WO2023127389A1 - 繊維強化複合材料の製造方法、繊維強化複合材料、及び、成形品の製造方法 - Google Patents
繊維強化複合材料の製造方法、繊維強化複合材料、及び、成形品の製造方法 Download PDFInfo
- Publication number
- WO2023127389A1 WO2023127389A1 PCT/JP2022/044316 JP2022044316W WO2023127389A1 WO 2023127389 A1 WO2023127389 A1 WO 2023127389A1 JP 2022044316 W JP2022044316 W JP 2022044316W WO 2023127389 A1 WO2023127389 A1 WO 2023127389A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- reinforced composite
- composite material
- roll
- impregnation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/122—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/12—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of short lengths, e.g. chopped filaments, staple fibres or bristles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
Definitions
- the present invention relates to a method for manufacturing a fiber-reinforced composite material, a fiber-reinforced composite material obtained by the manufacturing method, and a method for manufacturing a molded article obtained using the fiber-reinforced composite material.
- thermosetting resins such as epoxy resins and unsaturated polyester resins are reinforced with carbon fiber as the reinforcing fiber
- carbon fiber as the reinforcing fiber
- an autoclave method is known in which a molding material called prepreg is heated in a pressurized autoclave and cured, and unsaturated polyester resin is used.
- a method of molding the molded material a method is known in which an intermediate material called a sheet molding compound (SMC) is used and hardened and molded by means of press molding, injection molding, or the like.
- SMC sheet molding compound
- a liquid resin compound (resin composition) composed of an unsaturated polyester resin, an inorganic filler, a curing agent, a thickener, and other additives is coated on a carrier film by a doctor knife method or the like. Reinforcing fibers made of cut glass fiber, carbon fiber, etc. are sandwiched between two sets of resin compound layers coated with a certain thickness, the reinforcing fibers are impregnated with the resin compound, wound into a roll, and then the resin is applied.
- SMC sheet-like molding material
- This resin compound (resin composition) is liquid when applied to a carrier film with a certain thickness, and forms a sheet-like molding material (SMC) after being impregnated with reinforcing fibers and thickened. It is required that
- carbon fiber reinforced composite materials that use carbon fibers as reinforcing fibers are in increasing demand as materials for reducing the weight of the chassis of aircraft, etc., in addition to automobile parts.
- SMC using carbon fiber as a reinforcing fiber is often required to have high strength and high elastic modulus performance, and the content of carbon fiber usually needs to be as high as 40% by mass or more in the SMC. .
- Carbon fiber has a low specific gravity, and its bulk density increases when it is cut.
- Patent Document 1 a method of impregnating the reinforcing fibers with the resin compound, for example, a method of applying a layer to a certain thickness on a release sheet to form a laminate, and pressing and impregnating this with a rotating roll having a large number of needle-like projections. and the like (Patent Document 1).
- the carbon fiber when carbon fiber is used as the reinforcing fiber, although the carbon fiber has a high tensile modulus, it is flexible and soft, so when the fiber is bent, it is difficult to return to its original straight shape.
- the portion pressed by the roll maintains its shape, and unevenness may be transferred to the SMC surface. If the SMC is aged (to B-stage) in this state, the SMC will be manufactured with the uneven pattern remaining.
- this SMC is molded, uneven patterns remain on the surface of the molded product, and there is a risk of poor appearance, which is a problem.
- the problem to be solved by the present invention is to control the arrangement of the convex portions of adjacent impregnation rolls having uneven grooves on the surface, so that the sheet-like molding material (fiber reinforced Composite material) and a method for producing a fiber-reinforced composite material that can avoid the occurrence of uneven patterns caused by an impregnated roll in a molded product obtained using the fiber-reinforced composite material, and a method for producing the fiber-reinforced composite material.
- An object of the present invention is to provide a fiber-reinforced composite material and a method for producing a molded article obtained using the fiber-reinforced composite material.
- the present inventors have found that by controlling the arrangement of the convex portions of adjacent impregnation rolls having uneven grooves on the surface, the sheet-like molding material (fiber reinforced composite material) after B-stage and the fiber.
- the present inventors have found a method for producing a fiber-reinforced composite material that can avoid the occurrence of uneven patterns caused by impregnated rolls in a molded article obtained using the reinforced composite material, and have completed the present invention.
- the present invention provides a method for producing a fiber-reinforced composite material by impregnating reinforcing fibers with a resin composition, comprising a step of laminating the reinforcing fibers and the resin composition on a carrier film to prepare a laminate. and a step of impregnating the reinforcing fibers with the resin composition by pressing and advancing the laminate while rotating a plurality of impregnation rolls, and Two impregnating rolls that match each other have uneven grooves on their surfaces, and between the protrusions on one surface of the two adjacent impregnating rolls, the other of the two adjacent impregnating rolls has an uneven groove.
- the present invention relates to a method for producing a fiber-reinforced composite material, characterized in that convex portions on one surface are arranged and the plurality of impregnation rolls are substantially coplanar.
- the method for producing a fiber-reinforced composite material of the present invention preferably includes a step of heating after impregnating the reinforcing fibers with the resin composition.
- the final roll is a smooth roll with respect to the advancing direction.
- the width of the convex portion increases with respect to the advancing direction.
- the present invention relates to a fiber-reinforced composite material characterized by being obtained by the method for producing a fiber-reinforced composite material.
- the present invention relates to a method for manufacturing a molded product characterized by using the fiber-reinforced composite material.
- a sheet-like molding material fiber-reinforced Composite material
- the occurrence of uneven patterns caused by the impregnation roll in the molded product obtained using the fiber reinforced composite material can be avoided, and the fiber reinforced composite material obtained using the manufacturing method has excellent appearance, Useful.
- the resin composition used in the method for producing a fiber-reinforced composite material of the present invention is not particularly limited, but it is preferable to use resins used for applications such as thermosetting resins.
- a saturated monomer, a polyisocyanate, a polymerization initiator, and the like can be used as raw material components.
- the vinyl ester resin can be obtained by reacting an epoxy resin with an unsaturated monomer (e.g., (meth)acrylic acid). and the molar ratio (COOH/EP) of the epoxy group (EP) of the epoxy resin and the carboxyl group (COOH) of the (meth)acrylic acid in the range of 0.6 to 1.1. It is preferable to react.
- an epoxy resin with an unsaturated monomer (e.g., (meth)acrylic acid).
- an unsaturated monomer e.g., (meth)acrylic acid
- COOH/EP unsaturated monomer
- COOH carboxyl group
- the epoxy equivalent of the epoxy resin is preferably in the range of 170-360 g/eq, more preferably in the range of 180-280 g/eq.
- (meth)acrylic acid refers to one or both of acrylic acid and methacrylic acid
- (meth)acrylate refers to one or both of acrylate and methacrylate
- epoxy resin examples include bisphenol A-type epoxy resins, bisphenol F-type epoxy resins, bisphenol fluorene-type epoxy resins, bisphenol-type epoxy resins such as bis-cresol fluorene-type epoxy resins, phenol novolac-type epoxy resins, cresol novolac-type epoxy resins, and the like.
- bifunctional aromatic epoxy resins are preferred because they are superior in molded product strength, handling of molding materials, and fluidity during molding, and bisphenol A type epoxy resins and bisphenol F type epoxy resins are more preferable. preferable. These epoxy resins can be used alone or in combination of two or more.
- a dibasic acid such as bisphenol A may be used to increase the molecular weight.
- the reaction between the epoxy resin and (meth)acrylic acid is preferably carried out at 60 to 140°C using an esterification catalyst.
- a polymerization inhibitor or the like can also be used.
- a vinyl ester resin can be obtained by the reaction between the epoxy resin and (meth)acrylic acid.
- unsaturated monomer examples include benzyl (meth)acrylate, phenoxyethyl (meth)acrylate, phenoxypolyethylene glycol (meth)acrylate, polyethylene glycol (meth)acrylate alkyl ether, polypropylene glycol (meth)acrylate alkyl ether, 2-ethylhexyl methacrylate, isodecyl (meth) acrylate, lauryl (meth) acrylate, isotridecyl (meth) acrylate, n-stearyl (meth) acrylate, tetrahydrofurfuryl methacrylate, isobornyl (meth) acrylate, dicyclopentenyloxyethyl (meth) Monofunctional (meth)acrylate compounds such as acrylates and dicyclopentanyl methacrylate; ethylene glycol di(meth)acrylate, propylene glycol di(meth)acrylate, 1,4
- (Meth)acrylate compounds diallyl phthalate, divinylbenzene, styrene, and the like. Phenoxyethyl methacrylate is more preferred. These unsaturated monomers can be used alone or in combination of two or more.
- the mass ratio of the vinyl ester resin and the unsaturated monomer improves the resin impregnation property of the reinforcing fiber and the balance between handling property and curability, A range of 40/60 to 85/15 is preferred, and a range of 50/50 to 70/30 is more preferred.
- polyisocyanate examples include diphenylmethane diisocyanate (4,4'-, 2,4'-, 2,2'-, or mixtures thereof), carbodiimide-modified diphenylmethane diisocyanate, and nurate-modified diphenylmethane diisocyanate.
- Burette modified products, urethane imine modified products, diphenylmethane diisocyanate modified products such as polyol modified products with a number average molecular weight of 1,000 or less such as diethylene glycol and dipropylene glycol, tolylene diisocyanate, tolidine diisocyanate, polymethylene polyphenyl poly aromatic polyisocyanates such as isocyanate, xylylene diisocyanate, 1,5-naphthalene diisocyanate, tetramethylxylene diisocyanate; alicyclic polyisocyanates such as isophorone diisocyanate, hydrogenated diphenylmethane diisocyanate, hydrogenated xylylene diisocyanate, norbornene diisocyanate; hexamethylene Aliphatic polyisocyanates such as diisocyanate, nurate-modified hexamethylene diisocyanate, burette-modified, adduct, and dimer acid diisocyan
- the molar ratio (NCO/OH) between the isocyanate group (NCO) of the polyisocyanate and the hydroxyl group (OH) of the vinyl ester resin is preferably in the range of 0.5 to 0.95 because the melt viscosity can be easily controlled. , 0.55 to 0.85 are more preferred.
- the polymerization initiator is not particularly limited, but is preferably an organic peroxide. Examples include diacyl peroxide compounds, peroxyester compounds, hydroperoxide compounds, ketone peroxide compounds, alkyl perester compounds, percarbonate compounds, Examples include peroxyketal and the like, which can be appropriately selected according to the molding conditions. These polymerization initiators can be used alone or in combination of two or more.
- a polymerization initiator having a temperature of 70 to 110° C. for obtaining a 10-hour half-life for the purpose of shortening the molding time.
- the temperature is within the above range, the life of the fiber-reinforced composite material at room temperature is long, and curing can be performed in a short period of time by heating.
- polymerization initiators examples include 1,6-bis(t-butylperoxycarbonyloxy)hexane, 1,1-bis(t-butylperoxy)cyclohexane, 1,1-bis(t- amylperoxy)cyclohexane, 1,1-bis(t-hexylperoxy)cyclohexane, t-butylperoxydiethyl acetate, t-butylperoxyisopropyl carbonate, t-amylperoxyisopropylcarbonate, t-hexylperoxyisopropyl carbonate carbonate, di-tert-butylperoxyhexahydroterephthalate, t-amylperoxytrimethylhexanoate and the like.
- the content of the polymerization initiator is in the range of 0.3 to 3% by mass with respect to the total amount of the vinyl ester resin and the unsaturated monomer, since both curing characteristics and storage stability are excellent. preferable.
- those other than the vinyl ester resin, the unsaturated monomer, the polyisocyanate, and the polymerization initiator may be used.
- thermosetting resin examples include vinyl urethane resin, unsaturated polyester resin, acrylic resin, epoxy resin, phenol resin, melamine resin, and furan resin. Moreover, these thermosetting resins can be used alone or in combination of two or more.
- thermoplastic resin examples include polyamide resin, polyethylene terephthalate resin, polybutylene terephthalate resin, polycarbonate resin, urethane resin, polypropylene resin, polyethylene resin, polystyrene resin, acrylic resin, polybutadiene resin, polyisoprene resin, and copolymers thereof. and the like. Moreover, these thermoplastic resins can be used alone or in combination of two or more.
- polymerization inhibitor examples include hydroquinone, trimethylhydroquinone, pt-butylcatechol, t-butylhydroquinone, trihydroquinone, p-benzoquinone, naphthoquinone, hydroquinone monomethyl ether, phenothiazine, copper naphthenate, copper chloride, and the like. be done. These polymerization inhibitors can be used alone or in combination of two or more.
- curing accelerator examples include metal soaps such as cobalt naphthenate, cobalt octenoate, vanadyl octenoate, copper naphthenate and barium naphthenate; and metal chelates such as vanadyl acetylacetate, cobalt acetylacetate and iron acetylacetonate. compound.
- N,N-dimethylamino-p-benzaldehyde N,N-dimethylaniline, N,N-diethylaniline, N,N-dimethyl-p-toluidine, N-ethyl-m-toluidine, triethanol amine, m-toluidine, diethylenetriamine, pyridine, phenylmorpholine, piperidine, diethanolaniline and the like.
- These curing accelerators can be used alone or in combination of two or more.
- the fillers include inorganic compounds and organic compounds, which can be used to adjust physical properties such as molded product strength, elastic modulus, impact strength, and fatigue durability.
- Examples of the inorganic compound include calcium carbonate, magnesium carbonate, barium sulfate, mica, talc, kaolin, clay, celite, asbestos, barite, baryta, silica, silica sand, dolomite limestone, gypsum, aluminum fine powder, hollow balloons, Alumina, glass powder, aluminum hydroxide, cold water stone, zirconium oxide, antimony trioxide, titanium oxide, molybdenum dioxide, iron powder and the like.
- Examples of the organic compound include powders of natural polysaccharides such as cellulose and chitin, powders of synthetic resins, and the like, and powders of synthetic resins include hard resins, soft rubbers, elastomers, polymers (copolymers), and the like. Particles having a multi-layered structure such as organic powders and core-shell type particles can be used. Specific examples include particles of butadiene rubber and/or acrylic rubber, urethane rubber, silicon rubber, polyimide resin powder, fluororesin powder, phenol resin powder, and the like. These fillers can be used alone or in combination of two or more.
- release agent examples include zinc stearate, calcium stearate, paraffin wax, polyethylene wax, and carnauba wax. Paraffin wax, polyethylene wax, carnauba wax and the like are preferred. These release agents can be used alone or in combination of two or more.
- thickening agent examples include metal oxides and metal hydroxides such as magnesium oxide, magnesium hydroxide, calcium oxide and calcium hydroxide, acrylic resin-based fine particles, and the like. These thickeners can be used alone or in combination of two or more.
- the viscosity of the resin composition is preferably in the range of 200 to 8000 mPa ⁇ s (25°C), since the impregnating property of the reinforcing fibers with the resin is improved.
- the reinforcing fiber is not particularly limited, but from the viewpoint of mechanical strength and durability, carbon fiber is preferable, and high-strength carbon fiber can be obtained. Among them, polyacrylonitrile-based ones are more preferable because high-strength carbon fibers can be easily obtained.
- carbon fiber cut to a length of 2.5 to 50 mm is used. Carbon fibers cut to 40 mm are more preferred.
- the number of filaments in the fiber bundle used as the carbon fiber is preferably 1,000 to 60,000 because the resin impregnation property and the mechanical properties of the molded product are further improved.
- the content of the reinforcing fiber in the components of the fiber-reinforced composite material obtained by the method for producing a fiber-reinforced composite material of the present invention is such that the mechanical strength of the molded article obtained from the obtained fiber-reinforced composite material is further improved. Therefore, the range of 20 to 80% by mass is preferable, and the range of 40 to 70% by mass is more preferable. If the content of the reinforcing fibers is low, a molded product with high strength may not be obtained. There is a possibility that a high-strength molded product cannot be obtained.
- the present invention provides a method for producing a fiber-reinforced composite material by impregnating reinforcing fibers with a resin composition, comprising: preparing a laminate by laminating the reinforcing fibers and the resin composition on a carrier film; a step of impregnating the reinforcing fibers with the resin composition by pressing and advancing the laminate while rotating a plurality of impregnation rolls, wherein at least two adjacent impregnation rolls among the plurality of impregnation rolls are impregnated with the resin composition; Each of the two impregnation rolls has an uneven groove on each surface, and between the protrusions on one surface of the two adjacent impregnation rolls, the other of the two adjacent impregnation rolls
- the present invention relates to a method for producing a fiber-reinforced composite material, characterized in that projections on the surface are arranged and the plurality of impregnation rolls are substantially coplanar
- At least two adjacent impregnation rolls among the impregnation rolls have uneven grooves on their surfaces, and one of the two adjacent impregnation rolls
- one of the two adjacent impregnation rolls By arranging the protrusions on the other surface of the two adjacent impregnation rolls between the protrusions on the surfaces of the impregnation rolls, the pressure on the surface of the laminate in contact with the impregnation rolls is dispersed. , it is possible to suppress the occurrence of uneven patterns caused by the impregnation roll, which is preferable.
- the pressure on the surface of the laminate in contact with the impregnation rolls is applied to the same positions, resulting in This is not preferable because it causes uneven patterns to occur.
- the protrusions on one surface of the two adjacent impregnation rolls are arranged. The parts may partially overlap each other. Due to the overlapping, the surface of the laminate that comes into contact with the protrusions is flattened, and it is easy to suppress the occurrence of uneven patterns caused by the impregnation roll, which is preferable.
- the pressure on the surface of the laminate in contact with the impregnation rolls is dispersed, and the pressure caused by the impregnation rolls It is possible to suppress the occurrence of uneven patterns, which is preferable.
- the surface of the laminate will be affected.
- the pressure may not be applied uniformly, and in order to solve this, it is necessary to change the shape of the impregnation roll in various ways. do not have.
- substantially the same plane means a vertical difference within ⁇ 10% with respect to the diameter including the projections of the impregnation roll.
- the plurality of impregnation rolls at least two adjacent impregnation rolls have uneven grooves on their surfaces, and the protrusions on one surface of the two adjacent impregnation rolls The protrusions on the other surface of the two adjacent impregnation rolls are arranged between them, but in addition to that, for example, all the surfaces of the plurality (n) impregnation rolls have uneven grooves. Then, in all the impregnation rolls, the protrusions of the second roll are arranged between the protrusions on the surface of the first roll when viewed from the vertical direction, and similarly the protrusions on the surface of the second roll are arranged.
- the convex part of the third roll is arranged between the part and the convex part, and furthermore, the fourth roll and the fifth roll do not satisfy the above conditions, and then Even if the sixth roll and the seventh roll satisfy the above conditions, there is no particular problem as long as the uneven pattern caused by the impregnation roll can be suppressed.
- the concave-convex grooves of the two adjacent impregnation rolls may all have the same shape or may have different shapes.
- the pitch of arrangement of protrusions on one surface of two adjacent impregnation rolls and the pitch of arrangement of protrusions on the other surface are the same. Preferably.
- the method for producing a fiber-reinforced composite material of the present invention preferably includes a step of heating (aging) after impregnating the reinforcing fibers with the resin composition.
- the reinforcing fibers are subjected to a heating (aging) step after impregnation of the resin composition, so that a sheet-like material after B-stage is obtained.
- a fiber-reinforced composite material can be obtained as a molding material (SMC), and it is excellent in workability, film peelability, etc., and is preferable.
- the final roll is a smooth roll with respect to the advancing direction.
- the final roll in the traveling direction when pressing and advancing the laminate while rotating the plurality of impregnation rolls is a smooth roll, so that even a sheet-like molding material ( Even if some irregularities occur before the SMC) reaches the final roll, the smooth roll can suppress deflection (distortion) due to the irregularities, which is preferable.
- the smooth roll is preferably the final roll, but the impregnated roll other than the final roll may include a smooth roll, and even if it is not the final roll, the latter half of the plurality of impregnated rolls may be smooth.
- the uneven grooves in which the width of the protrusions is wider than the width of the recesses Even if the width of the portion is narrower than the width of the recess, it can be used.
- the plurality of impregnation rolls at least two adjacent impregnation rolls have uneven grooves on their surfaces, and between the protrusions on one surface of the two adjacent impregnation rolls. , the protrusions on the other surface of the two adjacent impregnation rolls are arranged, and the width of the protrusions in the uneven grooves is wider or narrower than the width of the recesses.
- the pressure on the surface of the laminate in contact with the impregnation roll is dispersed, and the occurrence of uneven patterns caused by the impregnation roll can be suppressed.
- the width of the convex portion increases with respect to the advancing direction.
- the plurality of impregnation rolls at least two adjacent impregnation rolls have uneven grooves on their surfaces, and between the protrusions on one surface of the two adjacent impregnation rolls. , the protrusions on the other surface of the two adjacent impregnation rolls are arranged, and the width of the protrusions increases in the direction of travel, so that the laminate surface in contact with the impregnation rolls pressure is dispersed, and it is possible to suppress the occurrence of uneven patterns caused by the impregnation roll, which is preferable.
- the impregnating roll is not particularly limited, examples of the material include metal, rubber, and plastic.
- the uneven pattern provided on the surface of the impregnation roll is not particularly limited, but may be a groove-shaped unevenness provided in the circumferential direction of the roll, or may be provided in a rod-like, needle-like, or zigzag shape on the roll surface.
- the grooved roll is preferable because it facilitates the position control of the protrusions on the surfaces of the adjacent impregnation rolls.
- the convex portion of the grooved roll may or may not be rounded in the width direction. Further, the convex portion of the grooved roll may have a constant width in the depth direction, or may have a wider width.
- the SMC is produced by mixing and dispersing each component contained in the resin composition using a mixer such as a common mixer, intermixer, planetary mixer, roll, kneader, and extruder.
- the resin composition is applied to the carrier films placed above and below so as to have a uniform thickness, the reinforcing fibers are sandwiched between the resin compositions on the carrier films placed above and below, and then the whole is impregnated with rolls.
- a method of impregnating the reinforcing fiber with the resin composition by passing it through a gap and applying pressure to the reinforcing fiber and then winding it into a roll can be used.
- heating (ripening) is performed in a temperature range of 20 to 60° C. for 12 to 72 hours to obtain SMC, and heating (ripening) may be performed in a plurality of temperature ranges.
- heating (aging) refers to a range from a low temperature (eg, about 20° C.) to a high temperature (eg, about 60° C.), and can be adjusted according to the purpose.
- the thickness of the SMC can be appropriately set according to the desired performance and application. 0.5 mm or more is particularly preferred. Moreover, it is preferably 10 mm or less, more preferably 5 mm or less, and particularly preferably 4 mm or less.
- a polyethylene film As the carrier film, a polyethylene film, a polypropylene film, a laminate film of polyethylene and polypropylene, polyethylene terephthalate, nylon, or the like can be used.
- the present invention relates to a method for producing a molded product, characterized by using the fiber-reinforced composite material.
- the molded article obtained by the manufacturing method of the molded article obtained using the fiber-reinforced composite material is preferably hot compression molding of SMC from the viewpoint of excellent productivity and appearance.
- the heat compression molding for example, a predetermined amount of molding material such as SMC is weighed, put into a mold heated to 110 to 180 ° C. in advance, the mold is clamped with a compression molding machine, and the molding material is molded.
- the molded product can be produced by curing the molding material by holding the molding pressure of 0.1 to 30 MPa, and then taking out the obtained molded product.
- the fiber-reinforced composite material of the present invention is excellent in appearance and the like, it is used for automobile members, railway vehicle members, aerospace aircraft members, ship members, housing equipment members, sports members, light vehicle members, construction and civil engineering members, OA equipment, etc. can be suitably used for the housing of
- hydroxyl value is the milligram of potassium hydroxide required to neutralize the acetic acid generated when 1 g of a resin sample is reacted with an acetylating agent at a specified temperature and time based on the method specified in JIS K-0070. The number (mgKOH/g) was measured and calculated.
- Viscosity was measured at 25° C. using a digital viscometer (manufactured by Atago Co., Ltd., VISCO).
- the epoxy resin (A) obtained above is cooled to around 60° C., 228 parts by mass of methacrylic acid and 0.29 parts by mass of t-butyl hydroquinone are charged therein, and nitrogen and air are added at a ratio of 1:1.
- the temperature was raised to 90° C. under the flow of the mixed gas. Further, 0.23 parts by mass of 2-methylimidazole was added thereto, the temperature was raised to 110° C., and the reaction was carried out for 10 hours. Since the acid value became 6 or less, the reaction was terminated at this point as the end point of the reaction. .
- the reaction vessel was taken out to obtain a vinyl ester resin (1) having a hydroxyl value of 206 mgKOH/g.
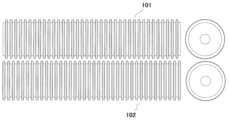
- Example 1 Five impregnated rolls were prepared (see FIG. 1). Grooved rolls were used for the first to fourth rolls (“13” in FIG. 1). Four rolls having a plurality of grooves with a width of 3 mm for the convex portion, a height of 10 mm and a width of 9 mm for the concave portion in the width direction of the roll were used. The second roll was installed so that the protrusions of the second roll were positioned between adjacent protrusions of the first roll when viewed from the vertical direction of the impregnation roll (see FIG. 2).
- the protrusions of the third roll were positioned between the protrusions of the second roll, and the protrusions of the fourth roll were positioned between the protrusions of the third roll.
- a smooth roll having no irregularities on the roll surface was used as the fifth roll ("8" in Fig. 1).
- the resin composition (1) obtained above was coated on a polyethylene-polypropylene laminate film (“12a” in FIG. 1) using a resin coating apparatus (“21a” in FIG. 1) at a coating amount of 0.00. 5 kg/m 2 , and carbon fiber roving (“T700SC-12000-50C” manufactured by Toray Industries, Inc.) (“23” in FIG. 1) is pulled out (“24” in FIG. 1).
- the carbon fiber (“24a” in FIG. 1) cut to 25 mm using the cutting device (“25” in FIG. 1) has no fiber orientation, the thickness is uniform, and the carbon fiber content is 50% by mass.
- resin composition (1) was applied onto a polyethylene-polypropylene laminate film (“12b” in FIG. 1) using a resin coating device (“21b” in FIG. 1). It was sandwiched between films coated so that the weight was 0.5 kg/m 2 .
- the sandwiched laminate (“9” in FIG. 1) was transported by a transfer belt (“20” in FIG. 1) and impregnated using the five impregnation rolls described above. After being impregnated with the resin composition (1), it was wound up and allowed to stand (aged) in a constant temperature machine at 45° C. for 24 hours to obtain a 1.8 mm thick carbon fiber reinforced composite material (X-1) (SMC) ( "7" in Fig. 1) was obtained. The basis weight of this carbon fiber reinforced composite material (X-1) was 2 kg/m 2 .
- Example 2 Of the five impregnation rolls used in Example 1, the fourth roll, which is a groove roll, was changed to a roll having a plurality of grooves with a protrusion width of 7 mm, a height of 10 mm, and a recess width of 5 mm.
- a carbon fiber reinforced composite material (X-2) (SMC) having a thickness of 1.8 mm was obtained in the same manner as in .
- the basis weight of this carbon fiber reinforced composite material (X-2) was 2 kg/m 2 .
- the obtained carbon fiber reinforced composite material (X-2) was molded in the same procedure as in Example 1 to obtain a flat molded product. No unevenness caused by the grooved roll was observed on the surface of the molded product.
- Example 1 Five impregnation rolls used in Example 1 were prepared. The second roll was installed so that the projections of the first roll and the projections of the second roll overlapped at the same positions when viewed from the vertical direction of the impregnation rolls. Similarly, the third roll was installed so that the protrusions of the third roll overlapped the positions of the protrusions of the second roll. The fourth roll was installed so that the position of the convex part of the 3rd roll also overlapped with the 4th roll. A smooth roll having no irregularities on the roll surface was used as the fifth roll.
- Example 2 Of the five impregnation rolls used in Example 1, the same procedure as in Example 1 was performed except that the positions of the convex portions of the first to fourth rolls, which are grooved rolls, were the same. A 1.8 mm carbon fiber reinforced composite (X-3) (SMC) was obtained. The basis weight of this carbon fiber reinforced composite material (X-3) was 2 kg/m 2 .
- the obtained carbon fiber reinforced composite material (X-3) was molded in the same procedure as in Example 1 to obtain a flat molded product. Unevenness caused by the grooved roll was observed on the surface of the molded product.
- Example 2 in the uneven grooves of the impregnation roll, the width of the protrusions is wider than the width of the recesses, so that the gap between the protrusions of the third roll and the protrusions of the fourth roll It was confirmed that the carbon fiber reinforced composite material can be made smooth by impregnating it with the convex portions of , and that the appearance is excellent without the occurrence of uneven patterns in the flat plate-shaped molded product.
- Comparative Example 1 since the convex portions of the adjacent impregnating rolls were arranged at the same positions, the pressure based on the convex portions of the impregnating rolls was increased, and even if a smooth roll was used as the final roll, the obtained flat plate was obtained. It was confirmed that the appearance of the molded product was poor, with the occurrence of uneven patterns in the molded product.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Reinforced Plastic Materials (AREA)
- Moulding By Coating Moulds (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22915620.3A EP4458542A1 (en) | 2021-12-27 | 2022-12-01 | Fiber-reinforced composite material manufacturing method, fiber-reinforced composite material, and molded article manufacturing method |
| JP2023568047A JP7501803B2 (ja) | 2021-12-27 | 2022-12-01 | 繊維強化複合材料の製造方法、繊維強化複合材料、及び、成形品の製造方法 |
| US18/715,489 US20250026045A1 (en) | 2021-12-27 | 2022-12-01 | Method for manufacturing fiber-reinforced composite material, fiber-reinforced composite material, and method for manufacturing molded article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021212278 | 2021-12-27 | ||
| JP2021-212278 | 2021-12-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023127389A1 true WO2023127389A1 (ja) | 2023-07-06 |
Family
ID=86998553
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/044316 Ceased WO2023127389A1 (ja) | 2021-12-27 | 2022-12-01 | 繊維強化複合材料の製造方法、繊維強化複合材料、及び、成形品の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20250026045A1 (https=) |
| EP (1) | EP4458542A1 (https=) |
| JP (1) | JP7501803B2 (https=) |
| WO (1) | WO2023127389A1 (https=) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4894764A (https=) * | 1972-03-17 | 1973-12-06 | ||
| JPS58131028A (ja) * | 1982-01-29 | 1983-08-04 | Toray Ind Inc | 繊維−樹脂複合シ−ト材料の製造装置 |
| JPS5910295B2 (ja) * | 1981-05-28 | 1984-03-08 | 横浜ゴム株式会社 | プリプレグシ−トの製造方法 |
| JPS6273914A (ja) | 1985-09-27 | 1987-04-04 | Showa Highpolymer Co Ltd | 成形用シ−ト状樹脂複合材の製造方法 |
| JPH01249409A (ja) * | 1988-03-29 | 1989-10-04 | Schmidt & Heinzmann Gmbh & Co Kg | シート材成形装置における脱泡装置並びに該装置に用いるワイヤーメッシュベルト及び押圧ローラー |
| JPH03112314U (https=) * | 1990-03-01 | 1991-11-18 | ||
| JP2004099820A (ja) * | 2002-09-12 | 2004-04-02 | Dainippon Ink & Chem Inc | シートモールディングコンパウンド(smc)の製造方法及び製造装置 |
| JP2007283492A (ja) * | 2006-04-12 | 2007-11-01 | Dainippon Ink & Chem Inc | 繊維強化樹脂シートの製造方法及び製造装置 |
| WO2017110912A1 (ja) * | 2015-12-24 | 2017-06-29 | 三菱レイヨン株式会社 | 繊維強化樹脂材料成形体、繊維強化樹脂材料成形体の製造方法及び繊維強化樹脂材料の製造方法 |
| WO2020175266A1 (ja) * | 2019-02-25 | 2020-09-03 | Dic株式会社 | シート材押圧装置、シート材押圧方法、押圧ローラ及びシート材の製造方法 |
| WO2021106584A1 (ja) * | 2019-11-25 | 2021-06-03 | Dic株式会社 | シートモールディングコンパウンド及び成形品の製造方法 |
| WO2021106585A1 (ja) * | 2019-11-25 | 2021-06-03 | Dic株式会社 | シートモールディングコンパウンド及び成形品の製造方法 |
-
2022
- 2022-12-01 JP JP2023568047A patent/JP7501803B2/ja active Active
- 2022-12-01 US US18/715,489 patent/US20250026045A1/en active Pending
- 2022-12-01 WO PCT/JP2022/044316 patent/WO2023127389A1/ja not_active Ceased
- 2022-12-01 EP EP22915620.3A patent/EP4458542A1/en not_active Withdrawn
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4894764A (https=) * | 1972-03-17 | 1973-12-06 | ||
| JPS5910295B2 (ja) * | 1981-05-28 | 1984-03-08 | 横浜ゴム株式会社 | プリプレグシ−トの製造方法 |
| JPS58131028A (ja) * | 1982-01-29 | 1983-08-04 | Toray Ind Inc | 繊維−樹脂複合シ−ト材料の製造装置 |
| JPS6273914A (ja) | 1985-09-27 | 1987-04-04 | Showa Highpolymer Co Ltd | 成形用シ−ト状樹脂複合材の製造方法 |
| JPH01249409A (ja) * | 1988-03-29 | 1989-10-04 | Schmidt & Heinzmann Gmbh & Co Kg | シート材成形装置における脱泡装置並びに該装置に用いるワイヤーメッシュベルト及び押圧ローラー |
| JPH03112314U (https=) * | 1990-03-01 | 1991-11-18 | ||
| JP2004099820A (ja) * | 2002-09-12 | 2004-04-02 | Dainippon Ink & Chem Inc | シートモールディングコンパウンド(smc)の製造方法及び製造装置 |
| JP2007283492A (ja) * | 2006-04-12 | 2007-11-01 | Dainippon Ink & Chem Inc | 繊維強化樹脂シートの製造方法及び製造装置 |
| WO2017110912A1 (ja) * | 2015-12-24 | 2017-06-29 | 三菱レイヨン株式会社 | 繊維強化樹脂材料成形体、繊維強化樹脂材料成形体の製造方法及び繊維強化樹脂材料の製造方法 |
| WO2020175266A1 (ja) * | 2019-02-25 | 2020-09-03 | Dic株式会社 | シート材押圧装置、シート材押圧方法、押圧ローラ及びシート材の製造方法 |
| WO2021106584A1 (ja) * | 2019-11-25 | 2021-06-03 | Dic株式会社 | シートモールディングコンパウンド及び成形品の製造方法 |
| WO2021106585A1 (ja) * | 2019-11-25 | 2021-06-03 | Dic株式会社 | シートモールディングコンパウンド及び成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20250026045A1 (en) | 2025-01-23 |
| JP7501803B2 (ja) | 2024-06-18 |
| EP4458542A1 (en) | 2024-11-06 |
| JPWO2023127389A1 (https=) | 2023-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109415524B (zh) | 纤维增强成形材料和使用其的成形品 | |
| KR102644661B1 (ko) | 프리프레그 및 성형품 | |
| JP6156612B1 (ja) | 加熱圧縮成形用成形材料、それを用いた成形品及びその製造方法 | |
| JP5950050B2 (ja) | 加熱圧縮成形用成形材料、それを用いた成形品及びその製造方法 | |
| JP6241583B1 (ja) | 繊維強化成形材料及びそれを用いた成形品 | |
| EP3715405B1 (en) | Fiber-reinforced molding material and molded article using same | |
| JP2019099609A (ja) | 繊維強化成形材料及びそれを用いた成形品 | |
| JP7501803B2 (ja) | 繊維強化複合材料の製造方法、繊維強化複合材料、及び、成形品の製造方法 | |
| JP6150034B1 (ja) | プリプレグ及び成形品 | |
| WO2020213414A1 (ja) | 繊維強化成形材料及びそれを用いた成形品 | |
| JP7003583B2 (ja) | 繊維強化成形材料及びそれを用いた成形品 | |
| JP6966026B2 (ja) | 繊維強化成形材料及びそれを用いた成形品 | |
| JP7298800B1 (ja) | ラジカル硬化性樹脂組成物、繊維強化成形材料、及びそれを用いた成形品 | |
| JP7136393B2 (ja) | ラジカル硬化性樹脂組成物、繊維強化成形材料、及びそれを用いた成形品 | |
| JP7468804B2 (ja) | シートモールディングコンパウンド及びその製造方法 | |
| JP2025047196A (ja) | 硬化性樹脂組成物、繊維強化成形材料及びそれを用いた成形品 | |
| JP2026048292A (ja) | 樹脂成形体及びその製造方法 | |
| JP2022180095A (ja) | ラジカル硬化性樹脂組成物、成形材料、及びそれを用いた成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22915620 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023568047 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18715489 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022915620 Country of ref document: EP Effective date: 20240729 |