WO2023139674A1 - 造形システム及び造形方法 - Google Patents
造形システム及び造形方法 Download PDFInfo
- Publication number
- WO2023139674A1 WO2023139674A1 PCT/JP2022/001729 JP2022001729W WO2023139674A1 WO 2023139674 A1 WO2023139674 A1 WO 2023139674A1 JP 2022001729 W JP2022001729 W JP 2022001729W WO 2023139674 A1 WO2023139674 A1 WO 2023139674A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heating
- force
- support
- modeling
- modeling system
- Prior art date
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
Abstract
造形システムは、物体の上方から物体に向けてエネルギビームを照射可能であり、且つ、エネルギビームの照射位置に造形材料を供給することで、物体上に造形物を造形可能な造形装置と、物体を支持する三つ以上の支持部材を有する支持装置と、物体の下方から物体を加熱可能な加熱装置とを備え、各支持部材は、物体と接触する接続部と、第1方向における剛性が第1方向に交差する第2方向における剛性よりも低く、且つ、物体を支持可能な支持部とを備え、第2方向は、三つ以上の支持部材の接続部を含む面と交差する方向である。
Description
本発明は、例えば、造形物を造形可能な造形システムの技術分野に関する。
造形物を造形する造形装置の一例が、特許文献1に記載されている。このような造形装置の技術的課題の一つとして、造形物を適切に造形することがあげられる。
第1の態様によれば、物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、前記物体を支持する三つ以上の支持部材を有する支持装置と、前記物体の下方から前記物体を加熱可能な加熱装置とを備え、前記三つ以上の支持部材のそれぞれは、前記物体と接触する接続部と、第1方向における剛性が前記第1方向に交差する第2方向における剛性よりも低く、且つ、前記物体を支持可能な支持部とを備え、前記第2方向は、前記三つ以上の支持部材の前記接続部を含む面と交差する方向である造形システムが提供される。
第2の態様によれば、物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、前記物体を支持する支持装置と、前記物体の下方から前記物体を加熱可能な加熱装置と、前記加熱装置から前記物体の下面又は前記加熱装置と前記物体の間に配置される熱伝導部材へ向かう方向に作用する力を付与する力付与装置とを備える造形システムが提供される。
第3の態様によれば、物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、前記物体を支持する支持装置と、前記物体を加熱可能な加熱装置と、前記加熱装置を制御する制御装置とを備え、前記加熱装置は、前記物体の下方から前記物体の第1部分を加熱可能な第1加熱面と、前記物体の下方から前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含み、前記制御装置は、前記第1加熱面の温度と前記第2加熱面の温度とが別の温度となるように前記加熱装置を制御可能である造形システムが提供される。
第4の態様によれば、エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、前記物体を支持する支持装置と、前記物体を加熱可能な加熱装置とを備え、前記支持装置は、第1方向の剛性が、前記第1方向と交わる第2方向の剛性よりも低く、且つ、前記物体を支持可能な支持部材を備える造形システムが提供される。
第5の態様によれば、エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、前記物体を支持する支持装置と、前記物体を加熱可能な加熱装置と、前記加熱装置から前記物体に向かう方向に作用する力を付与する力付与装置とを備える造形システムが提供される。
第6の態様によれば、エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、前記物体を支持する支持装置と、前記物体を加熱可能な加熱装置と、前記加熱装置を制御する制御装置とを備え、前記加熱装置は、前記物体の第1部分を加熱可能な第1加熱面と、前記物体の前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含む造形システムが提供される。
本発明の作用及び他の利得は次に説明する実施するための形態から明らかにされる。
以下、図面を参照しながら、造形システムの実施形態について説明する。以下では、物体の一例であるワークWに対する加工を行うことが可能な造形システムSYSを用いて、造形システムの実施形態を説明する。特に、以下では、レーザ肉盛溶接法(LMD:Laser Metal Deposition)に基づく付加加工を行う造形システムSYSを用いて、造形装置及び造形方法の実施形態を説明する。レーザ肉盛溶接法に基づく付加加工は、ワークWに供給した造形材料Mを造形光EL(つまり、光の形態を有するエネルギビーム)で溶融することで、ワークWと一体化された又はワークWから分離可能な造形物を造形する付加加工である。但し、造形システムSYSは、レーザ肉盛溶接法とは異なる方法に基づく付加加工を行ってもよい。或いは、造形システムSYSは、付加加工とは異なる任意の加工(例えば、除去加工)を行ってもよい。
尚、レーザ肉盛溶接法(LMD)は、ダイレクト・メタル・デポジション、ディレクテッド・エナジー・デポジション、レーザクラッディング、レーザ・エンジニアード・ネット・シェイピング、ダイレクト・ライト・ファブリケーション、レーザ・コンソリデーション、シェイプ・デポジション・マニュファクチャリング、ワイヤ-フィード・レーザ・デポジション、ガス・スルー・ワイヤ、レーザ・パウダー・フージョン、レーザ・メタル・フォーミング、セレクティブ・レーザ・パウダー・リメルティング、レーザ・ダイレクト・キャスティング、レーザ・パウダー・デポジション、レーザ・アディティブ・マニュファクチャリング、レーザ・ラピッド・フォーミングと称してもよい。
また、以下の説明では、互いに直交するX軸、Y軸及びZ軸から定義されるXYZ直交座標系を用いて、造形システムSYSを構成する各種構成要素の位置関係について説明する。尚、以下の説明では、説明の便宜上、X軸方向及びY軸方向のそれぞれが水平方向(つまり、水平面内の所定方向)であり、Z軸方向が鉛直方向(つまり、水平面に直交する方向であり、実質的には上下方向)であるものとする。また、X軸、Y軸及びZ軸周りの回転方向(言い換えれば、傾斜方向)を、それぞれ、θX方向、θY方向及びθZ方向と称する。ここで、Z軸方向を重力方向としてもよい。また、XY平面を水平方向としてもよい。
(1)造形システムSYSの構造
初めに、図1から図2を参照しながら、本実施形態の造形システムSYSの構造について説明する。図1は、本実施形態の造形システムSYSのシステム構成を示すシステム構成図である。図2は、本実施形態の造形システムSYSの構造を模式的に示す断面図である。
初めに、図1から図2を参照しながら、本実施形態の造形システムSYSの構造について説明する。図1は、本実施形態の造形システムSYSのシステム構成を示すシステム構成図である。図2は、本実施形態の造形システムSYSの構造を模式的に示す断面図である。
造形システムSYSは、ワークWに対して付加加工を行うことが可能である。造形システムSYSは、ワークWに対して付加加工を行うことで、ワークW上に造形物を造形可能である。具体的には、造形システムSYSは、ワークWに対して付加加工を行うことで、ワークWと一体化された(或いは、分離可能な)造形物を造形可能である。この場合、ワークWに対して行われる付加加工は、ワークWと一体化された(或いは、分離可能な)造形物をワークWに付加する加工に相当する。尚、本実施形態における造形物は、造形システムSYSが造形する任意の物体を意味していてもよい。例えば、造形システムSYSは、造形物の一例として、三次元構造物(つまり、三次元方向のいずれの方向においても大きさを持つ三次元の構造物であり、立体物、言い換えると、X軸方向、Y軸方向及びZ軸方向において大きさを持つ構造物)を造形可能である。
ワークWが後述するステージ31である場合には、造形システムSYSは、ステージ31に対して付加加工を行うことが可能である。ワークWがステージ31に載置されている物体である載置物である場合には、造形システムSYSは、載置物に対して付加加工を行うことが可能である。ステージ31に載置される載置物は、造形システムSYSが造形した別の三次元構造物(つまり、既存構造物)であってもよい。尚、図2は、ワークWが、ステージ31によって保持されている既存構造物である例を示している。また、以下でも、ワークWがステージ31によって保持されている既存構造物である例を用いて説明を進める。
ワークWは、欠損箇所がある要修理品であってもよい。この場合、造形システムSYSは、欠損個所を補填するための造形物を造形する付加加工を行うことで、要修理品を補修する補修加工を行ってもよい。つまり、造形システムSYSが行う付加加工は、欠損箇所を補填するための造形物をワークWに付加する付加加工を含んでいてもよい。
上述したように、造形システムSYSは、レーザ肉盛溶接法に基づく付加加工を行うことが可能である。つまり、造形システムSYSは、積層造形技術を用いて物体を造形する3Dプリンタであるとも言える。尚、積層造形技術は、ラピッドプロトタイピング(Rapid Prototyping)、ラピッドマニュファクチャリング(Rapid Manufacturing)、又は、アディティブマニュファクチャリング(Additive Manufacturing)とも称されてもよい。
造形システムSYSは、エネルギビームである造形光ELを用いて造形材料Mを加工することで付加加工を行う。造形材料Mは、所定強度以上の造形光ELの照射によって溶融可能な材料である。このような造形材料Mとして、例えば、金属性の材料及び樹脂性の材料の少なくとも一方が使用可能である。但し、造形材料Mとして、金属性の材料及び樹脂性の材料とは異なるその他の材料が用いられてもよい。造形材料Mは、粉状の又は粒状の材料である。つまり、造形材料Mは、粉粒体である。但し、造形材料Mは、粉粒体でなくてもよい。例えば、造形材料Mとして、ワイヤ状の造形材料及びガス状の造形材料の少なくとも一方が用いられてもよい。
付加加工を行うために、造形システムSYSは、図1から図2に示すように、材料供給源1と、造形装置2と、ステージ装置3と、計測装置4と、光源5と、気体供給源6と、制御装置7とを備える。造形装置2と、ステージ装置3とは、筐体8の内部のチャンバ空間83INに収容されていてもよい。
材料供給源1は、造形装置2に造形材料Mを供給する。材料供給源1は、付加加工を行うために単位時間あたりに必要とする分量の造形材料Mが造形装置2に供給されるように、当該必要な分量に応じた所望量の造形材料Mを供給する。
造形装置2は、材料供給源1から供給される造形材料Mを加工して造形物を造形する。造形物を造形するために、造形装置2は、造形ヘッド21と、ヘッド駆動系22とを備える。更に、造形ヘッド21は、照射光学系211と、材料ノズル(つまり造形材料Mを供給する供給系)212とを備えている。尚、図1から図2に示す例では、造形ヘッド21が単一の照射光学系211を備えているが、造形ヘッド21は、複数の照射光学系211を備えていてもよい。また、図1から図2に示す例では、造形ヘッド21が複数の材料ノズル212を備えているが、造形ヘッド21は、単一の材料ノズル212を備えていてもよい。
照射光学系211は、造形光ELを射出するための光学系(例えば、集光光学系)である。具体的には、照射光学系211は、造形光ELを発する光源5と、光ファイバやライトパイプ等の光伝送部材51を介して光学的に接続されている。照射光学系211は、光伝送部材51を介して光源5から伝搬してくる造形光ELを射出する。照射光学系211は、照射光学系211から下方(つまり、-Z側)に向けて造形光ELを照射する。照射光学系211の下方には、ステージ31が配置されている。ステージ31にワークWが載置されている場合には、照射光学系211は、射出した造形光ELをワークWに照射する。この場合、照射光学系211は、ワークWの情報からワークWに向けて造形光ELを照射する。具体的には、照射光学系211は、造形光ELが照射される(典型的には、集光される)領域としてワークW上に又はワークWの近傍に設定される目標照射領域EAに造形光ELを照射可能である。更に、照射光学系211の状態は、制御装置7の制御下で、目標照射領域EAに造形光ELを照射する状態と、目標照射領域EAに造形光ELを照射しない状態との間で切替可能である。尚、照射光学系211から射出される造形光ELの方向は真下(つまり、-Z軸方向と一致)には限定されず、例えば、Z軸に対して所定の角度だけ傾いた方向であってもよい。
材料ノズル212は、造形材料Mを供給する(例えば、射出する、噴射する、噴出する、又は、吹き付ける)。材料ノズル212は、供給管11及び混合装置12を介して造形材料Mの供給源である材料供給源1と物理的に接続されている。材料ノズル212は、供給管11及び混合装置12を介して材料供給源1から供給される造形材料Mを供給する。材料ノズル212は、供給管11を介して材料供給源1から供給される造形材料Mを圧送してもよい。即ち、材料供給源1からの造形材料Mと搬送用の気体(つまり、圧送ガスであり、例えば、窒素やアルゴン等の不活性ガス)とは、混合装置12で混合された後に供給管11を介して材料ノズル212に圧送されてもよい。その結果、材料ノズル212は、搬送用の気体と共に造形材料Mを供給する。搬送用の気体として、例えば、気体供給源6から供給されるパージガスが用いられる。但し、搬送用の気体として、気体供給源6とは異なる気体供給源から供給される気体が用いられてもよい。尚、図2において材料ノズル212は、チューブ状に描かれているが、材料ノズル212の形状は、この形状に限定されない。材料ノズル212は、材料ノズル212から下方(つまり、-Z側)に向けて造形材料Mを供給する。材料ノズル212の下方には、ステージ31が配置されている。ステージ31にワークWが搭載されている場合には、材料ノズル212は、ワークW又はワークWの近傍に向けて造形材料Mを供給する。尚、材料ノズル212から供給される造形材料Mの進行方向はZ軸方向に対して所定の角度(一例として鋭角)だけ傾いた方向であるが、-Z側(つまり、真下)であってもよい。
本実施形態では、材料ノズル212は、造形光ELの照射位置(つまり、照射光学系211からの造形光ELが照射される目標照射領域EA)に造形材料Mを供給する。このため、材料ノズル212が造形材料Mを供給する領域としてワークW上に又はワークWの近傍に設定される目標供給領域MAが、目標照射領域EAと一致する(或いは、少なくとも部分的に重複する)ように、材料ノズル212と照射光学系211とが位置合わせされている。この場合、材料ノズル212から供給された造形材料Mには、照射光学系211が射出した加工光ELが照射される。その結果、造形材料Mが溶融する。つまり、溶融した造形材料Mを含む溶融池MPがワークW上に形成される。
尚、材料ノズル212は、照射光学系211から射出された造形光ELによって形成される溶融池MPに造形材料Mを供給してもよい。但し、材料ノズル212は、溶融池MPに造形材料Mを供給しなくてもよい。例えば、造形システムSYSは、材料ノズル212からの造形材料MがワークWに到達する前に当該造形材料Mを照射光学系211によって溶融させ、溶融した造形材料MをワークWに付着させてもよい。
ヘッド駆動系22は、制御装置7の制御下で、造形ヘッド21を移動させる。つまり、ヘッド駆動系22は、制御装置7の制御下で、照射光学系211及び材料ノズル212を移動させる。ヘッド駆動系22は、例えば、X軸、Y軸、Z軸、θX方向、θY方向及びθZ方向の少なくとも一つに沿って造形ヘッド21を移動させる。ヘッド駆動系22が造形ヘッド21を移動させると、造形ヘッド21とステージ31及びステージ31に載置されたワークWのそれぞれとの相対位置が変わる。その結果、目標照射領域EA及び目標供給領域MA(更には、溶融池MP)がワークWに対して相対的に移動する。
上述したように、材料ノズル212から供給された造形材料Mには、照射光学系211が射出した造形光ELが照射される。その結果、溶融池MPがワークW上に形成される。造形ヘッド21の移動に伴って溶融池MPに造形光ELが照射されなくなると、溶融池MPにおいて溶融した造形材料Mが固化する。つまり、固化した造形材料Mの堆積物に相当する造形物が形成される。造形装置2は、このような造形光ELの照射による溶融池MPの形成及び溶融した造形材料Mの固化を含む一連の造形処理を、造形ヘッド21を、X軸方向及びY軸方向の少なくとも一方に沿って移動させながら繰り返す。つまり、造形装置2は、このような造形光ELの照射による溶融池MPの形成及び溶融した造形材料Mの固化を含む一連の造形処理を、造形ヘッド21とワークWとの位置関係(更には、造形ヘッド21とワークW上に形成される造形物との位置関係)を変更しながら繰り返す。その結果、溶融池MPの移動軌跡に応じたパターンで形成された造形物の集合体に相当する構造層が形成される。造形装置2は、複数の構造層が積層されるように複数の構造層を順に形成する。その結果、複数の構造層の集合体に相当する三次元構造物が付加造形される。
ステージ装置3は、ステージ31と、ステージ駆動系32と、加熱支持ユニット33とを備えている。
ステージ31には、ワークWが載置される。本実施形態では、ワークWは、加熱支持ユニット33を介して、ステージ31に載置される。具体的には、ワークWは、加熱支持ユニット33によって支持される。ステージ31には、ワークWを支持する加熱支持ユニット33が載置される。この場合、ステージ31は、加熱支持ユニット33を介してワークWを支持しているとみなしてもよい。
ステージ31は、ステージ31に載置された加熱支持ユニット33を保持可能であってもよい。この場合、ステージ31は、加熱支持ユニット33を保持するために、機械的なチャック、静電チャック及び真空吸着チャック等の少なくとも一つを備えていてもよい。或いは、ステージ31は、ステージ31に載置された加熱支持ユニット33を保持可能でなくてもよい。この場合、加熱支持ユニット33は、クランプレスでステージ31に載置されていてもよい。上述した照射光学系211は、加熱支持ユニット33を介してステージ31にワークWが載置されている期間の少なくとも一部において造形光ELを射出する。更に、上述した材料ノズル212は、加熱支持ユニット33を介してステージ31にワークWが載置されている期間の少なくとも一部において造形材料Mを供給する。
ステージ駆動系32は、ステージ31を移動させる。ステージ駆動系32は、例えば、X軸、Y軸、Z軸、θX方向、θY方向及びθZ方向の少なくとも一つに沿ってステージ31を移動させる。ステージ駆動系32がステージ31を移動させると、造形ヘッド21とステージ31及びステージ31に載置されたワークWのそれぞれとの相対位置が変わる。その結果、目標照射領域EA及び目標供給領域MA(更には、溶融池MP)がワークWに対して相対的に移動する。
加熱支持ユニット33は、ワークWを支持可能である。加熱支持ユニット33は、ワークWを保持可能であってもよい。この場合、加熱支持ユニット33は、ワークWを保持するために、機械的なチャック、静電チャック及び真空吸着チャック等の少なくとも一つを備えていてもよい。或いは、加熱支持ユニット33は、ワークWを保持可能でなくてもよい。この場合、ワークWは、クランプレスで加熱支持ユニット33によって支持されていてもよい。上述した照射光学系211は、加熱支持ユニット33がワークWを支持している期間の少なくとも一部において造形光ELを射出する。更に、上述した材料ノズル212は、加熱支持ユニット33がワークWを支持している期間の少なくとも一部において造形材料Mを供給する。
加熱支持ユニット33は、ワークWを支持することに加えて、支持しているワークWを加熱可能である。つまり、加熱支持ユニット33は、ワークWを支持する機能と、ワークWを加熱する機能とを有する。
尚、加熱支持ユニット33の詳細な構造については、図3から図6を参照しながら、後に詳述する。
光源5は、例えば、赤外光、可視光及び紫外光のうちの少なくとも一つを、造形光ELとして射出する。但し、造形光ELとして、その他の種類の光が用いられてもよい。造形光ELは、複数のパルス光(つまり、複数のパルスビーム)を含んでいてもよい。造形光ELは、連続光(CW:Continuous Wave)を含んでいてもよい。造形光ELは、レーザ光であってもよい。この場合、光源5は、レーザ光源(例えば、レーザダイオード(LD:Laser Diode)等の半導体レーザを含んでいてもよい。レーザ光源は、ファイバ・レーザ、CO2レーザ、YAGレーザ及びエキシマレーザ等のうちの少なくとも一つを含んでいてもよい。但し、造形光ELは、レーザ光でなくてもよい。光源5は、任意の光源(例えば、LED(Light Emitting Diode)及び放電ランプ等の少なくとも一つ)を含んでいてもよい。
気体供給源6は、筐体8の内部のチャンバ空間83INをパージするためのパージガスの供給源である。パージガスは、不活性ガスを含む。不活性ガスの一例として、窒素ガス又はアルゴンガスがあげられる。気体供給源6は、筐体8の隔壁部材81に形成された供給口82及び気体供給源6と供給口82とを接続する供給管61を介して、チャンバ空間83INに接続されている。気体供給源6は、供給管61及び供給口82を介して、チャンバ空間83INにパージガスを供給する。その結果、チャンバ空間83INは、パージガスによってパージされた空間となる。チャンバ空間83INに供給されたパージガスは、隔壁部材81に形成された不図示の排出口から排出されてもよい。尚、気体供給源6は、不活性ガスが格納されたボンベであってもよい。不活性ガスが窒素ガスである場合には、気体供給源6は、大気を原料として窒素ガスを発生する窒素ガス発生装置であってもよい。
尚、上述した説明では、気体供給源6から供給されるパージガスは、筐体8の内部のチャンバ空間83INを全体的にパージするために、チャンバ空間83INに形成された供給口82に供給されている。しかしながら、パージガスは、チャンバ空間83INを全体的にパージするために供給口82に供給されることに加えて又は代えて、照射光学系211による造形光ELの照射位置の近傍の空間を局所的にパージガスで満たすように、造形ヘッド21に設けられた不図示の供給口から供給されていてもよい。この場合、後述するように造形材料Mがパージガスで圧送される場合には、パージガスを噴出する材料ノズル212が、造形光ELの照射位置の近傍の空間をパージガスで局所的に満たしてもよい。パージガスを供給する供給口が材料ノズル212に形成され、材料ノズル212に供給された供給口が、造形光ELの照射位置の近傍の空間を局所的にパージガスで満たしてもよい
材料ノズル212がパージガスと共に造形材料Mを供給する場合には、気体供給源6は、材料供給源1からの造形材料Mが供給される混合装置12にパージガスを供給してもよい。具体的には、気体供給源6は、気体供給源6と混合装置12とを接続する供給管62を介して混合装置12と接続されていてもよい。その結果、気体供給源6は、供給管62を介して、混合装置12にパージガスを供給する。この場合、材料供給源1からの造形材料Mは、供給管62を介して気体供給源6から供給されたパージガスによって、供給管11内を通って材料ノズル212に向けて供給(具体的には、圧送)されてもよい。つまり、気体供給源6は、供給管62、混合装置12及び供給管11を介して、材料ノズル212に接続されていてもよい。この場合、材料ノズル212は、造形材料Mを圧送するためのパージガスと共に造形材料Mを供給することになる。
材料ノズル212がパージガスと共に造形材料Mを供給する場合には、気体供給源6は、材料供給源1からの造形材料Mが供給される混合装置12にパージガスを供給してもよい。具体的には、気体供給源6は、気体供給源6と混合装置12とを接続する供給管62を介して混合装置12と接続されていてもよい。その結果、気体供給源6は、供給管62を介して、混合装置12にパージガスを供給する。この場合、材料供給源1からの造形材料Mは、供給管62を介して気体供給源6から供給されたパージガスによって、供給管11内を通って材料ノズル212に向けて供給(具体的には、圧送)されてもよい。つまり、気体供給源6は、供給管62、混合装置12及び供給管11を介して、材料ノズル212に接続されていてもよい。この場合、材料ノズル212は、造形材料Mを圧送するためのパージガスと共に造形材料Mを供給することになる。
制御装置7は、造形システムSYSの動作を制御する。例えば、制御装置7は、ワークWに対して付加加工を行うように、造形システムSYSが備える造形装置2(例えば、造形ヘッド21及びヘッド駆動系22の少なくとも一方)を制御してもよい。例えば、制御装置7は、ワークWに対して付加加工を行うように、造形システムSYSが備えるステージ装置3(例えば、ステージ駆動系32)を制御してもよい。
制御装置7は、例えば、演算装置と、記憶装置とを備えていてもよい。演算装置は、例えば、CPU(Central Processing Unit)及びGPU(Graphics Processing Unit)の少なくとも一方を含んでいてもよい。記憶装置は、例えば、メモリを含んでいてもよい。制御装置7は、演算装置がコンピュータプログラムを実行することで、造形システムSYSの動作を制御する装置として機能する。このコンピュータプログラムは、制御装置7が行うべき後述する動作を演算装置に行わせる(つまり、実行させる)ためのコンピュータプログラムである。つまり、このコンピュータプログラムは、造形システムSYSに後述する動作を行わせるように制御装置7を機能させるためのコンピュータプログラムである。演算装置が実行するコンピュータプログラムは、制御装置7が備える記憶装置(つまり、記録媒体)に記録されていてもよいし、制御装置7に内蔵された又は制御装置7に外付け可能な任意の記憶媒体(例えば、ハードディスクや半導体メモリ)に記録されていてもよい。或いは、演算装置は、実行するべきコンピュータプログラムを、ネットワークインタフェースを介して、制御装置7の外部の装置からダウンロードしてもよい。
制御装置7は、照射光学系211による造形光ELの射出態様を制御してもよい。射出態様は、例えば、造形光ELの強度及び造形光ELの射出タイミングの少なくとも一方を含んでいてもよい。造形光ELが複数のパルス光を含む場合には、射出態様は、例えば、パルス光の発光時間、パルス光の発光周期、及び、パルス光の発光時間の長さとパルス光の発光周期との比(いわゆる、デューティ比)の少なくとも一つを含んでいてもよい。更に、制御装置7は、ヘッド駆動系22による造形ヘッド21の移動態様を制御してもよい。この場合、制御装置7は、ヘッド駆動系22による造形ヘッド21の移動を制御するヘッド移動制御部と称されてもよい。制御装置7は、ステージ駆動系32によるステージ31の移動態様を制御してもよい。この場合、制御装置7は、ステージ駆動系32によるステージ31の移動を制御する載置部移動制御部と称されてもよい。移動態様は、例えば、移動量、移動速度、移動方向及び移動タイミング(移動時期)の少なくとも一つを含んでいてもよい。上述したようにステージ31が回転するようにステージ駆動系32がステージ31を移動させる場合には、制御装置7は、ステージ駆動系32によるステージ31の回転を制御する回転制御部と称されてもよい。この場合、ステージ31の移動態様は、ステージ31の回転態様を含んでいてもよい。回転態様は、回転量(例えば、回転角度)、回転速度、回転方向及び回転タイミング(回転時期)の少なくとも一つを含んでいてもよい。また、上述したようにステージ31が傾斜する(例えば、水平面であるXY平面に対して傾斜する)ようにステージ駆動系32がステージ31を移動させる場合には、制御装置7は、ステージ駆動系32によるステージ31の傾斜を制御する傾斜制御部と称されてもよい。この場合、ステージ31の移動態様は、ステージ31の傾斜態様を含んでいてもよい。傾斜態様は、傾斜量(例えば、傾斜角度であり、典型的には、水平面であるXY平面に対する傾斜角度)、傾斜速度、傾斜方向及び傾斜タイミング(傾斜時期)の少なくとも一つを含んでいてもよい。更に、制御装置7は、材料ノズル212による造形材料Mの供給態様を制御してもよい。供給態様は、例えば、供給量(特に、単位時間当たりの供給量)及び供給タイミング(供給時期)の少なくとも一方を含んでいてもよい。制御装置7は、加熱支持ユニット33によるワークWの加熱態様を制御してもよい。加熱態様は、加熱速度、加熱時間、加熱量(例えば、ワークWを加熱するために加熱支持ユニット33からワークWに伝達されるエネルギ量)及び加熱位置の少なくとも一つを含んでいてもよい。
制御装置7は、造形システムSYSの内部に設けられていなくてもよい。例えば、制御装置7は、造形システムSYS外にサーバ等として設けられていてもよい。この場合、制御装置7と造形システムSYSとは、有線及び/又は無線のネットワーク(或いは、データバス及び/又は通信回線)で接続されていてもよい。有線のネットワークとして、例えばIEEE1394、RS-232x、RS-422、RS-423、RS-485及びUSBの少なくとも一つに代表されるシリアルバス方式のインタフェースを用いるネットワークが用いられてもよい。有線のネットワークとして、パラレルバス方式のインタフェースを用いるネットワークが用いられてもよい。有線のネットワークとして、10BASE-T、100BASE-TX及び1000BASE-Tの少なくとも一つに代表されるイーサネット(登録商標)に準拠したインタフェースを用いるネットワークが用いられてもよい。無線のネットワークとして、電波を用いたネットワークが用いられてもよい。電波を用いたネットワークの一例として、IEEE802.1xに準拠したネットワーク(例えば、無線LAN及びBluetooth(登録商標)の少なくとも一方)があげられる。無線のネットワークとして、赤外線を用いたネットワークが用いられてもよい。無線のネットワークとして、光通信を用いたネットワークが用いられてもよい。この場合、制御装置7と造形システムSYSとはネットワークを介して各種の情報の送受信が可能となるように構成されていてもよい。また、制御装置7は、ネットワークを介して造形システムSYSにコマンドや制御パラメータ等の情報を送信可能であってもよい。造形システムSYSは、制御装置7からのコマンドや制御パラメータ等の情報を、上記ネットワークを介して受信する受信装置を備えていてもよい。造形システムSYSは、制御装置7に対してコマンドや制御パラメータ等の情報を、上記ネットワークを介して送信する送信装置(つまり、制御装置7に対して情報を出力する出力装置)を備えていてもよい。或いは、制御装置7が行う処理のうちの一部を行う第1制御装置が造形システムSYSの内部に設けられている一方で、制御装置7が行う処理のうちの他の一部を行う第2制御装置が造形システムSYSの外部に設けられていてもよい。
制御装置7内には、演算装置がコンピュータプログラムを実行することで、機械学習によって構築可能な演算モデルが実装されてもよい。機械学習によって構築可能な演算モデルの一例として、例えば、ニューラルネットワークを含む演算モデル(いわゆる、人工知能(AI:Artificial Intelligence))があげられる。この場合、演算モデルの学習は、ニューラルネットワークのパラメータ(例えば、重み及びバイアスの少なくとも一つ)の学習を含んでいてもよい。制御装置7は、演算モデルを用いて、造形システムSYSの動作を制御してもよい。つまり、造形システムSYSの動作を制御する動作は、演算モデルを用いて造形システムSYSの動作を制御する動作を含んでいてもよい。尚、制御装置7には、教師データを用いたオフラインでの機械学習により構築済みの演算モデルが実装されてもよい。また、制御装置7に実装された演算モデルは、制御装置7上においてオンラインでの機械学習によって更新されてもよい。或いは、制御装置7は、制御装置7に実装されている演算モデルに加えて又は代えて、制御装置7の外部の装置(つまり、造形システムSYSの外部に設けられる装置に実装された演算モデルを用いて、造形システムSYSの動作を制御してもよい。
尚、制御装置7が実行するコンピュータプログラムを記録する記録媒体としては、CD-ROM、CD-R、CD-RWやフレキシブルディスク、MO、DVD-ROM、DVD-RAM、DVD-R、DVD+R、DVD-RW、DVD+RW及びBlu-ray(登録商標)等の光ディスク、磁気テープ等の磁気媒体、光磁気ディスク、USBメモリ等の半導体メモリ、及び、その他プログラムを格納可能な任意の媒体の少なくとも一つが用いられてもよい。記録媒体には、コンピュータプログラムを記録可能な機器(例えば、コンピュータプログラムがソフトウェア及びファームウェア等の少なくとも一方の形態で実行可能な状態に実装された汎用機器又は専用機器)が含まれていてもよい。更に、コンピュータプログラムに含まれる各処理や機能は、制御装置7(つまり、コンピュータ)がコンピュータプログラムを実行することで制御装置7内に実現される論理的な処理ブロックによって実現されてもよいし、制御装置7が備える所定のゲートアレイ(FPGA(Field Programmable Gate Array)、ASIC(Application Specific Integrated Circuit))等のハードウェアによって実現されてもよいし、論理的な処理ブロックとハードウェアの一部の要素を実現する部分的ハードウェアモジュールとが混在する形式で実現してもよい。
(2)加熱支持ユニット33
続いて、加熱支持ユニット33について更に説明する。
続いて、加熱支持ユニット33について更に説明する。
(2-1)加熱支持ユニット33の構造
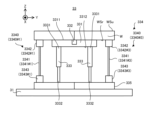
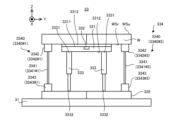
初めに、図3から図4を参照しながら、加熱支持ユニット33の構造について説明する。図3は、加熱支持ユニット33の構造を示す断面図である。図4は、加熱支持ユニット33の構造を示す斜視図である。
初めに、図3から図4を参照しながら、加熱支持ユニット33の構造について説明する。図3は、加熱支持ユニット33の構造を示す断面図である。図4は、加熱支持ユニット33の構造を示す斜視図である。
図3及び図4に示すように、加熱支持ユニット33は、加熱装置331と、温度センサ332と、力付与装置333と、支持装置334と、冷却装置335とを備えている。
加熱装置331は、ワークWを加熱可能な装置である。加熱装置331は、ワークWを加熱可能である限りは、どのような装置であってもよい。例えば、加熱装置331は、ワークWに熱を伝達することでワークWを加熱可能な装置であってもよい。例えば、加熱装置331は、電流が流れる導電体に発生する熱を利用してワークWを加熱可能なヒータ(例えば、カートリッジヒータ)を含んでいてもよい。例えば、加熱装置331は、抵抗加熱を利用してワークWを加熱可能なヒータ(例えば、カートリッジヒータ)を含んでいてもよい。例えば、加熱装置331は、赤外線等の電磁波を利用してワークWを加熱可能なヒータ(例えば、赤外線放射ヒータ)を含んでいてもよい。例えば、加熱装置331は、その他の種類のヒータを含んでいてもよい。
本実施形態では、加熱装置331は、ワークWの下方に配置される。この場合、加熱装置331は、ワークWの下方からワークWを加熱可能である。具体的には、加熱装置331は、ワークWの下面WSrに対向するように配置される。下面WSrは、下方を向いた面(図3及び図4に示す例では、-Z側を向いた面)である。この場合、加熱装置331は、ワークWの下面WSrを介してワークWを加熱可能である。加熱装置331は、ワークWの下面WSrを加熱することでワークWを加熱可能である。
但し、加熱装置331は、ワークWの下方に配置されていなくてもよい。加熱装置331は、ワークWを加熱可能である限りは、どのような位置に配置されていてもよい。例えば、加熱装置331は、ワークWの側方に配置されていてもよい。つまり、加熱装置331は、ワークWの側方からワークWを加熱してもよい。例えば、加熱装置331は、ワークWの上方に配置されていてもよい。つまり、加熱装置331は、ワークWの上方からワークWを加熱してもよい。
ワークWの下面Wsrは、ワークWの上面WSuとは反対側の面である。上面WSuは、上方を向いた面(図3及び図4に示す例では、+Z側を向いた面)である。上述したように、照射光学系211は、ワークWの上方からワークWに造形光ELを照射し、且つ、材料ノズル212は、ワークWの上方からワークWに造形材料Mを供給する。このため、上面WSuは、造形光ELが照射され且つ造形材料Mが供給される面である。この場合、加熱装置331がワークWの下面WSrを介してワークWを加熱するがゆえに、加熱装置331が、造形光ELの照射及び造形材料Mの供給に悪影響を与えることはない。つまり、造形装置2は、加熱装置331を備える加熱支持ユニット33がワークWを支持している場合であっても、ワークWに造形物を適切に造形することができる。
加熱装置331は、ワークWの少なくとも一部に接触することでワークWを加熱する。例えば、上述したように加熱装置331がワークWの下方からワークWを加熱可能である場合には、加熱装置331は、ワークWの下面WSrの少なくとも一部に接触することで、ワークWを加熱してもよい。例えば、上述したように加熱装置331がワークWの側方からワークWを加熱可能である場合には、加熱装置331は、ワークWの側面の少なくとも一部に接触することで、ワークWを加熱してもよい。以下の説明では、説明の便宜上、加熱装置331がワークWの下面WSrの少なくとも一部に接触することでワークWを加熱する例について説明する。
加熱装置331がワークWの少なくとも一部に接触することでワークWを加熱する場合には、ワークWに接触することでワークWを加熱可能な加熱装置が加熱装置331として用いられてもよい。或いは、加熱装置331がワークWの少なくとも一部に接触することでワークWを加熱する場合には、ワークWに接触することなくワークWを加熱可能な加熱装置が加熱装置331として用いられてもよい。
但し、加熱装置331は、ワークWに接触することなく、ワークWを加熱してもよい。例えば、ワークWに接触することなくワークWを加熱可能な加熱装置が加熱装置331として用いられる場合には、加熱装置331は、ワークWに接触することなく、ワークWを加熱してもよい。
加熱装置331がワークWの少なくとも一部に接触する場合には、加熱装置331のうちのワークWの少なくとも一部に接触する面は、ワークWを加熱するための加熱面3311として機能しているとみなしてもよい。言い換えれば、加熱装置331は、ワークWの少なくとも一部に接触する加熱面3311を備えていてもよい。加熱面3311は、典型的には、加熱装置331のうちのワークWに熱を伝達可能な面(言い換えれば、部位)である。加熱面3311は、ワークWに伝達される熱を放出可能な面(言い換えれば、部位)であってもよい。この場合、加熱装置331は、加熱面3311を介してワークWを加熱してもよい。但し、加熱装置331がワークWに接触することなくワークWを加熱する場合であっても、加熱装置331のうちのワークWに熱を伝達可能な面は、ワークWを加熱するための加熱面3311として機能しているとみなしてもよい。
上述したように、本実施形態では、加熱装置331がワークWの下面WSrの少なくとも一部に接触することでワークWを加熱する。この場合、加熱装置331は、ワークWの下面WSrの少なくとも一部に接触する加熱面3311を備えている。加熱面3311は、典型的には、ワークWの下面WSrの少なくとも一部に対向する面である。加熱面3311は、上方を向いた面(図3及び図4に示す例では、+Z側を向いた面であり、上面と称されてもよい)を含む。
加熱装置331は、熱伝導部材3313を介して、ワークWの少なくとも一部に接触していてもよい。つまり、加熱装置331とワークWとの間には、熱伝導部材3313が配置されていてもよい。尚、熱伝導部材3313を介してワークWの少なくとも一部に接触する加熱装置331の一例が、図5に示されている。本実施形態では、上述したように、加熱装置331の上面である加熱面3311は、ワークWの下面WSrの少なくとも一部に接触する。この場合、加熱装置331の加熱面3311は、熱伝導部材3313を介して、ワークWの下面WSrの少なくとも一部に接触していてもよい。つまり、加熱面3311の少なくとも一部とワークWの下面WSrの少なくとも一部との間には、熱伝導部材3313が配置されていてもよい。
熱伝導部材3313は、加熱装置331が発生する熱をワークWに伝達可能な部材である。この場合、加熱装置331は、熱伝導部材3313を介して、ワークWを加熱可能である。加熱装置331は、熱伝導部材3313を加熱することで、熱伝導部材3313に接触するワークWを加熱可能である。加熱装置331の加熱面3311は、熱伝導部材3313を介して、ワークWの下面WSrを加熱可能である。加熱面3311は、熱伝導部材3313を加熱することで、熱伝導部材3313に接触するワークWの下面WSrを加熱可能である。このように、加熱装置331とワークWとの間に熱伝導部材3313が配置されている場合には、加熱装置331がワークWに直接的に接触していない場合であっても、加熱装置331は、ワークWを効率的に加熱することができる。このように加熱装置331とワークWとの間に熱伝導部材3313が配置されている場合には、加熱装置331は、ワークWの少なくとも一部に熱的に接触しているとみなすことができる。このため、本実施形態では、「加熱装置331とワークWの少なくとも一部とが接触する状態」は、「加熱装置331とワークWの少なくとも一部とが直接的に接触する状態」のみならず、「加熱装置331とワークWの少なくとも一部とが熱伝導部材3313等の他の部材を介して間接的に接触する状態」をも含んでいてもよい。「加熱装置331とワークWの少なくとも一部とが接触する状態」は、「加熱装置331とワークWの少なくとも一部とが熱伝導部材3313等の他の部材を介して熱的に接触する状態」をも含んでいてもよい。
熱伝導部材3313は、典型的には、空気又はチャンバ空間83INを満たすパージガスの熱伝導率よりも高い熱伝導率を有する部材であってもよい。この場合、加熱面3311の少なくとも一部とワークWの下面WSrの少なくとも一部との間に空間(例えば、空気又はパージガスの空間)が形成された場合であっても、当該空間に熱伝導部材3313が充填される限りは、加熱装置331は、熱伝導部材3313を介して、ワークWを効率的に加熱することができる。
熱伝導部材3313は、加熱装置331が発生する熱をワークWに伝達可能な部材である限りは、どのような部材であってもよい。例えば、熱伝導部材3313は、熱伝導ペースト及び熱伝導グリースの少なくとも一つを含んでいてもよい。尚、熱伝導グリースは、一例として-10度から+800度の温度範囲で用いることができる。
尚、熱伝導部材3313が加熱される場合には、熱伝導部材3313の少なくとも一部が蒸発する可能性がある。その結果、気化した熱伝導部材3313を含むガスが発生する。このガスは、ワークWの加工に影響を与える可能性がある。そこで、このガスは、不図示の回収口から回収されてもよい。また、ガスを回収口に導くための気流を形成可能な気体を供給する供給口が、ステージ装置3に形成されていてもよい。この場合、複数の支持部材3340の間が開放空間となっているがゆえに、当該開放空間は、回収口がガスを回収するための開口(空間)及び供給口が気体を供給するための空間として利用されてもよい。また、熱伝導部材3313は、ワークWが存在する加工空間と分離された密閉空間に配置されていてもよい。この場合、上述したガスが加工空間に流入する可能性は低くなる。
温度センサ332は、ワークWの温度を検出可能な温度検出装置である。例えば、温度センサ332は、ワークWのうち加熱装置331によって加熱される部分の温度を検出可能であってもよい。例えば、温度センサ332は、加熱装置331によって加熱されるワークWの下面WSrの温度を検出可能であってもよい。例えば、温度センサ332は、ワークWのうち造形装置2が造形光ELを照射する部分の温度を検出可能であってもよい。温度センサ332は、ワークWの温度を検出可能である限りは、どのような装置であってもよい。例えば、温度センサ332は、熱電対を含んでいてもよい。
力付与装置333は、加熱装置331に作用する力を付与可能な装置である。力付与装置333は、加熱装置331に力を付与可能な装置である。具体的には、力付与装置333は、加熱装置331をワークWに向けて押し出すように作用する力を加熱装置331に付与可能な装置である。力付与装置333は、加熱装置331からワークWに向かう力を加熱装置331に付与可能な装置である。
上述したように、加熱装置331は、ワークWの下方に配置される。この場合、力付与装置333は、上方に向かう力を加熱装置331に付与してもよい。力付与装置333は、加熱装置331を下方から上方に向けて押し出すように作用する力を加熱装置331に付与してもよい。力付与装置333は、加熱装置331をワークWの下面WSrに向けて押し出すように作用する力を付与してもよい。
力付与装置333が加熱装置331を下方から上方に向けて押し出すように作用する力を加熱装置331に付与する場合には、力付与装置333は、加熱装置331の下方から加熱装置331に力を付与してもよい。つまり、力付与装置333は、加熱装置331の下方から加熱装置331に力を付与してもよい。具体的には、力付与装置333は、加熱装置331の下面3312に力を付与してもよい。力付与装置333は、加熱装置331の下面3312に、加熱装置331を下方から上方に向けて押し出すように作用する力を付与してもよい。下面3312は、加熱装置331の上面である加熱面3311とは反対側に位置する面を含む。
力付与装置333は、加熱装置331に接触することで、加熱装置331に力を付与可能であってもよい。この場合、力付与装置333と加熱装置331とが接触する点が、力付与装置333が付与する力が加熱装置331に作用する作用点でとして機能しているとみなしてもよい。例えば、上述したように力付与装置333が加熱装置331の下面3312に力を付与する場合には、力付与装置333は、加熱装置331の下面3312に接触することで、加熱装置331に力を付与可能であってもよい。この場合、力付与装置333と加熱装置331の下面3312とが接触する点が、力付与装置333が付与する力が加熱装置331に作用する作用点として機能しているとみなしてもよい。以下の説明では、説明の便宜上、力付与装置333が加熱装置331の下面3312に接触する例を用いて説明を進める。但し、力付与装置333は、加熱装置331に接触することなく、加熱装置331に力を付与可能であってもよい。
力付与装置333は、加熱装置331に力を付与可能である限りは、どのような装置であってもよい。一例として、力付与装置333は、弾性部材を用いて加熱装置331に力を付与可能装置であってもよい。この場合、力付与装置333は、弾性部材を含んでいてもよい。弾性部材の一例として、バネ及び圧縮コイルの少なくとも一つがあげられる。
力付与装置333は、力付与装置333を支持するための基礎部材としても機能可能な冷却装置335によって支持される。冷却装置335は、力付与装置333の下方から力付与装置333を支持してもよい。具体的には、力付与装置333は、冷却装置335上に配置されていてもよい。この場合、冷却装置335が力付与装置333を支持する点(つまり、力付与装置333と冷却装置335とが接触する点)が、力付与装置333を静止させる支点として機能しているとみなしてもよい。但し、力付与装置333は、冷却装置335とは異なる支持部材(例えば、ステージ31)によって支持されていてもよい。
力付与装置333は、力付与装置333を支持する冷却装置335から、力付与装置333が力を付与する加熱装置331に向かう第1延伸方向(例えば、図3及び図4に示す例では、Z軸方向)に沿って延びる形状を有していてもよい。この場合、力付与装置333は、第1延伸方向における力付与装置333の一方の端部である第1端部分3331(例えば、図3に示す例では、+Z側の端部分)を介して加熱装置331に接触することで、加熱装置331に力を付与可能であってもよい。力付与装置333は、第1延伸方向における力付与装置333の他方の端部である第2端部分3332(例えば、図3及び図4に示す例では、-Z側の端部分)を介して冷却装置335に接触する又は接続されることで、冷却装置335によって支持されてもよい。第2端部分3332は、力付与装置333のうちの、第1延伸方向において第1端部分3331よりも加熱装置331から遠い位置に位置する部分である。第2端部分3332は、力付与装置333のうちの、第1端部分3331の反対側に位置する部分である。
加熱支持ユニット33は、単一の力付与装置333を備えていてもよい。加熱支持ユニット33は、複数の力付与装置333を備えていてもよい。図4に示す例では、加熱支持ユニット33は、四つの力付与装置333を備えている。
加熱支持ユニット33が複数の力付与装置333を備えている場合には、複数の力付与装置333は、複数の力付与装置333から加熱装置331に加えられる力が局所的に偏ることがないように、配置されていてもよい。図4に示す例では、四つの力付与装置333は、2×2のマトリクス状の配置で等間隔に配置されている。
尚、上述したように、加熱装置331とワークWとの間に熱伝導部材3313が配置されている場合には、力付与装置333は、加熱装置331を熱伝導部材3313に向けて押し出すように作用する力を加熱装置331に付与可能な装置であるとみなしてもよい。力付与装置333は、加熱装置331から熱伝導部材3313に向かう方向に作用する力を加熱装置331に付与可能な装置であるとみなしてもよい。この場合であっても、力付与装置333は、加熱装置331を熱伝導部材3313に向けて押し出すように作用する力を加熱装置331に付与することで、加熱装置331をワークWに向けて押し出すように作用する力を加熱装置331に付与可能である。従って、本実施形態では、「力付与装置333が、加熱装置331をワークWに向けて押し出すように作用する力を加熱装置331に付与する」状態は、「加熱装置331とワークWとの間に熱伝導部材3313が配置されていない状況下で、力付与装置333が、加熱装置331をワークWに向けて押し出すように作用する力を加熱装置331に付与する」状態のみならず、「加熱装置331とワークWとの間に熱伝導部材3313が配置されている状況下で、力付与装置333が、加熱装置331を熱伝導部材3313に向けて押し出す(その結果、加熱装置331をワークWに向けて押し出す)ように作用する力を加熱装置331に付与する」状態をも含んでいてもよい。
支持装置334は、ワークWを支持可能な装置である。支持装置334は、ワークWを下方から支持する。支持装置334は、ワークWの下面WSrを介して、ワークWを下方から支持する。支持装置334は、ワークWの下面WSrに接触することで、ワークWを下方から支持する。
ワークWを支持するために、支持装置334は、複数の支持部材3340を備えている。各支持部材3340は、ワークWを下方から支持する。各支持部材3340は、ワークWの下面WSrを介して、ワークWを下方から支持する。各支持部材3340は、ワークWの下面WSrに接触することで、ワークWを下方から支持する。
支持装置334が備える支持部材3340の数は、支持装置334が複数の支持部材3340を用いてワークWを安定的に支持することが可能な状態を実現可能な数に設定されている。支持装置334が複数の支持部材3340を用いてワークWを安定的に支持することが可能な状態を実現するために、支持装置334は、三つ以上の支持部材3340を備えていてもよい。図4に示す例では、支持装置334は、四つの支持部材3340(具体的には、支持部材3340#1、支持部材3340#2、支持部材3340#3及び支持部材3340#4)を備えている。この場合、支持装置334は、四つの支持部材3340を用いてワークWを安定的に支持することができる。但し、支持装置334が三つの支持部材3340を備えている場合であっても、支持装置334は、三つの支持部材3340を用いてワークWを安定的に支持することができる。支持装置334が五つ以上の支持部材3340を備えている場合であっても、支持装置334は、五つ以上の支持部材3340を用いてワークWを安定的に支持することができる。但し、支持装置334が備える支持部材3340の数の増加は、支持装置334のコストの増加につながる可能性がある。従って、支持装置334が備える支持部材3340の数は、三つ又は四つであってもよい。
複数の支持部材3340は、支持装置334が複数の支持部材3340を用いてワークWを安定的に支持することが可能な状態を実現可能となるように配置されていてもよい。図4に示す例では、四つの支持部材3340#1から3340#4は、2×2のマトリクス状の配置で等間隔に配置されている。更に、図4に示す例では、四つの支持部材3340#1から3340#4は、XY平面に沿った断面の形状が矩形となるワークWの四隅又はその近傍にそれぞれ配置されている。
各支持部材3340は、支持部3341と、接続部3342と、接続部3343とを備える。尚、以下の説明では、必要に応じて、支持部材3340#k(尚、kは、1、2、3又は4を示す変数である)が備える支持部3341、接続部3342及び接続部3343を、それぞれ、支持部3341#k、接続部3342#k及び接続部3343#kと称する。
支持部3341は、ワークWの下方からワークWを支持するための部材である。具体的には、支持部3341は、ワークW(例えば、ワークWの下面WSr)に接触する接続部3342を介してワークWに接続される。その結果、支持部3341は、接続部3342を介して、ワークWを支持する。
支持部3341がワークWの下方からワークWを支持する場合には、ワークWの重量が、ワークWを支持する支持部3341に加わる。この場合、支持部3341の強度は、ワークWの重量によって支持部3341が変形又は座屈しない程度の強度であってもよい。支持部3341の剛性は、ワークWの重量によって支持部3341が変形又は座屈しない程度の剛性であってもよい。
ワークWに接触する接続部3342は、ワークWを保持する。このため、接続部3342は、ワークWを保持するために、機械的なチャック、静電チャック及び真空吸着チャック等の少なくとも一つを備えていてもよい。但し、接続部3342は、ワークWを保持可能でなくてもよい。
支持部3341は、支持部3341を支持するための基礎部材としても機能可能な冷却装置335によって支持される。具体的には、支持部3341は、冷却装置335に接触する接続部3343を介して冷却装置335に接続される。冷却装置335は、支持部3341の下方から支持部3341を支持してもよい。その結果、冷却装置335は、支持部3341を備える支持部材3340の下方から、支持部材3340を支持することができる。この場合、支持部材3340は、冷却装置335上に配置されているとみなしてもよい。
支持部3341は、支持部3341を支持する冷却装置335から、支持部3341が支持するワークWに向かう第2延伸方向(例えば、図3及び図4に示す例では、Z軸方向)に沿って延びる形状を有していてもよい。この場合、支持部3341は、第2延伸方向における支持部材3340の一方の端部である接続部3342を介して(特に、接続部3342のうちの上方を向いている上方部分を介して)ワークWに接触することで、ワークWを支持可能であってもよい。支持部3341は、第2延伸方向における支持部材3340の他方の端部である接続部3343(例えば、図3及び図4に示す例では、-Z側の端部分)を介して冷却装置335に接触することで、冷却装置335によって支持されてもよい。接続部3343は、第2延伸方向において接続部3342よりも(特に、接続部3342のうちのワークWに接触する上方部分よりも)ワークWから遠い位置に位置する部分である。接続部3343は、支持部3341に対して接続部3342(特に、接続部3342のうちのワークWに接触する上方部分)の反対側に位置する部分である。
支持部3341は、所定の剛性条件を満たす部材であってもよい。剛性条件は、第1剛性方向における支持部3341の剛性が、第2剛性方向における支持部3341の剛性よりも低いという条件を含んでいてもよい。第2剛性方向は、第1剛性方向に交差する方向であってもよい。更に、第2剛性方向は、複数の支持部材3340がそれぞれ備える複数の接続部3342を含む面と交差する方向であってもよい。図3及び図4に示す例では、接続部3342#1から3342#4を含む面は、XY平面に沿った面となる。このため、第2剛性方向は、XY平面に交差する方向(例えば、Z軸方向)であってもよい。また、第1剛性方向は、XY平面に沿った方向であってもよい。
上述した剛性条件を満たす支持部3341は、第1剛性方向(例えば、XY平面に沿った方向)におけるサイズが、第2剛性方向(例えば、Z軸方向)におけるサイズよりも小さくなるというサイズ条件を満たしていてもよい。逆に、サイズ条件を満たす支持部3341は、サイズ条件を満たさない支持部3341よりも、上述した剛性条件を満たす可能性が高くなる。なぜならば、一の方向における物体のサイズが小さくなるほど、当該一の方向における物体の剛性が低くなるからである。
このような剛性条件及びサイズ条件を満たす支持部3341の一例として、薄板状の部材である板バネがあげられる。以下の説明では、説明の便宜上、支持部3341が板バネである例について説明する。但し、支持部3341が板バネに限定されることはない。支持部3341は、板バネとは異なる部材を含んでいてもよい。例えば、板バネは、弾性体の一種である。このため、支持部3341は、板バネとは異なる弾性体を含んでいてもよい。支持部3341は、上述した剛性条件を満たす弾性体を含んでいてもよい。支持部3341は、上述したサイズ条件を満たす弾性体を含んでいてもよい。
板バネは、典型的には、厚み方向における板バネの剛性が、幅方向及び長さ方向のそれぞれにおける板バネの剛性よりも低くなるという特性を有している。このため、支持部3341が板バネである場合には、板バネの厚み方向が上述した第1剛性方向として用いられ、且つ、板バネの幅方向及び長さ方向のいずれか一方が上述した第2剛性方向として用いられてもよい。
尚、板バネの長さ方向は、板バネの長手方向(つまり、板バネが延伸される方向)を意味していてもよい。図3及び図4に示す例では、板バネである支持部3341は、Z軸方向(つまり、支持部3341を支持する冷却装置335から支持部3341が支持するワークWに向かって延伸される第2延伸方向)に沿って延びる。このため、図3及び図4に示す例では、板バネの長さ方向は、Z軸方向である。つまり、図3及び図4に示す例では、板バネの長さ方向が、第2剛性方向として用いられる。また、板バネの幅方向は、板バネの長手方向に交差する板バネの断面においてサイズが大きい方の方向を意味していてもよい。板バネの厚み方向は、板バネの長手方向に交差する板バネの断面においてサイズが小さい方の方向を意味していてもよい。
複数の支持部3341は、各支持部3341を構成する板バネの厚み方向(つまり、第1剛性方向)が、図6に示す所定の方向条件を満たすように配置されていてもよい。以下、方向条件について、図6を参照しながら説明する。図6は、複数の支持部3341の配置位置を示す断面図である。
図6に示すように、方向条件は、各支持部3341を構成する板バネの厚み方向(つまり、第1剛性方向)が、ワークWの下面WSrの中心C1から各支持部3341をワークWに接続するための接続部3342に向かう方向になるという第1条件を含んでいてもよい。例えば、第1条件は、支持部3341#1を構成する板バネの厚み方向(つまり、第1剛性方向)が、中心C1から接続部3342#1に向かう方向(具体的には、中心C1から-Y側に向かう方向)になるという条件を含んでいてもよい。例えば、第1条件は、支持部3341#2を構成する板バネの厚み方向(つまり、第1剛性方向)が、中心C1から接続部3342#2に向かう方向(具体的には、中心C1から+X側に向かう方向)になるという条件を含んでいてもよい。例えば、第1条件は、支持部3341#3を構成する板バネの厚み方向(つまり、第1剛性方向)が、中心C1から接続部3342#3に向かう方向(具体的には、中心C1から+Y側に向かう方向)になるという条件を含んでいてもよい。例えば、第1条件は、支持部3341#4を構成する板バネの厚み方向(つまり、第1剛性方向)が、中心C1から接続部3342#4に向かう方向(具体的には、中心C1から-X側に向かう方向)になるという条件を含んでいてもよい。
図6に示すように、方向条件は、各支持部3341を構成する板バネの厚み方向(つまり、第1剛性方向)が、支持装置334が備える複数の接続部3342を結ぶ多角形PSの重心C2から各支持部3341をワークWに接続するための接続部3342に向かう方向になるという第2条件を含んでいてもよい。例えば、第2条件は、支持部3341#1を構成する板バネの厚み方向(つまり、第1剛性方向)が、重心C2から接続部3342#1に向かう方向(具体的には、重心C2から-Y側に向かう方向)になるという条件を含んでいてもよい。例えば、第2条件は、支持部3341#2を構成する板バネの厚み方向(つまり、第1剛性方向)が、重心C2から接続部3342#2に向かう方向(具体的には、重心C2から+X側に向かう方向)になるという条件を含んでいてもよい。例えば、第2条件は、支持部3341#3を構成する板バネの厚み方向(つまり、第1剛性方向)が、重心C2から接続部3342#3に向かう方向(具体的には、重心C2から+Y側に向かう方向)になるという条件を含んでいてもよい。例えば、第2条件は、支持部3341#4を構成する板バネの厚み方向(つまり、第1剛性方向)が、重心C2から接続部3342#4に向かう方向(具体的には、重心C2から-X側に向かう方向)になるという条件を含んでいてもよい。尚、図6は、多角形PSがワークWの外形よりも小さい外形を有し、且つ、中心C1が重心C2と一致する例を示している。しかしながら、多角形PSがワークWの外形よりも小さくなくてもよいし、中心C1が重心C2と一致しなくてもよい。
図6に示すように、方向条件は、各支持部3341を構成する板バネの厚み方向(つまり、第1剛性方向)が、支持装置334が備える複数の接続部3342を結ぶ多角形PS内の所定の点C3から各支持部3341をワークWに接続するための接続部3342に向かう方向になるという第2条件を含んでいてもよい。例えば、第2条件は、支持部3341#1を構成する板バネの厚み方向(つまり、第1剛性方向)が、点C3から接続部3342#1に向かう方向(具体的には、点C3から-Y側に向かう方向)になるという条件を含んでいてもよい。例えば、第2条件は、支持部3341#2を構成する板バネの厚み方向(つまり、第1剛性方向)が、点C3から接続部3342#2に向かう方向(具体的には、点C3から+X側に向かう方向)になるという条件を含んでいてもよい。例えば、第2条件は、支持部3341#3を構成する板バネの厚み方向(つまり、第1剛性方向)が、点C3から接続部3342#3に向かう方向(具体的には、点C3から+Y側に向かう方向)になるという条件を含んでいてもよい。例えば、第2条件は、支持部3341#4を構成する板バネの厚み方向(つまり、第1剛性方向)が、点C3から接続部3342#4に向かう方向(具体的には、点C3から-X側に向かう方向)になるという条件を含んでいてもよい。
尚、上述したように支持装置334が備える複数の接続部3342を結ぶ多角形PSが定義される場合には、図6に示すように、上述した加熱装置331は、典型的には、多角形PSの内側に配置されていてもよい。但し、加熱装置331の少なくとも一部は、多角形PSの外側に配置されていてもよい。
再び図3及び図4において、冷却装置335は、冷却対象物体を冷却可能な装置である。例えば、冷却装置335は、気体を冷媒として用いることで冷却対象物体を冷却可能な空冷装置を含んでいてもよい。例えば、冷却装置335は、液体を冷媒として用いることで冷却対象物体を冷却可能な水冷装置を含んでいてもよい。一例として、冷却装置335は、気体及び液体の少なくとも一つを含む冷媒を循環させることで冷却対象物体を冷却可能なチラーを含んでいてもよい。
冷却対象物体は、力付与装置333を含んでいてもよい。この場合、冷却装置335は、力付与装置333を冷却してもよい。具体的には、上述したように、力付与装置333は、力付与装置333の第2端部分3332(例えば、図3及び図4に示す例では、-Z側の端部分)を介して冷却装置335に接触することで、冷却装置335によって支持されている。この場合、冷却装置335は、第2端部分3332を介して力付与装置333を冷却してもよい。冷却装置335は、第2端部分3332を冷却することで、力付与装置333を冷却してもよい。
冷却対象物体は、支持装置334を含んでいてもよい。この場合、冷却装置335は、支持装置334を冷却してもよい。具体的には、上述したように、支持装置334は、接続部3343を介して冷却装置335に接触することで、冷却装置335によって支持されている。この場合、冷却装置335は、接続部3343を介して支持装置334を冷却してもよい。冷却装置335は、接続部3343を冷却することで、支持装置334を冷却してもよい。
本実施形態では、ワークWからの熱(典型的には加熱支持ユニット33からワークWに伝えられた熱)が支持装置334を介して第2端部分3332へ伝達されるが、支持装置334の各支持部3331の断面積(支持部3331の長手方向と交差する面での断面積)を小さくして支持装置334の熱抵抗を上げている構成としているため、第2端部分3332へ伝達される熱量は小さくなる。このため、冷却装置335によって効率的に冷却することが可能となる。
冷却装置335は、ステージ31上に載置されていてもよい。この場合、冷却装置335は、ステージ31を冷却してもよい。つまり、冷却対象物体は、ステージ31を備えていてもよい。
(2-2)造形装置2がワークW上に造形物を造形している期間中の加熱支持ユニット33の状態
続いて、図7を参照しながら、造形装置2がワークW上に造形物を造形している造形期間中の加熱支持ユニット33の状態について説明する。図7は、造形装置2がワークW上に造形物を造形している造形期間中の加熱支持ユニット33の状態を示す断面図である。
続いて、図7を参照しながら、造形装置2がワークW上に造形物を造形している造形期間中の加熱支持ユニット33の状態について説明する。図7は、造形装置2がワークW上に造形物を造形している造形期間中の加熱支持ユニット33の状態を示す断面図である。
図7に示すように、造形装置2がワークW上に造形物を造形している造形期間の少なくとも一部においては、造形装置2は、ワークWに造形光ELを照射する。例えば、造形装置2が複数の構造層を順に造形することで複数の構造層の集合体に相当する三次元構造物を造形物として造形する場合には、造形装置2は、三次元構造物を構成する一つ目の構造層を造形する場合に、ワークWに造形光ELを照射する。具体的には、造形装置2は、ワークWの上面WSuに造形光ELを照射する。その結果、ワークWの上面WSuが造形光ELによって加熱される。
更に、造形装置2が三次元構造物を構成する一の構造層の上に他の構造層を造形する場合には、造形装置2は、一の構造層に造形光ELを照射する。その結果、一の構造層に対して造形光ELから伝達された熱が、一の構造層を介してワークWに伝達される可能性がある。その結果、ワークWの上面WSuが造形光ELによって加熱される。
ここで、仮に加熱支持ユニット33が備える加熱装置331がワークWの下面WSrを加熱していなければ、造形光ELによって加熱されるワークWの上面WSuの温度は、造形光ELによって加熱されないワークWの下面WSrの温度と大きく異なるものとなる可能性がある。つまり、造形光ELによって加熱されるワークWの上面WSuと造形光ELによって加熱されないワークWの下面WSrとの間に、比較的大きな温度勾配が生ずる可能性がある。その結果、ワークWが変形する可能性がある。例えば、ワークWが反り返るように変形する可能性がある。
そこで、本実施形態では、加熱装置331は、制御装置7の制御下で、ワークWの下面WSrを加熱する。具体的には、加熱装置331は、加熱装置331がワークWの下面WSrを加熱しない場合と比較して、ワークWの上面WSuの温度とワークWの下面WSrの温度との差分が小さくなる(つまり、温度勾配が緩やかになる)ように、ワークWの下面WSrを加熱する。その結果、加熱装置331がワークWの下面WSrを加熱しない場合と比較して、ワークWが変形する可能性が低くなる。このため、加熱支持ユニット33は、造形期間の少なくとも一部においてワークWの下面WSrを加熱することで、ワークWの変形を抑制することができる。
この場合、制御装置7は、温度センサ332が検出したワークWの温度に基づいて、加熱装置331を制御してもよい。例えば、上述したように、温度センサ332がワークWの上面WSu及び下面WSrの温度を検出可能である場合には、制御装置7は、温度センサ332が検出したワークWの上面WSuの温度と温度センサ332が検出したワークWの下面WSrの温度とに基づいて、加熱装置331を制御してもよい。例えば、上述したように、温度センサ332がワークWの下面WSrの温度を検出可能であり且つワークWの上面WSuの温度を検出可能でない場合には、制御装置7は、温度センサ332が検出したワークWの下面WSrの温度と目標温度との差分が小さくなるように、加熱装置331を制御してもよい。目標温度は、造形装置2がワークWの上面WSuに造形光ELを照射した場合に予想されるワークWの上面WSuの温度であってもよい。目標温度の一例として、数百度(例えば、600度)があげられる。
加熱装置331がワークWを加熱している期間(或いは、造形期間)の少なくとも一部において、力付与装置333は、加熱装置331をワークWに向けて押し出すように作用する力を加熱装置331に付与してもよい。この場合、力付与装置333が力を付与していない場合と比較して、加熱装置331がワークWに接触しなくなる可能性が低くなる。具体的には、加熱面3311がワークWに接触しなくなる可能性が低くなる。その結果、力付与装置333が力を付与していない場合と比較して、加熱装置331がワークWの少なくとも一部に密着する可能性が高くなる。具体的には、加熱面3311がワークWの下面WSrの少なくとも一部に密着する可能性が高くなる。このため、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、加熱面3311とワークWの下面WSrとの接触面積が大きくなる可能性が高くなる。つまり、加熱面3311のうちのワークWの下面WSrと接触する面部分の面積が大きくなる可能性が高くなる。また、加熱面3311がワークWの下面WSrの少なくとも一部に密着する可能性が高くなるがゆえに、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、加熱面3311とワークWの下面WSrとの境界において、加熱面3311の形状とワークWの下面WSrの形状との差分が小さくなる。ここで、加熱面3311とワークWの下面WSrとの接触面積が大きくなるほど及び/又は加熱面3311の形状とワークWの下面WSrの形状との差分が小さくなるほど、加熱面3311からワークWの下面WSrに単位時間あたりに伝達される熱量が大きくなる。このため、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、加熱面3311からワークWの下面WSrに単位時間あたりに伝達される熱量が大きくなる。その結果、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、加熱装置331は、ワークWを効率的に加熱することができる。
尚、加熱装置331とワークWとの間に熱伝導部材3313が配置されている場合においても同様のことが言える。具体的には、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、加熱面3311が熱伝導部材3313の少なくとも一部に密着する可能性が高くなる。その結果、熱伝導部材3313がワークWの下面WSrに密着する可能性が高くなる。このため、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、熱伝導部材3313とワークWの下面WSrとの接触面積が大きくなる可能性が高くなる。また、熱伝導部材3313がワークWの下面WSrの少なくとも一部に密着する可能性が高くなるがゆえに、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、熱伝導部材3313とワークWの下面WSrとの境界において、熱伝導部材3313の形状とワークWの下面WSrの形状との差分が小さくなる。ここで、熱伝導部材3313とワークWの下面WSrとの接触面積が大きくなるほど及び/又は熱伝導部材3313の形状とワークWの下面WSrの形状との差分が小さくなるほど、加熱面3311から熱伝導部材3313を介してワークWの下面WSrに単位時間あたりに伝達される熱量が大きくなる。このため、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、加熱面3311から熱伝導部材3313を介してワークWの下面WSrに単位時間あたりに伝達される熱量が大きくなる。その結果、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、加熱装置331は、ワークWを効率的に加熱することができる。
但し、力付与装置333が加熱装置331に加える力が必要以上に大きすぎる場合には、ワークWが、ワークWを支持する支持部材3340(特に、ワークWに接触してワークWを保持する接続部3342)から離れてしまう可能性がある。その結果、支持装置334がワークWを支持することができなくなるという技術的課題が生ずる可能性がある。このため、このような技術的課題を解決するために、支持装置334がワークWを支持する力(例えば、接続部3342がワークWを保持する力)は、力付与装置333が加熱装置331に加える力よりも強くてもよい。この場合、支持装置334は、力付与装置333が加熱装置331に力を加えている場合であっても、ワークWを適切に支持することができる。つまり、力付与装置333が加熱装置331に力を加えている場合であっても、ワークWが支持装置334によって固定される。言い換えれば、力付与装置333が加熱装置331に力を加えている場合であっても、力付与装置333が加熱装置331に加える力によってワークWが上方に移動することはない。
加熱装置331がワークWの下面WSrを加熱している状況下で力付与装置333が加熱装置331に力を付与している場合には、加熱装置331が発生させた熱が、加熱装置331に力を付与する力付与装置333に伝達される可能性がある。なぜならば、上述したように力付与装置333が加熱装置331に接触しているからである。その結果、力付与装置333が、熱による影響を受ける可能性がある。例えば、力付与装置333が、熱によって変形する可能性がある。しかるに、本実施形態では、冷却装置335が力付与装置333を冷却する。このため、冷却装置335が力付与装置333を冷却しない場合と比較して、力付与装置333が熱による影響を受ける可能性が低くなる。このため、力付与装置333は、加熱装置331が発生した熱の影響を受けることなく、ワークWに力を適切に付与することができる。力付与装置333は、加熱装置331が発生した熱の影響が低減された状態で、ワークWに力を適切に付与することができる。
また、加熱装置331がワークWの下面WSrを加熱している場合には、加熱装置331が発生させた熱が、ワークWを介して、ワークWを支持する支持装置334に伝達される可能性がある。なぜならば、上述したように、支持装置334が加熱装置331に接触しているからである。その結果、支持装置334が、熱による影響を受ける可能性がある。例えば、支持装置334が、熱によって変形する可能性がある。しかるに、本実施形態では、冷却装置335が支持装置334を冷却する。このため、冷却装置335が支持装置334を冷却しない場合と比較して、支持装置334が熱による影響を受ける可能性が低くなる。このため、支持装置334は、加熱装置331が発生した熱の影響を受けることなく、ワークWを適切に支持することができる。支持装置334は、加熱装置331が発生した熱の影響が低減された状態で、ワークWを適切に支持することができる。
また、上述した通り、支持装置334の各支持部3331の断面積(支持部3331の長手方向と交差する面での断面積)を小さくして支持装置334の熱抵抗を上げている構成としているため、加熱されたワークWから支持装置334に伝達される熱量が小さくなり、すなわち熱入力部分である加熱装置33との接触部分と熱出力部分である接続部3342との間の温度勾配を小さくしてワークWでの温度分布を均一に近づけることができる。
また、冷却装置335がステージ31上に載置されており、且つ、冷却装置335が力付与装置333及び支持装置334を支持しているがゆえに、加熱装置331が発生させた熱が、力付与装置333及び支持装置334を介してステージ31に伝達されにくくなる。この場合、冷却装置335は、加熱装置331が発生させた熱がステージ31に伝達されることを抑制する断熱装置として機能しているとみなしてもよい。このため、ステージ31は、加熱装置331が発生した熱の影響を受けることなく、ワークWを支持することができる。例えば、ステージ31は、加熱装置331が発生した熱に起因して変形することなく、ワークWを支持することができる。
また、加熱装置331が発生させた熱がステージ31に伝達されにくくなるがゆえに、加熱装置331が発生させた熱が、ステージ31の下方に位置する装置に伝達されにくくなる。このため、ステージ31の下方に位置する装置は、加熱装置331が発生した熱の影響を受けることなく、適切に動作することができる。例えば、ステージ31の下方にステージ駆動系32が配置されている場合には、加熱装置331が発生させた熱が、ステージ駆動系32に伝達されにくくなる。このため、ステージ駆動系32は、加熱装置331が発生した熱の影響を受けることなく、ステージ31を適切に移動させることができる。
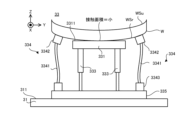
一方で、上述したように加熱装置331がワークWの下面WSrを加熱しているがゆえにワークWが変形する可能性が低くなるものの、場合によっては、ワークWが変形する可能性がある。この場合、仮に力付与装置333が加熱装置331をワークWに向けて押し出すように作用する力を加熱装置331に付与していなければ、変形しているワークWを支持する加熱支持ユニット33の状態を示す断面図である図8に示すように、変形しているワークWの下面WSrと加熱面3311との間に隙間が形成される可能性がある。つまり、変形しているワークWの下面WSrの形状が、加熱面3311の形状とは異なるものとなる可能性がある。その結果、加熱面3311からワークWの下面WSrに単位時間あたりに伝達される熱量が小さくなる可能性がある。このため、加熱装置331は、ワークWを効率的に加熱することができなくなる可能性がある。
しかるに、本実施形態では、ワークWが変形している状況下においても、上述したように力付与装置333は、加熱装置331をワークWに向けて押し出すように作用する力を加熱装置331に付与可能である。その結果、変形しているワークWを支持する加熱支持ユニット33の状態を示す断面図である図9に示すように、加熱面3311がワークWに接触し続ける可能性が高くなる。具体的には、力付与装置333は、ワークWが変形した場合に、加熱装置331に加える力を用いて、変形したワークWに合わせて加熱装置331(特に、加熱面3311)を変形させることができる。例えば、図9に示すように、力付与装置333は、変形に起因してワークWが上方に移動した場合に、加熱装置331(特に、加熱面3311)を上方に移動させることができる。より具体的には、図9に示すように、力付与装置333は、変形に起因してワークWの下面WSrの少なくとも一部が上方に移動した場合に、上方に移動した下面WSrの少なくとも一部に対向する加熱面3311の少なくとも一部を上方に移動させることができる。このため、ワークWが変形している状況下においても、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、加熱面3311とワークWの下面WSrとの接触面積が大きくなる可能性が高い。ワークWが変形している状況下においても、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、加熱面3311の形状とワークWの下面WSrの形状との差分が小さくなる可能性が高い。このため、ワークWが変形している状況下においても、加熱装置331は、ワークWを効率的に加熱することができる。
尚、力付与装置333が付与する力によってワークWの下面WSrと加熱面3311とが接触し続けることを考慮すれば、変形に起因してワークWが下方に移動した場合には、加熱装置331(特に、加熱面3311)は下方に移動されてもよい。より具体的には、変形に起因してワークWの下面WSrの少なくとも一部が下方に移動した場合に、下方に移動した下面WSrの少なくとも一部に対向する加熱面3311の少なくとも一部は下方に移動されてもよい。つまり、力付与装置333が加熱装置331に付与する力は、ワークWが下方に移動した場合には加熱装置331(特に、加熱面3311)が下方に移動する状態を実現可能な程度の大きさの力であってもよい。力付与装置333が加熱装置331に付与する力は、ワークWの下面WSrの少なくとも一部が下方に移動した場合には、下方に移動した下面WSrの少なくとも一部に対向する加熱面3311の少なくとも一部が下方に移動する状態を実現可能な程度の大きさの力であってもよい。
加熱装置331とワークWとの間に熱伝導部材3313が配置されている場合においても同様のことが言える。つまり、ワークWが変形している状況下においても、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、熱伝導部材3313とワークWの下面WSrとの接触面積が大きくなる可能性が高くなる。ワークWが変形している状況下においても、力付与装置333が力を付与している場合には、力付与装置333が力を付与していない場合と比較して、熱伝導部材3313の形状とワークWの下面WSrの形状との差分が小さくなる。このため、ワークWが変形している状況下においても、加熱装置331は、ワークWを効率的に加熱することができる。
加えて、上述したように支持部3341が剛性条件を満たす場合には、支持部3341は、変形したワークWを適切に支持し続けることができる。具体的には、上述したように、剛性条件は、第1剛性方向(例えば、板バネの厚み方向であり、図9のXY平面に沿った方向)における支持部3341の剛性が、第2剛性方向(例えば、板バネの長さ方向であり、図9のZ軸方向)における支持部3341の剛性よりも低くなるという条件である。この場合、剛性条件が満たされていない場合と比較して、支持部3341は、ワークWの変形に合わせて、XY平面に沿った方向に沿って支持部3341の少なくとも一部が変位するように変形しやすくなる。その結果、ワークWが変形した場合であっても、支持部3341が変形することで、支持部3341をワークWに接続する接続部3342が変形したワークWに追従することができる。このため、支持部3341は、変形したワークWを支持し続けることができる。その一方で、支持部3341の第2剛性方向(図9のZ軸方向)の剛性が相対的に高いがゆえに、ワークWが変形している場合であっても、ワークWの重量によって支持部3341が座屈する可能性は低い。このため、支持部3341は、変形したワークWを適切に支持し続けることができる。
加えて、上述したように複数の支持部3341が上述した方向条件(図6参照)を満たすように配置される場合には、複数の支持部3341を含む支持装置334を単一の支持部材としてみた場合の当該単一の支持部材の剛性が相対的に高くなる。特に、複数の支持部3341が延びる方向(例えば、板バネの長さ方向であり、図9のZ軸方向)に交差する方向における単一の支持部材の剛性が相対的に高くなる。図9に示す例では、XY平面に沿った方向における単一の支持部材の剛性が相対的に高くなる。具体的には、上述したように、各支持部3341は、板バネの厚み方向(図9に示す例では、XY平面に沿った方向)における剛性が相対的に低くなるという特性を有している。しかしながら、上述した方向条件が満たされる場合は、一の支持部3341の剛性が相対的に低くなる方向と、一の支持部3341とは異なる他の支持部3341の剛性が相対的に低くなる方向とが交差する。例えば、図6に示す例では、支持部3341#1及び3341#3のそれぞれの剛性が相対的に低くなる方向(Y軸方向)は、支持部3341#2及び3341#4のそれぞれの剛性が相対的に低くなる方向(X軸方向)と交差する。このため、支持部3341#1から3341#4を含む支持装置334を単一の部材としてみた場合には、当該単一の部材のX軸方向における剛性は、支持部3341#1及び3342#3によって相対的に高くなるように確保され、且つ、単一の部材のY軸方向における剛性は、支持部3341#2及び3342#4によって相対的に高くなるように確保される。つまり、複数の支持部3341を含む支持装置334を単一の部材としてみた場合には、当該単一の部材の剛性が相対的に高くなる。その結果、支持部3341は、ワークWを適切に支持することができる。
一例として、図10は、ステージ31がX軸周りに90度回転した場合の加熱支持ユニット33の状態を示している。ここで、仮に方向条件が満たされていなければ、複数の支持部3341の剛性が低くなる方向の全てが、重力方向と一致する可能性がある。その結果、複数の支持部3341の全てが重力によって変形してしまい、支持装置334がワークWを適切に支持することができなくなる可能性がある。しかるに、方向条件が満たされている場合には、複数の支持部3341のうちの少なくとも一つの剛性が低くなる方向が、重力方向と一致しない可能性が高くなる。つまり、複数の支持部3341のうちの少なくとも一つの剛性が高くなる方向が、重力方向と交差する又は一致する可能性が高くなる。その結果、重力によって支持装置334が変形する可能性が低くなる。このため、支持装置334は、重力の影響を低減しながら、ワークWを適切に支持することができる。
造形システムSYSがワークW上に三次元構造物を造形している期間の少なくとも一部において、制御装置7は、ワークWの上面からワークW上に造形されている最上層の構造層までの距離に基づいて、加熱支持ユニット33によるワークWの加熱態様を制御してもよい。ワークWの上面からワークW上に造形されている最上層の構造層までの距離は、ワークW上に造形されている最上層の構造層までの高さ(つまり、Z軸方向の距離)を示していてもよい。
(3)変形例
続いて、造形システムSYSの変形例について説明する。尚、既に説明済みの構成要素については、同一の参照符号を付することで、その詳細な説明を省略する。
続いて、造形システムSYSの変形例について説明する。尚、既に説明済みの構成要素については、同一の参照符号を付することで、その詳細な説明を省略する。
(3-1)第1変形例
初めに、造形システムSYSの第1変形例について説明する。尚、以下の説明では、造形システムSYSの第1変形例を、“造形システムSYSa”と称する。第1変形例における造形システムSYSaは、上述した造形システムSYSと比較して、ステージ装置3に代えてステージ装置3aを備えているという点で異なる。造形システムSYSaのその他の特徴は、造形システムSYSのその他の特徴と同一であってもよい。ステージ装置3aは、ステージ装置3と比較して、加熱支持ユニット33に代えて加熱支持ユニット33aを備えているという点で異なる。ステージ装置3aのその他の特徴は、ステージ装置3のその他の特徴と同一であってもよい。加熱支持ユニット33aは、加熱支持ユニット33と比較して、加熱装置331に代えて加熱装置331aを備えているという点で異なる。加熱支持ユニット33aのその他の特徴は、加熱支持ユニット33のその他の特徴と同一であってもよい。このため、以下、図11を参照しながら、第1変形例における加熱装置331aについて説明する。図11は、第1変形例における加熱装置331aの加熱面3311aを示す平面図である。
初めに、造形システムSYSの第1変形例について説明する。尚、以下の説明では、造形システムSYSの第1変形例を、“造形システムSYSa”と称する。第1変形例における造形システムSYSaは、上述した造形システムSYSと比較して、ステージ装置3に代えてステージ装置3aを備えているという点で異なる。造形システムSYSaのその他の特徴は、造形システムSYSのその他の特徴と同一であってもよい。ステージ装置3aは、ステージ装置3と比較して、加熱支持ユニット33に代えて加熱支持ユニット33aを備えているという点で異なる。ステージ装置3aのその他の特徴は、ステージ装置3のその他の特徴と同一であってもよい。加熱支持ユニット33aは、加熱支持ユニット33と比較して、加熱装置331に代えて加熱装置331aを備えているという点で異なる。加熱支持ユニット33aのその他の特徴は、加熱支持ユニット33のその他の特徴と同一であってもよい。このため、以下、図11を参照しながら、第1変形例における加熱装置331aについて説明する。図11は、第1変形例における加熱装置331aの加熱面3311aを示す平面図である。
図11に示すように、加熱装置331aは、複数の加熱面3311aを備えているという点で、単一の加熱面3311を備えている加熱装置331とは異なる。図11に示す例では、加熱装置331aは、25個の加熱面3311a(具体的には、加熱面3311a#1から3311a#25)を備えている。但し、加熱面3311aの数が図11に示す数に限定されることはない。加熱装置331aのその他の特徴は、加熱装置331のその他の特徴と同一であってもよい。
複数の加熱面3311aのうちの少なくとも二つは、互いに物理的に分離した面であってもよい。つまり、複数の加熱面3311aのうちの少なくとも二つは、互いに物理的に区別可能な面であってもよい。複数の加熱面3311aのうちの少なくとも二つは、互いに物理的に一体化された面であってもよい。つまり、ある単一の加熱面のうちの一の面部分が一の加熱面3311aとして用いられ、同じ単一加熱面のうちの一の面部分とは異なる他の面部分が他の加熱面3311aとして用いられてもよい。
各加熱面3311aは、ワークWを加熱可能である。具体的には、各加熱面3311aは、ワークWの下面WSrのうちの各加熱面3311aに対応する下面部分Wrを加熱可能である。ワークWの下面WSrのうちの各加熱面3311aに対応する下面部分Wrは、典型的には、ワークWの下面WSrのうちの各加熱面3311aに対向する面部分の少なくとも一部を含む。図11に示す例では、加熱面3311a#k(尚、kは、1以上且つ25以下の整数を示す変数である)は、下面WSrのうちの加熱面3311a#kに対応する下面部分Wr#kを加熱可能である。
加熱面3311a#kが加熱可能な下面部分Wr#kは、加熱面3311a#kとは異なる加熱面3311a#m(尚、mは、1以上且つ25以下であって、変数kとは異なる整数を示す変数である)が加熱可能な下面部分Wr#mと少なくとも部分的に重複していてもよい。この場合、加熱面3311a#kは、下面部分Wr#kに加えて、下面部分Wr#mの少なくとも一部を加熱可能であるとみなしてもよい。加熱面3311a#kは、加熱面3311a#mの少なくとも一部を含んでいるとみなしてもよい。一例として、加熱面3311a#13が加熱可能な下面部分Wr#13の少なくとも一部は、加熱面3311a#13に隣接する加熱面3311a#8が加熱可能な下面部分Wr#8の少なくとも一部と少なくとも部分的に重複していてもよい。この場合、加熱面3311a#13は、下面部分Wr#13に加えて、下面部分Wr#8の少なくとも一部を加熱可能であるとみなしてもよい。加熱面3311a#13が、加熱面3311a#8の少なくとも一部を含んでいるとみなしてもよい。
或いは、加熱面3311a#kが加熱可能な下面部分Wr#kは、加熱面3311a#mが加熱可能な下面部分Wr#mと重複していなくてもよい。加熱面3311a#kは、下面部分Wr#kとは異なる下面部分Wr#mを加熱可能でなくてもよい。
第1変形例では、制御装置7は、複数の加熱面3311aの温度を個別に制御してもよい。例えば、制御装置7は、加熱面3311a#k(複数の加熱面3311aのうちの一の加熱面3311a)の温度を、加熱面3311a#kとは異なる加熱面3311a#m(つまり、複数の加熱面3311aのうちの一の加熱面3311aとは異なる他の加熱面3311a)の温度とは別個独立に制御してもよい。この場合、制御装置7は、加熱装置331aがワークWの下面WSrを加熱しない場合と比較して、ワークWの上面WSuの温度とワークWの下面WSrの温度との差分が小さくなる(つまり、温度勾配が緩やかになる)ように、複数の加熱面3311aの温度を個別に制御してもよい。
各加熱面3311aの温度は、各加熱面3311aが発生する熱量に依存する。このため、各加熱面3311aの温度を制御する動作は、各加熱面3311aが発生する熱量を制御する動作と等価であるとみなしてもよい。また、ワークWを加熱している(つまり、熱量を発生させている)加熱面3311aの温度は、通常、ワークWを加熱していない(つまり、熱量を発生させていない)加熱面3311aの温度とは異なる。このため、各加熱面3311aの温度を制御する動作は、各加熱面3311aの状態を加熱状態と加熱停止状態との間で切り替える動作を含んでいてもよい。加熱状態は、各加熱面3311aがワークWを加熱している状態を意味していてもよい。加熱停止状態は、各加熱面3311aがワークWを加熱していない状態を意味していてもよい。
各加熱面3311aの温度が変わると、各加熱面3311aから単位時間あたりにワークWに伝達される熱量が変わる。このため、各加熱面3311aの温度を制御する動作は、各加熱面3311aから単位時間あたりにワークWに伝達される熱量を制御する動作と等価であるとみなしてもよい。この場合、制御装置7は、複数の加熱面3311aから単位時間あたりにワークWに伝達される熱量を個別に制御してもよい。例えば、制御装置7は、加熱面3311a#kから単位時間あたりにワークW(特に、下面部分Wr#k)に伝達される熱量を、加熱面3311a#mから単位時間あたりにワークW(特に、下面部分Wr#m)に伝達される熱量とは別個独立に制御してもよい。この場合、制御装置7は、加熱装置331aがワークWの下面WSrを加熱しない場合と比較して、ワークWの上面WSuの温度とワークWの下面WSrの温度との差分が小さくなる(つまり、温度勾配が緩やかになる)ように、複数の加熱面3311aから単位時間あたりにワークWに伝達される熱量を個別に制御してもよい。
各加熱面3311aから単位時間あたりにワークWの各下面部分Wrに伝達される熱量が変わると、加熱装置311によるワークWの加熱量(特に、下面WSrの加熱量)の分布が変わる。このため、制御装置7は、加熱装置311によるワークWの加熱量の分布を制御しているとみなしてもよい。各加熱面3311aの温度を制御する動作は、加熱装置311によるワークWの加熱量の分布を制御する動作と等価であるとみなしてもよい。この場合、制御装置7は、加熱装置311によるワークWの加熱量の分布が、所望の第1分布となるように、加熱装置331を制御してもよい。所望の第1分布は、加熱装置331aがワークWの下面WSrを加熱しない場合と比較して、ワークWの上面WSuの温度とワークWの下面WSrの温度との差分が小さくなる状態を実現可能な分布であってもよい。
各加熱面3311aから単位時間あたりにワークWの各下面部分Wrに伝達される熱量が変わると、ワークWの温度分布(特に、下面WSrの温度分布)が変わる。このため、制御装置7は、ワークWの温度分布を制御しているとみなしてもよい。各加熱面3311aの温度を制御する動作は、ワークWの温度分布を制御する動作と等価であるとみなしてもよい。この場合、制御装置7は、ワークWの温度分布が、所望の第2分布となるように、加熱装置331を制御してもよい。所望の第2分布は、加熱装置331aがワークWの下面WSrを加熱しない場合と比較して、ワークWの上面WSuの温度とワークWの下面WSrの温度との差分が小さくなる状態を実現可能な分布であってもよい。
複数の加熱面3311aの温度を個別に制御する場合には、制御装置7は、加熱面3311a#k(つまり、複数の加熱面3311aのうちの一の加熱面3311a)の温度と、加熱面3311a#m(つまり、複数の加熱面3311aのうちの一の加熱面3311aとは異なる他の加熱面3311a)の温度とが異なる温度となるように、加熱装置331aを制御してもよい。具体的には、制御装置7は、加熱面3311a#kの温度と加熱面3311a#mの温度とが同じ時刻において異なる温度となるように、加熱装置331aを制御してもよい。言い換えれば、制御装置7は、ある時刻における加熱面3311a#kの温度と同じ時刻における加熱面3311a#mの温度とが異なる温度となるように、加熱装置331aを制御してもよい。
複数の加熱面3311aから単位時間あたりにワークWに伝達される熱量を個別に制御する場合には、制御装置7は、加熱面3311a#kから単位時間あたりにワークW(特に、下面部分Wr#k)に伝達される熱量が、加熱面3311a#mから単位時間当たりにワークW(特に、下面部分Wr#m)に伝達される熱量と異なるものとなるように、加熱装置331aを制御してもよい。具体的には、制御装置7は、ある時刻において加熱面3311a#kから単位時間あたりにワークW(特に、下面部分Wr#k)に伝達される熱量が、同じ時刻において加熱面3311a#mから単位時間あたりにワークW(特に、下面部分Wr#m)に伝達される熱量と異なるものとなるように、加熱装置331aを制御してもよい。
制御装置7は、造形装置2が射出する造形光ELのワークW上での照射位置に基づいて、複数の加熱面3311aの温度を個別に制御してもよい。具体的には、まず、造形光ELの照射位置に基づいて加熱面3311aの温度を制御する場合には、図12に示すように、ワークWの上面WSuは、ワークWの下面WSrに含まれる複数の下面部分Wrにそれぞれ対応する複数の上面部分Wuに区分されてもよい。一の下面部分Wrに対応する一の上面部分Wuは、典型的には、ワークWの上面WSuのうちの造形光ELの照射方向(例えば、Z軸方向)に沿って一の下面部分Wrと重なる面部分を含んでいてもよい。図12に示す例では、下面部分Wr#kと上面部分Wu#kとが互いに対応する。
制御装置7は、ワークWに対して付加加工を行うように造形装置2及びステージ装置3を制御するための制御情報に基づいて、造形光ELの照射位置を特定してもよい。例えば、制御情報の一例として、造形装置2による造形位置(例えば、造形光ELの集光位置)の移動軌跡を示すパス情報(いわゆる、ツールパス)があげられる。この場合、制御装置7は、パス情報に基づいて、造形光ELの照射位置を特定してもよい。或いは、制御装置7は、造形光ELを照射する位置を指示するための信号に基づいて、造形光ELの照射位置を特定してもよい。
造形光ELの照射位置は、ワークWの表面に沿った位置を含んでいてもよい。造形光ELの照射位置は、ワークWの表面に沿った面内での位置を含んでいてもよい。造形光ELの照射位置は、XY平面内での位置を含んでいてもよい。
造形光ELの照射位置は、ワークWの表面に交差する方向に沿った位置を含んでいてもよい。造形光ELの照射位置は、Z軸方向に沿った位置を含んでいてもよい。例えば、上述したように、造形装置2は、複数の構造層をZ軸方向に積層することで、三次元構造物を造形する。この場合、制御装置7は、造形装置2が造形している構造層の位置に基づいて、Z軸方向における造形光ELの照射位置を特定してもよい。
その上で、制御装置7は、上面部分Wu#kに造形光ELが照射されている場合には、上面部分Wu#kに対応する下面部分Wr#kに対して加熱面3311a#kから単位時間あたりに伝達される熱量が、下面部分Wr#kとは異なる下面部分Wr#mに対して加熱面3311a#mから単位時間あたりに伝達される熱量よりも多くなるように、加熱装置311aを制御してもよい。その理由は、以下のとおりである。まず、造形光ELが照射されている上面部分Wu#kの温度は、造形光ELが照射されていない上面部分Wu#mの温度よりも高くなる可能性が高い。このため、造形光ELが照射されている上面部分Wu#kの温度と下面部分Wr#kの温度との差分は、造形光ELが照射されていない上面部分Wu#mの温度と下面部分Wr#kの温度との差分よりも大きくなる可能性が高い。そこで、加熱装置331aは、造形光ELが照射されている上面部分Wu#kに対応する下面部分Wr#kを優先的に加熱することで、造形光ELが照射されている上面部分Wu#kの温度と下面部分Wr#kの温度との差分を優先的に小さくすることができる。例えば、加熱装置331aは、造形光ELが照射されている上面部分Wu#kの温度と下面部分Wr#kの温度との差分を、造形光ELが照射されていない上面部分Wu#mの温度と下面部分Wr#mの温度との差分に近づけるように小さくすることができる。その結果、ワークWの変形が適切に抑制される。
一方で、造形光ELが照射されていない上面部分Wu#kは、造形光ELによって加熱されにくい。このため、造形光ELが照射されていない上面部分Wu#kの温度と下面部分Wr#kの温度との差分が相対的に小さいがゆえに、下面部分Wr#kを加熱する優先度は低い。第1変形例では、加熱装置331aは、下面部分Wr#kを必ずしも加熱しなくてもよい。つまり、第1変形例では、加熱装置331aは、ワークWの下面WSrの全体を必ずしも加熱しなくてもよい。加熱装置331aは、複数の加熱面3311aの全てを用いてワークWの下面WSrを必ずしも加熱しなくてもよい。その結果、ワークWを加熱するために加熱装置331aが必要とするエネルギ量が減少する。このため、加熱装置331aの加熱に要するコストが低減される。
尚、制御装置7は、造形光ELが上面部分Wu#kではなく上面部分Wu#mに照射されている場合には、上面部分Wu#mに対応する下面部分Wr#mに対して加熱面3311a#mから単位時間あたりに伝達される熱量が、下面部分Wr#mとは異なる下面部分Wr#kに対して加熱面3311a#kから単位時間あたりに伝達される熱量よりも多くなるように、加熱装置311aを制御してもよい。この場合も、加熱装置331aは、造形光ELが照射されている上面部分Wu#mに対応する下面部分Wr#mを優先的に加熱することで、造形光ELが照射されている上面部分Wu#mの温度と下面部分Wr#mの温度との差分を小さくすることができる。その結果、ワークWの変形が抑制される。
図12は、上面部分Wu#13に造形光ELが照射されている例を示している。この場合、制御装置7は、加熱面3311a#13から下面部分Wr#13に対して単位時間あたりに伝達される熱量が、加熱面3311a#1から3311a#12及び3311a#14から3311a#25から下面部分Wr#1からWr#12及びWr#14からWr#25に対して単位時間あたりにそれぞれ伝達される熱量よりも多くなるように、加熱装置331aを制御してもよい。
但し、上面部分Wu#kに造形光ELが照射されている場合には、上面部分Wu#kのみならず、上面部分Wu#kに近接する(例えば、隣接する)上面部分Wu#n(尚、nは、1以上且つ25以下であって、変数kとは異なる整数を示す変数である)が造形光ELによって加熱される可能性がある。なぜならば、造形光ELから上面部分Wu#kに伝達されたエネルギが、上面部分Wu#kを介して、上面部分Wu#kに近接する上面部分Wu#nに伝達される可能性があるからである。そこで、制御装置7は、上面部分Wu#kに造形光ELが照射されている場合には、上面部分Wu#kに対応する下面部分Wr#kに対して加熱面3311a#kから単位時間あたりに伝達される熱量と、上面部分Wu#kに隣接する上面部分Wu#nに対応する下面部分Wr#nに対して加熱面3311a#nから単位時間あたりに伝達される熱量とが、下面部分Wr#k及びWr#nとは異なる下面部分Wr#o(尚、oは、1以上且つ25以下であって、変数k及びnとは異なる整数を示す変数である)に対して加熱面3311a#oから単位時間あたりに伝達される熱量よりも多くなるように、加熱装置311aを制御してもよい。一例として、図13は、上面部分Wu#13に造形光ELが照射されている例を示している。この場合、上面部分Wu#8、Wu#12、Wu#14及びWu#18が、上面部分Wu#13に近接しているとみなしてもよい。この場合には、制御装置7は、下面部分Wr#8、Wr#12からWr#14及びWr#18に対して加熱面3311a#8、3311a#12から3311a#14及び3311a#18から単位時間あたりにそれぞれ伝達される熱量が、下面部分Wr#1からWr#7、Wr#9からWr#11、Wr#15からWr#17及びWr#19からWr#25に加熱面3311a#1から3311a#7、3311a#9から3311a#11、3311a#15から3311a#17及び3311a#19から3311a#25から単位時間あたりにそれぞれ伝達される熱量よりも多くなるように、加熱装置311aを制御してもよい。
第1変形例では更に、加熱支持ユニット33aは、複数の温度センサ332を備えていてもよい。複数の温度センサ332は、複数の加熱面3311aにそれぞれ対応していてもよい。例えば、複数の温度センサ332は、複数の加熱面3311aがそれぞれ加熱する複数の下面部分Wrの温度をそれぞれ検出可能であってもよい。この場合、制御装置7は、下面部分Wr#kの温度を検出する温度センサ332の検出結果に基づいて、下面部分Wr#kを加熱する加熱面3311a#kを制御してもよい。つまり、制御装置7は、下面部分Wr#kの温度を検出する温度センサ332の検出結果に基づいて、加熱面3311a#kを用いて下面部分Wr#kを加熱するように、加熱装置331aを制御してもよい。同様に、制御装置7は、下面部分Wr#mの温度を検出する温度センサ332の検出結果に基づいて、下面部分Wr#mを加熱する加熱面3311a#mを制御してもよい。つまり、制御装置7は、下面部分Wr#mの温度を検出する温度センサ332の検出結果に基づいて、加熱面3311a#mを用いて下面部分Wr#mを加熱するように、加熱装置331aを制御してもよい。
尚、図11から図13に示す例では、複数の加熱面3311aのサイズが同一である。しかしながら、複数の加熱面3311aのうちの少なくとも二つのサイズが異なっていてもよい。また、図11から図13に示す例では、複数の加熱面3311aの形状が同一である。しかしながら、複数の加熱面3311aのうちの少なくとも二つの形状が異なっていてもよい。複数の加熱面3311aの任意の特性が同一であってもよい。複数の加熱面3311aのうちの少なくとも二つの任意の特性が異なっていてもよい。尚、任意の特性の一例としては、最大加熱温度及び温度変更速度等の少なくとも一つがあげられる。
造形システムSYSがワークW上に三次元構造物を造形している期間の少なくとも一部において、制御装置7は、ワークWの上面からワークW上に造形されている最上層の構造層までの距離に基づいて、加熱支持ユニット33によるワークWの加熱態様を制御してもよい。特に、制御装置7は、ワークWの各上面部分Wuから各上面部分Wuに造形されている最上層の構造層(つまり、各上面部分Wuに造形されている造形物)までの距離に基づいて、各上面部分Wuに対応する各下面部分Wrの加熱態様を制御してもよい。各上面部分Wuから各上面部分Wu上に造形されている最上層の構造層までの距離は、各上面部分Wu上に造形されている最上層の構造層までの高さ(つまり、Z軸方向の距離)を示していてもよい。
(3-2)第2変形例
続いて、造形システムSYSの第2変形例について説明する。尚、以下の説明では、造形システムSYSの第2変形例を、“造形システムSYSb”と称する。第2変形例における造形システムSYSbは、上述した造形システムSYS又はSYSaと比較して、加熱支持ユニット33が交換可能であるという点で異なる。造形システムSYSaのその他の特徴は、造形システムSYSのその他の特徴と同一であってもよい。
続いて、造形システムSYSの第2変形例について説明する。尚、以下の説明では、造形システムSYSの第2変形例を、“造形システムSYSb”と称する。第2変形例における造形システムSYSbは、上述した造形システムSYS又はSYSaと比較して、加熱支持ユニット33が交換可能であるという点で異なる。造形システムSYSaのその他の特徴は、造形システムSYSのその他の特徴と同一であってもよい。
具体的には、造形システムSYSbでは、ステージ31に載置され且つワークWを支持する加熱支持ユニット33として、複数の異なる加熱支持ユニット33の中から選択された一の加熱支持ユニット33が、ステージ31に載置され且つワークWを支持する加熱支持ユニット33として利用可能である。例えば、複数の異なる加熱支持ユニット33のうちの第1の加熱支持ユニット33#1がステージ31に載置され、且つ、当該第1の加熱支持ユニット33#1がワークWを支持してもよい。例えば、第1の加熱支持ユニット33#1がステージ31から取り除かれ、複数の異なる加熱支持ユニット33のうちの第1の加熱支持ユニット33#1とは異なる第2の加熱支持ユニット33#2がステージ31に新たに載置されてもよい。この場合、第1の加熱支持ユニット33#1に代えて、第2の加熱支持ユニット33#2がワークWを支持してもよい。例えば、第2の加熱支持ユニット33#2がステージ31から取り除かれ、複数の異なる加熱支持ユニット33のうちの第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2とは異なる第3の加熱支持ユニット33#3がステージ31に新たに載置されてもよい。この場合、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2に代えて、第3の加熱支持ユニット33#3がワークWを支持してもよい。
一例として、二つの異なる加熱支持ユニット33の中から選択された一の加熱支持ユニット33が、ステージ31に載置され且つワークWを支持する加熱支持ユニット33として利用されてもよい。三つの異なる加熱支持ユニット33の中から選択された一の加熱支持ユニット33が、ステージ31に載置され且つワークWを支持する加熱支持ユニット33として利用されてもよい。四つ以上の異なる加熱支持ユニット33の中から選択された一の加熱支持ユニット33が、ステージ31に載置され且つワークWを支持する加熱支持ユニット33として利用されてもよい。
この場合、複数の異なる加熱支持ユニット33の中から、加熱支持ユニット33に要求されている条件に合致した一の加熱支持ユニット33が、ステージ31に載置され且つワークWを支持する加熱支持ユニット33として選択されてもよい。
一例として、加熱支持ユニット33は、上述したようにワークWを加熱する。このため、複数の異なる加熱支持ユニット33の中から、ワークWの加熱に関する条件である加熱条件に合致した一の加熱支持ユニット33が、ステージ31に載置され且つワークWを支持する加熱支持ユニット33として選択されてもよい。加熱条件は、加熱支持ユニット33がワークWに単位時間あたりに伝達するべき熱量に関する条件、加熱支持ユニット33が加熱するべきワークWの熱伝導率に関する条件、及び、加熱支持ユニット33が加熱するべきワークWの形状に関する条件、加熱支持ユニット33が加熱するべきワークWのサイズに関する条件の少なくとも一つを含んでいてもよい。
他の一例として、加熱支持ユニット33は、上述したようにワークWを支持する。このため、複数の異なる加熱支持ユニット33の中から、ワークWの支持に関する条件である支持条件に合致した一の加熱支持ユニット33が、ステージ31に載置され且つワークWを支持する加熱支持ユニット33として選択されてもよい。支持条件は、加熱支持ユニット33が支持するべきワークWの重量に関する条件、加熱支持ユニット33が支持するべきワークWの形状に関する条件、加熱支持ユニット33が支持するべきワークWのサイズに関する条件の少なくとも一つを含んでいてもよい。更に、ワークW上に造形物が造形される場合には、加熱支持ユニット33は、ワークWを支持することで、ワークW上に造形された造形物も支持する。このため、支持条件は、加熱支持ユニット33が支持するべき造形物の重量に関する条件、加熱支持ユニット33が支持するべき造形物の形状に関する条件、加熱支持ユニット33が支持するべき造形物のサイズに関する条件の少なくとも一つを含んでいてもよい。
第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2は、図14に示すように、第1の加熱支持ユニット33#1が備える加熱装置331(以降、“加熱装置331#1”と称する)と、第2の加熱支持ユニット33#2が備える加熱装置331(以降、“加熱装置331#2”と称する)とが異なる、という点で異なっていてもよい。加熱装置331#1及び331#2は、加熱装置331#1の特性と加熱装置331#2の特性とが異なるという点で異なっていてもよい。例えば、図15(a)に示すように、加熱装置331#1及び331#2は、加熱装置331#1の加熱面3311のサイズと加熱装置331#2の加熱面3311のサイズとが異なるという点で異なっていてもよい。例えば、図15(b)に示すように、加熱装置331#1及び331#2は、加熱装置331#1の加熱面3311の数と加熱装置331#2の加熱面3311の数とが異なるという点で異なっていてもよい。例えば、図15(c)に示すように、加熱装置331#1及び331#2は、加熱装置331#1の加熱面3311の形状と加熱装置331#2の加熱面3311の形状とが異なるという点で異なっていてもよい。この場合、複数の異なる加熱支持ユニット33の中から、上述した加熱条件に合致した一の加熱支持ユニット33が、ステージ31に載置され且つワークWを支持する加熱支持ユニット33として選択されてもよい。
第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2は、図14に示すように、第1の加熱支持ユニット33#1が備える支持装置334(以降、“支持装置334#1”と称する)と、第2の加熱支持ユニット33#2が備える支持装置334(以降、“支持装置334#2”と称する)とが異なる、という点で異なっていてもよい。支持装置334#1及び334#2は、支持装置334#1の特性と支持装置334#2の特性とが異なるという点で異なっていてもよい。例えば、支持装置334#1及び334#2は、支持装置334#1の耐荷重と支持装置334#2の耐荷重とが異なるという点で異なっていてもよい。例えば、支持装置334#1及び334#2は、支持装置334#1が備える支持部材3340の数と支持装置334#2が備える支持部材3340の数とが異なるという点で異なっていてもよい。例えば、支持装置334#1及び334#2は、支持装置334#1が備える支持部材3340の配置位置と支持装置334#2が備える支持部材3340の配置位置とが異なるという点で異なっていてもよい。例えば、支持装置334#1及び334#2は、支持装置334#1が備える支持部材3340のサイズ(例えば、支持部3341として用いられる板バネの長さ、幅及び厚みの少なくとも一つ)と支持装置334#2が備える支持部材3340のサイズとが異なるという点で異なっていてもよい。この場合、複数の異なる加熱支持ユニット33の中から、上述した支持条件に合致した一の加熱支持ユニット33が、ステージ31に載置され且つワークWを支持する加熱支持ユニット33として選択されてもよい。
加熱支持ユニット33は、造形システムSYSが出荷された後に交換されてもよい。この場合、造形システムSYSを利用するユーザが、加熱支持ユニット33を交換してもよい。造形システムSYSを操作するオペレータが、加熱支持ユニット33を交換してもよい。或いは、加熱支持ユニット33は、造形システムSYSが出荷される前に交換されてもよい。
加熱支持ユニット33は、汎用の工具(例えば、スパナ及びナットの少なくとも一つ)又は汎用の装置(例えば、チェンジャー)を用いて交換可能であってもよい。加熱支持ユニット33は、加熱支持ユニット33を交換するための専用の工具又は専用の装置を用いて交換可能であってもよい。
加熱支持ユニット33が交換可能である場合には、造形システムSYSと少なくとも一つの加熱支持ユニット33とを含むシステムユニットが、販売され且つ納品されてもよい。
造形システムSYSが販売され且つ納品された後に、少なくとも一つの加熱支持ユニット33が、造形システムSYSとは別に販売され且つ納品されてもよい。
造形システムSYSが販売され且つ納品された後に、少なくとも一つの加熱支持ユニット33が、造形システムSYSとは別に販売され且つ納品されてもよい。
このように、第2変形例では、複数の異なる加熱支持ユニット33のうちの加熱支持ユニット33に要求されている条件に合致した一の加熱支持ユニット33が、ステージ31に載置され且つワークWを支持する加熱支持ユニット33として用いられる。このため、造形システムSYSbは、加熱支持ユニット33に要求されている条件に合致した一の加熱支持ユニット33を用いて、ワークWを適切に支持し且つ加熱することができる。
また、第2変形例では、加熱支持ユニット33に要求されている条件に合わせて、造形システムSYSbが備える加熱支持ユニット33が交換可能である。このため、造形システムSYSbが加工するワークWの特性(例えば、上述したサイズ等)に合わせて、造形システムSYSbが備える加熱支持ユニット33が交換可能である。例えば、造形システムSYSbが加工するワークWの特性が変わる場合において、造形システムSYSbが備える加熱支持ユニット33が交換可能である。従って、造形システムSYSbは、造形システムSYSbが加工するワークWの特性が変わる場合であっても、ワークWを適切に支持し且つ加熱することができる。
尚、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2は、第1の加熱支持ユニット33が備える温度センサ332と第2の加熱支持ユニット33が備える温度センサ332とが異なるという点で異なっていてもよい。第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2は、第1の加熱支持ユニット33が備える力付与装置333と第2の加熱支持ユニット33が備える力付与装置333とが異なるという点で異なっていてもよい。第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2は、第1の加熱支持ユニット33が備える冷却装置335と第2の加熱支持ユニット33が備える冷却装置335とが異なるという点で異なっていてもよい。
第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2は、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2のいずれか一方が加熱装置331を備えている一方で、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2のいずれか他方が加熱装置331を備えていないという点で異なっていてもよい。第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2は、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2のいずれか一方が温度センサ332を備えている一方で、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2のいずれか他方が温度センサ332を備えていないという点で異なっていてもよい。第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2は、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2のいずれか一方が力付与装置333を備えている一方で、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2のいずれか他方が力付与装置333を備えていないという点で異なっていてもよい。第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2は、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2のいずれか一方が支持装置334を備えている一方で、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2のいずれか他方が支持装置334を備えていないという点で異なっていてもよい。第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2は、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2のいずれか一方が冷却装置335を備えている一方で、第1の加熱支持ユニット33#1及び第2の加熱支持ユニット33#2のいずれか他方が冷却装置335を備えていないという点で異なっていてもよい。
なお、第2変形例では、複数の加熱支持ユニット33がそれぞれ異なる構成を有している。しかしながら、複数の加熱支持ユニット33のうちの少なくとも二つは、互いに同じ構成を有していてもよい。この場合、互いに同じ構成を有する少なくとも二つの加熱支持ユニット33は、互いに異なる複数のワークWをそれぞれ支持してもよい。少なくとも一つの加熱支持ユニット33をステージ31に載置する際に、少なくとも一つの加熱支持ユニット33は、ロボット等を用いて自動的にステージ装置3に搬入されてもよい。互いに同じ構成を有する少なくとも二つの加熱支持ユニット33が異なる複数のワークWをそれぞれ支持する場合、予め加熱支持ユニット33にワークWが載置されていてもよい。その結果、段取り時間の削減を図ることができる。特に、加熱支持ユニット33とワークWとを締結する必要がある場合には、段取り時間の削減効果が大きくなる。
(3-3)その他の変形例
上述した説明では、温度センサ332は、ワークWの温度を検出している。しかしながら、温度センサ332は、加熱装置331(特に、加熱面3311)の温度を検出可能であってもよい。加熱面3311がワークWを加熱するがゆえに、ワークWの温度は、加熱面3311の温度に依存する。このため、温度センサ332は、加熱装置331(特に、加熱面3311)の温度を検出することで、ワークWの温度を間接的に検出しているとみなしてもよい。
上述した説明では、温度センサ332は、ワークWの温度を検出している。しかしながら、温度センサ332は、加熱装置331(特に、加熱面3311)の温度を検出可能であってもよい。加熱面3311がワークWを加熱するがゆえに、ワークWの温度は、加熱面3311の温度に依存する。このため、温度センサ332は、加熱装置331(特に、加熱面3311)の温度を検出することで、ワークWの温度を間接的に検出しているとみなしてもよい。
上述した説明では、加熱支持ユニット33は、温度センサ332を備えている。しかしながら、加熱支持ユニット33は、温度センサ332を備えていなくてもよい。この場合、加熱装置331は、温度センサ332の検出結果を用いることなく、ワークWを加熱してもよい。
上述した説明では、力付与装置333は、バネ等の弾性部材を用いて、加熱装置331に力を付与している。しかしながら、力付与装置333は、バネ等の弾性部材を用いることなく、加熱装置331に力を付与してもよい。力付与装置333は、バネ等の弾性部材とは異なる部材又は装置を用いて、加熱装置331に力を付与してもよい。例えば、力付与装置333は、力を発生可能な装置(例えば、アクチュエータ)を用いて、加熱装置331に力を付与してもよい。
上述した説明では、加熱支持ユニット33は、力付与装置333を備えている。しかしながら、加熱支持ユニット33は、力付与装置333を備えていなくてもよい。この場合であっても、加熱装置331は、ワークWを加熱することができる。
上述した説明において、加熱支持ユニット33をステージ31で保持するために、加熱支持ユニット33とステージ31とを締結してもよい。
上述した説明では、加熱支持ユニット33が備える加熱装置331はワークWを加熱している。しかしながら、ワークWの温度が上がれば目的が達成されるため、ワークW自体が発熱体であってもよい。つまり、加熱支持ユニット33は加熱装置331を備えていなくてもよい。このとき、導電性材料で形成されたワークWをワークWの周囲に設けられた誘導加熱コイルを用いて誘導加熱してもよい。
上述した説明では、加熱支持ユニット33は、支持装置334を備えている。しかしながら、加熱支持ユニット33は、支持装置334を備えていなくてもよい。この場合、ワークWは、支持装置334とは異なる装置によって支持されていてもよい。例えば、ワークWは、加熱装置331によって支持されていてもよい。例えば、ワークWは、力付与装置333によって支持されていてもよい。例えば、ワークWは、冷却装置335によって支持されていてもよい。例えば、ワークWは、その他の支持装置によって支持されていてもよい。
上述した説明では、加熱支持ユニット33は、冷却装置335を備えている。しかしながら、加熱支持ユニット33は、冷却装置335を備えていなくてもよい。つまり、力付与装置333及び支持装置334の少なくとも一方は、冷却されなくてもよい。この場合であっても、力付与装置333は、加熱装置331に力を付与可能であり、支持装置334は、ワークWを支持可能である。或いは、冷却装置335とは異なり且つ力付与装置333及び支持装置334の少なくとも一方を支持する他の装置(例えば、上述したステージ31)が、力付与装置333及び支持装置334の少なくとも一方を冷却する冷却装置として機能してもよい。例えば、力付与装置333や支持装置334に冷却用のフィンを設け、力付与装置333や支持装置334の近傍を流れる風によって力付与装置333や支持装置334を冷却してもよい。
或いは、ステージ31と力付与装置333及び支持装置334との間に、断熱部材が配置されてもよい。この場合であっても、ステージ31は、加熱装置331が発生した熱に起因して変形することなく、ワークWを支持することができる。尚、ステージ31と力付与装置333及び支持装置334との間に配置される断熱部材は、力付与装置333及び支持装置334からステージ31へと向かう方向に沿って線形熱膨張係数が徐々に変化するという特性を有していてもよい。この場合、加熱装置331が発生した熱が断熱部材に伝達されたとしても、断熱部材がなだらかに膨張するがゆえに、断熱部材の膨張によるワークWへの影響が抑制される。
上述した説明では、造形システムSYSは、造形材料Mに造形光ELを照射することで、造形材料Mを溶融させている。しかしながら、造形システムSYSは、任意のエネルギビームを造形材料Mに照射することで、造形材料Mを溶融させてもよい。任意のエネルギビームの一例として、荷電粒子ビーム及び電磁波等の少なくとも一つがあげられる。荷電粒子ビームの一例として、電子ビーム及びイオンビーム等の少なくとも一つがあげられる。
上述した説明では、造形システムSYSは、レーザ肉盛溶接法に基づく付加加工を行うことで、三次元構造物を造形している。しかしながら、造形システムSYSは、三次元構造物を造形可能なその他の方式に準拠した付加加工を行うことで、3次元構造物STを造形してもよい。三次元構造物を造形可能なその他の方式の一例として、粉末焼結積層造形法(SLS:Selective Laser Sintering)等の粉末床溶融結合法(Powder Bed Fusion)、結合材噴射法(バインダージェッティング方式:Binder Jetting)、材料噴射法(マテリアルジェッティング方式:Material Jetting)、光造形法及びレーザメタルフュージョン法(LMF:Laser Metal Fusion)のうちの少なくとも一つがあげられる。なお、粉末床溶融結合法で3次元構造物STを造形する装置に適用する場合には、例えば昇降可能な造形ステージに加熱支持ユニット33を載置してもよい。或いは、造形システムSYSは、付加加工を行うことに加えて又は代えて、除去加工を行うことで、三次元構造物を造形してもよい。造形システムSYSは、付加加工及び除去加工の少なくとも一つを行うことに加えて又は代えて、機械加工を行うことで、三次元構造物を造形してもよい。
加熱支持ユニット33は、加熱装置331に加えて又は代えて、ワークWを冷却可能な装置を備えていてもよい。加熱支持ユニット33は、加熱装置331に加えて又は代えて、ワークWを加熱可能であり且つ冷却可能な装置を備えていてもよい。この場合、制御装置7は、加熱支持ユニット33によるワークWの冷却態様を制御してもよい。冷却態様は、冷却速度、冷却時間、冷却量(例えば、ワークWを冷却するためにワークWから加熱支持ユニット33に伝達されるエネルギ量)及び冷却位置の少なくとも一つを含んでいてもよい。更に、加熱支持ユニット33は、加熱装置331に加えて又は代えて、ワークWの温度を所望温度に維持可能な装置を備えていてもよい。
(4)付記
以上説明した実施形態に関して、更に以下の付記を記載する。
[付記1]
物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する三つ以上の支持部材を有する支持装置と、
前記物体の下方から前記物体を加熱可能な加熱装置と
を備え、
前記三つ以上の支持部材のそれぞれは、前記物体と接触する接続部と、第1方向における剛性が前記第1方向に交差する第2方向における剛性よりも低く、且つ、前記物体を支持可能な支持部とを備え、
前記第2方向は、前記三つ以上の支持部材の前記接続部を含む面と交差する方向である
造形システム。
[付記2]
前記第1方向における前記支持部のサイズは、前記第2方向における前記支持部のサイズよりも小さい
付記1に記載の造形システム。
[付記3]
前記第1方向は、前記物体の下面の中心から前記支持部材の前記接続部に向かう方向である
付記1又は2に記載の造形システム。
[付記4]
前記第1方向は、前記三つ以上の支持部材の前記接続部を結ぶ多角形の重心から前記接続部に向かう方向である
付記1から3のいずれか一項に記載の造形システム。
[付記5]
前記第1方向は、前記三つ以上の支持部材の接続部を結ぶ多角形の内側の所定の点から前記接続部へ向かう方向である
付記1から3のいずれか一項に記載の造形システム。
[付記6]
前記加熱装置は、前記多角形の内側に配置される
付記4又は5に記載の造形システム。
[付記7]
前記第2方向は、前記支持部が伸びる方向である
付記1から6のいずれか一項に記載の造形システム。
[付記8]
前記第1方向における剛性は、前記第1方向及び前記第2方向に交差する第3方向における剛性よりも低い
付記1から7のいずれか一項に記載の造形システム。
[付記9]
前記支持部材を三つ又は四つ備える
付記1から8のいずれか一項に記載の造形システム。
[付記10]
前記加熱装置に下方から力を付与する力付与部を更に備える
付記1から9のいずれか一項に記載の造形システム。
[付記11]
前記加熱装置は、前記支持部材に支持された前記物体の下方に接触することで前記物体の下方から前記物体を加熱可能である
付記1から10のいずれか一項に記載の造形システム。
[付記12]
前記加熱装置は、前記物体の下面と前記加熱装置との間の熱伝導部材を介して前記物体の下方から前記物体を加熱可能である
付記1~11のいずれか一項に記載の造形システム。
[付記13]
前記熱伝導部材は、熱伝導ペースト及び熱伝導グリースの少なくとも一つを含む
付記12に記載の造形システム。
[付記14]
前記支持部は、弾性体を含む
付記1から13のいずれか一項に記載の造形システム。
[付記15]
前記支持部は、板バネを含む
付記1から14のいずれか一項に記載の造形システム。
[付記16]
前記第1方向は、前記板バネの厚み方向であり、
前記第2方向は、前記板バネの高さ方向である
付記15に記載の造形システム。
[付記17]
前記支持部材を冷却可能な冷却装置を更に備え、
前記支持部は、前記接続部の第1部分を介して前記物体に接触して前記物体を支持可能であり、
前記冷却装置は、前記支持部材の、前記第1部分よりも前記物体から遠くに位置する第2部分を介して前記支持部材を冷却可能である
付記1から16のいずれか一項に記載の造形システム。
[付記18]
前記支持部材は、前記第2方向に沿って延びており、
前記第1部分は、前記第2方向における前記支持部材の一方の端部を含み、
前記第2部分は、前記第2方向における前記支持部材の他方の端部を含む
付記17に記載の造形システム。
[付記19]
物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体の下方から前記物体を加熱可能な加熱装置と、
前記加熱装置から前記物体の下面又は前記加熱装置と前記物体の間に配置される熱伝導部材へ向かう方向に作用する力を付与する力付与装置と
を備える造形システム。
[付記20]
前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置によって力が付与されている前記加熱装置の前記加熱面と前記物体の下面との接触面積が、前記力付与装置によって前記力が付与されていない前記加熱装置の前記加熱面と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
付記19に記載の造形システム。
[付記21]
前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記加熱装置の前記加熱面と前記物体の下面との接触面積が、前記力が付与されていない前記加熱装置の前記加熱面と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
付記19又は20に記載の造形システム。
[付記22]
前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置により力が付与されている前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分が、前記力が付与されていない前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
付記19から21のいずれか一項に記載の造形システム。
[付記23]
前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分が、前記力が付与されていない前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
付記19から22のいずれか一項に記載の造形システム。
[付記24]
前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置により力が付与されている場合の前記熱伝導部材と前記物体の下面との接触面積が、前記力が付与されていない場合の前記熱伝導部材と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
付記19に記載の造形システム。
[付記25]
前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記熱伝導部材と前記物体の下面との接触面積が、前記力が付与されていない前記熱伝導部材と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
付記19又は24に記載の造形システム。
[付記26]
前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置により力が付与されている前記熱伝導部材の形状と前記物体の下面の形状との差分が、前記力が付与されていない前記熱伝導部材の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
付記19、24又は25に記載の造形システム。
[付記27]
前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記熱伝導部材の形状と前記物体の形状との差分が、前記力が付与されていない前記熱伝導部材の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
付記19及び24から26のいずれか一項に記載の造形システム。
[付記28]
前記力付与装置は、バネを含む
付記19から27のいずれか一項に記載の造形システム。
[付記29]
前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面と、前記加熱面とは反対側に位置する反対面とを含み、
前記力付与装置は、前記反対面に力を付与する
付記19から28のいずれか一項に記載の造形システム。
[付記30]
前記加熱装置は、前記熱伝導部材の一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面と、前記加熱面とは反対側に位置する反対面とを含み、
前記力付与装置は、前記反対面に力を付与する
付記19及び24から27のいずれか一項に記載の造形システム。
[付記31]
前記熱伝導部材は、熱伝導ペースト及び熱伝導グリースの少なくとも一つを含む
付記19、24から27及び30のいずれか一項に記載の造形システム。
[付記32]
前記力付与装置を冷却可能な冷却装置を更に備え、
前記力付与装置は、前記力付与装置の第1部分を介して前記加熱装置に接触することで力を前記加熱装置に付与可能であり、
前記冷却装置は、前記第1部分よりも前記加熱装置から遠い位置に位置する前記力付与装置の第2部分を介して前記力付与装置を冷却可能である
付記19から31のいずれか一項に記載の造形システム。
[付記33]
前記力付与装置は、第1方向に沿って延びている力付与部材を含んでおり、
前記第1部分は、前記第1方向における前記力付与部材の一方の端部を含み、
前記第2部分は、前記第1方向における前記力付与部材の他方の端部を含む
付記32に記載の造形システム。
[付記34]
前記支持部材によって前記物体を支持する力は、前記力付与装置によって前記物体に加わる力よりも強い
付記19から33のいずれか一項に記載の造形システム。
[付記35]
前記物体が上方に移動した場合に、前記力付与装置によって前記加熱装置は前記上方に移動される
付記19から34のいずれか一項に記載の造形システム。
[付記36]
前記物体が下方に移動した場合に、前記力付与装置によって前記加熱装置は前記下方に移動される
付記19から35のいずれか一項に記載の造形システム。
[付記37]
物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と、
前記加熱装置を制御する制御装置と
を備え、
前記加熱装置は、前記物体の下方から前記物体の第1部分を加熱可能な第1加熱面と、前記物体の下方から前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含み、
前記制御装置は、前記第1加熱面の温度と前記第2加熱面の温度とが別の温度となるように前記加熱装置を制御可能である
造形システム。
[付記38]
前記第2加熱面から前記第2部分に単位時間あたりに伝達される熱量は、前記第1加熱面から前記第1部分に単位時間あたりに伝達される熱量とは異なる
付記37に記載の造形システム。
[付記39]
前記第1部分に対応する前記物体の第3部分に前記エネルギビームが照射されている場合には、前記第1加熱面から前記第1部分に単位時間あたりに伝達される熱量は、前記第2加熱面から前記第2部分に単位時間あたりに伝達される熱量よりも多く、
前記第2部分に対応する前記物体の第4部分に前記エネルギビームが照射されている場合には、前記第2加熱面から前記第2部分に単位時間あたりに伝達される熱量は、前記第1加熱面から前記第1部分に単位時間あたりに伝達される熱量よりも多い
付記37又は38に記載の造形システム。
[付記40]
前記第1部分の温度を計測可能な第1温度計測装置と、
前記第2部分の温度を計測可能な第2温度計測装置と
を更に備える
付記37から39のいずれか一項に記載の造形システム。
[付記41]
前記制御装置は、前記第1温度計測装置による計測結果に基づいて、前記第1加熱面を用いて前記第1部分を加熱し、
前記制御装置は、前記第2温度計測装置による計測結果に基づいて、前記第2加熱面を用いて前記第2部分を加熱するよう加熱装置を制御する
付記40に記載の造形システム。
[付記42]
前記制御装置は、前記エネルギビームの照射位置に基づいて前記加熱装置を制御する
付記37から41のいずれか一項に記載の造形システム。
[付記43]
前記制御装置は、同じ時刻に前記第1加熱面と前記第2加熱面が別の温度となるように、前記加熱装置を制御する
付記37かあら42のいずれか一項に記載の造形システム。
[付記44]
前記制御装置は、前記加熱装置による加熱量の分布又は前記物体の温度分布を制御する
付記37から43のいずれか一項に記載の造形システム。
[付記45]
前記制御装置は、前記第1及び第2加熱面のそれぞれによる加熱及び加熱停止を切り替え可能である
付記37から44のいずれか一項に記載の造形システム。
[付記46]
エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と
を備え、
前記支持装置は、第1方向の剛性が、前記第1方向と交わる第2方向の剛性よりも低く、且つ、前記物体を支持可能な支持部材を備える
造形システム。
[付記47]
エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と、
前記加熱装置から前記物体に向かう方向に作用する力を付与する力付与装置と
を備える造形システム。
[付記48]
エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と、
前記加熱装置を制御する制御装置と
を備え、
前記加熱装置は、前記物体の第1部分を加熱可能な第1加熱面と、前記物体の前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含む
造形システム。
[付記49]
三つ以上の支持部材を有する支持装置を用いて支持された物体の上方から前記物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
前記物体の下方から前記物体を加熱することと
を含み、
前記三つ以上の支持部材のそれぞれは、前記物体と接触する接続部と、第1方向における剛性が前記第1方向に交差する第2方向における剛性よりも低く、且つ、前記物体を支持可能な支持部とを備え、
前記第2方向は、前記三つ以上の支持部材の前記接続部を含む面と交差する方向である
造形方法。
[付記50]
支持装置を用いて支持されている物体の上方から前記物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
加熱装置を用いて、前記物体の下方から前記物体を加熱することと、
前記加熱装置から前記物体の下面又は前記加熱装置と前記物体の間に配置される熱伝導部材へ向かう方向に作用する力を付与することと
を含む造形方法。
[付記51]
支持装置を用いて支持されている物体の上方から前記物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
加熱装置を用いて前記物体を加熱することと、
前記加熱装置を制御することと
を含み、
前記加熱装置は、前記物体の下方から前記物体の第1部分を加熱可能な第1加熱面と、前記物体の下方から前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含み、
前記加熱装置を制御することは、前記第1加熱面の温度と前記第2加熱面の温度とが別の温度となるように前記加熱装置を制御することを含む
造形方法。
[付記52]
支持装置によって支持されている物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
前記物体を加熱することと
を含み、
前記支持装置は、第1方向の剛性が、前記第1方向と交わる第2方向の剛性よりも低く、且つ、前記物体を支持可能な支持部材を備える
造形方法。
[付記53]
支持装置によって支持されている物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
加熱装置を用いて前記物体を加熱することと、
前記加熱装置から前記物体に向かう方向に作用する力を付与することと
を含む造形方法。
[付記54]
支持装置によって支持されている物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
加熱装置を用いて前記物体を加熱することと、
前記加熱装置を制御することと
を含み、
前記加熱装置は、前記物体の第1部分を加熱可能な第1加熱面と、前記物体の前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含む
造形方法。
以上説明した実施形態に関して、更に以下の付記を記載する。
[付記1]
物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する三つ以上の支持部材を有する支持装置と、
前記物体の下方から前記物体を加熱可能な加熱装置と
を備え、
前記三つ以上の支持部材のそれぞれは、前記物体と接触する接続部と、第1方向における剛性が前記第1方向に交差する第2方向における剛性よりも低く、且つ、前記物体を支持可能な支持部とを備え、
前記第2方向は、前記三つ以上の支持部材の前記接続部を含む面と交差する方向である
造形システム。
[付記2]
前記第1方向における前記支持部のサイズは、前記第2方向における前記支持部のサイズよりも小さい
付記1に記載の造形システム。
[付記3]
前記第1方向は、前記物体の下面の中心から前記支持部材の前記接続部に向かう方向である
付記1又は2に記載の造形システム。
[付記4]
前記第1方向は、前記三つ以上の支持部材の前記接続部を結ぶ多角形の重心から前記接続部に向かう方向である
付記1から3のいずれか一項に記載の造形システム。
[付記5]
前記第1方向は、前記三つ以上の支持部材の接続部を結ぶ多角形の内側の所定の点から前記接続部へ向かう方向である
付記1から3のいずれか一項に記載の造形システム。
[付記6]
前記加熱装置は、前記多角形の内側に配置される
付記4又は5に記載の造形システム。
[付記7]
前記第2方向は、前記支持部が伸びる方向である
付記1から6のいずれか一項に記載の造形システム。
[付記8]
前記第1方向における剛性は、前記第1方向及び前記第2方向に交差する第3方向における剛性よりも低い
付記1から7のいずれか一項に記載の造形システム。
[付記9]
前記支持部材を三つ又は四つ備える
付記1から8のいずれか一項に記載の造形システム。
[付記10]
前記加熱装置に下方から力を付与する力付与部を更に備える
付記1から9のいずれか一項に記載の造形システム。
[付記11]
前記加熱装置は、前記支持部材に支持された前記物体の下方に接触することで前記物体の下方から前記物体を加熱可能である
付記1から10のいずれか一項に記載の造形システム。
[付記12]
前記加熱装置は、前記物体の下面と前記加熱装置との間の熱伝導部材を介して前記物体の下方から前記物体を加熱可能である
付記1~11のいずれか一項に記載の造形システム。
[付記13]
前記熱伝導部材は、熱伝導ペースト及び熱伝導グリースの少なくとも一つを含む
付記12に記載の造形システム。
[付記14]
前記支持部は、弾性体を含む
付記1から13のいずれか一項に記載の造形システム。
[付記15]
前記支持部は、板バネを含む
付記1から14のいずれか一項に記載の造形システム。
[付記16]
前記第1方向は、前記板バネの厚み方向であり、
前記第2方向は、前記板バネの高さ方向である
付記15に記載の造形システム。
[付記17]
前記支持部材を冷却可能な冷却装置を更に備え、
前記支持部は、前記接続部の第1部分を介して前記物体に接触して前記物体を支持可能であり、
前記冷却装置は、前記支持部材の、前記第1部分よりも前記物体から遠くに位置する第2部分を介して前記支持部材を冷却可能である
付記1から16のいずれか一項に記載の造形システム。
[付記18]
前記支持部材は、前記第2方向に沿って延びており、
前記第1部分は、前記第2方向における前記支持部材の一方の端部を含み、
前記第2部分は、前記第2方向における前記支持部材の他方の端部を含む
付記17に記載の造形システム。
[付記19]
物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体の下方から前記物体を加熱可能な加熱装置と、
前記加熱装置から前記物体の下面又は前記加熱装置と前記物体の間に配置される熱伝導部材へ向かう方向に作用する力を付与する力付与装置と
を備える造形システム。
[付記20]
前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置によって力が付与されている前記加熱装置の前記加熱面と前記物体の下面との接触面積が、前記力付与装置によって前記力が付与されていない前記加熱装置の前記加熱面と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
付記19に記載の造形システム。
[付記21]
前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記加熱装置の前記加熱面と前記物体の下面との接触面積が、前記力が付与されていない前記加熱装置の前記加熱面と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
付記19又は20に記載の造形システム。
[付記22]
前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置により力が付与されている前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分が、前記力が付与されていない前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
付記19から21のいずれか一項に記載の造形システム。
[付記23]
前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分が、前記力が付与されていない前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
付記19から22のいずれか一項に記載の造形システム。
[付記24]
前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置により力が付与されている場合の前記熱伝導部材と前記物体の下面との接触面積が、前記力が付与されていない場合の前記熱伝導部材と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
付記19に記載の造形システム。
[付記25]
前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記熱伝導部材と前記物体の下面との接触面積が、前記力が付与されていない前記熱伝導部材と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
付記19又は24に記載の造形システム。
[付記26]
前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置により力が付与されている前記熱伝導部材の形状と前記物体の下面の形状との差分が、前記力が付与されていない前記熱伝導部材の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
付記19、24又は25に記載の造形システム。
[付記27]
前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記熱伝導部材の形状と前記物体の形状との差分が、前記力が付与されていない前記熱伝導部材の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
付記19及び24から26のいずれか一項に記載の造形システム。
[付記28]
前記力付与装置は、バネを含む
付記19から27のいずれか一項に記載の造形システム。
[付記29]
前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面と、前記加熱面とは反対側に位置する反対面とを含み、
前記力付与装置は、前記反対面に力を付与する
付記19から28のいずれか一項に記載の造形システム。
[付記30]
前記加熱装置は、前記熱伝導部材の一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面と、前記加熱面とは反対側に位置する反対面とを含み、
前記力付与装置は、前記反対面に力を付与する
付記19及び24から27のいずれか一項に記載の造形システム。
[付記31]
前記熱伝導部材は、熱伝導ペースト及び熱伝導グリースの少なくとも一つを含む
付記19、24から27及び30のいずれか一項に記載の造形システム。
[付記32]
前記力付与装置を冷却可能な冷却装置を更に備え、
前記力付与装置は、前記力付与装置の第1部分を介して前記加熱装置に接触することで力を前記加熱装置に付与可能であり、
前記冷却装置は、前記第1部分よりも前記加熱装置から遠い位置に位置する前記力付与装置の第2部分を介して前記力付与装置を冷却可能である
付記19から31のいずれか一項に記載の造形システム。
[付記33]
前記力付与装置は、第1方向に沿って延びている力付与部材を含んでおり、
前記第1部分は、前記第1方向における前記力付与部材の一方の端部を含み、
前記第2部分は、前記第1方向における前記力付与部材の他方の端部を含む
付記32に記載の造形システム。
[付記34]
前記支持部材によって前記物体を支持する力は、前記力付与装置によって前記物体に加わる力よりも強い
付記19から33のいずれか一項に記載の造形システム。
[付記35]
前記物体が上方に移動した場合に、前記力付与装置によって前記加熱装置は前記上方に移動される
付記19から34のいずれか一項に記載の造形システム。
[付記36]
前記物体が下方に移動した場合に、前記力付与装置によって前記加熱装置は前記下方に移動される
付記19から35のいずれか一項に記載の造形システム。
[付記37]
物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と、
前記加熱装置を制御する制御装置と
を備え、
前記加熱装置は、前記物体の下方から前記物体の第1部分を加熱可能な第1加熱面と、前記物体の下方から前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含み、
前記制御装置は、前記第1加熱面の温度と前記第2加熱面の温度とが別の温度となるように前記加熱装置を制御可能である
造形システム。
[付記38]
前記第2加熱面から前記第2部分に単位時間あたりに伝達される熱量は、前記第1加熱面から前記第1部分に単位時間あたりに伝達される熱量とは異なる
付記37に記載の造形システム。
[付記39]
前記第1部分に対応する前記物体の第3部分に前記エネルギビームが照射されている場合には、前記第1加熱面から前記第1部分に単位時間あたりに伝達される熱量は、前記第2加熱面から前記第2部分に単位時間あたりに伝達される熱量よりも多く、
前記第2部分に対応する前記物体の第4部分に前記エネルギビームが照射されている場合には、前記第2加熱面から前記第2部分に単位時間あたりに伝達される熱量は、前記第1加熱面から前記第1部分に単位時間あたりに伝達される熱量よりも多い
付記37又は38に記載の造形システム。
[付記40]
前記第1部分の温度を計測可能な第1温度計測装置と、
前記第2部分の温度を計測可能な第2温度計測装置と
を更に備える
付記37から39のいずれか一項に記載の造形システム。
[付記41]
前記制御装置は、前記第1温度計測装置による計測結果に基づいて、前記第1加熱面を用いて前記第1部分を加熱し、
前記制御装置は、前記第2温度計測装置による計測結果に基づいて、前記第2加熱面を用いて前記第2部分を加熱するよう加熱装置を制御する
付記40に記載の造形システム。
[付記42]
前記制御装置は、前記エネルギビームの照射位置に基づいて前記加熱装置を制御する
付記37から41のいずれか一項に記載の造形システム。
[付記43]
前記制御装置は、同じ時刻に前記第1加熱面と前記第2加熱面が別の温度となるように、前記加熱装置を制御する
付記37かあら42のいずれか一項に記載の造形システム。
[付記44]
前記制御装置は、前記加熱装置による加熱量の分布又は前記物体の温度分布を制御する
付記37から43のいずれか一項に記載の造形システム。
[付記45]
前記制御装置は、前記第1及び第2加熱面のそれぞれによる加熱及び加熱停止を切り替え可能である
付記37から44のいずれか一項に記載の造形システム。
[付記46]
エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と
を備え、
前記支持装置は、第1方向の剛性が、前記第1方向と交わる第2方向の剛性よりも低く、且つ、前記物体を支持可能な支持部材を備える
造形システム。
[付記47]
エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と、
前記加熱装置から前記物体に向かう方向に作用する力を付与する力付与装置と
を備える造形システム。
[付記48]
エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と、
前記加熱装置を制御する制御装置と
を備え、
前記加熱装置は、前記物体の第1部分を加熱可能な第1加熱面と、前記物体の前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含む
造形システム。
[付記49]
三つ以上の支持部材を有する支持装置を用いて支持された物体の上方から前記物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
前記物体の下方から前記物体を加熱することと
を含み、
前記三つ以上の支持部材のそれぞれは、前記物体と接触する接続部と、第1方向における剛性が前記第1方向に交差する第2方向における剛性よりも低く、且つ、前記物体を支持可能な支持部とを備え、
前記第2方向は、前記三つ以上の支持部材の前記接続部を含む面と交差する方向である
造形方法。
[付記50]
支持装置を用いて支持されている物体の上方から前記物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
加熱装置を用いて、前記物体の下方から前記物体を加熱することと、
前記加熱装置から前記物体の下面又は前記加熱装置と前記物体の間に配置される熱伝導部材へ向かう方向に作用する力を付与することと
を含む造形方法。
[付記51]
支持装置を用いて支持されている物体の上方から前記物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
加熱装置を用いて前記物体を加熱することと、
前記加熱装置を制御することと
を含み、
前記加熱装置は、前記物体の下方から前記物体の第1部分を加熱可能な第1加熱面と、前記物体の下方から前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含み、
前記加熱装置を制御することは、前記第1加熱面の温度と前記第2加熱面の温度とが別の温度となるように前記加熱装置を制御することを含む
造形方法。
[付記52]
支持装置によって支持されている物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
前記物体を加熱することと
を含み、
前記支持装置は、第1方向の剛性が、前記第1方向と交わる第2方向の剛性よりも低く、且つ、前記物体を支持可能な支持部材を備える
造形方法。
[付記53]
支持装置によって支持されている物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
加熱装置を用いて前記物体を加熱することと、
前記加熱装置から前記物体に向かう方向に作用する力を付与することと
を含む造形方法。
[付記54]
支持装置によって支持されている物体に向けてエネルギビームを照射し、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形することと、
加熱装置を用いて前記物体を加熱することと、
前記加熱装置を制御することと
を含み、
前記加熱装置は、前記物体の第1部分を加熱可能な第1加熱面と、前記物体の前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含む
造形方法。
上述の各実施形態の構成要件の少なくとも一部は、上述の各実施形態の構成要件の少なくとも他の一部と適宜組み合わせることができる。上述の各実施形態の構成要件のうちの一部が用いられなくてもよい。また、法令で許容される限りにおいて、上述の各実施形態で引用した全ての公開公報及び米国特許の開示を援用して本文の記載の一部とする。
本発明は、上述した実施例に限られるものではなく、特許請求の範囲及び明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う造形システムもまた本発明の技術的範囲に含まれるものである。
SYS 造形システム
2 造形装置
3 ステージ装置
31 ステージ
33 加熱支持ユニット
331 加熱装置
3311 加熱面
3313 熱伝導部材
332 温度センサ
333 力付与装置
334 支持装置
3340 支持部材
3341 支持部
3342、3343 接続部
335 冷却装置
W ワーク
EL 造形光
M 造形材料
2 造形装置
3 ステージ装置
31 ステージ
33 加熱支持ユニット
331 加熱装置
3311 加熱面
3313 熱伝導部材
332 温度センサ
333 力付与装置
334 支持装置
3340 支持部材
3341 支持部
3342、3343 接続部
335 冷却装置
W ワーク
EL 造形光
M 造形材料
Claims (48)
- 物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する三つ以上の支持部材を有する支持装置と、
前記物体の下方から前記物体を加熱可能な加熱装置と
を備え、
前記三つ以上の支持部材のそれぞれは、前記物体と接触する接続部と、第1方向における剛性が前記第1方向に交差する第2方向における剛性よりも低く、且つ、前記物体を支持可能な支持部とを備え、
前記第2方向は、前記三つ以上の支持部材の前記接続部を含む面と交差する方向である
造形システム。 - 前記第1方向における前記支持部のサイズは、前記第2方向における前記支持部のサイズよりも小さい
請求項1に記載の造形システム。 - 前記第1方向は、前記物体の下面の中心から前記支持部材の前記接続部に向かう方向である
請求項1又は2に記載の造形システム。 - 前記第1方向は、前記三つ以上の支持部材の前記接続部を結ぶ多角形の重心から前記接続部に向かう方向である
請求項1から3のいずれか一項に記載の造形システム。 - 前記第1方向は、前記三つ以上の支持部材の接続部を結ぶ多角形の内側の所定の点から前記接続部へ向かう方向である
請求項1から3のいずれか一項に記載の造形システム。 - 前記加熱装置は、前記多角形の内側に配置される
請求項4又は5に記載の造形システム。 - 前記第2方向は、前記支持部が伸びる方向である
請求項1から6のいずれか一項に記載の造形システム。 - 前記第1方向における剛性は、前記第1方向及び前記第2方向に交差する第3方向における剛性よりも低い
請求項1から7のいずれか一項に記載の造形システム。 - 前記支持部材を三つ又は四つ備える
請求項1から8のいずれか一項に記載の造形システム。 - 前記加熱装置に下方から力を付与する力付与部を更に備える
請求項1から9のいずれか一項に記載の造形システム。 - 前記加熱装置は、前記支持部材に支持された前記物体の下方に接触することで前記物体の下方から前記物体を加熱可能である
請求項1から10のいずれか一項に記載の造形システム。 - 前記加熱装置は、前記物体の下面と前記加熱装置との間の熱伝導部材を介して前記物体の下方から前記物体を加熱可能である
請求項1~11のいずれか一項に記載の造形システム。 - 前記熱伝導部材は、熱伝導ペースト及び熱伝導グリースの少なくとも一つを含む
請求項12に記載の造形システム。 - 前記支持部は、弾性体を含む
請求項1から13のいずれか一項に記載の造形システム。 - 前記支持部は、板バネを含む
請求項1から14のいずれか一項に記載の造形システム。 - 前記第1方向は、前記板バネの厚み方向であり、
前記第2方向は、前記板バネの高さ方向である
請求項15に記載の造形システム。 - 前記支持部材を冷却可能な冷却装置を更に備え、
前記支持部は、前記接続部の第1部分を介して前記物体に接触して前記物体を支持可能であり、
前記冷却装置は、前記支持部材の、前記第1部分よりも前記物体から遠くに位置する第2部分を介して前記支持部材を冷却可能である
請求項1から16のいずれか一項に記載の造形システム。 - 前記支持部材は、前記第2方向に沿って延びており、
前記第1部分は、前記第2方向における前記支持部材の一方の端部を含み、
前記第2部分は、前記第2方向における前記支持部材の他方の端部を含む
請求項17に記載の造形システム。 - 物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体の下方から前記物体を加熱可能な加熱装置と、
前記加熱装置から前記物体の下面又は前記加熱装置と前記物体の間に配置される熱伝導部材へ向かう方向に作用する力を付与する力付与装置と
を備える造形システム。 - 前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置によって力が付与されている前記加熱装置の前記加熱面と前記物体の下面との接触面積が、前記力付与装置によって前記力が付与されていない前記加熱装置の前記加熱面と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
請求項19に記載の造形システム。 - 前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記加熱装置の前記加熱面と前記物体の下面との接触面積が、前記力が付与されていない前記加熱装置の前記加熱面と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
請求項19又は20に記載の造形システム。 - 前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置により力が付与されている前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分が、前記力が付与されていない前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
請求項19から21のいずれか一項に記載の造形システム。 - 前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分が、前記力が付与されていない前記加熱装置の前記加熱面の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
請求項19から22のいずれか一項に記載の造形システム。 - 前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置により力が付与されている場合の前記熱伝導部材と前記物体の下面との接触面積が、前記力が付与されていない場合の前記熱伝導部材と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
請求項19に記載の造形システム。 - 前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記熱伝導部材と前記物体の下面との接触面積が、前記力が付与されていない前記熱伝導部材と前記物体の下面との接触面積よりも大きくなるように、前記力付与装置によって前記力が付与される
請求項19又は24に記載の造形システム。 - 前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記力付与装置により力が付与されている前記熱伝導部材の形状と前記物体の下面の形状との差分が、前記力が付与されていない前記熱伝導部材の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
請求項19、24又は25に記載の造形システム。 - 前記加熱装置は、前記熱伝導部材の少なくとも一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面を含み、
前記物体が変形している状況下において、前記力付与装置によって力が付与されている前記熱伝導部材の形状と前記物体の形状との差分が、前記力が付与されていない前記熱伝導部材の形状と前記物体の下面の形状との差分よりも小さくなるように、前記力付与装置によって前記力が付与される
請求項19及び24から26のいずれか一項に記載の造形システム。 - 前記力付与装置は、バネを含む
請求項19から27のいずれか一項に記載の造形システム。 - 前記加熱装置は、前記物体の下面の少なくとも一部に対向し且つ前記物体の下面の少なくとも一部を加熱可能な加熱面と、前記加熱面とは反対側に位置する反対面とを含み、
前記力付与装置は、前記反対面に力を付与する
請求項19から28のいずれか一項に記載の造形システム。 - 前記加熱装置は、前記熱伝導部材の一部に対向し且つ前記熱伝導部材の少なくとも一部を加熱可能な加熱面と、前記加熱面とは反対側に位置する反対面とを含み、
前記力付与装置は、前記反対面に力を付与する
請求項19及び24から27のいずれか一項に記載の造形システム。 - 前記熱伝導部材は、熱伝導ペースト及び熱伝導グリースの少なくとも一つを含む
請求項19、24から27及び30のいずれか一項に記載の造形システム。 - 前記力付与装置を冷却可能な冷却装置を更に備え、
前記力付与装置は、前記力付与装置の第1部分を介して前記加熱装置に接触することで力を前記加熱装置に付与可能であり、
前記冷却装置は、前記第1部分よりも前記加熱装置から遠い位置に位置する前記力付与装置の第2部分を介して前記力付与装置を冷却可能である
請求項19から31のいずれか一項に記載の造形システム。 - 前記力付与装置は、第1方向に沿って延びている力付与部材を含んでおり、
前記第1部分は、前記第1方向における前記力付与部材の一方の端部を含み、
前記第2部分は、前記第1方向における前記力付与部材の他方の端部を含む
請求項32に記載の造形システム。 - 前記支持部材によって前記物体を支持する力は、前記力付与装置によって前記物体に加わる力よりも強い
請求項19から33のいずれか一項に記載の造形システム。 - 前記物体が上方に移動した場合に、前記力付与装置によって前記加熱装置は前記上方に移動される
請求項19から34のいずれか一項に記載の造形システム。 - 前記物体が下方に移動した場合に、前記力付与装置によって前記加熱装置は前記下方に移動される
請求項19から35のいずれか一項に記載の造形システム。 - 物体の上方から前記物体に向けてエネルギビームを照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と、
前記加熱装置を制御する制御装置と
を備え、
前記加熱装置は、前記物体の下方から前記物体の第1部分を加熱可能な第1加熱面と、前記物体の下方から前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含み、
前記制御装置は、前記第1加熱面の温度と前記第2加熱面の温度とが別の温度となるように前記加熱装置を制御可能である
造形システム。 - 前記第2加熱面から前記第2部分に単位時間あたりに伝達される熱量は、前記第1加熱面から前記第1部分に単位時間あたりに伝達される熱量とは異なる
請求項37に記載の造形システム。 - 前記第1部分に対応する前記物体の第3部分に前記エネルギビームが照射されている場合には、前記第1加熱面から前記第1部分に単位時間あたりに伝達される熱量は、前記第2加熱面から前記第2部分に単位時間あたりに伝達される熱量よりも多く、
前記第2部分に対応する前記物体の第4部分に前記エネルギビームが照射されている場合には、前記第2加熱面から前記第2部分に単位時間あたりに伝達される熱量は、前記第1加熱面から前記第1部分に単位時間あたりに伝達される熱量よりも多い
請求項37又は38に記載の造形システム。 - 前記第1部分の温度を計測可能な第1温度計測装置と、
前記第2部分の温度を計測可能な第2温度計測装置と
を更に備える
請求項37から39のいずれか一項に記載の造形システム。 - 前記制御装置は、前記第1温度計測装置による計測結果に基づいて、前記第1加熱面を用いて前記第1部分を加熱し、
前記制御装置は、前記第2温度計測装置による計測結果に基づいて、前記第2加熱面を用いて前記第2部分を加熱するよう加熱装置を制御する
請求項40に記載の造形システム。 - 前記制御装置は、前記エネルギビームの照射位置に基づいて前記加熱装置を制御する
請求項37から41のいずれか一項に記載の造形システム。 - 前記制御装置は、同じ時刻に前記第1加熱面と前記第2加熱面が別の温度となるように、前記加熱装置を制御する
請求項37かあら42のいずれか一項に記載の造形システム。 - 前記制御装置は、前記加熱装置による加熱量の分布又は前記物体の温度分布を制御する
請求項37から43のいずれか一項に記載の造形システム。 - 前記制御装置は、前記第1及び第2加熱面のそれぞれによる加熱及び加熱停止を切り替え可能である
請求項37から44のいずれか一項に記載の造形システム。 - エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と
を備え、
前記支持装置は、第1方向の剛性が、前記第1方向と交わる第2方向の剛性よりも低く、且つ、前記物体を支持可能な支持部材を備える
造形システム。 - エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と、
前記加熱装置から前記物体に向かう方向に作用する力を付与する力付与装置と
を備える造形システム。 - エネルギビームを物体に向けて照射可能であり、且つ、前記エネルギビームの照射位置に造形材料を供給することで、前記物体上に造形物を造形可能な造形装置と、
前記物体を支持する支持装置と、
前記物体を加熱可能な加熱装置と、
前記加熱装置を制御する制御装置と
を備え、
前記加熱装置は、前記物体の第1部分を加熱可能な第1加熱面と、前記物体の前記第1部分とは異なる第2部分を加熱可能な第2加熱面とを含む
造形システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/001729 WO2023139674A1 (ja) | 2022-01-19 | 2022-01-19 | 造形システム及び造形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/001729 WO2023139674A1 (ja) | 2022-01-19 | 2022-01-19 | 造形システム及び造形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023139674A1 true WO2023139674A1 (ja) | 2023-07-27 |
Family
ID=87348227
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/001729 WO2023139674A1 (ja) | 2022-01-19 | 2022-01-19 | 造形システム及び造形方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023139674A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017081812A1 (ja) * | 2015-11-13 | 2017-05-18 | 技術研究組合次世代3D積層造形技術総合開発機構 | 3次元積層造形装置、3次元積層造形装置の製造方法および3次元積層造形装置の製造プログラム |
| WO2020017405A1 (ja) * | 2018-07-19 | 2020-01-23 | 株式会社ニコン | 造形システム |
| US20200269500A1 (en) * | 2017-11-09 | 2020-08-27 | Trumpf Laser- Und Systemtechnik Gmbh | Processing machines and methods for heating a powder to produce three-dimensional components |
-
2022
- 2022-01-19 WO PCT/JP2022/001729 patent/WO2023139674A1/ja unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017081812A1 (ja) * | 2015-11-13 | 2017-05-18 | 技術研究組合次世代3D積層造形技術総合開発機構 | 3次元積層造形装置、3次元積層造形装置の製造方法および3次元積層造形装置の製造プログラム |
| US20200269500A1 (en) * | 2017-11-09 | 2020-08-27 | Trumpf Laser- Und Systemtechnik Gmbh | Processing machines and methods for heating a powder to produce three-dimensional components |
| WO2020017405A1 (ja) * | 2018-07-19 | 2020-01-23 | 株式会社ニコン | 造形システム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6898036B2 (ja) | 移動式走査エリアを使用する付加製造 | |
| JP6848069B2 (ja) | 移動式走査エリアを使用する付加製造 | |
| JP6845335B2 (ja) | 移動式走査エリアを使用する付加製造 | |
| EP3554795B1 (en) | Additive manufacturing systems and methods | |
| PT2909007T (pt) | Dispositivo e procedimento para manufactura geradora de componentes | |
| JP6888874B2 (ja) | 移動式走査エリアを使用する付加製造 | |
| WO2022163148A1 (ja) | 加工システム | |
| JP7120253B2 (ja) | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 | |
| JP7226339B2 (ja) | 処理装置、処理方法、コンピュータプログラム、記録媒体及び制御装置 | |
| WO2023139674A1 (ja) | 造形システム及び造形方法 | |
| TW202012149A (zh) | 造型系統 | |
| WO2022018853A1 (ja) | 加工システム | |
| JP2024019258A (ja) | 加工システム | |
| JP2023080120A (ja) | 加工システム、加工方法、コンピュータプログラム、記録媒体及び制御装置 | |
| JP2022115799A (ja) | 加工システム | |
| WO2022157914A1 (ja) | 加工方法 | |
| JP7468614B2 (ja) | 加工システム | |
| US20210260701A1 (en) | Additive manufacturing with rotatable deposition head | |
| JP2022185291A (ja) | 造形装置及び造形方法、並びに、加工装置及び加工方法 | |
| WO2021044747A1 (ja) | Am装置 | |
| WO2022201346A1 (ja) | 造形装置及び造形方法 | |
| JP7201064B2 (ja) | 処理装置及び処理方法 | |
| WO2022254648A1 (ja) | 造形装置及び造形方法 | |
| WO2022157931A1 (ja) | 造形システム | |
| TW201946712A (zh) | 造形系統與造形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22921835 Country of ref document: EP Kind code of ref document: A1 |