WO2022181140A1 - 粘着剤組成物および粘着シート - Google Patents
粘着剤組成物および粘着シート Download PDFInfo
- Publication number
- WO2022181140A1 WO2022181140A1 PCT/JP2022/002271 JP2022002271W WO2022181140A1 WO 2022181140 A1 WO2022181140 A1 WO 2022181140A1 JP 2022002271 W JP2022002271 W JP 2022002271W WO 2022181140 A1 WO2022181140 A1 WO 2022181140A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pressure
- sensitive adhesive
- weight
- polyester
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J167/00—Adhesives based on polyesters obtained by reactions forming a carboxylic ester link in the main chain; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
Definitions
- the present invention relates to an adhesive composition and an adhesive sheet. This application claims priority based on Japanese Patent Application No. 2021-030200 filed on February 26, 2021, the entire contents of which are incorporated herein by reference.
- pressure-sensitive adhesives also called pressure-sensitive adhesives; the same shall apply hereinafter
- adhesives exhibit a soft solid (viscoelastic) state in a temperature range near room temperature, and have the property of easily adhering to adherends under pressure.
- adhesives are typically used in the form of adhesive sheets containing a layer of the adhesive in various industrial fields such as home appliances, automobiles, various machines, electrical equipment, and electronic equipment. It is widely used as a joining means with good workability and high reliability of adhesion.
- various adhesives such as acrylic adhesives, rubber adhesives, and polyester adhesives are used according to the purpose of use, the place of use, required properties, and the like.
- Patent Documents 1 to 3 are listed as documents disclosing prior art regarding polyester pressure-sensitive adhesives.
- Adhesive sheets are preferably used, for example, for fixing members in electronic devices such as mobile phones, smartphones, and tablet computers.
- adhesive sheets for electronic devices those using an acrylic adhesive having an acrylic polymer as a base polymer are mainly used.
- Other examples of adhesives used for the above applications include synthetic rubber-based adhesives having a rubber-based block copolymer such as a styrene-butadiene block copolymer as a base polymer.
- both the above acrylic adhesives and synthetic rubber adhesives are adhesives whose main raw materials are fossil resources such as petroleum. Switching to resources is limited.
- Examples of adhesives that can reduce dependence on fossil resource-based materials and that can be expected to have adhesive properties equal to or higher than those of acrylic adhesives and synthetic rubber-based adhesives include polyester-based adhesives. Polyester pressure-sensitive adhesives are excellent in various properties such as chemical resistance, water resistance, durability, and optical properties (transparency), so they can be used in various applications including portable electronic devices.
- polyester-based polymer used for the polyester-based adhesive can be synthesized using biomass materials (for example, Patent Documents 1 and 2)
- biomass materials for example, Patent Documents 1 and 2
- Biomass materials are typically materials derived from biological resources (typically plants that perform photosynthesis) that can be sustainably reproduced in the presence of sunlight, water, and carbon dioxide. Say things.
- polyester-based polymers usually have cross-linking points only at the ends of polymer chains, it is difficult to obtain an effective cross-linked structure compared to acrylic polymers.
- Such a polymer structure can be an obstacle to achieving the required performance, for example, in joint fixing applications in portable electronic devices.
- pressure-sensitive adhesives used in portable electronic devices are required to have sufficient adhesive strength for joining and fixing, and to have holding power (high-temperature holding power) that does not cause displacement even at high temperatures.
- Portable electronic devices contain a heat-generating element such as a battery in a limited internal space.
- the pressure-sensitive adhesive used in the must also have high temperature holding power.
- due to the repetition of high temperature and normal temperature inside the portable electronic device internal shrinkage of the adherend material occurs. required for the drug.
- Polyester-based polymers often have a structure in which it is relatively difficult to increase the degree of cross-linking as described above, and it is difficult to improve the high-temperature holding power using the degree of cross-linking. For example, if you try to increase the amount of cross-linking agent to increase the degree of cross-linking in order to improve the holding power, there is concern that the gel fraction will increase and the flexibility and adhesive strength will decrease, and the impact resistance will decrease. be done. Compared with acrylic pressure-sensitive adhesives, polyester-based pressure-sensitive adhesives tend to be more difficult to achieve both high-temperature holding power and other pressure-sensitive adhesive properties (typically adhesive strength).
- the present invention was created in view of the above circumstances, and a pressure-sensitive adhesive composition that includes a polyester-based polymer synthesized using a biomass material and that can achieve both adhesive strength and high-temperature holding power.
- a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer containing a polyester-based polymer synthesized using a biomass material.
- a pressure-sensitive adhesive composition containing a polyester-based polymer in which 50% or more of the constituent carbon is biomass-derived carbon is provided.
- the adhesive composition further comprises a tackifying resin.
- the weight average molecular weight of the polyester polymer is 30,000 or more.
- the pressure-sensitive adhesive composition is prepared using a polyester-based polymer in which 50% or more of the constituent carbon is biomass-derived carbon (biogenic rate is 50% or more), dependence on fossil resource-based materials is reduced. can be reduced.
- the pressure-sensitive adhesive composition further includes a tackifying resin, and the polyester polymer has a weight average molecular weight (Mw) of 30,000 or more. , improved adhesion can be obtained. Furthermore, high-temperature holding power can be realized based on the Mw of the polyester-based polymer. According to the pressure-sensitive adhesive composition having the above composition, a pressure-sensitive adhesive having both adhesive strength and high-temperature holding power can be realized.
- the pressure-sensitive adhesive composition having the above composition it is easy to obtain good repulsion resistance.
- displays such as organic EL display devices used in electronic devices such as smartphones
- displays having curved surfaces such as three-dimensional shapes have been put into practical use.
- Even if the member attached to the curved surface of the display is highly elastic, it will not lift or peel off against the repulsive force that causes the member to return to its original shape.
- the pressure-sensitive adhesive capable of exhibiting repulsion resistance tends to be excellent in adhesion reliability against bending, so it is preferably used in a mode in which it is attached to a curved surface such as a three-dimensional shape of a mobile electronic device. .
- the weight average molecular weight of the polyester polymer is greater than 60,000.
- the polyester-based polymer has a glass transition temperature of 0°C or lower.
- Tg glass transition temperature
- the polyester-based polymer contains an aromatic ring.
- an aromatic ring By introducing an aromatic ring into a polyester-based polymer, it is easy to obtain excellent high-temperature holding power.
- the tackifying resin is selected from terpene phenolic resins and polymerized rosin esters.
- the tackifying resin By using one or more selected from terpene phenol resins and polymerized rosin esters as the tackifying resin, it is possible to achieve a better balance between adhesive strength and high-temperature holding power.
- the polyester polymer contains an aromatic ring
- the tackifying resin also contains an aromatic ring. Both the polyester-based polymer and the tackifier resin have a structure containing an aromatic ring, so that high-temperature holding power can be easily obtained. Moreover, the polyester-based polymer and the tackifying resin tend to have excellent compatibility.
- the pressure-sensitive adhesive composition according to some preferred embodiments further includes a cross-linking agent.
- the content of the cross-linking agent is 5 parts by weight or less with respect to 100 parts by weight of the polyester polymer. According to the technology disclosed herein, it is possible to obtain a cohesive force that achieves high-temperature holding power with the use amount of the cross-linking agent being limited as described above. This can be an advantageous feature in balancing high temperature holding power with other adhesive properties such as adhesive strength.
- an isocyanate-based cross-linking agent is preferably used.
- the isocyanate-based cross-linking agent is particularly preferably an aliphatic isocyanate-based compound. By using an aliphatic isocyanate compound as a cross-linking agent, the degree of cross-linking can be effectively increased.
- the adhesive composition according to some embodiments further includes a cross-linking agent and a cross-linking catalyst.
- the crosslinking catalyst does not contain a tin-based compound. From the viewpoint of environmental impact and safety, it is preferable to reduce the amount of tin-containing compounds (typically organic tin) used.
- tin-containing compounds typically organic tin
- a crosslinked structure suitable for achieving both adhesive strength and high-temperature holding power can be formed with good productivity without using a tin-based crosslinking catalyst, which generally tends to have a high reaction rate. can be done.
- a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer containing a polyester-based polymer in which 50% or more of the constituent carbon is biomass-derived carbon is provided.
- the pressure-sensitive adhesive layer further contains a tackifying resin.
- the weight average molecular weight of the polyester polymer is 30,000 or more. Since the pressure-sensitive adhesive sheet having the above structure uses a polyester-based polymer having a bio rate of 50% or more as the pressure-sensitive adhesive, it is possible to reduce dependence on fossil resource-based materials. Further, by using a polyester polymer having the above Mw and a tackifier resin in combination, it is possible to achieve both adhesive strength and high-temperature holding power.
- the pressure-sensitive adhesive sheet has a 180-degree peel strength against a stainless steel plate of 10 N/20 mm or more, and a holding power that does not drop in a holding power test conducted under the conditions of 80° C., 1 kg of load, and 1 hour. have A pressure-sensitive adhesive sheet that satisfies the above two properties adheres well to an adherend, and tends to exhibit high adhesion reliability without peeling or slippage even when used in an environment exposed to high temperatures, for example.
- the pressure-sensitive adhesive sheet disclosed herein has adhesion reliability that achieves both adhesive strength and high-temperature holding power, and is therefore suitable for use in portable electronic devices that require high performance. Since the inside of a portable electronic device may contain a heat-generating element such as a battery, it may be exposed to temperatures of, for example, 40° C. or higher. As described above, according to the present specification, a portable electronic device using any adhesive sheet disclosed herein, in other words, a portable electronic device including the adhesive sheet is provided.
- FIG. 1 is a cross-sectional view schematically showing the configuration of a pressure-sensitive adhesive sheet according to one embodiment
- FIG. FIG. 3 is a cross-sectional view schematically showing the configuration of a pressure-sensitive adhesive sheet according to another embodiment
- FIG. 3 is a cross-sectional view schematically showing the configuration of a pressure-sensitive adhesive sheet according to another embodiment
- 1 is a front view schematically showing an example of a portable electronic device including an adhesive sheet
- FIG. It is a schematic diagram explaining the method of a repulsion resistance test.
- the adhesive sheet disclosed here includes an adhesive layer.
- the pressure-sensitive adhesive sheet is, for example, a substrate-less double-sided pressure-sensitive adhesive sheet comprising a first pressure-sensitive adhesive surface configured by one surface of the pressure-sensitive adhesive layer and a second pressure-sensitive adhesive surface configured by the other surface of the pressure-sensitive adhesive layer.
- the pressure-sensitive adhesive sheet disclosed herein may be in the form of a substrate-attached pressure-sensitive adhesive sheet in which the pressure-sensitive adhesive layer is laminated on one or both sides of a supporting substrate.
- the supporting substrate may be simply referred to as "substrate".
- FIG. 1 schematically shows the structure of a pressure-sensitive adhesive sheet according to one embodiment.
- This pressure-sensitive adhesive sheet 1 is configured as a substrate-less double-sided pressure-sensitive adhesive sheet comprising a pressure-sensitive adhesive layer 21 .
- the adhesive sheet 1 has a first adhesive surface 21A configured by one surface (first surface) of the adhesive layer 21 and a second adhesive surface configured by the other surface (second surface) of the adhesive layer 21. 21B are attached to different parts of the adherend.
- the locations where the adhesive surfaces 21A and 21B are attached may be locations on different members or different locations within a single member. As shown in FIG.
- the pressure-sensitive adhesive sheet 1 before use (that is, before being attached to an adherend) has a first pressure-sensitive adhesive surface 21A and a second pressure-sensitive adhesive surface 21B that are peeled off at least on the side facing the pressure-sensitive adhesive layer 21.
- It can be a constituent element of the PSA sheet 100 with a release liner in a form protected by the release liners 31 and 32 which are surfaces.
- the release liners 31 and 32 for example, one having a sheet-like base material (liner base material) provided with a release layer by a release treatment agent on one side so that the one side becomes a release surface is preferably used. obtain.
- the release liner 32 is omitted, and a release liner 31 having release surfaces on both sides is used.
- a release liner-attached pressure-sensitive adhesive sheet in a form (roll form) protected by contacting the back surface of the adhesive sheet may be configured.
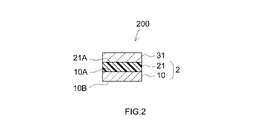
- FIG. 2 schematically shows the structure of a pressure-sensitive adhesive sheet according to another embodiment.
- the pressure-sensitive adhesive sheet 2 includes a sheet-like support base material (for example, a resin film) 10 having a first surface 10A and a second surface 10B, and a base material provided with an adhesive layer 21 provided on the first surface 10A side. It is configured as a single-sided adhesive sheet with The pressure-sensitive adhesive layer 21 is fixedly provided on the first surface 10A side of the support substrate 10 , that is, without the intention of separating the pressure-sensitive adhesive layer 21 from the support substrate 10 .
- a sheet-like support base material for example, a resin film
- the pressure-sensitive adhesive layer 21 is fixedly provided on the first surface 10A side of the support substrate 10 , that is, without the intention of separating the pressure-sensitive adhesive layer 21 from the support substrate 10 .
- the surface (adhesive surface) 21A of the pressure-sensitive adhesive layer 21 is protected by a release liner 31 having a release surface on at least the side facing the pressure-sensitive adhesive layer 21. It can be a component of the pressure-sensitive adhesive sheet 200 with a release liner. Alternatively, by omitting the release liner 31 and using the supporting substrate 10 whose second surface 10B is the releasing surface, the adhesive sheet 2 is wound so that the adhesive surface 21A becomes the second surface (back surface) of the supporting substrate 10. ) 10B may be in a protected form (roll form).
- Fig. 3 schematically shows the structure of a pressure-sensitive adhesive sheet according to another embodiment.
- This adhesive sheet 3 consists of a sheet-like supporting substrate (for example, a resin film) 10 having a first surface 10A and a second surface 10B, and a first adhesive layer 21 fixedly provided on the first surface 10A side. and a second adhesive layer 22 fixedly provided on the second surface 10B side.
- the pressure-sensitive adhesive sheet 3 before use, as shown in FIG. , 32 can be a component of the pressure-sensitive adhesive sheet 300 with a release liner. Alternatively, the release liner 32 is omitted, and a release liner 31 having release surfaces on both sides is used.
- a release liner-attached pressure-sensitive adhesive sheet in a form (roll form) protected by contacting the back surface of the adhesive sheet may be configured.
- the release liner examples include a release liner having a release treatment layer on the surface of a liner substrate such as a resin film or paper, and a release liner made of a low-adhesive material such as a polyolefin resin (e.g., polyethylene, polypropylene) or a fluororesin.
- a liner or the like can be used.
- the release treatment layer may be formed by surface-treating the liner base material with a release treatment agent such as a silicone-based, long-chain alkyl-based, fluorine-based, or molybdenum sulfide release agent.
- a release liner having a release treatment layer on the surface of a resin film or a release liner made of a low-adhesive material is preferable from the viewpoint of avoiding the generation of paper dust.
- the concept of the adhesive sheet can include what is called adhesive tape, adhesive film, adhesive label, and the like.
- the pressure-sensitive adhesive sheet may be in the form of a roll or sheet, or may be cut or punched into an appropriate shape according to the purpose and mode of use.
- the pressure-sensitive adhesive sheet disclosed herein has a pressure-sensitive adhesive layer containing a polyester-based polymer.
- the pressure-sensitive adhesive layer and the pressure-sensitive adhesive composition for forming the pressure-sensitive adhesive layer contain a polyester-based polymer (hereinafter, unless otherwise specified, the matters described for the pressure-sensitive adhesive layer refer to the pressure-sensitive adhesive composition can also be applied to Such adhesives and adhesive compositions containing polyester polymers are also referred to as polyester adhesives and polyester adhesive compositions.
- the above polyester-based polymer is typically contained in the pressure-sensitive adhesive layer as a base polymer.
- the base polymer refers to the main component of the rubber-like polymer (polymer exhibiting rubber elasticity in a temperature range around room temperature) contained in the pressure-sensitive adhesive layer.
- the term "main component” refers to a component contained in an amount exceeding 50% by weight unless otherwise specified.
- the polyester-based polymer refers to a polymer obtained by polycondensation of a dicarboxylic acid and a diol.
- the biomass carbon ratio (also called bio rate) of the polyester polymer is 50% or more.
- the bio-content of the polyester-based polymer is 52% or greater, suitably 55% or greater, and may be, for example, 60% or greater.
- the bio rate of the polyester-based polymer is preferably 70% or higher, more preferably 75% or higher, still more preferably 80% or higher, and may be 85% or higher, or 88% or higher.
- the bio rate of the polyester polymer may be, for example, 95% or less, or even 92% or less when adhesive performance is more important. Well, it may be 90% or less, or 85% or less.
- the bio rate of the polyester polymer can be made 50% or more.
- biomass-derived carbon in this specification means carbon derived from biomass materials, that is, materials derived from renewable organic resources (renewable carbon).
- the biomass material is typically a material derived from biological resources (typically photosynthetic plants) that can be sustainably reproduced in the presence of sunlight, water, and carbon dioxide.
- materials derived from fossil resources that are depleted by use after mining are excluded from the concept of biomass materials here.
- the biorate of a polyester-based polymer that is, the ratio of biomass-derived carbon to the total carbon contained in the polyester-based polymer can be estimated from the carbon isotope content with a mass number of 14 measured according to ASTM D6866. The same applies to the examples described later.
- the weight average molecular weight (Mw) of the polyester polymer is 30,000 or more.
- Mw of the polyester polymer is suitably over 50,000, preferably over 60,000, more preferably over 70,000 from the viewpoint of obtaining better high temperature holding power.
- the Mw of the polyester-based polymer is greater than 100,000, more preferably greater than 110,000 (e.g., greater than 110,000), more preferably greater than 120,000, and greater than 125,000. may be By using such a high-molecular-weight polyester-based polymer, it is easy to obtain excellent repulsion resistance.
- the upper limit of the Mw of the polyester-based polymer is usually about 30 ⁇ 10 4 or less, preferably about 20 ⁇ 10 4 or less, more preferably about 15 ⁇ 10 4 from the viewpoint of adhesive strength and the like. or less, and may be, for example, about 12 ⁇ 10 4 or less.
- Mw of a polyester-based polymer refers to a value in terms of standard polystyrene obtained by GPC (gel permeation chromatography).
- GPC gel permeation chromatography
- model name "HLC-8320GPC” column: TSKgelGMH-H(S), manufactured by Tosoh Corporation
- GPC measurement can be performed under the following conditions. It is measured by the same method in the examples described later.
- the glass transition temperature (Tg) of the polyester polymer is advantageously about 15° C. or lower, preferably about 0° C. or lower, more preferably about ⁇ 15° C. or lower, even more preferably about ⁇ 20° C. or lower, especially Preferably, it is about -25°C or lower (eg, about -30°C or lower).
- Tg glass transition temperature
- the adhesive strength can be preferably improved.
- the Tg of the polyester polymer is usually about -80°C or higher, preferably about -60°C or higher, more preferably about -45°C or higher, further preferably about -45°C or higher.
- the Tg of the polyester-based polymer can be adjusted by appropriately changing the monomer composition (that is, the types and usage ratio of the monomers used in synthesizing the polymer).
- the Tg of the polyester polymer is measured by the following method. That is, a disc-shaped test piece having a thickness of 2 mm and a diameter of 8 mm is prepared using a polyester-based polymer to be measured. This test piece is sandwiched between parallel plates for a shear test, and a peak of tan ⁇ (loss modulus G''/storage modulus G') is measured at a frequency of 1 Hz using a measuring device (ARES, manufactured by Rheometric Scientific). The temperature of the peak value is defined as Tg (glass transition temperature) [°C]. It is measured by the same method in the examples described later.
- dicarboxylic acid Any of aliphatic dicarboxylic acids, dimer acids, alicyclic dicarboxylic acids, unsaturated dicarboxylic acids, and aromatic dicarboxylic acids can be used as the dicarboxylic acid used for synthesizing the polyester-based polymer.
- dicarboxylic acids include malonic acid, succinic acid, glutaric acid, dimethylglutaric acid, adipic acid, trimethyladipic acid, pimelic acid, suberic acid, azelaic acid, dodecanedioic acid, sebacic acid, and thiodipropionic acid.
- aliphatic dicarboxylic acids such as diglycolic acid; dimer acids obtained by dimerizing fatty acids such as oleic acid and erucic acid; 1,2-cyclopentanedicarboxylic acid, 1,2-cyclohexanedicarboxylic acid, 1,3-cyclohexane Alicyclic dicarboxylic acids such as dicarboxylic acids, 1,4-cyclohexanedicarboxylic acid, 4-methyl-1,2-cyclohexanedicarboxylic acid, norbornanedicarboxylic acid, adamantanedicarboxylic acid; maleic acid, maleic anhydride, fumaric acid, itaconic acid , citraconic acid, dodecenyl succinic anhydride; - aromatic dicarboxylic acids such as dicarboxydiphenyl ether and naphthalenedicarboxylic acid; derivatives thereof;
- the dicarboxylic acid derivatives include derivatives such as carboxylate
- the dicarboxylic acid it is preferable to use a plant-derived dicarboxylic acid from the viewpoint of obtaining a polyester polymer having a bio rate of 50% or more.
- suitable examples of such dicarboxylic acids include sebacic acid derived from plants (eg, castor oil), and dimer acid derived from fatty acids such as oleic acid and erucic acid. Plant-derived dicarboxylic acids can be used singly or in combination of two or more.
- the weight ratio of plant-derived dicarboxylic acids in the total amount (total weight) of dicarboxylic acids as monomer components of polyester polymers should be about 1% by weight or more. is suitable, preferably about 10% by weight or more, more preferably about 50% by weight or more, still more preferably about 70% by weight or more, particularly preferably about 80% by weight or more, and about 90% by weight or more may be about 95% by weight or more (eg, 95 to 100% by weight).
- the upper limit of the weight ratio of the plant-derived dicarboxylic acid is 100% by weight, and from the viewpoint of adhesion properties such as high-temperature holding power, it is suitably about 99% by weight or less, preferably about 95% by weight or less. Yes, and may be about 90% by weight or less.
- a dimer acid is used as the plant-derived dicarboxylic acid.
- a dimer acid By using a dimer acid, the bio rate of the polyester-based polymer can be increased while obtaining good adhesive properties.
- a dimer acid can be used individually by 1 type or in combination of 2 or more types.
- the weight ratio of the dimer acid to the total amount (total weight) of the dicarboxylic acid as the monomer component of the polyester polymer is appropriately and preferably about 1% by weight or more.
- the polymer is about 10% by weight or more, more preferably about 50% by weight or more, more preferably about 70% by weight or more, particularly preferably about 80% by weight or more, and may be about 90% by weight or more, about 95% by weight % or more (for example, 95 to 100% by weight).
- the polymer can be designed based on the properties of the dimer acid.
- the upper limit of the weight ratio of the dimer acid is 100% by weight. It may be 90% by weight or less.
- sebacic acid may be used as the plant-derived dicarboxylic acid.
- the use of sebacic acid can also increase the bio-rate of the polyester polymer.
- the weight ratio of sebacic acid to the total amount (total weight) of dicarboxylic acids as monomer components of the polyester polymer may be about 1% by weight or more, for example about 10%. It may be at least about 50% by weight, at least about 70% by weight, or at least about 90% by weight (for example, 95 to 100% by weight).
- the weight ratio of the sebacic acid may be approximately 95% by weight or less, or may be approximately 75% by weight or less, or may be approximately 60% by weight or less from the viewpoint of adhesive properties such as high-temperature holding power.
- the technology disclosed herein can be practiced in either a mode in which the dicarboxylic acid used as a monomer component for synthesizing the polyester polymer contains sebacic acid or a mode in which sebacic acid is not included.
- the weight percentage of the sebacic acid may be about 50% by weight or less, about 30% by weight or less, about 10% by weight or less, about 3% by weight or less, or even less than 1% by weight.
- the dicarboxylic acid used to synthesize the polyester-based polymer may be substantially free of sebacic acid.
- the molecular weight of the plant-derived dicarboxylic acid is not particularly limited, and is suitably 100 or more, and may be 150 or more. The greater the molecular weight of the plant-derived dicarboxylic acid, the easier it is to increase the bio-rate of the polyester-based polymer. From such a point of view, the molecular weight of the plant-derived dicarboxylic acid may be 250 or more, 350 or more, 450 or more, or 500 or more (for example, 550 or more). On the other hand, the molecular weight of the plant-derived dicarboxylic acid is suitably about 1,000 or less from the viewpoint of monomer availability, synthesis, etc., and may be, for example, 800 or less, 700 or less, or 600 or less. good. Suitable examples of dicarboxylic acids having the above molecular weights include dimer acids.
- the molecular weight calculated from the chemical formula is adopted as the molecular weight of the dicarboxylic acid.
- the molecular weight of the dicarboxylic acid for example, the plant-derived dicarboxylic acid
- the weight fraction of each dicarboxylic acid Summation (total value) is adopted.
- aromatic dicarboxylic acids are preferably used as the dicarboxylic acid used for synthesizing the polyester-based polymer disclosed herein.
- the use of a dicarboxylic acid containing an aromatic dicarboxylic acid tends to increase the cohesive force and improve the high-temperature holding power.
- an aromatic dicarboxylic acid as the dicarboxylic acid, the amount of the cross-linking agent used can be suppressed, so that it is easy to improve the high-temperature holding power while maintaining or improving the adhesive strength.
- Suitable examples of the aromatic dicarboxylic acid include isophthalic acid, terephthalic acid and orthophthalic acid, with terephthalic acid being more preferred. These can be used individually by 1 type or in combination of 2 or more types.
- biomass-derived terephthalic acid and its derivatives may be used as the dicarboxylic acid.
- the method for obtaining the biomass-derived dicarboxylic acid is not particularly limited.
- biomass-derived terephthalic acid is converted to isobutylene after obtaining isobutanol from corn, sugars, and wood, and then dimerizing it to produce isooctene.
- the weight ratio of the aromatic dicarboxylic acid to the total amount (total weight) of the dicarboxylic acid in the monomer component of the polyester polymer is not particularly limited, and is about 1% by weight or more.
- the content is preferably about 3% by weight or more, more preferably about 5% by weight or more, and even more preferably about 7% by weight or more.
- the upper limit of the weight ratio of the aromatic carboxylic acid is not limited to a specific range because it may vary depending on other dicarboxylic acid species, etc., and for example, it is suitable to be about 50% by weight or less.
- adhesion properties it is preferably about 30% by weight or less, more preferably about 20% by weight or less, even more preferably about 15% by weight or less, and particularly preferably about 10% by weight or less.
- dicarboxylic acids eg, aliphatic dicarboxylic acids
- dicarboxylic acids include dimethylglutaric acid, adipic acid, trimethyladipic acid, pimelic acid, suberic acid, azelaic acid.
- adipic acid is preferably used as the aliphatic dicarboxylic acid.
- the dicarboxylic acids (for example, aliphatic dicarboxylic acids) derived from fossil resources may be used singly or in combination of two or more.
- the molecular weight of the dicarboxylic acid used as a monomer component for synthesizing the polyester-based polymer disclosed herein is not particularly limited, and is suitably 100 or more, and may be 150 or more. In some embodiments, the molecular weight of the dicarboxylic acid used may be 200 or greater, 250 or greater, 350 or greater, 450 or greater, or 500 or greater (eg, 530 or greater). On the other hand, the molecular weight of the dicarboxylic acid is suitably about 1,000 or less from the viewpoint of monomer availability, synthesis, etc. below).
- the polyester-based polymer disclosed herein (having an Mw of a predetermined value or more, preferably having a Tg within a predetermined range) is preferably synthesized using a dicarboxylic acid having a molecular weight within the above range.
- diol Any of (poly)alkylene glycols, aliphatic diols, dimer diols, alicyclic diols, aromatic diols, and unsaturated diols can be used as diols used for synthesizing the polyester-based polymer disclosed herein. .
- diol examples include (poly)alkylene glycols such as ethylene glycol, diethylene glycol, triethylene glycol, polyethylene glycol, propylene glycol, dipropylene glycol, polypropylene glycol, and polytetramethylene glycol; 1,3-propane; diol, 2-methyl-1,3-propanediol, 2,2-dimethyl-1,3-propanediol (neopentyl glycol), 2-ethyl-2-butyl-1,3-propanediol, 2-ethyl- 2-isobutyl-1,3-propanediol, 1,2-butanediol, 1,3-butanediol, 1,4-butanediol, 1,5-pentanediol, 3-methyl-1,5-pentanediol, 1,6-hexanediol, 2-methyl-1,3-hexanediol, 2,2,4
- the diol is preferably (poly)alkylene glycols, aliphatic diols, or alicyclic diols, more preferably (poly)alkylene glycols, or aliphatic diols.
- diols preferably ethylene glycol and aliphatic diols
- dicarboxylic acids preferably dimer acids and aromatic dicarboxylic acids
- Preferred examples include (poly)ethylene glycol, 1,3-propanediol, 2-methyl-1,3-propanediol, 2,2-dimethyl-1,3-propanediol (neopentyl glycol), 1,4 -butanediol, 1,5-pentanediol, 1,6-hexanediol, and from the viewpoint of reactivity, etc., ethylene glycol, 1,3-propanediol, 2,2-dimethyl-1,3-propanediol. , 1,4-butanediol and 1,6-hexanediol are more preferred. These can be used individually by 1 type or in combination of 2 or more types.
- the (poly)alkylene glycols, aliphatic diols, and alicyclic diols described above may be derived from plants or fossil resources.
- the (poly)ethylene glycol is used in the sense of including ethylene glycol, diethylene glycol, triethylene glycol, and polyethylene glycol.
- the weight ratio of (poly)alkylene glycols, aliphatic diols and alicyclic diols (preferably ethylene glycol and aliphatic diols) in the total amount (total weight) of diols in the monomer component of the polyester polymer is particularly It is not limited, and is suitably about 50% by weight or more, preferably about 70% by weight or more, more preferably about 80% by weight or more, still more preferably about 90% by weight, from the viewpoint of obtaining good adhesive properties. More preferably, it is about 95% by weight or more (for example, 99 to 100% by weight).
- the weight ratio of the (poly)alkylene glycols, the aliphatic diol and the alicyclic diol may be, for example, about 95% by weight or less.
- (poly)ethylene glycol is used as the diol.
- (poly)ethylene glycol in combination with a suitable dicarboxylic acid, good adhesive properties (adhesive strength and high temperature holding power) can preferably be obtained.
- the weight ratio of the (poly)ethylene glycol to the total amount (total weight) of the diol as the monomer component of the polyester polymer should be about 1% by weight or more. is suitable, preferably about 10% by weight or more, more preferably about 50% by weight or more, still more preferably about 80% by weight or more, and particularly preferably about 90% by weight or more (for example, 95 to 100% by weight).
- the polymer By setting the amount of (poly)ethylene glycol to a predetermined value or more, the polymer can be designed based on the properties of (poly)ethylene glycol. Further, for example, the use of (poly)ethylene glycol facilitates obtaining a pressure-sensitive adhesive layer with low haze. Further, the weight ratio of the (poly)ethylene glycol may be approximately 95% by weight or less, approximately 70% by weight or less, or approximately 50% by weight or less.
- the (poly)ethylene glycol mentioned above may be derived from plants or fossil resources. (Poly)ethylene glycol may be used alone or in combination of two or more.
- a plant-derived diol as the diol from the viewpoint of obtaining a polyester-based polymer with a bio rate of 50% or more.
- examples of such diols include biomass diols obtained from biomass ethanol (e.g., biomass (poly)ethylene glycol), fatty acid esters derived from plants (e.g., castor oil), and fatty acids such as oleic acid and erucic acid. and dimer diol derived from and butanediol produced using glucose. Plant-derived diols can be used singly or in combination of two or more.
- the weight ratio of the plant-derived diol to the total amount (total weight) of the diol as the monomer component of the polyester polymer is about 1% by weight. or more, approximately 10% by weight or more, approximately 50% by weight or more, approximately 80% by weight or more, or approximately 90% by weight or more (eg, 95 to 100% by weight).
- the weight ratio of the plant-derived diol may be approximately 95% by weight or less, approximately 70% by weight or less, or approximately 50% by weight or less.
- a polyester-based polymer can have a bio rate of a predetermined value or higher.
- the weight ratio of the plant-derived diol may be approximately 30% by weight or less, approximately 10% by weight or less, or approximately 3% by weight or less (for example, less than 1% by weight).
- the technology disclosed herein can also be preferably practiced in a mode in which the diol used as the monomer component for synthesizing the polyester-based polymer does not substantially contain a plant-derived diol.
- dimer diol is used as the plant-derived diol.
- the use of dimer diol can also increase the bio-rate of the polyester-based polymer.
- a dimer diol can be used individually by 1 type or in combination of 2 or more types.
- the weight ratio of the dimer diol to the total amount (total weight) of the diol as the monomer component of the polyester polymer may be approximately 1% by weight or more, for example approximately 10% by weight. or more, approximately 50% by weight or more, approximately 70% by weight or more, approximately 80% by weight or more, or approximately 90% by weight or more (for example, 95 to 100% by weight).
- the weight ratio of the dimer diol may be approximately 95% by weight or less, approximately 85% by weight or less, or approximately 60% by weight or less.
- the technology disclosed herein can be practiced in either a mode in which the diol as a monomer component used in the synthesis of the polyester polymer contains dimer diol or a mode in which it does not contain dimer diol.
- the weight percentage of the dimer diol may be approximately 50% by weight or less (for example, less than 50% by weight), approximately 30% by weight or less, approximately 10% by weight or less, or approximately 3% by weight or less.
- it may be less than 1% by weight, and the diol used in the synthesis of the polyester-based polymer may be substantially free of dimer diol.
- the molecular weight of the diol is not particularly limited.
- the molecular weight of the diol is suitably 500 or less, for example, from the viewpoint of monomer availability and synthesizing properties, and may be 300 or less, 150 or less, 100 or less, or 80 or less.
- the molecular weight of the diol is suitably about 50 or more, and may be more than 100, for example.
- a polyester-based polymer having both adhesive strength and high-temperature holding power can be preferably synthesized.
- the molecular weight of the diol derived from fossil resources is suitably 500 or less, and may be 300 or less.
- the molecular weight of the fossil resource-derived diol is suitably about 50 or more, and may be more than 100, for example. Suitable examples of diols having the above molecular weights include ethylene glycol.
- the molecular weight calculated from the chemical formula can be adopted as the molecular weight of the diol.
- the molecular weight of the diol for example, the above-mentioned fossil resource-derived diol
- the weight fraction of each diol total value
- the polyester-based polymer disclosed herein can be substantially composed of the above-described dicarboxylic acid and diol.
- Other copolymerization components other than the dicarboxylic acid and the diol may be copolymerized as long as they do not occur.
- Such other copolymerization components include polyvalent carboxylic acids containing three or four or more carboxy groups (trivalent or higher polycarboxylic acids such as trimellitic acid, pyromellitic acid, adamantanetricarboxylic acid, trimesic acid, and trimeric acid).
- carboxylic acid polyols containing 3 or 4 or more hydroxyl groups in one molecule (pentaerythritol, dipentaerythritol, tripentaerythritol, glycerin, trimethylolpropane, trimethylolethane, 1,3,6-hexanetriol, adamantanetriol, etc.), monocarboxylic acids, monoalcohols, hydroxycarboxylic acids, lactones, and the like.
- the above-mentioned other copolymerization components can be used singly or in combination of two or more. These other copolymer components may or may not be derived from plants.
- the ratio of the other copolymerization components in the monomer components of the polyester polymer is, for example, suitably less than 10% by weight, less than 3% by weight, typically less than 1% by weight (furthermore, 0.1% by weight). % by weight).
- the technology disclosed herein can also be preferably carried out in a mode in which the monomer component of the polyester-based polymer does not substantially contain the other copolymer components.
- the total ratio of dicarboxylic acid and diol is appropriately and preferably about 90% by weight or more. is about 95% by weight or more, more preferably about 98% by weight or more, and even more preferably about 99% by weight or more (eg, 99 to 100% by weight).
- the technique disclosed herein is preferably practiced in a mode using a polyester-based polymer substantially synthesized from dicarboxylic acid and diol.
- dimer acid as a dicarboxylic acid and (poly)ethylene glycol as a diol are used together as the monomer component of the polyester-based polymer.
- a combination of dimer acid and (poly)ethylene glycol it is possible to preferably synthesize a polyester polymer that has Mw of a predetermined value or more and is suitable for both adhesive strength and high temperature holding power.
- the total proportion of dimer acid and (poly)ethylene glycol in the total amount of monomer components of the polyester polymer is suitably about 50% by weight or more, preferably about 60% by weight or more, more preferably about 70% by weight. % or more, more preferably approximately 80% by weight or more, and may be approximately 90% by weight or more (eg, 99 to 100% by weight).
- the polyester-based polymer has an aromatic ring in its polymer molecule.
- a polyester-based polymer containing an aromatic ring is likely to have a high-temperature holding power.
- the aromatic ring is introduced into the polymer by using a monomer having an aromatic ring (aromatic dicarboxylic acid or aromatic diol).
- the copolymerization ratio of the aromatic ring-containing monomer typically aromatic dicarboxylic acid, aromatic diol
- the content is preferably about 3% by weight or more, more preferably about 5% by weight or more, and even more preferably about 7% by weight or more.
- the upper limit of the copolymerization ratio of the aromatic ring-containing monomer is, for example, about 30% by weight or less, and from the viewpoint of adhesive properties such as adhesive strength, preferably about 15% by weight or less, more preferably It is about 12% by weight or less, more preferably about 10% by weight or less, and particularly preferably about 8% by weight or less.
- the method for obtaining the polyester-based polymer disclosed herein is not particularly limited, and polymerization methods known as methods for synthesizing polyester-based polymers can be appropriately employed.
- the monomer raw material used for the synthesis of the polyester-based polymer is, for example, a monomer blended so that 0.95 to 1.05 equivalents (preferably 0.98 to 1.02 equivalents) of dicarboxylic acid is used per equivalent of diol. be able to.
- the dicarboxylic acid and the diol in the above ratio, a high-molecular-weight polyester-based polymer can be easily obtained.
- the polymer can be moderately crosslinked (for example, crosslinked based on reaction with a crosslinking agent such as an isocyanate-based crosslinking agent) to increase the cohesive force.
- the weight ratio of the dicarboxylic acid and the diol as monomer components used for the synthesis of the polyester polymer is not particularly limited. weight ratio can be set.
- the ratio (weight ratio A1/A2) between the weight A1 of the dicarboxylic acid and the weight A2 of the diol used as the monomer component may be 10/90 or more, or 30/70 or more.
- the weight ratio (A1/A2) is approximately 50/50 or greater, more preferably 60/40 or greater, even more preferably 70/30 or greater, and may be 80/20 or greater; It may be 90/10 or more.
- the properties based on the dicarboxylic acid can be favorably expressed.
- the bio rate of the obtained polyester-based polymer can be effectively increased.
- the weight ratio (A1/A2) may be, for example, 95/5 or less, or 85/15 or less.
- the weight ratio (A1/A2) may be 75/25 or less, or 50/50 or less (for example, 30/70 or less), from the viewpoint of suitably expressing diol-based properties. It's okay.
- the above weight ratio allows the polyester polymer to have a high bio-rate.
- a polyester-based polymer having a bio rate of a predetermined value or more can be obtained regardless of the weight ratio of the dicarboxylic acid and the diol.
- the polyester-based polymer in the technology disclosed here can be obtained by polycondensation of a dicarboxylic acid and a diol, like general polyesters. More specifically, the reaction between the carboxyl group of the dicarboxylic acid and the hydroxyl group of the diol is typically allowed to proceed while removing the water produced by the above reaction (produced water) and the like out of the reaction system, thereby producing a polyester system. Polymers can be synthesized. As a method for removing the generated water from the reaction system, an inert gas is blown into the reaction system and the generated water is removed from the reaction system together with the inert gas. A method of dehydration by boiling, a method of distilling off the water produced from the reaction system under reduced pressure (decompression method), and the like can be used.
- the reaction temperature and reaction time when performing the above reaction including esterification and polycondensation), the degree of pressure reduction (pressure in the reaction system) when adopting the pressure reduction method, the desired properties (for example, molecular weight) It can be appropriately set so that the polyester-based polymer can be efficiently obtained.
- the reaction temperature it is usually appropriate for the reaction temperature to be approximately 150° C. or higher (for example, 180° C. to 260° C.). By setting the reaction temperature within the above range, a favorable reaction rate is obtained, productivity is improved, and deterioration of the produced polyester polymer can be easily prevented or suppressed.
- the reaction time is not particularly limited and may be about 3 to 48 hours (eg 10 to 30 hours).
- a decompression method it is not particularly limited, but it is usually appropriate to set the degree of decompression to 10 kPa or less (typically 10 kPa to 0.1 kPa), for example, 4 kPa to 0.1 kPa. be able to.
- 10 kPa or less typically 10 kPa to 0.1 kPa
- 4 kPa to 0.1 kPa. be able to.
- a suitable amount of a known or commonly used catalyst can be used for esterification and condensation, as in general polyester synthesis.
- catalysts include various metal compounds such as titanium, germanium, antimony, tin, and zinc; strong acids such as p-toluenesulfonic acid and sulfuric acid; and the like. Since the amount of the catalyst used can be appropriately set according to the reaction rate and the like, detailed description is omitted here.
- a solvent may or may not be used in the process of synthesizing a polyester-based polymer by reacting a dicarboxylic acid and a diol.
- the above synthesis can be carried out substantially without using an organic solvent (for example, this means excluding an embodiment in which an organic solvent is intentionally used as a reaction solvent during the above reaction). Synthesizing a polyester polymer without substantially using an organic solvent in this way, and preparing a polyester pressure-sensitive adhesive using such a polyester polymer, avoid the use of organic solvents in the manufacturing process. It is preferable because it satisfies the demand.
- the adhesive layers (and adhesive compositions) disclosed herein comprise a tackifying resin.
- a tackifying resin By combining a tackifying resin with a polyester-based polymer having an Mw of a predetermined value or more, the effect of improving the adhesive strength of the tackifying resin is effectively exhibited.
- the tackifying resin include phenol-based tackifying resins, terpene-based tackifying resins, modified terpene-based tackifying resins, rosin-based tackifying resins, hydrocarbon-based tackifying resins, epoxy-based tackifying resins, and polyamide-based tackifying resins.
- an elastomer-based tackifying resin, a ketone-based tackifying resin, or the like can be used.
- phenolic tackifying resins include terpene phenolic resins, hydrogenated terpene phenolic resins, alkylphenolic resins and rosin phenolic resins.
- Terpene phenol resin refers to a polymer containing a terpene residue and a phenol residue, a copolymer of terpenes and a phenol compound (terpene-phenol copolymer resin), terpenes or homopolymers or copolymers thereof. It is a concept that includes both phenol-modified coalescence (phenol-modified terpene resin).
- terpenes constituting such a terpene phenol resin include monoterpenes such as ⁇ -pinene, ⁇ -pinene, and limonene (including d-, l- and d/l-forms (dipentene)).
- a hydrogenated terpene phenol resin refers to a hydrogenated terpene phenol resin having a structure obtained by hydrogenating such a terpene phenol resin. It is sometimes called a hydrogenated terpene phenolic resin.
- Alkylphenol resins are resins obtained from alkylphenols and formaldehyde (oily phenolic resins). Examples of alkylphenol resins include novolac and resole types.
- Rosin phenolic resins are typically rosins or phenol-modified products of the various rosin derivatives described above (including rosin esters, unsaturated fatty acid-modified rosins, and unsaturated fatty acid-modified rosin esters).
- rosin phenol resins include rosin phenol resins obtained by a method of adding phenol to rosins or various rosin derivatives described above with an acid catalyst and thermally polymerizing the mixture.
- terpene phenol resins terpene phenol resins, hydrogenated terpene phenol resins and alkylphenol resins are preferred, terpene phenol resins and hydrogenated terpene phenol resins are more preferred, and terpene phenol resins are particularly preferred.
- terpene-based tackifying resins include polymers of terpenes (eg, monoterpenes) such as ⁇ -pinene, ⁇ -pinene, d-limonene, l-limonene, and dipentene. It may be a homopolymer of one kind of terpenes, or a copolymer of two or more kinds of terpenes.
- terpene homopolymer includes ⁇ -pinene polymer, ⁇ -pinene polymer, dipentene polymer and the like.
- modified terpene resins include those obtained by modifying the above terpene resins. Specific examples include styrene-modified terpene resins and hydrogenated terpene resins.
- rosin-based tackifying resins here includes both rosins and rosin derivative resins.
- rosins include unmodified rosins (fresh rosins) such as gum rosin, wood rosin and tall oil rosin; homogenized rosin, polymerized rosin, other chemically modified rosins, etc.);
- the rosin derivative resin is typically a derivative of the above rosins.
- the term "rosin-based resin” as used herein includes derivatives of unmodified rosin and derivatives of modified rosin (including hydrogenated rosin, disproportionated rosin and polymerized rosin).
- rosin esters such as undenatured rosin esters, which are esters of undenatured rosin and alcohols, and denatured rosin esters, which are esters of denatured rosin and alcohols; Saturated fatty acid-modified rosins; for example, unsaturated fatty acid-modified rosin esters obtained by modifying rosin esters with unsaturated fatty acids; rosin alcohols obtained by reducing the carboxy group of rosin esters modified with fatty acids; for example, rosins or metal salts of the various rosin derivatives described above; Specific examples of rosin esters include methyl esters, triethylene glycol esters, glycerin esters and pentaerythritol esters of unmodified rosins or modified rosins (hydrogenated rosins, disproportionated rosins, polymerized rosins, etc.).
- hydrocarbon-based tackifying resins examples include aliphatic hydrocarbon resins, aromatic hydrocarbon resins, aliphatic cyclic hydrocarbon resins, aliphatic/aromatic petroleum resins (styrene-olefin copolymers, etc. ), aliphatic/alicyclic petroleum resins, hydrogenated hydrocarbon resins, coumarone-based resins, and coumarone-indene-based resins.
- the tackifier resin contains one or more phenol-based tackifier resins (eg, terpene phenol resins) and rosin-based tackifier resins (polymerized rosin esters, etc.). More preferably, one or more selected from terpene phenol resins and polymerized rosin esters are used as the tackifying resin.
- phenol-based tackifier resins eg, terpene phenol resins
- rosin-based tackifier resins polymerized rosin esters, etc.
- the tackifying resin contains one or more phenol-based tackifier resins (eg, terpene phenol resins) and rosin-based tackifier resins (polymerized rosin esters, etc.). More preferably, one or more selected from terpene phenol resins and polymerized rosin esters are used as the tackifying resin.
- a tackifying resin containing one or more phenolic tackifying resins eg, terpene phenolic resin
- Phenolic tackifying resins tend to be more compatible with polyester-based polymers than other tackifying resins (for example, rosin-based tackifying resins).
- the technology disclosed herein can be preferably practiced, for example, in an aspect in which approximately 25% by weight or more (more preferably approximately 30% by weight or more) of the total amount of tackifying resin is a terpene phenolic resin.
- tackifying resin Approximately 50% by weight or more of the total amount of tackifying resin may be the terpene phenolic resin, and approximately 80% by weight or more (eg, approximately 90% by weight or more) may be the terpene phenolic resin. Substantially all of the tackifying resin (eg, approximately 95% to 100% by weight, or even approximately 99% to 100% by weight) may be a terpene phenolic resin.
- a tackifying resin having an aromatic ring in the molecule is preferably used as the tackifying resin.
- a tackifying resin containing an aromatic ring tends to provide high-temperature holding power.
- Preferable examples of tackifying resins having aromatic rings include phenol-based tackifying resins. Among them, terpene phenol resin is more preferable.
- the technology disclosed herein is particularly preferably carried out in a mode in which the polyester-based polymer in the pressure-sensitive adhesive layer contains an aromatic ring and the tackifying resin also contains an aromatic ring. Both the polyester-based polymer and the tackifier resin have a structure containing an aromatic ring, so that more excellent high-temperature holding power can be easily obtained.
- both the polyester-based polymer and the tackifying resin have an aromatic ring, they have excellent compatibility and can satisfactorily exhibit desired adhesive properties.
- a tackifying resin having an aromatic ring in the molecule it is preferable to use a tackifying resin with a high aromatic ring ratio.
- a tackifying resin having a high aromatic ring ratio is preferably used.
- the aromatic ring ratio (e.g., phenol ratio) of the tackifying resin is, for example, 10% by weight or more, and from the viewpoint of repulsion resistance, is preferably 15% by weight or more, more preferably 20% by weight or more, and still more preferably 25% by weight. or more, and particularly preferably 30% by weight or more.
- the upper limit of the aromatic ring ratio (e.g., phenol ratio) of the tackifier resin is, for example, 65% by weight or less, and from the viewpoint of adhesive strength, etc., it may be 50% by weight or less, 40% by weight or less, or 35% by weight. % or less.
- the aromatic ring ratio (eg, phenol ratio) of the tackifier resin refers to the aromatic ring ratio (eg, phenol ratio) calculated from 1 H-NMR spectrum measured by a nuclear magnetic resonance (NMR) device.
- NMR nuclear magnetic resonance
- the tackifier resin has the chemical structure shown below, in the 1 H-NMR spectrum, the peaks with chemical shifts between 7.5 and 6.3 ppm are derived from the phenol skeleton, and the peaks with chemical shifts between 5.6 and 0.5 ppm are derived from the phenol skeleton. The peaks between 1 ppm are considered to be derived from the pinene skeleton.
- a plant-derived tackifying resin (vegetable tackifying resin) is preferably used as the tackifying resin from the viewpoint of improving the bio rate of the entire pressure-sensitive adhesive layer.
- the plant-based tackifying resin is composed of at least a part of the resin derived from plants, and the entire resin may be plant-derived. may be derived from fossil resources.
- Examples of vegetable tackifying resins include the above-described rosin-based tackifying resins, terpene-based tackifying resins, terpene phenolic resins, hydrogenated terpene phenolic resins, rosin phenolic resins, and the like.
- Vegetable tackifying resins can be used singly or in combination of two or more.
- the proportion of the vegetable tackifying resin in the total amount of tackifying resin contained in the pressure-sensitive adhesive layer is 30% by weight or more (for example, 50% by weight or more, typically 80% by weight or more).
- the proportion of the vegetable tackifying resin in the total amount of tackifying resin may be 90% by weight or more (eg 95% by weight or more, typically 99-100% by weight).
- the technology disclosed herein can be practiced in a manner substantially free of tackifying resins other than vegetable tackifying resins.
- the softening point of the tackifying resin is not particularly limited. From the viewpoint of improving the cohesive strength, in some embodiments, the softening point (softening temperature) of the tackifying resin is suitably about 50° C. or higher, and the softening point (softening temperature) is about 80° C. or higher (preferably is about 100° C. or higher, for example about 115° C. or higher). In some other embodiments, the softening point of the tackifying resin used may be on the order of 120° C. or higher (eg, 135° C. or higher or 145° C. or higher).
- the tackifying resin having the softening point is more than 50% by weight (more preferably more than 70% by weight, for example more than 90% by weight) of the total tackifying resin contained in the pressure-sensitive adhesive layer. It can be preferably implemented in a certain aspect.
- a phenol-based tackifier resin terpene phenol resin, etc.
- a rosin-based tackifier resin polymerized rosin ester, etc.
- a tackifying resin having a softening point of about 200° C. or less (more preferably about 180° C. or less, still more preferably less than 160° C., for example, 155° C. or less or 150° C. or less) is used. It can be preferably used.
- the softening point of the tackifying resin can be measured based on the softening point test method (ring and ball method) specified in JIS K2207.
- the tackifying resin one having an acid value limited to a predetermined value or less is preferably used.
- a tackifying resin having a low acid value is preferable because it does not inhibit the cross-linking reaction during the formation of the adhesive.
- a pressure-sensitive adhesive containing a tackifying resin whose acid value is limited to a predetermined value or less tends to be excellent in durability.
- the acid value of the tackifying resin is suitably about 20 mgKOH/g or less, preferably less than 10 mgKOH/g, more preferably 7 mgKOH/g or less, still more preferably 4 mgKOH/g or less ( 0-4 mg KOH/g), and may be less than 3 mg KOH/g (eg less than 1 mg KOH/g).
- the acid value of the tackifying resin can be measured by the potentiometric titration method specified in JIS K 0070:1992.
- the content of the tackifier resin can be, for example, more than 0 parts by weight with respect to 100 parts by weight of the polyester polymer, and may be about 3 parts by weight or more (for example, about 5 parts by weight or more).
- the content of the tackifying resin relative to 100 parts by weight of the polyester polymer is about 10 parts by weight or more, more preferably about 20 parts by weight or more, still more preferably about 30 parts by weight or more, and particularly Preferably, it is about 35 parts by weight or more. There is a tendency that the greater the amount of tackifying resin used, the easier it is to obtain excellent adhesive strength.
- the upper limit of the content of the tackifying resin is not particularly limited, and from the viewpoint of compatibility and adhesion with the polyester polymer, in some embodiments, the content of the tackifying resin with respect to 100 parts by weight of the polyester polymer is usually , about 120 parts by weight or less, preferably less than 80 parts by weight, and more preferably about 70 parts by weight or less (for example, about 50 parts by weight or less). For example, it is effective to use the tackifying resin in the amount within the above range for a polyester polymer having a Tg of 0° C. or lower.
- the pressure-sensitive adhesive composition used for forming the pressure-sensitive adhesive layer preferably contains a cross-linking agent as an optional component.
- the pressure-sensitive adhesive layer in the technology disclosed herein contains the cross-linking agent in the form after the cross-linking reaction, the form before the cross-linking reaction, the form in which the cross-linking reaction is partially performed, the intermediate or composite form thereof, or the like. obtain.
- the above-mentioned cross-linking agent is usually contained in the pressure-sensitive adhesive layer exclusively in the form after the cross-linking reaction.
- the cross-linking agent used for cross-linking the polyester polymer may also function as a chain extender.
- cross-linking agent is not particularly limited, and can be appropriately selected and used from conventionally known cross-linking agents.
- cross-linking agents include isocyanate-based cross-linking agents, epoxy-based cross-linking agents, oxazoline-based cross-linking agents, aziridine-based cross-linking agents, melamine-based cross-linking agents, and metal chelate-based cross-linking agents.
- a crosslinking agent can be used individually by 1 type or in combination of 2 or more types. Among them, an isocyanate-based cross-linking agent is preferable.
- polyfunctional isocyanate-based compounds compounds having an average of two or more isocyanate groups per molecule, including those having an isocyanurate structure
- the isocyanate-based cross-linking agents may be used singly or in combination of two or more.
- polyfunctional isocyanate compounds include aliphatic polyisocyanate compounds, alicyclic polyisocyanate compounds, and aromatic polyisocyanate compounds.
- aliphatic polyisocyanate compounds include 1,2-ethylene diisocyanate; tetramethylene diisocyanates such as 1,2-tetramethylene diisocyanate, 1,3-tetramethylene diisocyanate and 1,4-tetramethylene diisocyanate; Hexamethylene diisocyanates such as 2-hexamethylene diisocyanate, 1,3-hexamethylene diisocyanate, 1,4-hexamethylene diisocyanate, 1,5-hexamethylene diisocyanate, 1,6-hexamethylene diisocyanate and 2,5-hexamethylene diisocyanate ; 2-methyl-1,5-pentane diisocyanate, 3-methyl-1,5-pentane diisocyanate, lysine diisocyanate, and the like.
- alicyclic polyisocyanate compounds include isophorone diisocyanate; cyclohexyl diisocyanates such as 1,2-cyclohexyl diisocyanate, 1,3-cyclohexyl diisocyanate and 1,4-cyclohexyl diisocyanate; 1,2-cyclopentyl diisocyanate, 1, Cyclopentyl diisocyanates such as 3-cyclopentyl diisocyanate; hydrogenated xylylene diisocyanate, hydrogenated tolylene diisocyanate, hydrogenated diphenylmethane diisocyanate, hydrogenated tetramethylxylene diisocyanate, 4,4′-dicyclohexylmethane diisocyanate, and the like.
- aromatic polyisocyanate compounds include 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate, 4,4′-diphenylmethane diisocyanate, 2,4′-diphenylmethane diisocyanate, and 2,2′-diphenylmethane.
- polyfunctional isocyanates include polyfunctional isocyanate compounds having an average of 2 or 3 or more isocyanate groups per molecule.
- polyfunctional isocyanate-based compounds are polymers (e.g., dimers or trimers) of difunctional or trifunctional or more functional isocyanates, derivatives (e.g., addition reactions of polyhydric alcohols and two or more molecules of polyfunctional isocyanates products), polymers, and the like.
- Polyfunctional isocyanate compounds such as reaction products with methylene diisocyanate, polymethylene polyphenyl isocyanate, polyether polyisocyanate, polyester polyisocyanate, and the like can be mentioned.
- polyfunctional isocyanate compounds include “Duranate TPA-100” and “Duranate D101” manufactured by Asahi Kasei Chemicals, “Coronate L” and “Coronate HL” manufactured by Tosoh Corporation. "Coronate HK”, “Coronate HX”, “Coronate 2096” and the like.
- a cross-linking agent having no aromatic ring is preferably used as the cross-linking agent.
- the cross-linking agent for example, among the isocyanate-based cross-linking agents described above, it is preferable to use an isocyanate-based compound having no aromatic ring.
- an aromatic ring-free isocyanate compound as a cross-linking agent, it is possible to effectively increase the degree of cross-linking with less hindrance to cross-linking in the pressure-sensitive adhesive composition containing the polyester-based polymer and the tackifying resin.
- Typical examples of the aromatic ring-free isocyanates include aliphatic isocyanate compounds.
- a particularly preferred embodiment includes an embodiment in which an aromatic ring-free isocyanate compound (typically an aliphatic isocyanate compound) is used as a cross-linking agent in a configuration in which both the polyester polymer and the tackifying resin have aromatic rings.
- an aromatic ring-free isocyanate compound typically an aliphatic isocyanate compound
- cross-linking agents preferably isocyanate-based cross-linking agents
- two or more kinds of cross-linking agents having different numbers of functional groups it is easy to achieve both a plurality of properties (for example, high-temperature holding power and repulsion resistance) in a well-balanced manner.
- the functional group refers to a cross-linking reactive group, and for example, refers to an isocyanate group in the polyfunctional isocyanate compound described above.
- one or more bifunctional cross-linking agents and one or more tri- or more tri-functional cross-linking agents are used in combination.
- the bifunctional cross-linking agent mainly functions as a chain extender and contributes to the improvement of repulsion resistance by lengthening the chain of the polyester-based polymer when the adhesive composition is cured. It is believed that the cohesive force is increased and the high-temperature holding power is obtained. Note that the technology disclosed herein is not limited to the above interpretation.
- bi-functional cross-linking agents and tri- or higher functional cross-linking agents can be used without particular limitation.
- isocyanate compounds are preferably used as the bifunctional cross-linking agent and the tri- or higher functional cross-linking agent.
- the amount of the bi-functional cross-linking agent used is not particularly limited. From the viewpoint of obtaining the effect, it is appropriate to use about 0.01 parts by weight or more, preferably about 0.1 parts by weight or more, more preferably about 0.5 parts by weight or more, and even more preferably about 0.8 parts by weight. parts or more, may be about 1.5 parts by weight or more, or may be about 3 parts by weight or more. Also, the amount of the bifunctional cross-linking agent to be used relative to 100 parts by weight of the polyester polymer is usually about 10 parts by weight or less, preferably about 7 parts by weight or less, and may be 4 parts by weight or less.
- the amount of the tri- or higher-functional cross-linking agent used is not particularly limited. From the viewpoint of obtaining the effect of using a tri- or higher functional cross-linking agent, it is appropriate to use about 0.01 parts by weight or more, preferably about 0.1 parts by weight or more, more preferably about 0.5 parts by weight or more, More preferably about 1 part by weight or more, particularly preferably about 2 parts by weight or more (for example, about 2.5 parts by weight or more).
- the amount of the tri- or higher functional cross-linking agent to be used for 100 parts by weight of the polyester polymer is usually about 8 parts by weight or less, preferably about 5 parts by weight or less, and may be 4 parts by weight or less.
- the proportion of the bi-functional cross-linking agent and the tri- or higher functional cross-linking agent is adjusted to achieve the desired multiple adhesive properties (adhesive strength, high-temperature holding power, repulsion resistance, etc.) are appropriately set so as to achieve a good balance, and are not limited to a specific range.
- the ratio (C B /C A ) of the amount C B of the tri- or more functional cross-linking agent to the amount C A of the bi-functional cross-linking agent is, for example, 0.1 or more, and from the viewpoint of improving the cohesive strength, it is preferably 0.3 or more.
- the ratio (C B /C A ) is, for example, 10 or less, preferably 7 or less, more preferably 5 or less, may be 4 or less, or 2.5 or less from the viewpoint of improving repulsion resistance. , or 1.5 or less.
- the amount of the cross-linking agent used is not particularly limited. parts by weight or more). From the viewpoint of improving the cohesive force, the amount of the cross-linking agent to be used with respect to 100 parts by weight of the polyester polymer is usually about 0.5 parts by weight or more, preferably about 1 part by weight or more, more preferably about 1 part by weight or more. About 2 parts by weight or more (for example, more than 2 parts by weight), more preferably 2.5 parts by weight or more. In addition, the amount of the cross-linking agent used relative to 100 parts by weight of the polyester polymer is usually about 12 parts by weight or less, for example about 10 parts by weight or less, preferably about 8 parts by weight or less, and about 5 parts by weight. It is preferable to make it below a part by weight.
- the amount of the cross-linking agent to be used is more preferably 4 parts by weight or less, more preferably about 3.5 parts by weight or less based on 100 parts by weight of the polyester polymer.
- the amount used is not particularly limited.
- the amount of the isocyanate-based cross-linking agent used can be, for example, about 0.5 parts by weight or more and about 10 parts by weight or less with respect to 100 parts by weight of the polyester polymer.
- the amount of the isocyanate-based cross-linking agent used relative to 100 parts by weight of the polyester polymer is usually about 1 part by weight or more, preferably about 2 parts by weight or more (e.g., 2 parts by weight parts), more preferably about 2.5 parts by weight or more, more preferably 2.8 parts by weight or more, may be about 3.5 parts by weight or more, and may be about 4.0 parts by weight or more; It may be 4.5 parts by weight or more.
- the amount of the isocyanate cross-linking agent to be used for 100 parts by weight of the polyester polymer is usually about 8 parts by weight or less, preferably about 5 parts by weight or less.
- the amount of the isocyanate cross-linking agent used relative to 100 parts by weight of the polyester polymer is more preferably 4.5 parts by weight or less, still more preferably about 4.2 parts by weight or less, and particularly preferably 3.8 parts by weight or less (eg, 3.8 parts by weight). 5 parts by weight or less), and may be about 3.2 parts by weight or less.
- crosslinking catalyst In the technology disclosed herein, it is preferable to use a cross-linking catalyst in addition to the above-described cross-linking agent in order to promote the cross-linking reaction more effectively.
- cross-linking catalysts include zirconium-containing compounds (zirconium-based catalysts) such as zirconium tetraacetylacetonate, zirconium monoacetylacetonate, zirconium ethylacetoacetate, and zirconium octylate compounds; dioctyltin dilaurate, dibutyltin dilaurate, dibutyltin diacetate, Tin (Sn)-containing compounds (tin-based catalysts) such as dibutyltin diacetylacetonate, tetra-n-butyltin, trimethyltin hydroxide, butyltin oxide; aluminum secondary butoxide, aluminum trisacetylacetonate, aluminum bisethylace
- the cross-linking catalyst does not contain a tin-containing compound from the viewpoint of environmental impact and safety.
- a non-tin-based compound as a cross-linking catalyst, the amount of tin-based compound (typically organic tin) used in the pressure-sensitive adhesive can be reduced.
- the cross-linking catalyst does not include an iron-based catalyst.
- the adhesive is required to have transparency or optical properties, it is desirable to avoid using an iron-based compound that may color the adhesive.
- the amount of cross-linking catalyst used is not particularly limited.
- the amount of the crosslinking catalyst used can be, for example, about 0.001 parts by weight or more, preferably about 0.01 parts by weight or more, and about 0.05 parts by weight or more (for example, 0.10 parts by weight or more). Further, the amount of the cross-linking catalyst used can be, for example, about 3 parts by weight or less, preferably about 1 part by weight or less, and about 0.3 parts by weight or less with respect to 100 parts by weight of the polyester polymer. good too.
- the pressure-sensitive adhesive composition disclosed herein may contain a hydrolysis-resistant agent (also referred to as an anti-hydrolysis agent).
- a hydrolysis-resistant agent also referred to as an anti-hydrolysis agent.
- the hydrolysis-resistant agent is not particularly limited, and known or commonly used hydrolysis-resistant agents can be used. Examples thereof include oxazoline group-containing compounds, epoxy group-containing compounds, carbodiimide group-containing compounds, and the like. Among them, carbodiimide group-containing compounds are preferred.
- the hydrolysis resistant agents can be used singly or in combination of two or more.
- Carbodiimide group-containing compounds include dicyclohexylcarbodiimide, diisopropylcarbodiimide, dimethylcarbodiimide, diisobutylcarbodiimide, dioctylcarbodiimide, t-butylisopropylcarbodiimide, diphenylcarbodiimide, di-t-butylcarbodiimide, di- ⁇ -naphthylcarbodiimide, and monofunctional cyclic structures. carbodiimide and the like.
- the monofunctional cyclic structure carbodiimide has one carbodiimide group in the molecular structure, and the carbodiimide group is formed by a bonding group composed of an aliphatic group, an alicyclic group, an aromatic group, or a combination thereof.
- the said bonding group may also contain a hetero atom and a substituent.
- Suitable examples of the carbodiimide group-containing compound include dicyclohexylcarbodiimide, diisopropylcarbodiimide, and monofunctional cyclic structure carbodiimide.
- the amount of the hydrolysis-resistant agent (preferably, a carbodiimide group-containing compound) to be used is not particularly limited, and is about 0.00% per 100 parts by weight of the polyester polymer so that the effect of containing the hydrolysis-resistant agent is preferably exhibited.
- 05 parts by weight or more preferably about 0.1 parts by weight or more, for example, about 0.3 parts by weight or more.
- the upper limit of the amount of the hydrolysis-resistant agent used is, for example, about 5 parts by weight or less, preferably about 3 parts by weight or less, for example, 1 part by weight or less, relative to 100 parts by weight of the polyester polymer. may be
- the pressure-sensitive adhesive composition may optionally contain leveling agents, fillers, plasticizers, softeners, colorants (pigments, dyes, etc.), antistatic agents, anti-aging agents, and ultraviolet absorbers. , antioxidants, light stabilizers, and other additives commonly used in the field of adhesives.
- leveling agents fillers, plasticizers, softeners, colorants (pigments, dyes, etc.), antistatic agents, anti-aging agents, and ultraviolet absorbers.
- antioxidants, light stabilizers, and other additives commonly used in the field of adhesives As for the various additives mentioned above, conventionally known ones can be used in a conventional manner, and since they do not particularly characterize the present invention, detailed description thereof will be omitted.
- the pressure-sensitive adhesive layer (layer made of pressure-sensitive adhesive) disclosed herein is formed from the pressure-sensitive adhesive composition containing the polyester-based polymer and the tackifying resin described above.
- a solvent-type adhesive composition containing an adhesive in an organic solvent is suitable from the viewpoint of adhesive properties and the like.
- Organic solvents such as toluene and ethyl acetate can be used as the organic solvent.
- the present specification provides a pressure-sensitive adhesive composition containing one or more of the components that can be included in the pressure-sensitive adhesive layer disclosed herein.
- the pressure-sensitive adhesive composition may contain a polyester-based polymer in which 50% or more of the constituent carbon is biomass-derived carbon and has an Mw of 30,000 or more, and may further contain a tackifying resin.
- the pressure-sensitive adhesive composition may further contain components such as a cross-linking agent, a cross-linking catalyst, and an anti-hydrolysis agent. The details of the components that can be contained in the pressure-sensitive adhesive composition are as described in the pressure-sensitive adhesive layer, and duplicate descriptions are omitted.
- a pressure-sensitive adhesive layer can be formed from the pressure-sensitive adhesive composition by a conventionally known method.
- a PSA layer is formed on the surface by applying a PSA composition to the surface having releasability (release surface) and then curing the PSA composition. Forming can form an adhesive sheet.
- a method (direct method) of forming a pressure-sensitive adhesive layer by directly applying (typically applying) a pressure-sensitive adhesive composition to the substrate and curing the composition is preferably adopted. can do.
- a method of applying a pressure-sensitive adhesive composition to a surface having releasability (release surface) and curing the composition to form a pressure-sensitive adhesive layer on the surface and transferring the pressure-sensitive adhesive layer to a substrate may be adopted.
- the release surface the surface of a release liner, the back surface of a base material subjected to a release treatment, or the like can be used.
- curing of the pressure-sensitive adhesive composition can be performed by subjecting the pressure-sensitive adhesive composition to a curing treatment such as drying, crosslinking, polymerization, or cooling. Two or more curing treatments may be performed simultaneously or stepwise.
- the pressure-sensitive adhesive layer disclosed herein is typically formed continuously, but is not limited to such a form, and is formed in a regular or random pattern such as dots or stripes. It may be a pressure-sensitive adhesive layer.
- the pressure-sensitive adhesive composition is carried out using known or commonly used coaters such as gravure roll coaters, reverse roll coaters, kiss roll coaters, dip roll coaters, die coaters, bar coaters, knife coaters, and spray coaters. can be done. Alternatively, the adhesive composition may be applied by impregnation, curtain coating, or the like.
- the pressure-sensitive adhesive composition can be dried at room temperature or under heating. From the viewpoint of promoting the cross-linking reaction, improving production efficiency, etc., it is preferable to dry the pressure-sensitive adhesive composition under heating. The drying temperature can be, for example, about 40 to 150°C, and usually about 40 to 130°C is preferable.
- aging may be performed for the purpose of adjusting migration of components in the pressure-sensitive adhesive layer, progressing the cross-linking reaction, relaxing distortion that may exist in the substrate and the pressure-sensitive adhesive layer, and the like. preferable.
- the aging conditions are not particularly limited, and can be, for example, about 70° C. or lower (typically about 40 to 70° C.) for 1 day or longer (eg, 3 days or longer).
- the thickness of the pressure-sensitive adhesive layer is not particularly limited, and can be appropriately selected depending on the purpose.
- the thickness of the pressure-sensitive adhesive layer can be, for example, about 2 ⁇ m to 500 ⁇ m in consideration of the balance between the adhesiveness to the adherend and the high-temperature holding power. From the viewpoint of adhesion to adherends, the thickness of the pressure-sensitive adhesive layer is usually 3 ⁇ m or more, preferably 5 ⁇ m or more.
- the thickness of the pressure-sensitive adhesive layer may be, for example, 8 ⁇ m or more, preferably 12 ⁇ m or more, and may be 15 ⁇ m or more. It may be 18 ⁇ m or more.
- the thickness of the adhesive layer may be, for example, 200 ⁇ m or less, 150 ⁇ m or less, 100 ⁇ m or less, 70 ⁇ m or less, 50 ⁇ m or less, or 30 ⁇ m or less. good.
- the thickness of the pressure-sensitive adhesive layer may be, for example, 25 ⁇ m or less, or 22 ⁇ m or less.
- the thickness of each pressure-sensitive adhesive layer may be the same or different.
- Bio rate of adhesive layer Since the technology disclosed herein is implemented using an adhesive containing a polyester-based polymer having a bio rate of 50% or more, the adhesive layer (and the adhesive composition. Unless otherwise specified, the same applies hereinafter. ) has a bio rate greater than or equal to a predetermined value. Although not particularly limited, the bio rate of the adhesive layer may be about 30% or more (for example, more than 30%), suitably about 40% or more, and 50% or more. is preferred.
- a high bio rate of the pressure-sensitive adhesive layer means that the amount of fossil resource-based materials such as petroleum used is small. By designing the pressure-sensitive adhesive layer to have a high bio rate, the pressure-sensitive adhesive layer as a whole can be less dependent on fossil resource-based materials.
- the bio rate of the adhesive layer may be 55% or higher, 60% or higher, 70% or higher, or 75% or higher.
- the upper limit of the bio rate is by definition 100%, in the pressure-sensitive adhesive layer disclosed herein, the bio rate can typically be less than 100% because the ingredients may include materials derived from fossil resources.
- the bio-rate of the adhesive layer may be, for example, less than 90%, and more emphasis is placed on adhesive performance. It may be less than 80% or less than 70%.
- the biorate of the adhesive layer that is, the ratio of biomass-derived carbon to the total carbon contained in the adhesive layer, can be estimated from the carbon isotope content with a mass number of 14 measured according to ASTM D6866. can.
- the biorate of the base material and the biorate of the pressure-sensitive adhesive sheet, which will be described later, can also be estimated by the same method.
- the pressure-sensitive adhesive sheet disclosed herein may be in the form of a pressure-sensitive adhesive sheet with a substrate having a pressure-sensitive adhesive layer on one or both sides of the substrate.
- Various sheet-like substrates can be used as the substrate, and for example, resin films, papers, cloths, rubber sheets, foam sheets, metal foils, composites thereof, and the like can be used.
- substrates that are less likely to generate dust for example, fine fibers or particles such as paper dust
- substrates that do not contain fibrous materials such as paper and cloth are preferable, and for example, resin films, rubber sheets, foam sheets, metal foils, composites thereof, and the like can be preferably used.
- resin films examples include polyester films such as polyethylene terephthalate (PET) and polyethylene naphthalate; vinyl chloride resin films; polyethylene (PE), polypropylene (PP), ethylene-propylene copolymers, ethylene-butene copolymers, etc. vinylidene chloride resin film; vinyl acetate resin film; polystyrene film; polyacetal film; polyimide film;
- rubber sheets include natural rubber sheets and butyl rubber sheets.
- foam sheets include foamed polyurethane sheets and foamed polyolefin sheets.
- metal foil examples include aluminum foil and copper foil.
- a resin film is preferably used as the base material.
- a resin film is preferably used as a material excellent in dimensional stability, thickness accuracy, economy (cost), workability and tensile strength.
- resin films for example, polyester films such as PET films, which will be described later
- Such recyclable resin films and recycled resin films are also called recycled films.
- Such recyclability of the resin film can also be applied to the resin film used for the release liner described above.
- the term "resin film” is typically a non-porous film, and is a concept distinguished from so-called nonwoven fabrics and woven fabrics.
- a polyester film can be preferably used as the base material from the viewpoint of strength and workability.
- a polyester resin containing, as a main component, a polyester obtained by polycondensation of a dicarboxylic acid and a diol is typically used.
- dicarboxylic acid constituting the polyester examples include phthalic acid, isophthalic acid, terephthalic acid, 2-methylterephthalic acid, 5-sulfoisophthalic acid, 4,4′-diphenyldicarboxylic acid, and 4,4′-diphenyletherdicarboxylic acid.
- Aromatic dicarboxylic acids such as 6-naphthalenedicarboxylic acid and 2,7-naphthalenedicarboxylic acid; Alicyclic dicarboxylic acids such as 1,2-cyclohexanedicarboxylic acid, 1,3-cyclohexanedicarboxylic acid and 1,4-cyclohexanedicarboxylic acid ; aliphatic dicarboxylic acids such as malonic acid, succinic acid, glutaric acid, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid and dodecanoic acid; unsaturated dicarboxylic acids such as maleic acid, male
- diol constituting the polyester examples include ethylene glycol, diethylene glycol, polyethylene glycol, propylene glycol, polypropylene glycol, 1,3-propanediol, 1,5-pentanediol, neopentyl glycol, 1,4-butanediol, Aliphatic diols such as 1,6-hexanediol, 1,8-octanediol, polyoxytetramethylene glycol; 1,2-cyclohexanediol, 1,4-cyclohexanediol, 1,1-cyclohexanedimethylol, 1,4 - Alicyclic diols such as cyclohexanedimethylol, xylylene glycol, 4,4'-dihydroxybiphenyl, 2,2-bis(4'-hydroxyphenyl)propane, bis(4-hydroxyphenyl)sulfone and other aromatic diols ; and the
- Aliphatic diols are preferred from the viewpoint of transparency and the like, and ethylene glycol is particularly preferred.
- the ratio of the aliphatic diol (preferably ethylene glycol) to the diols constituting the polyester is preferably 50% by weight or more (for example, 80% by weight or more, typically 95% by weight or more).
- the diol may consist essentially of ethylene glycol.
- biomass-derived ethylene glycol typically, biomass ethylene glycol obtained using biomass ethanol as a raw material
- biomass-derived ethylene glycol typically, biomass ethylene glycol obtained using biomass ethanol as a raw material
- the proportion of biomass-derived ethylene glycol in the ethylene glycol constituting the polyester may be, for example, 50% by weight or more, preferably 75% by weight or more, and may be 90% by weight or more, or 95% by weight. % or more. Substantially all of the ethylene glycol may be biomass-derived ethylene glycol.
- polyester resin films include polyethylene terephthalate (PET) film, polybutylene terephthalate (PBT) film, polyethylene naphthalate (PEN) film, and polybutylene naphthalate film.
- the polyester film substrate may contain a polymer other than the above polyester in addition to polyester.
- Preferred examples of the polymer other than polyester include, among the various polymer materials exemplified as the resin film that can constitute the base material, those other than polyester.
- the polyester film substrate disclosed herein contains a polymer other than the polyester in addition to the polyester, the content of the polymer other than the polyester is preferably less than 100 parts by weight per 100 parts by weight of the polyester. 50 parts by weight or less is preferable, 30 parts by weight or less is more preferable, and 10 parts by weight or less is even more preferable.
- the content of the polymer other than polyester may be 5 parts by weight or less, or may be 1 part by weight or less with respect to 100 parts by weight of polyester.
- the technology disclosed herein can be preferably practiced, for example, in a mode in which 99.5 to 100% by weight of the polyester film substrate is polyester.
- a polyolefin film can be preferably used as the substrate from the viewpoint of strength and flexibility.
- a polyolefin film is a film whose main component is a polymer containing ⁇ -olefin as a main monomer (main component among monomer components). The proportion of the polymer is usually 50% by weight or more (eg 80% by weight or more, typically 90-100% by weight).
- Specific examples of polyolefins include those containing ethylene as the main monomer (polyethylene) and those containing propylene as the main monomer (polypropylene).
- the polyethylene may be a homopolymer of ethylene, or a copolymer of ethylene and another olefin (e.g., one or more selected from ⁇ -olefins having 3 to 10 carbon atoms). may be ethylene and monomers other than olefins (e.g., one or more selected from ethylenically unsaturated monomers such as vinyl acetate, acrylic acid, methacrylic acid, methyl acrylate, ethyl acrylate) and may be a copolymer of
- the polypropylene may be a homopolymer of propylene, and propylene and other olefins (for example, one or more selected from ⁇ -olefins having 2,4 to 10 carbon atoms) or a copolymer of propylene and a monomer other than an olefin.
- the substrates disclosed herein may contain only one of the above polyolefins, or may contain two or more polyole
- the polyolefin film substrate may contain a polymer other than the above polyolefin in addition to polyolefin.
- Preferred examples of the polymer other than polyolefin include those other than polyolefin among the various polymer materials exemplified as the resin film that can constitute the base material.
- the polyolefin film substrate disclosed herein contains a polymer other than the polyolefin in addition to the polyolefin, the content of the polymer other than the polyolefin is suitably less than 100 parts by weight per 100 parts by weight of the polyolefin.
- the content of the polymer other than polyolefin may be 5 parts by weight or less, or may be 1 part by weight or less with respect to 100 parts by weight of polyolefin.
- the technology disclosed herein can be preferably practiced, for example, in a mode in which 99.5 to 100% by weight of the polyolefin film substrate is polyolefin.
- the base material disclosed here preferably contains a biomass material.
- the biomass material that can constitute the base material is not particularly limited, but examples include biomass PET, biomass polyester such as biomass polytrimethylene terephthalate (biomass PTT); polylactic acid; biomass high density polyethylene (biomass HDPE), biomass low density polyethylene.
- biomass LDPE biomass polyethylene such as biomass linear low density polyethylene (biomass LLDPE), biomass polyolefin such as biomass polypropylene (biomass PP); biomass poly (3-hydroxybutyrate-co-3-hydroxyhexanoate) biomass polyamides such as polyhexamethylene sebacamide and poly(xylylene sebacamide); biomass polyurethanes such as biomass polyester ether urethane and biomass polyether urethane; cellulosic resin; These can be used individually by 1 type or in combination of 2 or more types. Among them, biomass PET and biomass PTT are preferred, and biomass HDPE, biomass LDPE, biomass LLDPE, biomass PP and biomass PET are particularly preferred.
- the biomass material described above is a resin material, it can be preferably applied to a configuration in which the substrate is a resin film.
- the amount of fossil resource-based material used can be reduced in the pressure-sensitive adhesive sheet having a resin film (preferably polyolefin film) as a base material.
- the bio rate of the base material is preferably 20% or more, more preferably 35% or more.
- the bio rate of the base material may be, for example, 50% or higher, 70% or higher, 85% or higher, or 90% or higher.
- the upper limit of the bio rate is 100% or less, but in some embodiments, the bio rate of the base material may be, for example, 80% or less, or even 60% or less, in consideration of workability, strength, etc. Well, it may be 40% or less, or it may be less than 20%.
- the base material may have transparency, or may have light shielding or dimming properties.
- the substrate eg, resin film
- the substrate can contain a colorant.
- the light transmittance (light shielding property) of the substrate can be adjusted. Adjusting the light transmittance (for example, normal light transmittance) of the substrate can also help adjust the light transmittance of the substrate and further the light transmittance of the pressure-sensitive adhesive sheet including the substrate.
- coloring agent conventionally known pigments and dyes can be used in the same manner as the coloring agent that can be contained in the adhesive layer.
- the coloring agent is not particularly limited, and may be, for example, black, gray, white, red, blue, yellow, green, yellow-green, orange, purple, gold, silver, pearl color, and the like.
- the substrate may be colored with a colored layer arranged on the surface of the base film (preferably resin film).
- the base film may or may not contain a coloring agent.
- the colored layer may be arranged on either one surface of the base film, or may be arranged on both surfaces. In the configuration in which the colored layers are arranged on both surfaces of the base film, the configurations of the colored layers may be the same or different.
- the color and transparency of the pressure-sensitive adhesive sheet can be adjusted, and desired design properties, light-shielding properties, and hiding properties can be obtained.
- the color of the colored layer is not particularly limited, and various colors can be adopted depending on the purpose.
- the colored layer may be a black layer (eg, black printed layer) formed by, for example, black printing.
- the colored layer can be formed, for example, by applying a colored layer-forming composition containing a coloring agent and a binder to the base film.
- a colored layer-forming composition containing a coloring agent and a binder
- Materials known in the field of coatings or printing can be used as binders without particular limitations. Examples include polyurethane, phenol resin, epoxy resin, urea melamine resin, polymethyl methacrylate, and the like.
- the composition for forming a colored layer may be, for example, a solvent type, an ultraviolet curable type, a heat curable type, or the like.
- the formation of the colored layer can be carried out by adopting means conventionally used for forming the colored layer without particular limitation. For example, a method of forming a colored layer (printed layer) by printing such as gravure printing, flexographic printing, and offset printing can be preferably employed.
- the colored layer may have a single layer structure consisting entirely of one layer, or may have a multilayer structure including two, three or more sub-colored layers.
- a colored layer having a multi-layer structure including two or more sub-colored layers can be formed, for example, by repeatedly applying (for example, printing) a composition for forming a colored layer.
- the colors and blending amounts of the colorants contained in each sub-colored layer may be the same or different. From the viewpoint of preventing the occurrence of pinholes and increasing the reliability of light leakage prevention, it is particularly significant to have a multi-layered structure in the colored layer for imparting light-shielding properties.
- a known pigment or dye can be appropriately selected according to the desired color.
- white pigments include, but are not limited to, titanium dioxide, zinc white, white lead, and the like.
- black pigments include carbon black, acetylene black, pine smoke, graphite and the like. These can be used individually by 1 type or in combination of 2 or more types.
- the content of the colorant is not limited to a specific range because it is set according to the required color tone, light transmittance, etc., but it is suitable to be about 1% by weight or more in the colored layer. and is preferably 2% by weight or more (eg 5% by weight or more), and may be 15% by weight or more.
- the content of the coloring agent is suitably about 65% by weight or less, preferably 30% by weight or less (for example, 15% by weight or less), and may be 8% by weight or less.
- the thickness of the entire colored layer is usually appropriately 0.1 ⁇ m or more, preferably 0.5 ⁇ m or more, and more preferably 0.7 ⁇ m or more.
- the thickness of the entire colored layer may be about 0.8 ⁇ m or more, or about 1 ⁇ m or more. In some other embodiments, the thickness of the entire colored layer may be 2 ⁇ m or more (eg, 3 ⁇ m or more) or 4 ⁇ m or more from the viewpoint of obtaining sufficient light shielding properties.
- the thickness of the entire colored layer is usually 10 ⁇ m or less, preferably 7 ⁇ m or less, and more preferably 5 ⁇ m or less. In some embodiments, the total color layer thickness can be about 3 ⁇ m or less, or even about 2 ⁇ m or less. In the colored layer including two or more sub-colored layers, the thickness of each sub-colored layer is preferably about 0.5 ⁇ m to 2 ⁇ m.
- the surface of the substrate (for example, resin film, rubber sheet, foam sheet, etc.) on which the adhesive layer is arranged (surface on the adhesive layer side) is subjected to corona discharge treatment, plasma treatment, ultraviolet irradiation treatment, acid treatment, or alkali treatment.
- a known or conventional surface treatment such as formation of an undercoat layer may be applied.
- Such a surface treatment can be a treatment for improving the adhesion between the base material and the pressure-sensitive adhesive layer, in other words, the anchoring property of the pressure-sensitive adhesive layer to the base material.
- the base material may not be subjected to a surface treatment for improving the anchoring property on the pressure-sensitive adhesive layer side surface.
- the undercoat agent (primer) used for the formation is not particularly limited, and can be appropriately selected from known ones.
- the thickness of the undercoat layer is not particularly limited, and may be, for example, more than 0.01 ⁇ m.
- the thickness of the undercoat layer is preferably less than 1.0 ⁇ m, and may be 0.7 ⁇ m or less, or 0.5 ⁇ m or less. Since primers are generally highly dependent on fossil resource-based materials, not having an excessively large thickness of the undercoat layer can be advantageous from the viewpoint of reducing the bio rate of the pressure-sensitive adhesive sheet, which will be described later.
- the back-treatment agent that can be used to form the back-treatment layer is not particularly limited, and may be a silicone-based back-treatment agent, a fluorine-based back-treatment agent, a long-chain alkyl-based back-treatment agent, or other known or commonly used treatment agents. It can be used depending on the application.
- the back surface treatment agents can be used singly or in combination of two or more.
- the base material may contain fillers (inorganic fillers, organic fillers, etc.), anti-aging agents, antioxidants, ultraviolet absorbers, antistatic agents, lubricants, and plasticizers. , colorants (pigments, dyes, etc.) and other additives may be added.
- the blending ratio of various additives is usually about 30% by weight or less (for example, 20% by weight or less, typically 10% by weight or less).
- a pigment eg, white pigment
- the content is about 0.1 to 10% by weight (eg, 1 to 8% by weight, typically 1 to 5% by weight). Appropriate.
- the thickness of the base material is not particularly limited and can be appropriately selected according to the purpose, but is generally about 1 ⁇ m to 500 ⁇ m. From the standpoint of handleability of the substrate, the thickness of the substrate may be, for example, 1.5 ⁇ m or more, 2 ⁇ m or more, 3 ⁇ m or more, 4 ⁇ m or more, or 4.5 ⁇ m or more. Further, from the viewpoint of thinning the pressure-sensitive adhesive sheet, in some embodiments, the thickness of the substrate may be, for example, 150 ⁇ m or less, 100 ⁇ m or less, 50 ⁇ m or less, 25 ⁇ m or less, or 20 ⁇ m or less. Well, it may be 10 ⁇ m or less, it may be 7 ⁇ m or less, it may be less than 5 ⁇ m, or it may be less than 4 ⁇ m.
- the thickness (total thickness) of the pressure-sensitive adhesive sheet disclosed herein is not particularly limited. It can range from 2 ⁇ m to 1000 ⁇ m. In some aspects, the thickness of the pressure-sensitive adhesive sheet is preferably about 5 ⁇ m to 500 ⁇ m (eg, 10 ⁇ m to 300 ⁇ m, typically 15 ⁇ m to 200 ⁇ m) in consideration of adhesive properties.
- the thickness of the pressure-sensitive adhesive sheet may be 100 ⁇ m or less (eg, 5 ⁇ m to 100 ⁇ m), 70 ⁇ m or less (eg, 5 ⁇ m to 70 ⁇ m), or 45 ⁇ m or less (eg, 5 ⁇ m to 5 ⁇ m). 45 ⁇ m), or 30 ⁇ m or less (for example, 5 ⁇ m to 30 ⁇ m).
- the adhesive sheet disclosed herein is preferably biomass-derived carbon. That is, it is preferable that the adhesive sheet has a bio rate of 30% or more.
- the bio rate of the adhesive sheet is preferably 40% or higher, may be 50% or higher, may be 60% or higher, may be 70% or higher, or may be 75% or higher.
- the upper limit of the bio-rate is 100%. The percentage may be less than 100%.
- the bio rate of the PSA sheet may be, for example, 90% or less, and more emphasis is placed on adhesive performance. In some cases, it may be 80% or less, or 70% or less.
- the bio rate of the pressure-sensitive adhesive layer matches the bio rate of the entire pressure-sensitive adhesive sheet.
- the adhesive sheet according to some aspects preferably has a 180-degree peel strength (adhesive strength to SUS) of 10 N/20 mm or more to a stainless steel plate.
- a pressure-sensitive adhesive sheet exhibiting the above properties can be preferably used in a manner in which re-peeling is not intended, typically, because it is strongly bonded to an adherend.
- the adhesive strength may be, for example, 11 N/20 mm or more, preferably 12 N/20 mm or more, 13 N/20 mm or more, 14 N/20 mm or more, or 15 N/20 mm or more. It may be 20 mm or more.
- the upper limit of the adhesive strength is not particularly limited, and in some aspects, the adhesive strength may be, for example, 50 N/20 mm or less, 30 N/20 mm or less, or 25 N/20 mm or less. Specifically, the adhesion to SUS is measured by the method described in Examples below.
- the pressure-sensitive adhesive sheet disclosed herein preferably has a holding power that does not fall off within 1 hour of the holding power test conducted under the conditions of 80°C, 1 kg load, and 1 hour.
- a pressure-sensitive adhesive sheet exhibiting such high-temperature holding power can exhibit good holding performance even in a temperature range higher than room temperature (for example, a temperature of 40° C. or higher).
- the pressure-sensitive adhesive sheet has a displacement distance of 5.0 mm or less (for example, 3.0 mm or less) after the holding force test. From the viewpoint of exhibiting higher holding performance, the displacement distance is preferably less than 2.0 mm, more preferably less than 1.0 mm, even more preferably less than 0.5 mm, and further preferably less than 0.3 mm.
- the lower limit of the displacement distance is 0.0 mm, which means that no displacement is observed in the holding force test.
- the holding force test is carried out by the method described in Examples below.
- the pressure-sensitive adhesive sheet disclosed herein has a passing level of repulsion resistance in a repulsion resistance test measured using a PET film having a thickness of 125 ⁇ m (that is, does not peel off) in Examples described later.
- the pressure-sensitive adhesive sheet with repulsion resistance described above has durability against bending, and demonstrates adhesion reliability without lifting or peeling even when used by being attached to a curved surface such as a three-dimensional shape. can.
- the use of the pressure-sensitive adhesive sheet disclosed herein is not particularly limited, and it can be used for various purposes without limitation.
- the pressure-sensitive adhesive sheet can be used for the purpose of fixing, bonding, reinforcing, etc. of the members in a mode of being attached to the members constituting the electronic device.
- the PSA sheet disclosed herein can be preferably used for fixing or joining members, for example, in the form of a double-sided PSA sheet. In such applications it is particularly significant that the adhesive sheet exhibits good adhesion and holding power.
- the double-sided pressure-sensitive adhesive sheet may be substrateless or may have a substrate.
- a substrate-less double-sided PSA sheet or a substrate-attached double-sided PSA sheet using a thin substrate can be preferably employed.
- a thin base material a base material having a thickness of 10 ⁇ m or less (for example, less than 5 ⁇ m) can be preferably used.
- the adhesive sheet disclosed here is suitable for use in fixing members in portable electronic devices, for example.
- the pressure-sensitive adhesive sheet disclosed herein has adhesion reliability that achieves both adhesive strength and high-temperature holding power, and is therefore suitable for use in portable electronic devices that require high performance. Since the inside of a portable electronic device may contain a heat-generating element such as a battery, it may be exposed to temperatures of, for example, 40° C. or higher.
- Non-limiting examples of the above portable electronic devices include mobile phones, smartphones, tablet computers, notebook computers, various wearable devices (for example, wrist wear type worn on the wrist like a wristwatch, Eyewear type including glasses type (monocular type and binocular type, including head-mounted type), clothes type attached to shirts, socks, hats, etc.
- the pressure-sensitive adhesive sheet disclosed herein can be preferably used, for example, for the purpose of fixing a pressure-sensitive sensor and other members in a portable electronic device having a pressure-sensitive sensor among such portable electronic devices.
- the adhesive sheet includes a device for indicating a position on the screen (typically a pen-type or mouse-type device) and a device for detecting the position.
- a device for indicating a position on the screen typically a pen-type or mouse-type device
- a device for detecting the position In order to fix a pressure sensor and other members in an electronic device (typically a portable electronic device) with a function that allows specifying an absolute position on a (typically touch panel) can be used.
- the term “portable” means not only being able to be simply carried, but also having a level of portability that allows an individual (a typical adult) to carry it relatively easily. shall mean.
- the pressure-sensitive adhesive sheets according to some preferred embodiments have good repulsion resistance, based on the repulsion resistance, they exhibit excellent adhesion reliability even when bent, and have a three-dimensional shape.
- a portable electronic device having a display having a curved surface shape is preferably attached to the curved surface of the portable electronic device.
- the inside of a portable electronic device can be in a high temperature state, it is particularly significant to be able to exhibit adhesion reliability without lifting or peeling even in such a high temperature state.
- the material (adherend material) to which the pressure-sensitive adhesive sheet disclosed herein is attached is not particularly limited, but examples thereof include metal materials such as copper, iron, aluminum, and stainless steel; plastic materials); inorganic materials such as glass; and the like.
- the resin material include polyimide-based resin, acrylic-based resin, polyethernitrile-based resin, polyethersulfone-based resin, polyester-based resin (PET-based resin, polyethylene naphthalate-based resin, etc.), polyvinyl chloride-based resin, and polyphenylene sulfide.
- the adhesive sheet disclosed herein is preferably used for bonding the metal materials, polyester resins such as PET, polyimide resins, aramid resins, polyphenylene sulfide resins, polycarbonate resins, and the like.
- the above materials may be member materials that constitute products such as portable electronic devices.
- the adhesive sheet disclosed herein can be used by being attached to a member made of the above materials.
- FIG. 4 is an example schematically showing a mobile electronic device (smartphone) using the adhesive sheet disclosed herein.
- the housing 520 of the portable electronic device 500 incorporates a battery (heat generating element) 540 .
- the portable electronic device 500 is configured including an adhesive sheet 550 .
- the adhesive sheet 550 has the form of a double-sided adhesive sheet (double-sided adhesive sheet) that fixes members constituting the portable electronic device 500 .
- the portable electronic device 500 includes a touch panel 570 whose display unit also functions as an input unit.
- the pressure-sensitive adhesive sheet disclosed herein is preferably used as a constituent element (member joining means) of the portable electronic device as described above.
- a portable electronic device A housing and a touch panel whose display unit also functions as an input unit, A heating element (e.g., battery) is built in the housing, At least a first member and a second member among a large number of members constituting the portable electronic device are joined by an adhesive sheet,
- the pressure-sensitive adhesive sheet has a pressure-sensitive adhesive layer containing a polyester-based polymer in which 50% or more of the constituent carbon is biomass-derived carbon, The pressure-sensitive adhesive layer further comprises a tackifying resin,
- the portable electronic device wherein the polyester-based polymer has a weight average molecular weight of 30,000 or more.
- the isocyanate-based cross-linking agent is an aliphatic isocyanate-based compound.
- the pressure-sensitive adhesive layer further comprises a cross-linking agent and a cross-linking catalyst, and the cross-linking catalyst does not contain a tin-based compound.
- a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer containing a polyester-based polymer in which 50% or more of the constituent carbon is biomass-derived carbon, The pressure-sensitive adhesive layer further comprises a tackifying resin, The pressure-sensitive adhesive sheet, wherein the polyester polymer has a weight average molecular weight of 30,000 or more.
- the pressure-sensitive adhesive layer further contains a cross-linking agent, and the content of the cross-linking agent is 5 parts by weight or less with respect to 100 parts by weight of the polyester polymer.
- the adhesive sheet described in . [38] The pressure-sensitive adhesive sheet according to [37] above, wherein the pressure-sensitive adhesive layer contains an isocyanate-based cross-linking agent as the cross-linking agent.
- the isocyanate-based cross-linking agent is an aliphatic isocyanate-based compound.
- the above [31] to [40] which has a 180 degree peel strength against a stainless steel plate of 10 N/20 mm or more and does not drop in a holding force test conducted under the conditions of 80 ° C., a load of 1 kg, and 1 hour.
- [42] The pressure-sensitive adhesive sheet according to any one of [31] to [41] above, wherein the weight average molecular weight of the polyester polymer is greater than 100,000.
- a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer containing a polyester-based polymer in which 50% or more of the constituent carbon is biomass-derived carbon A pressure-sensitive adhesive sheet which has a 180-degree peel strength against a stainless steel plate of 10 N/20 mm or more and does not drop in a holding force test conducted under the conditions of 80° C., 1 kg load, and 1 hour.
- a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer containing a polyester-based polymer in which 50% or more of the constituent carbon is biomass-derived carbon,
- the pressure-sensitive adhesive layer further comprises a tackifying resin and a cross-linking agent,
- the pressure-sensitive adhesive sheet wherein the polyester-based polymer contains an aromatic ring, the tackifying resin also contains an aromatic ring, and the cross-linking agent does not contain an aromatic ring.
- the pressure-sensitive adhesive sheet according to any one of [51] to [53] above, wherein the polyester polymer has a weight average molecular weight of 30,000 or more.
- the pressure-sensitive adhesive layer further comprises a tackifying resin, The pressure-sensitive adhesive sheet according to any one of [51] to [57] above, wherein the tackifier resin is selected from terpene phenol resins and polymerized rosin esters.
- the pressure-sensitive adhesive layer further comprises a tackifying resin, The pressure-sensitive adhesive sheet according to any one of [51] to [58] above, wherein the polyester-based polymer contains an aromatic ring, and the tackifying resin also contains an aromatic ring.
- the pressure-sensitive adhesive layer further contains a cross-linking agent, and the content of the cross-linking agent is 5 parts by weight or less with respect to 100 parts by weight of the polyester polymer.
- a pressure-sensitive adhesive composition comprising a polyester-based polymer in which 50% or more of the constituent carbon is biomass-derived carbon, A pressure-sensitive adhesive composition further comprising a cross-linking agent and a cross-linking catalyst, wherein the cross-linking catalyst does not contain a tin-based compound.
- a pressure-sensitive adhesive composition comprising a polyester-based polymer in which 50% or more of the constituent carbon is biomass-derived carbon, further comprising a tackifying resin and a cross-linking agent; The pressure-sensitive adhesive composition, wherein the polyester-based polymer contains an aromatic ring, the tackifying resin also contains an aromatic ring, and the cross-linking agent does not contain an aromatic ring.
- a measurement sample is prepared by cutting the adhesive sheet into a size of 20 mm in width and 150 mm in length. In an environment of 23° C. and 50% RH, the adhesive surface of the measurement sample is exposed, and the adhesive surface is press-bonded to a stainless steel plate (SUS304BA plate) as an adherend by reciprocating a 2-kg rubber roller once. This is left in an environment of 23 ° C. and 50% RH for 30 minutes, and then in accordance with JIS Z0237: 2000 using a tensile tester under the same environment, a peel angle of 180 degrees and a tensile speed of 300 mm / min.
- SUS304BA plate stainless steel plate
- the peel strength (adhesive strength to SUS) [N/20 mm] is measured under the conditions.
- a tensile tester a universal tensile and compression tester (equipment name “Tensile/compression tester, TCM-1kNB”, manufactured by Minebea Co., Ltd.) can be used.
- a measurement sample (test piece) is prepared by cutting the adhesive sheet into a size of 10 mm in width and 100 mm in length.
- the adhesive surface of the measurement sample was applied to a bakelite plate (phenolic resin plate) as an adherend with a width of 10 mm and a length of 20 mm. Reciprocate and crimp.
- the adherend to which the test piece was attached in this way is hung down in an environment of 80° C. for 30 minutes with the longitudinal direction of the test piece being in the vertical direction.
- a load of 1 kg is applied to the free end of the test piece, and the test piece is left in an environment of 80° C. for 1 hour while the load is applied according to JIS Z0237.
- the distance (length of displacement, hereinafter also referred to as displacement distance) [mm] that is displaced from the initial pasting position is measured. If the specimen falls from the bakelite plate within 1 hour, it is rated as "dropped" (fail).
- the adhesive sheet to be measured can be reinforced by attaching an appropriate backing material.
- a backing material for example, a PET film having a thickness of about 50 ⁇ m can be used, and this backing material was used in the examples.
- a polycarbonate (PC) plate 50 having a length of 30 mm, a width of 10 mm and a thickness of 2 mm and a PET film 60 having a length of 100 mm, a width of 10 mm and a thickness of 125 ⁇ m are prepared, The PC board 50 and the PET film 60 are superimposed so that one end in the longitudinal direction is aligned, and the PC board 50 and the PET film 60 are fixed with the remaining part of the PET film 60 protruding from the other end of the PC board 50.
- a commercially available double-sided adhesive tape (“No. 5000NS” manufactured by Nitto Denko Corporation) is used for the fixing.
- a pressure-sensitive adhesive sheet sample piece 70 is prepared by cutting the pressure-sensitive adhesive sheet according to each example, the pressure-sensitive adhesive surfaces of which are protected by two release liners, into a size of 10 mm ⁇ 10 mm.
- the surface of the PC board 50 opposite to the fixing surface of the PET film is placed on the upper side, one release liner is peeled off from the adhesive sheet sample piece 70, and the other end in the longitudinal direction of the PC board 50 and the adhesive sheet sample piece are attached.
- the adhesive sheet sample piece 70 is attached and fixed to the upper surface of the PC board 50 so that one side of the adhesive sheet sample piece 70 is aligned.
- the fixing is performed by reciprocating the upper surface of the adhesive sheet sample piece 70 protected by the other release liner with a 2 kg roller once. Next, under an environment of 23° C.
- the other release liner of the adhesive sheet sample piece 70 attached to the PC board 50 was peeled off, and the PC board 50 was left as shown in FIG.
- the protruding part (length 70 mm) from the PC board 50 of the PET film 60 fixed to the PC board 50 is folded back to the PC board 50 side, and the adhesive sheet sample piece 70 and the other end (free end) of the PET film 60 are aligned.
- a roller of 0.1 kg is reciprocated once over the PET film 60 to fix the other end of the folded PET film 60 to the upper surface of the PC board 50 via the adhesive sheet sample piece 70 . Whether or not the PET film 60 was peeled off from the adhesive sheet sample piece 70 was observed for 24 hours in an environment of 60° C.
- the adhesive holding power of the adhesive sheet sample piece 70 in the thickness direction of the adhesive sheet is evaluated as repulsion resistance.
- the state of adhesion between the adhesive sheet sample piece 70 and the PET film 60 is indicated as " ⁇ " when the adhesive sheet sample piece 70 and the PET film 60 are maintained in an environment of 60°C and 95% RH for 24 hours, and the adhesive state of the adhesive sheet sample piece 70 and the PET film 60.
- " ⁇ " indicates the case where was held at room temperature for 24 hours, and the case where the PET film 60 was peeled off as shown in FIG. It is judged as "x”. If the result of the repulsion resistance test is ⁇ or ⁇ , it is evaluated to have good repulsion resistance (that is, pass), and if it is ⁇ , the repulsion resistance is evaluated to be insufficient (that is, fail).
- Synthesis example 1 A four-necked separable flask was equipped with a stirrer, a thermometer, a nitrogen tube and a water separator, and 100 g of ethylene glycol (manufactured by Tokyo Kasei Kogyo Co., Ltd., molecular weight 62), dimer acid (product name "Pripol 1009", Croda Co., Ltd.) was added.
- ethylene glycol manufactured by Tokyo Kasei Kogyo Co., Ltd., molecular weight 62
- dimer acid product name "Pripol 1009", Croda Co., Ltd.
- polyester polymer (A2) 915 g of molecular weight 567), 0.46 g of di-n-butyltin oxide (manufactured by Kishida Chemical Co., Ltd., molecular weight of 249) as a polymerization catalyst, and 40 g of xylene as a reaction water discharge solvent were charged, and the temperature was raised to 180° C. while stirring in a nitrogen atmosphere. and held at this temperature. After a while, outflow and separation of the reaction water was observed, and the reaction started to progress. The reaction was continued for about 24 hours to obtain a polyester polymer (A2) with a bio rate of 89%.
- This polyester polymer (A2) had an Mw of 100,000 and a glass transition temperature (Tg) of -36°C.
- polyester polymer (A4) having a higher molecular weight than the polyester polymer (A1) was obtained in the same manner as in Synthesis Example 1, except that the reaction time in Synthesis Example 1 was changed to about 36 hours.
- the monomer composition of this polyester polymer (A4) was the same as that of the polyester polymer (A1), and Mw was 130,000.
- Example 1 To 100 parts of the polyester polymer (A1), 40 parts of a terpene phenol resin (trade name “YS Polyster S145", manufactured by Yasuhara Chemical Co., Ltd., phenol ratio 22%, hereinafter sometimes referred to as "S145") as a tackifying resin, 3 parts of an isocyanurate form of hexamethylene diisocyanate (trade name "Coronate HX", manufactured by Tosoh Corporation) as a cross-linking agent, and 0.13 parts of an organic zirconium compound (trade name "Orgatics ZC-162", manufactured by Matsumoto Fine Chemical Co., Ltd.) as a cross-linking catalyst.
- a terpene phenol resin trade name "YS Polyster S145", manufactured by Yasuhara Chemical Co., Ltd., phenol ratio 22%, hereinafter sometimes referred to as "S145”
- 3 parts of an isocyanurate form of hexamethylene diisocyanate trade name "Coronate H
- a carbodiimide group-containing compound (trade name “Carbodilite V-03”, manufactured by Nisshinbo Chemical Co., Ltd.) as a hydrolysis resistant agent is blended, and ethyl acetate is added to prepare an adhesive composition (adhesive solution).
- This adhesive solution was applied to the release-treated surface of a release-treated polyethylene terephthalate (PET) film (trade name “Diafoil MRF #38”, manufactured by Mitsubishi Chemical Corporation) so that the thickness after drying was 20 ⁇ m. , and dried at 120°C for 3 minutes to obtain an adhesive layer.
- PET polyethylene terephthalate
- the pressure-sensitive adhesive layer was attached to the release-treated surface of a release-treated PET film (trade name “Diafoil MRE #38”, manufactured by Mitsubishi Chemical Corporation), and left to stand at 50° C. for 3 days. A material-less pressure-sensitive adhesive sheet was obtained.
- Example 2 As a cross-linking catalyst, instead of the organic zirconium compound, 0.01 part of an organic tin compound (trade name "dibutyltin dilaurate (IV)", manufactured by Fujifilm Wako Pure Chemical Industries, Ltd.) was used in the same manner as in Example 1. A pressure-sensitive adhesive composition according to Example was prepared, and a substrate-less pressure-sensitive adhesive sheet according to this example was obtained in the same manner as in Example 1, except that this pressure-sensitive adhesive composition was used.
- an organic tin compound trade name "dibutyltin dilaurate (IV)"
- Example 3 A pressure-sensitive adhesive composition according to this example was prepared in the same manner as in Example 1 except that the amount of the cross-linking agent used was changed to 2 parts with respect to 100 parts of the polyester polymer (A1), and this pressure-sensitive adhesive composition was used.
- a substrate-less pressure-sensitive adhesive sheet according to this example was obtained in the same manner as in Example 1 except that
- Example 4 The amount of the cross-linking agent used was changed to 4 parts with respect to 100 parts of the polyester polymer (A1), and as a cross-linking catalyst, an organic aluminum compound (trade name “Nasem Aluminum”, Nippon Kagaku Sangyo Co., Ltd.) was used instead of the organic zirconium compound. (manufactured) 0.13 parts.
- a pressure-sensitive adhesive composition according to this example was prepared in the same manner as in Example 1, and a substrate-less pressure-sensitive adhesive sheet according to this example was obtained in the same manner as in Example 1 except that this pressure-sensitive adhesive composition was used.
- the iron-based catalyst is an organic iron compound (trade name “Nasem Ferric”, manufactured by Nippon Kagaku Sangyo Co., Ltd.)
- the titanium-based catalyst is an organic titanium compound (trade name “Orgatics TA-30”, manufactured by Matsumoto Fine Chemical Co., Ltd.).
- Example 8 The polyester polymer (A2) was used instead of the polyester polymer (A1), and the amount of the cross-linking agent used was changed to 5 parts (5.3 parts) per 100 parts of the polyester polymer (A2).
- a pressure-sensitive adhesive composition according to this example was prepared in the same manner as in Example 2, and a substrate-less pressure-sensitive adhesive sheet according to this example was obtained in the same manner as in Example 2 except that this pressure-sensitive adhesive composition was used.
- Example 9 As a tackifying resin, 40 parts of a polymerized rosin ester (trade name “Pencel D-125”, manufactured by Arakawa Chemical Industries, Ltd., phenol ratio 0%, hereinafter sometimes referred to as “D125”) instead of a terpene phenol resin. The amount of the cross-linking agent used was changed to 5 parts (5.3 parts) with respect to 100 parts of the polyester polymer (A1).
- a pressure-sensitive adhesive composition according to this example was prepared in the same manner as in Example 2, and a substrate-less pressure-sensitive adhesive sheet according to this example was obtained in the same manner as in Example 2 except that this pressure-sensitive adhesive composition was used.
- Examples 10 and 11 A pressure-sensitive adhesive composition according to each example was prepared in the same manner as in Example 1 or 2, except that the polyester polymer (A3) was used instead of the polyester polymer (A1). A substrate-less pressure-sensitive adhesive sheet according to each example was obtained in the same manner as in Example 1 or Example 2 except that the obtained pressure-sensitive adhesive composition was used.
- Example 12 A pressure-sensitive adhesive composition according to this example was prepared in the same manner as in Example 1 except that the tackifying resin was not used, and a substrate according to this example was prepared in the same manner as in Example 1 except that this pressure-sensitive adhesive composition was used. A non-stick adhesive sheet was obtained.
- polyester polymer (A4) To 100 parts of polyester polymer (A4), 40 parts of terpene phenol resin (trade name "YS Polystar G150", manufactured by Yasuhara Chemical Co., Ltd., phenol ratio 32%, hereinafter sometimes referred to as "G150") as a tackifying resin, Isocyanurate of hexamethylene diisocyanate as a cross-linking agent (trade name "Coronate HX", manufactured by Tosoh Corporation, hereinafter sometimes referred to as "trifunctional cross-linking agent") 2 parts, an organic zirconium compound as a cross-linking catalyst (trade name " Orgatics ZC-162", manufactured by Matsumoto Fine Chemical Co., Ltd.) 0.03 parts, and a carbodiimide group-containing compound (trade name "Carbodilite V-03", manufactured by Nisshinbo Chemical Co., Ltd.) as a hydrolysis resistant agent.
- terpene phenol resin trade name "YS Polystar G150", manufactured by
- a substrate-less pressure-sensitive adhesive sheet (thickness: 20 ⁇ m) according to this example was obtained in the same manner as in Example 1, except that the obtained pressure-sensitive adhesive composition was used.
- Example 14 To 100 parts of polyester polymer (A4), 40 parts of terpene phenol resin (trade name "YS Polystar S145", manufactured by Yasuhara Chemical Co., Ltd., phenol ratio 22%) as a tackifier resin, isocyanurate of hexamethylene diisocyanate as a cross-linking agent (product Example 13, except for using 3 parts of an organic tin compound (trade name "Dibutyltin (IV) dilaurate", manufactured by Fuji Film Wako Pure Chemical Industries, Ltd.) as a crosslinking catalyst.
- a pressure-sensitive adhesive composition according to this example was prepared in the same manner as in , and a substrate-less pressure-sensitive adhesive sheet according to this example was obtained in the same manner as in Example 13 except that this pressure-sensitive adhesive composition was used.
- Example 15 To 100 parts of the polyester polymer (A1), 40 parts of a terpene phenol resin (trade name “YS Polyster S145", manufactured by Yasuhara Chemical Co., Ltd., phenol ratio 22%) as a tackifying resin, and an isocyanurate body of hexamethylene diisocyanate as a cross-linking agent ( Trade name "Coronate HX", manufactured by Tosoh Corporation) 1 part and bifunctional cross-linking agent (trade name “Duranate D101", manufactured by Asahi Kasei Corporation) 5 parts, organic zirconium compound as a crosslinking catalyst (trade name "Orgatics ZC-162", Matsumoto Fine Chemical Co., Ltd.) 0.03 parts, 0.5 parts of a carbodiimide group-containing compound (trade name “Carbodilite V-03”, Nisshinbo Chemical Co., Ltd.) as a hydrolysis resistant agent are blended, and ethyl acetate is added to form an adhesive composition
- Examples 16-17> A pressure-sensitive adhesive composition according to each example was prepared in the same manner as in Example 15, except that the type of tackifying resin and the proportion of the cross-linking agent used were changed as shown in Table 3, and the obtained pressure-sensitive adhesive composition was used. Otherwise, in the same manner as in Example 15, a substrate-less pressure-sensitive adhesive sheet according to each example was obtained.
- Example 9' is a modification of Example 9 in which the amount of the cross-linking agent (trade name "Coronate HX") used in the adhesive composition according to Example 9 was changed from 5.3 parts to 4.4 parts.
- a pressure-sensitive adhesive containing a polyester-based polymer having a bio rate of 50% or more a pressure-sensitive adhesive containing a polyester-based polymer having a Mw of 30,000 or more and a tackifying resin was used.
- Examples 1 to 9 and Examples 13 to 17 had an adhesive strength to SUS of 10 N/20 mm or more, and the results of the high temperature holding power test were acceptable.
- the composition using the polyester-based polymer containing an aromatic ring in the molecule exhibited better adhesion and high-temperature holding power.
- Examples 10 and 11 using polyester polymers having Mw of less than 30,000 failed the high temperature holding power test.
- Example 12 in which no tackifying resin was used, the adhesion to SUS was inferior to that in Examples 1-9. In addition, in the measurement of adhesive strength to SUS in Example 10, cohesive failure of the adhesive layer occurred. From the above results, it can be seen that a pressure-sensitive adhesive containing a polyester-based polymer in which 50% or more of the constituent carbon is biomass-derived carbon and a tackifying resin, wherein the Mw of the polyester-based polymer is 30,000 or more, has adhesive strength. and high temperature coercive power.
- the pressure-sensitive adhesive sheets according to Examples 9' and Examples 13-17 passed the repulsion resistance test.
- the use of high-molecular-weight polyester-based polymers was considered to have contributed to the improvement in repulsion resistance.
- the rebound resistance test results were particularly excellent.
- Examples 15 to 17, in comparison with Example 2 it is considered that the repulsion resistance was improved by using both a bifunctional type and a trifunctional type cross-linking agent. More specifically, it is believed that the use of the bifunctional cross-linking agent lengthened the chain of the polyester-based polymer during the cross-linking reaction, and as a result, the repulsion resistance was improved.
- Examples 13 and 16-17 in which tackifying resins having a high phenol ratio were used, tended to exhibit better repulsion resistance than Examples 14-15. rice field. This is consistent with the superior rebound resistance test results for Examples 13-14 over Example 9', which used a 0% phenolic tackifier resin.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280014548.4A CN117015585A (zh) | 2021-02-26 | 2022-01-21 | 粘合剂组合物及粘合片 |
| JP2023502172A JP7720901B2 (ja) | 2021-02-26 | 2022-01-21 | 粘着剤組成物および粘着シート |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-030200 | 2021-02-26 | ||
| JP2021030200 | 2021-02-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022181140A1 true WO2022181140A1 (ja) | 2022-09-01 |
Family
ID=83048892
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/002271 Ceased WO2022181140A1 (ja) | 2021-02-26 | 2022-01-21 | 粘着剤組成物および粘着シート |
| PCT/JP2022/002272 Ceased WO2022181141A1 (ja) | 2021-02-26 | 2022-01-21 | 粘着剤組成物および粘着シート |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/002272 Ceased WO2022181141A1 (ja) | 2021-02-26 | 2022-01-21 | 粘着剤組成物および粘着シート |
Country Status (3)
| Country | Link |
|---|---|
| JP (3) | JP7299428B2 (https=) |
| CN (2) | CN116867871A (https=) |
| WO (2) | WO2022181140A1 (https=) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7720795B2 (ja) * | 2022-01-21 | 2025-08-08 | 日東電工株式会社 | 粘着剤組成物および粘着シート |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007045914A (ja) * | 2005-08-09 | 2007-02-22 | Nippon Synthetic Chem Ind Co Ltd:The | ポリエステル系粘着剤とその粘着シート |
| JP2011088961A (ja) * | 2009-10-20 | 2011-05-06 | Nitto Denko Corp | 両面粘着シート |
| JP2014196471A (ja) * | 2013-03-05 | 2014-10-16 | 日東電工株式会社 | 両面粘着テープ |
| WO2020218174A1 (ja) * | 2019-04-23 | 2020-10-29 | 三菱ケミカル株式会社 | 粘着剤および粘着シート |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5185691B2 (ja) * | 2008-05-21 | 2013-04-17 | 日東電工株式会社 | ポリエステル系マスキングシート |
| JP6687997B2 (ja) | 2013-12-20 | 2020-04-28 | 日東電工株式会社 | 粘着剤組成物、粘着剤層、粘着テープ、及び、両面粘着テープ |
| JP6737585B2 (ja) * | 2015-11-27 | 2020-08-12 | 三星エスディアイ株式会社SAMSUNG SDI Co., LTD. | 粘着剤組成物、粘着シートおよび画像表示装置 |
| CN111108170B (zh) * | 2017-10-12 | 2023-02-28 | 三菱化学株式会社 | 聚酯系粘合剂组合物、聚酯系粘合剂、粘合片及带有粘合剂层的光学构件 |
| WO2019230575A1 (ja) * | 2018-05-28 | 2019-12-05 | デンカ株式会社 | 粘着テープ及びそれを用いた半導体装置の製造方法 |
-
2022
- 2022-01-21 JP JP2022555171A patent/JP7299428B2/ja active Active
- 2022-01-21 CN CN202280014524.9A patent/CN116867871A/zh active Pending
- 2022-01-21 CN CN202280014548.4A patent/CN117015585A/zh active Pending
- 2022-01-21 JP JP2023502172A patent/JP7720901B2/ja active Active
- 2022-01-21 WO PCT/JP2022/002271 patent/WO2022181140A1/ja not_active Ceased
- 2022-01-21 WO PCT/JP2022/002272 patent/WO2022181141A1/ja not_active Ceased
-
2023
- 2023-06-15 JP JP2023098621A patent/JP2023107997A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007045914A (ja) * | 2005-08-09 | 2007-02-22 | Nippon Synthetic Chem Ind Co Ltd:The | ポリエステル系粘着剤とその粘着シート |
| JP2011088961A (ja) * | 2009-10-20 | 2011-05-06 | Nitto Denko Corp | 両面粘着シート |
| JP2014196471A (ja) * | 2013-03-05 | 2014-10-16 | 日東電工株式会社 | 両面粘着テープ |
| WO2020218174A1 (ja) * | 2019-04-23 | 2020-10-29 | 三菱ケミカル株式会社 | 粘着剤および粘着シート |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022181141A1 (ja) | 2022-09-01 |
| CN116867871A (zh) | 2023-10-10 |
| JP2023107997A (ja) | 2023-08-03 |
| JPWO2022181141A1 (https=) | 2022-09-01 |
| CN117015585A (zh) | 2023-11-07 |
| JPWO2022181140A1 (https=) | 2022-09-01 |
| JP7720901B2 (ja) | 2025-08-08 |
| JP7299428B2 (ja) | 2023-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6343463B2 (ja) | 両面粘着テープ | |
| CN102597151B (zh) | 粘合剂组合物 | |
| CN102639659B (zh) | 粘合片 | |
| JP2021165392A (ja) | 粘接着剤層、粘接着シートおよび樹脂組成物 | |
| CN111108170B (zh) | 聚酯系粘合剂组合物、聚酯系粘合剂、粘合片及带有粘合剂层的光学构件 | |
| JP2021134354A (ja) | ポリエステル系粘着剤組成物、ポリエステル系粘着剤および粘着シート | |
| CN111187580B (zh) | 粘合片 | |
| JP7169828B2 (ja) | 電子機器用粘着シート | |
| JP7299428B2 (ja) | 粘着剤組成物および粘着シート | |
| CN110938395B (zh) | 电子设备用粘合片 | |
| JP7720795B2 (ja) | 粘着剤組成物および粘着シート | |
| CN115087713B (zh) | 粘合带 | |
| JP7115649B2 (ja) | 粘着テープ | |
| JP7575037B2 (ja) | ポリエステル樹脂および積層体 | |
| JP2025083036A (ja) | 粘着剤、粘着シートおよび携帯電子機器 | |
| JP2025083037A (ja) | 粘着シートおよび携帯電子機器 | |
| JP2026055639A (ja) | 粘着シート及び携帯電子機器 | |
| JP2026055640A (ja) | 粘着シート及び携帯電子機器 | |
| JP2019085518A (ja) | ポリエステル系粘着剤組成物、ポリエステル系粘着剤、粘着シートおよび粘着剤層付き光学部材 | |
| WO2023145602A1 (ja) | 光学積層体 | |
| JP2026055638A (ja) | 粘着シート及び携帯電子機器 | |
| CN118613559A (zh) | 光学层叠体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22759182 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023502172 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280014548.4 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22759182 Country of ref document: EP Kind code of ref document: A1 |