WO2023084930A1 - 光造形装置および造形物の製造方法 - Google Patents
光造形装置および造形物の製造方法 Download PDFInfo
- Publication number
- WO2023084930A1 WO2023084930A1 PCT/JP2022/035428 JP2022035428W WO2023084930A1 WO 2023084930 A1 WO2023084930 A1 WO 2023084930A1 JP 2022035428 W JP2022035428 W JP 2022035428W WO 2023084930 A1 WO2023084930 A1 WO 2023084930A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- photocurable resin
- platform
- light
- partition wall
- control unit
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 239000011347 resin Substances 0.000 claims abstract description 158
- 229920005989 resin Polymers 0.000 claims abstract description 158
- 238000005192 partition Methods 0.000 claims abstract description 140
- 230000005540 biological transmission Effects 0.000 claims abstract description 66
- 230000001678 irradiating effect Effects 0.000 claims abstract description 11
- 238000000034 method Methods 0.000 claims description 33
- 230000007246 mechanism Effects 0.000 claims description 29
- 239000007788 liquid Substances 0.000 claims description 24
- 230000003287 optical effect Effects 0.000 claims description 20
- 238000007493 shaping process Methods 0.000 claims description 14
- 230000015572 biosynthetic process Effects 0.000 claims description 12
- 238000007599 discharging Methods 0.000 claims description 3
- 238000000465 moulding Methods 0.000 abstract description 9
- 238000010586 diagram Methods 0.000 description 21
- 239000007789 gas Substances 0.000 description 9
- 238000001723 curing Methods 0.000 description 5
- 238000010030 laminating Methods 0.000 description 5
- 238000000016 photochemical curing Methods 0.000 description 5
- 230000007547 defect Effects 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 230000004308 accommodation Effects 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
- B29C64/135—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask the energy source being concentrated, e.g. scanning lasers or focused light sources
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/232—Driving means for motion along the axis orthogonal to the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/255—Enclosures for the building material, e.g. powder containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
Definitions
- the present disclosure relates to a stereolithography apparatus and a method of manufacturing a modeled object.
- liquid photocurable resin is irradiated with light such as ultraviolet light to form a three-dimensional modeled object made of cured resin.
- a predetermined level of a molded object is directed toward a base arranged opposite to the light transmission window through a light transmission window provided on the bottom surface of a liquid tank in which a photocurable resin is stored.
- a stereolithography technique in which a step of lifting up a predetermined height is repeated to stack cured layers to form a desired modeled object.
- the modeled object formed by laminating the cured layers is immersed in the photocurable resin in the liquid tank. For this reason, the irradiated light may cure the excess photocurable resin, and there is room for improvement in terms of molding the modeled object with high accuracy.
- the present disclosure has been made in view of the above, and an object thereof is to provide a stereolithography apparatus and a method for manufacturing a model, which can form a model with high accuracy.
- the stereolithography apparatus includes a modeling tank in which a photocurable resin is stored and a light transmission part provided on the bottom surface, and a light beam passing through the light transmission part.
- a light irradiating section that irradiates light for curing the curable resin, a platform that faces the light transmitting section and can move up and down with respect to the modeling tank, and is formed in a cylindrical shape and cooperates with the platform to form an airtight space.
- an elevation control unit for raising and lowering the partition wall, the platform and the partition wall to form a photocurable resin layer having a predetermined thickness between the bottom surface of the partition wall, the lower surface of the airtight space, and the light transmitting portion; an irradiation control unit that irradiates the photocurable resin layer with light corresponding to the cross-sectional shape of the position from the light irradiation unit to form a cured layer.
- the present embodiment includes a modeling tank that stores a photocurable resin and has a light transmission part provided on the bottom surface, a light irradiation part that irradiates light for curing the photocurable resin through the light transmission part, and a light transmission part. and a platform that can be raised and lowered with respect to the modeling tank, and a platform that can be raised and lowered with respect to the platform, is formed in a cylindrical shape, is arranged outside the platform via an airtight member, and cooperates with the platform. and a partition forming an airtight space.
- a step of forming a thick photocurable resin layer, and forming a cured layer by irradiating the photocurable resin layer with light corresponding to the cross-sectional shape of the target object at a predetermined height position from the light irradiation unit. and the step of lowering the partition relative to the platform by a predetermined thickness are repeatedly performed.
- FIG. 1 is a schematic diagram showing the basic configuration of the optical shaping apparatus according to the first embodiment.
- FIG. 2 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the first embodiment.
- FIG. 3 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the first embodiment.
- FIG. 4 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the first embodiment.
- FIG. 5 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the first embodiment.
- FIG. 6 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the first embodiment.
- FIG. 7 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the first embodiment.
- FIG. 1 is a schematic diagram showing the basic configuration of the optical shaping apparatus according to the first embodiment.
- FIG. 2 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the first embodiment.
- FIG. 8 is a schematic diagram showing the basic configuration of the optical shaping apparatus according to the second embodiment.
- FIG. 9 is a schematic diagram showing the basic configuration of an optical shaping apparatus according to the third embodiment.
- FIG. 10 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the third embodiment.
- FIG. 11 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the third embodiment.
- FIG. 12 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the third embodiment.
- FIG. 13 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the third embodiment.
- FIG. 14 is a diagram for explaining the procedure of the method for manufacturing a modeled object according to the third embodiment.
- FIG. 15 is a schematic diagram showing the basic configuration of an optical shaping apparatus according to the fourth embodiment.
- FIG. 16 is a diagram for explaining the operation of the suction mechanism of the optical forming apparatus according to the fourth embodiment;
- an uncured liquid photocurable resin is simply referred to as a photocurable resin.
- a stereolithographic object formed by curing a liquid photocurable resin is called a three-dimensional object or simply a modeled object.
- This three-dimensional modeled object is not limited to a finished product in which all of the plurality of hardened layers to be molded are laminated, but includes an unfinished product in which even hardened layers in the middle are laminated.
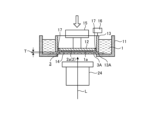
- FIG. 1 is a schematic diagram showing the basic configuration of the optical shaping apparatus according to the first embodiment.
- the stereolithography apparatus 10 includes a modeling tank 11, a platform 12, a partition wall 13, a light irradiation section 20, and a control section 30, as shown in FIG. Further, in this embodiment, the stereolithography apparatus 10 includes a chamber 40 and a chamber internal pressure adjustment section 41 .
- the modeling tank 11 has a dish shape with an open upper surface, and is capable of storing the liquid photocurable resin 1 .
- the modeling tank 11 has a light transmission plate (light transmission portion) 14 on the bottom surface.
- the light transmission plate 14 transmits light for curing the photocurable resin 1 .
- the photocurable resin 1 is a raw material for the three-dimensional structure 2, and contains polymerizable compounds such as acrylic compounds and vinyl compounds, for example.
- the photocurable resin 1 preferably contains a polymerization initiator that generates radical species and the like by light irradiation.
- the platform 12 holds the modeled object 2 made of the cured photocurable resin 1 and is arranged above the modeling tank 11 facing the light transmitting plate 14 .
- the platform 12 is formed in a polygonal plate shape such as a disk shape or square plate shape, for example, and is arranged so that its lower surface 12A is substantially parallel to the light transmission plate 14 .
- the platform 12 is connected to a platform lifting mechanism 15 and is provided so as to be able to move up and down with respect to the modeling tank 11 by the operation of the platform lifting mechanism 15 .
- the platform 12 can approach or retreat from the light transmission plate 14 and holds the modeled object 2 formed on the lower surface 12A facing the light transmission plate 14 .
- the partition wall 13 is arranged outside the platform 12 and accommodates the platform 12 and the modeled object 2 inside.
- the partition wall 13 is formed in a tubular shape corresponding to the shape of the platform 12 (a polygonal tubular shape such as a cylindrical shape or a rectangular tubular shape). Further, the partition wall 13 is connected to a partition lifting mechanism 16 and is provided so as to be able to move up and down with respect to the platform 12 by the operation of the partition lifting mechanism 16 . That is, the partition wall 13 can be raised or lowered relative to the platform 12 .
- an airtight member 17 for sealing between the platform 12 and the partition wall 13 is arranged on the outer peripheral edge of the platform 12 .
- the airtight member 17 is an O-ring made of an elastic member such as rubber.
- the airtight member 17 is biased against the inner surface of the partition wall 13 by a restoring force when elastically deformed, and seals between the platform 12 and the partition wall 13 .
- the airtightness between the platform 12 and the partition wall 13 is ensured by the airtight member 17 . Therefore, when the platform 12 and the partition 13 are lowered into the photocurable resin 1, a space 3 (airtight space) is formed by the platform 12 and the partition 13 and the photocurable resin 1.
- the light irradiation unit 20 is arranged below the modeling tank 11, that is, on the side opposite to the platform 12 with the light transmitting plate 14 interposed therebetween.
- the light irradiation unit 20 irradiates the photocurable resin 1 with light L for curing the photocurable resin 1 through the light transmission plate 14 .
- the light L to be irradiated may be any light that can cure the photocurable resin 1, and for example, ultraviolet light or short-wavelength visible light is used.
- the light irradiation unit 20 includes a light source 21 such as an ultraviolet lamp, an image forming element 22, a reflecting mirror 23, a projection lens 24, and the like.
- the light source 21 emits light to irradiate the image forming element 22, and for example, an ultraviolet lamp or the like is used.
- the image forming element 22 modulates according to the shape data of each layer of the modeled object 2 to be formed.
- a liquid crystal device can be used.
- Reflecting mirror 23 reflects the light modulated by image forming element 22 toward projection lens 24 .
- a projection lens 24 forms an image of the light reflected by the reflecting mirror 23 .
- the light irradiation unit 20 is not limited to this, and may be a laser scanning device using a laser light source and a mirror drive, or an optical device using a reflective optical system or a refractive optical system.
- the chamber 40 is a container that accommodates at least the modeling tank 11, the platform 12, the partition wall 13, the light irradiation unit 20, the lift mechanisms 15 and 16, and the like, and seals the internal environment from the outside.
- the chamber internal pressure adjustment unit 41 adjusts the internal pressure of the chamber 40 by introducing gas (for example, air or nitrogen) into the chamber 40 or discharging the gas to the outside of the chamber 40 through the pipe 42 . By finely adjusting the internal pressure of the chamber 40, the position of the lower surface of the space 3 can be freely adjusted.
- the control unit 30 is, for example, an arithmetic processing unit composed of a CPU (Central Processing Unit) or the like, is connected to each unit of the stereolithography apparatus 10, and controls these operations.
- the control unit 30 stores a program related to a manufacturing method for manufacturing the modeled article 2, loads this program into the memory, and executes instructions included in the program.
- the control unit 30 includes an internal memory (not shown), which is used for temporary storage of data such as programs in the control unit 30 .
- the control unit 30 includes an elevation control unit 31 , an irradiation control unit 32 and a chamber internal pressure control unit 33 .
- the elevation control unit 31 controls the height positions of the platform 12 and the partition wall 13 by controlling the operations of the platform elevation mechanism 15 and the partition wall elevation mechanism 16 . That is, the elevation control unit 31 can move the platform 12 and the partition wall 13 up and down in conjunction with the modeling tank 11 and can move the platform 12 up and down relative to the partition wall 13 .
- the lift control unit 31 lifts and lowers the platform 12 and the partition 13 to form a photocurable resin layer having a predetermined thickness between the lower surface of the partition 13 and the lower surface of the space 3 and the light transmission plate 14 .
- the irradiation control unit 32 calculates a light irradiation pattern that indicates the cross-sectional shape of the modeled object at predetermined height increments, controls the light source 21, the image forming element 22, etc., and performs photocuring. irradiate the resin with light. For this reason, the irradiation control unit 32 irradiates the photocurable resin layer between the lower surface of the space 3 and the light transmission plate 14 with light corresponding to the cross-sectional shape of the modeled object at a predetermined height position. A hardened layer having a predetermined thickness can be formed.
- the chamber internal pressure control unit 33 monitors, for example, the position of the lower surface of the space 3 inside the partition wall 13 (liquid surface of the photocurable resin), and adjusts the internal pressure of the chamber 40 according to the result. Therefore, the lower surface of the space 3 can be aligned with the lower surface of the partition wall 13, and the thickness of the photocurable resin layer between the lower surface of the space 3 and the light transmission plate 14 can be defined with high accuracy.
- FIG. 2 schematically show a part of the stereolithography apparatus 10 shown in FIG.
- the elevation control unit 31 adjusts the height positions of the platform 12 and the partition wall 13 so that the lower surface 12A of the platform 12 and the lower surface (bottom surface) 13A of the partition wall 13 are flush with each other.
- the elevation control unit 31 lowers the platform 12 and the partition wall 13, which are arranged higher than the modeling tank 11 in which the photocurable resin 1 is stored, into the modeling tank 11, and the lower surface 13A of the partition wall 13 and the light transmission plate 14 are moved downward.
- the predetermined distance T is set to the thickness of one layer of the cured layer to be molded (for example, about several ⁇ m to 100 ⁇ m).
- a photocurable resin layer 1a having a predetermined thickness T which is the same as the predetermined distance T is formed.
- the irradiation control unit 32 calculates an irradiation pattern indicating the cross-sectional shape of the object 2 at a predetermined height, and corresponds to the cross-sectional shape of the first layer.
- the light L is applied through the light transmission plate 14 to the photocurable resin layer 1a.
- the photocurable resin layer 1a is cured to have the same cross-sectional shape as the first layer.
- the platform 12 holds a hardening layer 2a having a predetermined thickness T, which is the first layer.
- the elevation control unit 31 raises the platform 12 and the partition wall 13 to place them at a position higher than the modeling tank 11, as shown in FIG.
- the elevation control unit 31 lowers the partition wall 13 by a predetermined thickness T relative to the platform 12, as shown in FIG.
- the bottom surface 13A of the partition wall 13 is flush with the bottom surface 2aA of the hardening layer 2a, and a space (airtight space) 3 defined by the platform 12 and the partition wall 13 is formed around the hardening layer 2a.
- the elevation control unit 31 vertically lowers the platform 12 and the partition 13 into the modeling tank 11 until the lower surface 13A of the partition 13 and the light transmission plate 14 become a predetermined distance T.
- the space 3 partitioned by the platform 12 and the partition wall 13 is an airtight space, as shown in FIG. A flexible resin layer 1a is formed.
- the lower surface 3A of the space 3 coincides with the liquid surface of the photocurable resin layer 1a
- the height position of the liquid surface of the photocurable resin layer 1a corresponds to the light of the area stored around the partition wall 13. It may vary depending on the depth and surface area of the curable resin 1 .
- the chamber internal pressure adjusting section 41 shown in FIG. 1 is used to appropriately adjust the height position of the liquid surface of the photocurable resin layer 1a.
- the chamber internal pressure control unit 33 monitors, for example, the position of the liquid surface of the photocurable resin layer 1a inside the partition wall 13, and adjusts the thickness of the photocurable resin layer 1a to a predetermined thickness T according to the result.
- the internal pressure of the chamber 40 is adjusted to .
- the chamber internal pressure control section 33 can lower the lower surface 3A of the space 3 and reduce the thickness of the photocurable resin layer 1a by lowering the chamber internal pressure from the initial state.
- the chamber internal pressure control section 33 can adjust the internal pressure of the chamber 40 in this way, the lower surface 3A of the space 3 can be aligned with the lower surface 13A of the partition wall 13, and the photocurable resin layer 1a can be brought into contact only with the lower surface 2aA of the cured layer 2a. can be done.
- the irradiation control unit 32 irradiates the photocurable resin layer 1a through the light transmission plate 14 with light L corresponding to the cross-sectional shape of the second layer.
- the photocurable resin layer 1a is cured to have the same cross-sectional shape as the second layer, as shown in FIG. molded.
- the photocurable resin layer 1a having a predetermined thickness T is formed between the lower surface 13A of the partition wall 13 and the lower surface 3A of the space 3 and the light transmission plate 14, and the photocurable resin layer 1a is formed. is cured into a predetermined shape, the thickness of the cured layer 2a can be accurately molded, and the modeled object 2 can be accurately molded.
- the space 3 can be provided around the hardening layer 2a that has been molded in advance, the problem that the light L irradiated through the light transmission plate 14 hardens the excess photocurable resin 1 can be avoided. can be prevented.
- the elevation control unit 31 and the irradiation control unit 32 alternately form the photocurable resin layer 1a and the hardened layer 2a to form the n-th layer (n is a natural number) of the hardened layer 2a.
- the modeled object 2 can be molded by laminating the (n+1)-th hardening layer 2a on the .
- the stereolithography apparatus 10 stores the photocurable resin 1 and hardens the photocurable resin 1 through the modeling tank 11 provided with the light transmission plate 14 on the bottom surface and the light transmission plate 14.
- a light irradiation unit 20 that irradiates light L that causes the light to be emitted, a platform 12 that faces the light transmission plate 14 and can be raised and lowered with respect to the modeling tank 11, and a platform 12 that can be raised and lowered with respect to the platform 12 and is formed in a cylindrical shape.
- a partition wall 13 is arranged outside the platform 12 via an airtight member 17 and cooperates with the platform 12 to form an airtight space 3.
- the platform 12 and the partition wall 13 are respectively raised and lowered to move the lower surface 13A of the partition wall 13 and the space 3.
- a lift control unit 31 that forms a photocurable resin layer 1a with a predetermined thickness T between the lower surface 3A and the light transmission plate 14, and light L that corresponds to the cross-sectional shape of the target object 2 at a predetermined height. from the light irradiation unit 20 to the photocurable resin layer 1a to form the cured layer 2a.
- the photocurable resin layer 1a having a predetermined thickness T is formed between the lower surface 13A of the partition wall 13 and the lower surface 3A of the space 3 and the light transmission plate 14, and the photocurable resin layer 1a is formed in a predetermined shape. Since the cured layer 2a is hardened to a high degree of accuracy, the thickness of the hardened layer 2a can be accurately molded, and the modeled object 2 can be accurately molded. In addition, according to this configuration, since the space 3 can be provided around the hardened layer 2a formed in advance, the light L emitted through the light transmission plate 14 hardens the excess photocurable resin 1. can be prevented, and the modeled object 2 can be formed with high accuracy.
- the elevation control unit 31 lowers the platform 12 and the partition wall 13 into the modeling tank 11 in order to lower the partition wall 13 by a predetermined thickness T relative to the platform 12 each time the formation of the hardened layer 2a is completed.
- a photocurable resin layer 1a having a predetermined thickness T can always be formed between the lower surface 13A of the partition wall 13 and the lower surface 3A of the space 3 and the light transmission plate 14. FIG. Therefore, the thickness of the hardened layer 2a can be accurately molded, and the modeled object 2 can be accurately molded.
- the elevation control unit 31 temporarily raises the platform 12 and the partition walls 13 above the photocurable resin 1, so that gas is introduced inside the platform 12 and the partition walls 13. , can form an airtight space. Therefore, the thickness of the hardened layer 2a can be accurately molded, and the modeled object 2 can be accurately molded.
- the elevation control unit 31 and the irradiation control unit 32 alternately form the photocurable resin layer 1a and the hardening layer 2a, stacking a plurality of hardening layers 2a on the platform 12 to form the modeled object 2.
- the modeled object 2 can be molded with high accuracy.
- the stereolithography apparatus 10 includes a chamber 40 that houses at least the modeling tank 11, the platform 12, the partition wall 13, and the light irradiation unit 20, a chamber internal pressure adjustment unit 41 that adjusts the internal pressure of the chamber 40, and the chamber internal pressure adjustment unit 41
- a chamber internal pressure adjustment unit 41 that adjusts the internal pressure of the chamber 40
- the chamber internal pressure adjustment unit 41 By adjusting the internal pressure of the chamber 40, the position of the lower surface 3A of the space 3 can be aligned with the lower surface 13A of the partition wall 13, and the photocurable resin layer 1a can be formed to a predetermined thickness T. can be defined precisely. Therefore, the thickness of the hardened layer 2a can be accurately molded, and the modeled object 2 can be accurately molded.
- FIG. 8 is a schematic diagram showing the basic configuration of the optical shaping apparatus according to the second embodiment.
- the same reference numerals are assigned to the same configurations as those of the above-described embodiment, and the description thereof is omitted.
- the platform 12 and the partition wall 13 work together to form the modeled object 2 in which the cured layer 2a is laminated in the modeling tank 11 in which the photocurable resin 1 is stored.
- a space (airtight space) 3 is provided for housing, and a photocurable resin layer 1a having a predetermined thickness T corresponding to one layer is formed between the lower surface 3A of this space 3 and the light transmission plate 14, the modeled object 2
- the modeled object 2 for example, if there is a difference in height between the lower surface 13A of the partition wall 13 forming the space 3 and the lower surface 2A of the cured molded object 2, the cured molded object 2 and the photocurable resin It is assumed that the layer 1a cannot come into contact with the layer 1a, resulting in a molding defect.
- the controller 130 also includes an elevation controller 31 , an irradiation controller 32 , and an air supply/exhaust controller 133 .
- the air cylinder 50 communicates with the space 3 partitioned by the platform 12 and the partition wall 13 through the hose 51 .
- the air cylinder 50 has a piston in, for example, a cylindrical cylinder body.
- the air supply/exhaust control unit 133 monitors, for example, the position of the liquid surface of the photocurable resin layer 1a inside the partition wall 13, and changes the position of the piston in the axial direction according to the result, thereby adjusting the pressure inside the cylinder.
- a gas is introduced into or discharged from the space 3 .
- the air supply/exhaust controller 133 operates the air cylinder 50 to bring the liquid surface of the photocurable resin layer 1 a into contact with the bottom surface 2 A of the modeled object 2 .
- the elevation control unit 31 and the irradiation control unit 32 alternately form the photocurable resin layer 1a and the cured layer 2a to form the n-th layer (n is a natural number) of the cured layer.
- the modeled object 2 is formed by laminating the (n+1)-th hardened layer 2a on the 2a.
- the supply/exhaust control unit 133 monitors the position of the liquid surface of the photocurable resin layer 1a with a sensor or the like, discharges a predetermined amount of gas in the space 3 by the air cylinder 50, and controls the liquid level of the photocurable resin layer 1a.
- the surface is raised slightly to bring the lower surface 2A of the modeled object 2 already cured and the photocurable resin layer 1a into contact with each other.
- the air supply/exhaust control unit 133 supplies a predetermined amount of gas to the space 3 using the air cylinder 50 to reduce the thickness of the photocurable resin layer 1a to a predetermined thickness T.
- the photocurable resin layer 1a maintains contact with the bottom surface 2A of the modeled object 2 that has already been cured due to surface tension.
- the hardened layer 2a is laminated to form the modeled object 2, so that molding defects are suppressed.
- a modeled object 2 with high accuracy can be formed.
- the stereolithography apparatus 110 stores the photocurable resin 1 and cures the photocurable resin 1 through the modeling tank 11 provided with the light transmission plate 14 on the bottom surface and the light transmission plate 14.
- a light irradiation unit 20 that irradiates the light L for irradiating light L and a light transmission plate 14, which is capable of moving up and down with respect to the modeling tank 11, and holds a modeled object 2 formed by stacking cured layers 2a formed by irradiation of the light L.
- a platform 12, and a partition wall which is formed in a cylindrical shape and arranged outside the platform 12 via an airtight member 17 so as to be able to move up and down with respect to the platform 12, and forms an airtight space 3 in cooperation with the platform 12.
- an irradiation control unit 32 for forming the cured layer 2a by irradiating the photocurable resin layer 1a from the light irradiation unit 20 with the light L corresponding to the cross-sectional shape of the modeled object 2 at a predetermined height.
- the photocurable resin layer 1a having a predetermined thickness T is formed between the lower surface 13A of the partition wall 13 and the lower surface 3A of the space 3 and the light transmission plate 14, and the photocurable resin layer 1a is formed in a predetermined shape. Since the cured layer 2a is hardened to a high degree of accuracy, the thickness of the hardened layer 2a can be accurately molded, and the modeled object 2 can be accurately molded. In addition, according to this configuration, since the space 3 can be provided around the hardened layer 2a formed in advance, the light L emitted through the light transmission plate 14 hardens the excess photocurable resin 1. can be prevented, and the modeled object 2 can be formed with high accuracy.
- the air cylinder 50 for supplying and exhausting gas to the space 3 partitioned by the platform 12 and the partition wall 13 since the air cylinder 50 for supplying and exhausting gas to the space 3 partitioned by the platform 12 and the partition wall 13 is provided, the liquid surface height of the photocurable resin layer 1a can be adjusted, The contact state between the curable resin layer 1a and the lower surface 2A of the modeled object 2 that has already been cured is maintained. Therefore, it is possible to mold the model 2 with high accuracy while suppressing molding defects.
- the elevation control unit 31, the air supply/exhaust control unit 133, and the irradiation control unit 32 control the formation of the photocurable resin layer 1a, the contact between the liquid surface of the photocurable resin layer 1a and the lower surface 2A of the modeled object 2, By repeatedly performing the formation of the hardened layer 2a, molding defects can be suppressed and the modeled object 2 can be formed with high accuracy.
- FIG. 9 is a schematic diagram showing the basic configuration of an optical shaping apparatus according to the third embodiment.
- the same reference numerals are assigned to the same configurations as those of the above-described embodiment, and the description thereof is omitted.
- the platform 12 and the partition wall 13 work together to form the modeled object 2 in which the cured layer 2a is laminated in the modeling tank 11 in which the photocurable resin 1 is stored.
- An accommodation space (airtight space) 3 is provided, and a photocurable resin layer 1a having a predetermined thickness T corresponding to one layer is formed between the lower surface 3A of this space 3 and the light transmission plate 14.
- FIG. 1 it is necessary to lower the partition wall 13 by a predetermined thickness T with respect to the platform 12 each time the hardened layer 2a is formed.
- the predetermined thickness T is set to, for example, about several ⁇ m, a problem is assumed in that a precise lifting mechanism is required.
- the stereolithography apparatus 210 includes a modeling tank 11, a platform 12, a light irradiation section 20, and a control section 230, as shown in FIG.
- the control unit 230 also includes an elevation control unit 231 and an irradiation control unit 232 .
- the stereolithography apparatus 210 has a configuration in which a cylindrical partition wall 213 is formed around the modeled object 2 on the platform 12 together with the modeled object 2 instead of providing the partition wall as an apparatus configuration. ing.
- the platform 12 cooperates with the molded partition wall 213 to form the space (airtight space) 3 .
- the elevation control unit 231 also controls the height position of the platform 12 by controlling the operation of the platform elevation mechanism 15 .
- the elevation control unit 231 raises and lowers the platform 12 on which the partition walls 213 are formed to form a photocurable resin layer having a predetermined thickness between the bottom surface of the partition walls 213 and the lower surface of the space 3 and the light transmission plate 14 .
- the irradiation control unit 232 calculates a light irradiation pattern indicating the cross-sectional shape of the modeled object 2 and the partition wall 213 at predetermined height increments, and controls the light source 21, the image forming element 22, and the like. Then, the photocurable resin is irradiated with light. The irradiation control unit 232 irradiates the photocurable resin layer between the lower surface of the space 3 and the light transmission plate 14 with light corresponding to each cross-sectional shape of the modeled object 2 and the partition wall 213 at a predetermined height position. can form a hardened layer having a predetermined thickness.
- FIG. 10 schematically show a part of the stereolithography apparatus 10 shown in FIG.
- the elevation control unit 231 lowers the platform 12, which is arranged higher than the modeling tank 11 in which the photocurable resin 1 is stored, into the modeling tank 11, and the lower surface 12A of the platform 12 and the light source 12 move downward. It is arranged at a position where a predetermined distance T is provided between it and the transmission plate 14 . In this case, between the platform 12 and the light transmitting plate 14, a photocurable resin layer 1a having a predetermined thickness T which is the same as the predetermined distance T is formed.
- the irradiation control unit 232 determines the cross section of the object 2 and the partition wall 213 at a predetermined height. An irradiation pattern indicating the shape is calculated, and light L corresponding to the cross-sectional shape of the modeled object 2 and the first layer of the partition wall 213 is applied through the light transmission plate 14 to the photocurable resin layer 1a. As a result, the photocurable resin layer 1a is cured into the same cross-sectional shape as the first layer of the modeled object 2 and the partition wall 213 . Therefore, as shown in FIG. 11, the platform 12 holds hardened layers 2a and 213a each having a predetermined thickness T, which are the first layers of the modeled object 2 and the partition walls 213, respectively.
- the elevation control unit 231 raises the platform 12 to temporarily place it at a position higher than the modeling tank 11, as shown in FIG.
- the hardened layer 2a of the modeled object 2 and the hardened layer 213a of the partition wall 213 are formed to have a predetermined thickness T and the same height. Therefore, the lower surface 2aA of the hardened layer 2a of the modeled object 2 and the lower surface 213aA of the hardened layer 213a of the partition wall 213 are flush with each other, and the platform 12 and the partition wall 213 ( A space (airtight space) 3 defined by the hardening layer 213a) is formed.
- the elevation control unit 231 vertically lowers the platform 12 into the modeling tank 11 until the distance T between the lower surface 213A of the partition wall 213 and the light transmission plate 14 becomes a predetermined distance.
- the space 3 partitioned by the platform 12 and the partition wall 213 is an airtight space. Therefore, as shown in FIG. A flexible resin layer 1a is formed.
- the irradiation control unit 232 irradiates the photocurable resin layer 1a through the light transmission plate 14 with the light L corresponding to the cross-sectional shape of the modeled object 2 and the second layer of the partition wall 213 .
- the photocurable resin layer 1a is cured into the same cross-sectional shape as the second layer, and the second layer having a predetermined thickness T is laminated on the first layer to form the cured layer 2a, 213a is molded.
- the photocurable resin layer 1a having a predetermined thickness T is formed between the lower surface 213aA of the partition wall 213 and the lower surface 3A of the space 3 molded together with the modeled object 2 and the light transmission plate 14. Then, the photocurable resin layer 1a is cured into a predetermined shape. Therefore, the thicknesses of the hardened layers 2a and 213a of the modeled object 2 and the partition wall 213 can be formed with high precision, and the modeled object 2 can be formed with high precision.
- the space 3 can be provided around the hardening layer 2a that has been molded in advance, the problem that the light L irradiated through the light transmission plate 14 hardens the excess photocurable resin 1 can be avoided. can be prevented. Further, in this embodiment, since the partition 213 is molded together with the object 2, there is no need to separately provide a partition around the platform 12, and the configuration of the stereolithography apparatus 210 can be simplified.
- the elevation control unit 231 and the irradiation control unit 232 alternately form the photocurable resin layer 1a and the hardened layers 2a and 213a of the modeled object 2 and the partition wall 213 to form the n-th layer
- the molded object 2 and the partition wall 213 can be formed by laminating the (n+1)-th hardened layer 2a, 213a on the hardened layer 2a, 213a (where n is a natural number).
- the stereolithography apparatus 210 stores the photocurable resin 1, and cures the photocurable resin 1 through the modeling tank 11 having the light transmission plate 14 on the bottom surface and the light transmission plate 14.
- a light irradiation unit 20 that irradiates the light L that causes the light L to oppose the light transmission plate 14 and is capable of moving up and down with respect to the modeling tank 11 .
- a platform 12 that holds a molded cylindrical partition 213 and cooperates with the partition 213 to form an airtight space 3;
- a lift controller 231 that forms a photocurable resin layer 1a having a predetermined thickness T between itself and the plate 14, and a light irradiation unit 20 that emits light L corresponding to a cross-sectional shape of a predetermined height in the modeled object 2 and partition walls 213.
- an irradiation control unit 232 for forming the respective cured layers 2a and 213a by irradiating the photocurable resin layer 1a.
- the photocurable resin layer 1a having a predetermined thickness T is formed between the lower surface 213aA of the partition wall 213 and the lower surface 3A of the space 3 molded together with the modeled object 2 and the light transmission plate 14.
- the photocurable resin layer 1a is cured into a predetermined shape. Therefore, the thicknesses of the hardened layers 2a and 213a of the modeled object 2 and the partition wall 213 can be formed with high precision, and the modeled object 2 can be formed with high precision.
- the space 3 can be provided around the hardening layer 2a that has been molded in advance, the problem that the light L irradiated through the light transmission plate 14 hardens the excess photocurable resin 1 can be avoided. can be prevented.
- the partition 213 is molded together with the object 2, there is no need to separately provide a partition around the platform 12, and the configuration of the stereolithography apparatus 210 can be simplified.
- the elevation control unit 231 temporarily raises the platform 12 to above the photocurable resin 1, so that gas is trapped inside the partition wall 213 formed on the platform 12. can be introduced to form an airtight space. Therefore, the thickness of the hardened layers 2a and 213a can be formed with high accuracy, and the modeled object 2 can be formed with high accuracy.
- the elevation control unit 231 and the irradiation control unit 232 alternately form the photocurable resin layer 1a and the hardened layers 2a and 213a, and laminate the hardened layers 2a and 213a on the platform 12, respectively. Since the modeled object 2 and the partition wall 213 are formed in this manner, the modeled object 2 can be accurately formed while simplifying the device configuration of the stereolithography apparatus 210 .
- the modeled object 2 can be easily molded with high accuracy.
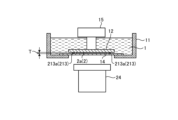
- FIG. 15 is a schematic diagram showing the basic configuration of an optical shaping apparatus according to the fourth embodiment.
- FIG. 16 is a diagram for explaining the operation of the suction mechanism of the optical forming apparatus according to the fourth embodiment; The same reference numerals are assigned to the same configurations as those of the above-described embodiment, and the description thereof is omitted.
- a modeled object in which a hardening layer 2a is laminated in a modeling tank 11 in which a photocurable resin 1 is stored by cooperation of a platform 12 and a partition wall 13. 2 is provided, and a photocurable resin layer 1a having a predetermined thickness T corresponding to one layer is formed between the lower surface 3A of this space 3 and the light transmission plate 14.
- the object 2 can be molded with high precision, for example, if uncured or semi-cured photo-curing resin remains in the modeled object 2 that has been previously cured, the remaining uncured resin will be difficult to cure when the next cured layer is cured. A problem is assumed in which the photo-curing resin itself hardens together, making it impossible to perform modeling with high accuracy.
- the stereolithography apparatus 310 includes a modeling tank 11, a platform 12, a light irradiation section 20, a suction mechanism 60, and a control section 330, as shown in FIG.
- the controller 330 also includes an elevation controller 231 , an irradiation controller 232 , and a suction controller 333 .
- the suction mechanism 60 generates a negative pressure to suck and remove uncured photocurable resin adhering to the modeled object 2 .
- the suction mechanism 60 includes a dish portion 61 with an open upper surface, a suction portion 62 connected to the dish portion 61 via a hose 63 to generate a negative pressure in the dish portion 61, and a and a moving mechanism 64 for moving the portion 61, for example, in the horizontal direction.
- the stereolithography apparatus 310 has a cylindrical structure around the object 2 on the platform 12 instead of providing a partition as an apparatus configuration. It is configured to mold the partition wall 313 .
- the platform 12 forms a space (airtight space) 3 in cooperation with a molded partition wall 313 .
- the partition wall 313 is formed integrally with the modeled object 2 .
- the procedures for molding these modeled objects 2 and partition walls 313 are the same as those described in the third embodiment. Since the partition wall 313 is integrated with the target object 2, it is necessary to separate the partition wall 313 from the object 2 at the end.
- the plate portion 61 of the suction mechanism 60 is formed to have the same size as the partition wall 313.
- the partition wall 313 is sandwiched between the platform 12 and the plate portion 61 .
- the partition 313 is formed integrally with the modeled object 2 , so the modeled object 2 is supported by the platform 12 and the plate portion 61 via the partition 313 . Therefore, the partition wall 313 also functions as a support that supports the modeled object 2 .
- the stereolithography apparatus 310 stores the photocurable resin 1 and hardens the photocurable resin 1 through the modeling tank 11 having the light transmission plate 14 on the bottom surface and the light transmission plate 14.
- a light irradiation unit 20 that irradiates the light L that causes the light L to oppose the light transmission plate 14 and is capable of moving up and down with respect to the modeling tank 11 .
- the platform 12 that holds the cylindrical partition wall 313 to be molded and cooperates with the partition wall 313 to form the airtight space 3, and the uncured photocurable resin 70 adhering to the modeled object 2 are removed by suction.
- a suction mechanism 60 an elevation controller 231 for raising and lowering the platform 12 to form a photocurable resin layer 1a having a predetermined thickness T between the bottom surface 313A of the partition wall 313 and the lower surface 3A of the space 3 and the light transmission plate 14; an irradiation control unit 232 that irradiates the photocurable resin layer 1a from the light irradiation unit 20 with light L corresponding to a cross-sectional shape of a predetermined height in the modeled object 2 and the partition wall 313 to form an integral cured layer; and a suction control unit 333 that is arranged below the platform 12 and operates the suction mechanism 60 when the platform 12 is positioned above the photocurable resin 1 .
- the photocurable resin layer 1a having a predetermined thickness T is formed between the lower surface 313A of the partition wall 313 and the lower surface 3A of the space 3 and the light transmission plate 14, and the photocurable resin layer 1a is formed in a predetermined shape. Therefore, the thickness of each cured layer of the modeled object 2 and the partition walls 313 can be accurately formed, and the modeled object 2 can be formed with high accuracy.
- the space 3 can be provided around the cured layer of the molded object 2 that has been previously molded, the light L emitted through the light transmission plate 14 removes the excess photocurable resin 1. It is possible to prevent the problem of hardening, and it is possible to form the modeled object 2 with high accuracy.
- a suction mechanism 60 is arranged below the platform 12 to suck and remove the uncured photo-curing resin 70 adhering to the modeled object 2. Since it is activated, the uncured photocurable resin 70 adhering to the modeled object 2 is prevented from being separately cured, and the modeled object 2 can be molded with high accuracy.
- the partition wall 313 is formed integrally with the modeled object 2, is clamped between the plate portion 61 of the suction mechanism 60 and the platform 12 during operation of the suction mechanism 60, and functions as a support for supporting the modeled object 2. Therefore, it is possible to easily prevent the object 2 from detaching from the platform 12 at least during the suction operation.
- the suction mechanism 60 has a plate portion 61 with an open upper surface, and the plate portion 61 contacts the lower surface 313A of the partition wall 313 to form a closed space.
- a negative pressure can be applied, and the uncured photocurable resin 70 adhering to the modeled object 2 can be easily sucked and removed.
- the elevation control unit 231, the irradiation control unit 232, and the suction control unit 333 repeatedly perform the formation of the photocurable resin layer 1a, the formation of the cured layer, and the suction of the uncured photocurable resin 70, Since the modeled object 2 and the partition walls 313 are formed by laminating a plurality of hardened layers on the platform 12, the modeled object 2 can be accurately formed while simplifying the device configuration of the stereolithography apparatus 310.
- the stereolithography apparatus and method for manufacturing a model according to the present invention have been described so far, they may be implemented in various different forms other than the above-described embodiments. Also, the configurations of these embodiments may be combined as appropriate.
- the chamber 40, the chamber internal pressure adjustment unit 41, and the chamber internal pressure control unit 33 in the first embodiment may be combined with the stereolithography apparatus according to the second to fourth embodiments, or the air cylinder in the second embodiment. 50 and the air supply/exhaust control unit 133 may be combined with the optical shaping apparatus according to the first, third, and fourth embodiments.
- the suction mechanism 60 and the suction control unit 333 in the fourth embodiment may be combined with the stereolithography apparatuses according to the first to third embodiments.
- each component of the illustrated stereolithography apparatus is functionally conceptual, and does not necessarily have to be physically configured as illustrated.
- the specific form of each device is not limited to the illustrated one, and all or part of it may be functionally or physically distributed or integrated in arbitrary units according to the processing load and usage conditions of each device.
- the configuration of the control unit of the stereolithography apparatus is implemented by, for example, a program loaded into the memory as software.
- a program loaded into the memory as software.
- functional blocks realized by cooperation of these hardware or software have been described. That is, these functional blocks can be realized in various forms by hardware only, software only, or a combination thereof.
- the stereolithography apparatus and the stereolithography method of the present embodiment are used in stereolithography technology for forming a three-dimensional object made of cured resin by irradiating a liquid photocurable resin with light such as ultraviolet rays. can do.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Civil Engineering (AREA)
- Composite Materials (AREA)
- Structural Engineering (AREA)
Abstract
光造形装置(10)は、光硬化性樹脂(1)を貯留して、底面に光透過プレート(14)が設けられた造形槽(11)と、光硬化性樹脂(1)を硬化させる光(L)を照射する光照射部(20)と、造形槽(11)に対して昇降可能なプラットホーム(12)と、筒状に形成され、プラットホーム(12)と協働して気密な空間(3)を形成する隔壁(13)と、隔壁(13)の下面(13A)および空間(3)の下面と光透過プレート(14)との間に所定厚みの光硬化性樹脂層を形成する昇降制御部(31)と、造形物(2)の所定高さ位置の断面形状に対応する光(L)を光硬化性樹脂層に照射させて硬化層を形成する照射制御部(32)と、を備える。
Description
本開示は、光造形装置および造形物の製造方法に関する。
一般に、液状の光硬化性樹脂に、例えば紫外線などの光を照射して、硬化した樹脂からなる三次元の造形物を形成する光造形技術が知られている。特許文献1には、いわゆる規制液面方式として、光硬化性樹脂を貯留した液槽の底面に設けた光透過窓を通じて、この光透過窓に対向配置された基台に向けて造形物の所定の高さ位置における断面(所定断面)に対応する光を照射し、この基台の下面に所定断面と同形状に硬化した樹脂の層(硬化層)を成形する工程と、基台を液槽に対して、所定高さだけ上方へ引き上げる工程とを繰り返すことで、硬化層を積層して目的とする造形物を成形する光造形技術が開示されている。
ところで、従来の規制液面方式では、硬化層の積層により成形された造形物は、液槽内の光硬化性樹脂に浸漬されることになる。このため、照射された光が余剰な光硬化性樹脂を硬化させてしまうこともあり、造形物を精度良く成形する点で改善の余地があった。
本開示は、上記に鑑みてなされたものであって、造形物を精度良く成形することができる光造形装置および造形物の製造方法を提供することを目的とする。
上述した課題を解決し、目的を達成するために、本実施形態にかかる光造形装置は、光硬化性樹脂を貯留し、底面に光透過部が設けられた造形槽と、光透過部を通じて光硬化性樹脂を硬化させる光を照射する光照射部と、光透過部に対向し、造形槽に対して昇降可能なプラットホームと、筒状に形成され、プラットホームと協働して気密空間を形成する隔壁と、プラットホームおよび隔壁を昇降させ、隔壁の底面および気密空間の下面と光透過部との間に所定厚みの光硬化性樹脂層を形成する昇降制御部と、目的とする造形物の所定高さ位置の断面形状に対応する光を、光照射部から光硬化性樹脂層に照射させて硬化層を形成する照射制御部と、を備える。
また、本実施形態は、光硬化性樹脂を貯留し、底面に光透過部が設けられた造形槽と、光透過部を通じて光硬化性樹脂を硬化させる光を照射する光照射部と、光透過部に対向し、造形槽に対して昇降可能なプラットホームと、プラットホームに対して昇降可能とするとともに、筒状に形成されてプラットホームの外側に気密部材を介して配置され、プラットホームと協働して気密空間を形成する隔壁と、を備える光造形装置を用いた造形物の製造方法であって、プラットホームおよび隔壁をそれぞれ昇降させ、隔壁の底面および気密空間の下面と光透過部との間に所定厚みの光硬化性樹脂層を形成するステップと、目的とする造形物の所定の高さ位置の断面形状に対応する光を、光照射部から光硬化性樹脂層に照射させて硬化層を形成するステップと、プラットホームに対して隔壁を所定厚みだけ相対的に降下させるステップと、を繰り返し実行する。
本実施形態によれば、造形物を精度良く成形することができる、という効果を奏する。
以下、添付図面を参照して、本開示にかかる実施形態を詳細に説明する。なお、この実施形態により本開示が限定されるものではなく、また、実施形態が複数ある場合には、各実施形態を組み合わせて構成するものも含む。また、以下の実施形態において、同一の部位には同一の符号を付することにより重複する説明を省略する。
また、以下の実施形態の説明において、特段のただし書きがない限り、硬化していない液状の光硬化性樹脂を単に光硬化性樹脂という。また、液状の光硬化性樹脂を硬化させて成形した光造形物を、三次元造形物あるいは単に造形物という。この三次元造形物は、成形する複数の硬化層をすべて積層した完成品に限るものではなく、途中の硬化層まで積層した段階の未完成品も含む。
[第1実施形態]
図1は、第1実施形態にかかる光造形装置の基本構成を示す模式図である。光造形装置10は、図1に示すように、造形槽11と、プラットホーム12と、隔壁13と、光照射部20と、制御部30とを備える。また、本実施形態では、光造形装置10は、チャンバ40と、チャンバ内圧調整部41とを備えている。
図1は、第1実施形態にかかる光造形装置の基本構成を示す模式図である。光造形装置10は、図1に示すように、造形槽11と、プラットホーム12と、隔壁13と、光照射部20と、制御部30とを備える。また、本実施形態では、光造形装置10は、チャンバ40と、チャンバ内圧調整部41とを備えている。
造形槽11は、上面が開放した皿形状であり、液状の光硬化性樹脂1を貯留可能となっている。造形槽11は底面に光透過プレート(光透過部)14を有する。この光透過プレート14は、光硬化性樹脂1を硬化させる光を透過する。
光硬化性樹脂1は、三次元造形物2の原材料であり、例えば、アクリル化合物やビニル化合物等の重合性化合物を含む。また、光硬化性樹脂1は、光照射によりラジカル種等を発生する重合開始剤を含むことが好ましい。
プラットホーム12は、硬化した光硬化性樹脂1による造形物2を保持するものであり、光透過プレート14と対向して造形槽11の上方に配置される。プラットホーム12は、例えば円板状あるいは四角板状などの多角形板状に形成され、その下面12Aが光透過プレート14とほぼ平行となるように配置される。また、プラットホーム12は、プラットホーム昇降機構15に接続され、このプラットホーム昇降機構15の動作により、造形槽11に対して昇降可能に設けられている。具体的には、プラットホーム12は、光透過プレート14に対して接近したり退避したりすることが可能であり、光透過プレート14と対向する下面12Aに成形された造形物2を保持する。
隔壁13は、プラットホーム12の外側に配置され、プラットホーム12および造形物2を内側に収容する。隔壁13は、プラットホーム12の形状に対応した筒形状(円筒形状あるいは四角筒形状などの多角形筒形状)に形成されている。また、隔壁13は、隔壁昇降機構16に接続され、この隔壁昇降機構16の動作により、プラットホーム12に対して昇降可能に設けられている。すなわち、隔壁13は、プラットホーム12に対して相対的に上昇したり、下降したりすることが可能である。
また、プラットホーム12の外周縁には、このプラットホーム12と隔壁13との間をシールする気密部材17が配置されている。この気密部材17は、例えばゴムなどの弾性部材により形成されたOリングである。気密部材17は、弾性変形した際の復元力により隔壁13の内面に付勢され、プラットホーム12と隔壁13との間をシールする。この気密部材17により、プラットホーム12と隔壁13との気密性が確保される。このため、プラットホーム12および隔壁13を光硬化性樹脂1内に降下させた場合、これらプラットホーム12および隔壁13と光硬化性樹脂1とで区画された空間3(気密空間)が形成される。
光照射部20は、造形槽11の下方、すなわち光透過プレート14を挟んでプラットホーム12と反対側に配置される。光照射部20は、光透過プレート14を通じて、光硬化性樹脂1を硬化させる光Lを光硬化性樹脂1に向けて照射する。照射する光Lは、光硬化性樹脂1を硬化可能なものであればよく、例えば、紫外光や短波長の可視光が用いられる。光照射部20は、紫外線ランプ等の光源21と、画像形成素子22と、反射ミラー23と、投影レンズ24等を備える。
光源21は、画像形成素子22に照射する光を発するものであり、例えば紫外線ランプ等が用いられる。画像形成素子22は、形成すべき造形物2の各層の形状データに応じて変調するものであり、例えばエルコス(LCOS:Liquid Crystal On Silicon)デバイスやデジタル・ミラー・デバイス(DMD:Digital Mirror Device)又は液晶デバイスを用いることができる。反射ミラー23は、画像形成素子22で変調された光を投影レンズ24に向けて反射する。投影レンズ24は、反射ミラー23で反射された光を結像する。なお、光照射部20は、これに限るものではなく、例えばレーザー光源とミラーの駆動を利用したレーザー走査装置や、反射光学系や屈折光学系を利用した光学装置を用いてもよい。
チャンバ40は、少なくとも造形槽11、プラットホーム12、隔壁13、光照射部20および各昇降機構15,16などを収容して、内部環境を外部から密閉する容器である。チャンバ内圧調整部41は、配管42を通じて、チャンバ40の内部に気体(例えば空気や窒素など)を導入したり、チャンバ40の外部に気体を排出したりすることでチャンバ40の内圧を調整する。このチャンバ40の内圧を微調整することにより、上記した空間3の下面の位置を自在に調整することが可能となる。
制御部30は、例えば、CPU(Central Processing Unit)などで構成された演算処理装置であり、光造形装置10の各部と接続され、これらの動作を制御する。制御部30は、造形物2を製造する製造方法にかかるプログラムを記憶するとともに、このプログラムをメモリにロードして、プログラムに含まれる命令を実行する。制御部30には図示しない内部メモリが含まれ、内部メモリは制御部30におけるプログラム等のデータの一時記憶などに用いられる。
制御部30は、昇降制御部31と、照射制御部32と、チャンバ内圧制御部33とを備える。昇降制御部31は、プラットホーム昇降機構15および隔壁昇降機構16の動作を制御することにより、プラットホーム12および隔壁13の高さ位置をそれぞれ制御する。すなわち、昇降制御部31は、造形槽11に対してプラットホーム12および隔壁13を連動して昇降させたり、プラットホーム12を隔壁13に対して相対的に昇降させたりすることができる。昇降制御部31は、プラットホーム12および隔壁13をそれぞれ昇降させることで、隔壁13の下面および空間3の下面と光透過プレート14との間に所定厚みの光硬化性樹脂層を形成する。
照射制御部32は、例えば、3次元形状データに基づき、所定の高さ刻みで造形物の断面形状を示す光の照射パターンを演算し、光源21、画像形成素子22などを制御して光硬化性樹脂に光を照射する。このため、照射制御部32は、造形物の所定高さ位置の断面形状に対応する光を、上記空間3の下面と光透過プレート14との間の光硬化性樹脂層に照射することにより、所定厚みの硬化層を形成することができる。チャンバ内圧制御部33は、例えば、隔壁13の内側の空間3の下面(光硬化性樹脂の液面)の位置を監視し、その結果に応じて、チャンバ40の内圧を調整する。このため、空間3の下面の位置を隔壁13の下面に合わせることができ、空間3の下面と光透過プレート14との間の光硬化性樹脂層の厚みを精度良く規定することができる。
次に、図2から図7を参照して、第1実施形態にかかる造形物の製造方法を説明する。これらの図では、図1に示した光造形装置10の一部を模式的に示している。まず、図2に示すように、昇降制御部31は、プラットホーム12の下面12Aと隔壁13の下面(底面)13Aとが面一となるように、プラットホーム12および隔壁13の高さ位置を調整する。次に、昇降制御部31は、光硬化性樹脂1が貯留された造形槽11より高く配置されたプラットホーム12及び隔壁13を造形槽11内に降下させ、隔壁13の下面13Aと光透過プレート14との間が所定距離Tとなる位置に配置する。ここで所定距離Tは、成形する硬化層の一層分の厚み(例えば、数μmから100μm程度)に設定されている。この場合、プラットホーム12と光透過プレート14との間には、所定距離Tと同一の所定厚みTの光硬化性樹脂層1aが形成されている。
続いて、照射制御部32は、成形目的の造形物2の3次元形状データに基づき、この造形物2の所定高さにおける断面形状を示す照射パターンを演算し、第1層の断面形状に対応する光Lを、光透過プレート14を通じて光硬化性樹脂層1aに照射する。これにより、光硬化性樹脂層1aは、第1層の断面形状と同一形状に硬化する。このため、図3に示すように、プラットホーム12には第1層となる所定厚みTの硬化層2aが保持される。
続いて、昇降制御部31は、図4に示すように、プラットホーム12および隔壁13を上昇させて、造形槽11よりも高い位置に配置する。次に、昇降制御部31は、図5に示すように、プラットホーム12に対して隔壁13を所定厚みTだけ相対的に降下させる。これにより、隔壁13の下面13Aは、硬化層2aの下面2aAと面一となるとともに、硬化層2aの周囲には、プラットホーム12および隔壁13で区画された空間(気密空間)3が形成される。
続いて、昇降制御部31は、プラットホーム12及び隔壁13を造形槽11内に、隔壁13の下面13Aと光透過プレート14との間が所定距離Tとなるまで鉛直に降下させる。この場合、プラットホーム12および隔壁13で区画された空間3は気密空間となるため、図6に示すように、空間3の下面3Aと光透過プレート14との間に均一な所定厚みTの光硬化性樹脂層1aが形成される。
ここで、空間3の下面3Aは、光硬化性樹脂層1aの液面と一致し、この光硬化性樹脂層1aの液面の高さ位置は、隔壁13の周囲に貯留された領域の光硬化性樹脂1の深さや表面の面積によって変動するおそれがある。このため、本実施形態では、図1に示すチャンバ内圧調整部41を用いて、光硬化性樹脂層1aの液面の高さ位置を適正に調整している。チャンバ内圧制御部33は、例えば、隔壁13の内側の光硬化性樹脂層1aの液面の位置を監視しており、その結果に応じて、光硬化性樹脂層1aが所定厚みTとなるようにチャンバ40の内圧を調整する。例えば、チャンバ内圧制御部33は、チャンバ内圧を当初の状態から低くすることにより、上記空間3の下面3Aを低下させ、光硬化性樹脂層1aの厚みを薄くすることができる。このようにチャンバ40の内圧を調整することにより、空間3の下面3Aの位置を隔壁13の下面13Aに合わせることができ、光硬化性樹脂層1aを硬化層2aの下面2aAにのみ接触させることができる。
次に、図6に示すように、照射制御部32は、第2層の断面形状に対応する光Lを、光透過プレート14を通じて光硬化性樹脂層1aに照射する。これにより、光硬化性樹脂層1aは、図7に示すように、第2層の断面形状と同一形状に硬化し、所定厚みTの第2層が第1層に積層されて硬化層2aが成形される。このように、本実施形態では、隔壁13の下面13Aおよび空間3の下面3Aと光透過プレート14との間に所定厚みTの光硬化性樹脂層1aを形成し、この光硬化性樹脂層1aを所定形状に硬化させるため、硬化層2aの厚みを精度良く成形することができ、ひいては造形物2を精度良く成形することができる。また、本実施形態では、先に成形された硬化層2aの周囲に空間3を設けることができるため、光透過プレート14を通じて照射された光Lが余剰な光硬化性樹脂1を硬化させる不具合を防止することができる。
このように、昇降制御部31および照射制御部32は、光硬化性樹脂層1aの形成と、硬化層2aの形成とを交互に実行して、第n層(nは自然数)の硬化層2aに第n+1層の硬化層2aを積層することで造形物2を成形することができる。
以上、第1実施形態にかかる光造形装置10は、光硬化性樹脂1を貯留し、底面に光透過プレート14が設けられた造形槽11と、光透過プレート14を通じて光硬化性樹脂1を硬化させる光Lを照射する光照射部20と、光透過プレート14に対向し、造形槽11に対して昇降可能なプラットホーム12と、プラットホーム12に対して昇降可能とするとともに、筒状に形成されてプラットホーム12の外側に気密部材17を介して配置され、プラットホーム12と協働して気密な空間3を形成する隔壁13と、プラットホーム12および隔壁13をそれぞれ昇降させ、隔壁13の下面13Aおよび空間3の下面3Aと光透過プレート14との間に所定厚みTの光硬化性樹脂層1aを形成する昇降制御部31と、目的とする造形物2の所定高さ位置の断面形状に対応する光Lを、光照射部20から光硬化性樹脂層1aに照射させて硬化層2aを形成する照射制御部32と、を備える。
この構成によれば、隔壁13の下面13Aおよび空間3の下面3Aと光透過プレート14との間に所定厚みTの光硬化性樹脂層1aを形成し、この光硬化性樹脂層1aを所定形状に硬化させるため、硬化層2aの厚みを精度良く成形することができ、ひいては造形物2を精度良く成形することができる。また、この構成によれば、先に成形された硬化層2aの周囲に空間3を設けることができるため、光透過プレート14を通じて照射された光Lが余剰な光硬化性樹脂1を硬化させる不具合を防止することができ、造形物2を精度良く成形することができる。
また、昇降制御部31は、硬化層2aの形成を終える度に、プラットホーム12に対して隔壁13を所定厚みTだけ相対的に降下させるため、プラットホーム12及び隔壁13を造形槽11内に降下させた場合、隔壁13の下面13Aおよび空間3の下面3Aと光透過プレート14との間には、常に所定厚みTの光硬化性樹脂層1aを形成することができる。従って、硬化層2aの厚みを精度良く成形することができ、ひいては造形物2を精度良く成形することができる。
また、昇降制御部31は、硬化層2aの形成を終える度に、プラットホーム12および隔壁13を一旦、光硬化性樹脂1の上方まで上昇させるため、プラットホーム12及び隔壁13の内側に気体が導入され、気密な空間を形成することができる。従って、硬化層2aの厚みを精度良く成形することができ、ひいては造形物2を精度良く成形することができる。
また、昇降制御部31および照射制御部32は、光硬化性樹脂層1aの形成と、硬化層2aの形成とを交互に実行し、プラットホーム12に複数の硬化層2aを積層して造形物2を成形するため、造形物2を精度良く成形することができる。
また、光造形装置10は、少なくとも造形槽11、プラットホーム12、隔壁13および光照射部20を収容するチャンバ40と、チャンバ40の内圧を調整するチャンバ内圧調整部41と、このチャンバ内圧調整部41を制御するチャンバ内圧制御部33とを備えるため、チャンバ40の内圧調整により、空間3の下面3Aの位置を隔壁13の下面13Aに合わせることができ、光硬化性樹脂層1aを所定厚みTに正確に規定することができる。従って、硬化層2aの厚みを精度良く成形することができ、ひいては造形物2を精度良く成形することができる。
[第2実施形態]
次に、第2実施形態にかかる光造形装置について説明する。図8は、第2実施形態にかかる光造形装置の基本構成を示す模式図である。上記した実施形態と同一の構成については同一の符号を付して説明を省略する。
次に、第2実施形態にかかる光造形装置について説明する。図8は、第2実施形態にかかる光造形装置の基本構成を示す模式図である。上記した実施形態と同一の構成については同一の符号を付して説明を省略する。
上記した第1実施形態の光造形装置のように、光硬化性樹脂1を貯留した造形槽11内に、プラットホーム12と隔壁13とが協働して、硬化層2aを積層した造形物2を収容する空間(気密空間)3を設け、この空間3の下面3Aと光透過プレート14と間に、一層分に相当する所定厚みTの光硬化性樹脂層1aを形成する構成では、造形物2を精度良く成形することができるが、例えば空間3を形成する隔壁13の下面13Aと硬化した造形物2の下面2Aの高さにずれが生じた場合、硬化した造形物2と光硬化性樹脂層1aとが接触することができず、造形不良が生じる問題が想定される。
このため、この第2実施形態では、光造形装置110は、図8に示すように、造形槽11と、プラットホーム12と、隔壁13と、光照射部20と、エアシリンダ(給排気部)50と、制御部130とを備える。また、制御部130は、昇降制御部31と、照射制御部32と、給排気制御部133とを備える。
エアシリンダ50は、ホース51を通じて、プラットホーム12と隔壁13とで区画された空間3に連通している。エアシリンダ50は、例えば筒状のシリンダ本体内にピストンを有する。給排気制御部133は、例えば、隔壁13の内側の光硬化性樹脂層1aの液面の位置を監視し、その結果に応じて、ピストンの位置を軸方向に変動することにより、シリンダ内の気体を空間3に導入したり、該空間3から排出したりする。給排気制御部133は、エアシリンダ50の動作により、光硬化性樹脂層1aの液面を造形物2の下面2Aに接触させる動作を行う。
次に、第2実施形態にかかる造形物の製造方法を説明する。ここでは、エアシリンダ50の動作について主に説明する。上記したように、昇降制御部31および照射制御部32は、光硬化性樹脂層1aの形成と、硬化層2aの形成とを交互に実行して、第n層(nは自然数)の硬化層2aに第n+1層の硬化層2aを積層することで造形物2を成形する。
ここで、隔壁13の下面13Aおよび空間3の下面3Aと光透過プレート14との間に所定厚みTの光硬化性樹脂層1aが形成されると、図8に示すように、給排気制御部133は、エアシリンダ50を動作させる。すなわち、給排気制御部133は、光硬化性樹脂層1aの液面の位置をセンサなどで監視し、エアシリンダ50により空間3の気体を所定量排出して、光硬化性樹脂層1aの液面を僅かに上昇させて既に硬化している造形物2の下面2Aと光硬化性樹脂層1aとを接触させる。続いて、給排気制御部133は、エアシリンダ50により、所定量の気体を空間3に供給し、光硬化性樹脂層1aの厚みを所定厚みTまで低減させる。この場合、光硬化性樹脂層1aは、表面張力により既に硬化している造形物2の下面2Aと接触状態を維持する。
このため、この状態で照射制御部32を動作させて新たな硬化層2aを成形した場合であっても、この硬化層2aは積層されて造形物2を構成するため、造形不良を抑制して精度良い造形物2を成形することができる。
以上、第2実施形態にかかる光造形装置110は、光硬化性樹脂1を貯留し、底面に光透過プレート14が設けられた造形槽11と、光透過プレート14を通じて光硬化性樹脂1を硬化させる光Lを照射する光照射部20と、光透過プレート14に対向し、造形槽11に対して昇降可能であり、光Lの照射による硬化層2aを積層してなる造形物2を保持するプラットホーム12と、プラットホーム12に対して昇降可能とするとともに、筒状に形成されてプラットホーム12の外側に気密部材17を介して配置され、プラットホーム12と協働して気密な空間3を形成する隔壁13と、空間3への気体の給入または排出を行うエアシリンダ50と、プラットホーム12および隔壁13をそれぞれ昇降させ、隔壁13の下面13Aおよび空間3の下面3Aと光透過プレート14との間に所定厚みTの光硬化性樹脂層1aを形成する昇降制御部31と、エアシリンダ50の動作により、光硬化性樹脂層1aの液面を造形物2の下面2Aに接触させる給排気制御部133と、造形物2の所定の高さの断面形状に対応する光Lを、光照射部20から光硬化性樹脂層1aに照射させて硬化層2aを形成する照射制御部32と、を備える。
この構成によれば、隔壁13の下面13Aおよび空間3の下面3Aと光透過プレート14との間に所定厚みTの光硬化性樹脂層1aを形成し、この光硬化性樹脂層1aを所定形状に硬化させるため、硬化層2aの厚みを精度良く成形することができ、ひいては造形物2を精度良く成形することができる。また、この構成によれば、先に成形された硬化層2aの周囲に空間3を設けることができるため、光透過プレート14を通じて照射された光Lが余剰な光硬化性樹脂1を硬化させる不具合を防止することができ、造形物2を精度良く成形することができる。また、この構成によれば、プラットホーム12と隔壁13とで区画された空間3に気体を給排気するエアシリンダ50を備えるため、光硬化性樹脂層1aの液面高さを調整して、光硬化性樹脂層1aと既に硬化している造形物2の下面2Aとの接触状態を維持する。従って、造形不良を抑制して精度良い造形物2を成形することができる。
また、昇降制御部31、給排気制御部133および照射制御部32は、光硬化性樹脂層1aの形成と、光硬化性樹脂層1aの液面と造形物2の下面2Aとの接触と、硬化層2aの形成とを繰り返し実行することにより、造形不良を抑えて造形物2を精度良く成形することができる。
[第3実施形態]
次に、第3実施形態にかかる光造形装置について説明する。図9は、第3実施形態にかかる光造形装置の基本構成を示す模式図である。上記した実施形態と同一の構成については同一の符号を付して説明を省略する。
次に、第3実施形態にかかる光造形装置について説明する。図9は、第3実施形態にかかる光造形装置の基本構成を示す模式図である。上記した実施形態と同一の構成については同一の符号を付して説明を省略する。
上記した第1、2実施形態の光造形装置では、光硬化性樹脂1を貯留した造形槽11内に、プラットホーム12と隔壁13とが協働して、硬化層2aを積層した造形物2を収容する空間(気密空間)3を設け、この空間3の下面3Aと光透過プレート14と間に、一層分に相当する所定厚みTの光硬化性樹脂層1aを形成している。このような構成では、硬化層2aを成形するごとに隔壁13をプラットホーム12に対して所定厚みTだけ降下させる必要がある。この場合、所定厚みTは、例えば数μm程度に設定されているため、精密に昇降機構が必要になるという問題が想定される。
このため、この第3実施形態では、光造形装置210は、図9に示すように、造形槽11と、プラットホーム12と、光照射部20と、制御部230とを備える。また、制御部230は、昇降制御部231と、照射制御部232とを備える。
この第3実施形態では、光造形装置210は、装置構成として隔壁を設ける代わりに、プラットホーム12の造形物2の周囲に、該造形物2と一緒に筒状の隔壁213を成形する構成となっている。プラットホーム12は、成形された隔壁213と協働して空間(気密空間)3を形成する。
また、昇降制御部231は、プラットホーム昇降機構15の動作を制御することにより、プラットホーム12の高さ位置を制御する。昇降制御部231は、隔壁213が成形されたプラットホーム12を昇降させることで、隔壁213の底面および空間3の下面と光透過プレート14との間に所定厚みの光硬化性樹脂層を形成する。
照射制御部232は、例えば、3次元形状データに基づき、所定の高さ刻みで造形物2および隔壁213の断面形状を示す光の照射パターンを演算し、光源21、画像形成素子22などを制御して光硬化性樹脂に光を照射する。照射制御部232は、造形物2および隔壁213の所定高さ位置における各断面形状に対応する光を、上記空間3の下面と光透過プレート14との間の光硬化性樹脂層に照射することにより、所定厚みの硬化層を形成することができる。
次に、図10から図14を参照して、第3実施形態にかかる造形物の製造方法を説明する。これらの図では、図9に示した光造形装置10の一部を模式的に示している。まず、図10に示すように、昇降制御部231は、光硬化性樹脂1が貯留された造形槽11より高く配置されたプラットホーム12を造形槽11内に降下させ、プラットホーム12の下面12Aと光透過プレート14との間が所定距離Tとなる位置に配置する。この場合、プラットホーム12と光透過プレート14との間には、所定距離Tと同一の所定厚みTの光硬化性樹脂層1aが形成されている。
続いて、照射制御部232は、成形目的の造形物2と、この造形物2を収容可能な筒状の隔壁213の3次元形状データに基づき、造形物2および隔壁213の所定高さにおける断面形状を示す照射パターンを演算し、造形物2および隔壁213の第1層の断面形状に対応する光Lを、光透過プレート14を通じて光硬化性樹脂層1aに照射する。これにより、光硬化性樹脂層1aは、造形物2および隔壁213の第1層の断面形状と同一形状に硬化する。このため、図11に示すように、プラットホーム12には、造形物2および隔壁213の第1層となる所定厚みTの硬化層2a、213aがそれぞれ保持される。
続いて、昇降制御部231は、図12に示すように、プラットホーム12を上昇させて、一旦、造形槽11よりも高い位置に配置する。ここで、造形物2の硬化層2aと隔壁213の硬化層213aは、それぞれ所定厚みTの同じ高さに成形される。このため、造形物2の硬化層2aの下面2aAと隔壁213の硬化層213aの下面213aAとは面一となるとともに、造形物2(硬化層2a)の周囲には、プラットホーム12および隔壁213(硬化層213a)で区画された空間(気密空間)3が形成される。
続いて、昇降制御部231は、プラットホーム12を造形槽11内に、隔壁213の下面213Aと光透過プレート14との間が所定距離Tとなるまで鉛直に降下させる。この場合、プラットホーム12および隔壁213で区画された空間3は気密空間となるため、図13に示すように、空間3の下面3Aと光透過プレート14との間に均一な所定厚みTの光硬化性樹脂層1aが形成される。
次に、照射制御部232は、造形物2および隔壁213の第2層の断面形状に対応する光Lを、光透過プレート14を通じて光硬化性樹脂層1aに照射する。これにより、光硬化性樹脂層1aは、図14に示すように、第2層の断面形状と同一形状に硬化し、所定厚みTの第2層が第1層に積層されて硬化層2a、213aが成形される。このように、本実施形態では、造形物2と一緒に成型される隔壁213の下面213aAおよび空間3の下面3Aと光透過プレート14との間に所定厚みTの光硬化性樹脂層1aを形成し、この光硬化性樹脂層1aを所定形状に硬化させる。このため、造形物2および隔壁213の各硬化層2a、213aの厚みを精度良く成形することができ、ひいては造形物2を精度良く成形することができる。また、本実施形態では、先に成形された硬化層2aの周囲に空間3を設けることができるため、光透過プレート14を通じて照射された光Lが余剰な光硬化性樹脂1を硬化させる不具合を防止することができる。また、本実施形態では、造形物2と一緒に隔壁213を成形するため、プラットホーム12の周囲に隔壁を別途設ける必要がなく、光造形装置210の装置構成を簡略化することができる。
また、昇降制御部231および照射制御部232は、光硬化性樹脂層1aの形成と、造形物2および隔壁213の各硬化層2a、213aの形成とを交互に実行して、第n層(nは自然数)の硬化層2a、213aに第n+1層の硬化層2a、213aを積層することで造形物2および隔壁213を成形することができる。
以上、第3実施形態にかかる光造形装置210は、光硬化性樹脂1を貯留し、底面に光透過プレート14が設けられた造形槽11と、光透過プレート14を通じて光硬化性樹脂1を硬化させる光Lを照射する光照射部20と、光透過プレート14に対向し、造形槽11に対して昇降可能とするとともに、光Lの照射により造形物2と一緒に該造形物2の周囲に成形される筒状の隔壁213を保持し、隔壁213と協働して気密な空間3を形成するプラットホーム12と、プラットホーム12を昇降させ、隔壁213の下面213Aおよび空間3の下面3Aと光透過プレート14との間に所定厚みTの光硬化性樹脂層1aを形成する昇降制御部231と、造形物2および隔壁213における所定の高さの断面形状に対応する光Lを、光照射部20から光硬化性樹脂層1aに照射させて各硬化層2a、213aを形成する照射制御部232とを備える。
この構成によれば、造形物2と一緒に成型される隔壁213の下面213aAおよび空間3の下面3Aと光透過プレート14との間に所定厚みTの光硬化性樹脂層1aを形成し、この光硬化性樹脂層1aを所定形状に硬化させる。このため、造形物2および隔壁213の各硬化層2a、213aの厚みを精度良く成形することができ、ひいては造形物2を精度良く成形することができる。また、本実施形態では、先に成形された硬化層2aの周囲に空間3を設けることができるため、光透過プレート14を通じて照射された光Lが余剰な光硬化性樹脂1を硬化させる不具合を防止することができる。また、本実施形態では、造形物2と一緒に隔壁213を成形するため、プラットホーム12の周囲に隔壁を別途設ける必要がなく、光造形装置210の装置構成を簡略化することができる。
また、昇降制御部231は、硬化層2a、213aの形成を終える度に、プラットホーム12を一旦、光硬化性樹脂1の上方まで上昇させるため、プラットホーム12に成形された隔壁213の内側に気体が導入され、気密な空間を形成することができる。従って、硬化層2a、213aの厚みを精度良く成形することができ、ひいては造形物2を精度良く成形することができる。
また、昇降制御部231および照射制御部232は、光硬化性樹脂層1aの形成と、硬化層2a、213aの形成とを交互に実行し、プラットホーム12に複数の硬化層2a、213aをそれぞれ積層して造形物2および隔壁213を成形するため、光造形装置210の装置構成を簡略化しつつ、造形物2を精度良く成形することができる。
また、造形物2の下面2Aと隔壁213の下面213Aとは、常に面一の状態にあるため、精度の高い造形物2を容易に成形することができる。
[第4実施形態]
次に、第4実施形態にかかる光造形装置について説明する。図15は、第4実施形態にかかる光造形装置の基本構成を示す模式図である。図16は、第4実施形態にかかる光造形装置の吸引機構の動作を説明するための図である。上記した実施形態と同一の構成については同一の符号を付して説明を省略する。
次に、第4実施形態にかかる光造形装置について説明する。図15は、第4実施形態にかかる光造形装置の基本構成を示す模式図である。図16は、第4実施形態にかかる光造形装置の吸引機構の動作を説明するための図である。上記した実施形態と同一の構成については同一の符号を付して説明を省略する。
上記した第1、2実施形態の光造形装置のように、光硬化性樹脂1を貯留した造形槽11内に、プラットホーム12と隔壁13とが協働して、硬化層2aを積層した造形物2を収容する空間(気密空間)3を設け、この空間3の下面3Aと光透過プレート14と間に、一層分に相当する所定厚みTの光硬化性樹脂層1aを形成する構成では、造形物2を精度良く成形することができるが、例えば、先に硬化した造形物2に未硬化や半硬化の光硬化性樹脂が残存すると、次の硬化層を硬化させる際に、残存する未硬化などの光硬化性樹脂自体が一緒に硬化してしまい高精度に造形を行うことができない問題が想定される。
このため、この第4実施形態では、光造形装置310は、図15に示すように、造形槽11と、プラットホーム12と、光照射部20と、吸引機構60と、制御部330とを備える。また、制御部330は、昇降制御部231と、照射制御部232と、吸引制御部333とを備える。
吸引機構60は、負圧を発生させることにより、造形物2に付着する未硬化などの光硬化性樹脂を吸引して除去するものである。吸引機構60は、図15に示すように、上面が開放した皿部61と、この皿部61にホース63を介して接続され、皿部61内に負圧を発生させる吸引部62と、皿部61を例えば水平方向に移動させる移動機構64とを備える。
この第4実施形態では、第3実施形態と同様に、光造形装置310は、装置構成として隔壁を設ける代わりに、プラットホーム12の造形物2の周囲に、該造形物2と一緒に筒状の隔壁313を成形する構成となっている。プラットホーム12は、成形された隔壁313と協働して空間(気密空間)3を形成する。この隔壁313は、造形物2と一体的に成形されている。これら造形物2と隔壁313の成形する手順については、第3実施形態に記載したものと同等である。なお、この隔壁313は、目的の造形物2と一体となっているため、最後に隔壁313を造形物2から切り離す作業を要する。
一方、吸引機構60の皿部61は、上記した隔壁313と同等な大きさに形成され、図16に示すように、吸引機構60をプラットホーム12の下方に配置し、このプラットホーム12を下降させると、隔壁313は、プラットホーム12と皿部61とで挟持される。上記したように、隔壁313は、造形物2と一体的に成形されているため、造形物2は、隔壁313を介して、プラットホーム12と皿部61とで支持される。このため、隔壁313は、造形物2を支持する支持体としても機能する。
また、本構成では、隔壁313をプラットホーム12と皿部61とで挟持した場合、この皿部61の縁部は隔壁313の下面(底面)313Aと当接して閉空間を形成する。このため、吸引部62を作動させると、この閉空間内を負圧にすることができ、造形物2に付着した未硬化の光硬化性樹脂70を容易に吸引して除去することができる。
以上、第4実施形態にかかる光造形装置310は、光硬化性樹脂1を貯留し、底面に光透過プレート14が設けられた造形槽11と、光透過プレート14を通じて光硬化性樹脂1を硬化させる光Lを照射する光照射部20と、光透過プレート14に対向し、造形槽11に対して昇降可能とするとともに、光Lの照射により造形物2と一緒に該造形物2の周囲に成形される筒状の隔壁313を保持し、隔壁313と協働して気密な空間3を形成するプラットホーム12と、造形物2に付着した未硬化の光硬化性樹脂70を吸引して除去する吸引機構60と、プラットホーム12を昇降させ、隔壁313の底面313Aおよび空間3の下面3Aと光透過プレート14との間に所定厚みTの光硬化性樹脂層1aを形成する昇降制御部231と、造形物2および隔壁313における所定の高さの断面形状に対応する光Lを、光照射部20から光硬化性樹脂層1aに照射させて一体の硬化層を形成する照射制御部232と、プラットホーム12が光硬化性樹脂1の上方に位置する際に、プラットホーム12の下方に配置し、吸引機構60を作動させる吸引制御部333と、を備える。
この構成によれば、隔壁313の下面313Aおよび空間3の下面3Aと光透過プレート14との間に所定厚みTの光硬化性樹脂層1aを形成し、この光硬化性樹脂層1aを所定形状に硬化させるため、造形物2および隔壁313の各硬化層の厚みを精度良く成形することができ、ひいては造形物2を精度良く成形することができる。また、この構成によれば、先に成形された造形物2の硬化層の周囲に空間3を設けることができるため、光透過プレート14を通じて照射された光Lが余剰な光硬化性樹脂1を硬化させる不具合を防止することができ、造形物2を精度良く成形することができる。さらに、プラットホーム12が光硬化性樹脂1の上方に位置する際に、プラットホーム12の下方に配置し、造形物2に付着した未硬化の光硬化性樹脂70を吸引して除去する吸引機構60を作動させるため、造形物2に付着した未硬化の光硬化性樹脂70が別途硬化されることが防止され、造形物2を精度良く成形することができる。
隔壁313は、造形物2と一体的に成形されて、吸引機構60の作動中に該吸引機構60の皿部61とプラットホーム12とで挟持され、造形物2を支持する支持体として機能する。このため、少なくとも吸引作業中に造形物2がプラットホーム12から離脱することを容易に防止することができる。
吸引機構60は、上面が開放した皿部61を有し、この皿部61は隔壁313の下面313Aに当接して閉空間を形成するため、吸引部62を作動させると、この閉空間内を負圧にすることができ、造形物2に付着した未硬化の光硬化性樹脂70を容易に吸引して除去することができる。
また、昇降制御部231、照射制御部232および吸引制御部333は、光硬化性樹脂層1aの形成と、硬化層の形成と、未硬化の光硬化性樹脂70の吸引とを繰り返し実行し、プラットホーム12に複数の硬化層を積層して造形物2および隔壁313を成形するため、光造形装置310の装置構成を簡略化しつつ、造形物2を精度良く成形することができる。
これまで本発明に係る光造形装置および造形物の製造方法について説明したが、上述した実施形態以外にも種々の異なる形態にて実施されてよい。また、これらの実施形態の構成を適宜組み合わせてもよい。例えば、第1実施形態におけるチャンバ40、チャンバ内圧調整部41、チャンバ内圧制御部33を第2実施形態~第4実施形態にかかる光造形装置に組み合わせてもよいし、第2実施形態におけるエアシリンダ50、給排気制御部133を第1実施形態、第3実施形態~第4実施形態にかかる光造形装置に組み合わせてもよい。また、第4実施形態における吸引機構60、吸引制御部333を第1実施形態~第3実施形態にかかる光造形装置に組み合わせてもよい。
また、図示した光造形装置の各構成要素は、機能概念的なものであり、必ずしも物理的に図示の如く構成されていなくてもよい。すなわち、各装置の具体的形態は、図示のものに限られず、各装置の処理負担や使用状況などに応じて、その全部または一部を任意の単位で機能的または物理的に分散または統合してもよい。
光造形装置の制御部の構成は、例えば、ソフトウェアとして、メモリにロードされたプログラムなどによって実現される。上記実施形態では、これらのハードウェアまたはソフトウェアの連携によって実現される機能ブロックとして説明した。すなわち、これらの機能ブロックについては、ハードウェアのみ、ソフトウェアのみ、または、それらの組み合わせによって種々の形で実現できる。
本実施形態の光造形装置、および光造形方法は、例えば液状の光硬化性樹脂に、紫外線などの光を照射して、硬化した樹脂からなる三次元の造形物を形成する光造形技術に利用することができる。
1 光硬化性樹脂
1a 光硬化性樹脂層
2 三次元造形物(造形物)
2a 硬化層
3 空間(気密空間)
3A 下面
10、110、210、310 光造形装置
11 造形槽
12 プラットホーム
13、213、313 隔壁
13A、213A、313A 下面(底面)
14 光透過プレート(光透過部)
15 プラットホーム昇降機構
16 隔壁昇降機構
17 気密部材
20 光照射部
21 光源
22 画像形成素子
23 反射ミラー
24 投影レンズ
30、130、230、330 制御部
31、231 昇降制御部
32、232 照射制御部
33 チャンバ内圧制御部
40 チャンバ
41 チャンバ内圧調整部
50 エアシリンダ(給排気部)
60 吸引機構
61 皿部
62 吸引部
63 ホース
64 移動機構
70 未硬化の光硬化性樹脂
133 給排気制御部
333 吸引制御部
1a 光硬化性樹脂層
2 三次元造形物(造形物)
2a 硬化層
3 空間(気密空間)
3A 下面
10、110、210、310 光造形装置
11 造形槽
12 プラットホーム
13、213、313 隔壁
13A、213A、313A 下面(底面)
14 光透過プレート(光透過部)
15 プラットホーム昇降機構
16 隔壁昇降機構
17 気密部材
20 光照射部
21 光源
22 画像形成素子
23 反射ミラー
24 投影レンズ
30、130、230、330 制御部
31、231 昇降制御部
32、232 照射制御部
33 チャンバ内圧制御部
40 チャンバ
41 チャンバ内圧調整部
50 エアシリンダ(給排気部)
60 吸引機構
61 皿部
62 吸引部
63 ホース
64 移動機構
70 未硬化の光硬化性樹脂
133 給排気制御部
333 吸引制御部
Claims (11)
- 光硬化性樹脂を貯留し、底面に光透過部が設けられた造形槽と、
前記光透過部を通じて前記光硬化性樹脂を硬化させる光を照射する光照射部と、
前記光透過部に対向し、前記造形槽に対して昇降可能なプラットホームと、
筒状に形成され、前記プラットホームと協働して気密空間を形成する隔壁と、
前記プラットホームおよび前記隔壁を昇降させ、前記隔壁の底面および前記気密空間の下面と前記光透過部との間に所定厚みの光硬化性樹脂層を形成する昇降制御部と、
目的とする造形物の所定高さ位置の断面形状に対応する前記光を、前記光照射部から前記光硬化性樹脂層に照射させて硬化層を形成する照射制御部と、
を備えた光造形装置。 - 前記隔壁は、前記プラットホームに対して昇降可能とするとともに、前記プラットホームの外側に気密部材を介して配置される請求項1に記載の光造形装置。
- 前記昇降制御部は、前記硬化層の形成を終える度に、
前記プラットホームに対して前記隔壁を、前記所定厚みだけ相対的に降下させる請求項1または2に記載の光造形装置。 - 前記昇降制御部は、前記プラットホームおよび前記隔壁を一旦、前記光硬化性樹脂の上方まで上昇させる請求項3に記載の光造形装置。
- 前記気密空間への気体の給入または排出を行う給排気部と、
前記給排気部の動作により、前記光硬化性樹脂層の液面を前記造形物の下面に接触させる給排気制御部と、
をさらに備える請求項2に記載の光造形装置。 - 前記昇降制御部、前記給排気制御部および前記照射制御部は、前記光硬化性樹脂層の形成と、前記光硬化性樹脂層の液面と前記造形物の下面との接触と、前記硬化層の形成とを繰り返し実行する請求項5に記載の光造形装置。
- 前記プラットホームは、前記光の照射により造形物と一緒に該造形物の周囲に成形される筒状の前記隔壁を保持する請求項1に記載の光造形装置。
- 前記造形物の下面と前記隔壁の下面とは、常に面一の状態にある請求項7に記載の光造形装置。
- 前記造形物に付着した未硬化の前記光硬化性樹脂を吸引して除去する吸引機構と、
前記プラットホームが前記光硬化性樹脂の上方に位置する際に、前記プラットホームの下方に配置し、前記吸引機構を作動させる吸引制御部と、
を備えた請求項7または8に記載の光造形装置。 - 前記昇降制御部、前記照射制御部および前記吸引制御部は、前記光硬化性樹脂層の形成と、
前記硬化層の形成と、未硬化の前記光硬化性樹脂の吸引とを繰り返し実行し、前記プラットホームに複数の前記硬化層を積層して前記造形物および前記隔壁を成形する請求項9に記載の光造形装置。 - 光硬化性樹脂を貯留し、底面に光透過部が設けられた造形槽と、前記光透過部を通じて前記光硬化性樹脂を硬化させる光を照射する光照射部と、前記光透過部に対向し、前記造形槽に対して昇降可能なプラットホームと、前記プラットホームに対して昇降可能とするとともに、筒状に形成されて前記プラットホームの外側に気密部材を介して配置され、前記プラットホームと協働して気密空間を形成する隔壁と、を備えた光造形装置を用いた造形物の製造方法であって、
前記プラットホームおよび前記隔壁をそれぞれ昇降させ、前記隔壁の底面および前記気密空間の下面と前記光透過部との間に所定厚みの光硬化性樹脂層を形成するステップと、
目的とする造形物の所定の高さ位置の断面形状に対応する前記光を、前記光照射部から前記光硬化性樹脂層に照射させて硬化層を形成するステップと、
前記プラットホームに対して前記隔壁を前記所定厚みだけ相対的に降下させるステップと、を繰り返し実行する造形物の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280067823.9A CN118076473A (zh) | 2021-11-15 | 2022-09-22 | 光造形装置以及造形物的制造方法 |
| EP22892431.2A EP4410519A1 (en) | 2021-11-15 | 2022-09-22 | Stereolithography device and method for producing 3d printed object |
| US18/632,350 US20240269920A1 (en) | 2021-11-15 | 2024-04-11 | Stereo lithography apparatus and method of manufacturing modeling object |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-185950 | 2021-11-15 | ||
| JP2021185879A JP2023073060A (ja) | 2021-11-15 | 2021-11-15 | 光造形装置および造形物の製造方法 |
| JP2021-185926 | 2021-11-15 | ||
| JP2021185926A JP2023073096A (ja) | 2021-11-15 | 2021-11-15 | 光造形装置および造形物の製造方法 |
| JP2021185950A JP2023073111A (ja) | 2021-11-15 | 2021-11-15 | 光造形装置および造形物の製造方法 |
| JP2021-185879 | 2021-11-15 | ||
| JP2021185927A JP2023073097A (ja) | 2021-11-15 | 2021-11-15 | 光造形装置および造形物の製造方法 |
| JP2021-185927 | 2021-11-15 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/632,350 Continuation US20240269920A1 (en) | 2021-11-15 | 2024-04-11 | Stereo lithography apparatus and method of manufacturing modeling object |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023084930A1 true WO2023084930A1 (ja) | 2023-05-19 |
Family
ID=86335461
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/035428 WO2023084930A1 (ja) | 2021-11-15 | 2022-09-22 | 光造形装置および造形物の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20240269920A1 (ja) |
| EP (1) | EP4410519A1 (ja) |
| WO (1) | WO2023084930A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017523925A (ja) * | 2014-08-01 | 2017-08-24 | ベゴ・ブレーマー・ゴルトシュレーゲライ・ヴィルヘルム・ヘルプスト・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コムパニー・コマンディットゲゼルシャフトBEGO Bremer GoldschlaegereiWilh.Herbst GmbH & Co.KG | 容器アセンブリを有する光造形装置 |
| EP3354442A1 (en) * | 2017-01-25 | 2018-08-01 | Smart3D.net di Dotta Andrea E Gie' Andrea SNC | Apparatus for producing objects by stereolithography and method for producing objects by stereolithography |
| JP2020062841A (ja) | 2018-10-18 | 2020-04-23 | キヤノン株式会社 | 三次元造形装置および三次元造形方法 |
| JP2020066236A (ja) * | 2018-10-24 | 2020-04-30 | イフォクレール ヴィヴァデント アクチェンゲゼルシャフトIvoclar Vivadent AG | 光重合による構築材料の光造形凝固によって成形体を構築する方法およびデバイス |
-
2022
- 2022-09-22 WO PCT/JP2022/035428 patent/WO2023084930A1/ja active Application Filing
- 2022-09-22 EP EP22892431.2A patent/EP4410519A1/en active Pending
-
2024
- 2024-04-11 US US18/632,350 patent/US20240269920A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017523925A (ja) * | 2014-08-01 | 2017-08-24 | ベゴ・ブレーマー・ゴルトシュレーゲライ・ヴィルヘルム・ヘルプスト・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コムパニー・コマンディットゲゼルシャフトBEGO Bremer GoldschlaegereiWilh.Herbst GmbH & Co.KG | 容器アセンブリを有する光造形装置 |
| EP3354442A1 (en) * | 2017-01-25 | 2018-08-01 | Smart3D.net di Dotta Andrea E Gie' Andrea SNC | Apparatus for producing objects by stereolithography and method for producing objects by stereolithography |
| JP2020062841A (ja) | 2018-10-18 | 2020-04-23 | キヤノン株式会社 | 三次元造形装置および三次元造形方法 |
| JP2020066236A (ja) * | 2018-10-24 | 2020-04-30 | イフォクレール ヴィヴァデント アクチェンゲゼルシャフトIvoclar Vivadent AG | 光重合による構築材料の光造形凝固によって成形体を構築する方法およびデバイス |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240269920A1 (en) | 2024-08-15 |
| EP4410519A1 (en) | 2024-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102233625B1 (ko) | 3차원 조형 장치 및 3차원 조형물의 제조 방법 | |
| US11249394B2 (en) | Imprint methods for forming a pattern of an imprint material on a substrate-side pattern region of a substrate by using a mold, and related device manufacturing methods | |
| WO2010143466A1 (ja) | ウエハレンズの製造方法、中間型、光学部品、成形型及び成形型の製造方法 | |
| JP2010056152A (ja) | 転写装置及び転写方法 | |
| JPH06246838A (ja) | 光造形装置 | |
| JP7220805B2 (ja) | 精密光路を備えた大面積三次元プリンタ | |
| KR20160135551A (ko) | 고속 3차원 프린터 | |
| KR101753207B1 (ko) | 빌드 플레이트 고정식 삼차원 프린터 | |
| CN112265262A (zh) | 一种光固化型3d打印装置 | |
| EP2384874B1 (en) | Method for producing wafer lens and apparatus for producing wafer lens | |
| JP6021365B2 (ja) | インプリント装置、それを用いた物品の製造方法 | |
| JP5678887B2 (ja) | ウエハレンズ製造装置、ウエハレンズの製造方法及びウエハレンズ製造用樹脂型の製造方法 | |
| WO2023084930A1 (ja) | 光造形装置および造形物の製造方法 | |
| JP2023531229A (ja) | 光硬化型3dプリンタ及びプリンティング方法 | |
| US20210260819A1 (en) | Systems, apparatuses, and methods for manufacturing three dimensional objects via continuously curing photopolymers, utilising a vessel containing an interface fluid | |
| JP2023073060A (ja) | 光造形装置および造形物の製造方法 | |
| JP2023073097A (ja) | 光造形装置および造形物の製造方法 | |
| JP2023073096A (ja) | 光造形装置および造形物の製造方法 | |
| JP2023073111A (ja) | 光造形装置および造形物の製造方法 | |
| JP5745129B2 (ja) | インプリント装置及びインプリント方法 | |
| KR20160135565A (ko) | 고속 3차원 프린터 | |
| JP6866152B2 (ja) | 三次元造形装置および三次元造形方法 | |
| JP2019142197A (ja) | 造形装置、容器、および造形物の製造方法 | |
| JPH0523588B2 (ja) | ||
| KR101278664B1 (ko) | 자외선 경화 수지 성형장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22892431 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280067823.9 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2022892431 Country of ref document: EP Effective date: 20240502 |