WO2023053496A1 - トイレットロール - Google Patents
トイレットロール Download PDFInfo
- Publication number
- WO2023053496A1 WO2023053496A1 PCT/JP2022/010728 JP2022010728W WO2023053496A1 WO 2023053496 A1 WO2023053496 A1 WO 2023053496A1 JP 2022010728 W JP2022010728 W JP 2022010728W WO 2023053496 A1 WO2023053496 A1 WO 2023053496A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- toilet
- paper
- roll
- toilet paper
- sheet
- Prior art date
Links
- 238000004804 winding Methods 0.000 claims abstract description 38
- 238000004049 embossing Methods 0.000 claims abstract description 30
- 239000013054 paper strength agent Substances 0.000 claims description 31
- 108090000790 Enzymes Proteins 0.000 claims description 8
- 102000004190 Enzymes Human genes 0.000 claims description 8
- 229920002472 Starch Polymers 0.000 claims description 7
- 239000008107 starch Substances 0.000 claims description 7
- 235000019698 starch Nutrition 0.000 claims description 7
- 230000006835 compression Effects 0.000 claims description 6
- 238000007906 compression Methods 0.000 claims description 6
- 125000002091 cationic group Chemical group 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 11
- 238000004140 cleaning Methods 0.000 abstract 1
- 239000000123 paper Substances 0.000 description 103
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 34
- 239000000853 adhesive Substances 0.000 description 16
- 230000001070 adhesive effect Effects 0.000 description 16
- 238000005259 measurement Methods 0.000 description 15
- 238000012360 testing method Methods 0.000 description 15
- 230000000052 comparative effect Effects 0.000 description 13
- 239000001768 carboxy methyl cellulose Substances 0.000 description 8
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 7
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 7
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 7
- 229940088598 enzyme Drugs 0.000 description 7
- 238000010521 absorption reaction Methods 0.000 description 6
- 239000000835 fiber Substances 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- 239000000523 sample Substances 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 5
- 239000011121 hardwood Substances 0.000 description 5
- 238000003475 lamination Methods 0.000 description 5
- 229920002401 polyacrylamide Polymers 0.000 description 5
- 230000002255 enzymatic effect Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000005406 washing Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 229920006319 cationized starch Polymers 0.000 description 2
- 239000006103 coloring component Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- LEQAOMBKQFMDFZ-UHFFFAOYSA-N glyoxal Chemical compound O=CC=O LEQAOMBKQFMDFZ-UHFFFAOYSA-N 0.000 description 2
- 229940059442 hemicellulase Drugs 0.000 description 2
- 108010002430 hemicellulase Proteins 0.000 description 2
- 239000002655 kraft paper Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 239000012466 permeate Substances 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 239000013074 reference sample Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 230000001953 sensory effect Effects 0.000 description 2
- 239000005995 Aluminium silicate Substances 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 108010059892 Cellulase Proteins 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 101710121765 Endo-1,4-beta-xylanase Proteins 0.000 description 1
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 108010059820 Polygalacturonase Proteins 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- DPXJVFZANSGRMM-UHFFFAOYSA-N acetic acid;2,3,4,5,6-pentahydroxyhexanal;sodium Chemical compound [Na].CC(O)=O.OCC(O)C(O)C(O)C(O)C=O DPXJVFZANSGRMM-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000003926 acrylamides Chemical class 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 229940106157 cellulase Drugs 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 125000001309 chloro group Chemical group Cl* 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 239000000084 colloidal system Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 239000013256 coordination polymer Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000013872 defecation Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 108010093305 exopolygalacturonase Proteins 0.000 description 1
- 210000003608 fece Anatomy 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 150000004676 glycans Chemical class 0.000 description 1
- 229940015043 glyoxal Drugs 0.000 description 1
- 238000004128 high performance liquid chromatography Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000004895 liquid chromatography mass spectrometry Methods 0.000 description 1
- 238000004949 mass spectrometry Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000013208 measuring procedure Methods 0.000 description 1
- 239000000434 metal complex dye Substances 0.000 description 1
- 230000027939 micturition Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000001007 phthalocyanine dye Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920001282 polysaccharide Polymers 0.000 description 1
- 239000005017 polysaccharide Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000005549 size reduction Methods 0.000 description 1
- 235000019812 sodium carboxymethyl cellulose Nutrition 0.000 description 1
- 229920001027 sodium carboxymethylcellulose Polymers 0.000 description 1
- 239000011122 softwood Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 210000002700 urine Anatomy 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47K—SANITARY EQUIPMENT NOT OTHERWISE PROVIDED FOR; TOILET ACCESSORIES
- A47K10/00—Body-drying implements; Toilet paper; Holders therefor
- A47K10/16—Paper towels; Toilet paper; Holders therefor
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/02—Patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
- D21H27/40—Multi-ply at least one of the sheets being non-planar, e.g. crêped
Definitions
- the present invention relates to toilet rolls.
- toilet paper is required to be suitable for use in toilets with washing function.
- Laminate embossing technology is known as a technology for enhancing the ability to wipe off moisture from the skin.
- Laminate embossing is a technique of laminating embossed plies with an adhesive glue to increase strength, thickness and water impermeability.
- toilet paper is generally sold in the form of a toilet roll wound around a paper tube.
- the length of the toilet paper wound around the paper tube has been increased.
- toilet paper with laminated embossing technology is not suitable for lengthening as it is because it is too thick.
- the roll surface does not feel comfortable to the touch, and the user tends to get a harder impression.
- the main object of the present invention is to provide a long toilet paper that is excellent in wiping performance on the skin with moisture, high water absorption, and a sense of security when wiping, and has a sufficient texture such as softness, fluffy feeling, and smoothness.
- a toilet roll which is suitable for size reduction, has firm hardness, allows the wearer to recognize that the roll is long, and has excellent touch feeling on the surface of the roll.
- the first means to solve the above problems is A toilet roll in which 2-ply toilet paper, in which two sheets are bonded via embossed recesses, is wound around a paper tube,
- the winding diameter is 120 mm or less and the winding length is 34.5 to 50 m
- the toilet paper A first sheet having a first recess and a second recess having different depths formed by embossing, and a second sheet,
- the depth of the first recess is 0.17 to 0.23 mm
- the depth of the second recess is shallower than the depth of the first recess
- the toilet paper is wound so that the first sheet faces the outer surface of the paper tube, It is a toilet roll characterized by
- the second means is The toilet roll according to the first means, wherein the second recess has a depth of 0.050 to 0.090 mm.
- a third way is The toilet roll according to the first or second means, wherein the second sheet has recesses formed by embossing, and the recesses are shallower than the first recesses formed in the first sheet. be.
- a fourth means is The toilet roll according to the above first to third means has a roll winding density of 0.74 to 1.30 m/cm 2 and a roll density of 0.12 to 0.18 g/cm 3 .
- a fifth means is The toilet roll according to the first to fourth means has a roll compression degree of 0.66 to 1.50.
- a sixth means is The toilet paper is a toilet roll according to the first to fifth means above, which is treated with an enzyme-based paper strength agent.
- the seventh measure is The toilet paper is a toilet roll according to the first to sixth means, which does not contain starch and cationic starch.
- a long toilet paper that is excellent in the ability to wipe off moisture from the skin, has high water absorbency, provides a sense of security when wiping, and has a sufficient texture such as softness, fluffyness, and smoothness.
- a toilet roll which is suitable for use, has firm hardness, allows recognition of its long length, and has an excellent touch feeling on the surface of the roll.
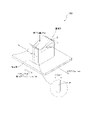
- FIG. 1 is a perspective view of a toilet roll according to an embodiment of the invention.
- FIG. It is the schematic for demonstrating the measuring procedure of the embossing depth which concerns on this invention. It is a schematic diagram for explaining the method of measuring MMD according to the present invention.
- the toilet roll according to the present embodiment is a two-ply water-disintegratable toilet paper 10 in which two sheets, a first sheet and a second sheet, are laminated. ) 20 and has a cylindrical shape.
- water disintegrability means that the ease of unraveling in JIS P 4501 is 100 seconds or less.
- the winding length of what is called a two-ply conventional product is about 20 to 25 m, but the toilet roll according to this embodiment has a winding length of 34.5 to 55 m, preferably It has a length of 38 to 50 m, and is sometimes called a long product, a 1.5 to 2-fold winding product, or the like.
- the winding diameter L1 (diameter) of the toilet roll of this embodiment is 120 mm or less, preferably 107 to 119 mm.
- the winding diameter L1 of the toilet roll is defined as 120 mm or less in JIS P 4501, and a general holder for setting a toilet roll is created based on this 120 mm.
- the toilet roll according to this embodiment has a winding diameter of 120 mm or less and can be set in a general holder.
- the winding diameter L1 is a value measured using a diameter meter rule manufactured by Muratec KDS Co., Ltd. or its equivalent. The measured value is the average value of three measurements taken at different locations in the width direction. The average value for products in the same production lot is the average value for five rolls.
- the roll width L2 of the toilet roll of the present embodiment is not limited, it is preferably 100 to 130 mm.
- the paper tube outer diameter L3 is also not limited, but is 34 to 42 mm.
- the toilet roll according to this embodiment is a two-ply toilet paper having recesses formed by embossing.
- This toilet paper preferably has a basis weight per ply of 13.0 to 17.0 g/m 2 , more preferably 13.5 to 16.0 g/m 2 , and a thickness of two plies of preferably 175 to 238 ⁇ m, more preferably 180 to 225 ⁇ m. Within this range of basis weight and paper thickness, it is possible to sufficiently improve the wiping performance on wet skin, high water absorption, and a sense of security when wiping. The feel of the surface can be improved.
- the method of measuring the tsubo shall comply with the provisions of JIS P 8124.
- the method of measuring the paper thickness is as follows: After sufficiently conditioning the test piece under the conditions of JIS P 8111 (1998) (usually about 8 hours), a dial thickness gauge (thickness measuring instrument) is used under the same conditions. PEACOCK H type" (manufactured by Ozaki Seisakusho) is used to measure 2 plies as they are.
- the plunger should only be placed and not pressed.
- the terminal of the plunger has a circular plane with a diameter of 10 mm and is perpendicular to the plane of the paper.
- paper thickness be the average value obtained by performing a measurement 10 times.
- the first sheet of the toilet paper according to this embodiment has a first recess and a second recess having different depths formed by embossing. Both the first concave portion and the second concave portion of the first sheet are formed on the same surface, and the other surface is preferably formed with a convex portion corresponding to the first concave portion and the second concave portion.
- the paper tube is wound so that the first sheet faces the outer surface. In particular, it is preferable that the concave surface is on the outer surface side.
- this toilet paper may have a two-ply structure in which the lamination inner surface side of the first concave portion of the first sheet is adhered to the lamination inner surface side of the second sheet.
- the adhesive may be adhered to the lamination inner surface side of the second sheet via an adhesive applied to the convex portions corresponding to the concave portions of the first sheet.
- they may be integrated by crimping by embossing called so-called single embossing.
- the lamination inner surface side of the second recess is preferably not adhered to the second sheet with an adhesive. Although it is not necessary that the lamination inner surface side of all the first recesses is adhered to the second sheet, it is desirable that all the recesses are adhered in terms of ply peeling.
- a water-based adhesive When using an adhesive, either a water-based adhesive or an oil-based adhesive may be used.
- preferred adhesives are water-soluble adhesives such as PVA (polyvinyl alcohol) and CMC (carboxymethylcellulose).
- PVA polyvinyl alcohol
- CMC carboxymethylcellulose
- the adhesive itself can be used as an adhesive ink, or a coloring component such as a pigment or dye can be added to the adhesive.
- a coloring component such as a pigment or dye
- the first concave portion is colored and visually recognized, and the design is excellent.
- Preferable coloring components include aqueous dyes such as phthalocyanine dyes and azo metal complex dyes. Examples of pigments include aluminum hydroxide, kaolin, talc, calcium carbonate, titanium dioxide, clay, and zinc oxide.
- the shape in plan view of each of them is not limited.
- the first concave portion should be determined in consideration of design and the like.
- the area per one of the first recess and the second recess is not necessarily limited either. There may be multiple recesses of different areas.
- the toilet paper in a toilet roll wound in a long length, the toilet paper has excellent wiping properties, high water absorption, and a sense of security when wiping off, and is soft, fluffy, and smooth.
- the effect of the present invention which is to provide a toilet roll that has a sufficient texture and has a firm hardness and an excellent touch on the roll surface, is the range in which the effect of the present invention can be particularly easily exhibited.
- a preferable area of one recess is 1.00 to 22.0 mm 2 , and a more preferable area is 1.50 to 21.5 mm 2 .
- a preferable area of the second recess is 0.25 to 0.75 mm 2 , and a more preferable area is 0.30 to 0.50 mm 2 .
- the embossing densities of the first recesses and the second recesses are not necessarily limited .
- a suitable embossing density is 7 to 11 embossments/cm 2 .
- a preferable embossing density of the second recesses is 2 to 11/cm 2 , and a more preferable embossing density is 5 to 8/cm 2 .
- the emboss density is a value measured by taking a 50 cm sample from the winding end side, excluding the tail seal portion.
- the depth of the first recesses is 0.17 to 0.23 mm.
- the depth of the second recess should be shallower than that of the first recess, and is preferably 0.050 to 0.090 mm.
- the depths of the first recess and the second recess are values measured by Keyence Corporation's one-shot 3D measurement macroscope VR-3200 or its equivalent and image analysis software "VR-H1A" or its equivalent. be.
- the measurement is carried out under the conditions of a magnification of 12 times and a visual field area of 24 mm ⁇ 18 mm. However, the magnification and the viewing area can be appropriately changed according to the size of the embossment (recess).
- a specific measurement procedure will be described with reference to FIG. Obtain the embossing depth (measured cross-sectional curve) profile at Q1.
- ⁇ c is shorter than 800 ⁇ m (where ⁇ c is a “filter that defines the boundary between the roughness component and the waviness component” described in JIS-B0601 “3.1.1.2”).
- ⁇ c is a “filter that defines the boundary between the roughness component and the waviness component” described in JIS-B0601 “3.1.1.2”.
- the two curves that are convex upward and have the strongest bending are shown.
- the minimum value sandwiched between the recess edge points P1 and P2 and the recess edge points P1 and P2 is obtained and taken as the minimum depth value Min.
- the average value of the depth values of the concave edge points P1 and P2 is set as the maximum depth value Max.
- emboss depth maximum value Max ⁇ minimum value Min.
- the distance (length) on the XY plane between the concave edge points P1 and P2 is defined as the length of the longest portion.
- the two concave edge points P1 and P2, which are upwardly convex and have the strongest bending, are selected visually.
- the contour E in the plane viewpoint image of the concave portion 40 being measured may be used as a reference for the selection.
- the depth of the recess is also measured for the shortest part in the direction perpendicular to the longest part, and the larger value is adopted as the depth of the recess. The above measurements are performed for any 10 embossings on the surface of the toilet paper, and the average value is taken as the final embossing depth.
- each concave portion of the first concave portion and the second concave portion is also obtained by measuring with a one-shot 3D measurement macroscope VR-3200 or its equivalent and image analysis software "VR-H1A" or its equivalent software.
- the contour of the embossed concave portion is visually confirmed from the obtained 3D image, and the area inside the contour is measured.
- Ten arbitrary embossings on the surface of the toilet paper are performed, and the average value is taken as the final area of the embossed recesses.
- the MMD of the laminated outer surface on which the first recesses and the second recesses of the first sheet are formed is 10.0 or less.
- a more preferable MMD value is 8.0 to 10.0 in consideration of the texture of the concave portions.
- the friction element has a contact surface formed by adjoining 20 piano wires P having a diameter of 0.5 mm and having a length and a width of 10 mm. It is assumed that the contact surface is formed with a unit bulging portion whose tip is formed of 20 piano wires P (with a radius of curvature of 0.25 mm).
- the second sheet also has concave portions formed by embossing or the like. Since the recesses are formed on the second sheet by embossing, the difference in elongation from the first sheet on which the recesses and projections are formed is reduced, and the occurrence of wrinkles and breakage during the manufacturing process can be prevented. .
- the toilet paper tends to have a good balance between the texture such as softness and the thickness, and the effects of the present invention are more likely to be exhibited.
- the area of the concave portion in the second sheet is smaller than the first concave portion in the first sheet and approximately the same as the second concave portion.
- the embossing density is preferably higher than the second depressions in the first sheet.
- the preferable area of the concave portion in the second sheet is 0.25 to 0.75 mm 2 , and the more preferable area is 0.30 to 0.50 mm 2 .
- the preferable embossing density of the recesses in the second sheet is 2 to 12/cm 2 , the more preferable embossing density is 2 to 11/cm 2 , and the more preferable embossing density is 4 to 8/cm 2 . is.
- this toilet paper has a softness of 1.8 to 2.7 cN/100 mm, more preferably 2.0 to 2.6 cN/100 mm. This softness is measured based on the handleometer method according to JIS L 1096 (2010) E method.
- the texture and the texture of the roll surface are particularly improved.
- the toilet roll according to the present embodiment preferably has a roll winding density of 0.74 to 1.30 m/cm 2 and a roll density of 0.12 to 0.18 g/cm 3 .
- the roll winding density is expressed by (winding length x number of plies)/(cross-sectional area of roll).
- roll density is represented by (roll mass)/(roll volume).
- Roll mass is the mass of the toilet roll per roll width of 114 mm.
- the roll volume is expressed by [ ⁇ cross-sectional area of roll winding diameter (diameter) L1 ⁇ (cross-sectional area of paper tube outer diameter L3)] ⁇ roll width (converted to per 114 mm).
- the roll winding density and roll density are indicators of how tightly and tightly the toilet roll is wound, or how loosely it is wound. If it is too loose, the vicinity of the paper tube tends to be excessively deformed, such as popping out.
- the toilet roll according to the present embodiment has the above-described roll winding density and roll density, and further has a roll compression degree of 0.66 to 1.50.
- the degree of roll compression is expressed as (cross-sectional area calculated based on paper thickness)/(cross-sectional area of roll).
- the method for calculating (cross-sectional area of roll) is the same as that for (cross-sectional area of roll) in the roll winding density.
- (cross-sectional area calculated based on paper thickness) is a value calculated by (paper thickness) ⁇ (winding length). This value of (cross-sectional area calculated based on paper thickness) does not take into consideration voids when toilet paper is wound around a paper tube. On the other hand, the value of (cross-sectional area of the roll) takes into consideration the voids when the toilet paper is wound around the paper tube.
- the degree of roll compression expressed as the ratio of (cross-sectional area calculated based on the paper thickness) to (cross-sectional area of the roll), is also determined by how tightly or loosely the toilet roll is wound. be an indicator of As described above, if the toilet roll is too loose, it tends to be excessively deformed such that the vicinity of the paper tube protrudes. Note that the roll winding density is easily affected by the number of plies, and the roll compression is easily affected by the paper thickness.
- the texture of the roll surface is further improved, especially in combination with the texture due to the structure of the toilet paper.
- the toilet paper according to the present embodiment it is desirable that 55% by mass or more, preferably 60% or more and 70% or less of the fibers constituting the toilet paper is hardwood-derived pulp.
- Hardwood-derived pulp has a short fiber length and tends to improve the texture of the paper surface.
- the toilet roll according to the present embodiment has a long winding length and tends to feel hard.
- by containing 55% by mass or more of hardwood-derived pulp the smoothness is enhanced and the hardness tends to be difficult to feel.
- the texture during use is enhanced.
- LBKP hardwood kraft pulp
- LUKP LUKP
- LOKP LOKP
- the fibers other than the pulp derived from broad-leaved trees are desirably pulp derived from coniferous trees. In this case, it is preferably chlorine bleached NBKP (softwood kraft pulp).
- the toilet paper according to this embodiment contain or act on a temporary wet paper strength agent and a dry paper strength agent.
- the dry paper strength agent increases the dry tensile strength, making it easy to achieve sufficient strength and perforation strength during use.
- winding a paper tube with a long winding length it becomes difficult to break the paper even if the winding tension is increased at the time of manufacturing.
- the higher the dry tensile strength the higher the water absorption.
- the dry tensile strength is increased only by the dry paper strength agent, the water decomposability is lowered, and the paper becomes hard, and the texture and usability are likely to deteriorate.
- the temporary wet paper strength agent does not decompose due to short-term contact with water during wiping, and has sufficient water decomposability for a sufficient amount of water that accumulates in the trap inside the water-based toilet, while maintaining paper strength. is slightly reduced compared to when only the dry paper strength agent is used to improve the texture. For this reason, by including a temporary wet paper strength agent together with a dry paper strength agent, the texture as a toilet paper is improved, especially after using a shower toilet.
- the toilet paper has sufficient strength when wiping off, has high water absorbency that gives a sense of security, and makes it difficult for water to permeate the hand.
- the content of the temporary wet paper strength agent is not necessarily limited, it is preferably 0.01 to 0.04% by mass. It is desirable to internally add this temporary wet paper strength agent at the time of production.
- the type of temporary wet paper strength agent is not necessarily limited, but polyacrylamide resin, polyamide polyamine epichlorohydrin resin, urea resin, acid colloid/melamine resin, heat-crosslinkable coated PAM, TS-20 manufactured by Seiko PMC Co., Ltd.
- glyoxylated polyacrylamide polymeric aldehyde-functional compounds such as cationic glyoxylated polyacrylamide, copolymers or dipolymers of divalent aldehyde-modified acrylamide monomers of glyoxal and other copolymerizable unsaturated monomers.
- Aldehyde starch can be mentioned.
- the content of the dry paper strength agent is not necessarily limited, it is preferably 0.005 to 0.15% by mass. It is desirable to add this dry paper strength agent internally.
- the type of dry paper strength agent is not necessarily limited, but examples thereof include polyacrylamide, CMC (carboxymethylcellulose) or salts thereof such as sodium carboxymethylcellulose, calcium carboxymethylcellulose, and zinc carboxymethylcellulose.
- starch and cationized starch are not desirable because they tend to make the surface of the toilet paper crispy and hard.
- a particularly preferred dry paper strength agent is an enzyme-based paper strength agent.
- the toilet paper in the toilet roll of the present embodiment particularly preferably contains this enzymatic paper strength agent.
- enzyme-based paper strength agents contain enzymes that decompose polysaccharides, making fibers more fibrillated, acts like fluffing. Therefore, when the enzymatic paper strength agent acts on the paper, the hydrogen bonding is not inhibited, and the proportion of cellulose fibers alone increases. Furthermore, enzymatic paper strength agents increase paper strength in this way, but do not inhibit water disintegration.
- the texture of the toilet paper is improved, and even if the winding length is long, the roll density and the roll winding density are high, the texture of the roll surface is excellent, and the water absorption is also excellent.
- Whether the enzymatic paper strength agent acts on the fibers can be confirmed by high performance liquid chromatography (HPLC), mass spectrometry (LC/MS), or the like in the toilet paper. .
- examples of enzyme-based paper strength agents according to the present invention include those containing at least one of cellulase, hemicellulase, and xylanase.
- Examples of paper strength agents containing such enzymes include Harcobond 8922 (manufactured by Riken Green Co., Ltd.), Harcobond EZ4423 (manufactured by Riken Green Co., Ltd.), "Cellulucine T2" manufactured by HIPI, and "Meicerase (registered trademark)” manufactured by Meiji Seika Pharma.
- the dry tensile strength of the toilet paper according to the present embodiment is not limited, but the dry tensile strength in the longitudinal direction is 400 cN/25 mm or more and 600 cN/25 mm or less, preferably 450 cN/25 mm or more and 580 cN/25 mm or less. Desirably, the dry tensile strength is 100 cN/25 mm or more and 200 cN/25 mm or less, preferably 135 cN/25 mm or more and 180 cN/25 mm or less.
- the longitudinal direction of paper is also called MD direction, which is the direction of flow during papermaking.
- the transverse direction of paper is a direction perpendicular to the machine direction (MD direction) during papermaking.
- the dry tensile strength according to the present invention is a value measured based on JIS P 8113 (2006), and is measured as follows. A test piece cut into a width of 25 mm ( ⁇ 0.5 mm) and a length of about 150 mm in both the vertical and horizontal directions is used. The specimen shall be measured as multiple plies. As a tester, a load cell tensile tester TG-200N manufactured by Minebea Co., Ltd. or a device equivalent thereto is used. The gripping distance is set to 100 mm, and the pulling speed is set to 100 mm/min.
- Measurement is performed by clamping both ends of the test piece to the grips of the tester, applying a tensile load to the piece of paper in the vertical direction, and reading the indicated value (digital value) when the paper breaks.
- Five sets of specimens were prepared for each of the longitudinal and transverse directions, and measurements were made five times each, and the average of the measured values was taken as the dry tensile strength in each direction.
- the toilet paper according to the present embodiment has a longitudinal wet tensile strength of 20 cN/25 mm or more and 60 cN/25 mm or less, preferably 30 cN/25 mm or more and 55 cN/25 mm or less, and a transverse wet tensile strength of 10 cN/25 mm. It is desirable that it is not less than 30 cN/25 mm or less.
- Wet tensile strength is a value measured based on JIS P 8135 (1998) and is measured as follows. A test piece cut into a width of 25 mm ( ⁇ 0.5 mm) and a length of about 150 mm in both the vertical and horizontal directions is used.
- the toilet paper has multiple plies, measure the plies as they are.
- a load cell tensile tester TG-200N manufactured by Minebea Co., Ltd. or a device equivalent thereto is used as a tester.
- the gripping distance is set to 100 mm, and the pulling speed is set to 50 mm/min.
- the test pieces are cured in a drier at 105° C. for 10 minutes. After clamping both ends of the test piece to the grips of the tester, use a flat brush soaked with water to apply water horizontally to the center of the test piece with a width of about 10 mm, and then immediately vertically to the paper piece. Apply a tensile load to the paper and read the indicated value (digital value) when the paper breaks. Five sets of samples are prepared for each of the longitudinal direction and the transverse direction, and measurements are made five times each, and the average of the measured values is taken as the wet tensile strength in each direction.
- the toilet paper according to the present embodiment preferably has a water disintegration property of 60 seconds or less, preferably 45 seconds or less and 20 seconds or more. If the water dissolvability is within 60 seconds, there is little risk of clogging the pipes when the material is discarded with running water in a flush toilet or the like. Moreover, if it is 20 seconds or longer, even when wiping off a large amount of water after using the shower toilet, the fibers are immediately unraveled and the risk of breaking is reduced.
- the water disintegrability (ease of unraveling) is measured according to JIS P 4501 (1993).
- a 300 mL beaker containing 300 mL of water (water temperature: 20 ⁇ 5° C.) is placed on a magnetic stirrer, and the rotation speed of the rotor is adjusted to 600 ⁇ 10 rpm.
- a test piece with a side of 100 ⁇ 2 mm is put into it, and a stopwatch is pressed.
- the rotation speed of the rotor once drops to about 500 rotations due to the resistance of the test piece, and then increases as the test piece loosens. Stop the stopwatch when the number of revolutions recovers to 540 revolutions, and measure the time in units of one second.
- the result of ease of unraveling is expressed by the average of 5 tests.
- the rotor is disk-shaped with a diameter of 35 mm and a thickness of 12 mm.
- the number of sheets of toilet paper permeated according to the present embodiment is 9 or more.
- the number of permeated sheets is measured by stacking a plurality of sheets of toilet paper only by their own weight, dropping 100 ⁇ L of water from 10 mm above the uppermost toilet paper, and immediately confirming penetration into the bottom layer after dropping. Start with a small number of layers, increase the number of layers until no permeation can be confirmed, and measure the maximum number of layers where permeation can be confirmed. If the number of sheets exceeds 9, it can be said that moisture permeates extremely quickly.
- the toilet paper according to this embodiment has perforations arranged at predetermined intervals in the longitudinal direction.
- the perforation interval is not limited, but can be 100 to 120 mm.
- the perforation strength is desirably 580-700 cN/114 mm.
- the perforation strength is measured according to dry tensile strength measurement based on JIS P 8113 (2006). However, the measurement sample should have a length of 200 mm, a width of the entire width of the product toilet paper, and the perforation should be taken at the center in the length direction.
- the width when measuring, it is folded in two or four along the length direction (corresponding to the MD direction axis) to the width that can be sandwiched between the chucks of the tensile tester, and is measured at a grip interval of 100 mm and a tensile speed of 100 mm/min. This measurement is taken 5 times, the width is converted to 114 mm, and the average value is taken as the perforation strength.
- a load cell tensile tester TG-200N manufactured by Minebea Co., Ltd. or a device equivalent thereto can be used.
- the first sheet having the first recesses and the second recesses on the same surface and the second sheet were laminated so that the surfaces on which the first recesses and the second recesses were formed were on the outside.
- 2-ply toilet paper is used.
- the second sheet was formed with recesses having the same shape and depth as the second recesses of the first sheet.
- the shapes of the first and second recesses in Examples 1 to 7, Comparative Example 1, and Comparative Examples 4 to 7 are the same, and the first and second recesses in Comparative Examples 2 and 3 The shape of the recess is the same.
- a paper strength agent is used in each example.
- Examples 1 to 7 and Comparative Examples 4 to 7 an enzyme-based paper strength agent (Harcobond 8922, manufactured by Riken Green Co., Ltd.) was used as the dry paper strength agent. Also, a temporary paper strength agent (TS4070 manufactured by Seiko PMC Co., Ltd.) was used. In Comparative Example 1, cationized starch (DD4280 manufactured by Seiko PMC) was used as a dry paper strength agent. Temporary paper strength (TS4070 manufactured by Seiko PMC) was also used. The physical properties and compositions of other Examples and Comparative Examples are shown in Table 1 below. Moreover, the measuring method is as described above.
- the toilet paper has excellent wiping properties on the skin to which water is attached, high water absorption, and a sense of security when wiping, and has a sufficient texture such as softness, fluffy feeling, and smoothness.
- the toilet roll has a firm hardness and an excellent touch feeling on the surface of the roll.
- toilet roll 10... toilet paper
- 20 paper tube (pipe core)
- L1... roll diameter (diameter) of toilet roll L3... diameter of toilet roll tube core, L2... width of toilet roll.
Landscapes
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Sanitary Thin Papers (AREA)
Abstract
Description
エンボス加工による凹部を介して二枚のシートが接着されている2プライのトイレットペーパーが紙管に巻かれたトイレットロールであって、
巻径が120mm以下であり、巻長さが34.5~50mであり、
トイレットペーパーが、
エンボス加工により形成された深さの異なる第一凹部と第二凹部とを有する第一シートと、第二シートとを有し、
第一凹部の深さが0.17~0.23mmであり、第二凹部の深さが第一凹部の深さよりも浅く、
そのトイレットペーパーが、紙管に対して第一シートが外面側となるようにして巻かれている、
ことを特徴とするトイレットロールである。
第二凹部の深さが0.050~0.090mmである、上記第一の手段に係るトイレットロールである。
第二シートは、エンボス加工により形成された凹部を有し、その凹部は、第一シートに形成された第一凹部よりも深さが浅い、上記第一又は第二の手段に係るトイレットロールである。
ロール巻密度が0.74~1.30m/cm2であり、ロール密度が0.12~0.18g/cm3である、上記第一~第三の手段に係るトイレットロールである。
ロール圧縮度が0.66~1.50である、上記第一~第四の手段に係るトイレットロールである。
トイレットペーパーは、酵素系紙力剤が作用されたものである、上記第一~第五の手段に係るトイレットロールである。
トイレットペーパーは、デンプン及びカチオン化デンプンを含まない、上記第一~第六の手段に係るトイレットロールである。
第一シートの第一凹部のみ、又は第一凹部と第二凹部の双方に対応する凸部が第二シート外面に形成されていてもよい。一方で、第二凹部の積層内面側は、接着剤によって第二シートに接着されていないのがよい。すべての第一凹部の積層内面側が第二シートに接着されている必要はないが、プライ剥離の点から全ての凹部が接着されているのが望ましい。
各例においては紙力剤を用いている。実施例1~実施例7、比較例4~比較例7は、乾燥紙力剤として酵素系紙力剤(ハーコボンド8922(株)理研グリーン社製)を用いた。また、一過性紙力剤(TS4070星光PMC(株)社製)を用いた。比較例1は、乾燥紙力剤としてカチオン化澱粉(DD4280星光PMC社製)を用いた。また、一過性紙力(TS4070星光PMC社製)を用いた。
その他の各実施例及び比較例に係る物性及び組成は、下記表1に示す。また、測定方法は上記のとおりである。

Claims (7)
- エンボス加工による凹部を介して二枚のシートが接着されている2プライのトイレットペーパーが紙管に巻かれたトイレットロールであって、
巻径が120mm以下であり、巻長さが34.5~50mであり、
トイレットペーパーが、
エンボス加工により形成された深さの異なる第一凹部と第二凹部とを有する第一シートと、第二シートとを有し、
第一凹部の深さが0.17~0.23mmであり、第二凹部の深さが第一凹部の深さよりも浅く、
そのトイレットペーパーが、紙管に対して第一シートが外面側となるようにして巻かれている、
ことを特徴とするトイレットロール。 - 第二凹部の深さが0.050~0.090mmである、請求項1記載のトイレットロール。
- 第二シートは、エンボス加工により形成された凹部を有し、その凹部は、第一シートに形成された第一凹部よりも深さが浅い、請求項1又は2記載のトイレットロール。
- ロール巻密度が0.74~1.30m/cm2であり、ロール密度が0.12~0.18g/cm3である、請求項1~3の何れか1項に記載のトイレットロール。
- ロール圧縮度が0.66~1.50である、請求項1~4の何れか1項に記載のトイレットロール
- トイレットペーパーは、酵素系紙力剤が作用されたものである、請求項1~5の何れか1項に記載のトイレットロール。
- トイレットペーパーは、デンプン及びカチオン化デンプンを含まない、請求項1~6の何れか1項に記載のトイレットロール。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280037205.XA CN117355243A (zh) | 2021-09-30 | 2022-03-10 | 卷筒卫生纸 |
| EP22875380.2A EP4356802A1 (en) | 2021-09-30 | 2022-03-10 | Toilet paper roll |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-161611 | 2021-09-30 | ||
| JP2021161611A JP2023051122A (ja) | 2021-09-30 | 2021-09-30 | トイレットロール |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023053496A1 true WO2023053496A1 (ja) | 2023-04-06 |
Family
ID=85782167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/010728 WO2023053496A1 (ja) | 2021-09-30 | 2022-03-10 | トイレットロール |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP4356802A1 (ja) |
| JP (1) | JP2023051122A (ja) |
| CN (1) | CN117355243A (ja) |
| TW (1) | TW202315561A (ja) |
| WO (1) | WO2023053496A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009039308A (ja) * | 2007-08-09 | 2009-02-26 | Oji Nepia Kk | 衛生用紙 |
| JP6021532B2 (ja) | 2012-09-03 | 2016-11-09 | 大王製紙株式会社 | 水解性衛生薄葉紙 |
| JP2019010366A (ja) | 2017-06-30 | 2019-01-24 | 日本製紙クレシア株式会社 | シャワートイレ用トイレットロール |
| JP2020084361A (ja) * | 2018-11-21 | 2020-06-04 | 大王製紙株式会社 | ペーパータオル及びペーパータオルの製造方法 |
| JP2020179013A (ja) * | 2019-04-26 | 2020-11-05 | 日本製紙クレシア株式会社 | 温水洗浄便座トイレ用トイレットロール |
-
2021
- 2021-09-30 JP JP2021161611A patent/JP2023051122A/ja active Pending
-
2022
- 2022-03-10 WO PCT/JP2022/010728 patent/WO2023053496A1/ja active Application Filing
- 2022-03-10 CN CN202280037205.XA patent/CN117355243A/zh active Pending
- 2022-03-10 EP EP22875380.2A patent/EP4356802A1/en active Pending
- 2022-03-15 TW TW111109365A patent/TW202315561A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009039308A (ja) * | 2007-08-09 | 2009-02-26 | Oji Nepia Kk | 衛生用紙 |
| JP6021532B2 (ja) | 2012-09-03 | 2016-11-09 | 大王製紙株式会社 | 水解性衛生薄葉紙 |
| JP2019010366A (ja) | 2017-06-30 | 2019-01-24 | 日本製紙クレシア株式会社 | シャワートイレ用トイレットロール |
| JP2020084361A (ja) * | 2018-11-21 | 2020-06-04 | 大王製紙株式会社 | ペーパータオル及びペーパータオルの製造方法 |
| JP2020179013A (ja) * | 2019-04-26 | 2020-11-05 | 日本製紙クレシア株式会社 | 温水洗浄便座トイレ用トイレットロール |
Also Published As
| Publication number | Publication date |
|---|---|
| CN117355243A (zh) | 2024-01-05 |
| JP2023051122A (ja) | 2023-04-11 |
| TW202315561A (zh) | 2023-04-16 |
| EP4356802A1 (en) | 2024-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5497310B2 (ja) | 水解性衛生薄葉紙及びトイレットペーパーロール | |
| JP2010202986A5 (ja) | ||
| JP2017192435A (ja) | 衛生用紙 | |
| JP6972467B2 (ja) | シャワートイレ用トイレットロール | |
| JP5485520B2 (ja) | 衛生薄葉紙及びその製造方法 | |
| US20210059484A1 (en) | Toilet paper | |
| EP3907328B1 (en) | Toilet paper | |
| WO2023053496A1 (ja) | トイレットロール | |
| WO2023053495A1 (ja) | トイレットロール | |
| WO2023053494A1 (ja) | トイレットロール | |
| JP7040323B2 (ja) | キッチンペーパーロールおよびキッチンペーパーロールの製造方法 | |
| JP2023051120A5 (ja) | ||
| JP2023051121A5 (ja) | ||
| JP2023051122A5 (ja) | ||
| JP6689944B1 (ja) | トイレットペーパー | |
| JP6985323B2 (ja) | トイレットペーパー | |
| WO2024203733A1 (ja) | トイレットロール | |
| WO2020195259A1 (ja) | トイレットペーパー及びトイレットペーパーの製造方法 | |
| WO2024117150A1 (ja) | キッチンタオルロール | |
| JP2024050373A (ja) | トイレットロール | |
| JP2024142077A (ja) | トイレットロール | |
| JP2020163021A (ja) | トイレットペーパー及びトイレットペーパーの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22875380 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280037205.X Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022875380 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2022875380 Country of ref document: EP Effective date: 20240116 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |