WO2022137576A1 - チップソー - Google Patents
チップソー Download PDFInfo
- Publication number
- WO2022137576A1 WO2022137576A1 PCT/JP2021/006559 JP2021006559W WO2022137576A1 WO 2022137576 A1 WO2022137576 A1 WO 2022137576A1 JP 2021006559 W JP2021006559 W JP 2021006559W WO 2022137576 A1 WO2022137576 A1 WO 2022137576A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cutting edge
- piece
- tip saw
- support piece
- base metal
- Prior art date
Links
- 238000005520 cutting process Methods 0.000 claims abstract description 379
- 239000010953 base metal Substances 0.000 claims abstract description 91
- 239000000463 material Substances 0.000 claims abstract description 88
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims 1
- 239000010931 gold Substances 0.000 claims 1
- 229910052737 gold Inorganic materials 0.000 claims 1
- 230000002093 peripheral effect Effects 0.000 description 25
- 238000004519 manufacturing process Methods 0.000 description 7
- 239000002023 wood Substances 0.000 description 4
- 229910003460 diamond Inorganic materials 0.000 description 3
- 239000010432 diamond Substances 0.000 description 3
- 229910052582 BN Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- 229910000997 High-speed steel Inorganic materials 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 238000005219 brazing Methods 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- NFFIWVVINABMKP-UHFFFAOYSA-N methylidynetantalum Chemical compound [Ta]#C NFFIWVVINABMKP-UHFFFAOYSA-N 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 229910003468 tantalcarbide Inorganic materials 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000011195 cermet Substances 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 239000002905 metal composite material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
Images






















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/021—Types of set; Variable teeth, e.g. variable in height or gullet depth; Varying pitch; Details of gullet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/04—Circular saw blades with inserted saw teeth, i.e. the teeth being individually inserted
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/025—Details of saw blade body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B33/00—Sawing tools for saw mills, sawing machines, or sawing devices
- B27B33/02—Structural design of saw blades or saw teeth
- B27B33/08—Circular saw blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/025—Details of saw blade body
- B23D61/026—Composite body, e.g. laminated
Definitions
- the present invention relates to a tip saw in which a cutting edge piece such as a tip is provided on the cutting edge portion of a circular saw.
- FIG. 29 is a plan view showing a state in which a pipe-shaped work material is cut using a conventional tip saw.
- FIG. 30 is an enlarged view showing a range surrounded by the alternate long and short dash line vii in FIG. 29.
- the hardness of the super hard alloy is higher than that of high-speed tool steel (high-speed steel, high-speed steel), and the hardness does not decrease at high temperatures. Therefore, it cuts well when used for the cutting edge portion of a cutting tool.
- a tip saw 1 having a cutting edge piece 1a made of cemented carbide attached to a cutting edge portion has been widely used.
- the cutting edge piece 1a is configured to be wider than the base metal 1A.
- FIG. 31 is a plan view showing a conventional tip saw described in Patent Document 1.
- FIG. 31 is the same diagram as FIG. 1 of Patent Document 1.
- Patent Document 1 describes a tip saw 2 (circular saw) for vertical grinding of wood.
- the tip saw 2 has a first cutting edge piece 2a (insert body) and a second cutting edge piece 2b (insert body, facing element or insert body).
- the first cutting edge piece 2a and the second cutting edge piece 2b are made of cemented carbide.
- the first cutting edge piece 2a is attached to the cutting edge portion of the tip saw 2, and the second cutting edge piece 2b is attached to the edge portion of the groove 2s (slot) arranged between the cutting edge portions.
- the grooves 2s extend inward in the radial direction, and are formed one on each side of the rotation center O of the tip saw 2. Therefore, like the groove 2s, the second cutting edge piece 2b is provided one on each side of the rotation center O of the tip saw 2.
- FIG. 32 is a plan view showing a conventional tip saw described in Patent Document 2.
- FIG. 32 is the same diagram as FIG. 5 of Patent Document 2.
- Patent Document 2 describes a tipped saw 3 (circular saw) suitable for cutting wood and wood panels.
- the tip saw 3 has a first cutting edge piece 3a (tip insert), a second cutting edge piece 3b (second wiper tip), and a third cutting edge piece 3c (first wiper tip).
- the first cutting edge piece 3a, the second cutting edge piece 3b, and the third cutting edge piece 3c are made of cemented carbide.
- the first cutting edge piece 3a is attached to the cutting edge portion.
- Three second cutting edge pieces 3b are provided on the tip saw 3 and are attached to the edge of the groove 3s (expansion slit) between the cutting edge portions.
- the grooves 3s extend inward in the radial direction, and six grooves are formed around the center of rotation O at predetermined angular intervals.
- the second cutting edge piece 3b is provided around the rotation center O at every other groove 3s.
- Three third cutting edge pieces 3c are provided on the tip saw 3 and are attached to the edge of the elongated hole 3h (opening) of the base metal 3A (base disk).
- the cutting edge piece 1a is cut. Is configured to be wider than the base metal 1A, so that the cutting edge of the cutting edge piece 1a cuts the work material P to form a cutting groove Pc, and the cutting edge piece 1a is inserted into the cutting groove Pc. Then, the width length of the cutting groove Pc is maintained the same as the thickness of the cutting edge piece 1a, but if the cutting edge piece 1a is not inserted into the cutting groove Pc, the width length of the cutting groove Pc becomes the thickness of the base metal 1A.
- the width length of the cut groove Pc of the work material P fluctuates depending on whether it becomes large or small, so that the cut surface of the work material P becomes dirty. There is.
- the present invention solves the above-mentioned problems, and an object thereof is to provide a tipped saw capable of obtaining a clean cut surface when cutting a hollow work material.
- the tip saw of the present invention is a disk-shaped tip saw having a cutting edge piece at the cutting edge portion, and a support piece is arranged between two adjacent cutting edge pieces.
- the cutting edge piece and the support piece are configured to have a width wider than the thickness of the base metal of the tip saw, and the support piece has a thickness equal to or close to the thickness of the cutting edge piece. do.
- the present invention is a disk-shaped tip saw having a cutting edge piece at the cutting edge portion, and a supporting piece is arranged between two adjacent cutting edge pieces, and the cutting edge piece and the supporting piece are arranged.
- the piece is configured to have a width wider than the thickness of the base metal of the tip saw, and the support piece has a thickness equal to or close to the thickness of the cutting edge piece, so that the support piece has the cutting edge piece. Since it has the same or nearly the same thickness as the above and is arranged between the two adjacent cutting edge pieces, the cutting edge is provided by the supporting piece without increasing the number of the cutting edge pieces of the tip saw.
- the width and length of the cutting groove formed by the piece in the work material can be maintained at the same thickness as or close to the thickness of the cutting edge piece.
- the support piece is arranged so as to include at least a central position or a position near the center position between two adjacent cutting edge pieces.
- the support pieces are arranged so as to include at least a central position or a position near the center position between the two adjacent cutting edge pieces, so that the two support pieces are adjacent to each other. Adjacent cutting blades as compared to the case where one of the blade pieces is offset and a part of the supporting piece is not arranged at the center position or a near position between two adjacent cutting edge pieces. The variation in the distance between the piece and the support piece can be reduced.
- the case where the support piece is arranged so as to include at least a central position between two adjacent cutting edge pieces or a position near the center position includes the following cases.
- the entire support piece is offset to one of two adjacent cutting edge pieces, and a part of the support piece is placed at or near the center position between the two adjacent cutting edge pieces. If it has been.
- a part of the support piece overlaps with one of the two adjacent cutting edge pieces in the circumferential direction, and the other part of the support piece is at the center position between the two adjacent cutting edge pieces or the center position thereof. If it is located near you.
- both ends of the support piece may overlap both of the two adjacent cutting edge pieces in the circumferential direction.
- the support piece extends so as to overlap with the cutting edge piece adjacent to the reverse rotation side of the tip saw in the circumferential direction.
- the support piece extends so as to overlap the cutting edge piece adjacent to the reverse rotation side of the tip saw in the circumferential direction, so that the support piece and the tip saw are reversed when the tip saw is viewed from the outer periphery. Since the cutting edge piece adjacent to the rotating side is arranged adjacent to the cutting edge piece, the portion wider than the base metal of the tip saw can be continuously connected from the supporting piece to the cutting edge piece adjacent to the reverse rotating side of the tip saw without a gap. can.
- the support piece is attached to the outside of the base metal. According to the present invention, since the support piece is attached to the outside of the base metal, the strength of the base metal is lowered as compared with the case where the support piece is provided inside the base metal. Tipped saws can be manufactured easily and at low cost without any need.
- the outside of the base metal is the outside from the outer peripheral edge of the base metal.
- the tooth portion and the recess provided on the outer peripheral portion of the tip saw are a part of the base metal. Therefore, the outside of the base metal includes the outside of the tooth portion, and the outside of the recess is also included.
- the support piece is provided inside the base metal. According to the present invention, since the support piece is provided inside the base metal, the recess of the tip saw is not narrowed as compared with the case where the support piece is attached to the outside of the base metal. Therefore, it is possible to prevent the chip saw from deteriorating the chip discharge property.
- the inside of the base metal is the inside in the radial direction from the outer peripheral edge of the base metal.
- the tooth portion and the recess provided on the outer peripheral portion of the tip saw are a part of the base metal. Therefore, the inside of the base metal includes the inside of the tooth portion and the inside of the recess.
- the cutting edge piece and the support piece are made of different materials. According to the present invention, since the cutting edge piece and the supporting piece are made of different materials, the material cost of the supporting piece is reduced from the material cost of the cutting edge piece, and the manufacturing cost of the tip saw is reduced. Can be reduced.
- the tip saw of the present invention is a disk-shaped tip saw having a cutting edge portion on the cutting edge portion, and the cutting edge piece extends to the reverse rotation side of the tip saw, and the cutting edge of the tip saw provided with the cutting edge is cut on the rotation side. It has a blade portion and a support portion on the reverse rotation side of the tip saw, and the cutting edge piece is characterized in that it is configured to be wider than the base metal of the tip saw from the cutting edge portion to the support portion.
- the present invention is a disk-shaped tip saw having a cutting edge portion on the cutting edge portion, and the cutting edge piece extends to the reverse rotation side of the tip saw, and the cutting edge of the tip saw provided with the cutting edge is cut on the rotating side. It has a blade portion and a support portion on the reverse rotation side of the tip saw, and the cutting edge piece is configured to be wider than the base metal of the tip saw from the cutting blade portion to the support portion, so that it is covered by the tip saw.
- the cutting edge portion and the supporting portion of the cutting edge piece are sequentially and continuously inserted into the cutting groove formed in the cutting material by the cutting edge piece without any gap.
- the width of the cutting groove of the work material can be held longer than that of the base metal of the tip saw, as compared with the case where the blade is arranged between the two adjacent cutting edge pieces.
- the supporting portion of the cutting edge piece extends to a central position between at least one cutting edge and the other cutting edge of two adjacent cutting edge pieces.
- the support portion of the cutting edge piece extends to a central position between at least one cutting edge and the other cutting edge in two adjacent cutting edge pieces. Compared with the case where the support portion of the cutting edge piece does not reach the central position, the width length of the cut groove of the work material can be maintained for a long time.
- the two adjacent cutting edge pieces partially overlap each other in the circumferential direction.
- the two adjacent cutting edge pieces partially overlap each other in the circumferential direction, so that the two adjacent cutting edge pieces are arranged adjacent to each other when the tip saw is viewed from the outer circumference, and the cutting edge pieces are the tip saw. Since it surrounds the base metal in a circumferential shape without gaps, when cutting the work material, the cutting edge pieces can be continuously inserted into the cutting groove formed in the work material without any gaps. The width and length of the cut groove can be maintained at all times.
- the cutting edge piece is made of a material in which the cutting edge portion and the supporting portion are different from each other. According to the present invention, since the cutting edge piece is made of a material in which the cutting edge portion and the supporting portion are different from each other, the material cost of the supporting portion is reduced from the material cost of the cutting edge portion. The manufacturing cost of the tip saw can be reduced.
- the present invention is a disk-shaped tip saw having a cutting edge piece at the cutting edge portion, and the supporting piece is arranged between two adjacent cutting edge pieces, or. Since the cutting edge piece includes a support portion extending to the reverse rotation side of the tip saw, when the work material is cut by the tip saw, the support piece or the support piece or the support piece is inserted in the cutting groove formed by the cutting edge piece in the work material. By inserting the support portion, it is possible to obtain an excellent effect that the width and length of the cut groove of the work material can be maintained.
- FIG. 6 is an enlarged view showing a range surrounded by the alternate long and short dash line ii in FIG. It is a top view which shows the tip saw of 2nd Embodiment.
- FIG. 6 is an enlarged view showing a range surrounded by the alternate long and short dash line iii in FIG.
- FIG. 9 is an enlarged view showing a range surrounded by the alternate long and short dash line iv in FIG. 9.
- FIG. 11 is an enlarged view showing a range surrounded by the alternate long and short dash line v in FIG. 11.
- FIG. 11 is a schematic end view which shows the state seen from the arrow L3 of FIG.
- FIG. 11 is a schematic plan view which shows the state which cuts the hollow work material by the tip saw of 3rd Embodiment.
- 14 is an enlarged view showing a range surrounded by the alternate long and short dash line vi. It is an enlarged view which shows the outer peripheral part of another tipped saw which concerns on 1st Embodiment. It is an enlarged view which shows the outer peripheral part of another tipped saw which concerns on 1st Embodiment. It is an enlarged view which shows the outer peripheral part of another tipped saw which concerns on 2nd Embodiment. It is an enlarged view which shows the outer peripheral part of the other tipped saw which concerns on 2nd Embodiment. It is an enlarged view which shows the outer peripheral part of another tipped saw which concerns on 2nd Embodiment.
- FIG. 29 is an enlarged view showing a range surrounded by the alternate long and short dash line vii. It is a top view which shows the tip saw described in Patent Document 1. FIG. It is a top view which shows the tip saw described in Patent Document 2. FIG.
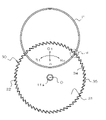
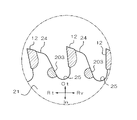
- FIG. 1 is a plan view of the tip saw of the first embodiment according to the present invention.
- the tip saw 10 is a disk-shaped circular saw, and has a base metal 11, a cutting edge piece 12, and a support piece 13.
- the direction indicated by the arrow Rt is the rotation side of the tip saw (in FIGS. 1, 4, 6, 9, 11, and 14, the side that rotates counterclockwise with respect to the rotation center O. , FIG. 2, FIG. 3, FIG. 7, FIG. 12, FIG. 13 and FIGS. 16 to 28 are on the left side of the paper, and FIGS. 5 and 10 and 15 are on the upper left side of the paper).
- the direction indicated by the arrow Rv is the reverse rotation side of the tip saw (in FIGS. 1, 4, 6, 9, 11 and 14, the side that rotates clockwise around the rotation center O, FIGS. 2 and 3). 7 and 12 and 13 and 16 to 28 are on the right side of the paper, and 5 and 10 and 15 are on the lower right side of the paper).
- the direction indicated by the arrow Ot is the radial side of the tip saw (the side away from the rotation center O in FIGS. 1, 4, 6, 9, 11 and 14, and FIGS. 2, 7, 12, and 16).
- the direction indicated by the arrow In is the inside of the tip saw in the radial direction (in FIGS. 1, 4, 6, 9, 11 and 14, the side closer to the rotation center O, FIG. 2, FIG. 7, FIG. 12, and FIG. -The lower side of the paper surface in FIG. 28, the back side of the paper surface in FIGS. 3, 8 and 13, and the lower left side of the paper surface in FIGS.
- the direction indicated by the arrow Fr is the front side of the tip saw (the front side of the paper in FIGS. 1 and 2 and FIGS. 4 to 7 and 9 to 12 and 14 to 28, and FIGS. 3 and 8 and 13). Then it is the bottom of the paper.)
- the direction indicated by the arrow Bk is the back side of the tip saw (in FIGS. 1 and 2 and 4 to 7 and 9 to 12 and 14 to 28, the back side of the paper surface, and 3 and 8 and 13 are shown. Then, it is the upper side of the paper.)
- the direction indicated by the arrow Rt and the arrow Rv is the circumferential direction of the tip saw.
- the direction indicated by the arrow Ot and the arrow In is the radial direction of the tip saw.
- the direction indicated by the arrow Fr and the arrow Bk is the thickness direction of the tip saw.
- the base metal 11 has a disk shape, and the tooth portion 14 and the recess 15 are integrally formed on the outer peripheral portion thereof.
- the tooth portion 14 has a substantially rectangular shape and protrudes outward in the radial direction of the tip saw 10 indicated by the arrow Ot.
- the recess 15 has a concave shape and is recessed inward in the radial direction of the tip saw 10 indicated by the arrow In.
- the inner bottom of the recess 15 is curved in an arc shape.
- the tooth portions 14 and the recesses 15 are alternately arranged one by one in the circumferential direction of the tip saw 10 indicated by the arrow Rt and the arrow Rv. In other words, the tooth portions 14 and the recesses 15 are alternately arranged one by one around the rotation center O.
- the tooth portion 14 and the recess 15 are a part of the base metal 11. 60 tooth portions 14 and 60 recesses 15 are provided.
- the tooth portions 14 are arranged around the center of rotation O at an angle of 6
- a mounting hole 11a is formed in the center of the base metal 11.
- the mounting hole 11a is an opening for connecting to a device (not shown) for rotating the tip saw 10, and penetrates the front and back plate surfaces of the base metal 11. That is, the mounting hole 11a of the base metal 11 penetrates from the front surface 11A to the back surface 11B.
- the shape of the mounting hole 11a is not particularly limited, and in the illustrated example, it is formed in a circular shape when viewed from the surface 11A.
- a rotation center O of the tip saw 10 is provided at the center position of the mounting hole 11a. In other words, the tip saw 10 is configured to be rotatable around the center of rotation O.
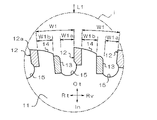
- FIG. 2 is an enlarged view showing a range surrounded by the alternate long and short dash line i in FIG.
- the cutting edge piece 12 is a substantially rectangular piece (chip) and is made of a material for a cutting tool.
- This material is, for example, cemented carbide, diamond sintered body (polycrystal line diamond, Poly Crystalline Diamond, PCD), CBN sintered body (cubic boron nitride, Cubic Boron Nitride), cermet, ceramics. And metal composite material) and sirmetal (registered trademark) (a material located between ceramics and cemented carbide).
- a cutting edge 12a is formed at a corner where the rotation side of the tip saw indicated by the arrow Rt of the cutting edge piece 12 and the outside in the radial direction intersect.
- the cutting edge 12a extends from the front surface 12A of the cutting edge piece 12 to the back surface 12B in the thickness direction (see FIG. 3).
- the cutting edge piece 12 is configured to be able to cut the work material by the cutting edge 12a.
- the support piece 13 is a substantially rectangular small piece (chip) like the cutting edge piece 12, and is made of a wear-resistant material.
- a wear-resistant material For example, cemented carbide.
- the support piece 13 may be made of the same material as the cutting edge piece 12, or may be made of a material different from that of the cutting edge piece 12.
- the manufacturing cost of the tip saw 10 can be reduced by reducing the material cost of the support piece 13 from the material cost of the cutting edge piece 12.
- a typical cemented carbide is obtained by mixing tungsten carbide (WC, tungsten carbide) and cobalt (Co) which is a binder (binder) and sintering them, and titanium carbide as needed.
- WC tungsten carbide
- Co cobalt
- TiC tantalum carbide
- TaC tantalum carbide
- the cutting edge piece 12 is attached to the rotation side of the tip saw 10 indicated by the arrow Rt of the tooth portion 14, and the support piece 13 is attached to the reverse rotation side of the tip saw 10 indicated by the arrow Rv of the tooth portion 14. Therefore, the cutting edge piece 12 and the support piece 13 are arranged so as to sandwich the tooth portion 14 from both the rotation side and the reverse rotation side of the tip saw 10. As a result, the cutting edge piece 12 and the support piece 13 are alternately arranged one by one with a predetermined angle around the rotation center O of the tip saw 10. In the illustrated example, 60 cutting edge pieces 12 and 60 support pieces 13 are provided as in the tooth portion 14.
- the method of attaching the cutting edge piece 12 and the support piece 13 is not particularly limited, and examples thereof include brazing, soldering, and welding.
- FIG. 3 is a schematic end view showing a state seen from the arrow L1 in FIG.
- the cutting edge piece 12 is configured to be wider than the base metal 11.
- the thickness direction of the cutting edge piece 12 is the thickness direction of the tip saw 10 indicated by the arrow Fr and the arrow Bk.
- the surface 12A of the cutting edge piece 12 protrudes from the position of the surface 11A of the base metal 11 toward the surface side of the tip saw 10 indicated by the arrow Fr, and the back surface 12B of the cutting edge piece 12 is the arrow Bk from the position of the back surface 11B of the base metal 11. It protrudes toward the back surface side of the tip saw 10 shown by.
- the thickness D2 of the cutting edge piece 12 is larger than the thickness D1 of the base metal 11 (D2> D1).
- the thickness D2 of the cutting edge piece 12 is the distance from the surface 12A to the back surface 12B in the thickness direction
- the thickness D1 of the base metal 11 is the distance from the surface 11A to the back surface 11B in the thickness direction.
- the cutting edge piece 12 is configured to be able to cut the work material wider than the thickness D1 of the base metal 11.
- Both the tooth portion 14 and the recess 15 are a part of the base metal 11, and have the same thickness as or close to the same thickness as the thickness D1 of the base metal 11.
- the support piece 13 is configured to be wider than the base metal 11.
- the surface 13A of the support piece 13 projects toward the front surface of the tip saw from the position of the surface 11A of the base metal 11, and the back surface 13B of the support piece 13 projects toward the back surface side of the tip saw from the position of the back surface 11B of the base metal 11.
- the thickness D3 of the support piece 13 is larger than the thickness of the base metal 11 (D3> D1).
- the thickness D3 of the support piece 13 is the distance from the front surface 13A to the back surface 13B in the thickness direction.
- the support piece 13 has the same thickness as or close to the same thickness as the cutting edge piece 12.
- the support piece 13 is arranged between two cutting edge pieces 12 and 12 adjacent to each other in the circumferential direction.
- the base metal 11 is located on the outer periphery of the tip saw 10 between the cutting edge piece 12 and the support piece 13 adjacent to the rotating side of the tip saw 10 and between the cutting edge piece 12 and the adjacent support piece 13 on the reverse rotation side. It is exposed from. Therefore, when the tip saw 10 is viewed from the outer circumference, the portion between the cutting edge piece 12 and the support piece 13 next to the rotating side of the tip saw 10 and the support piece 13 next to the cutting edge piece 12 on the reverse rotation side of the tip saw 10 The thickness of the tip saw 10 in the thickness direction is smaller than the thickness of the cutting edge piece 12 and the support piece 13.
- the distance extending from the cutting edge piece 12 to the rotation side of the tip saw 10 in the circumferential direction with the thickness D1 of the base 11 is from the cutting edge piece 12 to the support piece 13 next to the rotation side of the tip saw 10.
- the distance extending from the cutting edge piece 12 to the reverse rotation side of the tip saw 10 in the circumferential direction with the thickness D1 of the base 11 is from the cutting edge piece 12 to the support piece 13 next to the reverse rotation side of the tip saw 10. ing.
- the distance from the cutting edge piece 12 to the supporting piece 13 adjacent to the rotating side of the tip saw 10 is W1a
- the distance from the cutting edge piece 12 to the supporting piece 13 adjacent to the rotating side of the tip saw 10 is W1b.
- the distance W1a and the distance W1b are shorter than the distance W1
- the sum of the distance W1a and the distance W1b is the tip saw 10 of the support piece 13.
- the distance is shorter than the distance W1 by the length in the circumferential direction (W1a ⁇ W1, W1b ⁇ W1, W1a + W1b ⁇ W1).
- the distance W1a is a distance extending from the cutting edge piece 12 to the rotation side of the tip saw 10 in the circumferential direction with the thickness D1 of the base metal 11, and the distance W1b is the reverse of the cutting edge piece 12 to the tip saw 10. It is a distance that extends to the rotation side in the circumferential direction with the thickness D1 of the base metal 11.
- the support pieces 13 are arranged so as to include at least a central position between two adjacent cutting edge pieces 12 and 12 or a position near the center position. This is the case where the support piece 13 is located in the center between the two adjacent cutting edge pieces 12 and 12, and the state where the entire support piece 13 is offset to either of the two adjacent cutting edge pieces 12 and 12. Including the case where a part of the support piece 13 is located at the center between the two adjacent cutting edge pieces 12, 12. In this case, both the distance W1a and the distance W1b are smaller than half of the distance W1 (W1a ⁇ 1/2 ⁇ W1, W1b ⁇ 1/2 ⁇ W1), and the variation between the distance W1a and the distance W1b is reduced. .. In other words, when the tip saw 10 is viewed from the outer circumference, the portion where the base metal 11 is exposed becomes smaller in the circumferential direction of the tip saw 10.
- FIG. 4 is a schematic plan view showing a state in which a hollow work material is cut by the tip saw of the first embodiment.
- FIG. 5 is an enlarged view showing a range surrounded by the alternate long and short dash line ii in FIG.
- the cutting edge piece 12 cuts into the work material P to form a cut groove Pc, and the inside of the cut groove Pc is formed.
- the width of the cutting groove Pc is maintained at the same width as the thickness D2 of the cutting edge piece 12, and when the support piece 13 is inserted into the cutting edge Pc, the width of the cutting groove Pc is maintained.
- the length is maintained at the same width as the thickness D3 of the support piece 13.
- the width length of the cut groove Pc is maintained at the same width as the thickness D1 of the base metal 11.
- the width length of the cutting groove Pc is larger than the thickness D1 of the base metal 11 and is the same width as the thickness D2 of the cutting edge piece 12. It is designed to be held in a width close to the same.
- the cutting edge 12a of the cutting edge piece 12 cuts the work material P. While cutting to form a cutting groove Pc, the cutting edge piece 12, the portion of the base metal 11 and the portion of the support piece 13 and the base metal 11 are sequentially inserted into the cutting groove Pc, and the work material P is formed. To disconnect.
- the support piece 13 is arranged between two adjacent cutting edge pieces 12 and 12, the thickness D3 of the support piece 13 is larger than the thickness of the base metal 11, and the thickness of the cutting edge piece 12 is large.
- the tip saw 10 is rotated to cut into the hollow work material P because it is the same as or close to D2
- the cutting edge 12a of the cutting edge piece 12 forms a cutting groove Pc in the work material P
- the cutting edge piece 12 and the support piece 13 are alternately and continuously inserted into the cutting edge Pc so that the width of the cutting edge Pc is the same as or the same as the thickness D2 of the cutting edge piece 12. Since the work material P is cut while keeping the width and length close to each other, the cut surface of the hollow work material P can be formed more clearly than the tip saw in which the support piece 13 does not exist.
- the distance extending from the cutting edge piece 12 to the rotation side of the tip saw 10 in the circumferential direction with the thickness D1 of the base metal 11 is the support next to the rotation side of the tip saw 10 from the cutting edge piece 12.
- the distance W1a between the cutting edge piece 13 and the cutting edge piece 12 to the reverse rotation side of the tip saw 10 in the circumferential direction with the thickness D1 of the base 11 is the distance extending from the cutting edge piece 12 to the reverse rotation side of the tip saw 10.
- the distance extending from the cutting edge piece 12 to the rotation side and the reverse rotation side of the tip saw 10 in the circumferential direction with the thickness D1 of the base metal 11 is shorter, so that the tip saw 10 covers the distance.
- the width of the cut groove Pc of the work material P can be widely held by the support piece 13.
- the support piece 13 is arranged so as to include at least a central position between two adjacent cutting edge pieces 12 and 12 or a position near the center position, the support piece 13 is adjacent to the cutting edge piece 12 on the rotation side of the tip saw 10.
- Distance W1a to the support piece 13 and the distance W1b from the cutting edge piece 12 to the adjacent support piece 13 on the reverse rotation side of the tip saw 10 are the distances between the two cutting edge pieces 12 and 12 adjacent to each other. Since it is smaller than half of W1 (W1a ⁇ 1/2 ⁇ W1, W1b ⁇ 1/2 ⁇ W1), when the work material P is cut by the tip saw 10, the cutting edge piece 12 and the support piece 13 are one. It is possible to reduce the variation in the timing of inserting the work material P into the cut groove Pc alternately one by one.
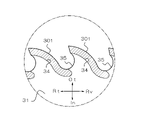
- FIG. 6 is a plan view showing the tip saw of the second embodiment.
- FIG. 7 is an enlarged view showing a range surrounded by the alternate long and short dash line iii of FIG.
- the support piece 13 is attached to the outside of the base metal 11, but in the tip saw 20 of the second embodiment, the support piece 23 has the base metal 21. It is provided inside.
- the inside of the base metal 21 means the inside in the radial direction from the outer peripheral edge of the base metal 21.
- the inside of the base metal 21 includes a radial inside from the outer peripheral edge of the tooth portion 24 and a radial inside from the outer peripheral edge of the recess 25.
- the same parts as those of the tip saw 10 of the first embodiment are designated by the same reference numerals, and the description thereof will be omitted.
- the cutting edge piece 12 of the second embodiment is the same as the cutting edge piece 12 of the first embodiment.
- the support piece 23 of the second embodiment is made of the same material as the support piece 13 of the first embodiment.
- the inside of the base metal 21 means the inside in the radial direction from the outer peripheral edge of the base metal 21.
- a notch 21n is formed in the base metal 21.
- the notches 21n are arranged radially inside the portion extending from the tooth portion 24 to the recess 25, respectively.
- the notch 21n is oval or elliptical when viewed from the surface 21A of the base metal 21, and penetrates from the surface 21A to the back surface 21B of the base metal 21.
- the support piece 23 is fitted in the notch 21n and has the same planar shape as the notch 21n. In other words, the support piece 23 is oval or oval.
- the notch 21n is formed at the outer edge portion of the base metal 21, it may be an opening or a through hole provided radially inside the outer edge portion of the base metal 21.
- FIG. 8 is a schematic end view showing a state seen from the arrow L2 in FIG. 7.
- the support piece 23 is arranged between two adjacent cutting edge pieces 12 and 12 at a position offset to the cutting edge piece 12 on the reverse rotation side of the tip saw 20.
- the portion is located at the center between the two cutting edge pieces 12 and 12 adjacent to each other, and the other portion extends so as to overlap the cutting edge piece 12 on the reverse rotation side of the tip saw 20 in the circumferential direction.
- the base metal 21, the support piece 23, and the cutting edge piece 12 of the second embodiment have the same thicknesses D1, D3, and D2 as the base metal 11, the support piece 13, and the cutting edge piece 12 of the first embodiment. Each has.
- the support piece 23 and the adjacent cutting edge piece 12 on the reverse rotation side thereof are arranged adjacent to each other in the circumferential direction, and are continuously arranged with the same thickness or a thickness close to the same.
- the surface 23A of the support piece 23 and the surface 12A of the cutting edge piece 12 adjacent to the reverse rotation side thereof are continuous without a step in the circumferential direction, and the back surface 23B of the support piece 23 and the reverse rotation side thereof. It is continuous with the back surface 12B of the adjacent cutting edge piece 12 without a step in the circumferential direction.
- the portion of the base metal 21 having the thickness D1 extends from the cutting edge piece 12 to the reverse rotation side of the tip saw 20, but from the cutting edge piece 12. It does not extend to the rotating side of the tip saw 20.
- the distance in the circumferential direction of the portion of the base metal 21 provided with the thickness D1 is the distance W2b from the cutting edge piece 12 to the adjacent support piece 23 on the reverse rotation side of the tip saw 20.
- the portion of the base metal 21 having the thickness D1 is only the distance W2b. Therefore, the tip saw 20 can make the portion of the thickness D1 of the base metal 21 exposed from the outer periphery of the tip saw 20 smaller than that of the tip saw 10 of the first embodiment.
- FIG. 9 is a schematic plan view showing a state in which a hollow work material is cut by the tip saw of the second embodiment.
- FIG. 10 is an enlarged view showing a range surrounded by the alternate long and short dash line iv of FIG.
- the support piece 23 is formed in the cutting groove Pc of the work material P formed by the cutting edge 12a of the cutting edge piece 12. Is inserted, the width of the cutting groove Pc is maintained at the same width as the thickness D3 of the support piece 23, that is, the same width as or close to the thickness D2 of the cutting edge piece 12.
- the cutting edge 12a of the cutting edge piece 12 cuts the work material P. While forming the cutting groove Pc, the cutting edge piece 12, the portion of the base metal 21, and the support piece 23 are sequentially inserted into the cutting groove Pc to cut the work material P.
- the support piece 23 is arranged inside the base metal 21, the support piece 23 is used as compared with the tip saw 10 of the first embodiment in which the support piece 13 is attached to the outside of the tooth portion 14. Since the recess 25 of the tip saw 20 is not narrowed, it is possible to prevent deterioration of the chip discharge property of the tip saw 20.
- the support piece 23 and the cutting edge piece 12 adjacent to the tip saw 20 on the reverse rotation side are overlapped in the circumferential direction, and the support piece 23 and the tip saw 20 are viewed from the outer periphery of the tip saw 20. Since the adjacent cutting edge piece 12 on the reverse rotation side is arranged adjacent to each other, the support piece 23 and the adjacent cutting edge piece 12 on the reverse rotation side of the tip saw 20 are continuous with the same thickness or a thickness close to the same. Therefore, the width of the cut groove Pc of the work material P can be held wider than that of the chip sea 10 of the first embodiment for a long time.
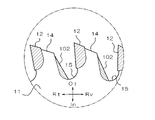
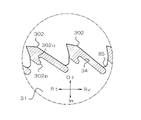
- FIG. 11 is a plan view showing the tip saw of the third embodiment.
- FIG. 12 is an enlarged view showing a range surrounded by the alternate long and short dash line v in FIG.
- the tip saw 10 of the first embodiment and the tip saw 20 of the second embodiment are provided with support pieces 13 and 23 between two cutting edge pieces 12 and 12 adjacent to each other.
- the tip saw 30 of the third embodiment is not provided with a support piece, and the cutting edge piece 32 extends to the reverse rotation side of the tip saw 30.
- the same parts as those of the tip saw 10 of the first embodiment are designated by the same reference numerals, and the description thereof will be omitted.
- the cutting edge piece 32 of the third embodiment is made of the same material as the cutting edge piece 12 of the first embodiment.
- the cutting edge piece 32 of the third embodiment has an elongated shape, and is provided with a cutting edge 32a at the end of the tip saw 30 on the rotation side.
- the cutting edge piece 32 is attached to the radial outer side of the tooth portion 34, and extends diagonally from the cutting edge 32a on the rotating side to the counter-rotating side of the tip saw 30 along the outer peripheral edge of the tooth portion 34.
- the cutting edge piece 32 covers the entire outer peripheral edge of the tooth portion 34.
- the method of attaching the cutting edge piece 32 to the tooth portion 34 is not particularly limited, and examples thereof include brazing, soldering, and welding.
- the cutting edge piece 32 has a cutting edge portion 32x and a supporting portion 32y.
- the cutting edge portion 32x is a portion of the cutting edge piece 32 on the rotation side of the tip saw 30, and includes the cutting edge 32a.
- the support portion 32y is a portion of the cutting edge piece 32 on the reverse rotation side of the tip saw 30.
- the cutting edge portion 32x and the support portion 32y have the same thickness D2.
- the cutting edge piece 32 forms a cutting groove Pc in the work material P by the cutting edge 32a of the cutting edge portion 32x, and then the width length of the cutting groove Pc is the same as the thickness D2 of the cutting edge piece 32 by the supporting portion 32y. It can be held in.
- FIG. 13 is an end view showing a state in which FIG. 12 is viewed from the arrow L3.
- a part of the cutting edge piece 32 overlaps with the adjacent cutting edge piece 32 on the reverse rotation side of the tip saw 30 in the circumferential direction.
- the two adjacent cutting edge pieces 32, 32 partially overlap in the circumferential direction.
- the supporting portion 32y of one cutting edge piece 32 overlaps the cutting edge portion 32x of the other cutting edge piece 32 in the circumferential direction.
- the cutting edge pieces 32 are arranged at a predetermined angle around the center of rotation O so that some of them overlap in the circumferential direction, and surround the base metal 31 without a gap in the circumferential direction.
- the two adjacent cutting edge pieces 32, 32 are arranged adjacent to each other without a gap in the circumferential direction, and one cutting edge piece 32 to the other.
- the cutting edge piece 32 of the above is continuous with the same thickness D2.
- the surface 32A of one cutting edge piece 32 and the surface 32A of the other cutting edge piece 32 are continuous in the circumferential direction without a step, and one of them.
- the back surface 32B of the cutting edge piece 32 and the back surface 32B of the other cutting edge piece 32 are continuous in the circumferential direction without a step.
- the cutting edge piece 32 can be continuously inserted into the cutting groove P of the work material P without any gap.
- FIG. 14 is a schematic plan view showing a state in which a hollow work material is cut by the tip saw of the third embodiment.
- FIG. 15 is an enlarged view showing a range surrounded by the alternate long and short dash line vi of FIG.
- the cutting edge piece 32 is inserted.
- the width of the cutting groove Pc is maintained at the same width as the thickness D2 of the cutting edge piece 32.
- the cutting edge 32a of the cutting edge piece 32 cuts the work material P. While forming the cutting groove Pc, the cutting edge pieces 32 are continuously inserted into the cutting groove Pc without any gap to cut the work material P.
- the tip saw 30 is not provided with the support pieces 13 and 23
- the tip saws of the first embodiment and the second embodiment provided with both the cutting edge piece 12 and the support pieces 13 and 23.
- the number of parts can be reduced and the manufacturing cost can be reduced.
- the cutting edge piece 32 extends to the reverse rotation side of the tip saw 30, and the cutting edge pieces 32 are partially overlapped in the circumferential direction with the two adjacent cutting edge pieces 32, 32.
- a clean cut surface can be obtained from the tipped saws 10 and 20 of the second embodiment.
- the support piece 13 of the first embodiment has a rectangular shape with rounded corners (see FIG. 2)
- the support piece 101 may have a rectangular shape with sharp corners (see FIG. 16)
- the support piece 102 has a tooth portion. It may have a substantially triangular shape having a hypotenuse extending linearly from the radial outer end (protruding end) of 14 to the inner bottom of the recess 15 (see FIG. 17).
- the support piece 23 in the second embodiment is arranged radially inside the portion extending from the tooth portion 24 to the recess 25 (see FIG. 7), the support piece 23 is arranged radially inside the tooth portion 24 (the root of the tooth portion 24). It may be arranged in the radial direction of the recess 25.
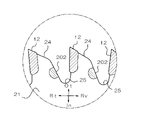
- the support pieces 201, 202, 203, and 204 may be arranged on the portion of the tooth portion 24 on the reverse rotation side of the tip saw 20 (see FIGS. 18 to 21).
- the support piece 23 in the second embodiment is oval or elliptical (see FIG. 7), but the planar shape of the support piece 23 is not particularly limited, and may be circular, for example, pentagonal, hexagonal, or octagonal. It may be a polygon such as a square. Further, the support piece 201 may be rectangular (see FIG. 18), the support piece 202 may be semi-cylindrical (see FIG. 19), the support piece 203 may be semi-circular (see FIG. 20), and the support piece 204 may be. May be crescent-shaped (see FIG. 21).
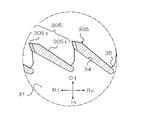
- the cutting edge piece 32 in the third embodiment has a linear shape extending diagonally from the rotation side of the tip saw 30 to the reverse rotation side (see FIG. 12), but the cutting edge piece 301 may have a curved shape (see FIG. 22). ..
- the cutting edge piece 32 in the third embodiment has a flat portion in the radial direction, that is, a portion in contact with the tooth portion 34 (see FIG. 12), but the cutting edge piece 32 and the tooth portion 34 of the cutting edge pieces 302, 303, 304.
- the contacting portion is preferably uneven (see FIGS. 23 to 25).
- the cutting edge pieces 302, 303, and 304 can be made difficult to come off from the tooth portion 34.
- the cutting edge piece 302 is formed with a convex portion 302p protruding in the extending direction of the cutting edge piece 302 and a concave recess 302q (see FIG. 23).
- the cutting edge piece 303 is formed with a convex portion 303p protruding and a concave recess 303q in a direction intersecting the extending direction of the cutting edge piece 303, that is, in a direction in contact with the tooth portion 34 (see FIG. 24).
- the cutting edge piece 304 is formed with dovetail grooves 304q and 304q recessed in the direction in contact with the tooth portion 34 (see FIG. 25).
- the cutting edge piece 32 in the third embodiment is entirely composed of one material, but the cutting edge piece 32 has a cutting edge portion 32x on the rotation side of the tip saw 30 and a support portion 32y on the reverse rotation side of the tip saw 30. It may be composed of different materials.
- the cutting edge portion 305x is made of the same cutting tool material as the cutting edge piece 12 of the first embodiment, and the supporting portion 305y is the material of the first embodiment. It is made of the same wear-resistant material as the support piece 13. As a result, the manufacturing cost of the tip saw can be reduced.
- the two adjacent cutting edge pieces 32, 32 in the third embodiment are arranged so as to partially overlap each other in the circumferential direction
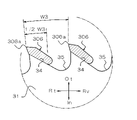
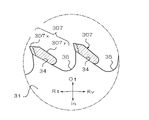
- the two adjacent cutting edge pieces 306, 306, 307, 307 are circular. They may be arranged so as not to overlap in the circumferential direction (see FIGS. 27 and 28).
- the cutting edge pieces 306 are at least the distance in the circumferential direction. It may extend along the outer peripheral edge of the tooth portion 34 to a position corresponding to half of W3 (1/2 / W3).
- the cutting edge piece 307 may be made of different materials from the cutting edge portion 307x on the rotation side of the tip saw 30 and the support portion 307y on the reverse rotation side of the tip saw 30. That is, the cutting edge portion 307x of the cutting edge piece 307 is made of the same cutting tool material as the cutting edge piece 12 of the first embodiment, and the supporting portion 307y of the cutting edge piece 307 is the supporting piece 13 of the first embodiment. It is composed of the same wear resistant material as. As a result, the manufacturing cost of the tip saw can be reduced.
- 1,2,3,10,20,30 ... Tipped saw 1a, 12,32,301,302,303,304,305,306,307 ...
- Cutting edge piece 1A, 3A, 11,21,31 ...
- Base metal 2a, 3a ... 1st cutting edge piece, 2b, 3b ... 2nd cutting edge piece, 2s, 3s ... groove, 3c ... 3rd cutting edge piece, 3h ... long hole, 11a ... mounting hole, 11A, 12A, 13A, 21A, 23A, 32A ... front surface, 11B, 12B, 13B, 21B, 23B, 32B ... back surface, 12a, 32a, 306a ... cutting edge, 13,23,101,102,201,202,203,204 ...
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Sawing (AREA)
Abstract
【課題】 中空の被削材を切断する際にきれいな切断面を得ることができるチップソーを提供する。 【解決手段】 刃先部分に切刃片12を備えた円板状のチップソー(10、20)は、隣り合う2つの切刃片(12、12)の間に支持片(13、23)が配置されており、切刃片(12)と支持片(13、23)とはチップソー(10、20)の台金(11、21)の厚みD1より幅厚に構成されており(D2>D1)、支持片(13、23)は切刃片(12)の厚みD2と同一又は同一に近い厚みを備えていることを特徴とする(D3=D2又はD3≒D2)。これにより、チップソー(10、20)の切刃片(12)の数量を増加させることなく、切刃片(12)が被削材Pに形成した切り溝Pcの幅長を支持片(13、23)によってチップソーの台金(11、21)の厚みD1より幅広に保持できる。
Description
本発明は丸鋸の刃先部分にチップなどの切刃片を備えてなるチップソー(tip saw)に関する。
図29は従来のチップソーを用いてパイプ状の被削材を切断する状態を示す平面図である。図30は図29の一点鎖線viiで囲む範囲を示す拡大図である。図29と図30に示すように、超硬合金は高速度工具鋼(ハイスピード鋼、ハイス)より硬度が高く、高温時の硬度低下が少ないため、切削工具の刃先部分に用いるとよく切れる。このため、近年、超硬合金からなる切刃片1aを刃先部分に取り付けてなるチップソー1が多く使用されている。この種類のチップソー1では切刃片1aが台金1Aより幅厚に構成されている。
図31は特許文献1に記載された従来のチップソーを示す平面図である。この図31は特許文献1の図1と同一の図である。図31に示すように、特許文献1には木材の縦挽き用のチップソー2(丸鋸)が記載されている。このチップソー2は第1の切刃片2a(挿入体)と第2の切刃片2b(挿入体、フェーシング素子又は挿入体)とを有する。これら第1の切刃片2aと第2の切刃片2bとは超硬合金からなる。第1の切刃片2aはチップソー2の刃先部分に取り付けられており、第2の切刃片2bは刃先部分の間に配置された溝2s(スロット)の縁部に取り付けられている。この溝2sは径方向内側へ伸びており、チップソー2の回転中心Oを挟んで左右に1本ずつ形成されている。このため、第2の切刃片2bは溝2sと同様に、チップソー2の回転中心Oを挟んで左右に1つずつ設けられている。
図32は特許文献2に記載された従来のチップソーを示す平面図である。この図32は特許文献2の図5と同一の図である。図32に示すように、特許文献2には木材や木材パネルの切断に好適なチップソー3(丸鋸)が記載されている。このチップソー3は第1の切刃片3a(チップインサート)と第2の切刃片3b(第2ワイパーチップ)と第3の切刃片3c(第1ワイパーチップ)とを有する。これら第1の切刃片3aと第2の切刃片3bと第3の切刃片3cとは超硬合金からなる。第1の切刃片3aは刃先部分に取り付けられている。第2の切刃片3bはチップソー3に3つ設けられ、刃先部分の間の溝3s(拡張スリット)の縁部に取り付けられている。溝3sは径方向内側へ伸びており、回転中心Oの回りに所定の角度間隔を空けて6本形成されている。第2の切刃片3bは回転中心Oの回りに溝3sの1つおきに設けられている。第3の切刃片3cはチップソー3に3つ設けられており、台金3A(ベースディスク)の長孔3h(開口)の縁部に取り付けられている。
図29と図30に戻って、従来のチップソー1を用いてパイプ状やコラム状(角筒状)等の中空の(内部に空洞を備えた)被削材Pを切断すると、切刃片1aが台金1Aより幅厚に構成されているので、切刃片1aの切刃が被削材Pを切削して切り溝Pcを形成し、この切り溝Pcの中に切刃片1aが挿入すると、切り溝Pcの幅長が切刃片1aの厚みと同一に保持されるが、切り溝Pcの中に切刃片1aが挿入しないと、切り溝Pcの幅長が台金1Aの厚みと同一、すなわち、切刃片1aの厚みより幅狭に保持される。このため、中空の被削材Pを切断する際に被削材Pの切り溝Pcの幅長が大きくなったり小さくなったり変動するので、被削材Pの切断面が汚くなってしまうという問題がある。
この問題を解決するために、チップソー1の切刃片1aの数量を増やすと、隣り合う2つの切刃片1a,1aの間隔が狭まるので、チップソー1の切屑排出性が悪化してしまう。図31と図32に示す特許文献1と特許文献2に記載のチップソー2,3を改良して、第2の切刃片2b,3bの数量を増やすと、台金2A,3Aに形成された溝2s,3sの数量が増加するので、台金2A,3Aの強度が低下してしまい、チップソー2,3によって木材を切断できなくなってしまうおそれがある。このため、特許文献1と2ではこのような改良は想定されないと考える。
そこで、本発明は上記問題点を解決するものであり、その課題は、中空の被削材を切断する際にきれいな切断面を得ることができるチップソーを提供することにある。
上記課題を解決するために本発明のチップソーは、刃先部分に切刃片を備えた円板状のチップソーであって、隣り合う2つの前記切刃片の間に支持片が配置されており、前記切刃片と前記支持片とはチップソーの台金の厚みより幅厚に構成されており、前記支持片は前記切刃片の厚みと同一又は同一に近い厚みを備えていることを特徴とする。
この発明によれば、刃先部分に切刃片を備えた円板状のチップソーであって、隣り合う2つの前記切刃片の間に支持片が配置されており、前記切刃片と前記支持片とはチップソーの台金の厚みより幅厚に構成されており、前記支持片は前記切刃片の厚みと同一又は同一に近い厚みを備えていることにより、前記支持片が前記切刃片と同一又は同一に近い厚みを備えており、隣り合う2つの前記切刃片の間に配置されているので、チップソーの前記切刃片の数量を増加させることなく、前記支持片によって前記切刃片が被削材に形成した切り溝の幅長を前記切刃片の厚みと同一又は同一に近い厚みに保持できる。
本発明において、前記支持片は隣り合う2つの前記切刃片の間における少なくとも中央位置又はその近くの位置を含むように配置されていることが好ましい。この発明によれば、前記支持片は隣り合う2つの前記切刃片の間における少なくとも中央位置又はその近くの位置を含むように配置されていることにより、前記支持片が隣り合う2つの前記切刃片のいずれか一方へ片寄っており、前記支持片の一部が隣り合う2つの前記切刃片の間における中央位置又は近くの位置に配置されていない場合に比べて、隣り合う前記切刃片と前記支持片との間の距離のばらつきを低減できる。
ここで、前記支持片は隣り合う2つの前記切刃片の間における少なくとも中央位置又はその近くの位置を含むように配置されているには、以下の場合が含まれる。前記支持片が隣り合う2つの前記切刃片の間の中央位置に配置されている場合。前記支持片の全体が隣り合う2つの前記切刃片のいずれか一方へ片寄っており、前記支持片の一部が隣り合う2つの前記切刃片の間の中央位置又はその近くの位置に配置されている場合。前記支持片の一部が隣り合う2つの前記切刃片のいずれか一方と円周方向に重なっており、前記支持片の他部が隣り合う2つの前記切刃片の間の中央位置又はその近くの位置に配置されている場合。前記支持片が隣り合う2つの前記切刃片を掛け渡すように伸びている場合。この場合、前記支持片の両端部が隣り合う2つの前記切刃片の双方と円周方向に重なっていてもよい。
本発明において、前記支持片はチップソーの逆回転側の隣の前記切刃片と円周方向に重なるように伸びていることが好ましい。この発明によれば、前記支持片はチップソーの逆回転側の隣の前記切刃片と円周方向に重なるように伸びていることにより、チップソーを外周から見て、前記支持片とチップソーの逆回転側の隣の前記切刃片とが隣接配置されるので、チップソーの台金より幅厚の部分を前記支持片からチップソーの逆回転側の隣の前記切刃片まで隙間なく連続させることができる。
本発明において、前記支持片は前記台金の外側に取り付けられていることが好ましい。この発明によれば、前記支持片は前記台金の外側に取り付けられていることにより、前記支持片が前記台金の内側に設けられている場合に比べて、前記台金の強度を低下させることなく、容易かつ低コストにチップソーを製造できる。
ここで、前記台金の外側とは前記台金の外周縁から外側のことである。チップソーの外周部に設けられた歯部と凹部とは前記台金の一部である。このため、前記台金の外側に前記歯部の外側も含まれるし、前記凹部の外側も含まれる。
本発明において、前記支持片は前記台金の内側に設けられていることが好ましい。この発明によれば、前記支持片は前記台金の内側に設けられていることにより、前記支持片が前記台金の外側に取り付けられている場合に比べて、チップソーの凹部を狭めることがないので、チップソーの切屑排出性の悪化を防止できる。
ここで、前記台金の内側とは前記台金の外周縁から径方向内側のことである。チップソーの外周部に設けられた歯部と凹部とは前記台金の一部である。このため、前記台金の内側に前記歯部の内側も含まれるし、前記凹部の内側も含まれる。
本発明において、前記切刃片と前記支持片とは互いに異なる材料から構成されていることが好ましい。この発明によれば、前記切刃片と前記支持片とは互いに異なる材料から構成されているので、前記支持片の材料コストを前記切刃片の材料コストより低減させて、チップソーの製造コストを低減できる。
本発明のチップソーは、刃先部分に切刃片を備えた円板状のチップソーであって、前記切刃片はチップソーの逆回転側へ伸びており、切刃を備えたチップソーの回転側の切刃部分とチップソーの逆回転側の支持部分とを有し、前記切刃片は前記切刃部分から前記支持部分に亘ってチップソーの台金より幅厚に構成されていることを特徴とする。
この発明によれば、刃先部分に切刃片を備えた円板状のチップソーであって、前記切刃片はチップソーの逆回転側へ伸びており、切刃を備えたチップソーの回転側の切刃部分とチップソーの逆回転側の支持部分とを有し、前記切刃片は前記切刃部分から前記支持部分に亘ってチップソーの台金より幅厚に構成されていることにより、チップソーによって被削材を切断する際に前記切刃片が被削材に形成した切り溝の中に前記切刃片の前記切刃部分と前記支持部分とが隙間なく順次連続して挿入するので、支持片が隣り合う2つの前記切刃片の間に配置される場合に比べて、被削材の切り溝の幅長をチップソーの台金より幅厚に長時間保持できる。
本発明において、前記切刃片の前記支持部分は少なくとも隣り合う2つの前記切刃片における一方の前記切刃から他方の前記切刃までの間の中央位置まで伸びていることが好ましい。この発明によれば、前記切刃片の前記支持部分は少なくとも隣り合う2つの前記切刃片における一方の前記切刃から他方の前記切刃までの間の中央位置まで伸びていることにより、前記切刃片の前記支持部分が前記中央位置に届かない場合に比べて、被削材の切り溝の幅長を長時間保持できる。
本発明において、隣り合う2つの前記切刃片は円周方向に一部重なることが好ましい。この発明によれば、隣り合う2つの前記切刃片は円周方向に一部重なることにより、チップソーを外周から見て隣り合う2つの前記切刃片が隣接配置され、前記切刃片がチップソーの台金を周回状に隙間なく取り囲むので、被削材を切断する際に、前記切刃片が被削材に形成した切り溝の中に前記切刃片を隙間なく連続して挿入でき、前記切り溝の幅長を常時保持できる。
本発明において、前記切刃片は前記切刃部分と前記支持部分とが互いに異なる材料から構成されていることが好ましい。この発明によれば、前記切刃片は前記切刃部分と前記支持部分とが互いに異なる材料から構成されているので、前記支持部分の材料コストを前記切刃部分の材料コストより低減させて、チップソーの製造コストを低減できる。
以上、説明したように本発明によれば、刃先部分に切刃片を備えた円板状のチップソーであって、隣り合う2つの前記切刃片の間に支持片が配置されるので、又は、前記切刃片はチップソーの逆回転側へ伸びる支持部分を備えるので、チップソーによって被削材を切断する際に、前記切刃片が被削材に形成した切り溝の中に前記支持片又は前記支持部分を挿入させて、被削材の切り溝の幅長を保持できるという優れた効果を奏し得る。
(第1実施形態)
以下、本発明に係る第1実施形態のチップソーについて詳細に説明する。図1は本発明に係る第1実施形態のチップソーの平面図である。図1に示すように、チップソー10は円板状の丸鋸であり、台金11と切刃片12と支持片13とを有する。
以下、本発明に係る第1実施形態のチップソーについて詳細に説明する。図1は本発明に係る第1実施形態のチップソーの平面図である。図1に示すように、チップソー10は円板状の丸鋸であり、台金11と切刃片12と支持片13とを有する。
なお、図中において、矢印Rtで示す方向をチップソーの回転側とする(図1と図4と図6と図9と図11と図14では回転中心Oを中心として反時計回りに回転する側、図2と図3と図7と図12と図13と図16~図28では紙面の左側、図5と図10と図15では紙面の左上側である。)。矢印Rvで示す方向をチップソーの逆回転側とする(図1と図4と図6と図9と図11と図14では回転中心Oを中心として時計回りに回転する側、図2と図3と図7と図12と図13と図16~図28では紙面の右側、図5と図10と図15では紙面の右下側である。)。矢印Otで示す方向をチップソーの径方向外側とする(図1と図4と図6と図9と図11と図14では回転中心Oから離れる側、図2と図7と図12と図16~図28では紙面の上側、図3と図8と図13では紙面の表面側、図5と図10と図15では紙面の右上側である。)。矢印Inで示す方向をチップソーの径方向内側とする(図1と図4と図6と図9と図11と図14では回転中心Oへ近づく側、図2と図7と図12と図16~図28では紙面の下側、図3と図8と図13では紙面の背面側、図5と図10と図15では紙面の左下側である。)。矢印Frで示す方向をチップソーの表面側とする(図1と図2と図4~図7と図9~図12と図14~図28では紙面の表面側、図3と図8と図13では紙面の下側である。)。矢印Bkで示す方向をチップソーの背面側とする(図1と図2と図4~図7と図9~図12と図14~図28では紙面の背面側、図3と図8と図13では紙面の上側である。)。矢印Rtと矢印Rvで示す方向をチップソーの円周方向とする。矢印Otと矢印Inで示す方向をチップソーの径方向とする。矢印Frと矢印Bkで示す方向をチップソーの厚み方向とする。これら方向は相対的な位置関係を示すものであり、重力方向に対する絶対的な位置関係を示すものではない。
台金11は円板状であり、その外周部に歯部14と凹部15とが一体形成されている。この歯部14は略矩形状であり、矢印Otで示すチップソー10の径方向外側へ突出している。凹部15は凹状であり、矢印Inで示すチップソー10の径方向内側へ凹んでいる。この凹部15の内底は円弧状に湾曲している。これら歯部14と凹部15とは矢印Rtと矢印Rvで示すチップソー10の円周方向に1つずつ交互に配列されている。言い換えると、歯部14と凹部15とは回転中心Oの回りに1つずつ交互に配列されている。図示例では、歯部14と凹部15は台金11の一部である。歯部14と凹部15はそれぞれ60個設けられている。歯部14は回転中心Oの回りに6°の角度を開けて配列されている。
台金11の中心には取付孔11aが形成されている。この取付孔11aはチップソー10を回転させる図示しない装置と連結するための開口であり、台金11の表裏の板面を貫通している。すなわち、台金11の取付孔11aは表面11Aから背面11Bまで貫通している。この取付孔11aの形状は特に限定されず、図示例では表面11Aから見て円形に形成されている。取付孔11aの中心位置にはチップソー10の回転中心Oが設けられている。言い換えると、チップソー10は回転中心Oの回りに回転可能に構成されている。
図2は図1の一点鎖線iで囲む範囲を示す拡大図である。図2に示すように、切刃片12は略矩形状の小片(チップ)であり、切削工具の材料から構成されている。この材料は、例えば、超硬合金や、ダイヤモンド焼結体(ポリクリスタルラインダイヤモンド,Pory Crystalline Diamond,PCD)や、CBN焼結体(立方晶窒化ホウ素,Cubic Boron Nitride)や、サーメット(cermet,セラミックスと金属の複合材料)や、サーメタル(登録商標)(セラミックスと超硬合金の中間に位置する材料)などである。切刃片12の矢印Rtで示すチップソーの回転側と径方向外側とが交差する角部には切刃12aが形成されている。この切刃12aは切刃片12の表面12Aから背面12Bまで厚み方向に伸びている(図3参照)。切刃12aによって切刃片12は被削材を切削可能に構成されている。
次に、支持片13は切刃片12と同様に、略矩形状の小片(チップ)であり、耐摩耗性の材料から構成されている。例えば、超硬合金などである。この支持片13は切刃片12と同一の材料から構成されていてもよいし、切刃片12と異なる材料から構成されていてもよい。支持片13が切刃片12と異なる材料から構成される場合には、支持片13の材料コストを切刃片12の材料コストより低減させることによってチップソー10の製造コストを低減できる。
ここで、代表的な超硬合金は炭化タングステン(WC、タングステン・カーバイト)と結合剤(バインダ)であるコバルト(Co)とを混合して焼結したものであり、必要に応じて炭化チタン(TiC)や炭化タンタル(TaC)などが添加される場合もある。
切刃片12は歯部14の矢印Rtで示すチップソー10の回転側に取り付けられており、支持片13は歯部14の矢印Rvで示すチップソー10の逆回転側に取り付けられている。このため、切刃片12と支持片13は歯部14をチップソー10の回転側と逆回転側の両側から挟むように配置されている。これにより、切刃片12と支持片13とはチップソー10の回転中心Oの回りに所定角度を開けて1つずつ交互に配列されている。図示例では、切刃片12と支持片13とは歯部14と同様にそれぞれ60個設けられている。なお、これら切刃片12と支持片13の取り付け方法は特に限定されず、例えば、ろう付けやはんだ付けや溶接等である。
図3は図2の矢印L1から見た状態を示す概略端面図である。図3に示すように、切刃片12は台金11より幅厚に構成されている。切刃片12の厚み方向は矢印Frと矢印Bkで示すチップソー10の厚み方向である。切刃片12の表面12Aは台金11の表面11Aの位置より矢印Frで示すチップソー10の表面側へ突出しており、切刃片12の背面12Bは台金11の背面11Bの位置より矢印Bkで示すチップソー10の背面側へ突出している。切刃片12の厚みをD2とし、台金11の厚みをD1とすると、切刃片12の厚みD2は台金11の厚みD1より大きい(D2>D1)。切刃片12の厚みD2は厚み方向に表面12Aから背面12Bまでの距離であり、台金11の厚みD1は厚み方向に表面11Aから背面11Bまでの距離である。これにより、切刃片12は台金11の厚みD1より幅広に被削材を切削可能に構成されている。なお、歯部14と凹部15とはいずれも台金11の一部であり、台金11の厚みD1と同一の厚み又は同一に近い厚みを備えている。
同様に、支持片13は台金11より幅厚に構成されている。支持片13の表面13Aは台金11の表面11Aの位置よりチップソーの表面側へ突出しており、支持片13の背面13Bは台金11の背面11Bの位置よりチップソーの背面側へ突出している。支持片13の厚みをD3とし、台金11の厚みをD1とすると、支持片13の厚みD3は台金11の厚みより大きい(D3>D1)。支持片13の厚みD3は厚み方向に表面13Aから背面13Bまでの距離である。
また、支持片13は切刃片12と同一の厚み又は同一に近い厚みを備えている。支持片13の表面13Aは厚み方向に切刃片12の表面12Aと同一の位置又は同一に近い位置に配置されており、支持片13の背面13Bは厚み方向に切刃片12の背面12Bと同一の位置又は同一に近い位置に配置されている。すなわち、支持片13の厚みD3は切刃片12の厚みD2と同一又は同一に近い(D3=D2又はD3≒D2)。
図2と図3に示すように、支持片13は円周方向に隣り合う2つの切刃片12,12の間に配置されている。切刃片12からチップソー10の回転側の隣の支持片13までの間と、切刃片12から逆回転側の隣の支持片13までの間とにはそれぞれ台金11がチップソー10の外周から露出している。このため、チップソー10を外周から見て、切刃片12からチップソー10の回転側の隣の支持片13までの間部分と、切刃片12からチップソー10の逆回転側の隣の支持片13までの間部分とはチップソー10の厚み方向の厚みが切刃片12や支持片13の厚みより小さい。言い換えると、切刃片12からチップソー10の回転側へ円周方向に台金11の厚みD1の状態で伸びる距離は、切刃片12からチップソー10の回転側の隣の支持片13までであり、切刃片12からチップソー10の逆回転側へ円周方向に台金11の厚みD1の状態で伸びる距離は、切刃片12からチップソー10の逆回転側の隣の支持片13までとなっている。
ここで、切刃片12からチップソー10の回転側の隣の支持片13までの間の距離をW1aとし、切刃片12からチップソー10の逆回転側の隣の支持片13までの距離をW1bとし、隣り合う2つの切刃片12,12の間の距離をW1とすると、距離W1aと距離W1bとはそれぞれ距離W1より短いとともに、距離W1aと距離W1bの和は支持片13のチップソー10の円周方向の長さ分だけ距離W1より短い(W1a<W1、W1b<W1、W1a+W1b<W1)。この場合において、距離W1aは切刃片12からチップソー10の回転側へ円周方向に台金11の厚みD1の状態で伸びる距離となっており、距離W1bは切刃片12からチップソー10の逆回転側へ円周方向に台金11の厚みD1の状態で伸びる距離となっている。
また、支持片13は少なくとも隣り合う2つの切刃片12,12の間における中央位置又はその近くの位置を含むようにそれぞれ配置されている。これは支持片13が隣り合う2つの切刃片12,12の間の中央に位置する場合と、支持片13の全体が隣り合う2つの切刃片12,12のいずれか一方へ片寄った状態で、支持片13の一部が隣り合う2つの切刃片12,12の間の中央に位置する場合とを含む。この場合には、距離W1aと距離W1bとはいずれも距離W1の半分より小さくなり(W1a<1/2・W1、W1b<1/2・W1)、距離W1aと距離W1bのばらつきが低減される。言い換えると、チップソー10を外周から見て、台金11が露出する部分がチップソー10の円周方向に小さくなる。
図4は第1実施形態のチップソーによって中空の被削材を切断する状態を示す概略平面図である。図5は図3の一点鎖線iiで囲む範囲を示す拡大図である。図4と図5に示すように、チップソー10によって中空の被削材Pを切断する際に、切刃片12が被削材Pに切り込んで切り溝Pcを形成し、その切り溝Pcの中に切刃片12が挿入すると、切り溝Pcの幅長は切刃片12の厚みD2と同一の幅長に保持され、切り溝Pcの中に支持片13が挿入すると、切り溝Pcの幅長は支持片13の厚みD3と同一の幅長に保持される。被削材Pの切り溝Pcの中に台金11の部分のみが挿入すると、切り溝Pcの幅長は台金11の厚みD1と同一の幅長に保持される。このとき、支持片13の厚みD3は台金11の厚みD1より大きいとともに(D3>D1)、切刃片12の厚みD2と同一又は同一に近い(D3=D2又はD3≒D2)。これにより、支持片13が被削材Pの切り溝Pcの中に挿入すると、切り溝Pcの幅長は台金11の厚みD1より大きく、切刃片12の厚みD2と同一の幅長又は同一に近い幅長に保持されるようになっている。
上述のように構成されたチップソー10は、回転中心Oの回りにチップソー10の回転側へ回転させて中空の被削材Pに切り込むと、切刃片12の切刃12aが被削材Pを切削して切り溝Pcを形成しつつ、この切り溝Pcの中に切刃片12と台金11の部分と支持片13と台金11の部分とが順繰りに挿入して、被削材Pを切断する。
第1実施形態においては、支持片13が隣り合う2つの切刃片12,12の間に配置されており、支持片13の厚みD3が台金11の厚みより大きく、切刃片12の厚みD2と同一又は同一に近いことにより、チップソー10を回転させて中空の被削材Pに切り込むと、切刃片12の切刃12aが被削材Pに切り溝Pcを形成してから、この切り溝Pcの中に切刃片12と支持片13とが1つずつ交互に連続して挿入して、切り溝Pcの幅長を切刃片12の厚みD2と同一の幅長又は同一に近い幅長に保持しながら、被削材Pを切断するので、支持片13が存在しないチップソーに比べて、中空の被削材Pの切断面をきれいに形成できる。
この第1実施形態においては、切刃片12からチップソー10の回転側へ円周方向に台金11の厚みD1の状態で伸びる距離が、切刃片12からチップソー10の回転側の隣の支持片13までの間の距離W1aであり、切刃片12からチップソー10の逆回転側へ円周方向に台金11の厚みD1の状態で伸びる距離が、切刃片12からチップソー10の逆回転側の隣の支持片13までの間の距離W1bであり、これら距離W1aと距離W1bとは隣り合う2つの切刃片12,12の間の距離W1より短いことにより(W1a<W1、W1b<W1)、支持片13が設けられていない場合、すなわち、切刃片12からチップソー10の回転側と逆回転側とへ円周方向に台金11の厚みD1の状態で伸びる距離がそれぞれ距離W1となっている場合に比べて、切刃片12からチップソー10の回転側と逆回転側とへ円周方向に台金11の厚みD1の状態で伸びる距離がそれぞれ短くなるので、チップソー10によって被削材Pを切断する際に、被削材Pの切り溝Pcの幅長を支持片13によって幅広に保持できる。
また、支持片13は少なくとも隣り合う2つの切刃片12,12の間における中央位置又はその近くの位置を含むように配置されていることにより、切刃片12からチップソー10の回転側の隣の支持片13までの距離W1aと、切刃片12からチップソー10の逆回転側の隣の支持片13までの距離W1bとのいずれもが隣り合う2つの切刃片12,12の間の距離W1の半分より小さくなるので(W1a<1/2・W1、W1b<1/2・W1)、チップソー10によって被削材Pを切断する際に、切刃片12と支持片13とが1つずつ交互に被削材Pの切り溝Pcの中に挿入するタイミングのばらつきを低減できる。
(第2実施形態)
図6は第2実施形態のチップソーを示す平面図である。図7は図6の一点鎖線iiiで囲む範囲を示す拡大図である。図6と図7に示すように、第1実施形態のチップソー10は支持片13が台金11の外側に取り付けられているが、第2実施形態のチップソー20は支持片23が台金21の内側に設けられている。この台金21の内側は台金21の外周縁より径方向内側を意味する。歯部24と凹部25は台金21の一部であるため、台金21の内側には歯部24の外周縁より径方向内側や凹部25の外周縁より径方向内側を含む。なお、第1実施形態のチップソー10と同一部分については同一符号を付し、その説明を省略する。第2実施形態の切刃片12は第1実施形態の切刃片12と同じものである。第2実施形態の支持片23は第1実施形態の支持片13と同一の材料からなる。
図6は第2実施形態のチップソーを示す平面図である。図7は図6の一点鎖線iiiで囲む範囲を示す拡大図である。図6と図7に示すように、第1実施形態のチップソー10は支持片13が台金11の外側に取り付けられているが、第2実施形態のチップソー20は支持片23が台金21の内側に設けられている。この台金21の内側は台金21の外周縁より径方向内側を意味する。歯部24と凹部25は台金21の一部であるため、台金21の内側には歯部24の外周縁より径方向内側や凹部25の外周縁より径方向内側を含む。なお、第1実施形態のチップソー10と同一部分については同一符号を付し、その説明を省略する。第2実施形態の切刃片12は第1実施形態の切刃片12と同じものである。第2実施形態の支持片23は第1実施形態の支持片13と同一の材料からなる。
図7に示すように、台金21の内側とは台金21の外周縁より径方向内側を意味する。具体的には、台金21には切り欠き21nが形成されている。この切り欠き21nは歯部24から凹部25に亘る部分の径方向内側にそれぞれ配置されている。切り欠き21nは台金21の表面21Aから見て長円形又は楕円形であり、台金21の表面21Aから背面21Bまで貫通している。支持片23は切り欠き21nに嵌め込まれており、切り欠き21nと同一の平面形状を備えている。換言すると、支持片23は長円形又は楕円形である。このため、支持片23が歯部24の外側に取り付けられている場合に比べて、チップソー20の凹部25を狭めることなく、切屑排出性の悪化を防止できる。なお、切り欠き21nは台金21の外縁部に形成されているが、台金21の外縁部より径方向内側に設けられた開口や貫通孔でもよい。
図8は図7の矢印L2から見た状態を示す概略端面図である。図7と図8に示すように、支持片23は隣り合う2つの切刃片12,12の間において、チップソー20の逆回転側の切刃片12に片寄った位置に配置されており、一部が隣り合う2つの切刃片12、12の間の中央に位置するとともに、他部がチップソー20の逆回転側の切刃片12と円周方向に重なるように伸びている。このとき、第2実施形態の台金21と支持片23と切刃片12とは、第1実施形態の台金11と支持片13と切刃片12と同一の厚みD1、D3、D2をそれぞれ備えている。このため、チップソー20を外周から見て、支持片23とその逆回転側の隣の切刃片12とは円周方向に隣接配置しており、同一の厚み又は同一に近い厚みで連続している。換言すると、支持片23の表面23Aとその逆回転側の隣の切刃片12の表面12Aとは円周方向に段差なく連続しているとともに、支持片23の背面23Bとその逆回転側の隣の切刃片12の背面12Bとは円周方向に段差なく連続している。
また、図8に示すように、チップソー20を外周から見て、台金21の厚みD1を備えた部分が切刃片12からチップソー20の逆回転側へ伸びているが、切刃片12からチップソー20の回転側へは伸びていない。この台金21の厚みD1を備えた部分の円周方向の距離は切刃片12からチップソー20の逆回転側の隣の支持片23までの距離W2bである。換言すると、隣り合う2つの切刃片12,12の間の距離W2のうち、台金21の厚みD1を備えた部分は距離W2bのみである。このため、チップソー20は第1実施形態のチップソー10に比べて、チップソー20の外周から露出する台金21の厚みD1の部分を小さくすることができる。
図9は第2実施形態のチップソーによって中空の被削材を切断する状態を示す概略平面図である。図10は図9の一点鎖線ivで囲む範囲を示す拡大図である。図9と図10に示すように、チップソー20によって中空の被削材Pを切断する際に、切刃片12の切刃12aが形成する被削材Pの切り溝Pcの中に支持片23が挿入すると、切り溝Pcの幅長は支持片23の厚みD3と同一の幅長、つまり、切刃片12の厚みD2と同一の幅長又は同一に近い幅長に保持される。
上述のように構成されたチップソー20は、回転中心Oの回りにチップソーの回転側へ回転させて中空の被削材Pに切り込むと、切刃片12の切刃12aが被削材Pを切削して切り溝Pcを形成しつつ、この切り溝Pcの中に切刃片12と台金21の部分と支持片23とが順繰りに挿入して、被削材Pを切断する。
第2実施形態においては、支持片23が台金21の内側に配置されていることにより、支持片13を歯部14の外側に取り付ける第1実施形態のチップソー10に比べて、支持片23によってチップソー20の凹部25を狭めることがないので、チップソー20の切屑排出性の悪化を防止できる。
この第2実施形態においては、支持片23とチップソー20の逆回転側の隣の切刃片12とが円周方向に重なっており、チップソー20を外周から見て、支持片23とチップソー20の逆回転側の隣の切刃片12とが隣接配置されていることにより、支持片23とチップソー20の逆回転側の隣の切刃片12とが同一の厚み又は同一に近い厚みで連続しているので、被削材Pの切り溝Pcの幅長を第1実施形態のチップシー10より長時間幅広に保持できる。
(第3実施形態)
図11は第3実施形態のチップソーを示す平面図である。図12は図11の一点鎖線vで囲む範囲を示す拡大図である。図11と図12に示すように、第1実施形態のチップソー10と第2実施形態のチップソー20とは隣り合う2つの切刃片12,12の間に支持片13,23が設けられているが、第3の実施形態のチップソー30は支持片が設けられておらず、切刃片32がチップソー30の逆回転側へ伸びている。なお、第1実施形態のチップソー10と同一部分については同一符号を付し、その説明を省略する。第3実施形態の切刃片32は第1実施形態の切刃片12と同一の材料からなる。
図11は第3実施形態のチップソーを示す平面図である。図12は図11の一点鎖線vで囲む範囲を示す拡大図である。図11と図12に示すように、第1実施形態のチップソー10と第2実施形態のチップソー20とは隣り合う2つの切刃片12,12の間に支持片13,23が設けられているが、第3の実施形態のチップソー30は支持片が設けられておらず、切刃片32がチップソー30の逆回転側へ伸びている。なお、第1実施形態のチップソー10と同一部分については同一符号を付し、その説明を省略する。第3実施形態の切刃片32は第1実施形態の切刃片12と同一の材料からなる。
第3実施形態の切刃片32は細長い形状であり、チップソー30の回転側の端部に切刃32aを備えている。切刃片32は歯部34の径方向外側に取り付けられており、回転側の切刃32aからチップソー30の逆回転側へ歯部34の外周縁に沿って斜めに伸びている。図示例では、切刃片32は歯部34の外周縁を全て覆っている。なお、切刃片32の歯部34への取付方法は特に限定されず、例えば、ろう付けやはんだ付けや溶接などである。
図12に示すように、切刃片32は切刃部分32xと支持部分32yとを有する。切刃部分32xは切刃片32のチップソー30の回転側の部分であり、切刃32aを含んでいる。支持部分32yは切刃片32のチップソー30の逆回転側の部分である。切刃部分32xと支持部分32yは同一の厚みD2を備えている。これにより、切刃片32は切刃部分32xの切刃32aによって被削材Pに切り溝Pcを形成した後、支持部分32yによって切り溝Pcの幅長を切刃片32の厚みD2と同一に保持できるようになっている。
図13は図12を矢印L3から見た状態を示す端面図である。図12と図13に示すように、切刃片32は一部がチップソー30の逆回転側の隣の切刃片32と円周方向に重なっている。換言すると、隣り合う2つの切刃片32,32は円周方向に一部が重なる。具体的には、隣り合う2つの切刃片32,32のうち、一方の切刃片32の支持部分32yが他方の切刃片32の切刃部分32xと円周方向に重なっている。換言すると、切刃片32は一部が円周方向に重なるように回転中心Oの回りに所定角度を開けて配列されており、台金31を円周方向に隙間なく取り囲んでいる。
図13に示すように、この状態において、チップソー30を外周から見ると、隣り合う2つの切刃片32,32は円周方向に隙間なく隣接配置されており、一方の切刃片32から他方の切刃片32まで同一の厚みD2で連続している。言い換えると、隣り合う2つの切刃片32,32のうち一方の切刃片32の表面32Aと他方の切刃片32の表面32Aとは円周方向に段差なく連続しているとともに、一方の切刃片32の背面32Bと他方の切刃片32の背面32Bとは円周方向に段差なく連続している。これにより、切刃片32は被削材Pの切り溝Pの中に間隔を空けることなく連続して挿入できるようになっている。
図14は第3実施形態のチップソーによって中空の被削材を切断する状態を示す概略平面図である。図15は図14の一点鎖線viで囲む範囲を示す拡大図である。図14と図15に示すように、チップソー30によって中空の被削材Pを切断する際に、切刃片32の切刃32aが形成した切り溝Pcの中に切刃片32が挿入すると、切り溝Pcの幅長は切刃片32の厚みD2と同一の幅長に保持される。
上述のように構成されたチップソー30は、回転中心Oの回りに回転側へ回転させて中空の被削材Pに切り込むと、切刃片32の切刃32aが被削材Pを切削して切り溝Pcを形成しつつ、この切り溝Pcの中に切刃片32が間隔を空けることなく連続して挿入して、被削材Pを切断する。
第3実施形態においては、チップソー30には支持片13、23が設けられていないので、切刃片12と支持片13,23との両方を備えた第1実施形態や第2実施形態のチップソー10、20に比べて、部品点数を低減できるとともに製造コストを低減できる。
この第3実施形態においては、切刃片32がチップソー30の逆回転側へ伸びており、隣り合う2つの切刃片32,32が円周方向に一部が重なるように、切刃片32が台金31を周回状に隙間なく取り囲んでいることにより、チップソー30によって中空の被削材Pを切断する際に、切刃片32の切刃32aが形成した被削材Pの切り溝Pcの中に切刃片32が間隔を空けることなく連続して挿入するので、切り溝Pcの幅長を切刃片32の厚みD2と同一の幅長に常時保持でき、第1実施形態や第2実施形態のチップソー10、20よりきれいな切断面を得ることができる。
尚、第1実施形態から第3実施形態までのチップソー10、20、30は、上述の図示例にのみ限定されるものではなく、本考案の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。例えば、第1実施形態の支持片13は角が丸い矩形状であるが(図2参照)、支持片101は角が尖った矩形状でもよいし(図16参照)、支持片102は歯部14の径方向外側の端部(突出端)から凹部15の内底まで直線状に伸びる斜辺を備えた略三角状でもよい(図17参照)。
また、第2実施形態における支持片23は歯部24から凹部25に亘る部分の径方向内側に配置されているが(図7参照)、歯部24の径方向内側(歯部24の根元)に配置されていてもよいし、凹部25の径方向内側に配置されていてもよい。支持片201、202、203、204は歯部24のチップソー20の逆回転側の部分にそれぞれ配置されていてもよい(図18~図21参照)。
なお、第2実施形態における支持片23は長円形又は楕円形であるが(図7参照)、支持片23の平面形状は特に限定されず、例えば、円形でもよいし、五角形や六角形や八角形等の多角形でもよい。また、支持片201は矩形状でもよいし(図18参照)、支持片202はかまぼこ状でもよいし(図19参照)、支持片203は半円形でもよいし(図20参照)、支持片204は三日月状でもよい(図21参照)。
また、第3実施形態における切刃片32はチップソー30の回転側から逆回転側へ斜めに伸びる直線状であるが(図12参照)、切刃片301は湾曲状でもよい(図22参照)。
なお、第3実施形態における切刃片32は径方向内側の部分、つまり、歯部34と接する部分が平坦であるが(図12参照)、切刃片302、303、304の歯部34と接する部分は凹凸状であることが好ましい(図23~図25参照)。これにより、切刃片302、303、304を歯部34から外れ難くすることができる。具体的には、切刃片302には切刃片302の伸びる方向に突出する凸部302pと凹む窪み302qとが形成されている(図23参照)。切刃片303には切刃片303の伸びる方向に対して交差する方向、すなわち、歯部34と接する方向に突出する凸部303pと凹む窪み303qが形成されている(図24参照)。切刃片304には歯部34と接する方向に凹むアリ溝304q,304qが形成されている(図25参照)。
また、第3実施形態における切刃片32は全体が1つの材料から構成されているが、切刃片32はチップソー30の回転側の切刃部分32xとチップソー30の逆回転側の支持部分32yとで異なる材料から構成されていてもよい。例えば、図26に示すように、切刃片305は切刃部分305xが第1実施形態の切刃片12と同一の切削工具の材料から構成されており、支持部分305yが第1実施形態の支持片13と同一の耐摩耗性の材料から構成されている。これにより、チップソーの製造コストを低減できる。
また、第3実施形態における隣り合う2つの切刃片32,32が円周方向に一部が重なるように配置されているが、隣り合う2つの切刃片306,306、307,307が円周方向に重ならないように配置されていてもよい(図27と図28参照)。例えば、図27に示すように、隣り合う2つの切刃片306,306は一方の切刃306aから他方の切刃306aまでの距離をW3とすると、切刃片306は少なくとも円周方向の距離W3の半分(1/2・W3)に対応する位置まで歯部34の外周縁に沿って伸びていてもよい。これにより、従来のチップソーに比べてチップソーの外周から台金31が露出する部分を狭めることができるとともに、チップソーの製造コストを低減できる。
この場合において、図28に示すように、切刃片307はチップソー30の回転側の切刃部分307xとチップソー30の逆回転側の支持部分307yとは互いに異なる材料から構成されていてよい。すなわち、切刃片307の切刃部分307xは第1実施形態の切刃片12と同じ切削工具の材料から構成されており、切刃片307の支持部分307yは第1実施形態の支持片13と同じ耐摩耗性の材料から構成されている。これにより、チップソーの製造コストを低減できる。
1,2,3,10,20,30…チップソー、1a,12,32,301,302,303,304,305,306,307…切刃片、1A,3A、11,21,31…台金、2a,3a…第1の切刃片、2b,3b…第2の切刃片、2s,3s…溝、3c…第3の切刃片、3h…長孔、11a…取付孔、11A,12A,13A,21A,23A,32A…表面、11B,12B,13B,21B,23B,32B…背面、12a,32a,306a…切刃、13,23,101,102,201,202,203,204…支持片、14,24,34…歯部、15,25…凹部、21n…切り欠き、302p,303p…凸部、302q,303q…窪み、304q…アリ溝、32x,305x,307x…切刃部分、32y,305y,307y…支持部分、D1,D2,D3…厚み、O…回転中心、P…被削材、Pc…切り溝、Rt,Rv,Ot,In,Fr,Bk,L1,L2,L3…矢印、W1,W1a,W1b,W2,W2b,W3…距離、i,ii,iii,iv,v,vi…一点鎖線
Claims (10)
- 刃先部分に切刃片を備えた円板状のチップソーであって、隣り合う2つの前記切刃片の間に支持片が配置されており、前記切刃片と前記支持片とはチップソーの台金の厚みより幅厚に構成されており、前記支持片は前記切刃片の厚みと同一又は同一に近い厚みを備えていることを特徴とするチップソー。
- 前記支持片は隣り合う2つの前記切刃片の間における少なくとも中央位置又はその近くの位置を含むように配置されていることを特徴とする請求項1に記載のチップソー。
- 前記支持片はチップソーの逆回転側の隣の前記切刃片と円周方向に重なるように伸びていることを特徴とする請求項2に記載のチップソー。
- 前記支持片は前記台金の外側に取り付けられていることを特徴とする請求項1~3のいずれか一項に記載のチップソー。
- 前記支持片は前記台金の内側に設けられていることを特徴とする請求項1~3のいずれか一項に記載のチップソー。
- 前記切刃片と前記支持片とは互いに異なる材料から構成されていることを特徴とする請求項1~5のいずれか一項に記載のチップソー。
- 刃先部分に切刃片を備えた円板状のチップソーであって、前記切刃片はチップソーの逆回転側へ伸びており、切刃を備えたチップソーの回転側の切刃部分とチップソーの逆回転側の支持部分とを有し、前記切刃片は前記切刃部分から前記支持部分に亘ってチップソーの台金より幅厚に構成されていることを特徴とするチップソー。
- 前記切刃片の前記支持部分は少なくとも隣り合う2つの前記切刃片における一方の前記切刃から他方の前記切刃までの間の中央位置まで伸びていることを特徴とする請求項7に記載のチップソー。
- 隣り合う2つの前記切刃片は円周方向に一部重なることを特徴とする請求項7に記載のチップソー。
- 前記切刃片は前記切刃部分と前記支持部分とが互いに異なる材料から構成されていることを特徴とする請求項7~9のいずれか一項に記載のチップソー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/000,182 US20230211428A1 (en) | 2020-12-22 | 2021-02-22 | Tip saw |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020212855A JP2022099094A (ja) | 2020-12-22 | 2020-12-22 | チップソー |
| JP2020-212855 | 2020-12-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022137576A1 true WO2022137576A1 (ja) | 2022-06-30 |
Family
ID=82158016
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/006559 WO2022137576A1 (ja) | 2020-12-22 | 2021-02-22 | チップソー |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20230211428A1 (ja) |
| JP (1) | JP2022099094A (ja) |
| WO (1) | WO2022137576A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024050036A1 (en) * | 2022-09-01 | 2024-03-07 | Milwaukee Electric Tool Corporation | Reciprocating saw blade having teeth formed of a cemented ceramic material welded to the body of the blade |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3576200A (en) * | 1969-02-26 | 1971-04-27 | Heinemann Saw Corp | Circular saw |
| US4173914A (en) * | 1977-09-06 | 1979-11-13 | Vollmer Of America Corporation | Cutting teeth for circular saw blades |
| US5743163A (en) * | 1995-05-23 | 1998-04-28 | Lavinder; Edward E. | Clean cutting circular saw blade |
| JP2001009633A (ja) * | 1999-07-01 | 2001-01-16 | Motoyuki:Kk | チップソー |
| JP2006305863A (ja) * | 2005-04-28 | 2006-11-09 | Tenryu Saw Mfg Co Ltd | 丸鋸 |
| JP2007144608A (ja) * | 2005-11-02 | 2007-06-14 | Tenryu Saw Mfg Co Ltd | 回転鋸 |
| JP2009220548A (ja) * | 2008-03-15 | 2009-10-01 | Nihon Kenki Kk | 回転鋸 |
| WO2014065069A1 (ja) * | 2012-10-22 | 2014-05-01 | 兼房株式会社 | チップソー |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US192526A (en) * | 1877-06-26 | Improvement in circular saws | ||
| US646373A (en) * | 1898-07-29 | 1900-03-27 | Dewey Phillips | Saw. |
| US1810823A (en) * | 1930-06-13 | 1931-06-16 | Henry Disston & Sons Inc | Circular saw |
| US2763258A (en) * | 1954-07-01 | 1956-09-18 | Hughes Blades Inc | Construction of circular saws |
| NL112204C (ja) * | 1959-04-20 | |||
| US2990828A (en) * | 1960-09-19 | 1961-07-04 | Super Cut | Rotary segmental saw with rim rigidifying and silencing means |
| US3036567A (en) * | 1961-07-19 | 1962-05-29 | Super Cut | Rotary stone cutting saws with peripheral diamond teeth and intervening sweeper elements |
| US3133533A (en) * | 1963-03-15 | 1964-05-19 | Milton G Sprague | Circular saw |
| US3196584A (en) * | 1963-06-28 | 1965-07-27 | Tatko John | Abrasive wheels and segmented diamond wheels |
| US3513821A (en) * | 1968-02-05 | 1970-05-26 | Ferro Corp | Abrasive cut-off wheel |
| US3763601A (en) * | 1972-05-15 | 1973-10-09 | Ferro Corp | Diamond abrasive cut-off wheel |
| US3820233A (en) * | 1972-07-20 | 1974-06-28 | J Baker | Precision cutting tool |
| US4516560A (en) * | 1982-07-29 | 1985-05-14 | Federal-Mogul Corporation | Abrasive cutting wheel and method of cutting abradable material |
| US4462382A (en) * | 1983-06-30 | 1984-07-31 | Baron Frank C | Circular saw for cutting green concrete and asphalt |
| US4627322A (en) * | 1985-09-17 | 1986-12-09 | Lebever Co. | Circular saw blade assembly |
| JPH05285722A (ja) * | 1992-04-07 | 1993-11-02 | Kimura Shokai:Kk | 歯先にダイヤモンドと超硬合金 を併用したチップソー |
| US5285768A (en) * | 1992-08-28 | 1994-02-15 | Sanders Saws, Inc. | Two tier groove cutting circular saw blade with anti-undercut features |
| JPH0839346A (ja) * | 1994-07-27 | 1996-02-13 | Osaka Diamond Ind Co Ltd | サーキュラソー |
| US6203416B1 (en) * | 1998-09-10 | 2001-03-20 | Atock Co., Ltd. | Outer-diameter blade, inner-diameter blade, core drill and processing machines using same ones |
| KR100440869B1 (ko) * | 2001-02-19 | 2004-07-19 | 이화다이아몬드공업 주식회사 | 절단용 톱판 |
| KR100440870B1 (ko) * | 2001-02-19 | 2004-07-19 | 이화다이아몬드공업 주식회사 | 언더컷 방지용 팁을 이용한 다이아몬드 소우 블레이드 |
| US6845767B2 (en) * | 2002-05-14 | 2005-01-25 | Diamant Boart, Inc. | Segmented diamond blade with undercut protection |
| RU2004101704A (ru) * | 2004-01-20 | 2005-06-27 | Михаил Андреевич Бранфилев (RU) | Круглая строгальная пила |
| US20080017009A1 (en) * | 2004-02-13 | 2008-01-24 | Setliff David D | Reversible circular saw blade |
| DE102004031600B4 (de) * | 2004-06-30 | 2006-04-20 | Hilti Ag | Werkzeug zur Bearbeitung eines mineralischen Untergrundes mit einem Ultraschall-Werkzeuggerät |
| FI3464821T3 (fi) * | 2016-05-27 | 2024-10-18 | Joy Global Underground Mining Llc | Segmentoidulla leikkauslevyllä varustettu leikkuupää |
-
2020
- 2020-12-22 JP JP2020212855A patent/JP2022099094A/ja active Pending
-
2021
- 2021-02-22 WO PCT/JP2021/006559 patent/WO2022137576A1/ja active Application Filing
- 2021-02-22 US US18/000,182 patent/US20230211428A1/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3576200A (en) * | 1969-02-26 | 1971-04-27 | Heinemann Saw Corp | Circular saw |
| US4173914A (en) * | 1977-09-06 | 1979-11-13 | Vollmer Of America Corporation | Cutting teeth for circular saw blades |
| US5743163A (en) * | 1995-05-23 | 1998-04-28 | Lavinder; Edward E. | Clean cutting circular saw blade |
| JP2001009633A (ja) * | 1999-07-01 | 2001-01-16 | Motoyuki:Kk | チップソー |
| JP2006305863A (ja) * | 2005-04-28 | 2006-11-09 | Tenryu Saw Mfg Co Ltd | 丸鋸 |
| JP2007144608A (ja) * | 2005-11-02 | 2007-06-14 | Tenryu Saw Mfg Co Ltd | 回転鋸 |
| JP2009220548A (ja) * | 2008-03-15 | 2009-10-01 | Nihon Kenki Kk | 回転鋸 |
| WO2014065069A1 (ja) * | 2012-10-22 | 2014-05-01 | 兼房株式会社 | チップソー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022099094A (ja) | 2022-07-04 |
| US20230211428A1 (en) | 2023-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5221342B2 (ja) | 特にクランク軸加工のためのカッティングインサート | |
| CN100404179C (zh) | 切削元件和装备有至少一个切削元件的刀具 | |
| US8827606B2 (en) | Multi-piece drill head and drill including the same | |
| JPH0753853Y2 (ja) | ボールエンドミル | |
| JP4763855B2 (ja) | 切削インサート及び切削工具、並びにそれを用いた被削材の切削方法 | |
| WO2013018724A1 (ja) | 切削インサートおよび回転切削工具 | |
| US8702357B2 (en) | Multi-piece drill head and drill including the same | |
| JPH07276130A (ja) | 切削チップ特に転回式切削チップ | |
| JP2019042816A (ja) | 切削インサート及び切削工具 | |
| WO2006099607A2 (en) | Saw blade | |
| WO2022137576A1 (ja) | チップソー | |
| JP2021528261A (ja) | 両面接線フライス切削インサート | |
| JPH0512029U (ja) | ボールエンドミル | |
| JP4830552B2 (ja) | 正面フライス | |
| JP6847230B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP2008213117A (ja) | 回転鋸 | |
| JP2024161296A (ja) | チップソー | |
| JP4624755B2 (ja) | 歯切り用回転切削工具 | |
| JPWO2014021250A1 (ja) | 切削インサート、切削工具および切削加工物の製造方法 | |
| JP3033166B2 (ja) | 回転工具 | |
| JP2000254822A (ja) | チップソー | |
| JP2009061521A (ja) | スローアウェイチップとそれを用いた回転切削工具 | |
| JP2014124719A (ja) | 切削インサート、切削工具および切削加工物の製造方法 | |
| JPH07115254B2 (ja) | エンドミル | |
| JP2008213093A (ja) | チップソー、その製造方法及びチップソー用チップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21909738 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21909738 Country of ref document: EP Kind code of ref document: A1 |