JP6972467B2 - シャワートイレ用トイレットロール - Google Patents
シャワートイレ用トイレットロール Download PDFInfo
- Publication number
- JP6972467B2 JP6972467B2 JP2017129082A JP2017129082A JP6972467B2 JP 6972467 B2 JP6972467 B2 JP 6972467B2 JP 2017129082 A JP2017129082 A JP 2017129082A JP 2017129082 A JP2017129082 A JP 2017129082A JP 6972467 B2 JP6972467 B2 JP 6972467B2
- Authority
- JP
- Japan
- Prior art keywords
- toilet
- less
- roll
- shower
- paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000123 paper Substances 0.000 claims description 109
- 238000004804 winding Methods 0.000 claims description 58
- 238000004049 embossing Methods 0.000 claims description 54
- PNHVXXUMHKJRKJ-RPSULYRYSA-N [(Z)-[(2Z,3E)-2,3-bis(hydroxyimino)-5,5-dimethylcyclohexylidene]amino]thiourea Chemical compound CC1(C)C\C(=N/O)\C(=N/O)\C(\C1)=N/NC(N)=S PNHVXXUMHKJRKJ-RPSULYRYSA-N 0.000 claims description 7
- 238000001035 drying Methods 0.000 claims description 6
- 239000002655 kraft paper Substances 0.000 claims description 6
- IAKOZHOLGAGEJT-UHFFFAOYSA-N 1,1,1-trichloro-2,2-bis(p-methoxyphenyl)-Ethane Chemical compound C1=CC(OC)=CC=C1C(C(Cl)(Cl)Cl)C1=CC=C(OC)C=C1 IAKOZHOLGAGEJT-UHFFFAOYSA-N 0.000 claims 1
- 238000000034 method Methods 0.000 description 16
- 238000005259 measurement Methods 0.000 description 15
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 12
- 238000010521 absorption reaction Methods 0.000 description 10
- 239000000835 fiber Substances 0.000 description 6
- 239000003292 glue Substances 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 229920001131 Pulp (paper) Polymers 0.000 description 4
- 238000010009 beating Methods 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000002950 deficient Effects 0.000 description 3
- 244000166124 Eucalyptus globulus Species 0.000 description 2
- 241001422033 Thestylus Species 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 239000003623 enhancer Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000001228 spectrum Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 241001233195 Eucalyptus grandis Species 0.000 description 1
- 241000692870 Inachis io Species 0.000 description 1
- 241000219926 Myrtaceae Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 239000004067 bulking agent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- -1 drainage improvers Substances 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000001953 sensory effect Effects 0.000 description 1
- 239000011122 softwood Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images




Landscapes
- Sanitary Thin Papers (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
Description
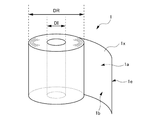
本発明のシャワートイレ用トイレットロール1は、図1及び図2に示すように、2プライに積層され、エンボスパターンが付与されたトイレットペーパー1xをロール状に巻取ったトイレットロールであって、エンボスパターンは、2プライの各々に設けられた、ダブルエンボスパターンであり、トイレットペーパー1xのシート1枚あたりの坪量が13g/m2以上19g/m2以下、紙厚が1.2mm/10枚以上1.9mm/10枚以下であり、巻長が20m以上40m以下、巻直径DRが104mm以上120mm以下、巻密度が0.52m/cm2以上0.92m/cm2以下、である。
シャワートイレ用トイレットロール1の巻長が20m以上40m以下であることにより、シャワートイレ用トイレットロール1の交換頻度を低くすることができる。また、シャワートイレ用トイレットロールの交換頻度をより低くするために、巻長は、27m以上40m以下であることが好ましく、30m以上40m以下であることがより好ましい。
シャワートイレ用トイレットロール1の巻直径DRが104mm以上120mm以下であることにより、シャワートイレ用トイレットロール1の巻長を好適な範囲に維持しつつ、シャワートイレ用トイレットロール1がトイレットペーパーホルダーに容易に収容されるものとなる。また、巻直径DRを上記の範囲内にすることにより、高級感のある見栄えとなる。また、巻直径DRは、108mm以上120mm以下であることが好ましく、112mm以上120mm以下であることがより好ましい。
本発明においては、シャワートイレ用トイレットロール1の巻密度が0.52m/cm2以上0.92m/cm2以下である。ここで、ロールを硬く巻き過ぎると、内巻のトイレットペーパー1xに過大な押圧が加わり、内巻のトイレットペーパー1xに設けたエンボスが潰れて、使用時に美粧性が低下する。一方、ロールを弱く巻き過ぎると、エンボスは潰れないが、巻直径DRが大きくなって、シャワートイレ用トイレットロール1のトイレットペーパーホルダーへの装着が困難になったり、内巻の巻付け力が弱くなり過ぎて、図7の写真に示すように、ロールの内巻側が軸方向に飛び出して不良品が生じたりする。このようなことから、本明細書では、ロールの巻き強さを表すための因子として、巻密度を規定した。
トイレットペーパー1xのシート1枚あたりの坪量は、13g/m2以上19g/m2以下であり、このときの紙厚は1.2mm/10枚以上1.9mm/10枚以下である。坪量及び紙厚が上記の範囲内のものであることにより、巻長、巻直径DR、巻密度、を上述の範囲に調整しやすくなる。トイレットペーパー1xの1枚あたりの坪量及び紙厚を上記範囲に調整する方法としては、原紙ウェブのカレンダー条件(カレンダー処理後の紙厚及び比容積、カレンダー処理前後の紙厚差)及びエンボス条件を規定する方法を挙げることができる。
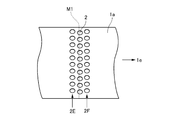
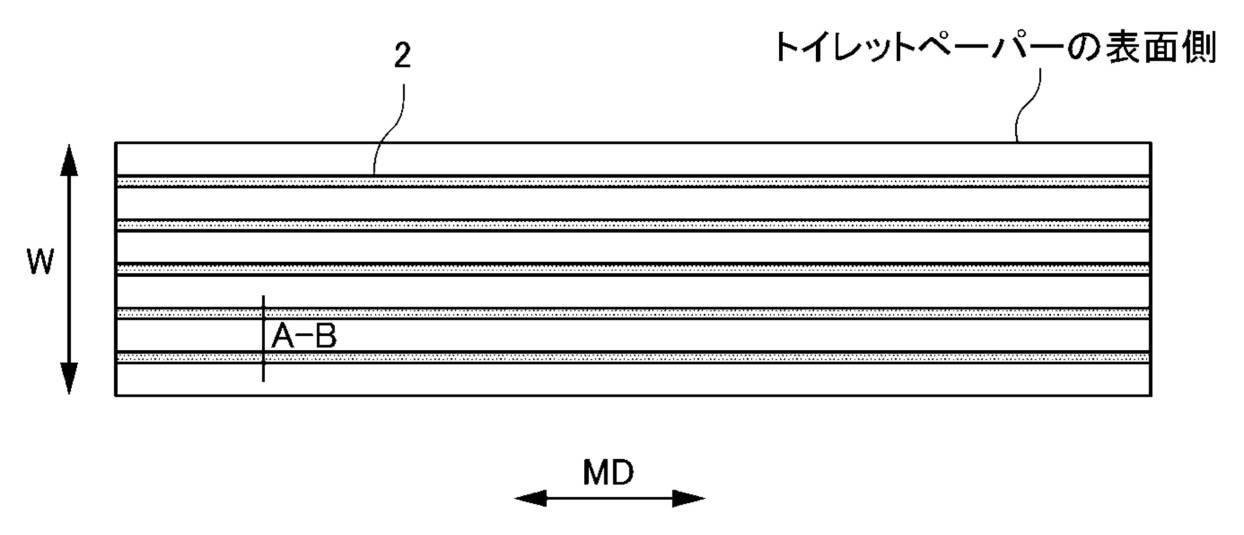
本発明のシャワートイレ用トイレットロール1(トイレットペーパー1x)は、エンボス加工が施されてなるものであり、エンボスパターンを有している。また、本発明におけるエンボスパターンは、トイレットペーパー1xの表面、裏面側の各シートをそれぞれエンボス処理した後、それぞれのシートのエンボスの凸面同士を内側にしてプライアップして2プライにする、いわゆるダブルエンボスである。エンボスパターンをこのようなダブルエンボスパターンにすることにより、シート間に空気層を作り、トイレットロールの吸水量を上げることができ、シャワートイレ用に適したトイレットロールを得ることができる。また、2プライ積層する際には、プライボンドグルー(糊)やナーリング(エッジエンボス)を用いることができるが、エンボスの潰れにくさの観点から、プライボンドグルーを用いる方が好ましい。
また、本発明のシャワートイレ用トイレットロール1の芯の外径である、コア外径DIは、25mm以上48mm以下であることが好ましく、35mm以上46mm以下であることがより好ましく、37mm以上43mm以下であることが更に好ましい。コア外径DIが上記の範囲内のものであることにより、シャワートイレ用トイレットロール1の巻密度を好適に維持しつつ、シャワートイレ用トイレットロール1を、トイレットペーパーホルダーに収まりやすくすることができ、加えて、製造時のシャワートイレ用トイレットロール1の取扱性も良好となる。また、シャワートイレ用トイレットロール1のコアの質量は2.8g以上5.5g以下であることが好ましく、3.5g以上5.0g以下であることがより好ましく、4.0g以上4.6g以下であることが更に好ましい。コア質量を上記の範囲内にすることにより、本願のような長尺のシャワートイレ用トイレットロール1に適した、良好なコアの強度とコアのコストを実現することができる。コアの質量は、ロール幅114mmの質量とし、114mm以外のコアの質量は、比例計算で算出できる。
トイレットペーパー1xの比容積は7.5cm3/g以上12.0cm3/g以下であることが好ましい。トイレットペーパー1xの比容積が上記の範囲内のものであることにより、シートの柔らかさが良好なものとなり、バルク(嵩高さ)が好適に維持され、水分の吸収性が良好に維持されるとともに、巻直径DRが大きくなり過ぎることがない。上記比容積は、8.1cm3/g以上11.3cm3/g以下であることがより好ましく、8.7cm3/g以上10.7cm3/g以下であることが更に好ましい。
トイレットペーパー1x(2プライに積層したシート)のJIS P 8113に基づく乾燥時の縦方向の引張強さをDMDT(Dry Machine Direction Tensile strength)、乾燥時の横方向の引張強さをDCDT(Dry Cross Direction Tensile strength)としたとき、DMDTが400gf/25mm以上1000gf/25mm以下であることが好ましく、500gf/25mm以上900gf/25mm以下であることがより好ましく、600gf/25mm以上800gf/25mm以下であることが更に好ましい。また、DCDTは、90gf/25mm以上230gf/25mm以下であることが好ましく、110gf/25mm以上190gf/25mm以下であることがより好ましく、130gf/25mm以上170gf/25mm以下であることが更に好ましい。DMDT及びDCDTが上記の範囲内のものであることにより、シートが破れにくくなるとともに、触った時の紙の丈夫さも良好となる。なお、引張強さの測定は、引張速度300mm/minの条件で行う。また、引張強さは、公知の方法で調整することができる。
トイレットペーパー1xのティッシュソフトネス測定装置TSA(emtec社製;Tissue Softness Analyzer)上のソフトウェアにて自動的に取得した、6500Hzを含むスペクトルの極大ピークの強度(TS7)が11dBV2rms以上25dBV2rms以下であり、13dBV2rms以上23dBV2rms以下であることが好ましく、15dBV2rms以上21dBV2rms以下であることがより好ましい。このTS7は、トイレットペーパー1xの柔らかさの指標であり、TS7が上記の範囲内のものとなることにより、トイレットペーパー1x及びシャワートイレ用トイレットロール1の柔らかさがバランスよく維持される。
トイレットペーパー1xの(2プライに積層したシート)の旧JIS S 3104に基づく吸水度は、7.0秒以下であることが好ましく、5.0秒以下であることがより好ましく、3.0秒以下であることが更に好ましい。吸水度は、短時間であることが好ましく、上記時間の範囲内であることにより、吸水性が良好に維持される。なお、水を滴下する際は、トイレットペーパー1xの表面側に滴下する。
トイレットペーパー1xを1枚に剥がしたときのJIS P 4501に基づくほぐれやすさは、8.0秒以上60.0秒以下であることが好ましく、8.0秒以上45.0秒以下であることがより好ましく、8.0秒以上30.0秒以下であることが更に好ましい。ほぐれやすさは、短時間であることが好ましく、上記時間の範囲内であることにより、トイレでの水解性が良好に維持され、シャワートイレにおけるトイレットペーパー1xが水に濡れたときの耐水性も良好になる。
トイレットペーパー1xは木材パルプ100質量%からなるものであってもよく、古紙パルプ、非木材パルプ、脱墨パルプ、液体飲料用紙パック古紙等を含んでよいが、品質の観点から50%以下とすることが好ましい。目標とする品質を得るためには、NBKP(針葉樹晒クラフトパルプ)の含有率が20質量%以上60質量%以下であることが好ましく、30質量%以上50質量%以下であることがより好ましく、35質量%以上45質量%以下であることが更に好ましい。また、LBKP(広葉樹晒クラフトパルプ)の含有率が40質量%以上80質量%以下であることが好ましく、50質量%以上70質量%以下であることがより好ましく、55質量%以上65質量%以下であることが更に好ましい。
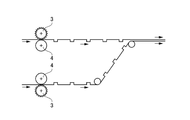
トイレットペーパー1xは、例えば(1)抄紙及びクレーピング、(2)エンボス処理(図9参照)、(3)ロール巻取り加工の順で製造することができる。なお、プライアップの際には、トイレットペーパー1xの表面、裏面側の各シートをそれぞれエンボス処理した後、それぞれのシートのエンボスの凸面同士を内側にしてプライアップして2プライにする。また、2プライ積層する際には、プライボンドグルー(糊)やナーリング(エッジエンボス)を用いることができる。
なお、上記の測定は、JIS P 8111に規定する温湿度条件下(23±1℃、50±2%RH)で平衡状態に保持後に行った。
1a ロール表面
1b ロール裏面
1e トイレットペーパーの最外巻の端縁
1x トイレットペーパー
2 エンボスパターン
3 エンボスロール
4 ゴムロール
Claims (5)
- 2プライに積層され、エンボスパターンが付与されたトイレットペーパーをロール状に巻取ったトイレットロールであって、
前記エンボスパターンは、2プライの各々に設けられた、ダブルエンボスパターンであり、
トイレットペーパーのシート1枚あたりの坪量が13g/m2以上19g/m2以下、紙厚が1.2mm/10枚以上1.9mm/10枚以下であり、
巻長が20m以上40m以下、巻直径が104mm以上120mm以下、巻密度が0.52m/cm2以上0.92m/cm2以下、であり、
比容積が8.7cm 3 /g以上10.7cm 3 /g以下、である、シャワートイレ用トイレットロール。
- JIS P 8113に基づく、トイレットペーパーの、乾燥時の縦方向の引張強さDMDTが400gf/25mm以上1000gf/25mm以下、乾燥時の横方向の引張強さDCDTが90gf/25mm以上230gf/25mm以下、である、請求項1に記載のシャワートイレ用トイレットロール。
- 針葉樹晒クラフトパルプを20質量%以上60質量%以下含有する、請求項1又は2に記載のシャワートイレ用トイレットロール。
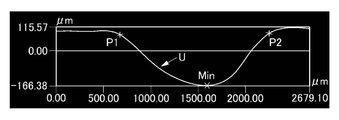
- エンボスパターンの深さが、100μm以上300μm以下である、請求項1から3のいずれかに記載のシャワートイレ用トイレットロール。
- トイレットペーパーのティッシュソフトネス測定装置TSAによる、柔らかさTS7が11dBV2rms以上25dBV2rms以下、滑らかさTS750が16dBV2rms以上40dBV2rms以下、剛性Dが2.2mm/N以上3.4mm/N以下、である請求項1から4のいずれかに記載のシャワートイレ用トイレットロール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017129082A JP6972467B2 (ja) | 2017-06-30 | 2017-06-30 | シャワートイレ用トイレットロール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017129082A JP6972467B2 (ja) | 2017-06-30 | 2017-06-30 | シャワートイレ用トイレットロール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019010366A JP2019010366A (ja) | 2019-01-24 |
| JP6972467B2 true JP6972467B2 (ja) | 2021-11-24 |
Family
ID=65227237
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017129082A Active JP6972467B2 (ja) | 2017-06-30 | 2017-06-30 | シャワートイレ用トイレットロール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6972467B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7206458B2 (ja) * | 2019-02-08 | 2023-01-18 | 日本製紙クレシア株式会社 | トイレットロール |
| JP7251023B2 (ja) * | 2019-04-26 | 2023-04-04 | 日本製紙クレシア株式会社 | 温水洗浄便座トイレ用トイレットロール |
| JP7766448B2 (ja) | 2021-09-30 | 2025-11-10 | 大王製紙株式会社 | トイレットロール |
| JP7766449B2 (ja) | 2021-09-30 | 2025-11-10 | 大王製紙株式会社 | トイレットロール |
| JP7766447B2 (ja) | 2021-09-30 | 2025-11-10 | 大王製紙株式会社 | トイレットロール |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3619808B2 (ja) * | 2002-01-08 | 2005-02-16 | 大王製紙株式会社 | トイレット用巻取衛生ロール紙 |
| JP5455265B2 (ja) * | 2012-03-14 | 2014-03-26 | 日本製紙クレシア株式会社 | トイレットペーパー製品及びその製造方法 |
| JP6589175B2 (ja) * | 2013-12-27 | 2019-10-16 | 日本製紙クレシア株式会社 | トイレットペーパー及びその製造方法 |
-
2017
- 2017-06-30 JP JP2017129082A patent/JP6972467B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019010366A (ja) | 2019-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7438161B2 (ja) | キッチンタオルロール | |
| JP6972467B2 (ja) | シャワートイレ用トイレットロール | |
| JP2017131545A (ja) | 衛生紙ロール | |
| JP7550272B2 (ja) | トイレットロール | |
| JP7377999B2 (ja) | トイレットロール | |
| JP6923175B2 (ja) | シャワートイレ用トイレットペーパー | |
| JP7064320B2 (ja) | トイレットロール | |
| JP6186484B1 (ja) | トイレットロール | |
| JP6996044B2 (ja) | シャワートイレ用トイレットロール | |
| JP6859579B2 (ja) | トイレットロール | |
| JP6186482B1 (ja) | トイレットロール | |
| JP7091578B2 (ja) | トイレットロール | |
| JP7019887B2 (ja) | トイレットロール | |
| JP2020127621A (ja) | トイレットロール | |
| JP7028525B2 (ja) | トイレットロール | |
| JP7019886B2 (ja) | トイレットロール | |
| JP2020108825A (ja) | トイレットロールの製造方法 | |
| JP7373085B2 (ja) | トイレットロール | |
| JP6866550B2 (ja) | トイレットロール | |
| JP6859578B2 (ja) | トイレットロール | |
| JP6862643B2 (ja) | トイレットロール | |
| JP6859580B2 (ja) | トイレットロール | |
| JP6186483B1 (ja) | トイレットロール | |
| JP7129762B2 (ja) | トイレットロール | |
| JP2025049866A (ja) | トイレットロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20180704 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20180826 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200611 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210528 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210608 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210804 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211005 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211011 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6972467 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |