JP7468614B2 - 加工システム - Google Patents
加工システム Download PDFInfo
- Publication number
- JP7468614B2 JP7468614B2 JP2022502373A JP2022502373A JP7468614B2 JP 7468614 B2 JP7468614 B2 JP 7468614B2 JP 2022502373 A JP2022502373 A JP 2022502373A JP 2022502373 A JP2022502373 A JP 2022502373A JP 7468614 B2 JP7468614 B2 JP 7468614B2
- Authority
- JP
- Japan
- Prior art keywords
- processing
- stage
- processing system
- workpiece
- measurement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/31—Calibration of process steps or apparatus settings, e.g. before or during manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/50—Treatment of workpieces or articles during build-up, e.g. treatments applied to fused layers during build-up
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/66—Treatment of workpieces or articles after build-up by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/80—Data acquisition or data processing
- B22F10/85—Data acquisition or data processing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/20—Cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/30—Platforms or substrates
- B22F12/37—Rotatable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0823—Devices involving rotation of the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
- B23K26/0876—Devices involving movement of the laser head in at least one axial direction in at least two axial directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special environment or atmosphere, e.g. in an enclosure
- B23K26/127—Working by laser beam, e.g. welding, cutting or boring in a special environment or atmosphere, e.g. in an enclosure in an enclosure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/144—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor the fluid stream containing particles, e.g. powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
- B23K26/1464—Supply to, or discharge from, nozzles of media, e.g. gas, powder, wire
- B23K26/147—Features outside the nozzle for feeding the fluid stream towards the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0211—Carriages for supporting the welding or cutting element travelling on a guide member, e.g. rail, track
- B23K37/0235—Carriages for supporting the welding or cutting element travelling on a guide member, e.g. rail, track the guide member forming part of a portal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/236—Driving means for motion in a direction within the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/241—Driving means for rotary motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/364—Conditioning of environment
- B29C64/371—Conditioning of environment using an environment other than air, e.g. inert gas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/14—Measuring arrangements characterised by the use of optical techniques for measuring distance or clearance between spaced objects or spaced apertures
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/401—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control arrangements for measuring, e.g. calibration and initialisation, measuring workpiece for machining purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/46—Radiation means with translatory movement
- B22F12/48—Radiation means with translatory movement in height, e.g. perpendicular to the deposition plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
- B23K26/703—Cooling arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Automation & Control Theory (AREA)
- General Physics & Mathematics (AREA)
- Environmental & Geological Engineering (AREA)
- Analytical Chemistry (AREA)
- Human Computer Interaction (AREA)
- Laser Beam Processing (AREA)
- Powder Metallurgy (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Description
初めに、第1実施形態の加工システムSYS(以降、第1実施形態の加工システムSYSを、“加工システムSYSa”と称する)について説明する。第1実施形態の加工システムSYSaは、付加加工を行うことで3次元構造物STを形成可能な加工システムである。加工システムSYSaは、例えば、レーザ肉盛溶接法(LMD:Laser Metal Deposition)に基づく付加加工を行うことで3次元構造物STを形成可能である。尚、レーザ肉盛溶接法(LMD)は、ダイレクト・メタル・デポジション、ダイレクト・エナジー・デポジション、レーザクラッディング、レーザ・エンジニアード・ネット・シェイピング、ダイレクト・ライト・ファブリケーション、レーザ・コンソリデーション、シェイプ・デポジション・マニュファクチャリング、ワイヤ-フィード・レーザ・デポジション、ガス・スルー・ワイヤ、レーザ・パウダー・フージョン、レーザ・メタル・フォーミング、セレクティブ・レーザ・パウダー・リメルティング、レーザ・ダイレクト・キャスティング、レーザ・パウダー・デポジション、レーザ・アディティブ・マニュファクチャリング、レーザ・ラピッド・フォーミングと称してもよい。但し、加工システムSYSaは、その他の付加加工法に基づく付加加工を行うことで3次元構造物STを形成してもよい。
初めに、図1から図3を参照しながら、第1実施形態の加工システムSYSaの構造について説明する。図1は、第1実施形態の加工システムSYSaのシステム構成を示すシステム構成図である。図2及び図3のそれぞれは、第1実施形態の加工システムSYSaの構造を模式的に示す断面図である。
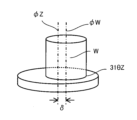
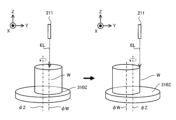
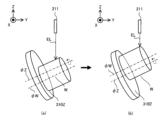
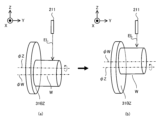
続いて、加工システムSYSaの動作について説明する。第1実施形態では、加工システムSYSaは、ワークWに3次元構造物STを形成するための付加加工動作を行う。更に、加工システムSYSaは、付加加工動作を行う前に(或いは、付加加工動作を行っている間に又は付加加工動作を終了した後に)、ヘッド駆動系22が加工ヘッド21を移動させる際に用いる加工座標系と、ステージ駆動系32がステージ31を移動させる際に用いるステージ座標系とを関連付けるための座標マッチング動作を行う。更に、加工システムSYSaは、付加加工動作を行う前に(或いは、付加加工動作を行っている間に又は付加加工動作を終了した後に)、ステージ31の回転軸(つまり、回転装置として機能するステージ駆動系32の回転軸)とステージ31に支持されたワークWの理想的な回転軸とのずれ量(典型的には、偏心量δ)を取得するための偏心量取得動作とを行う。このため、以下では、付加加工動作、座標マッチング動作及び偏心量取得動作について順に説明する。
初めに、付加加工動作について説明する。上述したように、加工システムSYSaは、レーザ肉盛溶接法により3次元構造物STを形成する。このため、加工システムSYSaは、レーザ肉盛溶接法に準拠した既存の付加加工動作(この場合、造形動作)を行うことで、3次元構造物STを形成してもよい。以下、レーザ肉盛溶接法を用いて3次元構造物STを形成する付加加工動作の一例について簡単に説明する。
続いて、図6を参照しながら、座標マッチング動作について説明する。図6は、座標マッチング動作の流れを示すフローチャートである。
続いて、偏心量取得動作について説明する。以下では、初めに偏心量取得動作を行う技術的理由について説明した後に、偏心量取得動作の流れについて説明する。
以上説明したように、第1実施形態の加工システムSYSaは、計測装置4の計測結果から得られる偏心量δに基づいて、ステージ31を回転させ、且つ、ステージ31の回転に伴う加工ヘッド21に対するワークWの変位を考慮して加工ヘッド21を移動させることができる。このため、ステージ31の回転に伴って加工ヘッド21に対してワークWが変位する場合であっても、加工システムSYSaは、ワークW上の所望位置に加工光ELを照射することができる。その結果、加工システムSYSaは、ワークWを適切に加工することができる。一例として、加工システムSYSaは、少ない加工誤差のもとでワークWを加工することができる。
続いて、第2実施形態の加工システムSYS(以降、第2実施形態の加工システムSYSを、“加工システムSYSb”と称する)について説明する。第2実施形態の加工システムSYSbは、上述した第1実施形態の加工システムSYSaと比較して、ワークWに加工光ELを照射して、ワークWの一部を除去する除去加工を行ってもよいという点で異なる。例えば、加工システムSYSbは、ワークWの形状が所望の形状になるように除去加工を行ってもよい。例えば、加工システムSYSbは、ワークWに所望の構造を形成するように除去加工を行ってもよい。例えば、加工システムSYSbは、ワークWの表面に所望の構造を形成するように除去加工を行ってもよい。例えば、加工システムSYSbは、ワークWの表面が研磨されるように除去加工を行ってもよい。
続いて、第3実施形態の加工システムSYS(以降、第3実施形態の加工システムSYSを、“加工システムSYSc”と称する)について説明する。第3実施形態の加工システムSYScは、上述した第1実施形態の加工システムSYSaと比較して、加工光ELに加えて又は代えて、ワークWを機械加工するための工具215c(後述する図25及び図21参照)を用いてワークWを加工してもよいという点で異なる。つまり、加工システムSYScは、加工システムSYSaと比較して、ワークWを機械加工してもよいという点で異なる。例えば、加工システムSYScは、ワークWに工具を接触させることで、ワークWを切削加工、研削加工、研磨加工又は切断加工してもよい。例えば、加工システムSYScは、ワークWの形状が所望の形状になるようにワークWを機械加工してもよい。例えば、加工システムSYScは、ワークWに所望の構造を形成するようにワークWを機械加工してもよい。例えば、加工システムSYScは、ワークWの表面に所望の構造を形成するようにワークWを機械加工してもよい。例えば、加工システムSYScは、ワークWの表面が研磨されるようにワークWを機械加工してもよい。
続いて、図27を参照しながら、第4実施形態の加工システムSYS(以降、第4実施形態の加工システムSYSを、“加工システムSYSd”と称する)について説明する。図27は、第4実施形態の加工システムSYSdのシステム構成を示すブロック図である。
続いて、加工システムSYSの変形例について説明する。
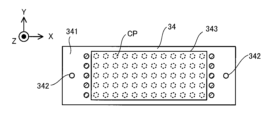
上述した説明では、キャリブレーションプレート34に形成されている感熱膜343は、計測装置4の計測光MLに対して透明である。しかしながら、感熱膜343の少なくとも一部は、計測装置4の計測光MLに対して不透明であってもよい。
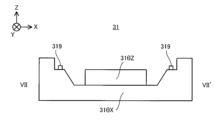
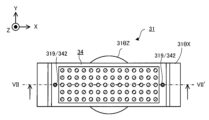
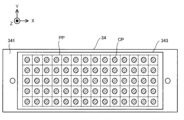
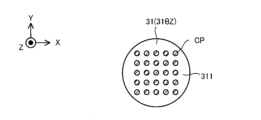
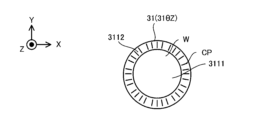
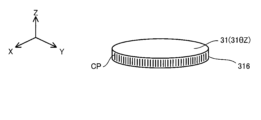
上述した説明では、キャリブレーションパターンCPは、キャリブレーションプレート34に形成されている。しかしながら、キャリブレーションパターンCPは、キャリブレーションプレート34とは異なる部材に形成されていてもよい。例えば、キャリブレーションパターンCPは、ステージ31に載置されている、ワークWとは異なる部材(例えば、基準部材)に形成されていてもよい。例えば、図32から図34に示すように、キャリブレーションパターンCPは、ステージ31に形成されていてもよい。図32から図34は、キャリブレーションパターンCPがステージ31θZに形成される例を示しているが、キャリブレーションパターンCPは、ステージ31θXに形成されていてもよい。図32は、キャリブレーションパターンCPが、ステージ31θZの上面311(つまり、ワークWが載置される面)に形成される例を示している。図33は、キャリブレーションパターンCPが、ステージ31θZの上面311のうちワークWに面して当該ワークWを実際に保持する保持面3111とは異なる面(例えば、保持面3111の外側に位置する外周面3112)に形成される例を示している。図34は、キャリブレーションパターンCPが、ステージ31θZの側面316に形成される例を示している。
上述した説明では、加工システムSYSは、キャリブレーションパターンCPを計測して回転軸φZを求めている(つまり、算出している)。しかしながら、加工システムSYSは、キャリブレーションパターンCPの少なくとも一部を計測して回転軸φXを求めてもよい。
以上説明した実施形態に関して、更に以下の付記を開示する。
[付記1]
エネルギビームを用いて物体を加工する加工システムにおいて、
前記物体及び前記エネルギビームに対する感応性を有する感応膜が形成された計測部材の夫々を保持可能な保持部と、
前記物体及び前記計測部材の夫々に前記エネルギビームを照射可能な照射装置と、
前記照射装置と前記保持部との相対的な位置関係を変更する位置変更装置と、
前記計測部材の少なくとも一部を計測する計測装置と、
前記位置変更装置を制御する制御装置と
を備え、
前記保持部が前記計測部材を保持している第1期間の少なくとも一部において、前記位置変更装置は、前記照射装置と前記保持部との相対的な位置関係を変更し、且つ、前記照射装置は、前記計測部材の前記感応膜の少なくとも一部に前記エネルギビームを照射し、
前記制御装置は、前記保持部が前記物体を保持している第2期間の少なくとも一部において、前記エネルギビームが照射された前記計測部材の計測結果に基づいて、前記位置変更装置を制御する
加工システム。
[付記2]
前記エネルギビームが照射された前記計測部材の計測結果は、前記感応膜のうち前記エネルギビームに感応した部分の計測結果を含む
付記1に記載の加工システム。
[付記3]
前記計測部材には、所定の計測パターンが形成されており、
前記感応膜は、前記計測装置が前記計測部材を計測するために用いる計測光に対して透明であって且つ前記計測パターンの少なくとも一部を覆うように形成されている
付記1又は2に記載の加工システム。
[付記4]
前記計測部材には、所定の計測パターンが形成されており、
前記感応膜は、前記計測装置が前記計測部材を計測するために用いる計測光に対して不透明であって且つ前記計測パターンの少なくとも一部を覆うように形成されており、
前記第1期間の少なくとも一部において、前記計測装置は、前記エネルギビームが照射された前記感応部材を計測し、その後、前記感応膜が除去された前記計測部材を計測する
付記1から3のいずれか一項に記載の加工システム。
[付記5]
前記第2期間の少なくとも一部において、前記制御装置は、前記照射装置が前記物体の所望位置に前記エネルギビームを照射するように、前記位置変更装置を制御する
付記1から4のいずれか一項に記載の加工システム。
[付記6]
載置物を回転可能な回転装置に載置された物体を計測する計測装置であって、
前記回転装置上の前記物体の第1計測結果と、前記第1計測結果を得たときの前記物体の回転姿勢とは異なる姿勢で前記物体を計測した際の第2計測結果とを得る計測部と、
前記第1及び第2計測結果に基づいて、前記物体と前記回転装置の回転軸との関係を得る関係取得部と
を備える計測装置。
[付記7]
載置物を回転可能な回転装置に載置された物体を計測する計測装置であって、
前記回転装置上の前記物体の第1計測結果と、前記第1計測結果を得たときの前記物体の回転姿勢とは異なる姿勢で前記物体を計測した際の第2計測結果とを得る計測部と、
前記第1及び第2計測結果に基づいて、前記物体を回転させたときの前記物体の一点についての移動成分のうち回転移動成分を除いた平行移動成分を求めるずれ取得部と
を備える計測装置。
[付記8]
載置物を回転可能な回転装置に載置された物体を計測する計測装置に接続される演算装置であって、
前記回転装置上の前記物体の第1計測結果と、前記第1計測結果を得たときの前記物体の回転姿勢とは異なる姿勢で前記物体を計測した際の第2計測結果とを得る計測部と、
前記第1及び第2計測結果に基づいて、前記物体と前記回転装置の回転軸との関係を得る関係取得部と
を備える演算装置。
[付記9]
載置物を回転可能な回転装置に載置された物体を計測する計測装置に接続される演算装置であって、
前記回転装置上の前記物体の第1計測結果と、前記第1計測結果を得たときの前記物体の回転姿勢とは異なる姿勢で前記物体を計測した際の第2計測結果とを得る計測部と、
前記第1および第2計測結果に基づいて、前記物体を回転させたときの前記物体の一点についての移動成分のうち回転移動成分を除いた平行移動成分を求めるずれ取得部と
を備える演算装置。
[付記10]
物体を加工する加工システムにおいて、
前記物体を加工する加工装置と、
前記物体を保持する保持部を回転させる回転装置と、
前記保持部によって保持された前記物体の少なくとも一部を計測する計測装置と、
前記回転装置及び前記計測装置を制御して、前記物体を計測した後に前記保持部を回転させ、前記保持部を回転させた後に前記物体を計測する制御装置と
を備える加工システム。
[付記11]
前記制御装置は、前記保持部を回転させる前に前記物体を計測して得られる第1計測結果と、前記保持部を回転させた後に前記物体を計測して得られる第2計測結果とに基づいて、前記保持部に保持された前記物体の位置情報を取得する
付記10に記載の加工システム。
[付記12]
前記加工装置は、前記制御装置によって求められた前記物体の位置情報に基づいて、前記物体を加工する
付記11に記載の加工システム。
[付記13]
前記制御装置は、前記第1計測結果を得た後に、前記物体を360度未満の回転角だけ回転させて前記物体を計測して第2計測結果を得るように、前記回転装置及び前記計測装置を制御する
付記11又は12に記載の加工システム。
[付記14]
前記回転装置の回転軸の前記計測装置の計測軸に対する角度を変更する角度変更装置を更に備える
付記11から13のいずれか一項に記載の加工システム。
21 加工ヘッド
22 ヘッド駆動系
3 ステージユニット
31、31θX、31θZ ステージ
32 ステージ駆動系
34 キャリブレーションプレート
343 感熱膜
4 計測装置
7 制御装置
9d 冷却装置
91d ファン
92d 導風部材
W ワーク
EL 加工光
CP キャリブレーションパターン
CM キャリブレーションマーカ
Claims (39)
- 物体を加工する加工システムにおいて、
前記物体を加工する加工装置と、
前記物体を保持する保持部を回転させる回転装置と、
前記加工装置と前記保持部とのうち少なくとも一方を移動させる移動装置と、
前記保持部と、前記保持部に保持された前記物体の少なくとも一部と、の位置関係を計測する計測装置と、
前記加工装置での前記物体の加工時に、前記計測装置の計測結果に基づいた前記移動装置及び前記回転装置の制御が実行されるように、前記保持部を回転させ且つ前記加工装置と前記保持部とのうち少なくとも一方を移動させる制御装置と
を備える加工システム。 - 前記加工装置による前記物体の加工中に、前記保持部を回転させ且つ前記加工装置と前記物体とのうち少なくとも一方を移動させる
請求項1に記載の加工システム。 - 前記計測装置の計測結果に基づいて、前記移動装置及び前記回転装置を制御して、前記保持部の回転と並行して、前記加工装置と前記物体とのうち少なくとも一方を移動させる
請求項1又は2に記載の加工システム。 - 前記移動装置は、前記加工装置と前記保持部とのうち少なくとも一方を、前記回転装置の回転軸と直交する面内で移動させる
請求項1から3のいずれか一項に記載の加工システム。 - 前記回転装置の回転軸は、前記移動装置による移動方向に対して傾斜している
請求項1から4のいずれか一項に記載の加工システム。 - 前記回転装置の回転軸は、前記移動装置による移動方向に対して傾斜しており、
前記移動装置は、前記加工装置と前記物体とのうち少なくとも一方を上下動させる
請求項1から5のいずれか一項に記載の加工システム。 - 前記加工装置は、照射装置を有し、
前記照射装置からのエネルギビームを前記物体に照射することによって前記物体を加工する
請求項1から6のいずれか一項に記載の加工システム。 - 前記移動装置は、前記加工装置を移動し、
前記加工装置の移動により、前記エネルギビームの照射位置を移動させる
請求項7に記載の加工システム。 - 前記加工装置の移動は、前記照射装置の少なくとも一つの光学部材を動かすことを含む
請求項7又は8に記載の加工システム。 - 前記加工装置は、前記エネルギビームの照射位置に向けて材料を供給する材料供給装置を備える
請求項7から9のいずれか一項に記載の加工システム。 - 前記加工装置は、前記物体に前記エネルギビームを照射して前記物体の一部を除去する
請求項7から10のいずれか一項に記載の加工システム。 - 前記加工装置は、前記物体を機械加工する
請求項1から11のいずれか一項に記載の加工システム。 - 前記加工装置は、前記物体を機械加工する工具を備え、
前記移動装置は、前記工具を移動させる
請求項12に記載の加工システム。 - 前記計測装置は、前記物体の位置も計測する
請求項1から13のいずれか一項に記載の加工システム。 - 前記制御装置は、前記計測結果に基づいて、前記回転装置の回転軸と前記物体との位置関係に関する位置関係情報を生成する
請求項1から14のいずれか一項に記載の加工システム。 - 前記制御装置は、前記回転装置に応じた、前記回転装置の前記回転軸に関する情報と、前記計測装置での前記計測結果に基づいて、前記位置関係情報を生成する
請求項15に記載の加工システム。 - 前記制御装置は、前記計測結果に基づいて前記物体の位置に関する物体位置情報を生成し、前記物体位置情報に基づいて前記位置関係情報を生成する
請求項15又は16に記載の加工システム。 - 前記制御装置は、前記計測結果と前記物体の設計情報とを用いて前記物体位置情報を生成する
請求項17に記載の加工システム。 - 前記保持部は、前記物体が載置され、前記回転装置により回転するステージを含む
請求項1から18のいずれか一項に記載の加工システム。 - 前記計測装置は、前記物体と共に前記保持部の少なくとも一部を計測する
請求項1から19のいずれか一項に記載の加工システム。 - 前記計測装置は、前記物体を3次元計測する3次元計測機を含む
請求項1から20のいずれか一項に記載の加工システム。 - 物体を加工する加工システムにおいて、
前記物体にエネルギビームを照射して前記物体を加工する加工装置と、
前記エネルギビームの照射位置と前記物体とのうち少なくとも一方を移動させる移動装置と、
前記物体を保持する保持部を回転させる回転装置と、
前記物体の少なくとも一部を計測する計測装置と、
前記加工装置での前記物体の加工時に、前記計測装置の計測結果に基づいた前記移動装置及び前記回転装置の制御が実行されるように、前記物体を回転させ且つ前記照射位置と前記物体とのうち少なくとも一方を移動させる制御装置と
を備える加工システム。 - 前記移動装置は、前記加工装置を移動させる
請求項22に記載の加工システム。 - 物体を加工する加工システムにおいて、
前記物体を加工する加工装置と、
前記物体を保持する保持部を回転させる回転装置と、
前記加工装置と前記保持部とのうち少なくとも一方を移動させる移動装置と、
前記保持部に保持された前記物体の少なくとも一部を計測する計測装置と、
前記計測装置の計測結果に基づいて、前記保持部に保持された前記物体と前記回転装置の回転軸との関係を取得し、前記加工装置での前記物体の加工時に、前記取得された関係に基づいた前記移動装置及び前記回転装置の制御が実行されるように、前記保持部を回転させ且つ前記加工装置と前記保持部とのうち少なくとも一方を移動させる制御装置と
を備える加工システム。 - 前記計測装置は、前記物体を異なる方向から複数回計測する
請求項1から24のいずれか一項に記載の加工システム。 - 前記回転装置は、前記計測装置が前記物体の少なくとも一部を計測する期間の少なくとも一部において、前記保持部を回転させる
請求項1から25のいずれか一項に記載の加工システム。 - 前記計測装置は、前記回転装置が前記保持部を回転させる都度、前記物体の少なくとも一部を計測する
請求項24から26のいずれか一項に記載の加工システム。 - 前記回転装置は、前記保持部の回転角度を検出する角度検出部を備え、
前記制御装置は、前記角度検出部からの出力と前記計測結果とに基づいて前記移動装置及び前記回転装置を制御する
請求項24から27のいずれか一項に記載の加工システム。 - 前記計測装置は、前記保持部の少なくとも一部を計測する
請求項1から28のいずれか一項に記載の加工システム。 - 前記計測装置は、前記保持部の少なくとも一部の位置を計測する
請求項29に記載の加工システム。 - 前記保持部は、所定の計測パターンが形成された計測部材を保持し、
前記計測装置は、前記計測部材の少なくとも一部を計測することで前記保持部の少なくとも一部を計測する
請求項29又は30に記載の加工システム。 - 前記保持部には、所定の計測パターンが形成されている
請求項29から31のいずれか一項に記載の加工システム。 - 前記保持部は、前記物体を保持する保持面と、前記保持面とは異なる他の面とを備え、
前記計測パターンは、前記他の面に形成されている
請求項32に記載の加工システム。 - 前記回転装置は、前記計測装置が前記保持部の少なくとも一部を計測する期間の少なくとも一部において、前記保持部を回転させる
請求項29から33のいずれか一項に記載の加工システム。 - 前記計測装置は、前記回転装置が前記保持部を回転させる都度、前記保持部の少なくとも一部を計測する
請求項29から34のいずれか一項に記載の加工システム。 - 前記制御装置は、前記計測装置による前記保持部の計測結果に基づいて前記保持部の位置に関する部材位置情報を生成し、前記部材位置情報に基づいて前記保持部に保持された前記物体と前記回転装置の回転軸との関係に関する位置関係情報を生成する
請求項29から35のいずれか一項に記載の加工システム。 - 前記部材位置情報は、前記保持部の回転中心である前記回転装置の回転軸の位置に関する情報を含む
請求項36に記載の加工システム。 - 前記計測装置は、3Dスキャナを含む
請求項1から37のいずれか一項に記載の加工システム。 - 物体を加工する加工方法において、
前記物体を保持する保持部と、前記保持部に保持された前記物体の少なくとも一部と、の位置関係を計測することと、
計測された前記位置関係に基づいて、前記物体を加工する加工装置と、前記保持部と、のうち少なくとも一方を前記保持部の回転に応じて移動させて、前記物体を加工することと
を含む加工方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024059993A JP7736112B2 (ja) | 2020-02-25 | 2024-04-03 | 加工システム |
| JP2025138101A JP2025183235A (ja) | 2020-02-25 | 2025-08-21 | 加工システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/007493 WO2021171371A1 (ja) | 2020-02-25 | 2020-02-25 | 加工システム |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024059993A Division JP7736112B2 (ja) | 2020-02-25 | 2024-04-03 | 加工システム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2021171371A1 JPWO2021171371A1 (ja) | 2021-09-02 |
| JPWO2021171371A5 JPWO2021171371A5 (ja) | 2022-10-21 |
| JP7468614B2 true JP7468614B2 (ja) | 2024-04-16 |
Family
ID=77490843
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022502373A Active JP7468614B2 (ja) | 2020-02-25 | 2020-02-25 | 加工システム |
| JP2024059993A Active JP7736112B2 (ja) | 2020-02-25 | 2024-04-03 | 加工システム |
| JP2025138101A Pending JP2025183235A (ja) | 2020-02-25 | 2025-08-21 | 加工システム |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024059993A Active JP7736112B2 (ja) | 2020-02-25 | 2024-04-03 | 加工システム |
| JP2025138101A Pending JP2025183235A (ja) | 2020-02-25 | 2025-08-21 | 加工システム |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230079144A1 (ja) |
| EP (1) | EP4112221A4 (ja) |
| JP (3) | JP7468614B2 (ja) |
| WO (1) | WO2021171371A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4144473A4 (en) * | 2020-04-30 | 2024-04-24 | Nikon Corporation | Processing system |
| US20220219256A1 (en) * | 2021-01-08 | 2022-07-14 | Clay Hubler | Orbital welding purge systems |
| JP7803054B2 (ja) * | 2021-07-28 | 2026-01-21 | セイコーエプソン株式会社 | 造形ステージ、および、三次元造形装置 |
| DE102021212624A1 (de) * | 2021-11-10 | 2023-05-11 | SLM Solutions Group AG | Generatives Schichtbauverfahren mit verschiedenen Rohmaterialpulvern und Anlage dafür |
| CN117987829B (zh) * | 2024-04-07 | 2024-06-04 | 广东中科德弗激光科技有限公司 | 一种高速激光熔覆设备及方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006007397A (ja) | 2004-06-29 | 2006-01-12 | Niigata Machine Techno Co Ltd | 工作機械における回転テーブルの位置決め制御方法および位置決め制御装置 |
| JP2007216379A (ja) | 2006-02-13 | 2007-08-30 | Stama Maschinenfabrik Gmbh | 複数の工作物、とくに複数の金属製工作物の切削加工のための工作機械及び方法 |
| JP2017001155A (ja) | 2015-06-12 | 2017-01-05 | オリンパス株式会社 | ワーク保持機構、加工装置、及びワークの加工方法 |
| JP2018147292A (ja) | 2017-03-07 | 2018-09-20 | 東京エレクトロン株式会社 | ワーク加工装置、ワーク加工方法、プログラム及びコンピュータ記憶媒体 |
| JP2018153935A (ja) | 2017-03-15 | 2018-10-04 | 株式会社東芝 | 積層造形装置、処理装置、及び積層造形方法 |
| WO2019151239A1 (ja) | 2018-01-31 | 2019-08-08 | 株式会社ニコン | 加工システム、加工方法、コンピュータプログラム、記録媒体及び制御装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011106614A1 (de) | 2011-06-16 | 2014-03-06 | Arburg Gmbh + Co Kg | Vorrichtung und Verfahren zur Herstellung eines dreidimensionalen Gegenstandes |
| JP2015077754A (ja) * | 2013-10-18 | 2015-04-23 | ローランドディー.ジー.株式会社 | 三次元造形装置 |
| US9849631B1 (en) * | 2014-02-14 | 2017-12-26 | Marvell International Ltd. | Three dimensional (3D) printing by selective rotation of a build platform |
| JP6244017B2 (ja) | 2014-04-23 | 2017-12-06 | 国立研究開発法人科学技術振興機構 | ブレード複合型開放流路装置およびその接合体 |
| JP5878604B1 (ja) * | 2014-10-21 | 2016-03-08 | アドバンスト・リサーチ・フォー・マニュファクチャリング・システムズ・リミテッド・ライアビリティ・カンパニーAdvanced Research For Manufacturing Systems, Llc | 複合材の製造方法 |
| CN111151749A (zh) * | 2014-11-14 | 2020-05-15 | 株式会社尼康 | 造形装置及造形方法 |
| JP2017144580A (ja) * | 2016-02-15 | 2017-08-24 | ローランドディー.ジー.株式会社 | 造型装置 |
| WO2018181334A1 (ja) * | 2017-03-31 | 2018-10-04 | 株式会社ニコン | 造形システム及び造形方法 |
| JPWO2019116454A1 (ja) * | 2017-12-12 | 2020-12-24 | 株式会社ニコン | 処理装置、処理方法、マーキング方法、及び、造形方法 |
| JP6886422B2 (ja) * | 2018-03-30 | 2021-06-16 | 株式会社ニコン | 造形装置及び造形方法 |
| US20190351484A1 (en) * | 2018-05-20 | 2019-11-21 | 3D Flexible, Inc. | Metal pastes for additive manufacturing |
-
2020
- 2020-02-25 EP EP20921895.7A patent/EP4112221A4/en active Pending
- 2020-02-25 JP JP2022502373A patent/JP7468614B2/ja active Active
- 2020-02-25 US US17/802,411 patent/US20230079144A1/en active Pending
- 2020-02-25 WO PCT/JP2020/007493 patent/WO2021171371A1/ja not_active Ceased
-
2024
- 2024-04-03 JP JP2024059993A patent/JP7736112B2/ja active Active
-
2025
- 2025-08-21 JP JP2025138101A patent/JP2025183235A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006007397A (ja) | 2004-06-29 | 2006-01-12 | Niigata Machine Techno Co Ltd | 工作機械における回転テーブルの位置決め制御方法および位置決め制御装置 |
| JP2007216379A (ja) | 2006-02-13 | 2007-08-30 | Stama Maschinenfabrik Gmbh | 複数の工作物、とくに複数の金属製工作物の切削加工のための工作機械及び方法 |
| JP2017001155A (ja) | 2015-06-12 | 2017-01-05 | オリンパス株式会社 | ワーク保持機構、加工装置、及びワークの加工方法 |
| JP2018147292A (ja) | 2017-03-07 | 2018-09-20 | 東京エレクトロン株式会社 | ワーク加工装置、ワーク加工方法、プログラム及びコンピュータ記憶媒体 |
| JP2018153935A (ja) | 2017-03-15 | 2018-10-04 | 株式会社東芝 | 積層造形装置、処理装置、及び積層造形方法 |
| WO2019151239A1 (ja) | 2018-01-31 | 2019-08-08 | 株式会社ニコン | 加工システム、加工方法、コンピュータプログラム、記録媒体及び制御装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4112221A1 (en) | 2023-01-04 |
| JP2025183235A (ja) | 2025-12-16 |
| JPWO2021171371A1 (ja) | 2021-09-02 |
| US20230079144A1 (en) | 2023-03-16 |
| JP2024098983A (ja) | 2024-07-24 |
| EP4112221A4 (en) | 2023-11-08 |
| WO2021171371A1 (ja) | 2021-09-02 |
| JP7736112B2 (ja) | 2025-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7468614B2 (ja) | 加工システム | |
| JP7380769B2 (ja) | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 | |
| JP7647530B2 (ja) | 加工システム | |
| JP3231517U (ja) | 加工システム | |
| JP7476886B2 (ja) | 造形ユニット | |
| JP7841881B2 (ja) | 造形システム | |
| WO2019151240A1 (ja) | 処理装置、処理方法、コンピュータプログラム、記録媒体及び制御装置 | |
| JP2025087784A (ja) | 加工システム | |
| JP2025001033A (ja) | 造形システム | |
| JP2024038158A (ja) | 加工システム及び光学装置 | |
| JP7619435B2 (ja) | 造形装置及び造形方法 | |
| JP7647765B2 (ja) | 加工システム及び表示装置 | |
| WO2024166291A1 (ja) | 情報処理方法、情報処理装置、加工装置及び加工方法 | |
| WO2025027849A1 (ja) | 造形システムおよび造形方法 | |
| WO2023233514A1 (ja) | 加工システム | |
| WO2022254648A1 (ja) | 造形装置及び造形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220803 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230822 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240318 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7468614 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |