WO2023085149A1 - バルーンカテーテル - Google Patents
バルーンカテーテル Download PDFInfo
- Publication number
- WO2023085149A1 WO2023085149A1 PCT/JP2022/040651 JP2022040651W WO2023085149A1 WO 2023085149 A1 WO2023085149 A1 WO 2023085149A1 JP 2022040651 W JP2022040651 W JP 2022040651W WO 2023085149 A1 WO2023085149 A1 WO 2023085149A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- balloon
- proximal
- distal
- peak intensity
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B17/22—Implements for squeezing-off ulcers or the like on inner organs of the body; Implements for scraping-out cavities of body organs, e.g. bones; for invasive removal or destruction of calculus using mechanical vibrations; for removing obstructions in blood vessels, not otherwise provided for
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/10—Balloon catheters
Definitions
- the present invention relates to balloon catheters.
- angina pectoris and myocardial infarction may be caused by the formation of a hardened narrowed part due to calcification etc. on the inner wall of the blood vessel.
- One of the treatments for such diseases is angioplasty in which a balloon catheter is used to dilate the stenosis.
- a balloon catheter used in such angioplasty has projections, blades, etc. for cutting into the hardened stenosis.
- a first protrusion provided on the outer surface of a balloon and extending linearly along the outer surface of the balloon is provided.
- a balloon catheter is disclosed.
- U.S. Pat. No. 5,400,001 also discloses a ridge disposed along the outer surface of the balloon and secured to the outer surface of the balloon in the region of the joint and comprising an expansion element and a connector, the expansion element extending away from the outer surface of the balloon. and characterized by a second effective width, the connector connecting the expansion element to the outer surface of the balloon at the junction and characterized by a first effective width less than the second effective width of the expansion element. and a balloon catheter is disclosed.
- the present invention has been made in view of the problems described above, and an object of the present invention is to provide a balloon catheter that facilitates incision in a hardened narrowed portion in a blood vessel.
- a balloon catheter that can solve the above problems is as follows. [1] a shaft having a distal portion and a proximal portion; a balloon located at the distal portion of the shaft and having a straight section; The balloon has a wing-shaped portion that is wing-shaped in a contracted state, and has a protrusion on the outer surface, Laser Raman spectroscopy when the direction from the top of the protrusion to the center of the shaft is the Y direction and the direction perpendicular to the Y direction is the X direction in a cross section perpendicular to the axial direction of the straight tube portion.
- a balloon catheter in which the scattering intensity at each part of the cross section measured by the following formula (1) is satisfied.
- I 1 is the value of Ia/Ib at the top of the protrusion
- I2 is the value of Ia/Ib at the center in the circumferential direction of the proximal end of the protrusion.
- Ia is the ratio of the peak intensity at the wave number of 1640 ⁇ 10 cm ⁇ 1 in the X direction to the peak intensity at the wave number of 1640 ⁇ 10 cm ⁇ 1 in the Y direction
- Ib is the wave number in the X direction of 1440 ⁇ 10 cm ⁇ 1 . It is the ratio of the peak intensity of 1 to the peak intensity of the wave number 1440 ⁇ 10 cm ⁇ 1 in the Y direction.
- the central portion in the circumferential direction of the proximal end portion of the protrusion becomes a portion having excellent rigidity due to the large orientation of the higher-order structure.
- the projecting portion is less likely to be buried inside the balloon.
- the apex of the protrusion has a relatively small orientation and thus becomes a portion having moderate flexibility, and as a result, it can enter the narrowed portion of a complicated shape. becomes easier.
- the balloon catheter according to the embodiment of the present invention preferably has the following [2] or [3]. [2] The balloon catheter according to [1], wherein the scattering intensity at each part of the cross section measured by laser Raman spectroscopy satisfies the magnitude relationship of the following formula (2). I 3 >I 1 (2) [In the formula, I1 is the same as above, and I3 is the value of Ia/Ib at one end in the circumferential direction of the proximal end of the protrusion. However, Ia and Ib are the same as above.
- the balloon is located proximal to the straight tube portion, and includes a proximal tapered portion that decreases in diameter as it separates from the straight tube portion, and a distal side of the straight tube portion.
- the balloon is located on the proximal side of the proximal tapered portion, and includes a proximal fixing portion fixed to the shaft and a distal side of the distal tapered portion.
- FIG. 1 is a side view of a balloon catheter according to an embodiment
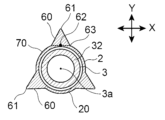
- FIG. FIG. 2 is a cross-sectional view AA of the balloon catheter of FIG. 1 in a deflated state.
- 3 is a cross-sectional view BB of the balloon catheter of FIG. 1 in an expanded state
- FIG. FIG. 4 is a perspective view of a parison before expansion according to an embodiment
- 5 is a radial cross-sectional view of the parison of FIG. 4
- FIG. FIG. 6 is a drawing-substituting photograph showing the state of the gypsum model after the balloon of Example 1 was expanded in the gypsum model and removed.
- FIG. 7 is another drawing-substituting photograph showing the state of the gypsum model after the balloon of Example 1 was expanded in the gypsum model and removed.
- FIG. 8 is a drawing-substituting photograph showing the state of the gypsum model after the balloon of Example 2 was expanded in the gypsum model and removed.
- FIG. 9 is another drawing-substituting photograph showing the state of the gypsum model after the balloon of Example 2 was expanded in the gypsum model and removed.
- a balloon catheter has a shaft having a distal portion and a proximal portion, and a balloon located at the distal portion of the shaft and having a straight tube portion. It has a wing-shaped part that is wing-shaped in a contracted state, and has a protrusion on the outer surface, and in a cross section in a direction perpendicular to the axial direction of the straight tube part, extends from the top of the protrusion toward the center of the shaft.
- the scattering intensity at each part of the cross section measured by laser Raman spectroscopy satisfies the following formula (1).
- I 1 is the value of Ia/Ib at the top of the protrusion and I2 is the value of Ia/Ib at the center in the circumferential direction of the proximal end of the protrusion.
- Ia is the ratio of the peak intensity at the wave number of 1640 ⁇ 10 cm in the X direction to the peak intensity at the wave number of 1640 ⁇ 10 cm in the Y direction
- Ib is the peak at the wave number of 1440 ⁇ 10 cm in the X direction. It is the ratio of the intensity to the peak intensity at wave number 1440 ⁇ 10 cm ⁇ 1 in the Y direction.
- the central portion in the circumferential direction of the proximal end portion of the protrusion becomes a portion having excellent rigidity due to the large orientation of the higher-order structure.
- the projecting portion is less likely to be buried inside the balloon.
- the apex of the protrusion has a relatively small orientation and thus becomes a portion having moderate flexibility, and as a result, it can enter the narrowed portion of a complicated shape. becomes easier. Due to the functions of the circumferential central portion of the base end portion of the protrusion and the top portion of the protrusion, it is possible to easily cut into the stiffened constricted portion in the blood vessel.
- FIG. 1 is a side view of an embodiment balloon catheter after balloon expansion.
- FIG. 2 is a cross-sectional view AA of the balloon catheter of FIG. 1 in a deflated state prior to balloon expansion.
- FIG. 3 is a cross-sectional view BB of the balloon catheter of FIG. 1 after balloon expansion.
- the balloon catheter 1 has a shaft 3 having a distal portion 1B and a proximal portion 1A, and a balloon 2 positioned at the distal portion 1B of the shaft 3 and having a straight tube portion 23.
- Balloon catheter 1 is preferably configured such that fluid is supplied to the interior of balloon 2 through shaft 3 .
- a balloon pressurizer can be used to control inflation and deflation of the balloon 2 .
- the fluid may be a pressurized fluid pressurized by a pump or the like.
- the shaft 3 preferably has a fluid channel inside. It is preferable that the shaft 3 further has an insertion passage for a linear body such as a guide wire.
- the shaft 3 preferably has an outer tube 31 and an inner tube 32 at least a proximal portion of which is disposed within the outer tube 31 .
- the inner tube 32 can function as an insertion path for the linear body, and the space between the inner tube 32 and the outer tube 31 can function as a fluid flow path.
- inner tube 32 preferably extends from the distal end of outer tube 31 .
- the distal side of the balloon 2 is fixed to the inner tube 32 and the proximal side of the balloon 2 is fixed to the outer tube 31 .
- the straight pipe portion 23 preferably has approximately the same diameter in the axial direction a. Moreover, the straight tube portion 23 preferably has the maximum diameter inside the balloon 2 when inflated. Since the straight tube portion 23 has the maximum diameter, when the balloon 2 is expanded at a lesion such as a stenotic portion, the straight tube portion 23 comes into sufficient contact with the lesion and facilitates dilation of the lesion. can.
- the balloon 2 includes a straight tube portion 23, a proximal tapered portion 22 located proximal to the straight tube portion 23, and a distal tapered portion located distal to the straight tube portion 23. It is preferable to have the part 24 and. It is preferable that the proximal tapered portion 22 and the distal tapered portion 24 have a shape that decreases in diameter as it separates from the straight tube portion 23 . Proximal taper 22 and distal taper 24 facilitate movement of balloon 2 within the body cavity.
- the balloon 2 has a proximal fixing portion 21 fixed to the shaft 3 proximally of the proximal tapered portion 22 and fixed to the shaft 3 distally of the distal tapered portion 24. It is preferred to have a distal fixation 25 that is held in place.
- the shaft 3 has an outer tube 31 and an inner tube 32
- at least part of the proximal fixing part 21 is fixed to the outer tube 31 and at least part of the distal fixing part 25 is fixed to the inner tube 32. It is preferably fixed.
- the balloon 2 has wing-shaped portions 70 that are wing-shaped in a contracted state, and has projections 60 on the outer surface.
- the vane-shaped portions 70 preferably have portions of the inner surface of the balloon 2 that overlap each other when the balloon 2 is deflated. Further, it is preferable that the vane-shaped portion 70 is formed so as to be foldable, for example, using the top portion 71 as a crease.
- the projecting portion 60 is provided on the outer surface of the balloon 2 .
- the protrusion 60 can, for example, crack a calcified and hardened lesion to dilate the stricture.
- the projecting portion 60 is preferably located in a portion other than the blade-shaped portion 70 as shown in FIGS. By locating the projecting portion 60 at a portion other than the vane-shaped portion 70, the vane-shaped portion 70 and the projecting portion 60 are arranged at different positions in the circumferential direction of the deflated balloon 2, and the vane-shaped portion 70 of the balloon 2 is arranged. The outer diameter of the balloon 2 can be reduced when folded.
- the maximum radial length of the projecting portion 60 is preferably 1.2 times or more, more preferably 1.5 times or more, and still more preferably 2 times or more the film thickness of the balloon body 20 . As a result, it becomes easier to cut into the narrowed portion to an appropriate depth.
- the maximum radial length of the protrusion 60 may be 100 times or less, 50 times or less, 30 times or less, or 10 times or less.
- the radial length of the projecting portion 60 may be different or the same in the axial direction a.
- the shape of the protruding portion 60 in cross section AA and cross section BB is preferably triangular, trapezoidal, semicircular, or semielliptical. More preferably, the cross-sectional shape is a single-step tapered shape having only one tapered portion that tapers in the direction from the center 3 a of the shaft 3 toward the top portion 61 of the projecting portion 60 .
- the protruding portion 60 is preferably provided on the straight tube portion 23, and is provided on the proximal side taper portion 22, the straight tube portion 23, and the distal side taper portion 24. is more preferable, and it is even more preferable to be provided in the proximal fixing portion 21 , the proximal tapered portion 22 , the straight tube portion 23 , the distal tapered portion 24 and the distal fixing portion 25 .
- the number of protrusions 60 may be one or plural. When a plurality of projecting portions 60 are provided in the circumferential direction, the plurality of projecting portions 60 are preferably spaced apart in the circumferential direction, and more preferably arranged at equal intervals in the circumferential direction.
- the projecting portion 60 preferably extends in the axial direction a on the outer surface of the balloon body 20, as shown in FIG. This makes it easier to incise the constriction straight.
- the projecting portion 60 may be arranged at different positions in the axial direction a in the circumferential direction, for example, spirally around the outer surface of the balloon body 20 in the circumferential direction. As a result, the constriction can be obliquely incised.
- Ia is the ratio of the peak intensity at the wave number of 1640 ⁇ 10 cm in the X direction to the peak intensity at the wave number of 1640 ⁇ 10 cm in the Y direction
- Ib is the peak at the wave number of 1440 ⁇ 10 cm in the X direction. It is the ratio of the intensity to the peak intensity at wave number 1440 ⁇ 10 cm ⁇ 1 in the Y direction.
- the peak at a wave number of 1440 ⁇ 10 cm -1 is a peak derived from the CH structure.
- I2 is preferably at least 1.5 times I1 , more preferably at least 2.5 times, even more preferably at least 3.5 times, and at least 4.0 times. is even more preferred.
- I2 is preferably 10 times or less than I1 . This makes it easier to manufacture the balloon 2 .
- I 2 is more preferably 8 times or less than I 1 , still more preferably 6 times or less, and even more preferably 5 times or less.
- the dashed line is a virtual line segment indicating the base edge of the protrusion 60, and the central portion 62 of the protrusion 60 is on the virtual line segment and extends from both ends of the virtual line segment. It is preferably located in a region more than 1/4 of the length of , and more preferably located at the center point of the imaginary line segment.
- the scattering intensity at each part of the cross section measured by laser Raman spectroscopy preferably satisfies the magnitude relationship of the following formula (2).
- I1 is the same as above, and I3 is the value of Ia/Ib at one circumferential end 63 of the proximal end of the protrusion 60 .
- Ia and Ib are the same as above.
- I3 is larger than I1 , one circumferential end portion 63 of the proximal end portion of the protrusion 60 has a higher orientation of the higher-order structure, so that it becomes a portion having excellent rigidity. , it becomes difficult to be buried inside the balloon 2 .
- I3 is preferably at least 1.5 times I1 , more preferably at least 2.0 times, and even more preferably at least 2.5 times.
- I3 is less than or equal to 6 times I1 . This makes it easier to manufacture the balloon 2 .
- I 3 is more preferably 5 times or less than I 1 , and even more preferably 4 times or less. It is more preferable that both circumferential ends of the proximal end of the projecting portion 60 satisfy the above formula (2).
- the dashed line is a virtual line segment indicating the base edge of the protrusion 60, and one end 63 of the protrusion 60 is on the virtual line segment and extends from one end of the virtual line segment to the virtual line segment. It is preferably positioned within a quarter of the length of , and more preferably positioned at one end of the imaginary line segment.
- the cross section measured by laser Raman spectroscopy. It is preferable that the scattering intensity at each portion satisfies the magnitude relationship of the following formula (3). I 2 >I 4 (3) [where I 2 is the same as above and I 4 is the value of Ic/Id at the top 71 of the vane profile 70 .
- Ic is the ratio of the peak intensity at wave number 1640 ⁇ 10 cm ⁇ 1 in X4 direction to the peak intensity at wave number 1640 ⁇ 10 cm ⁇ 1 in Y4 direction
- Id is the wave number 1440 ⁇ 10 cm ⁇ 1 in X4 direction
- I 2 is preferably at least 1.01 times I 4 , more preferably at least 1.02 times, even more preferably at least 1.03 times.
- I2 is preferably 3.0 times or less than I4 .
- I 2 is more preferably 2.0 times or less I 4 , still more preferably 1.5 times or less, and even more preferably 1.2 times or less.
- the scattering intensity at each part of the cross section measured by laser Raman spectroscopy satisfies the magnitude relationship of the following formula (4).
- I 2 >I 3 (4) [In the formula, I 2 and I 3 are the same as above. ]
- I2 is preferably at least 1.1 times I3 , more preferably at least 1.2 times, even more preferably at least 1.4 times.
- I2 is 2.5 times or less than I3 .
- I 3 is more preferably 2.0 times or less than I 2 and even more preferably 1.8 times or less.
- both circumferential ends of the proximal end portion of the projecting portion 60 satisfy the above formula (4).
- the above expressions (1) to (4) do not need to be satisfied in the entire straight pipe portion 23 in the axial direction a, and a portion having excellent rigidity may be provided as appropriate.
- a portion having excellent rigidity may be provided as appropriate.
- the midpoint of the straight pipe portion 23 in the axial direction a the point 1/3 of the length of the straight pipe portion 23 from one end of the straight pipe portion 23 in the axial direction a, the straight pipe portion 23 in the axial direction a.
- the above formulas (1) to (4) are satisfied in a region including a point at a distance of 1/4 of the length of the straight tube portion 23 from one end. Thereby, it is possible to provide a portion having excellent rigidity at a desired position such as the center, near the tip, or near the rear end of the straight pipe portion 23 .
- the length of the region that satisfies the above formulas (1) to (4) is also not particularly limited, but is preferably 1/18 or more, more preferably 1/15 or more, of the length of the straight tube portion 23 in the axial direction a. 1/12 or more is more preferable.
- Formulas (1) to (4) are Formula (1); Formula (1) and Formula (2); Formula (1) and Formula (3); Formula (1) and Formula (4); Formula (1) and formula (2) and formula (3); formula (1) and formula (2) and formula (4); formula (1) and formula (3) and formula (4); formula (1) and formula (2) and either of equations (3) and (4).
- Formula (1) and Formula (2); Formula (1) and Formula (3); or Formula (1) and Formula (2) and Formula (3) are preferably satisfied in the above region.
- the balloon 2 preferably contains resin, rubber, or a mixture thereof, and is more preferably made of resin, rubber, or a mixture thereof.
- resins include polyamide resins such as polyamide elastomers such as polyamides and polyether block amide copolymers; polyester resins such as polyethylene terephthalate and polyester elastomers; polyurethane resins such as polyurethanes and polyurethane elastomers; Resins containing O units are preferred. Elastomers are more preferred among these resins.
- the balloon 2 may contain other resins such as polyphenylene sulfide resins, fluororesins, silicone resins, and polyolefin resins such as polyethylene, polypropylene, and ethylene-propylene copolymers.
- resins such as polyphenylene sulfide resins, fluororesins, silicone resins, and polyolefin resins such as polyethylene, polypropylene, and ethylene-propylene copolymers.
- rubber include natural rubber such as latex rubber. These may use only 1 type and may use 2 or more types together.
- polyamide resins, polyester resins, polyurethane resins, or mixtures thereof are more preferred, polyamide resins, polyurethane resins, or mixtures thereof are more preferred, polyamide resins are even more preferred, and polyether block amide copolymers are preferred. Especially preferred. As a result, it is possible to easily form a portion having a high orientation of the higher-order structure.
- the projecting portion 60 is preferably made of the same material as the balloon body 20 . As a result, while maintaining the flexibility of the balloon 2 , the projecting portion 60 is less likely to damage the outer surface of the balloon body 20 . It is preferable that the balloon main body 20 and the projecting portion 60 are integrally molded. This can prevent the projecting portion 60 from falling off from the balloon body 20 .
- the balloon 2 can be manufactured, for example, using a parison 200 made of resin and having a thick portion 220 extending in the axial direction a as shown in FIG.
- the parison 200 can be manufactured by placing it in the lumen of a mold and blow molding it. More specifically, the balloon 2 is prepared, for example, by placing the parison 200 in the lumen of a mold, allowing the thickened portion 220 of the parison 200 to enter a groove of a predetermined shape in the mold, and allowing the fluid to enter the lumen 210 of the parison 200 . can be formed by introducing and expanding the parison 200 while heating.
- the width and height of the projecting portion 60 can be adjusted by the thickness of the thick portion 220 of the parison 200 and the depth and shape of the mold groove.
- fluids include air, nitrogen, water, and the like.
- the parison 200 may be stretched in the axial direction a before the expansion.
- the step of inflating the parison 200 may be performed only once or may be performed multiple times. If the expansion step is performed multiple times, a different mold may be used for each expansion.
- the thick portion 220 of the parison 200 includes, as shown in FIG. and a second tapered portion 222 that tapers in a direction from the lumen 210 toward the top of the thickened portion 220 . Since the parison 200 has the two-step tapered portion, tension is easily applied to the first tapered portion 221 during blow molding. The orientation near the portion 62 can be increased.
- FIG. 5 shows a parison having a two-step tapered portion over the entire length, a parison having a two-step tapered portion in a portion of the parison may be used. Thereby, it becomes possible to provide a portion having excellent rigidity at a desired portion of the straight pipe portion 23 .
- the two-step tapered shape of the parison 200 When performing blow molding, it is preferable to eliminate the two-step tapered shape of the parison 200 and form the one-step tapered protruding portion 60 . This makes it possible to further increase the orientation of the protruding portion 60 in the vicinity of the central portion 62 of the base end thereof.
- the first tapered portion 221 of the parison 200 is not fitted into the groove in the inner cavity of the mold, and only the second tapered portion 222 is fitted into the groove before blow molding. should be done.
- the groove is preferably a V-shaped groove.
- the width W1 of the base end portion of the first taper portion 221 is preferably 1.5 times or more, more preferably 2.0 times or more, the width W2 of the base end portion 222 of the second taper portion. This makes it easier to apply tension to the first tapered portion 221 during blow molding.
- the magnification may be 10 times or less, or 5 times or less.
- the height h1 of the first taper portion 221 is preferably 0.9 times or less, and more preferably 0.8 times or less, the height h2 of the second taper portion 222. This makes it easier to apply tension to the first tapered portion 221 during blow molding.
- the magnification may be 0.1 times or more, or 0.2 times or more.
- the shaft 3 preferably contains resin, rubber, or a mixture thereof.
- resins and rubbers include polyamide resins, polyester resins, polyurethane resins, polyolefin resins, fluororesins, vinyl chloride resins, silicone resins, and natural rubbers. These may use only 1 type and may use 2 or more types together. Among these, it is preferable to include a polyamide resin, a polyolefin resin, a fluororesin, a mixture thereof, or a laminate obtained by laminating these resin layers. As a result, it is possible to improve the insertability of the balloon catheter 1 in the body cavity while improving the lubricity of the surface of the shaft 3 .
- Methods for fixing the balloon 2 to the shaft 3 include bonding with an adhesive, welding, and fixing by caulking a ring-shaped member.
- the shaft 3 may also include a metal tube, a single wire or multiple wires, a stranded wire, or the like.
- the balloon catheter 1 may have a hub 4 on the proximal side of the shaft 3, as shown in FIG.
- the hub 4 may have a fluid injection section 7 in communication with the flow path of the fluid supplied to the inside of the balloon 2, a guide wire insertion section 5 in communication with the insertion passage of the guide wire, and the like.
- This makes it possible to easily perform an operation to expand the balloon 2 by supplying fluid to the inside of the balloon 2 and an operation to deliver the balloon 2 to the treatment site along the guidewire.
- the balloon catheter 1 is preferably of a so-called over-the-wire type in which a guide wire as shown in FIG. It may be a so-called rapid exchange type in which the guide wire is inserted halfway to the end.
- Example 1 By extrusion molding using a polyamide elastomer (PEBAX (registered trademark) 7233) manufactured by ARKEMA, as shown in FIGS.
- a parison 200 which is a tube for manufacturing a balloon having a tubular portion of 300 mm and a thick portion 220, was manufactured.
- Each dimension of the thick portion 220 is as follows. Width (W1) of base end of first tapered portion: 1.0 mm Width (W2) of the proximal end of the second tapered portion: 0.5 mm Height of first taper portion (h1): 0.2 mm Height of second tapered portion (h2): 0.5 mm Length in axial direction a: 35 mm
- Width (W1) of base end of first tapered portion 1.0 mm
- Width (W2) of the proximal end of the second tapered portion 0.5 mm Height of first taper portion (h1): 0.2 mm Height of second tapered portion (h2): 0.5 mm Length
- the parison 200 was then placed in the mold cavity.
- the mold has lumens and V-shaped grooves having the following dimensions in the portions corresponding to the respective portions of the balloon 2 .
- ⁇ Lume diameter of the part forming the proximal side fixing part 21 1.0 mm
- Axial length: 5mm ⁇ Lume of the portion forming the proximal side taper portion 22 Diameter of the proximal end: 1.0 mm Distal end diameter: 2.75mm
- the parison 200 was subjected to biaxial stretch blow molding at 100° C. to produce the balloon 2 .
- the straight tube portion 23 of the balloon 2 was cut, and the obtained sample was embedded in resin, and then a cross section for observation was prepared using a frozen ultramicrotome (UC6) manufactured by Leica.
- UC6 frozen ultramicrotome
- the X direction of each of the top portion 61 of the protruding portion 60, the circumferential center portion 62 of the base end portion, the one circumferential end portion 63 of the base end portion, and the top portion 71 of the vane-shaped portion 70 is measured. and the peak intensity of the peak existing within the wave number range of 1630 to 1650 cm -1 in the Y direction, and the peak intensity of the peak existing within the wave number range of 1430 to 1450 cm -1 . Details of the measurement are as follows.
- Raman spectrometer in Via TM Qontor manufactured by Renishaw
- Microscope Model DM2700 manufactured by Leica Microsystems Objective lens: ⁇ 100 Beam diameter: 1 ⁇ m Laser power: 100% Exposure time: 30 seconds Accumulation times: 1
- Light source Semiconductor laser 532 nm
- balloon 2 satisfied formula (1).
- the projecting portion 60 of the straight tube portion 23 bit into the gypsum model.
- FIGS. After deflating the balloon and removing it from the inside of the gypsum model, as shown in FIGS.
- the projecting portion 60 of the straight tube portion 23 of the balloon 2 is difficult to be buried inside the balloon 2 and easily bites into the gypsum model.
- the balloon 2 is moved within the gypsum model simulating the stenotic part before the dilation, the appropriate flexibility of the top 61 of the protruding part 60 enables smooth insertion and withdrawal without being caught. We were able to.
- Example 2 Extrusion molding was performed using a polyamide elastomer (Rilsamid (registered trademark) PA12) manufactured by ARKEMA, except that the width (W1) of the base end of the first tapered portion of parison 200 was set to 0.7 mm. A balloon was produced in the same manner as in Example 1, the peak strength of each part was determined, and the values of I 1 to I 4 according to the above (1) to (4) were calculated. Table 2 shows the results.
- the balloon of Example 2 satisfied formula (1).
- this balloon was fixed to the shaft and expanded within the gypsum model, the protruding portion of the straight pipe portion bit into the gypsum model.
- FIGS after deflating the balloon and removing it from the inside of the gypsum model, as shown in FIGS.
- the projecting portion of the straight tube portion of the balloon is less likely to be buried inside the balloon and is more likely to bite into the gypsum model.
- the moderate flexibility of the top of the protruding part enables smooth insertion and withdrawal without being caught. did it.
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Heart & Thoracic Surgery (AREA)
- Animal Behavior & Ethology (AREA)
- Surgery (AREA)
- Veterinary Medicine (AREA)
- Engineering & Computer Science (AREA)
- Public Health (AREA)
- Biomedical Technology (AREA)
- General Health & Medical Sciences (AREA)
- Pulmonology (AREA)
- Hematology (AREA)
- Anesthesiology (AREA)
- Biophysics (AREA)
- Orthopedic Medicine & Surgery (AREA)
- Vascular Medicine (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- Child & Adolescent Psychology (AREA)
- Medical Informatics (AREA)
- Molecular Biology (AREA)
- Media Introduction/Drainage Providing Device (AREA)
- Surgical Instruments (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280017486.2A CN116963799B (zh) | 2021-11-09 | 2022-10-31 | 球囊导管 |
| JP2023521800A JP7304504B1 (ja) | 2021-11-09 | 2022-10-31 | バルーンカテーテル |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021182760 | 2021-11-09 | ||
| JP2021-182760 | 2021-11-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023085149A1 true WO2023085149A1 (ja) | 2023-05-19 |
Family
ID=86335807
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/040651 Ceased WO2023085149A1 (ja) | 2021-11-09 | 2022-10-31 | バルーンカテーテル |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7304504B1 (https=) |
| CN (1) | CN116963799B (https=) |
| WO (1) | WO2023085149A1 (https=) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014057793A (ja) * | 2012-09-19 | 2014-04-03 | Kaneka Corp | バルーンカテーテル用バルーン |
| WO2020195697A1 (ja) * | 2019-03-28 | 2020-10-01 | 株式会社カネカ | バルーンカテーテル |
| WO2020250611A1 (ja) * | 2019-06-11 | 2020-12-17 | 株式会社カネカ | バルーンカテーテル用のバルーンおよびバルーンカテーテルの製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006340914A (ja) * | 2005-06-09 | 2006-12-21 | Sekisui Chem Co Ltd | バルーンカテーテル |
| JP6184070B2 (ja) * | 2012-09-19 | 2017-08-23 | 株式会社カネカ | バルーンカテーテル用バルーンの製造方法 |
| JP6304711B2 (ja) * | 2014-11-18 | 2018-04-04 | 日本ライフライン株式会社 | バルーンカテーテル |
| US12268829B2 (en) * | 2019-03-28 | 2025-04-08 | Kaneka Corporation | Balloon catheter |
| CN120900092A (zh) * | 2019-08-22 | 2025-11-07 | 贝克顿·迪金森公司 | 球囊扩张导管及其球囊 |
-
2022
- 2022-10-31 WO PCT/JP2022/040651 patent/WO2023085149A1/ja not_active Ceased
- 2022-10-31 CN CN202280017486.2A patent/CN116963799B/zh active Active
- 2022-10-31 JP JP2023521800A patent/JP7304504B1/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014057793A (ja) * | 2012-09-19 | 2014-04-03 | Kaneka Corp | バルーンカテーテル用バルーン |
| WO2020195697A1 (ja) * | 2019-03-28 | 2020-10-01 | 株式会社カネカ | バルーンカテーテル |
| WO2020250611A1 (ja) * | 2019-06-11 | 2020-12-17 | 株式会社カネカ | バルーンカテーテル用のバルーンおよびバルーンカテーテルの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023085149A1 (https=) | 2023-05-19 |
| JP7304504B1 (ja) | 2023-07-06 |
| CN116963799B (zh) | 2024-04-05 |
| CN116963799A (zh) | 2023-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7428709B2 (ja) | バルーンカテーテル用のバルーンおよびバルーンカテーテルの製造方法 | |
| US12042613B2 (en) | Balloon catheter | |
| US10207083B2 (en) | Balloon catheter and method for manufacturing balloon | |
| JP2005278684A (ja) | 拡張体付カテーテル | |
| KR102736802B1 (ko) | 풍선 카테터(balloon catheter) | |
| JP7715731B2 (ja) | バルーンカテーテル用バルーン | |
| WO2023080063A1 (ja) | バルーンカテーテル用バルーン | |
| JP6259560B2 (ja) | バルーンカテーテル用バルーン | |
| JPWO2017018018A1 (ja) | 内視鏡用処置具 | |
| JP7304504B1 (ja) | バルーンカテーテル | |
| JP7305904B1 (ja) | バルーンカテーテル | |
| WO2022196166A1 (ja) | バルーンカテーテル用バルーン | |
| CN221491190U (zh) | 一种球囊扩张导管 | |
| CN119403591A (zh) | 球囊导管及球囊导管的制造方法 | |
| JP7100666B2 (ja) | バルーンカテーテルおよびその製造方法 | |
| JP7853178B2 (ja) | バルーンカテーテルの製造方法 | |
| JP7853177B2 (ja) | バルーンカテーテルの製造方法 | |
| JP7841994B2 (ja) | バルーンカテーテルの製造方法 | |
| JP6184070B2 (ja) | バルーンカテーテル用バルーンの製造方法 | |
| JP2023070376A (ja) | バルーンカテーテル | |
| JP7177929B2 (ja) | バルーンカテーテル | |
| WO2024070306A1 (ja) | バルーンカテーテル | |
| JP2024034136A (ja) | バルーンカテーテルの製造方法 | |
| WO2022137763A1 (ja) | バルーンカテーテル用バルーン | |
| JP2024034137A (ja) | バルーンカテーテルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023521800 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22892648 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280017486.2 Country of ref document: CN |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22892648 Country of ref document: EP Kind code of ref document: A1 |