WO2022249993A1 - 樹脂組成物、その製造方法及び成形体 - Google Patents
樹脂組成物、その製造方法及び成形体 Download PDFInfo
- Publication number
- WO2022249993A1 WO2022249993A1 PCT/JP2022/020999 JP2022020999W WO2022249993A1 WO 2022249993 A1 WO2022249993 A1 WO 2022249993A1 JP 2022020999 W JP2022020999 W JP 2022020999W WO 2022249993 A1 WO2022249993 A1 WO 2022249993A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin composition
- fluororesin
- screw
- kneading
- melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
- C08K3/041—Carbon nanotubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/481—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws provided with paddles, gears or discs
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F14/00—Homopolymers and copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F14/18—Monomers containing fluorine
- C08F14/26—Tetrafluoroethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/22—Compounding polymers with additives, e.g. colouring using masterbatch techniques
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/22—Compounding polymers with additives, e.g. colouring using masterbatch techniques
- C08J3/226—Compounding polymers with additives, e.g. colouring using masterbatch techniques using a polymer as a carrier
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L27/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers
- C08L27/02—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L27/12—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C08L27/18—Homopolymers or copolymers or tetrafluoroethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
- B29K2027/18—PTFE, i.e. polytetrafluoroethylene, e.g. ePTFE, i.e. expanded polytetrafluoroethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
- B29K2105/162—Nanoparticles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2507/00—Use of elements other than metals as filler
- B29K2507/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0005—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0077—Yield strength; Tensile strength
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/18—Monomers containing fluorine
- C08F214/26—Tetrafluoroethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/18—Monomers containing fluorine
- C08F214/26—Tetrafluoroethene
- C08F214/262—Tetrafluoroethene with fluorinated vinyl ethers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
Definitions
- the present invention relates to a resin composition, a method for producing the same, and a molded product.
- Fluoropolymers are excellent in heat resistance, flame retardancy, chemical resistance, weather resistance, non-adhesiveness, low friction properties, low dielectric properties, etc., and are used as corrosion-resistant piping materials for chemical plants, vinyl house materials for agriculture, and mold release coatings for kitchen utensils. It is used in a wide range of fields as a coating material for heat-resistant, flame-retardant electric wires, etc.
- fluororesins have high insulating properties
- conductive fillers are generally added when they are used for parts of semiconductor manufacturing equipment or fuel hoses of automobiles, which require conductivity. Carbon black and carbon nanotubes are used as the conductive filler (Patent Document 1).
- Patent Document 2 a method has been proposed in which carbon nanostructures are dispersed in a polymer matrix while a shearing force is applied to produce a polymer composite.
- the carbon nanostructures used in this method comprise a plurality of carbon nanotubes that are branched, cross-linked, and share a common wall with each other.
- the crosslinks between the carbon nanotubes of the carbon nanostructures are destroyed by shear forces during dispersion in the polymer matrix.
- JP 2015-83666 A Japanese translation of PCT publication No. 2015-533187
- the present invention provides a resin composition with excellent conductivity and flexibility, a method for producing the same, and a molded article.
- the present invention has the following aspects.
- a resin composition containing a fluororesin and a carbon nanostructure The resin composition, wherein the carbon nanostructure comprises a plurality of branched carbon nanotubes sharing a common wall with each other.
- Any one of [1] to [3], wherein a sheet having a thickness of 1 mm molded from the resin composition has a volume resistivity of 10 7 ⁇ cm or less as measured according to JIS K 7194. of the resin composition.
- a method for producing a resin composition by dry-mixing or melt-kneading a fluororesin and a carbon nanostructure A method for producing a resin composition, wherein the carbon nanostructure comprises a plurality of branched, crosslinked carbon nanotubes sharing a common wall with each other.
- twin-screw extruder comprises a screw in which a plurality of screw elements including two or more kneading disk elements are attached to the shaft, and a barrel containing the two screws,
- the manufacturing method according to [9] wherein the kneading area ratio, which is the value obtained by dividing the total length of the two or more kneading disc elements by the total length of the screw, is greater than 0.1.
- the production method of [11] wherein the effective shear rate determined by the following formula (1) is greater than 8.
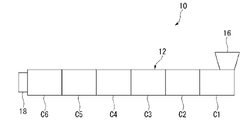
- FIG. 1 is a schematic configuration diagram of a twin-screw extruder used in Examples.
- FIG. 1 is a schematic configuration diagram of a twin-screw extruder used in Examples.
- melt moldable means to exhibit melt flowability.
- Exhibiting melt fluidity means that there is a temperature at which the melt flow rate is 0.1 to 1000 g/10 minutes.
- Melt flow rate is the melt mass flow rate measured according to ASTM-D3159. Hereinafter, the melt flow rate is also referred to as MFR.
- Melting point is the temperature corresponding to the maximum melting peak measured by differential scanning calorimetry (DSC).
- DSC differential scanning calorimetry
- Volume specific resistance is measured according to JIS K7194.
- Fulling number is the number of reciprocating bendings until the test piece breaks, and is measured according to JIS P8115.
- a unit based on a monomer is a general term for an atomic group directly formed by polymerization of one molecule of a monomer and an atomic group obtained by chemically converting a part of the atomic group.
- units based on monomers are also simply referred to as monomer units.
- monomer is meant a compound having a polymerizable carbon-carbon double bond.
- a resin composition according to one aspect of the present invention includes a fluororesin and a specific carbon nanostructure (hereinafter also referred to as CNS (A)).
- the present resin composition may further contain components other than the fluororesin and CNS (A), if necessary.
- melt-moldable fluororesin As the fluororesin, a melt-moldable fluororesin is preferable from the viewpoint of moldability and conductivity.
- melt-moldable fluororesins include known ones, for example, copolymers containing tetrafluoroethylene (hereinafter also referred to as TFE) units and fluoroalkyl vinyl ether units (hereinafter also referred to as PFA), TFE units and hexafluoropropylene units (hereinafter also referred to as FEP), copolymers including ethylene units and TFE units (hereinafter also referred to as ETFE), and polymers including vinylidene fluoride units (hereinafter also referred to as PVDF.
- TFE tetrafluoroethylene
- PFA fluoroalkyl vinyl ether units
- FEP hexafluoropropylene units
- ETFE copolymers including ethylene units and TFE units
- PVDF polymers including vinylidene fluor
- PCTFE polymer containing chlorotrifluoroethylene units
- ECTFE copolymer containing ethylene units and chlorotrifluoroethylene units
- CTFE/TFE copolymer chlorotrifluoroethylene units and TFE units
- fluoroalkyl vinyl ethers include compounds represented by the following formula (3).
- CF 2 CF-OR f (3)
- R f is a fluoroalkyl group having 1 to 10 carbon atoms.
- perfluoro(alkyl vinyl ether) is preferable from the viewpoint of heat resistance.
- perfluoro(alkyl vinyl ether) include compounds in which R f in the above formula (3) is a perfluoroalkyl group having 1 to 10 carbon atoms.
- a fluororesin having a melting point is preferable.
- the melting point of the fluororesin is preferably 150 to 420°C, more preferably 170 to 350°C, even more preferably 200 to 320°C.
- the heat resistance is excellent, and when it is at most the upper limit, the moldability is excellent.
- a polymer containing a TFE unit is preferred because of its superior flexibility.
- one selected from the group consisting of PFA, FEP, ETFE and CTFE/TFE copolymer can be used singly or two or more can be blended.
- PFA, FEP and ETFE are preferable from the viewpoint of heat resistance, slidability, moldability, and the like.
- the molar ratio of TFE units to fluoroalkyl vinyl ether units in PFA is preferably 92/8 to 99/1. If the molar ratio of each unit is within the above range, the heat resistance and fluidity will be more excellent.
- the total ratio of TFE units and fluoroalkyl vinyl ether units to all units constituting PFA is preferably 50 mol % or more, more preferably 90 mol % or more.
- the upper limit is not particularly limited, and may be 100 mol %.
- the molar ratio of TFE units to hexafluoropropylene units in FEP is preferably from 80/20 to 99/1. If the molar ratio of each unit is within the above range, the heat resistance and fluidity will be more excellent.
- the total ratio of TFE units and hexafluoropropylene units to all units constituting FEP is preferably 50 mol % or more, more preferably 90 mol % or more.
- the upper limit is not particularly limited, and may be 100 mol %.
- the molar ratio of TFE units to ethylene units in ETFE is preferably 50/50 to 90/10. If the molar ratio of each unit is within the above range, flexibility, heat resistance and fluidity will be more excellent.
- the total ratio of TFE units and ethylene units to all units constituting ETFE is preferably 50 mol % or more, more preferably 90 mol % or more.
- the upper limit is not particularly limited, and may be 100 mol %.
- Each of PFA, FEP, ETFE, PVDF, PCTFE, ECTFE and CTFE/TFE copolymer may contain other monomeric units as long as the essential properties of the fluororesin are not impaired.
- ETFE may have monomer units other than ethylene and TFE.
- Other monomers include TFE (excluding PFA, FEP, ETFE, and CTFE/TFE copolymer), hexafluoropropylene (excluding FEP), fluoroalkyl vinyl ether (excluding PFA).
- CF2 CF[ OCF2CF ( CF3 )] nOCF2 ( CF2 ) pX (4 )
- X is a halogen atom
- n is an integer of 0-5
- p is an integer of 0-2.
- a fluorine atom and a chlorine atom are preferable, and a fluorine atom is particularly preferable.
- the proportion of other monomer units is preferably 50 mol % or less, more preferably 0.01 to 45 mol %, relative to the total units constituting the fluororesin.
- the adhesive fluororesin is a fluororesin containing at least one functional group (hereinafter also referred to as functional group I) selected from the group consisting of carbonyl group-containing groups, hydroxy groups, epoxy groups and isocyanate groups. Including the functional group I improves the adhesion between the fluororesin and other substrates. It is considered that this is because the functional group I causes some interaction (chemical reaction, etc.) with the bonding group (carbonyl group, etc.) of the other base material.
- the functional group I is preferably present on at least one of the main chain terminal and the side chain of the adhesive fluororesin.
- a carbonyl group-containing group is preferable from the viewpoint of improving reactivity with other base materials and interaction with a bonding group.
- Examples of hydrocarbon groups include alkylene groups having 2 to 8 carbon atoms.
- the halogen atom in the haloformyl group includes a fluorine atom, a chlorine atom, and the like, and a fluorine atom is preferable from the viewpoint of reactivity with other base materials. That is, the haloformyl group is preferably a fluoroformyl group (also referred to as a carbonyl fluoride group).
- the alkoxy group in the alkoxycarbonyl group is preferably an alkoxy group having 1 to 8 carbon atoms, and particularly preferably a methoxy group and an ethoxy group, from the viewpoint of reactivity with other base materials.
- the content of the functional group I in the adhesive fluororesin is preferably 10 to 60,000 , more preferably 100 to 50,000, more preferably 100 to 10,000 is more preferred, and 300 to 5,000 is particularly preferred. If the content of the functional group I is at least the lower limit value, the adhesion between the adhesive fluororesin and other substrates is more excellent, and if it is at most the above upper limit value, it is highly resistant to other substrates at a low processing temperature. of adhesion is obtained.
- the content of functional group I can be measured by methods such as nuclear magnetic resonance (NMR) analysis and infrared absorption spectrum analysis. For example, using a method such as infrared absorption spectrum analysis as described in JP-A-2007-314720, the ratio (mol%) of units containing a functional group I to all units constituting the adhesive fluororesin is determined. , the content of the functional group I can be calculated from the ratio.
- NMR nuclear magnetic resonance
- infrared absorption spectrum analysis as described in JP-A-2007-314720
- Adhesive fluororesin can be obtained, for example, by polymerizing a monomer having a functional group I together when a predetermined monomer is polymerized to produce a fluororesin, or by at least one of a radical polymerization initiator and a chain transfer agent.
- the base fluororesin constituting the adhesive fluororesin the above-mentioned melt-moldable fluororesin is preferable, and a fluororesin having a TFE unit is more preferable.
- the base fluororesin two or more kinds can be blended and used.
- the weight average molecular weight of the fluororesin is preferably 50,000 to 5,000,000.
- the weight-average molecular weight of the fluororesin is 50,000 or more, the mechanical strength and heat resistance are excellent, and when it is 5,000,000 or less, the melt fluidity is excellent.
- the MFR of the fluororesin is preferably 0.5 g/10 minutes or more, more preferably 2 g/10 minutes or more, and even more preferably 5 g/10 minutes or more.
- the MFR of the fluororesin is preferably 80 g/10 minutes or less, more preferably 30 g/10 minutes or less. If the MFR is at least the lower limit value or at most the upper limit value, the MFR of the resin composition is likely to be at least the lower limit value or at most the upper limit value described below.
- the MFR of a fluororesin is a measure of the molecular weight of the fluororesin, and the larger the MFR, the smaller the molecular weight, and the smaller the MFR, the larger the molecular weight.
- the MFR of the fluororesin can be adjusted according to the manufacturing conditions of the fluororesin.
- the MFR of a fluororesin is a value at a temperature between the melting point of the fluororesin +20° C. and the melting point of the fluororesin +90° C. or less.
- ASTM the measurement conditions defined by ASTM are typically adopted.
- the measurement temperature and load are specified according to the type of fluororesin as follows. ETFE: ASTM D3159, measured temperature 297°C, load 49N. PFA: ASTM D3307, measured temperature 372°C, load 49N. FEP: ASTM D2116, measured temperature 372°C, load 49N. PVDF: ASTM D1238, measured temperature 232°C, load 49N.
- the melting point of the fluororesin is 100° C. or more lower than the above measurement temperature, the measurement conditions are changed.
- the measurement temperature is 230°C and the load is 21.2N.
- the shape of the fluororesin used in this resin composition is not particularly limited, and may be pellets or powder.
- the powder is preferably obtained by pulverizing pellets.
- the particle size of the powder is preferably 1 to 50 ⁇ m, more preferably 10 to 40 ⁇ m, since CNS is easily dispersed in the fluororesin.
- CNS (A) CNS (A) contains multiple carbon nanotubes that are branched and share a common wall with each other.
- the carbon nanotube is also referred to as CNT.
- the plurality of CNTs as a whole only needs to have a structural form of branching and sharing of a common wall, and each of the plurality of CNTs has all of these structural forms. you don't have to be
- at least a portion of the plurality of CNTs are branched and at least a portion of the plurality of CNTs share a common wall.
- a plurality of CNTs that are branched and share a common wall with each other may or may not be further crosslinked.
- CNS (A) may contain transition metal nanoparticles, carbon nanofibers, nanodiamonds, graphite, carbon black, graphene, fullerene, etc., in addition to a plurality of branched CNTs sharing a common wall with each other. good.
- Transition metal nanoparticles are, for example, catalysts used in forming CNS (B), described below, on growth substrates.
- CNS (A) typically applies a shear force to a carbon nanostructure (hereinafter also referred to as CNS (B)) comprising a plurality of CNTs that are branched, cross-linked, and share a common wall with each other. formed in addition. Applying a shear force to the CNS (B) breaks at least some of the cross-links. The degree of destruction of cross-linking can be adjusted by the magnitude of the shear force.
- the plurality of CNTs as a whole only needs to have a structural form of branching, cross-linking, and sharing of a common wall, and each of the plurality of CNTs has all of their structural forms. you don't have to.
- at least a portion of the plurality of CNTs are branched, at least a portion of the plurality of CNTs are crosslinked, and at least a portion of the plurality of CNTs share a common wall.
- CNS (B) For CNS (B), one manufactured by a known method may be used, or a commercially available product may be used. Examples of the method for producing CNS (B) include the method described in JP-T-2015-533187. In this method, CNS (B) is formed on a growth substrate (fiber material or the like), CNS (B) is removed from the growth substrate to which CNS (B) is attached, and CNS (B) without growth substrate is obtained. obtain.
- Commercially available products of CNS (B) include, for example, the Athlos series manufactured by Cabot Corporation.
- Other components include polymers other than the fluororesin (hereinafter also referred to as other polymers), fillers other than the carbon nanostructures (hereinafter also referred to as other fillers), and additives other than polymers and fillers. can be exemplified. These components may be used in combination of two or more.
- polymers are used, for example, for strength purposes.
- Other polymers include polyaryletherketones, polyphenylene sulfides, liquid crystal polymers (LCPs), polyamides, polyetherimides, thermoplastic polyimides, and the like.
- fillers are used, for example, for stiffening purposes.
- Other fillers include carbon fibers, cellulose fibers, cellulose nanofibers, potassium titanate fibers, glass fibers and the like.
- Additives other than polymers and fillers include pigments, plasticizers, processing aids, heat stabilizers, light absorbers, and softening agents such as polyolefin elastomers.
- the content of the fluororesin is preferably 10 to 99.999% by mass, more preferably 60 to 99.99% by mass, and 80 to 99.9% by mass with respect to the total mass of the present resin composition. % is more preferred. If the content of the fluororesin is at least the above lower limit value, moldability and flexibility will be more excellent, and if it is at most the above upper limit value, the conductivity will be more excellent.
- the content of CNS (A) is preferably 0.001 to 10% by mass, more preferably 0.005 to 8% by mass, and even more preferably 0.1 to 5% by mass, relative to the total mass of the present resin composition. . If the content of CNS (A) is at least the above lower limit, the conductivity will be more excellent, and if it is at most the above upper limit, the moldability and flexibility will be more excellent.
- the total content of the fluororesin and CNS (A) is preferably 50% by mass or more, more preferably 70% by mass or more, more preferably 90% by mass or more, based on the total mass of the present resin composition, from the viewpoint of conductivity. More preferably, it may be 100% by mass.
- the content of the other polymer is preferably 90% by mass or less, more preferably 50% by mass or less, still more preferably 30% by mass or less, and may be 0% by mass, based on the total mass of the present resin composition. If the content of the other polymer is equal to or less than the above upper limit, the conductivity will be more excellent.
- the content of the other polymer is preferably 1% by mass or more, more preferably 5% by mass or more, relative to the total mass of the resin composition. If the content of the other polymer is at least the above lower limit, the strength will be more excellent.
- the content of other fillers is preferably 50% by mass or less, more preferably 40% by mass or less, still more preferably 30% by mass or less, and may be 0% by mass with respect to the total mass of the present resin composition.
- the content of other fillers is equal to or less than the above upper limit, moldability and flexibility are more excellent.
- the content of the other fillers is preferably 1% by mass or more, more preferably 5% by mass or more, relative to the total mass of the resin composition. If the content of other fillers is at least the above lower limit, the strength will be more excellent.
- the volume resistivity of the present resin composition is preferably 10 7 ⁇ cm or less, more preferably 10 6 ⁇ cm or less, and even more preferably 10 5 ⁇ cm or less.
- Volume resistivity is a measure of conductivity. If the volume resistivity of the present resin composition is equal to or less than the upper limit, it is useful for applications that require electrical conductivity.
- the volume resistivity of the present resin composition is measured on a 1 mm-thick sheet obtained by molding the present resin composition. A detailed method for producing the sheet is as described in Examples below.
- the resin composition has a volume resistivity of 10 7 ⁇ cm or less, and the content of CNS (A) is 0.001 to 10% by mass with respect to the total mass of the resin composition. preferable.
- a volume resistivity of 10 7 ⁇ cm or less can be achieved even when the content of CNS (A) is as low as 10% by mass or less. More preferred volume resistivity and CNS (A) content are as described above.
- the folding endurance of the present resin composition is preferably 6,000 times or more, more preferably 10,000 times or more, and still more preferably 12,000 times or more, from the viewpoint of conductivity.
- the number of folding endurances is an index of flexibility. When the folding endurance of the present resin composition is at least the above lower limit, it is useful for applications requiring flexibility.
- the folding endurance of the present resin composition is measured on a test piece having a thickness of 0.23 mm, a length of 130 mm, and a width of 13 mm, which is obtained by molding the present resin composition. A detailed method for preparing the test piece is as described in Examples below.
- the MFR of the present resin composition is preferably 1.5 g/10 minutes or more, more preferably 1.8 g/10 minutes or more, and even more preferably 2.0 g/10 minutes or more.
- the MFR of the present resin composition is preferably 70 g/10 minutes or less, more preferably 50 g/10 minutes or less. If the MFR of the present resin composition is at least the above lower limit, the moldability will be more excellent, and if it is at most the above upper limit, the flex resistance will be more excellent.
- the MFR of the resin composition can be adjusted by the MFR of the fluororesin, the content of the fluororesin in the resin composition, the kneading conditions when producing the resin composition, and the like.
- the MFR of the resin composition is a value at a temperature 20° C.
- the MFR measurement conditions (measurement temperature, load)
- measurement conditions corresponding to the contained fluororesin are typically employed.
- the fluororesin and CNS (B) are dry-mixed or melt-kneaded. If necessary, other components may be dry-mixed or melt-kneaded together with the fluororesin and CNS (B).
- the fluororesin, CNS (B), and other components are as described above.
- a melt-moldable fluororesin is usually used as the fluororesin.
- the amount of fluororesin is preferably 10 to 99.999% by mass, more preferably 60 to 99.99% by mass, and even more preferably 80 to 99.9% by mass, relative to the total mass of the resin composition to be produced. If the amount of the fluororesin is at least the lower limit, moldability and flexibility will be better, and if it is at most the upper limit, the conductivity will be better.
- the amount of CNS (B) is preferably 0.001 to 10% by mass, more preferably 0.005 to 8% by mass, and still more preferably 0.1 to 5% by mass with respect to the total mass of the resin composition to be produced. . If the amount of CNS (B) is at least the lower limit, the conductivity will be more excellent, and if it is at most the upper limit, the moldability and flexibility will be more excellent.
- the total content of the fluororesin and CNS (A) is preferably 50% by mass or more, more preferably 70% by mass or more, and 90% by mass or more with respect to the total mass of the resin composition to be produced. is more preferable, and may be 100% by mass.
- the amount of the other polymer is preferably 90% by mass or less, more preferably 50% by mass or less, still more preferably 30% by mass or less, and may be 0% by mass, based on the total mass of the resin composition to be produced. If the content of the other polymer is equal to or less than the above upper limit, the conductivity will be more excellent.
- the content of the other polymer is preferably 1% by mass or more, more preferably 5% by mass or more, relative to the total mass of the resin composition to be produced. If the content of the other polymer is at least the above lower limit, the strength will be more excellent.
- the amount of other fillers is preferably 50% by mass or less, more preferably 40% by mass or less, still more preferably 30% by mass or less, and may be 0% by mass, based on the total mass of the resin composition to be produced.
- the content of other fillers is equal to or less than the above upper limit, moldability and flexibility are more excellent.
- the content of the other fillers is preferably 1% by mass or more, more preferably 5% by mass or more, relative to the total mass of the resin composition to be produced. If the content of other fillers is at least the above lower limit, the strength will be more excellent.
- the dry mixing method includes a method using a dry mixer such as a double cone blender, a V blender, an air blender, a gravity blender, a ribbon mixer, a screw mixer, a paddle mixer, and a vibrating mixer.
- a dry mixer such as a double cone blender, a V blender, an air blender, a gravity blender, a ribbon mixer, a screw mixer, a paddle mixer, and a vibrating mixer.
- the temperature during dry mixing is, for example, -30 to 140°C.
- melt-kneading method examples include a method using a known melt-kneader.
- the melt-kneader one having a screw is preferable, and examples thereof include a twin-screw extruder, a single-screw extruder, a kneader, and a mixer.
- the fluororesin and CNS (B) are put into the base end of the screw, and the screw rotates to feed them to the tip of the screw while being melt-kneaded, and in a molten state.
- the kneaded product is continuously or intermittently discharged from the tip side of the screw without being transferred to the base end of the screw and circulated.
- the melted kneaded material discharged from the tip side of the screw is usually extruded in a strand form from a die provided at the tip of the device, and then cut by a pelletizer to obtain a pellet-shaped resin composition.
- the kneaded material does not stay in the apparatus, and the kneaded material is not subjected to excessive shearing force.
- a twin-screw extruder is preferable from the viewpoint of productivity.
- the following method A or B is preferable as the method for producing the resin composition.
- a plurality of CNTs (CNS (A)) generated by at least part of the cross-linking of CNS (B) being destroyed are well dispersed in the fluororesin, and the amount of CNS (B) is Even if the content is small, excellent electrical conductivity tends to be exhibited.
- Method A Melt-knead the fluororesin and CNS (B) with a twin-screw extruder,
- the twin-screw extruder comprises a screw having a plurality of screw elements including two or more kneading disk elements attached to the shaft, and a barrel containing the two screws,
- the method wherein the kneading area ratio, which is the total length (mm) of the two or more kneading disc elements divided by the total length (mm) of the screw, is greater than 0.1.
- Method B A method of melt-kneading a part of the fluororesin and CNS (B) to prepare a masterbatch, and melt-kneading the obtained masterbatch and the remainder of the fluororesin.
- twin-screw extruder in method A includes two screws, a barrel containing the two screws, a raw material supply port provided in the barrel, and a die provided at the downstream end of the barrel.
- the twin-screw extruder may optionally be further equipped with a vacuum vent provided on the barrel.
- the twin-screw extruder in method A may be a co-rotating twin-screw extruder that rotates in the same direction two screws passed through a barrel cylinder in which an inverted V-shaped through hole is formed. It may be a counter-rotating extruder that rotates screws in opposite directions.
- a twin-screw extruder As a twin-screw extruder, it has excellent conveying capacity, melting/kneading capacity, and separation (dehydration) capacity. It is also capable of continuous material processing, and is also excellent in improving the efficiency of the resin composition manufacturing process. From this point of view, a co-rotating twin-screw extruder is preferred.
- the meshing of the two screws may be non-meshing, partial meshing, or full meshing.
- the screw used is one that allows the kneading area, which will be described later, to be incorporated at any position of the screw. Therefore, the screw used is one in which a plurality of screw elements including two or more kneading disk elements are attached to a shaft.
- the screw elements have the same cross-sectional shape in the direction perpendicular to the axis.
- a unique function occurs depending on the number of threads, which means the number of flights, and the torsion angle at which the cross-sectional shape in the direction perpendicular to the axis rotates about the shaft.
- screw elements include rotary elements, kneading disk elements, and mixing elements according to their functions.
- a rotary element is a conveying screw element with a helix angle that rotates continuously about a shaft.
- a kneading disc element is a screw element composed of a plurality of plate-like discs without a twist angle.
- the mixing element is a screw element in which a notch is formed in a forward-threaded full-flight element, or a screw element in which a notch is formed in a reverse-threaded full-flight element.
- the mixing element may or may not be self-cleaning.
- the screw of the twin-screw extruder in method A one composed of a rotary element, a kneading disk element and a mixing element is preferably used.
- the kneading area ratio is over 0.1, preferably over 0.15, and more preferably over 0.18. Further, the kneading area ratio is preferably 0.45 or less, more preferably 0.30 or less. If the kneading area ratio is at least the lower limit, the plurality of CNTs generated by at least part of the cross-linked bonds of CNS (B) being destroyed are well dispersed in the fluororesin, and the amount of CNS (B) is small.
- L/D is more preferably 20 or more, and more preferably 30 to 100, from the viewpoint that the fluororesin and CNS (B) can be efficiently melt-kneaded.
- L/D is a value obtained by dividing the total screw length L (mm) by the screw diameter D (mm).
- the twin-screw extruder in method A preferably has one or more melting zones in which at least one of the screw elements, the mixing element and the kneading disk element, are continuously arranged.
- a fluororesin or the like is melt-kneaded by the twin-screw extruder having a melting zone.
- the twin-screw extruder since the twin-screw extruder has a melting zone, at least one of two or more continuously arranged mixing elements and kneading disk elements increases the residence time of the fluororesin or the like in the twin-screw extruder. . When the fluororesin, etc. passes through the melting zone, shear heat is applied to the fluororesin, etc.
- the number of melting zones is preferably one or two, more preferably one. If the number of melting zones is 2 or less, shear heat generation or deformation compression of the fluororesin by the screw can be suppressed, and excessive decomposition of the fluororesin can be suppressed.
- a barrel is a series of barrel blocks connected together.
- a through hole corresponding to the cross-sectional shape of the screw is formed in the barrel block.
- the vacuum vent is installed for the purpose of removing low-boiling components contained in the fluororesin or the like when the fluororesin or the like is melt-kneaded by the screw of the twin-screw extruder.
- a vacuum vent can be installed in the twin screw extruder, for example, by using a barrel block with an attached vacuum vent. Vacuum vents may be provided in multiple barrel blocks.
- the raw material supply port When there is only one raw material supply port, the raw material supply port is provided upstream of the most upstream kneading area.
- the first raw material supply port which is the most upstream of the raw material supply ports, is provided upstream of the kneading area, which is the most upstream, and the other raw material supply ports are the most upstream. It may be provided on the downstream side of the kneading area on the upstream side.
- the fluororesin is preferably supplied from the first raw material supply port.
- CNS (B) and other components may be supplied from the second raw material supply port onwards.
- the die When pelletizing the kneaded material, the die is preferably capable of extruding the kneaded material to form a strand.
- the number of ejection openings in the die may be one or plural.
- a die having several to several tens of ejection openings is preferable because a plurality of strands are formed and productivity is good.
- Method A In method A, first, the fluororesin and CNS (B) are charged into the raw material supply port of the twin-screw extruder.
- the fluororesin and CNS (B) charged from the raw material supply port of the twin-screw extruder are melt-kneaded in the twin-screw extruder.
- a molten kneaded product obtained by melt-kneading with a twin-screw extruder is extruded, for example, from a die to form a strand.
- the strands are cut by, for example, a pelletizer. Thereby, pellets of the resin composition are obtained.
- the effective shear rate determined by the following formula (1) is preferably greater than 8, more preferably greater than 11, and even more preferably greater than 12. Also, the effective shear rate amount is preferably 30 or less, more preferably 23 or less. If the effective shear rate amount is equal to or higher than the lower limit, more excellent electrical conductivity is likely to be obtained. When the effective shear rate is equal to or less than the above upper limit, excessive shear heat generation to the fluororesin by the screw and internal heat generation due to deformation compression are suppressed, and excessive decomposition of the fluororesin is suppressed.
- the screw shear rate is preferably 40 sec -1 or higher, more preferably 100 sec -1 or higher. Also, the screw shear rate is preferably less than 400 sec -1 , more preferably less than 250 sec -1 . If the screw shear rate is at least the above lower limit, the fluororesin and CNS (B) are sufficiently melt-kneaded. If the screw shear rate is equal to or less than the upper limit, heat generation due to shearing of the screw is reduced, so thermal decomposition of the fluororesin is suppressed.
- the screw rotation speed is preferably 40-500 rpm, more preferably 70-400 rpm.
- the fluororesin and CNS (B) are sufficiently melt-kneaded while suppressing decomposition of the fluororesin due to shearing of the screw.
- the set temperature of the barrel is preferably the melting point of the fluororesin or higher, more preferably the melting point of the fluororesin +15° C. or higher. Further, the set temperature of the barrel is preferably +140°C or less of the melting point of the fluororesin, more preferably +130°C or less of the melting point of the fluororesin.
- the set temperature of the barrel is equal to or higher than the above lower limit, melting of the fluororesin is promoted, and excessive decomposition due to scission of the molecular chain of the fluororesin by the screw is suppressed. If the set temperature of the barrel is equal to or lower than the upper limit, oxidative decomposition of the fluororesin due to heat is suppressed.
- the set temperature of each of the plurality of barrel blocks may be the same or different. Preferred set temperatures for each of the plurality of barrel blocks are the same as above.
- the set temperature of the die is preferably the melting point of the fluororesin + 10°C or higher and less than the melting point of the fluororesin + 150°C, more preferably the melting point of the fluororesin + 20°C or higher and the melting point of the fluororesin + 130°C or lower, and the melting point of the fluororesin + 30°C or higher. , the melting point of the fluororesin + 100°C or less is more preferable. If the set temperature of the die is equal to or higher than the lower limit, melt fracture from the die outlet is reduced, thereby increasing the stability of the strand. If the set temperature of the die is equal to or lower than the upper limit, decomposition of the fluororesin can be suppressed.
- the strand diameter is preferably 1 to 10 mm, more preferably 1 to 6 mm, and even more preferably 2 to 5 mm.
- the strands are preferably cooled.
- the strands may be air cooled or water cooled.
- Examples of the air cooling method include a method using an air blower or the like, and a method of allowing cooling during transportation by a transportation means.
- the water cooling method includes a method of immersing the strand in a cooling solution such as water filled in a container, a method of spraying the strand with the cooling solution, and the like.
- the temperature of the strand after cooling (that is, the temperature of the strand at the time of cutting) is preferably 35 to 200°C, more preferably 50 to 150°C, even more preferably 70 to 120°C.
- a pelletizer cuts the strand into pellets.
- the pelletizer usually has a strand cutter that cuts the cooled strand into pellets.
- a strand cutter for example, includes a fixed blade and a rotary blade. The strand is cut to a predetermined length by being sandwiched between the fixed blade and the rotary blade to obtain pellets.
- Method B the method of melt-kneading (hereinafter also referred to as primary kneading) a part of the fluororesin and the CNS (B) includes the method of using the above-described known melt-kneader.
- the amount of the fluororesin to be primarily kneaded is preferably 70 to 99.9% by mass, more preferably 85 to 99% by mass, based on the total mass of the kneaded product obtained by primary kneading. If the amount of the fluororesin to be primarily kneaded is at least the lower limit, the dispersibility of the CNS will be more excellent, and if it is at most the upper limit, the conductivity will be more excellent.
- the amount of CNS (B) to be primarily kneaded is preferably the total amount of CNS (B) used in the production of the resin composition.
- the temperature during the primary kneading is preferably at least the melting point of the fluororesin, more preferably at least +15°C above the melting point of the fluororesin.
- the temperature during the primary kneading is preferably +140°C or less, more preferably +130°C or less. If the temperature during primary kneading is at least the above lower limit, melting of the fluororesin is promoted, and excessive decomposition due to scission of the molecular chains of the fluororesin by the screw is suppressed. If the temperature during the primary kneading is equal to or lower than the upper limit, oxidative decomposition of the fluororesin due to heat is suppressed.
- the shear rate during primary kneading is preferably 20 sec -1 or higher, more preferably 60 sec -1 or higher.
- the shear rate during primary kneading is preferably less than 350 sec -1 , more preferably less than 200 sec -1 . If the shear rate during primary kneading is at least the above lower limit, the fluororesin and CNS (B) are sufficiently melt kneaded. If the shear rate during the primary kneading is equal to or lower than the upper limit, heat generation due to shearing is reduced, and thermal decomposition of the fluororesin is suppressed.
- the screw rotation speed during primary kneading is preferably 20 to 450 rpm, more preferably 50 to 350 rpm.
- the fluororesin and CNS (B) are sufficiently melt-kneaded while suppressing decomposition of the fluororesin due to shearing of the screw.
- the kneading area ratio is preferably more than 0.1 (further than 0.15), and the kneading area ratio is more than 0.1 (further is greater than 0.15), and an effective shear rate amount greater than 8 is more preferred.
- the more preferable kneading area ratio and effective shear rate are as described above.
- Examples of the method of melt-kneading the obtained masterbatch and the remainder of the fluororesin include the method of using the known melt-kneader described above.
- the temperature during secondary kneading is preferably the melting point of the fluororesin or higher, more preferably the melting point of the fluororesin +15°C or higher. Further, the temperature during the secondary kneading is preferably +140°C or less of the melting point of the fluororesin, and more preferably +130°C or less of the melting point of the fluororesin. If the secondary kneading temperature is at least the above lower limit, melting of the fluororesin is promoted, and excessive decomposition due to scission of the molecular chain of the fluororesin by the screw is suppressed. If the secondary kneading temperature is equal to or lower than the upper limit, oxidative decomposition of the fluororesin due to heat is suppressed.
- the shear rate during secondary kneading is preferably 20 sec -1 or higher, more preferably 60 sec -1 or higher.
- the shear rate during secondary kneading is preferably less than 350 sec -1 , more preferably less than 200 sec -1 . If the shear rate during secondary kneading is at least the above lower limit, the fluororesin and CNS (B) are sufficiently melt-kneaded. If the shear rate during secondary kneading is equal to or less than the upper limit, heat generated by shearing is reduced, and thermal decomposition of the fluororesin is suppressed.
- the screw rotation speed during secondary kneading is preferably 20 to 450 rpm, more preferably 50 to 350 rpm.
- the fluororesin and CNS (B) are sufficiently melt-kneaded while suppressing decomposition of the fluororesin due to shearing of the screw.
- the kneading area ratio is preferably more than 0.1 (further than 0.15) as in method A, and the kneading area ratio is more than 0.1 ( more preferably more than 0.15) and an effective shear rate of more than 8.
- a molded article according to one aspect of the present invention is a molded article of the present resin composition.
- the molded article of this aspect is obtained by molding the present resin composition.
- molding methods include an extrusion molding method, an injection molding method, a blow molding method, a compression molding method (press molding method), and the like.
- Extrusion includes forming pipes, wires, films, sheets, and the like.
- the thickness of the molded body is preferably 1 mm or less, more preferably 0.005 to 0.8 mm, even more preferably 0.010 to 0.5 mm. When the thickness of the molded article is 1 mm or less, the molded article has better flexibility. If the thickness of the molded body is 0.005 mm or more, it is excellent in handleability.
- Uses of the molded article include heater cables, automobile fuel hoses, heat transfer rolls, seamless belts, copy rolls, conductive sheets, tube connectors, sheaths of electric wires and tubes, and the like.
- a heater cable is preferred because the molded article of this embodiment is excellent in conductivity and flexibility. Moreover, it can be suitably used as a fuse or a planar heating element.
- sliding members such as sliding members such as various spoilers and exterior parts for automobiles are also cited as suitable applications of the present composition.
- suitable uses of the present composition include, in addition to automotive exterior parts, application members requiring conductivity such as electrical/electronic/OA equipment and wearable devices, sheets, films, and the like.
- the MFR of the resin composition was measured according to ASTM-D3159 using a melt indexer (manufactured by Takara Thermistor). Specifically, in Examples 1 to 6 and 8 to 10, the resin composition was charged into a cylinder with an inner diameter of 9.5 mm, held at 297° C. for 5 minutes, and then subjected to a piston load of 49 N at that temperature. Extruded through an orifice of 0.1 mm and 8 mm length and the extrusion rate (g/10 min) was taken as MFR. In Examples 7 and 11, the MFR was measured in the same manner as above, except that the measurement temperature was changed to 230°C and the fruit juice was changed to 21.2N. The MFR of the fluororesin used in each example was determined by the same method.
- a dumbbell-shaped test piece specified in ASTM-D638 Type V was cut out from a 1 mm-thick evaluation molding.
- TENSILON manufactured by A&D, model RTF-1350
- ASTM-D638 under the conditions of a load cell rating of 1 kN, a distance between chucks of 25.4 mm, and a speed of 50 mm / min, Tensile strength and tensile elongation were measured.
- a test piece having a width of 5 cm and a length of 5 cm was cut out from an evaluation molding having a thickness of 1 mm.
- the volume resistivity of this test piece was determined according to JISK7194 using a low resistivity meter (model MCP-T700 manufactured by Mitsubishi Chemical Analytic Tech).
- ⁇ Number of folds> A test piece having a length of 130 mm and a width of 13 mm was cut out from an evaluation molding having a thickness of 0.23 mm.
- the number of folding endurance (the number of reciprocating bendings until the test piece breaks) was determined according to JIS P 8115 using an MIT folding tester (manufactured by Toyo Seiki Seisakusho).
- Fluororesin 2 Powder obtained by pulverizing fluororesin 1. Average particle size 30 ⁇ m.
- Fluororesin 6 Teflon FEP 9494J (FEP) manufactured by Chemours
- CNS "Athlos 2000” from Cabot, a carbon nanostructure comprising multiple carbon nanotubes that are branched, cross-linked, and share a common wall with each other.
- CNT carbon nanotube (not branched, not cross-linked, sharing no common walls with each other), Nanosil “NC7000", multi-walled carbon nanotube, diameter: 9.5 nm, aspect ratio: 160.
- CB carbon black, "Denka Black” manufactured by Denka Co., Ltd., acetylene black, average particle size: 38 nm, aspect ratio: 1.0 to 1.7.
- xGnP Nanographene xGnP M-25 manufactured by Numetals End Chemicals.
- twin-screw extruder As a twin-screw extruder, a fully intermeshing co-rotating twin-screw extruder (manufactured by Technovel, KZW15TW-45MG-NH(-1100)) was prepared.
- FIG. 1 is a schematic configuration diagram showing a twin-screw extruder used in Example 1.
- the twin-screw extruder 10 includes two screws (not shown), a barrel 12 containing two screws, a raw material supply port 16 provided in the barrel 12, and a strand provided at the downstream end of the barrel 12. a die head 18;
- the barrel 12 has a first barrel block C1, a second barrel block C2, a third barrel block C3, a fourth barrel block C4, a fifth barrel block C5 and a sixth barrel block C6 in this order from the upstream side.
- the raw material supply port 16 is provided in the first barrel block C1.
- the twin-screw extruder 10 has a melting zone (not shown) from part of the fourth barrel block C4 to part of the fifth barrel block C5. All screw elements other than the melt zone are rotary elements.
- the melting zone consists of two or more kneading disc elements. The number of kneading disk elements was set so that the kneading area ratio was the value shown in Table 1.
- the kneaded material melted and kneaded by the twin-screw extruder 10 was extruded from the strand die head 18 to form a strand.
- the obtained pellets were evaluated as described above. Table 1 shows the results.
- Examples 2-6, 8-10 Resin composition in the same manner as in Example 1 except that the materials and their compounding ratios, the kneading area ratio, and the effective shear rate amount are shown in Table 1 to be fed from the raw material supply port 16 of the twin-screw extruder 10. of pellets were obtained and evaluated as described above. Table 1 shows the results.
- Example 5 is an example of secondary kneading using the pellets obtained in Example 4
- Example 6 is an example of secondary kneading using only the pellets obtained in Example 4.
- Example 7 The materials shown in Table 1 were melted and kneaded in Labo Plastomill manufactured by Toyo Seiki Co., Ltd. The compounding ratio is as shown in Table 1. A total amount of 30 g was put into a Laboplastomill at once, and melt-kneaded for 10 minutes at a screw speed of 50 rpm and a temperature of 240°C to obtain a kneaded resin composition. rice field. The obtained resin composition was evaluated for tensile properties and volume resistivity. Table 1 shows the results.
- Example 11 A resin composition was obtained in the same manner as in Example 7 except that the materials to be melt-kneaded were as shown in Table 1. The obtained resin composition was evaluated for MFR, volume resistivity, and folding endurance. Table 1 shows the results.
- Example 12 to 16 A resin composition was obtained in the same manner as in Example 7 except that the materials to be melt-kneaded were as shown in Table 2 and the kneading temperature was set to the temperature shown in Table 2. The volume specific resistance value of the obtained resin composition was evaluated. Table 2 shows the pressing temperature of the molded body for evaluation used to measure the volume resistivity. Table 2 shows the results.
- the resin compositions of Examples 1 to 7 had a low CNS content of 1% by mass or less and were excellent in electrical conductivity. It was also excellent in flexibility (endurance of folding) and tensile properties (tensile strength, tensile elongation).
- the resin compositions of Examples 8 and 9, which did not contain CNS and contained 15% by mass of CB were inferior in flexibility and tensile properties.
- the resin compositions of Examples 10 and 11, which did not contain CNS and contained 1% by mass of CNT or xGnP were inferior in electrical conductivity.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Nanotechnology (AREA)
- Mechanical Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023523450A JPWO2022249993A1 (https=) | 2021-05-25 | 2022-05-20 | |
| CN202280037079.8A CN117377723A (zh) | 2021-05-25 | 2022-05-20 | 树脂组合物、其制造方法和成形体 |
| EP22811263.7A EP4349911A4 (en) | 2021-05-25 | 2022-05-20 | RESIN COMPOSITION, METHOD FOR PRODUCING THE SAME AND MOLDED ARTICLES |
| KR1020237038454A KR20240013729A (ko) | 2021-05-25 | 2022-05-20 | 수지 조성물, 그 제조 방법 및 성형체 |
| US18/501,345 US20240067795A1 (en) | 2021-05-25 | 2023-11-03 | Resin composition, method for its production and molded body |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-087368 | 2021-05-25 | ||
| JP2021087368 | 2021-05-25 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/501,345 Continuation US20240067795A1 (en) | 2021-05-25 | 2023-11-03 | Resin composition, method for its production and molded body |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022249993A1 true WO2022249993A1 (ja) | 2022-12-01 |
Family
ID=84229854
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/020999 Ceased WO2022249993A1 (ja) | 2021-05-25 | 2022-05-20 | 樹脂組成物、その製造方法及び成形体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240067795A1 (https=) |
| EP (1) | EP4349911A4 (https=) |
| JP (1) | JPWO2022249993A1 (https=) |
| KR (1) | KR20240013729A (https=) |
| CN (1) | CN117377723A (https=) |
| WO (1) | WO2022249993A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025110152A1 (ja) * | 2023-11-22 | 2025-05-30 | Agc株式会社 | ペレットの製造方法、イオン交換膜の製造方法及びペレット |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007112885A (ja) * | 2005-10-19 | 2007-05-10 | Bussan Nanotech Research Institute Inc | 熱可塑性エラストマー組成物 |
| JP2007512658A (ja) * | 2003-08-08 | 2007-05-17 | ゼネラル・エレクトリック・カンパニイ | 導電性組成物及びその製造方法 |
| JP2007314720A (ja) | 2006-05-29 | 2007-12-06 | Asahi Glass Co Ltd | ガラス繊維強化複合材料、その製造方法およびプリント回路基板 |
| JP2015083666A (ja) | 2013-09-17 | 2015-04-30 | 旭硝子株式会社 | 導電性フッ素樹脂組成物、その製造方法および成形体 |
| JP2015533187A (ja) | 2012-09-28 | 2015-11-19 | アプライド ナノストラクチャード ソリューションズ リミテッド ライアビリティー カンパニーApplied Nanostructuredsolutions, Llc | カーボンナノ構造体の剪断混合により形成される複合体材料及び関連方法 |
| JP2021087368A (ja) | 2019-12-02 | 2021-06-10 | 株式会社クボタ | 農業用ロボット |
| JP2022064068A (ja) * | 2020-10-13 | 2022-04-25 | 株式会社十川ゴム | 耐液性ゴムおよび耐液性ゴムの調合方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9327969B2 (en) * | 2012-10-04 | 2016-05-03 | Applied Nanostructured Solutions, Llc | Microwave transmission assemblies fabricated from carbon nanostructure polymer composites |
| US10414896B2 (en) * | 2015-07-31 | 2019-09-17 | Zeon Corporation | Composite resin material, slurry, shaped composite resin material product, and slurry production process |
| JP7385357B2 (ja) * | 2015-12-15 | 2023-11-22 | エージーシー ケミカルズ アメリカズ,インコーポレイテッド | 層状チューブ、および層状チューブに使用される層 |
| WO2020130144A1 (ja) * | 2018-12-21 | 2020-06-25 | ダイキン工業株式会社 | フルオロポリマー組成物、成形品および射出成形品 |
-
2022
- 2022-05-20 WO PCT/JP2022/020999 patent/WO2022249993A1/ja not_active Ceased
- 2022-05-20 KR KR1020237038454A patent/KR20240013729A/ko active Pending
- 2022-05-20 EP EP22811263.7A patent/EP4349911A4/en active Pending
- 2022-05-20 CN CN202280037079.8A patent/CN117377723A/zh active Pending
- 2022-05-20 JP JP2023523450A patent/JPWO2022249993A1/ja active Pending
-
2023
- 2023-11-03 US US18/501,345 patent/US20240067795A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007512658A (ja) * | 2003-08-08 | 2007-05-17 | ゼネラル・エレクトリック・カンパニイ | 導電性組成物及びその製造方法 |
| JP2007112885A (ja) * | 2005-10-19 | 2007-05-10 | Bussan Nanotech Research Institute Inc | 熱可塑性エラストマー組成物 |
| JP2007314720A (ja) | 2006-05-29 | 2007-12-06 | Asahi Glass Co Ltd | ガラス繊維強化複合材料、その製造方法およびプリント回路基板 |
| JP2015533187A (ja) | 2012-09-28 | 2015-11-19 | アプライド ナノストラクチャード ソリューションズ リミテッド ライアビリティー カンパニーApplied Nanostructuredsolutions, Llc | カーボンナノ構造体の剪断混合により形成される複合体材料及び関連方法 |
| JP2015083666A (ja) | 2013-09-17 | 2015-04-30 | 旭硝子株式会社 | 導電性フッ素樹脂組成物、その製造方法および成形体 |
| JP2021087368A (ja) | 2019-12-02 | 2021-06-10 | 株式会社クボタ | 農業用ロボット |
| JP2022064068A (ja) * | 2020-10-13 | 2022-04-25 | 株式会社十川ゴム | 耐液性ゴムおよび耐液性ゴムの調合方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4349911A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025110152A1 (ja) * | 2023-11-22 | 2025-05-30 | Agc株式会社 | ペレットの製造方法、イオン交換膜の製造方法及びペレット |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4349911A1 (en) | 2024-04-10 |
| CN117377723A (zh) | 2024-01-09 |
| JPWO2022249993A1 (https=) | 2022-12-01 |
| EP4349911A4 (en) | 2025-05-14 |
| US20240067795A1 (en) | 2024-02-29 |
| KR20240013729A (ko) | 2024-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102124056B (zh) | 具有优异的导电性、耐磨性以及高耐热性的热塑性树脂组合物 | |
| KR101309738B1 (ko) | 고분자/필러의 전기전도성 복합체 및 이의 제조방법 | |
| JP6757395B2 (ja) | 導電性発泡ビーズおよびその製造方法 | |
| JP6386114B2 (ja) | 伝導性樹脂組成物の製造方法 | |
| JP7798911B2 (ja) | バッテリ電極プレート用の導電性組成物 | |
| JP6390290B2 (ja) | 導電性フッ素樹脂組成物、その製造方法および成形体 | |
| CN107099078B (zh) | 导电树脂组合物及利用其的塑料成型品 | |
| KR101924351B1 (ko) | 개선된 물리적 특성을 갖는 얇은 벽 성형용 전도성 조성물 및 이의 용도 | |
| JP2019094486A (ja) | 導電性樹脂組成物およびその製造方法 | |
| KR102402961B1 (ko) | 탄소나노튜브를 포함하는 대전방지 수지 조성물 | |
| US20240067795A1 (en) | Resin composition, method for its production and molded body | |
| JP5267468B2 (ja) | 導電性樹脂組成物、及び導電性フィルムの製造方法 | |
| JP6915429B2 (ja) | フッ素樹脂ペレットおよびその製造方法、ならびに電線の製造方法 | |
| CN110885505B (zh) | 导电树脂组合物及其制备方法 | |
| JP7768133B2 (ja) | 樹脂組成物、成形体、複合体及びその用途 | |
| JP5905027B2 (ja) | 可撓性オイル輸送管における耐摩耗テープ用ポリフェニルスルホン−ポリテトラフルオロエチレンブレンド | |
| JP3640103B2 (ja) | 耐衝撃性ポリフェニレンスルフィド組成物とその製造方法 | |
| JPS61118455A (ja) | 導電性ふっ素樹脂の製造方法 | |
| EP3620489A1 (en) | Electrically conductive resin composition and preparation method thereof | |
| CN105237944B (zh) | 一种用同质异构交联法增强增韧回收聚甲醛及其制备方法 | |
| JP2022505773A (ja) | フッ素系共重合体組成物 | |
| KR102402957B1 (ko) | 대전방지 수지 조성물, 이의 성형품 및 이의 제조방법 | |
| JP2025513328A (ja) | 高温電池電極プレート用の高度に電気伝導性の化合物 | |
| CN118515946A (zh) | 一种提高pe材料耐磨性的填充组合物及其制备方法和应用 | |
| CN120917093A (zh) | 乙烯系树脂组合物及成型体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22811263 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023523450 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280037079.8 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022811263 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2022811263 Country of ref document: EP Effective date: 20240102 |