundaries and lowers the formability of steel. Therefore, the P content is 0.100% or less. The P content is preferably 0.050% or less, more preferably 0.030% or less.
リン(P)は不純物である。Pは粒界に偏析して鋼の成形性を低下させる。そのため、P含有量は、0.100%以下である。P含有量は、好ましくは0.050%以下であり、さらに好ましくは0.030%以下である。 P: 0.100% or less Phosphorus (P) is an impurity. P segregates at grain boundaries and lowers the formability of steel. Therefore, the P content is 0.100% or less. The P content is preferably 0.050% or less, more preferably 0.030% or less.
S:0.020%以下
硫黄(S)は不純物である。Sは鋼の熱間加工性を低下させる。そのため、S含有量は0.020%以下である。S含有量は、好ましくは0.015%以下であり、さらに好ましくは0.010%以下である。 S: 0.020% or less Sulfur (S) is an impurity. S lowers the hot workability of steel. Therefore, the S content is 0.020% or less. The S content is preferably 0.015% or less, more preferably 0.010% or less.
硫黄(S)は不純物である。Sは鋼の熱間加工性を低下させる。そのため、S含有量は0.020%以下である。S含有量は、好ましくは0.015%以下であり、さらに好ましくは0.010%以下である。 S: 0.020% or less Sulfur (S) is an impurity. S lowers the hot workability of steel. Therefore, the S content is 0.020% or less. The S content is preferably 0.015% or less, more preferably 0.010% or less.
Al:0.010~0.100%
アルミニウム(Al)は、脱酸剤として含有される。一方、Al含有量が高すぎると、介在物が生成して鋼の成形性が低下する。そのため、Al含有量は0.010~0.100%である。Al含有量の下限は、好ましくは0.015%であり、さらに好ましくは0.020%である。Al含有量の上限は、好ましくは0.080%であり、さらに好ましくは0.060%である。 Al: 0.010-0.100%
Aluminum (Al) is contained as a deoxidizing agent. On the other hand, if the Al content is too high, inclusions are formed and the formability of the steel deteriorates. Therefore, the Al content is 0.010-0.100%. The lower limit of the Al content is preferably 0.015%, more preferably 0.020%. The upper limit of the Al content is preferably 0.080%, more preferably 0.060%.
アルミニウム(Al)は、脱酸剤として含有される。一方、Al含有量が高すぎると、介在物が生成して鋼の成形性が低下する。そのため、Al含有量は0.010~0.100%である。Al含有量の下限は、好ましくは0.015%であり、さらに好ましくは0.020%である。Al含有量の上限は、好ましくは0.080%であり、さらに好ましくは0.060%である。 Al: 0.010-0.100%
Aluminum (Al) is contained as a deoxidizing agent. On the other hand, if the Al content is too high, inclusions are formed and the formability of the steel deteriorates. Therefore, the Al content is 0.010-0.100%. The lower limit of the Al content is preferably 0.015%, more preferably 0.020%. The upper limit of the Al content is preferably 0.080%, more preferably 0.060%.
N:0.0100%以下
窒素(N)は、鋼に固溶して鋼の成形性を低下させる。そのため、N含有量は0.0100%以下である。N含有量の上限は、好ましくは0.0060%であり、さらに好ましくは0.0040%である。性能面からはN含有量は低いほど好ましいが、過度に低減しようとすると製造コストが増加する。N含有量の下限は、好ましくは0.0005%であり、さらに好ましくは0.0010%である。 N: 0.0100% or less Nitrogen (N) forms a solid solution in steel and lowers the formability of steel. Therefore, the N content is 0.0100% or less. The upper limit of the N content is preferably 0.0060%, more preferably 0.0040%. From the viewpoint of performance, the lower the N content is, the more preferable it is, but an excessive reduction increases the production cost. The lower limit of the N content is preferably 0.0005%, more preferably 0.0010%.
窒素(N)は、鋼に固溶して鋼の成形性を低下させる。そのため、N含有量は0.0100%以下である。N含有量の上限は、好ましくは0.0060%であり、さらに好ましくは0.0040%である。性能面からはN含有量は低いほど好ましいが、過度に低減しようとすると製造コストが増加する。N含有量の下限は、好ましくは0.0005%であり、さらに好ましくは0.0010%である。 N: 0.0100% or less Nitrogen (N) forms a solid solution in steel and lowers the formability of steel. Therefore, the N content is 0.0100% or less. The upper limit of the N content is preferably 0.0060%, more preferably 0.0040%. From the viewpoint of performance, the lower the N content is, the more preferable it is, but an excessive reduction increases the production cost. The lower limit of the N content is preferably 0.0005%, more preferably 0.0010%.
Ti及びNbの少なくとも一方:下記の式(1)を満たす量
0.8×(C/12+N/14)<Ti/48+Nb/93+0.0001・・・(1)
チタン(Ti)及びNb(ニオブ)は、鋼中のC及びNと結合して固溶C量及び固溶N量を低下させることによって、鋼の成形性を向上させる。Ti及びNbは、C及びNの含有量に応じた量を含有させる。具体的には、Ti及びNbの少なくとも一方を、上記の式(1)を満たす量含有させる。式(1)の元素記号には、対応する元素の含有量が質量%で代入される。一方、Ti及びNbを過剰に含有させても効果が飽和する。Ti及びNbの合計の含有量の上限は、好ましくは0.080%であり、さらに好ましくは0.060%である。 At least one of Ti and Nb: an amount that satisfies the following formula (1) 0.8×(C/12+N/14)<Ti/48+Nb/93+0.0001 (1)
Titanium (Ti) and Nb (niobium) combine with C and N in steel to reduce the amount of dissolved C and N, thereby improving the formability of steel. Ti and Nb are contained in amounts corresponding to the contents of C and N. Specifically, at least one of Ti and Nb is contained in an amount that satisfies the above formula (1). The content of the corresponding element is substituted for the symbol of the element in formula (1) in mass%. On the other hand, even if Ti and Nb are contained excessively, the effect is saturated. The upper limit of the total content of Ti and Nb is preferably 0.080%, more preferably 0.060%.
0.8×(C/12+N/14)<Ti/48+Nb/93+0.0001・・・(1)
チタン(Ti)及びNb(ニオブ)は、鋼中のC及びNと結合して固溶C量及び固溶N量を低下させることによって、鋼の成形性を向上させる。Ti及びNbは、C及びNの含有量に応じた量を含有させる。具体的には、Ti及びNbの少なくとも一方を、上記の式(1)を満たす量含有させる。式(1)の元素記号には、対応する元素の含有量が質量%で代入される。一方、Ti及びNbを過剰に含有させても効果が飽和する。Ti及びNbの合計の含有量の上限は、好ましくは0.080%であり、さらに好ましくは0.060%である。 At least one of Ti and Nb: an amount that satisfies the following formula (1) 0.8×(C/12+N/14)<Ti/48+Nb/93+0.0001 (1)
Titanium (Ti) and Nb (niobium) combine with C and N in steel to reduce the amount of dissolved C and N, thereby improving the formability of steel. Ti and Nb are contained in amounts corresponding to the contents of C and N. Specifically, at least one of Ti and Nb is contained in an amount that satisfies the above formula (1). The content of the corresponding element is substituted for the symbol of the element in formula (1) in mass%. On the other hand, even if Ti and Nb are contained excessively, the effect is saturated. The upper limit of the total content of Ti and Nb is preferably 0.080%, more preferably 0.060%.
本実施形態による冷延鋼板の化学組成は、V、Mo、W、B、Ca、Mg、及びREMを含有してもよい。これらの元素はいずれも選択元素である。すなわち、本実施形態による冷延鋼板の化学組成は、V、Mo、W、B、Ca、Mg、及びREMの一部又は全部を含有していなくてもよい。
The chemical composition of the cold-rolled steel sheet according to this embodiment may contain V, Mo, W, B, Ca, Mg, and REM. All of these elements are selective elements. That is, the chemical composition of the cold-rolled steel sheet according to this embodiment may not contain some or all of V, Mo, W, B, Ca, Mg, and REM.
V:0~0.50%
バナジウム(V)は、Ti及びNbと同様に、鋼中のC及びNを固定して鋼の成形性を向上させる。Vが少しでも含有されていれば、この効果が得られる。一方、V含有量が過剰になると、鋼が硬質化して成形性が低下する。そのため、V含有量は0~0.50%である。V含有量の下限は、好ましくは0.01%であり、さらに好ましくは0.03%であり、さらに好ましくは0.05%である。V含有量の上限は、好ましくは0.40%であり、さらに好ましくは0.30%である。 V: 0-0.50%
Vanadium (V), like Ti and Nb, fixes C and N in the steel and improves the formability of the steel. This effect can be obtained if even a small amount of V is contained. On the other hand, if the V content becomes excessive, the steel becomes hard and the formability deteriorates. Therefore, the V content is 0 to 0.50%. The lower limit of the V content is preferably 0.01%, more preferably 0.03%, still more preferably 0.05%. The upper limit of the V content is preferably 0.40%, more preferably 0.30%.
バナジウム(V)は、Ti及びNbと同様に、鋼中のC及びNを固定して鋼の成形性を向上させる。Vが少しでも含有されていれば、この効果が得られる。一方、V含有量が過剰になると、鋼が硬質化して成形性が低下する。そのため、V含有量は0~0.50%である。V含有量の下限は、好ましくは0.01%であり、さらに好ましくは0.03%であり、さらに好ましくは0.05%である。V含有量の上限は、好ましくは0.40%であり、さらに好ましくは0.30%である。 V: 0-0.50%
Vanadium (V), like Ti and Nb, fixes C and N in the steel and improves the formability of the steel. This effect can be obtained if even a small amount of V is contained. On the other hand, if the V content becomes excessive, the steel becomes hard and the formability deteriorates. Therefore, the V content is 0 to 0.50%. The lower limit of the V content is preferably 0.01%, more preferably 0.03%, still more preferably 0.05%. The upper limit of the V content is preferably 0.40%, more preferably 0.30%.
Mo:0~0.20%
W:0~0.20%
モリブデン(Mo)及びタングステン(W)はいずれも、鋼の耐食性を向上させる。Mo及びWが少しでも含有されていれば、この効果が得られる。一方、Mo及びWの含有量が過剰になると、鋼が硬質化して成形性が低下する。そのため、Mo及びWの各々の含有量は0~0.20%である。Mo及びWの含有量の下限はいずれも、好ましくは0.01%であり、さらに好ましくは0.03%であり、さらに好ましくは0.05%である。Mo及びW含有量の上限はいずれも、好ましくは0.18%である。 Mo: 0-0.20%
W: 0-0.20%
Molybdenum (Mo) and tungsten (W) both improve the corrosion resistance of steel. This effect can be obtained if Mo and W are contained even in small amounts. On the other hand, when the Mo and W contents are excessive, the steel hardens and the formability deteriorates. Therefore, the content of each of Mo and W is 0-0.20%. The lower limits of both Mo and W contents are preferably 0.01%, more preferably 0.03%, and still more preferably 0.05%. The upper limits for both Mo and W contents are preferably 0.18%.
W:0~0.20%
モリブデン(Mo)及びタングステン(W)はいずれも、鋼の耐食性を向上させる。Mo及びWが少しでも含有されていれば、この効果が得られる。一方、Mo及びWの含有量が過剰になると、鋼が硬質化して成形性が低下する。そのため、Mo及びWの各々の含有量は0~0.20%である。Mo及びWの含有量の下限はいずれも、好ましくは0.01%であり、さらに好ましくは0.03%であり、さらに好ましくは0.05%である。Mo及びW含有量の上限はいずれも、好ましくは0.18%である。 Mo: 0-0.20%
W: 0-0.20%
Molybdenum (Mo) and tungsten (W) both improve the corrosion resistance of steel. This effect can be obtained if Mo and W are contained even in small amounts. On the other hand, when the Mo and W contents are excessive, the steel hardens and the formability deteriorates. Therefore, the content of each of Mo and W is 0-0.20%. The lower limits of both Mo and W contents are preferably 0.01%, more preferably 0.03%, and still more preferably 0.05%. The upper limits for both Mo and W contents are preferably 0.18%.
B:0~0.0050%
ボロン(B)は、粒界を強化して鋼の成形性を向上させる。Bが少しでも含有されていれば、この効果が得られる。一方、B含有量が過剰になると、鋼が硬質化して成形性が低下する。そのため、B含有量は0~0.0050%である。B含有量の下限は、好ましくは0.0003%である。B含有量の上限は、好ましくは0.0040%であり、さらに好ましくは0.0030%である。 B: 0 to 0.0050%
Boron (B) strengthens grain boundaries and improves formability of steel. This effect can be obtained if even a small amount of B is contained. On the other hand, when the B content becomes excessive, the steel becomes hard and the formability deteriorates. Therefore, the B content is 0 to 0.0050%. The lower limit of the B content is preferably 0.0003%. The upper limit of the B content is preferably 0.0040%, more preferably 0.0030%.
ボロン(B)は、粒界を強化して鋼の成形性を向上させる。Bが少しでも含有されていれば、この効果が得られる。一方、B含有量が過剰になると、鋼が硬質化して成形性が低下する。そのため、B含有量は0~0.0050%である。B含有量の下限は、好ましくは0.0003%である。B含有量の上限は、好ましくは0.0040%であり、さらに好ましくは0.0030%である。 B: 0 to 0.0050%
Boron (B) strengthens grain boundaries and improves formability of steel. This effect can be obtained if even a small amount of B is contained. On the other hand, when the B content becomes excessive, the steel becomes hard and the formability deteriorates. Therefore, the B content is 0 to 0.0050%. The lower limit of the B content is preferably 0.0003%. The upper limit of the B content is preferably 0.0040%, more preferably 0.0030%.
Ca:0~0.0100%
Mg:0~0.0100%
REM:0~0.0100%
カルシウム(Ca)、マグネシウム(Mg)、及び希土類金属(REM)はいずれも、鋼の熱間加工性を向上させる。Ca、Mg、及びREMが少しでも含有されていれば、この効果が得られる。一方、Ca、Mg、及びREMの含有量が過剰になると、介在物が生成して鋼の成形性が低下する。そのため、Ca、Mg、及びREMの各々の含有量は0~0.0100%である。Ca、Mg、及びREMの含有量の下限はいずれも、好ましくは0.0001%である。Ca、Mg、及びREMの含有量の上限はいずれも、好ましくは0.0040%であり、さらに好ましくは0.0030%である。なお、REMは、Sc、Y及びランタノイドの合計17元素の総称であり、REMの含有量は上記元素の合計量を意味する。 Ca: 0-0.0100%
Mg: 0-0.0100%
REM: 0-0.0100%
Calcium (Ca), magnesium (Mg), and rare earth metals (REMs) all improve the hot workability of steel. This effect can be obtained if Ca, Mg, and REM are contained even in small amounts. On the other hand, when the content of Ca, Mg and REM becomes excessive, inclusions are formed and the formability of the steel deteriorates. Therefore, the content of each of Ca, Mg, and REM is 0-0.0100%. Each of the lower limits of Ca, Mg and REM contents is preferably 0.0001%. The upper limits of Ca, Mg and REM contents are all preferably 0.0040%, more preferably 0.0030%. REM is a generic term for a total of 17 elements including Sc, Y and lanthanoids, and the content of REM means the total amount of the above elements.
Mg:0~0.0100%
REM:0~0.0100%
カルシウム(Ca)、マグネシウム(Mg)、及び希土類金属(REM)はいずれも、鋼の熱間加工性を向上させる。Ca、Mg、及びREMが少しでも含有されていれば、この効果が得られる。一方、Ca、Mg、及びREMの含有量が過剰になると、介在物が生成して鋼の成形性が低下する。そのため、Ca、Mg、及びREMの各々の含有量は0~0.0100%である。Ca、Mg、及びREMの含有量の下限はいずれも、好ましくは0.0001%である。Ca、Mg、及びREMの含有量の上限はいずれも、好ましくは0.0040%であり、さらに好ましくは0.0030%である。なお、REMは、Sc、Y及びランタノイドの合計17元素の総称であり、REMの含有量は上記元素の合計量を意味する。 Ca: 0-0.0100%
Mg: 0-0.0100%
REM: 0-0.0100%
Calcium (Ca), magnesium (Mg), and rare earth metals (REMs) all improve the hot workability of steel. This effect can be obtained if Ca, Mg, and REM are contained even in small amounts. On the other hand, when the content of Ca, Mg and REM becomes excessive, inclusions are formed and the formability of the steel deteriorates. Therefore, the content of each of Ca, Mg, and REM is 0-0.0100%. Each of the lower limits of Ca, Mg and REM contents is preferably 0.0001%. The upper limits of Ca, Mg and REM contents are all preferably 0.0040%, more preferably 0.0030%. REM is a generic term for a total of 17 elements including Sc, Y and lanthanoids, and the content of REM means the total amount of the above elements.
本実施形態による冷延鋼板の化学組成の残部は、Fe及び不純物である。ここでいう不純物は、鋼の原料として利用される鉱石やスクラップから混入する元素、あるいは製造過程の環境等から混入する元素をいう。不純物は、これに限定されないが、例えばCu、Ni、Cr、及びO等である。
The remainder of the chemical composition of the cold-rolled steel sheet according to this embodiment is Fe and impurities. The term "impurities" as used herein refers to elements mixed in from ores and scraps used as raw materials for steel, or elements mixed in from the environment during the manufacturing process. Impurities include, but are not limited to, Cu, Ni, Cr, O, and the like.
[金属組織]
本実施形態による冷延鋼板の金属組織は、主にフェライトからなり、その体積率は95%以上である。フェライトの体積率は、好ましくは98%以上である。 [Metal structure]
The metal structure of the cold-rolled steel sheet according to the present embodiment is mainly composed of ferrite, and its volume fraction is 95% or more. The volume fraction of ferrite is preferably 98% or more.
本実施形態による冷延鋼板の金属組織は、主にフェライトからなり、その体積率は95%以上である。フェライトの体積率は、好ましくは98%以上である。 [Metal structure]
The metal structure of the cold-rolled steel sheet according to the present embodiment is mainly composed of ferrite, and its volume fraction is 95% or more. The volume fraction of ferrite is preferably 98% or more.
本実施形態による冷延鋼板の金属組織は、フェライトの平均結晶粒径が25μm以上である。フェライトの平均結晶粒径を大きくすることによって、平均r値を高くできるとともに、r値の面内異方性を小さくすることができる。フェライトの平均結晶粒径は、好ましくは26μm以上であり、より好ましくは30μm以上である。
In the metal structure of the cold-rolled steel sheet according to this embodiment, the average grain size of ferrite is 25 μm or more. By increasing the average grain size of ferrite, the average r-value can be increased and the in-plane anisotropy of the r-value can be reduced. The average grain size of ferrite is preferably 26 μm or more, more preferably 30 μm or more.
本実施形態による冷延鋼板の金属組織は、結晶方位の[1 1 1]が板面の法線方向から15°以内であって、[0 1 -1]が圧延方向から15°以内である結晶粒の面積率が20%以上であり、結晶方位の[1 1 1]が板面の法線方向から15°以内であって、[1 1 -2]が圧延方向から15°以内である結晶粒の面積率が20%以上である。
In the metallographic structure of the cold-rolled steel sheet according to the present embodiment, the area ratio of the crystal grains whose crystal orientation [1 1 1] is within 15° from the normal direction of the sheet surface and [0 1 -1] is within 15° from the rolling direction is 20% or more, and the crystal orientation [1 1 1] is within 15° from the normal direction of the sheet surface and [1 1 -2] is within 15° from the rolling direction. 0% or more.
図1は、冷延鋼板の外形と組織との関係を模式的に示す図である。従来から、結晶方位の[1 1 1]が板面の法線方向(ND)と平行(すなわち、{1 1 1}面が板面と平行)な結晶粒が多いほど、r値が高くなることが知られている。
Fig. 1 is a diagram schematically showing the relationship between the outer shape and structure of a cold-rolled steel sheet. Conventionally, it is known that the more crystal grains in which the crystal orientation [1 1 1] is parallel to the normal direction (ND) of the plate surface (that is, the {1 1 1} plane is parallel to the plate surface), the higher the r value.
一方、結晶方位は三次元の自由度を持つので、[1 1 1]//NDの関係を満たしたうえでも、結晶方位は様々な方位を取り得る。図2は、[1 1 1]//NDの関係を満たしつつ、[1 1 1]軸の周りに回転させた様々な結晶方位を模式的に示す図である。通常は、[1 1 1]軸の周りに回転させた様々な結晶方位のうち、特定の結晶方位の結晶粒が優先的に発達する。
On the other hand, since the crystal orientation has a three-dimensional degree of freedom, the crystal orientation can take various orientations even after satisfying the relationship [1 1 1]//ND. FIG. 2 is a diagram schematically showing various crystal orientations rotated around the [1 1 1] axis while satisfying the relationship [1 1 1]//ND. Usually, among various crystal orientations rotated around the [1 1 1] axis, grains of a specific crystal orientation develop preferentially.
[1 1 1]//NDの関係を満たしたうえで、[1 1 1]軸の周りに回転させた様々な結晶方位の結晶粒の割合を均等にすることで、平均r値を高くしつつ、r値の面内異方性を小さくすることができる。本実施形態では、このような結晶粒の割合が均等であるかどうかの指標として、結晶方位が(1 1 1)[0 1 -1]である結晶粒の面積率、及び結晶方位が(1 1 1)[1 1 -2]である結晶粒の面積率を用いる。ここで、板面の法線方向(ND)に平行な結晶方位を(hkl)と表し、圧延方向(RD)に平行な結晶方位を[uvw]と表している。
By satisfying the relationship of [1 1 1]//ND and equalizing the proportions of crystal grains with various crystal orientations rotated around the [1 1 1] axis, it is possible to increase the average r value and reduce the in-plane anisotropy of the r value. In the present embodiment, the area ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and the area ratio of crystal grains with a crystal orientation of (1 1 1) [1 1 - 2] are used as indicators of whether or not the ratio of such crystal grains is uniform. Here, the crystal orientation parallel to the normal direction (ND) of the sheet surface is expressed as (hkl), and the crystal orientation parallel to the rolling direction (RD) is expressed as [uvw].
図3及び図4は、冷延鋼板の組織を模式的に示す図である。図3は、結晶方位が(1 1 1)[0 1 -1]である結晶粒と、結晶方位が(1 1 1)[1 1 -2]である結晶粒との比が50:50である場合、図4はこの比が30:70である場合を示している。図3の組織では、鋼板をどの方向から変形させても同じ条件であるため、図4の組織に比べてr値の面内異方性が小さくなる。
Figures 3 and 4 are diagrams schematically showing the structure of a cold-rolled steel sheet. FIG. 3 shows a case where the ratio of crystal grains with a crystal orientation of (111)[01-1] and crystal grains with a crystal orientation of (111)[11-2] is 50:50, and FIG. 4 shows a case where this ratio is 30:70. In the structure of FIG. 3, the conditions are the same regardless of the direction in which the steel plate is deformed, so the in-plane anisotropy of the r-value is smaller than in the structure of FIG.
図3及び図4では、簡単のため、冷延鋼板が二種類の結晶方位の結晶粒から構成されている場合を説明したが、実際の冷延鋼板では、これら以外の結晶方位の結晶粒も存在する。結晶方位が(1 1 1)[0 1 -1]である結晶粒の面積率、及び結晶方位が(1 1 1)[1 1 -2]である結晶粒の面積率の各々が20%以上であれば、そうでない場合と比較して、[1 1 1]//NDの関係を満たす様々な結晶方位の結晶粒がより均等に存在するとみなせる。
In FIGS. 3 and 4, for the sake of simplicity, the case where the cold-rolled steel sheet is composed of grains of two types of crystal orientations is explained, but in actual cold-rolled steel sheets, crystal grains of other crystal orientations also exist. If each of the area ratio of the crystal grains with the crystal orientation (1 1 1) [0 1 -1] and the area ratio of the crystal grains with the crystal orientation (1 1 1) [1 1 -2] is 20% or more, it can be considered that the crystal grains with various crystal orientations that satisfy the relationship [1 1 1]//ND are more evenly present than in the case of otherwise.
[機械特性]
本実施形態による冷延鋼板は、下記の式(2)で表される平均r値mean-rが1.8以上であり、下記の式(3)で表される、r値の面内異方性Δrの絶対値が0.4以下である。
mean-r=(RL+2×RD+RC)/4・・・(2)
Δr=(RL-2×RD+RC)/2・・・(3)
式(2)及び式(3)のRL、RD、及びRCはそれぞれ、冷延鋼板の圧延方向に平行な方向、圧延方向から45°の方向、及び圧延方向から90°の方向のr値である。 [Mechanical properties]
In the cold-rolled steel sheet according to the present embodiment, the average r-value mean-r represented by the following formula (2) is 1.8 or more, and the absolute value of the in-plane anisotropy Δr of the r-value represented by the following formula (3) is 0.4 or less.
mean−r=(R L +2×R D +R C )/4 (2)
Δr=(R L −2×R D +R C )/2 (3)
R L , R D , and R C in equations (2) and (3) are the r values in the direction parallel to the rolling direction, the direction 45° from the rolling direction, and the direction 90° from the rolling direction, respectively.
本実施形態による冷延鋼板は、下記の式(2)で表される平均r値mean-rが1.8以上であり、下記の式(3)で表される、r値の面内異方性Δrの絶対値が0.4以下である。
mean-r=(RL+2×RD+RC)/4・・・(2)
Δr=(RL-2×RD+RC)/2・・・(3)
式(2)及び式(3)のRL、RD、及びRCはそれぞれ、冷延鋼板の圧延方向に平行な方向、圧延方向から45°の方向、及び圧延方向から90°の方向のr値である。 [Mechanical properties]
In the cold-rolled steel sheet according to the present embodiment, the average r-value mean-r represented by the following formula (2) is 1.8 or more, and the absolute value of the in-plane anisotropy Δr of the r-value represented by the following formula (3) is 0.4 or less.
mean−r=(R L +2×R D +R C )/4 (2)
Δr=(R L −2×R D +R C )/2 (3)
R L , R D , and R C in equations (2) and (3) are the r values in the direction parallel to the rolling direction, the direction 45° from the rolling direction, and the direction 90° from the rolling direction, respectively.
r値(ランクフォード(Lankford)のr値)は、薄板の加工性に関する一般的な指標であり、r値が高い材料は深絞り性に優れる。r値の測定方法は、次のとおりである。
The r-value (Lankford's r-value) is a general index of the workability of thin plates, and materials with a high r-value are excellent in deep drawability. The method of measuring the r value is as follows.
冷延鋼板の圧延方向に平行な方向(L方向)、圧延方向から45°の方向(D方向)、及び圧延方向から90°の方向(C方向、すなわち板幅方向)を長手方向とする引張試験片を採取する。これらの試験片をEL=15%まで引張ったところで、引張試験を中断(すなわち、荷重を除荷)する。引張った試験片の評点間距離及び板幅を測定する。引張り前の評点間距離をL、板幅をWとし、引張り後の評点間距離をl、板幅をwとすると、r値は次の式で求められる。
r=-ln(w/W)/(ln(l/L)+ln(w/W))
L方向、D方向、及びC方向の試験片で測定したr値が、それぞれRL、RD、及びRCである。 The direction parallel to the rolling direction of the cold-rolled steel sheet (L direction), the direction 45° from the rolling direction (D direction), and the direction 90° from the rolling direction (C direction, that is, the width direction) are taken as longitudinal directions. The tensile test is interrupted (ie, the load is removed) when these specimens are pulled to EL=15%. Measure the distance between marks and the width of the pulled test piece. Assuming that the distance between scores before pulling is L, the strip width is W, the distance between scores after stretching is l, and the strip width is w, the r value is obtained by the following formula.
r=-ln(w/W)/(ln(l/L)+ln(w/W))
The r-values measured on the specimens in the L, D, and C directions are R L , R D , and R C , respectively.
r=-ln(w/W)/(ln(l/L)+ln(w/W))
L方向、D方向、及びC方向の試験片で測定したr値が、それぞれRL、RD、及びRCである。 The direction parallel to the rolling direction of the cold-rolled steel sheet (L direction), the direction 45° from the rolling direction (D direction), and the direction 90° from the rolling direction (C direction, that is, the width direction) are taken as longitudinal directions. The tensile test is interrupted (ie, the load is removed) when these specimens are pulled to EL=15%. Measure the distance between marks and the width of the pulled test piece. Assuming that the distance between scores before pulling is L, the strip width is W, the distance between scores after stretching is l, and the strip width is w, the r value is obtained by the following formula.
r=-ln(w/W)/(ln(l/L)+ln(w/W))
The r-values measured on the specimens in the L, D, and C directions are R L , R D , and R C , respectively.
平均r値mean-rは、好ましくは1.9以上であり、さらに好ましくは2.0以上である。r値の面内異方性Δrの絶対値は、好ましくは0.35以下であり、さらに好ましくは0.30以下である。
The average r-value (mean-r) is preferably 1.9 or more, more preferably 2.0 or more. The absolute value of the in-plane anisotropy Δr of the r-value is preferably 0.35 or less, more preferably 0.30 or less.
本実施形態による冷延鋼板は、好ましくは、引張強度が270~340MPaである。引張強度の上限は、より好ましくは300MPaである。
The cold-rolled steel sheet according to this embodiment preferably has a tensile strength of 270-340 MPa. The upper limit of tensile strength is more preferably 300 MPa.
本実施形態による冷延鋼板は、好ましくは、均一伸びが30%以上であり、破断伸びが50%以上である。
The cold-rolled steel sheet according to this embodiment preferably has a uniform elongation of 30% or more and a breaking elongation of 50% or more.
本実施形態による冷延鋼板は、好ましくは、EL=10%での加工硬化率(n値)が0.30以上である。EL=10%での加工硬化率は、より好ましくは0.32以上であり、さらに好ましくは0.35以上である。
The cold-rolled steel sheet according to the present embodiment preferably has a work hardening rate (n value) of 0.30 or more at EL = 10%. The work hardening rate at EL=10% is more preferably 0.32 or more, and still more preferably 0.35 or more.
[冷延鋼板の製造方法]
次に、上述した冷延鋼板の製造方法の一例を説明する。以下に説明する製造方法はあくまでも例示であって、上述した冷延鋼板の製造方法を限定するものではない。 [Manufacturing method of cold-rolled steel sheet]
Next, an example of a method for manufacturing the above-described cold-rolled steel sheet will be described. The manufacturing method described below is merely an example, and does not limit the manufacturing method of the cold-rolled steel sheet described above.
次に、上述した冷延鋼板の製造方法の一例を説明する。以下に説明する製造方法はあくまでも例示であって、上述した冷延鋼板の製造方法を限定するものではない。 [Manufacturing method of cold-rolled steel sheet]
Next, an example of a method for manufacturing the above-described cold-rolled steel sheet will be described. The manufacturing method described below is merely an example, and does not limit the manufacturing method of the cold-rolled steel sheet described above.
図5は、本発明の一実施形態による冷延鋼板の製造方法を示すフロー図である。この製造方法は、熱延鋼板を準備する工程(ステップS1)、熱延鋼板を酸洗する工程(ステップS2)、酸洗された鋼板を冷間圧延する工程(ステップS3)、及び冷間圧延された鋼板を焼鈍する工程(ステップS4)を備えている。
FIG. 5 is a flow diagram showing a method for manufacturing a cold-rolled steel sheet according to one embodiment of the present invention. This manufacturing method includes a step of preparing a hot-rolled steel sheet (step S1), a process of pickling the hot-rolled steel sheet (step S2), a process of cold-rolling the pickled steel sheet (step S3), and a process of annealing the cold-rolled steel sheet (step S4).
熱延鋼板を準備する(ステップS1)。熱延鋼板は例えば、上述した化学組成を有するスラブを通常の方法で熱間圧延して巻き取ることで製造することができる。熱間圧延の圧延率や圧延後の板厚、室温までの冷却方法、巻き取り条件等は特に限定されない。
A hot-rolled steel sheet is prepared (step S1). A hot-rolled steel sheet can be produced, for example, by hot-rolling a slab having the chemical composition described above by a normal method and winding the slab. There are no particular restrictions on the rolling rate of hot rolling, the plate thickness after rolling, the cooling method to room temperature, the winding conditions, and the like.
熱延鋼板を通常の条件で酸洗する(ステップS2)。
The hot-rolled steel sheet is pickled under normal conditions (step S2).
酸洗された鋼板に冷間圧延を施す(ステップS3)。冷間圧延の板厚減少率(以下「冷延率」という。)は、30~80%である。冷延率が30%未満であると、焼鈍工程(ステップS4)でフェライトの再結晶が進まず、望ましい組織が得られない。冷延率が80%を超えると、製造コストが増加する。冷延率の下限は、好ましくは40%であり、さらに好ましくは60%である。
Cold rolling is applied to the pickled steel sheet (step S3). The thickness reduction rate of cold rolling (hereinafter referred to as "cold rolling rate") is 30 to 80%. If the cold rolling rate is less than 30%, recrystallization of ferrite does not proceed in the annealing step (step S4), and a desired structure cannot be obtained. If the cold rolling rate exceeds 80%, the manufacturing cost increases. The lower limit of the cold rolling rate is preferably 40%, more preferably 60%.
冷間圧延された鋼板を焼鈍する(ステップS4)。焼鈍工程(ステップS4)は、冷間圧延された鋼板を所定の保持温度まで加熱する工程(ステップS4-1)、加熱された鋼板を保持温度に所定の保持時間保持する工程(ステップS4-2)、及び保持温度に保持された鋼板を冷却する工程(ステップS4-3)を含んでいる。
The cold-rolled steel plate is annealed (step S4). The annealing step (step S4) includes a step of heating the cold-rolled steel plate to a predetermined holding temperature (step S4-1), a step of holding the heated steel plate at the holding temperature for a predetermined holding time (step S4-2), and a step of cooling the steel plate held at the holding temperature (step S4-3).
冷間圧延された鋼板を保持温度T1まで加熱する(ステップS4-1)。保持温度T1は、750~900℃である。保持温度T1が750℃未満であると、フェライトの再結晶が進まず、望ましい組織が得られない。保持温度T1が900℃を超えると、焼鈍中にオーステナイトに変態する可能性があり、r値に有利な結晶方位が減少する。保持温度T1の下限は、好ましくは760℃であり、さらに好ましくは770℃である。保持温度T1の上限は、好ましくは880℃であり、さらに好ましくは860℃である。
The cold-rolled steel plate is heated to the holding temperature T1 (step S4-1). The holding temperature T1 is 750-900.degree. If the holding temperature T1 is less than 750° C., recrystallization of ferrite does not proceed and a desired structure cannot be obtained. If the holding temperature T1 exceeds 900° C., there is a possibility that the steel will transform into austenite during annealing, and the crystal orientation that is advantageous for the r value will decrease. The lower limit of the holding temperature T1 is preferably 760°C, more preferably 770°C. The upper limit of the holding temperature T1 is preferably 880°C, more preferably 860°C.
加熱工程(ステップS4-1)において、500℃から600℃までの温度域の平均加熱速度を8℃/秒以下にし、720℃から保持温度T1までの温度域の平均加熱速度を100℃/秒以上にする。
In the heating step (step S4-1), the average heating rate in the temperature range from 500°C to 600°C is set to 8°C/second or less, and the average heating rate in the temperature range from 720°C to the holding temperature T1 is set to 100°C/second or more.
図6は、加熱工程(ステップS4-1)における結晶粒の生成を模式的に示す図である。500℃から600℃までの温度域を徐加熱することで、鋼板に含まれている転位が回復し、組織の一部に再結晶の潜在核を多数生成させることができる。ここで潜在核とは、サブミクロンサイズの転位の少ない微小な粒であり、その多くは[1 1 1]//NDの結晶方位を持つ。
FIG. 6 is a diagram schematically showing the formation of crystal grains in the heating step (step S4-1). By slowly heating the temperature range from 500°C to 600°C, the dislocations contained in the steel sheet can be recovered, and a large number of latent nuclei for recrystallization can be generated in a part of the structure. Here, the latent nuclei are minute grains with few submicron-sized dislocations, most of which have a crystal orientation of [1 1 1]//ND.
この再結晶の潜在核が充分に成長した状態の720℃から保持温度T1までの温度域を急速加熱することで、潜在核が急速に成長する。これによって、[1 1 1]//NDの結晶方位を持った粗大粒が得られる。さらに、この結晶粒は、[1 1 1]//NDの関係を満たしたうえで、[1 1 1]軸の周りに回転させた様々な結晶方位を持っている。そのため、面内異方性を小さくすることができる。
The latent nuclei grow rapidly by rapidly heating the temperature range from 720°C in which the latent nuclei of recrystallization have grown sufficiently to the holding temperature T1. As a result, coarse grains having a crystal orientation of [1 1 1]//ND are obtained. Furthermore, the crystal grains satisfy the relationship [1 1 1]//ND and have various crystal orientations rotated around the [1 1 1] axis. Therefore, in-plane anisotropy can be reduced.
これに対し、720℃から保持温度T1までの温度域の加熱速度が小さい場合、この温度域で[1 1 1]//ND以外の結晶方位を持った潜在核が生成し、r値に有利な結晶粒が減少する。
On the other hand, when the heating rate in the temperature range from 720°C to the holding temperature T1 is low, latent nuclei with crystal orientations other than [1 1 1]//ND are generated in this temperature range, and the number of crystal grains favorable to the r value decreases.
500℃から600℃までの温度域の平均加熱速度は、好ましくは6℃/秒以下であり、さらに好ましくは5℃/秒以下である。720℃から保持温度T1までの温度域の平均加熱速度は、好ましくは300℃/秒以上であり、さらに好ましくは400℃/秒以上である。
The average heating rate in the temperature range from 500°C to 600°C is preferably 6°C/second or less, more preferably 5°C/second or less. The average heating rate in the temperature range from 720° C. to the holding temperature T1 is preferably 300° C./second or higher, more preferably 400° C./second or higher.
室温から500℃までの温度域の加熱速度、及び、600℃から720℃までの温度域の加熱速度は任意である。これらの温度域の加熱速度は、例えば0.1℃/秒以上1000℃/秒以下であってよく、途中で加熱速度を切り替えてもよい。
The heating rate in the temperature range from room temperature to 500°C and the heating rate in the temperature range from 600°C to 720°C are arbitrary. The heating rate in these temperature ranges may be, for example, 0.1° C./second or more and 1000° C./second or less, and the heating rate may be switched in the middle.
上記の加熱を実現するための具体的な方法として例えば、600℃から720℃の間の所定の温度Tcで加熱方法を切り替えるようにしてもよい。すなわち、室温から温度Tcまでの温度域を加熱速度の小さい加熱方法(例えば、ラジアントチューブによる放射加熱)によって鋼板を加熱し、温度Tcから保持温度T1までの温度域を加熱速度の大きい加熱方法(例えば、高周波誘導加熱)によって鋼板を加熱するようにしてもよい。
As a specific method for realizing the above heating, for example, the heating method may be switched at a predetermined temperature Tc between 600°C and 720°C. That is, the steel sheet may be heated by a heating method with a low heating rate (e.g., radiation heating using a radiant tube) in the temperature range from room temperature to the temperature Tc, and the steel sheet may be heated by a heating method with a high heating rate (e.g., high-frequency induction heating) in the temperature range from the temperature Tc to the holding temperature T1.
保持温度T1まで加熱した後、この保持温度T1に所定の時間保持する(ステップS4-2)。具体的には例えば、保持温度T1の均熱炉(例えば、ラジアントチューブによる高温炉)に通板させ、保持温度T1に所定時間滞留させてもよい。
After heating to the holding temperature T1, the holding temperature T1 is held for a predetermined time (step S4-2). Specifically, for example, the sheet may be passed through a soaking furnace (for example, a high-temperature furnace using a radiant tube) at a holding temperature T1 and held at the holding temperature T1 for a predetermined time.
保持時間(滞留時間)は、40秒以上である。保持時間が短すぎると、結晶粒が十分に成長しない場合がある。保持時間(滞留時間)は、好ましくは45秒以上であり、さらに好ましくは50秒以上である。保持時間の上限は、特に限定されないが、例えば300秒である。
The retention time (residence time) is 40 seconds or longer. If the holding time is too short, the crystal grains may not grow sufficiently. The retention time (residence time) is preferably 45 seconds or longer, more preferably 50 seconds or longer. Although the upper limit of the holding time is not particularly limited, it is, for example, 300 seconds.
保持工程(ステップS4-2)の後、鋼板を冷却する(ステップS4-3)。保持後の冷却条件は任意である。冷却速度は、これに限定されないが、例えば1~70℃/秒である。また、冷却の途中の300~450℃で100~500秒の保持(過時効熱処理)を施してもよい。
After the holding step (step S4-2), the steel plate is cooled (step S4-3). The cooling conditions after holding are arbitrary. The cooling rate is, but not limited to, 1 to 70° C./second, for example. In addition, it may be held at 300 to 450° C. for 100 to 500 seconds (overaging heat treatment) during cooling.
以上、本発明の一実施形態による冷延鋼板、及びその製造方法を説明した。本実施形態によれば、加工性に優れた冷延鋼板が得られる。
The cold-rolled steel sheet according to one embodiment of the present invention and the manufacturing method thereof have been described above. According to this embodiment, a cold-rolled steel sheet with excellent workability can be obtained.
以下、実施例によって本発明をより具体的に説明する。本発明はこれらの実施例に限定されない。
The present invention will be described in more detail below with reference to examples. The invention is not limited to these examples.
表1に示す化学組成を有する180kgの鋼塊を高周波真空溶解炉にて溶製し、熱間鍛造により30mm厚さのスラブにした。得られたスラブについて、熱間圧延試験機によって熱間圧延を施し、厚さ1.25~3.3mmの熱延鋼板とした。熱間圧延は表2に示す最終圧延温度で圧延を完了し、3~10秒経過した後、鋼板を同表の巻き取り温度まで冷却し、その後は鋼板の巻き取り模擬として20℃/秒の冷却速度で200℃以下まで冷却した。冷却後、表2に示す冷延率(板厚減少率)で冷間圧延を施し、厚さ1.0mmの冷延鋼板を作製し、鋼素材とした。
A 180 kg steel ingot having the chemical composition shown in Table 1 was melted in a high-frequency vacuum melting furnace and hot forged into a slab with a thickness of 30 mm. The obtained slab was hot-rolled by a hot rolling tester to obtain a hot-rolled steel sheet having a thickness of 1.25 to 3.3 mm. Hot rolling is completed at the final rolling temperature shown in Table 2, and after 3 to 10 seconds, the steel sheet is cooled to the coiling temperature shown in the same table, and then cooled to 200 ° C. or less at a cooling rate of 20 ° C./sec to simulate coiling of the steel plate. After cooling, it was cold-rolled at a cold-rolling rate (thickness reduction rate) shown in Table 2 to produce a cold-rolled steel sheet with a thickness of 1.0 mm, which was used as a steel material.


得られた鋼素材から、幅30mm、長さ200mmの試験片を採取した。採取した各試験片に対して、表2に示す条件で焼鈍を施した。焼鈍工程では、500℃から600℃までの温度域を表2の平均加熱速度R1で加熱し、720℃から保持温度までの温度域を表2の平均加熱速度R2で加熱し、保持温度において所定時間保持した後、室温まで冷却した。焼鈍後の各試験片について、組織観察及び引張試験を行った。
A test piece with a width of 30 mm and a length of 200 mm was taken from the obtained steel material. Annealing was performed under the conditions shown in Table 2 for each sampled test piece. In the annealing step, the temperature range from 500 ° C. to 600 ° C. is heated at the average heating rate R1 in Table 2, the temperature range from 720 ° C. to the holding temperature is heated at the average heating rate R2 in Table 2, and the holding temperature is maintained for a predetermined time. After that, it was cooled to room temperature. A structure observation and a tensile test were performed on each test piece after annealing.
引張強さ及び伸びの測定のため、圧延方向に平行な方向(L方向)を長手方向とするJIS5号試験片を2本ずつ採取し、引張速度10mm/分で試験した。その結果から、引張強さ(TS)、均一伸び(uEL)、破断伸び(tEL)、及びEL=10%での加工硬化率(n値)を求めた。
In order to measure the tensile strength and elongation, two JIS No. 5 test pieces were taken with the longitudinal direction parallel to the rolling direction (L direction) and tested at a tensile speed of 10 mm/min. From the results, tensile strength (TS), uniform elongation (uEL), elongation at break (tEL), and work hardening rate (n value) at EL=10% were obtained.
r値測定のため、圧延方向に平行な方向(L方向)、圧延方向から45°の方向(D方向)、圧延方向から90°の方向(C方向、すなわち板幅方向)から、1/2ASTMサイズ(GL=10mm)を2本ずつ採取した。試験片をEL=15%まで引張ったところで除荷して板幅を測定し、L、D、C方向のr値を求めた。上述した式(2)及び(3)から、平均r値mean-r、及びr値の面内異方性Δrを求めた
For the r-value measurement, two pieces of 1/2 ASTM size (GL = 10 mm) were taken from the direction parallel to the rolling direction (L direction), the direction 45° from the rolling direction (D direction), and the direction 90° from the rolling direction (C direction, that is, the width direction). When the test piece was stretched to EL=15%, the load was removed and the plate width was measured to obtain the r values in the L, D and C directions. From the above formulas (2) and (3), the average r value mean-r and the in-plane anisotropy Δr of the r value were obtained.
焼鈍後の試験片の金属組織は以下の方法により測定した。
The metal structure of the test piece after annealing was measured by the following method.
まず、焼鈍後の各試験片から、圧延方向及び板面の法線方向に平行な断面が観察面となるように、観察用試料を採取した。測定領域は圧延方向2000μm×板面の法線方向200μmとし、スキャンステップは1μmとした。フェライト平均結晶粒径は、EBSDによる測定において、結晶方位差15°以上の粒界で囲まれた領域をBCC結晶粒とみなし、その円相当直径の平均値dを次式から算出することにより求めた。
First, from each test piece after annealing, an observation sample was taken so that the cross section parallel to the rolling direction and the normal direction of the plate surface was the observation surface. The measurement area was 2000 μm in the rolling direction×200 μm in the direction normal to the sheet surface, and the scanning step was 1 μm. The average ferrite crystal grain size was obtained by regarding a region surrounded by grain boundaries with a crystal orientation difference of 15° or more as BCC crystal grains in measurement by EBSD, and calculating the average value d of the equivalent circle diameter from the following equation.

さらに、同じEBSD解析データを用いて、観察用試料の圧延方向及び板面の法線方向がEBSD解析の測定系座標と平行になるように調整したうえで、(1)結晶方位の[1 1 1]が板面の法線方向から15°以内であって、[0 1 -1]が圧延方向から15°以内である結晶粒の面積率、及び(2)結晶方位の[1 1 1]が板面の法線方向から15°以内であって、[1 1 -2]が圧延方向から15°以内である結晶粒の面積率を求めた。
Furthermore, using the same EBSD analysis data, after adjusting the rolling direction and the normal direction of the plate surface of the observation sample so that they are parallel to the measurement system coordinates of the EBSD analysis, (1) the area ratio of the crystal grains in which the crystal orientation [1 1 1] is within 15° from the normal direction of the plate surface and [0 1 -1] is within 15° from the rolling direction, and (2) the crystal orientation [1 1 1] is 1 from the normal direction of the plate surface. The area ratio of crystal grains within 5° and [1 1 -2] within 15° from the rolling direction was determined.
図7及び図8に、EBSDによる解析例を示す。図7は、結晶方位が(1 1 1)[0 1 -1]である結晶粒と、結晶方位が(1 1 1)[1 1 -2]である結晶粒との割合が同程度である場合の例である。図8は、結晶方位が(1 1 1)[0 1 -1]である結晶粒と、結晶方位が(1 1 1)[1 1 -2]である結晶粒との割合に偏りが存在する場合の例である。
Figures 7 and 8 show examples of analysis by EBSD. FIG. 7 shows an example in which the ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains with a crystal orientation of (1 1 1) [1 1 - 2] is approximately the same. FIG. 8 shows an example in which the ratio of crystal grains with a crystal orientation of (1 1 1) [0 1 - 1] and crystal grains with a crystal orientation of (1 1 1) [1 1 - 2] is biased.


表1~4に示すように、試験番号1~15の試験片は、フェライトの体積率が95%以上であり、フェライトの平均結晶粒径が25μm以上であった。これらの試験片では、平均r値r-meamが1.8以上であり、r値の面内異方性Δrの絶対値が0.4以下であった。さらにこれらの試験片では、(1)結晶方位の[1 1 1]が板面の法線方向から15°以内であって、[0 1 -1]が圧延方向から15°以内である結晶粒の面積率、及び(2)結晶方位の[1 1 1]が板面の法線方向から15°以内であって、[1 1 -2]が圧延方向から15°以内である結晶粒の面積率のいずれもが20%以上であった。
As shown in Tables 1 to 4, the test pieces of test numbers 1 to 15 had a ferrite volume fraction of 95% or more and an average ferrite crystal grain size of 25 μm or more. In these test pieces, the average r-value r-meam was 1.8 or more, and the absolute value of the in-plane anisotropy Δr of the r-value was 0.4 or less. Furthermore, in these specimens, (1) the area ratio of crystal grains with [1 1 1] crystal orientation within 15° from the normal direction of the sheet surface and [0 1 -1] within 15° from the rolling direction, and (2) the area ratio of crystal grains with [1 1 1] crystal orientation within 15° from the normal direction of the sheet surface and [1 1 -2] within 15° from the rolling direction are both 20% or more. There was
これらに対して、試験番号16~28の試験片は、フェライトの平均結晶粒径が25μm未満であった。これは、これらの試験片の製造条件が不適切であったためと考えられる。
On the other hand, the test pieces of test numbers 16 to 28 had an average grain size of ferrite of less than 25 μm. This is probably because the manufacturing conditions for these test pieces were inappropriate.
具体的には、試験番号16、18及び26の試験片は、500℃から600℃までの温度域の平均加熱速度が大きすぎたため、加熱中にr値に有利な結晶方位の潜在核が十分に生成しなかった。
Specifically, in the test pieces of test numbers 16, 18, and 26, the average heating rate in the temperature range from 500°C to 600°C was too high, so latent nuclei with crystal orientations favorable to the r value were not sufficiently generated during heating.
試験番号17、19、22及び28の試験片は、720℃から保持温度までの温度域の平均加熱速度が小さすぎたため、加熱中にr値に有利な結晶方位以外の潜在核が生成し、r値を向上させる結晶方位のフェライトが十分に粗大化しなかった。
In the test pieces of test numbers 17, 19, 22 and 28, the average heating rate in the temperature range from 720°C to the holding temperature was too small, so latent nuclei other than the crystal orientation favorable to the r value were generated during heating, and the ferrite with the crystal orientation that improved the r value was not sufficiently coarsened.
試験番号20の試験片は、保持温度が高すぎたため、焼鈍中にオーステナイトに変態してしまい、r値に有利な結晶方位が減少した。
Because the test piece of test number 20 was held at too high a temperature, it transformed into austenite during annealing, and the crystal orientation favorable to the r value decreased.
試験番号23及び27の試験片は、保持温度が低すぎたため、フェライトの再結晶が進まなかった。
In the specimens of test numbers 23 and 27, the recrystallization of ferrite did not progress because the holding temperature was too low.
試験番号21及び24の試験片は、保持時間が短すぎたため、フェライトが十分に粒成長しなかった。
In test pieces of test numbers 21 and 24, the ferrite grains did not grow sufficiently because the holding time was too short.
試験番号25の試験片は、冷間圧延での板厚減少率が小さすぎたため、焼鈍中に再結晶が進まなかった(フェライトは転位の回復が起こっただけとなった。)。
In the test piece of Test No. 25, recrystallization did not progress during annealing because the plate thickness reduction rate in cold rolling was too small (ferrite only recovered dislocations).
その結果、これらの試験片はr値に有利な結晶方位が十分に得られなかった。そのため、平均r値r-meamは1.8未満であり、r値の面内異方性Δrの絶対値は0.4よりも大きくなった。
As a result, these specimens could not obtain sufficient crystal orientations that were favorable to the r value. Therefore, the average r-value r-meam was less than 1.8, and the absolute value of the in-plane anisotropy Δr of the r-value was greater than 0.4.
試験番号29の試験片は、C含有量が過剰であった。このような化学組成の鋼は、固溶C量が高いため、加熱過程においてフェライトが再結晶する際に、ランダムな結晶方位の再結晶フェライト粒が生成しやすくなる。そのため、r値に有利な結晶方位の結晶粒が発達しなかった。その結果、平均r値r-meamは1.8未満であり、r値の面内異方性Δrの絶対値は0.4よりも大きくなった。
The test piece of test number 29 had an excessive C content. Steel with such a chemical composition has a high solid solution C content, so that when ferrite is recrystallized in the heating process, recrystallized ferrite grains with random crystal orientations are likely to be generated. Therefore, crystal grains with crystal orientations favorable to the r value did not develop. As a result, the average r-value r-meam was less than 1.8, and the absolute value of the in-plane anisotropy Δr of the r-value was greater than 0.4.
試験番号30の試験片は、Ti及びNbの含有量が式(1)を満たさなかった。そのため、鋼中の固溶CをTiCやNbC析出物として固定する作用が弱く、鋼中に多くの固溶Cが含まれていた。これによって、試験番号29の場合と同様に、r値に有利な結晶方位の結晶粒が発達しなかった。その結果、平均r値r-meamは1.8未満であり、r値の面内異方性Δrの絶対値は0.4よりも大きくなった。
The Ti and Nb contents of the test piece of test number 30 did not satisfy formula (1). Therefore, the action of fixing solute C in the steel as TiC or NbC precipitates is weak, and a large amount of solute C was contained in the steel. As a result, as in Test No. 29, crystal grains with a crystal orientation favorable to the r value did not develop. As a result, the average r-value r-meam was less than 1.8, and the absolute value of the in-plane anisotropy Δr of the r-value was greater than 0.4.
以上、本発明の実施形態を説明したが、上述した実施形態は本発明を実施するための例示にすぎない。よって、本発明は上述した実施形態に限定されることなく、発明の範囲内で、上述した実施形態を適宜変形して実施することが可能である。
Although the embodiments of the present invention have been described above, the above-described embodiments are merely examples for carrying out the present invention. Therefore, the present invention is not limited to the above-described embodiment, and it is possible to modify the above-described embodiment as appropriate within the scope of the invention.
Although the embodiments of the present invention have been described above, the above-described embodiments are merely examples for carrying out the present invention. Therefore, the present invention is not limited to the above-described embodiment, and it is possible to modify the above-described embodiment as appropriate within the scope of the invention.
Claims (4)
- 化学組成が、質量%で、
C :0.0050%以下、
Si:1.00%以下、
Mn:0.01~2.00%、
P :0.100%以下、
S :0.020%以下、
Al:0.010~0.100%、
N :0.0100%以下、
V :0~0.50%、
Mo:0~0.20%、
W :0~0.20%、
B :0~0.0050%、
Ca:0~0.0100%、
Mg:0~0.0100%、及び
REM:0~0.0100%、
を含み、
さらに、Ti及びNbの少なくとも一方を、下記の式(1)を満たすように含み、
残部がFe及び不純物であり、
金属組織が、フェライトの体積率が95%以上であり、前記フェライトの平均結晶粒径が25μm以上である組織であり、
下記の式(2)で表されるmean-rが1.8以上であり、
下記の式(3)で表されるΔrの絶対値が0.4以下であり、
結晶方位の[1 1 1]が板面の法線方向から15°以内であって、[0 1 -1]が圧延方向から15°以内である結晶粒の面積率が20%以上であり、
結晶方位の[1 1 1]が板面の法線方向から15°以内であって、[1 1 -2]が圧延方向から15°以内である結晶粒の面積率が20%以上である、冷延鋼板。
0.8×(C/12+N/14)<Ti/48+Nb/93+0.0001・・・(1)
mean-r=(RL+2×RD+RC)/4・・・(2)
Δr=(RL-2×RD+RC)/2・・・(3)
式(1)の元素記号には、対応する元素の含有量が質量%で代入される。
式(2)及び式(3)のRL、RD、及びRCはそれぞれ、前記冷延鋼板の圧延方向に平行な方向、圧延方向から45°の方向、及び圧延方向から90°の方向のr値である。 The chemical composition, in mass %,
C: 0.0050% or less,
Si: 1.00% or less,
Mn: 0.01 to 2.00%,
P: 0.100% or less,
S: 0.020% or less,
Al: 0.010 to 0.100%,
N: 0.0100% or less,
V: 0 to 0.50%,
Mo: 0-0.20%,
W: 0 to 0.20%,
B: 0 to 0.0050%,
Ca: 0 to 0.0100%,
Mg: 0-0.0100%, and REM: 0-0.0100%,
including
Furthermore, at least one of Ti and Nb is included so as to satisfy the following formula (1),
The balance is Fe and impurities,
The metal structure is a structure in which the volume fraction of ferrite is 95% or more and the average grain size of the ferrite is 25 μm or more,
mean-r represented by the following formula (2) is 1.8 or more,
The absolute value of Δr represented by the following formula (3) is 0.4 or less,
The crystal orientation [1 1 1] is within 15° from the normal direction of the sheet surface, and the area ratio of the crystal grains with [0 1 -1] within 15° from the rolling direction is 20% or more,
A cold-rolled steel sheet, wherein the area ratio of crystal grains having a crystal orientation [1 1 1] within 15° from the normal direction of the sheet surface and [1 1 -2] within 15° from the rolling direction is 20% or more.
0.8×(C/12+N/14)<Ti/48+Nb/93+0.0001 (1)
mean−r=(R L +2×R D +R C )/4 (2)
Δr=(R L −2×R D +R C )/2 (3)
The content of the corresponding element is substituted for the symbol of the element in formula (1) in mass %.
R L , R D , and R C in formulas (2) and (3) are the r values in the direction parallel to the rolling direction, the direction 45° from the rolling direction, and the direction 90° from the rolling direction, respectively. - 請求項1に記載の冷延鋼板であって、
前記化学組成が、質量%で、
V :0.01~0.50%、
Mo:0.01~0.20%、
W :0.01~0.20%、及び
B :0.0003~0.0050%、
からなる群から選択される1種以上を含有する、冷延鋼板。 The cold-rolled steel sheet according to claim 1,
The chemical composition, in mass %,
V: 0.01 to 0.50%,
Mo: 0.01 to 0.20%,
W: 0.01 to 0.20%, and B: 0.0003 to 0.0050%,
Cold-rolled steel sheet containing one or more selected from the group consisting of - 請求項1に記載の冷延鋼板であって、
前記化学組成が、質量%で、
Ca:0.0001~0.0100%、
Mg:0.0001~0.0100%、及び
REM:0.0001~0.0100%、
からなる群から選択される1種以上を含有する、冷延鋼板。 The cold-rolled steel sheet according to claim 1,
The chemical composition, in mass %,
Ca: 0.0001 to 0.0100%,
Mg: 0.0001 to 0.0100%, and REM: 0.0001 to 0.0100%,
Cold-rolled steel sheet containing one or more selected from the group consisting of - 請求項1~3のいずれか一項に記載の冷延鋼板を製造する方法であって、
鋼板を板厚減少率が30~80%になるように冷間圧延する工程と、
前記冷間圧延された鋼板を750~900℃の保持温度まで加熱する工程と、
前記加熱された鋼板を前記保持温度に40秒以上保持する工程と、
前記保持温度に保持された鋼板を冷却する工程とを備え、
前記加熱する工程において、500℃から600℃までの温度域の平均加熱速度が8℃/秒以下であり、720℃から前記保持温度までの温度域の平均加熱速度が100℃/秒以上である、製造方法。 A method for producing a cold-rolled steel sheet according to any one of claims 1 to 3,
A step of cold rolling the steel plate so that the thickness reduction rate is 30 to 80%;
heating the cold-rolled steel sheet to a holding temperature of 750-900° C.;
holding the heated steel plate at the holding temperature for 40 seconds or more;
A step of cooling the steel plate held at the holding temperature,
In the heating step, the average heating rate in the temperature range from 500°C to 600°C is 8°C/sec or less, and the average heating rate in the temperature range from 720°C to the holding temperature is 100°C/sec or more.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023575247A JPWO2023140239A1 (en) | 2022-01-21 | 2023-01-17 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022007523 | 2022-01-21 | ||
| JP2022-007523 | 2022-01-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023140239A1 true WO2023140239A1 (en) | 2023-07-27 |
Family
ID=87348242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/001127 WO2023140239A1 (en) | 2022-01-21 | 2023-01-17 | Cold-rolled steel sheet and manufacturing method thereof |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2023140239A1 (en) |
| WO (1) | WO2023140239A1 (en) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10280089A (en) * | 1997-04-03 | 1998-10-20 | Kawasaki Steel Corp | Steel sheet for two-piece modified can, two-piece modified can body, and their manufacture |
| JP2008308718A (en) * | 2007-06-13 | 2008-12-25 | Sumitomo Metal Ind Ltd | High-strength steel sheet, and method for producing the same |
| WO2014057519A1 (en) * | 2012-10-11 | 2014-04-17 | Jfeスチール株式会社 | Cold-rolled steel sheet with superior shape fixability and manufacturing method therefor |
| WO2014141919A1 (en) * | 2013-03-15 | 2014-09-18 | 株式会社神戸製鋼所 | Hot-rolled steel sheet having excellent drawability and post-processing surface hardness |
| JP2015063729A (en) * | 2013-09-25 | 2015-04-09 | 新日鐵住金株式会社 | 440 MPa CLASS HIGH STRENGTH ALLOYED HOT-DIP GALVANIZED STEEL SHEET EXCELLENT IN DEEP DRAWABILITY AND PRODUCTION METHOD THEREOF |
| WO2022004795A1 (en) * | 2020-07-03 | 2022-01-06 | 日本製鉄株式会社 | Exterior panel and automobile equipped with same |
-
2023
- 2023-01-17 JP JP2023575247A patent/JPWO2023140239A1/ja active Pending
- 2023-01-17 WO PCT/JP2023/001127 patent/WO2023140239A1/en active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10280089A (en) * | 1997-04-03 | 1998-10-20 | Kawasaki Steel Corp | Steel sheet for two-piece modified can, two-piece modified can body, and their manufacture |
| JP2008308718A (en) * | 2007-06-13 | 2008-12-25 | Sumitomo Metal Ind Ltd | High-strength steel sheet, and method for producing the same |
| WO2014057519A1 (en) * | 2012-10-11 | 2014-04-17 | Jfeスチール株式会社 | Cold-rolled steel sheet with superior shape fixability and manufacturing method therefor |
| WO2014141919A1 (en) * | 2013-03-15 | 2014-09-18 | 株式会社神戸製鋼所 | Hot-rolled steel sheet having excellent drawability and post-processing surface hardness |
| JP2015063729A (en) * | 2013-09-25 | 2015-04-09 | 新日鐵住金株式会社 | 440 MPa CLASS HIGH STRENGTH ALLOYED HOT-DIP GALVANIZED STEEL SHEET EXCELLENT IN DEEP DRAWABILITY AND PRODUCTION METHOD THEREOF |
| WO2022004795A1 (en) * | 2020-07-03 | 2022-01-06 | 日本製鉄株式会社 | Exterior panel and automobile equipped with same |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023140239A1 (en) | 2023-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10066283B2 (en) | High-strength cold-rolled steel sheet having excellent uniform elongation and hole expandability | |
| JP6048580B2 (en) | Hot rolled steel sheet and manufacturing method thereof | |
| EP2415894B1 (en) | Steel sheet excellent in workability and method for producing the same | |
| CN102822371B (en) | Steel sheet with high tensile strength and superior ductility and method for producing same | |
| JP5464302B2 (en) | Cold-rolled steel sheet and manufacturing method thereof | |
| CN109072371B (en) | High-strength steel sheet for warm working and method for producing same | |
| AU2005227556B2 (en) | High-rigidity high-strength thin steel sheet and method for producing same | |
| US9435013B2 (en) | Cold-rolled steel sheet and process for production thereof | |
| JP5157375B2 (en) | High-strength cold-rolled steel sheet excellent in rigidity, deep drawability and hole expansibility, and method for producing the same | |
| WO2013150669A1 (en) | Galvannealed hot-rolled steel sheet and method for manufacturing same | |
| WO2013103125A1 (en) | Hot-rolled steel sheet and method for producing same | |
| CA2546009A1 (en) | High-rigidity high-strength thin steel sheet and method for producing same | |
| WO2010011790A2 (en) | Cold rolled dual phase steel sheet having high formability and method of making the same | |
| JP3292671B2 (en) | Hot-rolled steel strip for cold-rolled steel sheet with good deep drawability and aging resistance | |
| WO2008093897A1 (en) | High tensile steel products excellent in the resistance to delayed fracture and process for production of the same | |
| EP2818569A1 (en) | Cold-rolled steel sheet and manufacturing method for same | |
| JP2012122093A (en) | High strength cold-rolled steel sheet excellent in formability and method for producing the same | |
| JP2003253331A (en) | Method for manufacturing high-tensile-strength steel with high toughness and high ductility | |
| WO2020209149A1 (en) | Cold rolled steel sheet and method for producing same | |
| JP2005325393A (en) | High strength cold rolled steel sheet and its manufacturing method | |
| JP2023071938A (en) | High strength steel sheet having excellent ductility and workability, and method for manufacturing the same | |
| WO2023140239A1 (en) | Cold-rolled steel sheet and manufacturing method thereof | |
| WO2021020439A1 (en) | High-strength steel sheet, high-strength member, and methods respectively for producing these products | |
| WO2021172298A1 (en) | Steel sheet, member, and methods respectively for producing said steel sheet and said member | |
| US20240052449A1 (en) | High strength steel sheet, impact absorbing member, and method for manufacturing high strength steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23743233 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023575247 Country of ref document: JP |