WO2021235493A1 - Film multicouche, corps moulé, procédé de production de film multicouche et procédé de production de corps moulé - Google Patents
Film multicouche, corps moulé, procédé de production de film multicouche et procédé de production de corps moulé Download PDFInfo
- Publication number
- WO2021235493A1 WO2021235493A1 PCT/JP2021/019013 JP2021019013W WO2021235493A1 WO 2021235493 A1 WO2021235493 A1 WO 2021235493A1 JP 2021019013 W JP2021019013 W JP 2021019013W WO 2021235493 A1 WO2021235493 A1 WO 2021235493A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coating layer
- laminated film
- layer
- resin composition
- base material
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 34
- 239000011247 coating layer Substances 0.000 claims abstract description 197
- 239000011342 resin composition Substances 0.000 claims abstract description 166
- 239000000463 material Substances 0.000 claims abstract description 100
- 238000007373 indentation Methods 0.000 claims abstract description 95
- 238000000034 method Methods 0.000 claims abstract description 84
- 239000010410 layer Substances 0.000 claims description 257
- 229920005989 resin Polymers 0.000 claims description 138
- 239000011347 resin Substances 0.000 claims description 138
- 238000000465 moulding Methods 0.000 claims description 31
- 239000000758 substrate Substances 0.000 claims description 25
- 238000006116 polymerization reaction Methods 0.000 claims description 19
- 238000000576 coating method Methods 0.000 claims description 16
- 239000011248 coating agent Substances 0.000 claims description 11
- 230000001678 irradiating effect Effects 0.000 claims description 9
- 239000010408 film Substances 0.000 description 277
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 56
- 229920000642 polymer Polymers 0.000 description 49
- 238000002360 preparation method Methods 0.000 description 49
- 239000010419 fine particle Substances 0.000 description 39
- 239000007787 solid Substances 0.000 description 39
- 239000000178 monomer Substances 0.000 description 37
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 36
- -1 polyethylene terephthalate Polymers 0.000 description 34
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 32
- 239000002245 particle Substances 0.000 description 30
- 230000001681 protective effect Effects 0.000 description 29
- 229920000058 polyacrylate Polymers 0.000 description 26
- 238000006243 chemical reaction Methods 0.000 description 23
- 230000003287 optical effect Effects 0.000 description 19
- 239000003999 initiator Substances 0.000 description 17
- 239000000945 filler Substances 0.000 description 16
- 238000013461 design Methods 0.000 description 15
- 239000002243 precursor Substances 0.000 description 15
- 238000012360 testing method Methods 0.000 description 15
- 230000000007 visual effect Effects 0.000 description 14
- ARXJGSRGQADJSQ-UHFFFAOYSA-N 1-methoxypropan-2-ol Chemical compound COCC(C)O ARXJGSRGQADJSQ-UHFFFAOYSA-N 0.000 description 13
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 13
- 239000000377 silicon dioxide Substances 0.000 description 13
- 239000002904 solvent Substances 0.000 description 13
- VFHVQBAGLAREND-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 VFHVQBAGLAREND-UHFFFAOYSA-N 0.000 description 12
- 230000014759 maintenance of location Effects 0.000 description 12
- 239000000203 mixture Substances 0.000 description 12
- 150000001875 compounds Chemical class 0.000 description 11
- 238000001035 drying Methods 0.000 description 11
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 11
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 10
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 10
- 238000011156 evaluation Methods 0.000 description 9
- 238000001746 injection moulding Methods 0.000 description 9
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 8
- 238000012546 transfer Methods 0.000 description 8
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 7
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 7
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- UPTYCYWTFGTCCG-UHFFFAOYSA-N 5-(1-piperazinylsulfonyl)isoquinoline Chemical compound C=1C=CC2=CN=CC=C2C=1S(=O)(=O)N1CCNCC1 UPTYCYWTFGTCCG-UHFFFAOYSA-N 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 6
- DAKWPKUUDNSNPN-UHFFFAOYSA-N Trimethylolpropane triacrylate Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 description 6
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 6
- 239000003054 catalyst Substances 0.000 description 6
- 238000005034 decoration Methods 0.000 description 6
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 6
- 238000010030 laminating Methods 0.000 description 6
- 239000002346 layers by function Substances 0.000 description 6
- 239000011259 mixed solution Substances 0.000 description 6
- 229910052709 silver Inorganic materials 0.000 description 6
- 239000004332 silver Substances 0.000 description 6
- 239000000243 solution Substances 0.000 description 6
- 229940096522 trimethylolpropane triacrylate Drugs 0.000 description 6
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 5
- 239000004925 Acrylic resin Substances 0.000 description 5
- 229920000178 Acrylic resin Polymers 0.000 description 5
- 238000005033 Fourier transform infrared spectroscopy Methods 0.000 description 5
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 5
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 5
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 5
- 239000004417 polycarbonate Substances 0.000 description 5
- 229920000515 polycarbonate Polymers 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- 239000004926 polymethyl methacrylate Substances 0.000 description 5
- 229920005862 polyol Polymers 0.000 description 5
- 229920000098 polyolefin Polymers 0.000 description 5
- 239000011164 primary particle Substances 0.000 description 5
- 238000003756 stirring Methods 0.000 description 5
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 5
- 229910001887 tin oxide Inorganic materials 0.000 description 5
- FVQMJJQUGGVLEP-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy 2-ethylhexaneperoxoate Chemical compound CCCCC(CC)C(=O)OOOC(C)(C)C FVQMJJQUGGVLEP-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- 239000004793 Polystyrene Substances 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- 125000005442 diisocyanate group Chemical group 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 4
- 239000001023 inorganic pigment Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000012299 nitrogen atmosphere Substances 0.000 description 4
- 239000012860 organic pigment Substances 0.000 description 4
- 239000003973 paint Substances 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 239000005056 polyisocyanate Substances 0.000 description 4
- 229920001228 polyisocyanate Polymers 0.000 description 4
- 150000003077 polyols Chemical class 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 229920002223 polystyrene Polymers 0.000 description 4
- 238000007639 printing Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 229920001909 styrene-acrylic polymer Polymers 0.000 description 4
- 238000002834 transmittance Methods 0.000 description 4
- 230000002087 whitening effect Effects 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 3
- PTJWCLYPVFJWMP-UHFFFAOYSA-N 2-[[3-hydroxy-2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)COCC(CO)(CO)CO PTJWCLYPVFJWMP-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 3
- 239000007983 Tris buffer Substances 0.000 description 3
- 238000000862 absorption spectrum Methods 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 239000004202 carbamide Substances 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 3
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 3
- 238000000691 measurement method Methods 0.000 description 3
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229920006324 polyoxymethylene Polymers 0.000 description 3
- 239000004800 polyvinyl chloride Substances 0.000 description 3
- 229920000915 polyvinyl chloride Polymers 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 238000000427 thin-film deposition Methods 0.000 description 3
- LENZDBCJOHFCAS-UHFFFAOYSA-N tris Chemical compound OCC(N)(CO)CO LENZDBCJOHFCAS-UHFFFAOYSA-N 0.000 description 3
- 238000007740 vapor deposition Methods 0.000 description 3
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 2
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 2
- FWLHAQYOFMQTHQ-UHFFFAOYSA-N 2-N-[8-[[8-(4-aminoanilino)-10-phenylphenazin-10-ium-2-yl]amino]-10-phenylphenazin-10-ium-2-yl]-8-N,10-diphenylphenazin-10-ium-2,8-diamine hydroxy-oxido-dioxochromium Chemical compound O[Cr]([O-])(=O)=O.O[Cr]([O-])(=O)=O.O[Cr]([O-])(=O)=O.Nc1ccc(Nc2ccc3nc4ccc(Nc5ccc6nc7ccc(Nc8ccc9nc%10ccc(Nc%11ccccc%11)cc%10[n+](-c%10ccccc%10)c9c8)cc7[n+](-c7ccccc7)c6c5)cc4[n+](-c4ccccc4)c3c2)cc1 FWLHAQYOFMQTHQ-UHFFFAOYSA-N 0.000 description 2
- ZNQVEEAIQZEUHB-UHFFFAOYSA-N 2-ethoxyethanol Chemical compound CCOCCO ZNQVEEAIQZEUHB-UHFFFAOYSA-N 0.000 description 2
- DPNXHTDWGGVXID-UHFFFAOYSA-N 2-isocyanatoethyl prop-2-enoate Chemical compound C=CC(=O)OCCN=C=O DPNXHTDWGGVXID-UHFFFAOYSA-N 0.000 description 2
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 2
- YEJRWHAVMIAJKC-UHFFFAOYSA-N 4-Butyrolactone Chemical compound O=C1CCCO1 YEJRWHAVMIAJKC-UHFFFAOYSA-N 0.000 description 2
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 2
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 2
- 238000004566 IR spectroscopy Methods 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 2
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004695 Polyether sulfone Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- GUCYFKSBFREPBC-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphoryl]-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C GUCYFKSBFREPBC-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 229920006243 acrylic copolymer Polymers 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 239000005456 alcohol based solvent Substances 0.000 description 2
- RDOXTESZEPMUJZ-UHFFFAOYSA-N anisole Chemical compound COC1=CC=CC=C1 RDOXTESZEPMUJZ-UHFFFAOYSA-N 0.000 description 2
- 239000003242 anti bacterial agent Substances 0.000 description 2
- 230000000844 anti-bacterial effect Effects 0.000 description 2
- 230000003373 anti-fouling effect Effects 0.000 description 2
- 230000000840 anti-viral effect Effects 0.000 description 2
- 239000002519 antifouling agent Substances 0.000 description 2
- 239000003429 antifungal agent Substances 0.000 description 2
- 229940121375 antifungal agent Drugs 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- 239000003443 antiviral agent Substances 0.000 description 2
- 230000001588 bifunctional effect Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 235000010980 cellulose Nutrition 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- GBRBMTNGQBKBQE-UHFFFAOYSA-L copper;diiodide Chemical compound I[Cu]I GBRBMTNGQBKBQE-UHFFFAOYSA-L 0.000 description 2
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 229920006351 engineering plastic Polymers 0.000 description 2
- 239000003759 ester based solvent Substances 0.000 description 2
- OYQYHJRSHHYEIG-UHFFFAOYSA-N ethyl carbamate;urea Chemical compound NC(N)=O.CCOC(N)=O OYQYHJRSHHYEIG-UHFFFAOYSA-N 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 235000011187 glycerol Nutrition 0.000 description 2
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 2
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 2
- 230000005865 ionizing radiation Effects 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- ZXEKIIBDNHEJCQ-UHFFFAOYSA-N isobutanol Chemical compound CC(C)CO ZXEKIIBDNHEJCQ-UHFFFAOYSA-N 0.000 description 2
- 239000012948 isocyanate Substances 0.000 description 2
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical group OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 2
- 239000005453 ketone based solvent Substances 0.000 description 2
- 239000004611 light stabiliser Substances 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 229940105570 ornex Drugs 0.000 description 2
- NWVVVBRKAWDGAB-UHFFFAOYSA-N p-methoxyphenol Chemical compound COC1=CC=C(O)C=C1 NWVVVBRKAWDGAB-UHFFFAOYSA-N 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000767 polyaniline Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920006393 polyether sulfone Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 239000003505 polymerization initiator Substances 0.000 description 2
- 229920000306 polymethylpentene Polymers 0.000 description 2
- 239000011116 polymethylpentene Substances 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000005033 polyvinylidene chloride Substances 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 150000005846 sugar alcohols Polymers 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 238000007666 vacuum forming Methods 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 2
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 1
- LZDKZFUFMNSQCJ-UHFFFAOYSA-N 1,2-diethoxyethane Chemical compound CCOCCOCC LZDKZFUFMNSQCJ-UHFFFAOYSA-N 0.000 description 1
- ALQLPWJFHRMHIU-UHFFFAOYSA-N 1,4-diisocyanatobenzene Chemical compound O=C=NC1=CC=C(N=C=O)C=C1 ALQLPWJFHRMHIU-UHFFFAOYSA-N 0.000 description 1
- SBJCUZQNHOLYMD-UHFFFAOYSA-N 1,5-Naphthalene diisocyanate Chemical compound C1=CC=C2C(N=C=O)=CC=CC2=C1N=C=O SBJCUZQNHOLYMD-UHFFFAOYSA-N 0.000 description 1
- ATOUXIOKEJWULN-UHFFFAOYSA-N 1,6-diisocyanato-2,2,4-trimethylhexane Chemical compound O=C=NCCC(C)CC(C)(C)CN=C=O ATOUXIOKEJWULN-UHFFFAOYSA-N 0.000 description 1
- QGLRLXLDMZCFBP-UHFFFAOYSA-N 1,6-diisocyanato-2,4,4-trimethylhexane Chemical compound O=C=NCC(C)CC(C)(C)CCN=C=O QGLRLXLDMZCFBP-UHFFFAOYSA-N 0.000 description 1
- RRQYJINTUHWNHW-UHFFFAOYSA-N 1-ethoxy-2-(2-ethoxyethoxy)ethane Chemical compound CCOCCOCCOCC RRQYJINTUHWNHW-UHFFFAOYSA-N 0.000 description 1
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 1
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- XNWFRZJHXBZDAG-UHFFFAOYSA-N 2-METHOXYETHANOL Chemical compound COCCO XNWFRZJHXBZDAG-UHFFFAOYSA-N 0.000 description 1
- JTXMVXSTHSMVQF-UHFFFAOYSA-N 2-acetyloxyethyl acetate Chemical compound CC(=O)OCCOC(C)=O JTXMVXSTHSMVQF-UHFFFAOYSA-N 0.000 description 1
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- MWDGNKGKLOBESZ-UHFFFAOYSA-N 2-oxooctanal Chemical compound CCCCCCC(=O)C=O MWDGNKGKLOBESZ-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- SXIFAEWFOJETOA-UHFFFAOYSA-N 4-hydroxy-butyl Chemical group [CH2]CCCO SXIFAEWFOJETOA-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- GOEJXYYVIPTRLO-UHFFFAOYSA-N C(CC)OC(C=C)=O.N=C=O Chemical compound C(CC)OC(C=C)=O.N=C=O GOEJXYYVIPTRLO-UHFFFAOYSA-N 0.000 description 1
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- ZAFNJMIOTHYJRJ-UHFFFAOYSA-N Diisopropyl ether Chemical compound CC(C)OC(C)C ZAFNJMIOTHYJRJ-UHFFFAOYSA-N 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- ZGFPUTOTEJOSAY-UHFFFAOYSA-N FC1=C([Ti])C(F)=CC=C1N1C=CC=C1 Chemical compound FC1=C([Ti])C(F)=CC=C1N1C=CC=C1 ZGFPUTOTEJOSAY-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- SUAKHGWARZSWIH-UHFFFAOYSA-N N,N‐diethylformamide Chemical compound CCN(CC)C=O SUAKHGWARZSWIH-UHFFFAOYSA-N 0.000 description 1
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 1
- GWGWXYUPRTXVSY-UHFFFAOYSA-N N=C=O.N=C=O.CC1=CC=C(C)C=C1 Chemical compound N=C=O.N=C=O.CC1=CC=C(C)C=C1 GWGWXYUPRTXVSY-UHFFFAOYSA-N 0.000 description 1
- UQBRAHLFLCMLBA-UHFFFAOYSA-N N=C=O.N=C=O.CC1=CC=CC(C)=C1 Chemical compound N=C=O.N=C=O.CC1=CC=CC(C)=C1 UQBRAHLFLCMLBA-UHFFFAOYSA-N 0.000 description 1
- QORUGOXNWQUALA-UHFFFAOYSA-N N=C=O.N=C=O.N=C=O.C1=CC=C(C(C2=CC=CC=C2)C2=CC=CC=C2)C=C1 Chemical compound N=C=O.N=C=O.N=C=O.C1=CC=C(C(C2=CC=CC=C2)C2=CC=CC=C2)C=C1 QORUGOXNWQUALA-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 229930040373 Paraformaldehyde Natural products 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical compound N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- HZEWFHLRYVTOIW-UHFFFAOYSA-N [Ti].[Ni] Chemical compound [Ti].[Ni] HZEWFHLRYVTOIW-UHFFFAOYSA-N 0.000 description 1
- KXBFLNPZHXDQLV-UHFFFAOYSA-N [cyclohexyl(diisocyanato)methyl]cyclohexane Chemical compound C1CCCCC1C(N=C=O)(N=C=O)C1CCCCC1 KXBFLNPZHXDQLV-UHFFFAOYSA-N 0.000 description 1
- UKLDJPRMSDWDSL-UHFFFAOYSA-L [dibutyl(dodecanoyloxy)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCC)(CCCC)OC(=O)CCCCCCCCCCC UKLDJPRMSDWDSL-UHFFFAOYSA-L 0.000 description 1
- 238000002835 absorbance Methods 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000011354 acetal resin Substances 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 238000007754 air knife coating Methods 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000003849 aromatic solvent Substances 0.000 description 1
- 238000007611 bar coating method Methods 0.000 description 1
- HIFVAOIJYDXIJG-UHFFFAOYSA-N benzylbenzene;isocyanic acid Chemical class N=C=O.N=C=O.C=1C=CC=CC=1CC1=CC=CC=C1 HIFVAOIJYDXIJG-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 1
- 239000001055 blue pigment Substances 0.000 description 1
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- CREMABGTGYGIQB-UHFFFAOYSA-N carbon carbon Chemical compound C.C CREMABGTGYGIQB-UHFFFAOYSA-N 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- XCJYREBRNVKWGJ-UHFFFAOYSA-N copper(II) phthalocyanine Chemical compound [Cu+2].C12=CC=CC=C2C(N=C2[N-]C(C3=CC=CC=C32)=N2)=NC1=NC([C]1C=CC=CC1=1)=NC=1N=C1[C]3C=CC=CC3=C2[N-]1 XCJYREBRNVKWGJ-UHFFFAOYSA-N 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 238000007766 curtain coating Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 229920005994 diacetyl cellulose Polymers 0.000 description 1
- 239000012975 dibutyltin dilaurate Substances 0.000 description 1
- 238000007607 die coating method Methods 0.000 description 1
- 229940019778 diethylene glycol diethyl ether Drugs 0.000 description 1
- SBZXBUIDTXKZTM-UHFFFAOYSA-N diglyme Chemical compound COCCOCCOC SBZXBUIDTXKZTM-UHFFFAOYSA-N 0.000 description 1
- 125000002147 dimethylamino group Chemical group [H]C([H])([H])N(*)C([H])([H])[H] 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- XVKKIGYVKWTOKG-UHFFFAOYSA-N diphenylphosphoryl(phenyl)methanone Chemical compound C=1C=CC=CC=1P(=O)(C=1C=CC=CC=1)C(=O)C1=CC=CC=C1 XVKKIGYVKWTOKG-UHFFFAOYSA-N 0.000 description 1
- SQXGNIAFWCTHCR-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-triethylphenyl)methanone Chemical compound CCC1=CC(CC)=CC(CC)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 SQXGNIAFWCTHCR-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000004210 ether based solvent Substances 0.000 description 1
- 125000004494 ethyl ester group Chemical group 0.000 description 1
- VPASWAQPISSKJP-UHFFFAOYSA-N ethyl prop-2-enoate;isocyanic acid Chemical compound N=C=O.CCOC(=O)C=C VPASWAQPISSKJP-UHFFFAOYSA-N 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229940035429 isobutyl alcohol Drugs 0.000 description 1
- PXZQEOJJUGGUIB-UHFFFAOYSA-N isoindolin-1-one Chemical compound C1=CC=C2C(=O)NCC2=C1 PXZQEOJJUGGUIB-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- JMMWKPVZQRWMSS-UHFFFAOYSA-N isopropanol acetate Natural products CC(C)OC(C)=O JMMWKPVZQRWMSS-UHFFFAOYSA-N 0.000 description 1
- 229940011051 isopropyl acetate Drugs 0.000 description 1
- GWYFCOCPABKNJV-UHFFFAOYSA-N isovaleric acid Chemical compound CC(C)CC(O)=O GWYFCOCPABKNJV-UHFFFAOYSA-N 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000011133 lead Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- RBQRWNWVPQDTJJ-UHFFFAOYSA-N methacryloyloxyethyl isocyanate Chemical compound CC(=C)C(=O)OCCN=C=O RBQRWNWVPQDTJJ-UHFFFAOYSA-N 0.000 description 1
- UZKWTJUDCOPSNM-UHFFFAOYSA-N methoxybenzene Substances CCCCOC=C UZKWTJUDCOPSNM-UHFFFAOYSA-N 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 125000004573 morpholin-4-yl group Chemical group N1(CCOCC1)* 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 125000003518 norbornenyl group Chemical group C12(C=CC(CC1)C2)* 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920006284 nylon film Polymers 0.000 description 1
- OTLDLKLSNZMTTA-UHFFFAOYSA-N octahydro-1h-4,7-methanoindene-1,5-diyldimethanol Chemical compound C1C2C3C(CO)CCC3C1C(CO)C2 OTLDLKLSNZMTTA-UHFFFAOYSA-N 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 125000001037 p-tolyl group Chemical group [H]C1=C([H])C(=C([H])C([H])=C1*)C([H])([H])[H] 0.000 description 1
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 1
- DLRJIFUOBPOJNS-UHFFFAOYSA-N phenetole Chemical compound CCOC1=CC=CC=C1 DLRJIFUOBPOJNS-UHFFFAOYSA-N 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920001610 polycaprolactone Polymers 0.000 description 1
- 239000004632 polycaprolactone Substances 0.000 description 1
- 229920006289 polycarbonate film Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920005906 polyester polyol Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000001054 red pigment Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007761 roller coating Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- JRMUNVKIHCOMHV-UHFFFAOYSA-M tetrabutylammonium bromide Chemical compound [Br-].CCCC[N+](CCCC)(CCCC)CCCC JRMUNVKIHCOMHV-UHFFFAOYSA-M 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- RUELTTOHQODFPA-UHFFFAOYSA-N toluene 2,6-diisocyanate Chemical compound CC1=C(N=C=O)C=CC=C1N=C=O RUELTTOHQODFPA-UHFFFAOYSA-N 0.000 description 1
- 238000005809 transesterification reaction Methods 0.000 description 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000012463 white pigment Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 239000001052 yellow pigment Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
- B32B37/1054—Regulating the dimensions of the laminate, e.g. by adjusting the nip or platen gap
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/06—Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/046—Forming abrasion-resistant coatings; Forming surface-hardening coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/536—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2310/00—Treatment by energy or chemical effects
- B32B2310/08—Treatment by energy or chemical effects by wave energy or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2333/00—Polymers of unsaturated acids or derivatives thereof
- B32B2333/04—Polymers of esters
- B32B2333/12—Polymers of methacrylic acid esters, e.g. PMMA, i.e. polymethylmethacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2369/00—Polycarbonates
Definitions
- the present invention relates to a laminated film and a molded product, and a method for producing these.
- the display is used for various electrical components such as computers, televisions, mobile phones, personal digital assistants (tablet personal computers, mobile devices, electronic organizers, etc.), in-vehicle devices, and the like.
- Patent Document 1 discloses a film having a convex portion having a height of 100 nm or more and 250 nm or less.
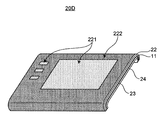
- the protective material has a design in which a plurality of areas having different surface textures such as textures are seamlessly formed (hereinafter referred to as seamless design), for example, an information display part of a display and a bezel part surrounding the information display part are integrated.
- seamless design a design in which a plurality of areas having different surface textures such as textures are seamlessly formed
- an information display part of a display and a bezel part surrounding the information display part are integrated.
- An object of the present invention is to provide a laminated film having excellent shapeability and mold releasability, which is suitable for realizing a seamless design.
- the coating layer contains an active energy ray-curable resin composition and contains.
- the thickness of the coating layer is more than 2 ⁇ m.
- the indentation hardness HB 100 by the nanoindentation method at an indentation depth of 100 nm of the coating layer is 0.30 GPa or more and 0.65 GPa or less.
- the indentation hardness HB 2000 by the nanoindentation method at an indentation depth of 2000 nm of the coating layer is 0.15 GPa or more and 0.35 GPa or less.
- the indentation hardness HB 2000 is a laminated film smaller than the indentation hardness HB 100.
- the thickness of the coating layer is more than 2 ⁇ m.
- the indentation hardness HB 100 by the nanoindentation method at an indentation depth of 100 nm of the coating layer is 0.30 GPa or more and 0.65 GPa or less.
- the indentation hardness HB 2000 by the nanoindentation method at an indentation depth of 2000 nm of the coating layer is 0.15 GPa or more and 0.35 GPa or less.
- the indentation hardness HB 2000 is a method for producing a laminated film, which is smaller than the indentation hardness HB 100.
- a cured resin layer disposed on at least one main surface of the transparent support substrate.
- the main surface of the cured resin layer on the opposite side of the transparent supporting base material includes a first region in which irregularities are formed and a second region other than that.
- the first region and the second region are integrally formed.
- the cured resin layer is arranged on one main surface of the transparent supporting base material, and is arranged on one main surface.
- the cured resin layer is arranged on one main surface of the transparent supporting base material, and is arranged on one main surface.
- the coating layer is arranged on one main surface of the transparent supporting base material.
- the coating layer is arranged on one main surface of the transparent supporting base material.
- the coating layer is opposed to the mold, and the molding resin is injected toward the transparent support base material to form the molding resin layer together with the unevenness on the coating layer.
- the mold imparts a three-dimensional shape to the laminated film and gives the laminated film a three-dimensional shape.
- a layer containing a cured resin (hereinafter, may be referred to as a cured resin layer) is usually arranged on the outermost side of the protective material.
- a region corresponding to an information display portion of a display and a region corresponding to a bezel need to be integrally formed on this cured resin layer. That is, on the surface of the cured resin layer, a region having unevenness and a region having a different texture (texture), for example, a glossy feeling must be formed.
- texture for example, a glossy feeling
- the region having unevenness and the region having a texture different from this are formed by, for example, pressing a mold having an uneven portion and a flat portion against a cured resin layer (coating layer) that is neither completely uncured nor completely cured. Will be done. If the tackiness of the coating layer is large, the surface of the coating layer, which is particularly in close contact with the flat portion, becomes rough or whitened when peeled from the mold, and it is difficult to obtain a desired texture. The tackiness of the coating layer is affected by the hardness of the coating layer in the vicinity of the surface.
- the ease of forming irregularities is affected by the hardness inside the coating layer.
- the hardness inside the coating layer is excessively low, the restoration rate becomes high and unevenness is difficult to form.
- the hardness at the internal position of the coating layer to the same extent as the height of the applied convex portion has a great influence on the easiness of forming the unevenness.
- the present embodiment focuses on the hardness near and inside the surface of the coating layer, and provides a laminated film having a coating layer in which these satisfy a specific range and relationship.
- a coating layer is neither completely uncured nor completely cured. Therefore, the coating layer has both hardness that allows unevenness to be transferred and low tackiness that can be easily peeled off from the mold. Therefore, it is possible to simultaneously form a plurality of regions having different textures on the coating layer, for example, an uneven region and a smooth region.
- the coating layer formed into a three-dimensional shape (for example, preformed) can be uncured or semi-cured, it is easy to stretch. Therefore, it is also possible to form the laminated film into a complicated three-dimensional shape. In addition, these shapes are retained for a long period of time by completely curing the coating layer after imparting irregularities and, if necessary, three-dimensional shapes.
- a seamless design is realized by using the laminated film according to this embodiment. That is, the laminated film according to this embodiment is suitable as a material for a molded product having a seamless design.
- the laminated film according to this embodiment is particularly suitable as a material for a large molded body having the above-mentioned seamless design.
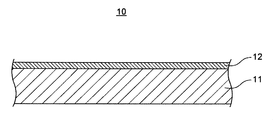
- the laminated film according to the present embodiment includes a transparent support base material and a coating layer arranged on at least one main surface of the transparent support base material.
- the thickness of the coating layer is more than 2 ⁇ m.
- the coating layer contains an active energy ray-curable resin composition.
- the indentation hardness HB 100 by the nanoindentation method at an indentation depth of 100 nm of the coating layer is 0.30 GPa or more and 0.65 GPa or less.
- the indentation hardness HB 2000 by the nanoindentation method at an indentation depth of 2000 nm of the coating layer is 0.15 GPa or more and 0.35 GPa or less.
- the indentation hardness HB 2000 is smaller than the indentation hardness HB 100. It can be said that such a coating layer is in a state of neither completely uncured nor completely cured (hereinafter, referred to as semi-cured or semi-cured state).
- the indentation hardness HB 100 indicates the hardness in the vicinity of the surface of the coating layer (hereinafter, may be referred to as surface hardness).
- the indentation hardness HB 2000 indicates the hardness inside the coating layer (hereinafter, may be referred to as internal hardness).
- the inside of the coating layer is a region of the coating layer on the transparent support base material side. The greater the indentation hardness, the higher the hardness. The hardness of the coating layer may decrease from the surface toward the transparent supporting substrate.
- the internal hardness of the coating layer is dominant in the ease of forming irregularities. If the internal hardness is low, the coating layer can be easily deformed along the unevenness of the pressed mold. However, if the hardness of the coating layer is excessively low, the coating layer tends to return to its original shape when the laminated film is removed from the mold. This tendency is remarkable when the convex part is high.
- the coating layer has an internal hardness sufficient to transfer and maintain the unevenness.
- the surface hardness of the coating layer is high, and it exhibits low tackiness and is not easily deformed. That is, the deformation of the unevenness when peeled from the mold is suppressed by the high surface hardness of the coating layer. Therefore, desired unevenness can be easily formed on the laminated film according to the present embodiment.
- the coating layer is provided with the relatively high convex portion as described above, and the hardness of the coating layer at a depth of 2000 nm is focused on.
- Patent Document 1 defines the parameter ⁇ related to the ratio of the elastic component to the viscous component to be 80 or more and 94 or less. This value indicates that the restoration rate is high when the indenter is pushed into the coating layer.
- a high recovery rate means that the coating layer, at least in the vicinity of the surface, has a low hardness and high elasticity.
- the inside of the coating layer is usually less hard than the surface. That is, the inside of the coating layer has higher elasticity. As described above, it is difficult to accurately form a convex portion having a high elasticity of 300 nm or more on a coating layer having high elasticity both on the surface and inside and a high restoration rate.
- the indentation hardness HB 100 is 0.30 GPa or more, the surface of the coating layer exhibits low tackiness and is not easily deformed. Therefore, the coating layer is easily peeled off from the mold. That is, the laminated film can be peeled off while maintaining the pattern of the mold transferred to the surface of the coating layer with high accuracy.
- the indentation hardness HB 100 is 0.65 GPa or less, it becomes easy to stretch the laminated film. Therefore, the laminated film can be formed into a complicated three-dimensional shape while suppressing the occurrence of cracks.
- the coating layer has a hardness such that unevenness is easily formed. That is, the coating layer has excellent formability. Therefore, a desired pattern can be imparted to the coating layer.
- the indentation hardness HB 2000 is smaller than the indentation hardness HB 100, the vicinity of the surface and the inside of the coating layer can exert their respective functions. That is, the coating layer exhibits excellent releasability and formability.
- the coating layer can be completely cured after giving the laminated film fine irregularities and, if necessary, a three-dimensional shape. As a result, the imparted unevenness and three-dimensional shape are maintained for a long period of time. That is, the obtained molded product has excellent shape retention.
- the measurement target of the indentation hardness HB 100 and the indentation hardness HB 2000 is the laminated film immediately before the fine irregularities are formed.
- the coating layer in the laminated film to be measured is in a semi-cured state.
- the laminated film after the indentation hardness is measured and before the unevenness is formed may be heat-treated, decorated, or preformed. After heat treatment, decoration, and preformation, the indentation hardness HB 100 and the indentation hardness HB 2000 may be measured.
- the indentation hardness H by the nanoindentation method is determined by, for example, continuous stiffness measurement using a nanoindentation device.
- a minute load (alternating current (AC) load) is applied to the sample in addition to a quasi-static test load (direct current (DC) load).
- AC alternating current
- DC direct current
- the stiffness with respect to the depth is calculated from the vibration component of the resulting displacement and the phase difference between the displacement and the load. This makes it possible to obtain a continuous profile of hardness with respect to the depth.
- the hardness at a depth of 100 nm is the indentation hardness HB 100 or HA 100 described later
- the hardness at 2000 nm is the indentation hardness HB 2000 or HA 2000 described later.
- the continuous rigidity measurement method includes, for example, Advanced Dynamic E and H. NMT methods can be used.
- the nanoindentation device include NANOMECHANICS, INC. IMicro Nanoindenter made by the company can be used.
- iMicro dedicated software may be used to calculate the load and stiffness.
- the sample is loaded by an indenter until a maximum load of 50 mN is reached.
- As the indenter for example, a verkovic type diamond indenter is used.
- the indenter for example, a verkovic type diamond indenter is used.
- the stiffness the Poisson's ratio, the load, etc. of the coating layer may be appropriately set to appropriate values.
- the elongation rate of the laminated film at 160 ° C. is preferably 5.0% or more.
- the laminated film exhibits a sufficient elongation at a molding temperature of 180 ° C. or lower. Therefore, the laminated film is easily formed into a three-dimensional shape. In particular, in the preform step described later, damage to the laminated film is easily suppressed.
- the elongation rate is more preferably 8.0% or more, and particularly preferably 10% or more.
- the elongation rate may be 500% or less, and may be 200% or less. Forming in the present specification is a concept including molding by a preform step and an unevenness forming step.
- the elongation rate is measured according to JIS K7127. Specifically, a test piece obtained by cutting a laminated film into a length of 200 mm and a width of 10 mm and a tensile tester having a chuck-to-chuck distance of 150 mm are used. The long side of the test piece is stretched by 2.5% under the condition of a tensile speed of 300 mm / min in an atmosphere of 160 ° C. Then, the test piece is observed with a microscope having a magnification of 1000 times or more to confirm the presence or absence of cracks having a length exceeding 1 mm. If no cracks occur, a new test piece is cut out, and then the long side is stretched by 5%. Then, the crack generation is observed by the same procedure. This procedure is repeated, and the elongation rate when a crack having the above size is first confirmed is defined as the elongation rate of the laminated film. The above procedure may be repeated by increasing the elongation rate by, for example, 2.5%.
- the transparent support base material is a base material that supports the coating layer.
- the transparent supporting base material is not particularly limited as long as it is transparent. "Transparent” specifically means that the total light transmittance is 40% or more.
- the total light transmittance of the transparent supporting substrate is preferably 90% or more.
- the total light transmittance can be measured by a method according to JIS K 7631-1.
- the transparent supporting substrate may be colorless or colored.
- the transparent support base material is appropriately selected according to the application.
- the transparent supporting base material include a polycarbonate (PC) -based film, a polyester-based film such as polyethylene terephthalate and polyethylene naphthalate; a cellulose-based film such as diacetyl cellulose and triacetyl cellulose; and an acrylic-based film such as polymethyl methacrylate (PMMA).
- PC polycarbonate
- polyester-based film such as polyethylene terephthalate and polyethylene naphthalate
- a cellulose-based film such as diacetyl cellulose and triacetyl cellulose
- an acrylic-based film such as polymethyl methacrylate (PMMA).
- styrene films such as polystyrene and acrylonitrile / styrene copolymers
- olefin films such as polyvinyl chloride, polyethylene, polypropylene, polyolefins having a cyclic or norbornene structure, ethylene / propylene copolymers, etc .
- nylon, aromatic polyamides, etc. Amid-based film can be mentioned.
- the transparent supporting base material is a film containing resins such as polyimide, polysulfone, polyethersulfone, polyetheretherketone, polyphenylene sulfide, polyvinyl alcohol, polyvinylidene chloride, polyvinylbutyral, polyallylate, polyoxymethylene, and epoxy resin. It may be a film containing a mixture of these polymers.
- the transparent support base material may be a laminate of a plurality of films.
- the transparent support base material may be, for example, a laminate of an acrylic film and a polycarbonate film.
- the transparent supporting substrate may be optically anisotropic or isotropic.
- the magnitude of birefringence of the optically anisotropic transparent supporting substrate is not particularly limited.
- the phase difference of the transparent supporting substrate having anisotropy may be 1/4 ( ⁇ / 4) of the wavelength and may be 1/2 ( ⁇ / 2) of the wavelength.
- the thickness of the transparent support base material is appropriately set according to the use and manufacturing method of the laminated film and / or the molded product.
- the thickness of the transparent supporting base material is preferably 30 ⁇ m or more, more preferably 75 ⁇ m or more, and particularly preferably 200 ⁇ m or more from the viewpoint of strength and handleability.
- the thickness of the transparent supporting base material is preferably 500 ⁇ m or less, more preferably 400 ⁇ m or less, from the viewpoint of extensibility. In one embodiment, the thickness of the transparent supporting substrate is 75 ⁇ m or more and 500 ⁇ m or less.
- the transparent support base material has extensibility at the temperature at which the laminated film is formed into a three-dimensional shape. It is desirable that the transparent support substrate has, for example, extensibility at the molding temperature in the preform process.
- the molding temperature in the preform step is usually 180 ° C. or lower.
- the glass transition temperature (Tg) of the material constituting the transparent supporting base material is preferably not more than the molding temperature, that is, 180 ° C. or less.
- the coating layer contains an active energy ray-curable resin composition. However, the coating layer is neither completely cured nor completely uncured. The coating layer is in a semi-cured state. After various shapes such as unevenness are given to the laminated film, the shape is maintained for a long period of time by completely curing the coating layer.
- the semi-cured resin composition (coating layer) can be formed, for example, by irradiating the resin composition with active energy rays of 5 mJ / cm 2 or more and 150 mJ / cm 2 or less.
- the integrated light amount of the active energy rays for semi-curing the resin composition is not limited to this, and is appropriately set depending on the composition of the resin composition and the like.
- the active energy rays are irradiated so that the indentation hardness HB 100 and the indentation hardness HB 2000 of the coating layer satisfy the above range and relationship in consideration of the composition of the resin composition and the like. ..
- the resin composition irradiated with the active energy ray of 1500 mJ / cm 2 is usually completely cured.
- the cured resin layer (for example, the hard coat layer and / or the functional layer) in the molded product according to the present embodiment described later is also completely cured. That is, the physical characteristics of the resin composition irradiated with the active energy rays of 1500 mJ / cm 2 can be regarded as the physical characteristics of the cured resin layer in the molded product.
- the pencil hardness of the completely cured resin composition (cured resin layer) is, for example, H or more.
- a resin composition in which the resin composition has not been exposed to active energy rays or has been exposed to active energy rays of less than 5 mJ / cm 2 can be considered to be completely uncured.
- the coating layer may be one layer or may include two or more layers.
- the resin composition forming each layer may be the same or different as long as it contains an active energy ray-curable resin. Regardless of the number of layers, when the hardness at the indentation depths of 100 nm and 2000 nm satisfies the above range and relationship, a laminated film having excellent shapeability and mold releasability can be obtained.
- the coating layer preferably contains at least a semi-cured hard coat layer, and typically includes a semi-cured hard coat layer and a semi-cured functional layer.
- the hard coat layer is mainly provided to impart scratch resistance and high hardness to the molded product.
- the functional layer may be an optical interference layer.
- the optical interference layer is arranged outside the hard coat layer mainly to reduce the reflectance.
- the optical interference layer may be one layer and may include a plurality of layers.
- the optical interference layer is, for example, a layer having a high refractive index (hereinafter, may be referred to as a high refractive index layer or an HR layer), a layer having a medium refractive index (hereinafter, referred to as a medium refractive index layer or an MR layer).
- a layer having a medium refractive index layer or an MR layer There is) and at least one layer having a low refractive index (hereinafter, may be referred to as a low refractive index layer or an LR layer).
- the refractive index of the HR layer may be 1.55 or more and 2.00 or less.
- the refractive index of the MR layer may be 1.45 or more and 1.60 or less.
- the refractive index of the LR layer may be 1.35 or more and 1.50 or less.
- the functional layer may be a layer other than the optical interference layer, and may be provided with another layer together with the optical interference layer.
- the other layer include an antibacterial / antiviral layer and an antifouling layer.
- the antibacterial / antiviral layer and the antifouling layer are arranged, for example, outside the hard coat layer (further, the optical interference layer).
- the polymerization rate PB of the resin composition in the coating layer that is, the resin composition in the semi-cured state
- PA of the resin composition after irradiation with active energy rays at 1500 mJ / cm 2 that is, the resin composition in the completely cured state.
- the difference (
- ) is, for example, 15% or more.
- is in this range, the shape retention is further improved.
- the indentation hardness H of the coating layer and the hard coat layer can be controlled by the polymerization rate.
- the polymerization rate can be obtained by the following procedure based on, for example, an infrared absorption spectrum obtained by infrared spectroscopy (IR: Infrared Spectroscopy).
- the uncured coating layer is analyzed by a Fourier transform infrared spectrophotometer (FT-IR) from the surface of the coating layer opposite to the transparent supporting substrate.
- FT-IR Fourier transform infrared spectrophotometer
- the horizontal axis indicates the wave number (cm -1 ), and the vertical axis indicates the absorbance.
- the baseline between 690 cm -1 and 2015 cm -1 is determined.
- the values obtained by dividing the peak heights I BC1 and I BC2 by the peak heights I BO are defined as r B1 and r B2 , respectively.
- the polymerization rate PB (%) of the resin composition in the semi-cured state is calculated by (1-r B1 / r 01 ) ⁇ 100 or (1-r B2 / r 02 ) ⁇ 100.
- the values obtained by dividing the peak heights I AC1 and I AC2 by the peak height I AO are defined as r A1 and r A2 , respectively.
- the polymerization rate PA (%) of the cured resin composition is calculated by (1-r A1 / r 01 ) ⁇ 100 or (1-r B2 / r 02 ) ⁇ 100.
- the indentation hardness HB 100 is 0.30 GPa or more and 0.65 GPa or less.
- the indentation hardness HB 100 is preferably 0.40 GPa or more, more preferably 0.45 GPa or more.
- the indentation hardness HB 100 is preferably 0.60 GPa or less, more preferably 0.55 GPa or less, and particularly preferably 0.50 GPa or less.
- may be 0.05 GPa or more. When
- the indentation hardness HB 2000 is 0.15 GPa or more and 0.35 GPa or less.
- the indentation hardness HB 2000 is preferably 0.20 GPa or more.
- the indentation hardness HB 2000 is preferably 0.33 GPa or less.
- is preferably 0.05 GPa or more. When
- the difference between the indentation hardness HB 100 and the indentation hardness HB 2000 is not particularly limited. From the viewpoint of formability and releasability,
- the coating layer has extensibility at the temperature at which the laminated film is formed into a three-dimensional shape. It is desirable that the coating layer has extensibility, for example, at the molding temperature in the preform step described later.
- the molding temperature in the preform step is usually 180 ° C. or lower.
- the Tg of the resin composition in the coating layer is preferably not more than the molding temperature, that is, 180 ° C. or less.
- the coating layer is required to be easily peeled off from the mold used for forming unevenness.
- the temperature of the mold used for forming the unevenness is usually 50 ° C. or higher.
- the Tg of the resin composition in the coating layer is preferably 50 ° C. or higher, more preferably 60 ° C. or higher.
- the glass transition temperature is measured by a differential scanning calorimeter (DSC) conforming to JIS K7121.
- DSC differential scanning calorimeter
- the Tg of the resin composition in the coating layer is related to the degree of curing of the coating layer. By controlling Tg, the shapeability and releasability of the coating layer can be improved.
- the pencil hardness of the surface of the coating layer after irradiation with active energy rays at 1500 mJ / cm 2 is preferably H or higher, and more preferably 2H or higher, in that scratch resistance is more likely to be improved. Pencil hardness is measured according to JIS K 5600-5-4.
- Laminated films containing uncured optical interference layers have particularly excellent antireflection performance.
- the visual reflectance including the specularly reflected light in the wavelength region of 380 nm or more and 780 nm or less measured from the optical interference layer side of the laminated film is 0.1% or more and 4.0% or less.
- the second region also has excellent antireflection properties. Therefore, the molded body has less reflection due to external light, and the molded body has good display characteristics and good visibility.
- the visual reflectance in the second region of the molded product can be 0.1% or more and 4.0% or less.
- the visual reflectance of the laminated film and the molded product is preferably 0.1% or more and 3.0% or less, and more preferably 0.1% or more and 2.5% or less.
- the above-mentioned visual reflectance is obtained by measuring all reflected light including specular reflected light. That is, the specular reflectance is measured by a so-called SCI (Specular Component Include) method. Since this method is not easily affected by the surface condition of the object to be measured, the visual reflectance of the uncured layer can be measured.
- SCI Standard Component Include
- the visual reflectance of the laminated film can be measured by the following method.
- a black paint for example, product name: CZ-805 BLACK (manufactured by Nikko Bics Co., Ltd.)
- the dry film thickness is 3 ⁇ m or more and 6 ⁇ m or less. Apply so that Then, the evaluation sample M is prepared by leaving it to dry in a room temperature environment for 5 hours.
- a spectrocolorimeter for example, SD7000 manufactured by Nippon Denshoku Kogyo Co., Ltd.
- SD7000 manufactured by Nippon Denshoku Kogyo Co., Ltd.
- the visual reflectance of the molded product can be measured as follows.
- the evaluation sample N is prepared by irradiating the evaluation sample M prepared above with an active energy ray having an integrated light amount of more than 150 mJ / cm 2 (for example, an integrated light amount of 1500 mJ / cm 2).
- the visual reflectance is measured from the coating layer side of the obtained evaluation sample N in the same manner as described above.
- the thickness of the coating layer is not particularly limited as long as it is more than 2 ⁇ m.
- the thickness of the coating layer is preferably 3 ⁇ m or more, more preferably 5 ⁇ m or more, in that relatively high convex portions can be easily formed.
- the thickness of the coating layer is preferably 20 ⁇ m or less, more preferably 15 ⁇ m or less in that it is easily cured.
- the thickness of the coating layer is, for example, 3 ⁇ m or more and 20 ⁇ m or less. If the coating layer contains more than one layer, the thickness of the coating layer is the sum of these thicknesses.
- the thickness of the hard coat layer can be in the same range as the thickness of the above coating layer.
- the thickness of the functional layer per layer is, for example, 5 nm or more and 300 nm or less, and 10 nm or more and 200 nm or less.
- the thickness of the coating layer can be obtained from its cross section. Specifically, a 10 mm ⁇ 10 mm test piece is cut out from the laminated film. A section for observing a cross section is prepared from a test piece using a microtom. The obtained section is observed with a laser microscope or a transmission electron microscope, and the thickness of the coating layer at any 10 points is measured. The average value of these is taken as the thickness of the coating layer.
- the thickness of the transparent supporting base material is also obtained in the same manner.
- the microtome for example, RM2265 manufactured by Leica Microsystems is used.
- the laser microscope for example, VK8700 manufactured by KEYENCE is used.
- the resin composition comprises at least one selected from the group consisting of active energy ray-curable monomers, oligomers and polymers.
- the active energy ray is not particularly limited, and may be ionizing radiation such as ultraviolet rays, electron beams, ⁇ rays, ⁇ rays, and ⁇ rays.
- active energy ray-curable monomers, oligomers and polymers may be collectively referred to as resin components.
- the resin composition can control the polymerization rate and the indentation hardness H of the coating layer and the cured resin layer.
- each layer may be the same or different. Above all, it is preferable that each layer contains the same or the same kind of resin component. This is because the adhesion of each layer is improved and peeling between layers is less likely to occur.
- the resin composition comprises a polymerizable polymer.
- the polymerizable polymer facilitates the coating layer to be imparted with curability as well as low tackiness.
- the resin composition comprises at least one of a polymerizable and non-polymerizable polymer (hereinafter, may be collectively referred to as a polymer) and at least one of a polymerizable monomer and an oligomer.
- the polymer makes it easier to impart low tackiness to the coating layer.
- the formability is easily improved.
- the resin composition preferably contains both a polymerizable polymer and a non-polymerizable polymer, and at least one of a polymerizable monomer and an oligomer, from the viewpoint of facilitating the control of tackiness.
- the non-polymerizable polymer is a polymer that does not contain a polymerizable unsaturated group.
- the weight average molecular weight of the non-polymerizable polymer is 5,000 or more. From the viewpoint of tackiness, the weight average molecular weight of the non-polymerizable polymer is preferably 10,000 or more.
- the weight average molecular weight of the non-polymerizable polymer may be 200,000 or less, preferably 100,000 or less, and more preferably 80,000 or less.
- non-polymerizable polymer examples include urethane resin, acrylic resin, polyester resin, and epoxy resin.
- Acrylic resin is preferable from the viewpoint of transparency, tackiness, physical properties, and durability.
- the polymerizable polymer is a polymer containing a polymerizable unsaturated group.
- the weight average molecular weight of the polymerizable polymer is 5,000 or more. From the viewpoint of tackiness, the weight average molecular weight of the polymerizable polymer is preferably 10,000 or more.
- the weight average molecular weight of the non-polymerizable polymer may be 200,000 or less, preferably 100,000 or less, and more preferably 80,000 or less.
- the polymerizable polymer contains a polymer chain containing a carbon-carbon bond, an ether bond, a urea bond, an ester bond, a urethane bond, etc. as a main chain, and a polymerizable unsaturated group as a side chain or a terminal group. From the viewpoint of transparency, a polymer chain containing a carbon-carbon bond is preferable. From the viewpoint of formability, a polymer chain containing a urethane bond is preferable.
- the polymerizable unsaturated group is preferably 2 or more, more preferably 3 or more, and particularly preferably 5 or more.
- the polymerizable unsaturated group is not particularly limited. Of these, acryloyl group and methacryloyl group are preferable as the polymerizable unsaturated group.
- the preferable polymerizable polymer examples include urethane (meth) acrylate polymer and acrylic (meth) acrylate polymer.
- the urethane (meth) acrylate polymer is, for example, (1) a method of adding a compound having a hydroxyl group and an acryloyl group (or acryloyl group) to a polyisocyanate compound having a terminal isocyanate group in the molecule, or (2) poly. It can be prepared by a method of reacting an isocyanate group-containing (meth) acrylate monomer with a polyurethane polyol obtained by reacting an isocyanate compound with a polyol.
- polyisocyanate compound examples include 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate, 1,3-xylene diisocyanate, 1,4-xylene diisocyanate, xylylene diisocyanate, 1,5-naphthalenedi isocyanate, and m.
- Examples thereof include divalent or trivalent polyisocyanate compounds such as triphenylmethane triisocyanate and dimethylene triphenyl triisocyanate, and bullet-type adducts and isocyanurate ring-type adducts of these diisocyanates.
- Examples of the compound having a hydroxyl group and an acryloyl group (or methacryloyl group) in the above method (1) include pentaerythritol tri (meth) acrylate, dipentaerythritol penta (meth) acrylate, and 2-hydroxyethyl (meth) acrylate.
- Examples thereof include glycerol di (meth) acrylates and alkylene oxide-modified or lactone-modified compounds obtained by adding ethylene oxide, propylene oxide, ⁇ -caprolactone, ⁇ -butyrolactone and the like to these.
- Examples of the polyol in the above method (2) include ethylene glycol, propylene glycol, butylene glycol, neopentyl glycol, 1,6-hexanediol, trimethylolpropane, glycerin, pentaerythritol, polycaprolactone diol, polyester polyol, and poly.
- Examples include ether polyol.
- an active hydrogen-containing polymerizable monomer such as isocyanate ethyl acrylate, isocyanate propyl acrylate, and hydroxyethyl acrylate is mixed with a polyisocyanate compound such as hexamethylene diisocyanate.
- a polyisocyanate compound such as hexamethylene diisocyanate. Examples thereof include unsaturated compounds formed by addition.
- the urethane (meth) acrylate polymer may be a urethane urea (meth) acrylate polymer having a urea bond.
- the urethane urea (meth) acrylate polymer can be prepared, for example, by using a polyamine in combination with the polyol in the above method (2).
- the acrylic (meth) acrylate polymer is an acrylic polymer containing an acryloyl group and / or a methacryloyl group. Specifically, a compound obtained by adding (meth) acrylic acid to an acrylic resin copolymerized with glycidyl methacrylate, or 2-hydroxyethyl (meth) acrylate or 4-hydroxybutyl to an acrylic resin copolymerized with 2-acryloyloxyethyl isocyanate.
- Examples thereof include a compound to which (meth) acrylate and pentaerythritol tri (meth) acrylate are added, and a resin obtained by adding 2-acryloyloxyethyl isocyanate to an acrylic resin copolymerized with a hydroxyl group-containing monomer.
- the polymer is used alone or in combination of two or more.
- the polymer content is 5 parts by mass or more with respect to 100 parts by mass of the solid content of the resin composition HC.
- the polymer content is preferably 85 parts by mass or less, more preferably 60 parts by mass or less, and particularly preferably 45 parts by mass or less.
- the content of the polymer in the resin composition HC is, for example, more than 5 parts by mass and 85 parts by mass or less.
- the compounding ratio of the polymerizable polymer and the non-polymerizable polymer is not particularly limited.
- the content of the polymer is more than 5 parts by mass with respect to 100 parts by mass of the solid content of the resin composition R. It is preferable, 10 parts by mass or more is more preferable, and 15 parts by mass or more is particularly preferable.
- the content of the polymer is preferably 85 parts by mass or less, more preferably 60 parts by mass or less, and particularly preferably 25 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition R.
- the content of the polymer in the resin composition R is, for example, more than 5 parts by mass and 85 parts by mass or less.
- the compounding ratio of the polymerizable polymer and the non-polymerizable polymer is not particularly limited.
- the polymerizable oligomer is an oligomer containing a polymerizable unsaturated group.
- the weight average molecular weight of the polymerizable oligomer is 500 or more and less than 5,000.
- the weight average molecular weight of the polymerizable oligomer may be 2,000 or more.
- the polymerizable oligomer has the same composition as the polymerizable polymer except for the molecular weight.
- the polymerizable oligomer contains an oligomer chain containing a carbon-carbon bond, an ether bond, a urea bond, an ester bond, a urethane bond and the like as a main chain, and a polymerizable unsaturated group as a side chain or a terminal group. From the viewpoint of transparency, an oligomer chain containing a carbon-carbon bond is preferable. From the viewpoint of formability, an oligomer chain containing a urethane bond is preferable.
- the polymerizable unsaturated group is preferably 2 or more, more preferably 3 or more, and particularly preferably 5 or more.
- the polymerizable unsaturated group is not particularly limited. Of these, acryloyl group and methacryloyl group are preferable as the polymerizable unsaturated group.
- preferable polymerizable oligomer examples include urethane (meth) acrylate oligomer and acrylic (meth) acrylate oligomer.
- the urethane (meth) acrylate oligomer and the acrylic (meth) acrylate oligomer are prepared in the same manner as the urethane (meth) acrylate polymer and the acrylic (meth) acrylate polymer, respectively.
- the polymerizable oligomer is used alone or in combination of two or more.
- urethane (meth) acrylate oligomers or polymers examples include DPHA-40H, UX-5000, UX-5102D20, UX-5103D, UX-5005, UX-3204, and UX- manufactured by Nippon Kayaku Co., Ltd. 4101, UXT-6100, UX-6101, UX-8101, UX-0937, UXF-4001-M35, UXF-402; UF-8001G, UA-510H manufactured by Kyoeisha Chemical Co., Ltd .; EBECRYL manufactured by Daicel Ornex Co., Ltd.
- acrylic (meth) acrylate oligomers or polymers examples include Unidick V-6840, Unidick V-6841, Unidick V-6850, Unidick EMS-635, and Unidick WHV- manufactured by DIC Co., Ltd.
- the polymerizable monomer is a monomer containing a polymerizable unsaturated group.
- the molecular weight of the polymerizable monomer is not particularly limited.
- the polymerizable unsaturated group equivalent of the polymerizable monomer is 50 g / eq. The above may be sufficient, and 200 g / eq. It may be:
- the polymerizable monomer preferably has 2 or more, more preferably 3 or more, and particularly preferably 5 or more polymerizable unsaturated groups.
- Acryloyl group and methacryloyl group are preferably exemplified as the polymerizable unsaturated group.
- Preferred polymerizable monomers are polyfunctional (meth) acrylate monomers.
- the polyfunctional (meth) acrylate monomer can be prepared by a dehydration reaction between a polyhydric alcohol and (meth) acrylic acid, or a transesterification reaction between the polyhydric alcohol and a (meth) acrylic acid ester.
- Polymerizable unsaturated group equivalent is 50 g / eq. More than 200 g / eq.
- Examples of the polyfunctional (meth) acrylate monomer include ethylene glycol di (meth) acrylate, 1,6-hexanediol di (meth) acrylate, polyethylene glycol (200) di (meth) acrylate, and allyl (meth) acrylate.
- the polymerizable monomer is used alone or in combination of two or more.
- the content of the polymerizable oligomer is, for example, 5 parts by mass or more and 95 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition HC.
- the content of the polymerizable monomer is, for example, 5 parts by mass or more and 95 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition HC.
- the total content of the polymerizable monomer and / or the polymerizable oligomer is preferably 5 parts by mass or more, more preferably 10 parts by mass or more, based on 100 parts by mass of the solid content of the resin composition HC.
- the total content of the polymerizable monomer and / or the polymerizable oligomer is preferably 95 parts by mass or less, more preferably 70 parts by mass or less, based on 100 parts by mass of the solid content of the resin composition HC.
- the total content of the polymerizable monomer and / or the polymerizable oligomer in the resin composition HC is, for example, 5 parts by mass or more and 95 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition HC.
- the content of the polymerizable oligomer is, for example, 5 parts by mass or more and 85 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition R.
- the content of the polymerizable monomer is, for example, 5 parts by mass or more and 85 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition R.
- the total content of the polymerizable monomer and / or the polymerizable oligomer is preferably 5 parts by mass or more, more preferably 10 parts by mass or more, and 13 parts by mass or more with respect to 100 parts by mass of the solid content of the resin composition R. Especially preferable.
- the total content of the polymerizable monomer and / or the polymerizable oligomer is preferably 85 parts by mass or less, more preferably 60 parts by mass or less, based on 100 parts by mass of the solid content of the resin composition R.
- the total content of the polymerizable monomer and / or the polymerizable oligomer in the resin composition R is, for example, 5 parts by mass or more and 85 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition R.
- the resin composition contains translucent fine particles, if necessary.
- the translucent fine particles make it easier to improve the antiglare property and hardness of the coated layer (cured resin layer) after curing.
- the average particle size of the translucent fine particles may be, for example, 1.0 ⁇ m or more and 10 ⁇ m or less, and may be 0.5 ⁇ m or more and 10 ⁇ m or less.
- the average particle size refers to the particle size (D50) at which the cumulative volume conversion measured by the laser diffraction type particle size distribution meter is 50%.
- Translucent fine particles are transparent or translucent. Translucent means that the total light transmittance measured by a method conforming to JIS K 7631-1 is 30% or more and less than 40%.
- the translucent fine particles may be organic fine particles or inorganic fine particles.
- Commercially available products may be used as the translucent fine particles.
- Examples of commercially available translucent fine particles include Techpolymer SSX series (styrene-acrylic copolymer fine particles) manufactured by Sekisui Kasei Kogyo Co., Ltd., Chemisnow SX series (styrene polymer fine particles) manufactured by Soken Kagaku Co., Ltd.
- Chemisnow MX series (acrylic polymer fine particles), Seahoster KE-P manufactured by Nippon Catalyst Co., Ltd., KE-S series (silica fine particles), Soliostar RA (silicon-acrylic copolymer fine particles), Epostal S12 (melamine polymer fine particles) , Epostal MA series (styrene-acrylic copolymer fine particles), acrylic copolymer fine particles, MSP series manufactured by Nikko Rika Co., Ltd., NH series (silicone fine particles), AZ series manufactured by Shin Nihon Sumikin Materials Co., Ltd., AY series (alumina) Fine particles).
- the techpolymer SSX series (styrene-acrylic copolymer fine particles) Chemisnow SX series (styrene polymer fine particles) and the Epostal MA series (styrene-acrylic copolymer fine particles) are preferable.
- the resin composition contains a filler, if necessary.
- the filler alleviates volume shrinkage due to curing of the coating layer.
- the filler improves the scratch resistance of the coating layer after curing.
- the primary particle size of the filler is preferably 5 nm or more and 1,000 nm or less, more preferably 500 nm or less, and particularly preferably 100 nm or less from the viewpoint of transparency and stability.
- the primary particle size is measured from an image of a cross-sectional electron microscope using image processing software.
- the filler may be organic fine particles or inorganic fine particles. Of these, inorganic fine particles are preferable.
- inorganic fine particles for example, silica (SiO 2 ) particles, alumina particles, titania particles, tin oxide particles, antimony-doped tin oxide (abbreviation: ATO) particles, phosphorus-doped tin oxide particles, zinc oxide particles, and titanium oxide are supported by silver. Examples include particles in which silver is carried on silica / alumina particles, particles in which double metal (silver / zinc / copper) ions are carried on glass, and copper iodide particles. Of these, silica particles and alumina particles are more preferable from the viewpoint of cost and stability.
- the surface of the filler is preferably modified with an unsaturated group such as a (meth) acryloyl group.
- a commercially available product may be used as the filler.
- examples of commercially available silica particles include IPA-ST, MEK-STM, IBK-ST, PGM-ST, XBA-ST, MEK-AC-2101, and MEK- manufactured by Nissan Chemical Industries, Ltd. AC-2202, MEK-AC-4101 and MIBK-SD, PL-1-IPA, PL-1-TL, PL-2-IPA, PL-2-MEK and PL-3-TL manufactured by Fuso Chemical Industry Co., Ltd. , OSCAL series and ELECOM series manufactured by JGC Catalysts and Chemicals Co., Ltd., and NANOBYK-3605 manufactured by Big Chemie Japan.
- Examples of commercially available alumina particles include AS-150I and AS-150T manufactured by Sumitomo Osaka Cement Co., Ltd., NANOBYK-3601, NANOBYK-3602, and NANOBYK-3610 manufactured by Big Chemie Japan.
- Examples of commercially available phosphorus-doped tin oxide particles include HX-204 IP manufactured by Nissan Chemical Industries, Ltd. and PTOPGM15WT% -N09 manufactured by CIK Nanotech.
- Examples of the particles in which silver is supported on titanium oxide include ATOMY BALL- (S) manufactured by JGC Catalysts and Chemicals Co., Ltd.
- Examples of the particles in which silver is supported on the silica-alumina particles include ATOMY BALL- (UA), ELCOM NU-1023SIV, and ELCOM NU-1024SIV manufactured by JGC Catalysts and Chemicals.
- Examples of the silver-supported particles on the silica particles include Ion Pure ZAF HS manufactured by Ishizuka Glass Co., Ltd.
- Examples of the copper iodide particles include Cufitec BE4-ANA01, AA1-ANA01, BB2-ANA01, and BD3-ANA01 manufactured by NBC Meshtec Inc.
- the content of the filler is preferably 60 parts by mass or less, more preferably 30 parts by mass or less, and particularly preferably 15 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition HC.
- the content of the filler is preferably 0.1 part by mass or more, more preferably 1 part by mass or more, and particularly preferably 3 parts by mass or more with respect to 100 parts by mass of the solid content of the resin composition HC.
- the content of the filler in the resin composition HC is, for example, 0.1 part by mass or more and 60 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition HC.
- the content of the filler is preferably 1 part by mass or more, more preferably 5 parts by mass or more, and particularly preferably 7 parts by mass or more with respect to 100 parts by mass of the solid content of the resin composition R.
- the content of the filler is preferably 90 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition R.
- the content of the filler in the resin composition R is, for example, 1 part by mass or more and 90 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition R.
- the resin composition contains a photopolymerization initiator, if necessary.
- the blending amount of the photopolymerization initiator is preferably 0.01 part by mass or more and 10 parts by mass or less, and more preferably 1 part by mass or more and 10 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition.
- photopolymerization initiator examples include an alkylphenone-based photopolymerization initiator, an acylphosphine oxide-based photopolymerization initiator, a titanosen-based photopolymerization initiator, and an oxime ester-based polymerization initiator.
- alkylphenone-based photopolymerization initiator examples include 2,2-dimethoxy-1,2-diphenylethane-1-one, 1-hydroxy-cyclohexyl-phenyl-ketone, and 2-hydroxy-2-methyl-1-phenyl-.
- acylphosphine oxide-based photopolymerization initiator examples include 2,4,6-trimethylbenzoyl-diphenyl-phosphinoxide, 2,4,6-triethylbenzoyldiphenylphosphine oxide, and 2,4,6-triphenyl.
- Monoacylphosphine oxides such as benzoyldiphenylphosphine oxide; bis (2,4,6-trimethylbenzoyl) -phenylphosphinoxide, bis- (2,6-dimethoxybenzoyl) -2,4,4-trimethylpentylphos
- bisacylphosphine oxides such as fin oxides.
- titanosen-based photopolymerization initiator examples include bis ( ⁇ 5-2,4-cyclopentadiene-1-yl) -bis (2,6-difluoro-3- (1H-pyrrole-1-yl) -phenyl) titanium. Can be mentioned.
- Examples of the oxime ester-based polymerization initiator include 1.2-octanedione, 1- [4- (phenylthio)-, 2- (O-benzoyloxime)], etanone, 1- [9-ethyl-6- ( 2-Methylbenzoyl) -9H-carbazole-3-yl]-, 1- (0-acetyloxime), oxyphenylacetic acid, 2- [2-oxo-2-phenylacetoxyethoxy] ethyl ester, 2- (2- (2-) Hydroxyethoxy) ethyl ester can be mentioned.
- the photopolymerization initiator is used alone or in combination of two or more.
- a photopolymerization initiator having an absorption wavelength in a long wavelength region for example, a wavelength region of 370 nm or more is preferable.
- a photopolymerization initiator include the above-mentioned acylphosphine oxide-based photopolymerization initiator.
- 2,4,6-trimethylbenzoyldiphenylphosphine oxide is commercially available from IGM Resins B.V. as Omnirad TPO H.
- Bis (2,4,6-trimethylbenzoyl) -phenylphosphine oxide is commercially available from IGM Resins B.V. as Omnirad 819.
- the active energy rays are irradiated under mild curing conditions such as semi-curing the coating layer, it is difficult to obtain the desired hardness because the curing reaction does not easily proceed inside the coating layer.
- a photopolymerization initiator having an absorption wavelength in the long wavelength region, the curing reaction inside the coating layer is promoted.
- the resin composition contains a solvent, if necessary.
- the solvent is not particularly limited, and is appropriately selected depending on the components contained in the composition, the type of the substrate to be applied, the method of applying the composition, and the like.
- the solvent include aromatic solvents such as toluene and xylene; ketone solvents such as methyl ethyl ketone, acetone, methyl isobutyl ketone and cyclohexanone; diethyl ether, isopropyl ether, tetrahydrofuran, dioxane, ethylene glycol dimethyl ether and ethylene glycol diethyl ether.
- Ethereal solvents such as diethylene glycol dimethyl ether, diethylene glycol diethyl ether, propylene glycol monomethyl ether, anisole, phenetol; ester solvents such as ethyl acetate, butyl acetate, isopropyl acetate, ethylene glycol diacetate; dimethylformamide, diethylformamide, N-methylpyrrolidone Amid-based solvents such as; cellosolve-based solvents such as methyl cellosolve, ethyl cellosolve, and butyl cellosolve; alcohol-based solvents such as methanol, ethanol, propanol, isopropyl alcohol, butanol, and isobutyl alcohol; halogen-based solvents such as dichloromethane and chloroform. These may be used alone or in combination of two or more. Of these, ester-based solvents, ether-based solvents, alcohol-based solvents and ketone-based solvents are preferable
- the resin composition R preferably contains a refractive index lowering component that lowers the refractive index of the optical interference layer.
- the refractive index lowering component is, for example, in the form of particles (hereinafter, may be referred to as refractive index lowering particles).
- the refractive index lowering component examples include hollow silica fine particles.
- the hollow silica fine particles can reduce the refractive index of the optical interference layer while maintaining the strength of the optical interference layer.
- the hollow silica fine particles are a structure filled with gas and / or a porous structure containing gas.
- the refractive index decreases in inverse proportion to the gas occupancy. Therefore, the hollow silica fine particles have a lower refractive index than the original refractive index of the silica fine particles.
- Examples of the hollow silica fine particles include thru rear 4320 (manufactured by JGC Catalysts and Chemicals Co., Ltd.).
- silica fine particles having a nanoporous structure formed inside and / or at least a part of the surface may be used.
- the nanoporous structure is formed according to the morphology, structure, aggregated state, and dispersed state inside the coating film of the silica fine particles.
- Hollow acrylic fine particles may be used as the refractive index lowering component. Examples of the hollow acrylic fine particles include XX-5952Z, XX-5966Z, and XX-6061Z manufactured by Sekisui Plastics Co., Ltd.
- the volume average particle size of the particles having a reduced refractive index is preferably 50 nm or more and 200 nm or less.
- the volume average particle size is the primary particle size.
- the content of the refractive index lowering component is preferably 35 parts by mass or more, and more preferably 37.5 parts by mass or more with respect to 100 parts by mass of the solid content of the resin composition R.
- the content of the refractive index lowering component is preferably 75 parts by mass or less, more preferably 60 parts by mass or less, based on 100 parts by mass of the solid content of the resin composition R.
- the content of the refractive index lowering component is, for example, 35 parts by mass or more and 75 parts by mass or less with respect to 100 parts by mass of the solid content of the resin composition R.
- the resin composition contains various additives as required.
- Additives include, for example, antistatic agents, plasticizers, surfactants, antioxidants, ultraviolet absorbers, surface modifiers, leveling agents and light stabilizers (eg, hindered amine light stabilizers (HALS)), antibacterial agents.
- antibacterial agents include, antifungal agents, antiviral agents, and antifouling agents.
- the antibacterial agent, antifungal agent, antiviral agent, and antifouling agent are contained in the resin composition (for example, resin composition R) forming the outermost layer.
- the laminated film may have a protective film on the outer surface side of the coating layer.
- the protective film protects the coating layer and the laminated film, and functions as a paper pattern for forming the resin composition R into a film.
- the protective film may have an adhesive layer or a release layer on the surface to which the resin composition R is applied.
- a protective film known in the art is used without particular limitation.
- the protective film may be colorless or colored.
- the protective film may be transparent.
- the thickness of the protective film is not particularly limited.
- the thickness of the protective film may be 20 ⁇ m or more and 100 ⁇ m or less. This tends to enhance the protective effect of the coating layer.
- the thickness of the protective film is preferably 25 ⁇ m or more, more preferably 30 ⁇ m or more, further preferably 33 ⁇ m or more, and particularly preferably 35 ⁇ m or more.
- the thickness of the protective film is preferably 85 ⁇ m or less, more preferably 80 ⁇ m or less, still more preferably 65 ⁇ m or less.
- the thickness of the protective film is a value that does not include the thickness of the adhesive layer.
- the protective film is made of resin, for example.
- the resin film include a polyolefin film such as a polyethylene film and a polypropylene film (including a non-stretched polypropylene film (CPP film) and a biaxially stretched polypropylene film (OPP film)), and a modification obtained by modifying these polyolefins to add further functions.
- Polyethylene film, polyethylene terephthalate, polyester film such as polycarbonate and polylactic acid, polystyrene film, polystyrene resin film such as AS resin film and ABS resin film, nylon film, polyamide film, polyvinyl chloride film and polyvinylidene chloride film, polymethyl Penten film can be mentioned.
- At least one selected from polyethylene film, polystyrene film, modified polyolefin film, polymethylpentene film, OPP film and CPP film is preferable.
- at least one selected from polyethylene film, polystyrene film, modified polyolefin film, polymethylpentene film, OPP film and CPP film having a thickness of 30 ⁇ m or more and 100 ⁇ m or less is preferable.
- Additives such as an antistatic agent and an ultraviolet ray inhibitor may be added to the resin film, if necessary.
- the surface of the resin film may be subjected to corona treatment or low temperature plasma treatment.
- FIG. 1 is a cross-sectional view schematically showing a laminated film according to this embodiment.
- the laminated film 10 includes a transparent support base material 11 and a coating layer 12 arranged on one of the main surfaces thereof.
- the laminated film according to this embodiment has, for example, a coating step of applying an active energy ray-curable resin composition to at least one main surface of a transparent support base material, and 5 mJ / J / to the resin composition. It is produced by a method comprising a first irradiation step of irradiating an active energy ray of cm 2 or more and 150 mJ / cm 2 or less to obtain a coating layer formed of a semi-cured resin composition.
- FIG. 2 is a flowchart showing a method for manufacturing a laminated film according to the present embodiment.
- Coating step (S11) An active energy ray-curable resin composition (for example, the above resin composition HC) is applied to at least one main surface of the transparent supporting substrate. This forms an uncured coating layer.
- active energy ray-curable resin composition for example, the above resin composition HC
- the resin composition is prepared by a known method.
- the resin composition is prepared by mixing each component using a commonly used mixing device such as a paint shaker, a mixer, and a disper.
- the method for applying the resin composition is appropriately selected according to the properties of the resin composition and the like.
- the coating method include a dip coating method, an air knife coating method, a curtain coating method, a roller coating method, a bar coating method, a die coating method, an inkjet method, a gravure coating method or an extrusion coating method.
- the amount of the resin composition applied is not particularly limited.
- the resin composition is applied so that the thickness of the coating layer is more than 2 ⁇ m, for example, 3 ⁇ m or more and 20 ⁇ m or less.
- the coated resin composition may be dried.
- the drying step at least a part of the solvent component contained in the resin composition is removed, the handleability is improved, and the degree of curing is easily controlled.
- the drying conditions are not particularly limited, and are appropriately set according to the coating amount, the type of solvent, and the like.
- First irradiation step (S13) The resin composition is irradiated with active energy rays of 5 mJ / cm 2 or more and 150 mJ / cm 2 or less.
- the resin composition is in a semi-cured state, and the above-mentioned coating layer is obtained.
- the polymerization rate of the resin composition and thus the indentation hardness H of the coating layer can be controlled by the integrated light amount in the first irradiation step.
- the first irradiation step may be performed before the unevenness forming step described later, and may be before or after the preform step.
- Integrated light quantity in this step may be at 10 mJ / cm 2 or more, may be at 20 mJ / cm 2 or more. Integrated light quantity in this step may be at 130 mJ / cm 2 or less, may be at 100 mJ / cm 2 or less.
- the irradiation of the active energy rays may be performed from the coating layer side or the transparent support base material side. The irradiation of the active energy rays may be performed in an atmospheric atmosphere or in a nitrogen atmosphere.
- the indentation hardness HB 2000 is smaller than the indentation hardness HB 100. Further, the indentation hardness HB 2000 is 0.15 GPa or more and 0.35 GPa or less. Therefore, the coating layer has excellent formability. Therefore, a desired pattern can be imparted to the coating layer.
- the indentation hardness HB 100 is 0.30 GPa or more and 0.65 GPa or less. Therefore, the laminated film can be peeled off from the mold while the pattern of the mold transferred to the surface of the coating layer is maintained with high accuracy.
- the type of active energy ray is not particularly limited.
- the active energy ray is appropriately selected depending on the type of the polymerizable monomer or oligomer.
- the active energy ray is not particularly limited, and may be ionizing radiation such as ultraviolet rays, electron beams, ⁇ rays, ⁇ rays, and ⁇ rays. Of these, ultraviolet rays are preferable.
- Ultraviolet rays are irradiated using, for example, a high-pressure mercury lamp or an ultra-high pressure mercury lamp.
- a coating layer containing a plurality of layers (typically a semi-cured hard coat layer and a semi-cured optical interference layer) is formed by a laminating method or a coating method.
- the first irradiation step (3) may be performed a plurality of times.
- (Laminating method) In the laminating method, a plurality of layers formed on different substrates are bonded together according to the coating step (1).
- the drying step (2) is arbitrarily performed before the layers are bonded together.
- the first irradiation step (3) may be performed on each layer before the layers are bonded to each other, or may be performed collectively after the layers are bonded. According to the laminating method, multiphase flow is easily suppressed even between uncured layers.
- the resin composition forming another layer is applied onto the layer formed on the transparent supporting substrate according to the coating step (1).
- the drying step (2) is optionally performed before the other resin composition is applied.
- the first irradiation step (3) is performed on the layer formed on the transparent supporting substrate before the other resin composition is applied. After the application of the other resin composition, the first irradiation step (3) is performed on the other resin composition.
- FIG. 3 is a flowchart showing a method for manufacturing a laminated film according to the present embodiment.
- FIG. 3 shows an embodiment in which the first irradiation step is performed after the uncured hard coat layer and the uncured optical interference layer are laminated by the laminating method.
- the molded body according to the present embodiment includes the above-mentioned transparent support base material and a cured resin layer (coating layer after curing) arranged on at least one main surface of the transparent support base material.
- the main surface of the cured resin layer on the opposite side to the transparent supporting base material includes a first region in which irregularities are formed and a second region other than that. The first region and the second region are integrally formed.
- the pencil hardness on the surface of the cured resin layer is H or more.
- the molded body may have a three-dimensional shape (three-dimensional shape) as well as fine irregularities.
- the molded body is formed by partially imparting unevenness to the coating layer of the laminated film according to the present embodiment and curing it.
- the cured resin layer has the same physical characteristics as the coating layer irradiated with 1500 mJ / cm 2 active energy rays.
- the cured resin layer includes a first region in which fine irregularities are formed and a second region other than the first region. A plurality of first and / or second regions may be arranged.
- the cured resin layer may be one layer or may include two or more layers, and the cured resin layer includes at least a hard coat layer.
- the cured resin layer includes a hard coat layer and one or more functional layers (typically, a light interference layer).
- the molded body is used, for example, as a protective material for a display.
- the first area is arranged so as to correspond to the display.
- the first region can be understood as the display portion of the molded body.
- the unevenness improves anti-glare properties.
- the first area may be arranged so as to correspond to the operation display unit.
- the second area is arranged so as to correspond to, for example, an area (bezel) surrounding the display.
- the second region can be understood as the bezel portion of the molded body.
- the second region has a texture different from that of the first region, for example, a glossy feeling. Therefore, the design of the bezel portion is improved.
- the first region and the second region are integrally formed. That is, both the first region and the second region are arranged on the surface of one cured resin layer. Therefore, a seamless design can be realized by using this molded body.
- the pencil hardness on the surface of the cured resin layer is H or higher. That is, the cured resin layer has a high hardness. Therefore, the molded product has excellent scratch resistance, and the unevenness is maintained for a long period of time.
- the pencil hardness on the surface of the cured resin layer is preferably 2H or more.
- the pencil hardness of the surface of the cured resin layer is measured in a region where unevenness is not imparted (for example, a second region). Alternatively, it is measured on the surface of a smooth cured resin layer without irregularities created for measurement.
- the height of the convex part is not particularly limited. From the viewpoint of anti-glare property, the height of the convex portion may be, for example, 0.3 ⁇ m or more and 4.0 ⁇ m or less, and may be 1.0 ⁇ m or more and 2.0 ⁇ m or less.
- the height of the convex portion is calculated from the cross section of the cured resin layer in the thickness direction.
- the height of the convex portion is an average value at any five points of the distance from the lowest point of the concave portion formed in the first region to the highest point of the convex portion.
- the ten-point average roughness Rz JIS of the first region is preferably 0.2 ⁇ m or more and 1.0 ⁇ m or less.
- the ten-point average roughness Rz JIS is determined in accordance with the provisions of JIS B0601; 2001, for example, using a laser microscope.
- the ten-point average roughness Rz JIS is specifically, in the roughness curve of the reference length obtained by applying the cutoff value phase compensation band passage filter, from the highest peak (convex part) to the fifth from the highest. It is the sum of the average of the mountain heights and the average of the valley depths from the deepest valley bottom (recess) to the fifth in the order of depth.
- the molded body may further include a decorative layer.
- the molded body includes, for example, a transparent support base material, a cured resin layer arranged on one main surface of the transparent support base material, and a decorative layer arranged on the other main surface of the transparent support base material. ..
- the decorative layer may be provided on a part of the other main surface of the transparent supporting substrate.
- the decorative layer is a layer that gives the molded body decoration such as a pattern, letters, or metallic luster.
- the decorative layer enhances the design of the molded product.
- the decorative layer is arranged, for example, so as to face the second region. At this time, the decorative layer is visually recognized through the second region.
- the decorative layer examples include at least one of a printing layer and a thin-film deposition layer.
- the print layer and the vapor deposition layer are each one or more layers, and may include a plurality of layers.
- the thickness of the decorative layer is not particularly limited, and is appropriately set according to the design and the like.
- the print layer is formed of, for example, a colored ink containing a binder resin and a colorant.
- the binder resin is not particularly limited.
- the binder resin include polyvinyl chloride resins such as vinyl chloride / vinyl acetate copolymers, polyamide resins, polyester resins, polyacrylic resins, polyurethane resins, polyvinyl acetal resins, polyester urethane resins, and celluloses. Examples thereof include ester-based resins, alkyd resins, and chlorinated polyolefin-based resins.
- the colorant is not particularly limited, and examples thereof include known pigments or dyes.
- the yellow pigment include azo pigments such as polyazo, organic pigments such as isoindolinone, and inorganic pigments such as titanium nickel antimon oxide.
- the red pigment include azo pigments such as polyazo, organic pigments such as quinacridone, and inorganic pigments such as valve stems.
- the blue pigment include organic pigments such as phthalocyanine blue and inorganic pigments such as cobalt blue.
- the black pigment include organic pigments such as aniline black.
- the white pigment include inorganic pigments such as titanium dioxide.
- the vapor deposition layer is formed of, for example, at least one metal selected from the group of aluminum, nickel, gold, platinum, chromium, iron, copper, indium, tin, silver, titanium, lead, zinc, etc., or an alloy or compound thereof. Will be done.
- the molded body may further include a molding resin layer.
- the molded resin layer supports the cured resin layer together with the transparent supporting base material.
- the molded body includes, for example, a transparent support base material, a cured resin layer arranged on one main surface of the transparent support base material, and a molding resin layer arranged on the other main surface of the transparent support base material. ..
- the shape of the molded resin layer is not limited. Therefore, the degree of freedom in designing the molded body is increased.
- the resin forming the molding resin layer is not particularly limited.
- the molded resin layer contains, for example, a thermosetting resin and / or a thermoplastic resin.
- the thermosetting resin include phenol resin, epoxy resin, melamine resin, urea resin, unsaturated polyester, and thermosetting polyimide.
- the thermoplastic resin include so-called engineering plastics. Examples of engineering plastics include polyamide, polyacetal, polycarbonate, ultra-high molecular weight polyethylene, polysulfone, polyether sulfone, polyphenylene sulfide, and liquid crystal polymer.
- the molded body includes a transparent support base material, a cured resin layer arranged on one main surface of the transparent support base material, a decorative layer arranged on the other main surface of the transparent support base material, and a molding resin layer. , May be provided.
- the decorative layer is arranged so as to be sandwiched between the cured resin layer and the molded resin layer, or is arranged on the surface of the molded resin layer opposite to the cured resin layer.
- the molded product is particularly suitable as a protective material for a display.
- the display include a liquid crystal display, an organic EL display, and a plasma display.
- the molded body is particularly suitable as a protective material for an in-vehicle touch panel display.
- the molded body is arranged so that the first region faces the information display portion of the display.
- the molded body is arranged so that the hard coat layer faces outward.
- the molded body is also particularly suitable as an instrument panel and / or a center cluster panel that also serves as a protective material for the display.
- FIG. 4 is a cross-sectional view schematically showing a molded body according to the present embodiment.
- the molded body 20A includes a transparent support base material 11 and a cured resin layer 22 arranged on one of the main surfaces thereof.
- the cured resin layer 22 includes a first region 221 having fine irregularities and a smooth second region 222.
- FIG. 5 is a cross-sectional view schematically showing another molded body according to the present embodiment.
- the molded body 20B includes a transparent support base material 11, a cured resin layer 22 arranged on one of the main surfaces thereof, a decorative layer 23, and a molded resin layer 24.
- the decorative layer 23 is arranged so as to face the second region 222 and to be sandwiched between the cured resin layer 22 and the molding resin layer 24.
- FIG. 6 is a cross-sectional view schematically showing another molded body according to the present embodiment.
- the molded body 20C includes a transparent support base material 11, a cured resin layer 22 arranged on one of the main surfaces thereof, a decorative layer 23, and a molded resin layer 24.
- the decorative layer 23 is arranged so as to face the second region 222 and on the side opposite to the cured resin layer 22 of the molding resin layer 24.
- FIG. 7 is a perspective view schematically showing still another molded body according to the present embodiment.
- the molded body 20D includes a transparent support base material 11, a cured resin layer 22 arranged on one of the main surfaces thereof, a decorative layer 23, and a molded resin layer 24.
- the molded body 20D has a three-dimensional shape.
- the molded body 20D is, for example, a protective material for a display of a car navigation system.
- the cured resin layer 22 includes a plurality of first regions 221 and a second region 222 surrounding the first regions 221.
- One first area 221 corresponds to the information display portion of the display, and the other first area 221 faces the operation display unit.
- the second area 222 corresponds to the bezel surrounding the display.
- the molded product according to the present embodiment is obtained by forming irregularities on the coating layer of the above-mentioned laminated film and then irradiating with active energy rays (second irradiation step). This makes it possible to simultaneously form a plurality of regions having different textures on the coating layer, for example, an uneven region and a smooth region.
- the coating layer is active energy ray-curable and can be obtained, for example, by performing the first irradiation step on the uncured resin composition.
- the molded body provided with the decorative layer is a laminated film, a laminated body having a transparent support base material and an uncured resin composition layer (hereinafter referred to as a precursor of a laminated film), or a molded body having a decorative layer. Obtained by forming.
- the step of forming the decorative layer may be performed before the first irradiation step or after the second irradiation step, and may be performed between the first irradiation step and the second irradiation step. May be done.
- a molded body having a three-dimensional shape can be obtained by injection molding a laminated film.
- the injection molding step is performed before, after, or in parallel with the unevenness forming step. Above all, it is preferable that the injection molding step and the unevenness forming step are performed in parallel, that is, the fine unevenness and the three-dimensional shape are formed in one step.
- the preform process be performed before the injection molding process.
- the laminated film or the precursor of the laminated film is formed in advance into a shape close to a three-dimensional shape. This makes it easier to obtain the desired three-dimensional shape in injection molding.
- the method for manufacturing the molded product includes a step of forming irregularities on the laminated film and a second irradiation step.
- FIG. 8 is a flowchart showing a method for manufacturing a molded product according to the present embodiment.
- the method for manufacturing the molded body includes a decoration step on the laminated film, a preform step, an unevenness forming step (and an injection molding step), and a second irradiation step.
- FIG. 9 is a flowchart showing a method of manufacturing a molded product according to the present embodiment.
- the method for producing the molded product includes a decoration step on the precursor of the laminated film, a preform step, a first irradiation step, an unevenness forming step (and an injection molding step), and a second irradiation step. , Equipped with.
- FIG. 10 is a flowchart showing a method for manufacturing a molded product according to the present embodiment. Hereinafter, each step will be described.
- the resin composition is semi-cured by the first irradiation step to form a coating layer.
- the indentation hardness H 100 of the coating layer is 0.30 GPa or more and 0.65 GPa or less.
- the indentation hardness HB 2000 of the coating layer is 0.15 GPa or more and 0.35 GPa or less.
- the indentation hardness HB 2000 is smaller than the indentation hardness HB 100.
- the method of forming the print layer is not particularly limited. Examples of the method for forming the print layer include an offset printing method, a gravure printing method, a screen printing method, a roll coating method, and a spray coating method.
- the method for forming the thin-film deposition layer is also not particularly limited. Examples of the method for forming the thin-film deposition layer include a vacuum vapor deposition method, a sputtering method, an ion plating method, and a plating method.
- Preform step (S24) In this step, a shape along a desired three-dimensional shape is formed on the laminated film or its precursor. After the preform step, a trimming step may be performed to remove unnecessary portions of the laminated film or its precursor.
- the preform method is not particularly limited.
- the preform is performed by, for example, a vacuum forming method, a compressed air forming method, or a vacuum forming method.
- the first mold and the laminated film or its precursor are installed in the same processing chamber.
- the laminated film or its precursor is installed so that the transparent supporting base material faces the first mold.
- the laminated film or its precursor is heated to a temperature equal to or higher than Tg of the resin composition to put the treatment chamber in a vacuum state and / or a pressurized state.
- Tg of the resin composition
- the laminated film or its precursor is deformed along the first mold.
- the laminated film or its precursor is then cooled and removed from the first mold.
- the material of the first mold is not particularly limited.
- the first mold may be made of resin or metal.
- the resin composition used in the preform process is in an uncured or semi-cured state. Therefore, the laminated film or its precursor can be easily deformed along the first mold without causing cracks. Therefore, a complicated three-dimensional shape is realized.
- the resin composition after the preform step is still in an uncured or semi-cured state.
- the indentation hardness HB 100 by the nanoindentation method at an indentation depth of 100 nm of the coating layer is 0.30 GPa or more and 0.65 GPa or less.
- the indentation hardness HB 2000 by the nanoindentation method at an indentation depth of 2000 nm of the coating layer is 0.15 GPa or more and 0.35 GPa or less.
- the indentation hardness HB 2000 is smaller than the indentation hardness HB 100. Therefore, the coating layer exhibits excellent releasability and formability.
- the material of the second mold is not particularly limited.
- the second mold may be made of resin or metal. Regardless of the material of the mold, the coating layer is easily stripped from the mold.
- a three-dimensional shape may be imparted along with the unevenness.
- a second mold having a desired three-dimensional shape as well as unevenness is used.
- the unevenness may be imparted by an injection molding method (for example, an insert molding method).
- injection molding for example, the coating layer is opposed to the second mold having partial irregularities, and the molding resin is injected toward the transparent support base material.
- unevenness is formed on a part of the coating layer, and a molding resin layer is formed on the other main surface of the transparent supporting base material.
- the laminated film has a semi-cured coating layer. Therefore, the laminated film can follow the molds having various shapes. Further, even when there is a dimensional difference between the three-dimensional shape formed by the preform and the second mold used in this step, the generation of cracks is suppressed.
- Second irradiation step (S22) In this step, the coating layer is irradiated with active energy rays. As a result, the coating layer is completely cured to form a cured resin layer.
- the active energy rays are irradiated so that the pencil hardness of the cured resin layer is H or higher, for example.
- Integrated light quantity of the active energy ray in the present step is 150 mJ / cm 2, such as more than, at 300 mJ / cm 2 or more 2000 mJ / cm 2 or less.
- an unevenness forming step is performed on a laminated film provided with a coating layer in a semi-cured state. Therefore, it is possible to impart fine unevenness to the laminated film with high accuracy. Further, the laminated film can be formed into various three-dimensional shapes without causing cracks. Then, after the unevenness forming step is completed, the resin composition is cured. Therefore, the imparted shape is retained for a long period of time.
- Acrylic polymers A and B were prepared as follows. [Preparation of acrylic polymer A] A mixture consisting of 30 parts of n-butyl methacrylate, 70 parts of methyl methacrylate and 0.8 parts of t-butylperoxy-2-ethylhexanoate was prepared. Separately, 40 parts of toluene was put into a 500 ml reaction vessel equipped with a stirring blade, a nitrogen introduction tube, a cooling tube and a dropping funnel, and heated to 110 ° C. While stirring the inside of the reaction vessel, the above mixture was added dropwise at a constant velocity over 2 hours under a nitrogen atmosphere. After completion of the dropping, the reaction was carried out for 1 hour under the temperature condition of 110 ° C.
- reaction vessel having the same shape as above, 306.5 parts of precursor B1, 15.66 parts of acrylic acid, 0.43 parts of hydroquinone monomethyl ether, 56 parts of toluene were charged, and air was blown into the reaction vessel to stir. While heating to 90 ° C. Under the temperature condition of 90 ° C., a mixed solution of 3 parts of toluene and 0.81 part of tetrabutylammonium bromide was further added to this reaction vessel, and the mixture was reacted for 1 hour. Subsequently, the mixture was heated to 105 ° C., and the reaction was carried out under the temperature condition of 105 ° C. until the acid value of the solid content in the reaction solution became 8 or less.
- KOH potassium hydroxide
- Example 1 (1) Preparation of Resin Composition HC1 In a container filled with propylene glycol monomethyl ether, 37 parts of acrylic polymer A, 35 parts of Aronix M-402, 12 parts of purple light UV-AF305A, and 15 parts of ELCOM V-8802. 2.9 parts for a total of 100 parts of the above resin component and ELCOM V-8802, and 3.9 parts of Omnirad TPO H for a total of 100 parts of the above resin component and ELCOM V-8802. The parts were mixed to produce a transparent resin composition HC1 having a solid content concentration of 35%.
- Print layer is formed by screen printing on the main surface of the produced laminated film 1 opposite to the coating layer of the transparent support base material, and the drying temperature is increased. It was dried at 80 ° C. for 10 minutes. This printing step was repeated 5 times and then dried at 90 ° C. for 1 hour. Aniline black was used to form the print layer.
- the coating layer was irradiated with active energy rays (ultraviolet rays) having an integrated light amount of 1500 mJ / cm 2.
- active energy rays ultraviolet rays
- the transparent support base material, the cured resin layer (hard coat layer) arranged on one main surface of the transparent support base material, and the printing layer arranged on the other main surface of the transparent support base material are molded.
- a molded product X1 comprising a resin layer was obtained.
- the surface of the cured resin layer had a first region formed by transferring the unevenness of the mold and a smooth second region.
- (B) Formability The first region of the cured resin layer of the molded product was visually observed and evaluated according to the following criteria. Best: Sufficient anti-glare property is obtained, and it can be judged that the height of the convex part is 80% or more of the maximum height of the convex part of the mold. Good: Sufficient anti-glare property is obtained for practical use. , It can be judged that the height of the convex part is 50% or more and less than 80% of the maximum height of the convex part of the mold. It can be judged that it is less than 50% of the maximum height of the part.
- a minute AC load was superposed on the surface of the laminated film on a quasi-static test load. The load was applied until the maximum load of 50 mN was reached.
- As an indenter a Berkovich-type diamond indenter (tip radius of curvature of 20 nm) was used. The continuous stiffness with respect to the depth was calculated from the vibration component of the generated displacement and the phase difference between the displacement and the load, and the hardness profile with respect to the depth was obtained. The hardness at a depth of 100 nm in this profile was defined as the indentation hardness HB 100 , and the hardness at 2000 nm was defined as the indentation hardness HB 2000 .
- IMicro dedicated software was used to calculate the load and stiffness.
- the Poisson's ratio of the coating layer was set to 0.35.
- the load was controlled so that the strain rate ( ⁇ P / ⁇ t) / P was 0.2.
- the point tentatively defined on the iMicro dedicated software at the time of measurement was set as it is as the surface position of the coating layer. ..
- the elongation rate when a crack of the above size was first confirmed was defined as the elongation rate of the laminated film.
- Three test pieces were prepared from the same laminated film, and the average value of the elongation rates calculated for each was taken as the elongation rate of the laminated film.
- Pencil hardness JIS K 5600-5-4 (1999) The pencil hardness in the second region of the cured resin layer of the molded product was measured according to the scratch hardness (pencil method).
- Example 2 In the preparation of the laminated film (2), the laminated film A2 was obtained in the same manner as in Example 1 except that the film thickness of the coating layer was set to 6 ⁇ m. Using the laminated film A2, a molded product X2 was obtained in the same manner as in Example 1. The laminated film A2 and the molded product X2 were evaluated as described above. The results are shown in Table 1.
- Example 3 In the preparation of the laminated film (2), the laminated film A3 was obtained in the same manner as in Example 1 except that the film thickness of the coating layer was set to 10 ⁇ m. Using the laminated film A3, a molded product X3 was obtained in the same manner as in Example 1. The laminated film A3 and the molded product X3 were evaluated as described above. The results are shown in Table 1.
- Example 4 In the preparation of the laminated film (2), the laminated film A4 was obtained in the same manner as in Example 1 except that the active energy rays were irradiated in a nitrogen atmosphere. Using the laminated film A4, a molded product X4 was obtained in the same manner as in Example 1. The laminated film A4 and the molded product X4 were evaluated as described above. The results are shown in Table 1.
- Example 5 In the preparation of the laminated film (2), the laminated film A5 was obtained in the same manner as in Example 1 except that the active energy rays were irradiated so that the integrated light amount was 7.5 mJ / cm 2. Using the laminated film A5, a molded product X5 was obtained in the same manner as in Example 1. The laminated film A5 and the molded product X5 were evaluated as described above. The results are shown in Table 1.
- Example 6 In the preparation of the laminated film (2), the laminated film A6 was obtained in the same manner as in Example 1 except that the active energy rays were irradiated so that the integrated light amount was 100 mJ / cm 2. Using the laminated film A6, a molded product X6 was obtained in the same manner as in Example 1. The laminated film A6 and the molded product X6 were evaluated as described above. The results are shown in Table 1.
- Example 1 A laminated film B1 was obtained in the same manner as in Example 1 except that the laminated film was not irradiated with active energy rays in the preparation (2). Using the laminated film B1, a molded body Y1 was obtained in the same manner as in Example 1. The laminated film B1 and the molded body Y1 were evaluated as described above. The results are shown in Table 1.
- Example 2 In the preparation of the laminated film (2), the laminated film B2 was obtained in the same manner as in Example 1 except that the active energy rays were irradiated so that the integrated light amount was 200 mJ / cm 2. Using the laminated film B2, a molded product Y2 was obtained in the same manner as in Example 1. The laminated film B2 and the molded body Y2 were evaluated as described above. The results are shown in Table 1.
- Example 3 In the preparation of the laminated film (2), the laminated film B3 was obtained in the same manner as in Example 1 except that the active energy rays were irradiated so that the integrated light amount was 500 mJ / cm 2. Using the laminated film B3, a molded product Y3 was obtained in the same manner as in Example 1. The laminated film B3 and the molded body Y3 were evaluated as described above. The results are shown in Table 1.
- Example 4 In the preparation of the laminated film (2), the laminated film B4 was obtained in the same manner as in Example 1 except that the active energy rays were irradiated so that the integrated light amount was 1500 mJ / cm 2. Using the laminated film B4, a molded product Y4 was obtained in the same manner as in Example 1. The laminated film B4 and the molded body Y4 were evaluated as described above. The results are shown in Table 1.
- Comparative Example 1 is an example in which the indentation hardness HB 100 and the indentation hardness HB 2000 are both small. In this example, the releasability and formability are low.
- Comparative Examples 2 to 4 are examples in which the indentation hardness HB 2000 is large. Even in these examples, the formability is low. In Comparative Example 3 and Comparative Example 4, the shape retention was also low.
- Example 7 (1) Preparation of Resin Composition HC2 In a container containing propylene glycol monomethyl ether, 43 parts of acrylic polymer A, 42 parts of Aronix M-402, 15 parts of ELCOM V-8802, and Omnirad 184 are the above resin components and ELCOM V. 2.9 parts for a total of 100 parts of -8802 and 3.9 parts of Omnirad TPO H for a total of 100 parts of the above resin component and ELCOM V-8802 were mixed to obtain a solid content concentration of 35%. A transparent resin composition HC2 was produced.
- Example 8 (1) Preparation of Resin Composition HC3 In a container containing propylene glycol monomethyl ether, 51 parts of acrylic polymer A, 49 parts of Aronix M-402, 2.9 parts of Omnirad 184 with respect to 100 parts of the above resin component, Omnirad. 3.9 parts of TPO H was mixed with a total of 100 parts of the above resin components to produce a transparent resin composition HC3 having a solid content concentration of 35%.
- Example 9 (1) Preparation of resin composition HC4 In a container containing propylene glycol monomethyl ether, 73 parts of n-acrylic polymer B, 12 parts of purple light UV-AF305A, 15 parts of ELCOM V-8802, and Omnirad 184 are the above resin components and ELCOM. 2.9 parts for a total of 100 parts with V-8802 and 3.9 parts for a total of 100 parts with the above resin component and ELCOM V-8802 were mixed, and the solid content concentration was 35%. The transparent resin composition HC4 of the above was produced.
- Example 10 (1) Preparation of Resin Composition HC5 In a container containing propylene glycol monomethyl ether, 85 parts of acrylic polymer B, 15 parts of ELCOM V-8802, and Omnirad 184 in a total of 100 parts of the above resin component and ELCOM V-8802. On the other hand, 2.9 parts and 3.9 parts of Omnirad TPO H were mixed with 100 parts in total of the above resin component and ELCOM V-8802 to produce a transparent resin composition HC5 having a solid content concentration of 35%. bottom.
- Example 11 (1) Preparation of Resin Composition HC6 In a container containing propylene glycol monomethyl ether, 100 parts of acrylic polymer B, 2.9 parts of Omnirad 184 with respect to 100 parts of the above resin component, and 100 parts of Omnirad TPO H with respect to the above resin component 100. 3.9 parts were mixed with respect to the parts to produce a transparent resin composition HC6 having a solid content concentration of 35%.
- Example 12 (1) Preparation of Resin Composition HC7 In a container containing propylene glycol monomethyl ether, 67.5 parts of CN-9893, 22.5 parts of Aronix M-315, 5.0 parts of Art Resin H-7M40, and Art Resin 5.0 parts of UN-904M, 2.9 parts of Omnirad 184 with respect to 100 parts of the above resin component, and 3.9 parts of Omnirad TPO H with respect to 100 parts of the above resin component were mixed, and the solid content concentration was 35. %% Transparent resin composition HC7 was produced.
- Example 13 (1) Preparation of Resin Composition HC8 In a container containing propylene glycol monomethyl ether, 50 parts of Art Resin H-7M40, 50 parts of Art Resin UN-904M, and Omnirad 184 are 2.9 with respect to 100 parts of the above resin component. 3.9 parts of Omnirad TPO H was mixed with 100 parts of the above resin component to produce a transparent resin composition HC8 having a solid content concentration of 35%.
- Comparative Example 5 is an example in which the indentation hardness HB 2000 is excessively large. In this example, the formability is low. In addition, the shape retention was low. Comparative Example 6 is an example in which the indentation hardness HB 2000 is large. In this example, the formability is low.
- Example 14 (1) Preparation of Resin Composition LR In a container containing propylene glycol monomethyl ether, 14.8 parts by mass of acrylic polymer A, 10 parts by mass of Aronix M-402, 13.3 parts by mass of KRM-8452, and so on. 13.3 parts by mass of purple light UV-AF305A and 4.8 parts by mass of Polymerd 184 were mixed. Further, the thru rear 4320 was mixed in an amount of 43.8 parts by mass. Thereby, a milky white resin composition LR for a low refractive index layer having a solid content concentration of 3% was prepared. The refractive index of the layer formed by the resin composition LR was 1.20 or more and 1.55 or less.
- Example 15 (1) Adjustment of Resin Composition HR In a container containing propylene glycol monomethyl ether, 8.9 parts by mass of acrylic polymer A, 2.7 parts by mass of KRM-8452, and 1.8 parts by mass of Omnirad 184 were added. , Mixed. Further, 86.5 parts by mass of HX-204 IP was mixed. Thereby, a milky white resin composition HR for a high refractive index layer having a solid content concentration of 3% was prepared. The refractive index of the layer formed by the resin composition HR was more than 1.55 and 2.00 or less.
- the protective film of the transfer film C-2 was peeled off to expose the uncured high refractive index layer.
- the low refractive index layer of the transfer film C-1 was bonded to the high refractive index layer.
- the protective film was peeled off, and the laminated body was irradiated with active energy rays (ultraviolet rays) having an integrated light amount of 35 mJ / cm 2.
- active energy rays ultraviolet rays
- Examples 14 and 15 the visual reflectance of the obtained molded product was also evaluated.
- (H) Visual reflectance A black paint (product name: CZ-805 BLACK (manufactured by Nikko Bics Co., Ltd.)) is applied to the surface of the transparent support base material of the laminated film opposite to the hard coat layer using a bar coater. The film was applied so that the dry film thickness was 3 ⁇ m or more and 6 ⁇ m or less. Next, the laminated film coated with the black paint was left to stand in a room temperature environment for 5 hours to dry. Subsequently, the integrated light amount was 1500 mJ / cm 2. A cured evaluation sample was prepared by irradiating with active energy rays of.
- the visual reflectance by the SCI method was measured and evaluated from the optical interference layer side of the evaluation sample.
- SD7000 manufactured by Nippon Denshoku Kogyo Co., Ltd. was used for the measurement, and the measurement wavelength region was set to 380 nm or more and 780 nm or less.
- Both the molded bodies of Examples 14 and 15 are excellent in releasability, shapeability and shape retention. Furthermore, no visible cracks could be confirmed in these molded bodies. In addition, it can be seen that the molded product has a small visual reflectance and has excellent antireflection performance.
- this laminated film is particularly preferably used for producing a protective material for a display having a seamless design.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Fluid Mechanics (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
La présente invention concerne un film multicouche qui présente une excellente aptitude au façonnage et un excellent démoulage à la sortie d'un moule. Un film multicouche, selon la présente invention, est muni d'un matériau de base de support transparent et d'une couche de revêtement qui est disposée sur au moins une surface principale du matériau de base de support transparent. La couche de revêtement contient une composition de résine durcissable par rayonnement d'énergie active ; la couche de revêtement a une épaisseur supérieure à 2 µm ; la couche de revêtement a une dureté à l'indentation HB100 allant de 0,30 GPa à 0,65 GPa à une profondeur d'indentation de 100 nm, telle que déterminée par un procédé de nano-indentation ; la couche de revêtement a une dureté à l'indentation HB2000 allant de 0,15 GPa à 0,35 GPa à une profondeur d'indentation de 2 000 nm, telle que déterminée par un procédé de nano-indentation ; et la dureté à l'indentation HB2000 est inférieure à la dureté à l'indentation HB100.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022524518A JP7297156B2 (ja) | 2020-05-20 | 2021-05-19 | 積層フィルムおよび成形体、ならびにこれらの製造方法 |
| CN202180036066.4A CN115515789A (zh) | 2020-05-20 | 2021-05-19 | 层叠膜和成型体、以及它们的制造方法 |
| KR1020227039502A KR20230013242A (ko) | 2020-05-20 | 2021-05-19 | 적층 필름 및 성형체, 및 이들의 제조 방법 |
| JP2023096446A JP2023126785A (ja) | 2020-05-20 | 2023-06-12 | 積層フィルムおよび成形体、ならびにこれらの製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020088300 | 2020-05-20 | ||
| JP2020-088300 | 2020-05-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021235493A1 true WO2021235493A1 (fr) | 2021-11-25 |
Family
ID=78707890
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/019013 WO2021235493A1 (fr) | 2020-05-20 | 2021-05-19 | Film multicouche, corps moulé, procédé de production de film multicouche et procédé de production de corps moulé |
Country Status (5)
| Country | Link |
|---|---|
| JP (2) | JP7297156B2 (fr) |
| KR (1) | KR20230013242A (fr) |
| CN (1) | CN115515789A (fr) |
| TW (1) | TW202200381A (fr) |
| WO (1) | WO2021235493A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4261247A1 (fr) * | 2022-04-12 | 2023-10-18 | TMG - Tecidos Plastificados e Outros Revestimentos para a Indústria Automóvel, S.A. | Structure composite à haute résistance à l'abrasion, sa préparation et son utilisation |
| WO2023249082A1 (fr) * | 2022-06-24 | 2023-12-28 | Toppanホールディングス株式会社 | Feuille décorative |
| WO2023249081A1 (fr) * | 2022-06-24 | 2023-12-28 | Toppanホールディングス株式会社 | Feuille décorative |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009184284A (ja) * | 2008-02-08 | 2009-08-20 | Toray Ind Inc | 積層フィルム |
| WO2011040541A1 (fr) * | 2009-09-30 | 2011-04-07 | 大日本印刷株式会社 | Stratifié optique et procédé de production d'un stratifié optique |
| WO2011090172A1 (fr) * | 2010-01-22 | 2011-07-28 | 旭硝子株式会社 | Procédé de production de substrat en résine ayant une couche de revêtement dur, et substrat en résine ayant une couche de revêtement dur |
| JP2011228674A (ja) * | 2010-03-31 | 2011-11-10 | Mitsubishi Rayon Co Ltd | 微細凹凸構造を表面に有する物品の製造方法 |
| JP2017215435A (ja) * | 2016-05-31 | 2017-12-07 | 日本ゼオン株式会社 | 硬化樹脂転写フィルム及びその製造方法、エンボス加工用フィルム、エンボス加工品の製造方法、並びに、セキュリティ物品の製造方法 |
| JP2018012279A (ja) * | 2016-07-21 | 2018-01-25 | 株式会社Monaコーポレーション | 三次元加飾用フィルム、三次元加飾成型体および三次元加飾用フィルムの製造方法 |
| JP2019123211A (ja) * | 2018-01-19 | 2019-07-25 | 凸版印刷株式会社 | 樹脂硬化層付き基板およびその製造方法 |
-
2021
- 2021-05-19 CN CN202180036066.4A patent/CN115515789A/zh active Pending
- 2021-05-19 WO PCT/JP2021/019013 patent/WO2021235493A1/fr active Application Filing
- 2021-05-19 JP JP2022524518A patent/JP7297156B2/ja active Active
- 2021-05-19 KR KR1020227039502A patent/KR20230013242A/ko active Search and Examination
- 2021-05-20 TW TW110118295A patent/TW202200381A/zh unknown
-
2023
- 2023-06-12 JP JP2023096446A patent/JP2023126785A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009184284A (ja) * | 2008-02-08 | 2009-08-20 | Toray Ind Inc | 積層フィルム |
| WO2011040541A1 (fr) * | 2009-09-30 | 2011-04-07 | 大日本印刷株式会社 | Stratifié optique et procédé de production d'un stratifié optique |
| WO2011090172A1 (fr) * | 2010-01-22 | 2011-07-28 | 旭硝子株式会社 | Procédé de production de substrat en résine ayant une couche de revêtement dur, et substrat en résine ayant une couche de revêtement dur |
| JP2011228674A (ja) * | 2010-03-31 | 2011-11-10 | Mitsubishi Rayon Co Ltd | 微細凹凸構造を表面に有する物品の製造方法 |
| JP2017215435A (ja) * | 2016-05-31 | 2017-12-07 | 日本ゼオン株式会社 | 硬化樹脂転写フィルム及びその製造方法、エンボス加工用フィルム、エンボス加工品の製造方法、並びに、セキュリティ物品の製造方法 |
| JP2018012279A (ja) * | 2016-07-21 | 2018-01-25 | 株式会社Monaコーポレーション | 三次元加飾用フィルム、三次元加飾成型体および三次元加飾用フィルムの製造方法 |
| JP2019123211A (ja) * | 2018-01-19 | 2019-07-25 | 凸版印刷株式会社 | 樹脂硬化層付き基板およびその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4261247A1 (fr) * | 2022-04-12 | 2023-10-18 | TMG - Tecidos Plastificados e Outros Revestimentos para a Indústria Automóvel, S.A. | Structure composite à haute résistance à l'abrasion, sa préparation et son utilisation |
| WO2023249082A1 (fr) * | 2022-06-24 | 2023-12-28 | Toppanホールディングス株式会社 | Feuille décorative |
| WO2023249081A1 (fr) * | 2022-06-24 | 2023-12-28 | Toppanホールディングス株式会社 | Feuille décorative |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115515789A (zh) | 2022-12-23 |
| JPWO2021235493A1 (fr) | 2021-11-25 |
| TW202200381A (zh) | 2022-01-01 |
| JP7297156B2 (ja) | 2023-06-23 |
| KR20230013242A (ko) | 2023-01-26 |
| JP2023126785A (ja) | 2023-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6491394B2 (ja) | 成形加飾用積層フィルム | |
| WO2021235493A1 (fr) | Film multicouche, corps moulé, procédé de production de film multicouche et procédé de production de corps moulé | |
| KR102279536B1 (ko) | 방현 코팅 조성물, 그것을 이용한 광학 적층 부재, 및 방현 하드 코팅층의 형성 방법 | |
| WO2019070073A1 (fr) | Procédé de formation de couche de revêtement dur antireflet | |
| JP6818186B2 (ja) | 加飾用積層部材及び加飾成形体の製造方法 | |
| JP6917534B2 (ja) | 積層フィルムおよび積層部材 | |
| EP4005789B1 (fr) | Procédé de fabrication de film stratifié et procédé de fabrication d'élément stratifié | |
| JP6651821B2 (ja) | ハードコートフィルムの製造方法、ハードコートフィルムを備える偏光板の製造方法、ハードコートフィルムを備える透過型液晶ディスプレイの製造方法 | |
| EP4257355A1 (fr) | Film stratifié et article moulé et leurs procédés de production | |
| WO2021033483A1 (fr) | Corps stratifié anti-reflet | |
| JP2020090084A (ja) | 加飾用積層部材及び加飾成形体の製造方法 | |
| EP4163109A1 (fr) | Feuille de résine pour moulage, et article moulé mettant en ouvre celle-ci | |
| JP2023006496A (ja) | 積層フィルムおよび成形体、ならびにそれらの製造方法 | |
| JP2022151967A (ja) | 積層フィルムおよび成形体、ならびにそれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21807845 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022524518 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21807845 Country of ref document: EP Kind code of ref document: A1 |