WO2021229967A1 - ガラス板の加工方法、及びeuvl用マスクブランクの製造方法 - Google Patents
ガラス板の加工方法、及びeuvl用マスクブランクの製造方法 Download PDFInfo
- Publication number
- WO2021229967A1 WO2021229967A1 PCT/JP2021/015047 JP2021015047W WO2021229967A1 WO 2021229967 A1 WO2021229967 A1 WO 2021229967A1 JP 2021015047 W JP2021015047 W JP 2021015047W WO 2021229967 A1 WO2021229967 A1 WO 2021229967A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass plate
- protective layer
- main surface
- clamp
- processing method
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C15/00—Surface treatment of glass, not in the form of fibres or filaments, by etching
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/28—Surface treatment of glass, not in the form of fibres or filaments, by coating with organic material
- C03C17/32—Surface treatment of glass, not in the form of fibres or filaments, by coating with organic material with synthetic or natural resins
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/34—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions
- C03C17/36—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions at least one coating being a metal
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F1/00—Originals for photomechanical production of textured or patterned surfaces, e.g., masks, photo-masks, reticles; Mask blanks or pellicles therefor; Containers specially adapted therefor; Preparation thereof
- G03F1/22—Masks or mask blanks for imaging by radiation of 100nm or shorter wavelength, e.g. X-ray masks, extreme ultraviolet [EUV] masks; Preparation thereof
- G03F1/24—Reflection masks; Preparation thereof
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F1/00—Originals for photomechanical production of textured or patterned surfaces, e.g., masks, photo-masks, reticles; Mask blanks or pellicles therefor; Containers specially adapted therefor; Preparation thereof
- G03F1/60—Substrates
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/20—Exposure; Apparatus therefor
Definitions
- This disclosure relates to a method for processing a glass plate and a method for manufacturing a mask blank for EUV.
- the photomask pattern is irradiated with light by an exposure apparatus, and the photomask pattern is transferred to the resist film.
- EUV light includes soft X-rays and vacuum ultraviolet light, and specifically, light having a wavelength of about 0.2 nm to 100 nm. At present, EUV light having a wavelength of about 13.5 nm is mainly studied as exposure light.
- Patent Document 1 describes a method for manufacturing a mask blank for EUVL (Extreme Ultra-Violet Lithography).
- the EUV mask blank includes a glass plate, a reflective film formed on the glass plate, and an absorbent film formed on the reflective film.
- the EUV mask blank is required to have a high flatness in order to improve the transfer accuracy of fine patterns. Since the flatness of the EUV mask blank is mainly determined by the flatness of the glass plate which is the substrate, high flatness is required for the glass plate.
- the manufacturing method described in Patent Document 1 includes a preliminary polishing step, a measuring step, and a correction polishing step.
- the pre-polishing step both main surfaces of the glass plate are pre-polished.
- the measuring step the maximum thickness distribution and flatness of the glass plate are measured.
- the correction polishing step the main surface of the glass plate is locally polished based on the measurement result of the measurement step.
- a gas cluster or the like is used for local polishing of Patent Document 1.
- the gas cluster is ionized by thermionic collisions, subsequently accelerated by an electric field, irradiated towards the first main surface of the glass plate and locally etching the first main surface. As a result, the first main surface can be flattened.
- Irradiation of gas clusters is carried out inside the vacuum vessel.
- the glass plate cannot be held by the vacuum chuck, so the glass plate is held by the clamp.
- the clamp holds the glass plate detachably. Therefore, the clamp is brought into contact with and detached from the glass plate.
- the glass plate is etched inside the vacuum container, and particles are generated. Particles are generated by the gas clusters colliding with the glass plate or peripheral members of the glass plate.
- the material of the particles is, for example, glass, metal, or resin. Generated particles may attach to the waiting clamp. In that state, when the clamp approaches the glass plate, particles get caught between the clamp and the glass plate. As a result, defects occur in the glass plate.
- concave scratches may occur, and convex deposits may occur. These defects are due to particles.
- the scratches are the contact marks of the particles, and the deposits are the particles themselves.
- One aspect of the present disclosure provides a technique capable of suppressing the occurrence of defects in the glass plate due to contact with the clamp.
- the method for processing a glass plate is to prepare a glass plate with a protective layer having a glass plate and a protective layer including a resin layer in contact with the glass plate, and to apply the protective layer to the glass plate.
- the first main surface of the glass plate is irradiated with a beam-shaped gas cluster while the glass plate with the protective layer is held by the clamp and the glass plate with the protective layer is held by the clamp. 1 It has to etch the main surface.
- FIG. 1 is a flowchart showing a method for manufacturing an EUV mask blank according to an embodiment.
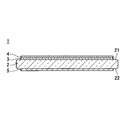
- FIG. 2 is a cross-sectional view showing an example of the glass plate provided in S1 of FIG.
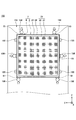
- FIG. 3 is a plan view showing an example of the glass plate of FIG.
- FIG. 4 is a cross-sectional view showing a mask blank for EUV according to an embodiment.
- FIG. 5 is a cross-sectional view showing an example of a EUV photomask.
- FIG. 6 is a cross-sectional view showing a processing apparatus according to an embodiment.
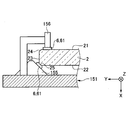
- FIG. 7 is an enlarged cross-sectional view showing the glass plate of FIG. 6 and its peripheral parts.
- FIG. 1 is a flowchart showing a method for manufacturing an EUV mask blank according to an embodiment.
- FIG. 2 is a cross-sectional view showing an example of the glass plate provided in S1 of FIG.
- FIG. 3 is a plan view showing an example of the glass plate of FIG.
- FIG. 4 is
- FIG. 8 is a diagram showing a glass plate and its peripheral parts as viewed from the irradiation direction of the gas cluster of FIG. 7.
- FIG. 9 is a view of the clamp and spacer of FIG. 7 as viewed from another direction.
- FIG. 10 is a flowchart showing an example of S3 in FIG.
- FIG. 11 is a cross-sectional view showing a clamp according to the first modification.
- FIG. 12 is a cross-sectional view showing a clamp according to the second modification.
- FIG. 13 is a cross-sectional view showing a clamp according to the third modification.
- the method for producing a mask blank for EUVL has S1 to S7.
- a glass plate is used to manufacture the mask blank.
- the glass of the glass plate is preferably quartz glass containing 90% by mass or more of SiO 2.
- the upper limit of the SiO 2 content in quartz glass is 100% by mass.
- Quartz glass has a smaller coefficient of linear expansion and smaller dimensional change due to temperature changes than general soda lime glass.
- Quartz glass may contain TiO 2 in addition to SiO 2. Quartz glass may contain SiO 2 in an amount of 90% by mass to 95% by mass and TiO 2 in an amount of 5% by mass to 10% by mass.
- Quartz glass may contain trace components other than SiO 2 and TiO 2 , but preferably does not contain trace components.
- the glass plate 2 has a first main surface 21, a second main surface 22, four end surfaces 23, four first chamfered surfaces 24, and four second surfaces. Includes chamfer 25.
- the first main surface 21 has a rectangular shape. In the present specification, the rectangular shape includes a shape in which the corners are chamfered. Also, the rectangle includes a square.
- the second main surface 22 is in the opposite direction to the first main surface 21.
- the second main surface 22 is also rectangular like the first main surface 21.
- the end surface 23 is perpendicular to the first main surface 21 and the second main surface 22.
- the first chamfered surface 24 is formed at the boundary between the first main surface 21 and the end surface 23.
- the second chamfer surface 25 is formed at the boundary between the second main surface 22 and the end surface 23.
- the first chamfered surface 24 and the second chamfered surface 25 are so-called C chamfered surfaces in the present embodiment, but may be R chamfered surfaces.
- the first main surface 21 of the glass plate 2 has a quality assurance area 26 shown by a dot pattern in FIG.
- the quality assurance region 26 is an region processed to a desired flatness by S1 to S4.
- the quality assurance region 26 is an region excluding the peripheral region 27 in which the distance L from the end surface 23 is, for example, 5 mm or less when viewed from the direction orthogonal to the first main surface 21.
- the second main surface 22 of the glass plate 2 also has a quality assurance region and a peripheral region, similarly to the first main surface 21.
- the first main surface 21 and the second main surface 22 of the glass plate 2 are polished.
- the first main surface 21 and the second main surface 22 may be simultaneously polished by a double-sided grinding machine, or may be sequentially polished by a single-sided grinding machine.
- the glass plate 2 is polished while supplying the polishing slurry between the polishing pad and the glass plate 2.
- the polishing slurry contains an abrasive.
- the abrasive is, for example, cerium oxide particles.
- the first main surface 21 and the second main surface 22 may be polished a plurality of times with abrasives of different materials or particle sizes.
- the abrasive used in S1 is not limited to cerium oxide particles.
- the abrasive used in S1 may be silicon oxide particles, aluminum oxide particles, zirconium oxide particles, titanium oxide particles, diamond particles, silicon carbide particles, or the like.
- the surface shapes of the first main surface 21 and the second main surface 22 of the glass plate 2 are measured.
- a non-contact type measuring machine such as a laser interference type is used so that the surface is not damaged.
- the measuring machine measures the surface shapes of the quality assurance area 26 of the first main surface 21 and the quality assurance area of the second main surface 22.
- the first main surface 21 and the second main surface 22 of the glass plate 2 are processed by a beam-shaped gas cluster in order to improve the flatness.
- the first main surface 21 and the second main surface 22 are sequentially etched by the gas cluster.
- the order may be either first and is not particularly limited.
- the gas cluster is ionized by thermionic collision, subsequently accelerated by an electric field, and after neutralization, is irradiated toward the first main surface 21 or the second main surface 22. Due to the collision of the gas cluster, the first main surface 21 or the second main surface 22 is locally etched and flattened. The details of S3 will be described later.
- the first main surface 21 and the second main surface 22 of the glass plate 2 are finish-polished.
- the first main surface 21 and the second main surface 22 may be simultaneously polished by a double-sided grinding machine, or may be sequentially polished by a single-sided grinding machine.
- the glass plate 2 is polished while supplying the polishing slurry between the polishing pad and the glass plate 2.
- the polishing slurry contains an abrasive.
- the abrasive is, for example, colloidal silica particles.
- the reflective film 3 shown in FIG. 4 is formed in the quality assurance region 26 of the first main surface 21 of the glass plate 2.
- the reflective film 3 reflects EUV light.
- the reflective film 3 may be, for example, a multilayer reflective film in which high refractive index layers and low refractive index layers are alternately laminated.
- the high refractive index layer is formed of, for example, silicon (Si)
- the low refractive index layer is formed of, for example, molybdenum (Mo).
- a film forming method for the reflective film 3 for example, a sputtering method such as an ion beam sputtering method or a magnetron sputtering method is used.
- the absorption film 4 shown in FIG. 4 is formed on the reflective film 3 formed in S5.
- the absorbent film 4 absorbs EUV light.
- the absorption film 4 is formed of a single metal, an alloy, a nitride, an oxide, an oxynitride or the like containing at least one element selected from, for example, tantalum (Ta), chromium (Cr) and palladium (Pd).
- a film forming method for the absorbent film 4 for example, a sputtering method is used.
- the conductive film 5 shown in FIG. 4 is formed in the quality assurance region of the second main surface 22 of the glass plate 2.
- the conductive film 5 is used for electrostatically adsorbing a photomask with an electrostatic chuck of an exposure apparatus.
- the conductive film 5 is formed of, for example, chromium nitride (CrN) or the like.
- CrN chromium nitride
- S7 is carried out after S5 and S6 in this embodiment, it may be carried out before S5 and S6.
- the conductive film 5 may be formed in the quality assurance region 26 of the first main surface 21 of the glass plate 2
- the reflective film 3 may be formed in the quality assurance region 22 of the second main surface 22 of the glass plate 2.
- the absorbent film 4 is formed on the reflective film 3.
- the EUV mask blank 1 shown in FIG. 4 can be obtained.
- the EUV mask blank 1 includes a glass plate 2, a reflective film 3, an absorbing film 4, and a conductive film 5.
- the EUV mask blank 1 does not have to include the conductive film 5. Further, the EUV mask blank 1 may include yet another film.
- the EUV mask blank 1 may further contain a low-reflection film.
- the low-reflection film is formed on the absorption film 4.
- the low-reflection film is used for inspecting the opening pattern 41 of the absorption film 4 shown in FIG. 5, and has lower reflection characteristics than the absorption film 4 with respect to the inspection light.
- the low-reflection film is formed of, for example, TaON or TaO.
- a method for forming a low-reflection film for example, a sputtering method is used.
- the EUV mask blank 1 may further include a protective film.
- the protective film is formed between the reflective film 3 and the absorbing film 4.
- the protective film protects the reflective film 3 so that the reflective film 3 is not etched when the absorbent film 4 is etched to form the opening pattern 41 in the absorbent film 4.
- the protective film is formed of, for example, Ru, Si, TiO 2 or the like.
- a method for forming a protective film for example, a sputtering method is used.
- the EUV photomask is obtained by forming an opening pattern 41 on the absorption film 4.
- a photolithography method and an etching method are used to form the opening pattern 41. Therefore, the resist film used for forming the opening pattern 41 may be included in the EUV mask blank 1.
- the processing apparatus 100 is a so-called GCIB (Gas Cruster Ion Beam) processing apparatus.
- GCIB Gas Cruster Ion Beam
- the processing device 100 includes a vacuum container 101.
- the vacuum vessel 101 has a nozzle chamber 102, an ionization / acceleration chamber 103, and a processing chamber 104.
- the three chambers 102, 103, 104 are connected to each other to form a passage for the gas cluster.
- the three chambers 102, 103, 104 are exhausted by the three vacuum pumps 105, 106, 107 and maintained at the desired degree of vacuum.
- the number of chambers and the number of vacuum pumps are not particularly limited.
- the processing apparatus 100 includes a generation unit 110.
- the generation unit 110 generates a gas cluster.
- the generation unit 110 includes, for example, a raw material tank 111, a pressure controller 113, a supply pipe 114, and a nozzle 116.
- the raw material tank 111 stores the raw material gas (for example, CF 4 gas).
- the pressure controller 113 controls the supply pressure of the raw material gas supplied from the raw material tank 111 to the nozzle 116 via the supply pipe 114.
- the nozzle 116 is provided in the nozzle chamber 102 and injects a raw material gas into a vacuum to form a supersonic gas jet 118.
- the raw material gas is cooled by adiabatic expansion in the gas jet 118.
- a portion of the gas jet 118 condenses into a gas cluster, each of which is an aggregate of several to several thousand atoms or molecules.
- Many gas clusters are included near the center of the flow of the gas jet 118. Therefore, according to schema 119, the gas cluster can be efficiently sent out by passing only the vicinity of the center of the flow of the gas jet 118.
- the raw material gas is not limited to CF 4 gas, but SF 6 gas, Ar gas, O 2 gas, N 2 gas, NF 3 gas, N 2 O gas, CHF 3 gas, C 2 F 6 gas, and C. It may be 3 F 8 gas, C 4 F 6 gas, SiF 4 gas, COF 2 gas, SeF 6 gas, TeF 6 gas, WF 6 gas, or the like. A plurality of gases may be selected from these gases, and a mixed gas may be used as a raw material gas. As the raw material gas, it is preferable that a gas cluster having a large size can be formed and etching can be performed at a high rate, and specifically, a gas containing fluorine is preferable.
- the processing apparatus 100 includes an ionization unit 120.
- the ionization unit 120 ionizes at least a part of the gas cluster in the gas jet 118.
- the ionization unit 120 includes, for example, one or more thermal filaments 124 and a cylindrical electrode 126.
- Hot filament 124 to generate heat by the power (voltage V F) from the power source 125, which emits thermal electrons.
- the cylindrical electrode 126 accelerates thermions emitted from the thermal filament 124 and causes the accelerated thermions to collide with the gas cluster. Collision between an electron and a gas cluster emits an electron from a part of the gas cluster, and these gas clusters are positively ionized.
- a voltage VA from the power supply 127 is applied between the cylindrical electrode 126 and the thermal filament 124.
- This voltage VA accelerates thermions and collides with gas clusters.
- the processing apparatus 100 includes an acceleration unit 130.
- the acceleration unit 130 accelerates the gas cluster ionized by the ionization unit 120 to form the GCIB 128.
- the acceleration unit 130 includes, for example, a first electrode 132 and a second electrode 134.
- the second electrode 134 is grounded, and a positive voltage Vs is applied to the first electrode 132 from the power supply 135.
- the first electrode 132 and the second electrode 134 form an electric field that accelerates the positively ionized gas cluster.
- the accelerated gas cluster is withdrawn as GCIB 128 from the opening of the second electrode 134.
- the power supply 136 supplies an acceleration voltage V Acc that biases the ionization unit 120 to the first electrode 132 and the second electrode 134 so that the total GCIB acceleration potential becomes equal to V Acc.
- V Acc for example 1 kV ⁇ 200 kV, preferably from 1 kV ⁇ 70 kV.
- the processing apparatus 100 may include a neutralized portion (not shown).
- the neutralization section neutralizes the GCIB 128 formed by the acceleration section 130 to form a neutral gas cluster. Since the glass plate 2 is irradiated with a neutral gas cluster, it is possible to prevent the glass plate 2 from being charged. Even if the glass plate 2 is irradiated with a positively ionized gas cluster, the glass plate 2 can be etched.
- the processing device 100 includes an irradiation unit 150.
- the irradiation unit 150 irradiates the glass plate 2 with the beam-shaped gas cluster 129 and locally etches the glass plate 2.
- the diameter of the beam of the gas cluster 129 is, for example, 1 mm to 15 mm.
- the irradiation unit 150 includes, for example, a stage 151, a stage moving mechanism 152, and an aperture 153.
- the stage 151 is installed in the processing chamber 104 and holds the glass plate 2.
- the stage moving mechanism 152 two-dimensionally moves the stage 151 in the Y-axis direction and the Z-axis direction in order to move the irradiation point of the gas cluster 129 in the glass plate 2.
- the etching amount can be controlled and the glass plate 2 can be flattened.
- the stage moving mechanism 152 can also move the stage 151 in the X-axis direction.
- the aperture 153 is provided in the middle of the passage of the gas cluster 129, and enhances the uniformity of the strength of the gas cluster 129.
- the gas cluster 129 passes through the opening of the aperture 153 and irradiates the glass plate 2.
- the irradiation unit 150 of the processing apparatus 100 will be described with reference to FIGS. 7 to 9.
- the X-axis direction, the Y-axis direction, and the Z-axis direction are perpendicular to each other.
- the X-axis direction and the Y-axis direction are the horizontal direction
- the Z-axis direction is the vertical direction.
- the positive direction of the X-axis is the front and the negative direction of the X-axis is the rear.
- the irradiation direction of the gas cluster 129 indicated by the arrow in FIG. 7 is the positive direction on the X-axis.
- the irradiation unit 150 irradiates the beam-shaped gas cluster 129 forward, and the irradiated gas cluster 129 locally etches the first main surface 21 of the glass plate 2.
- the first main surface 21 is arranged toward the rear and is arranged so as to be inclined diagonally upward. Since the first main surface 21 faces diagonally upward, the stage 151 can stably hold the glass plate 2 from below. If the direction of the glass plate 2 is reversed, local etching of the second main surface 22 of the glass plate 2 is naturally possible.
- the stage 151 is arranged to face the second main surface 22 of the glass plate 2.
- the stage 151 is arranged in front of the glass plate 2.
- the stage 151 may hold the glass plate 2 via, for example, the spacer 155.
- the spacer 155 forms a gap between the stage 151 and the glass plate 2. Compared with the case where the entire second main surface 22 of the glass plate 2 comes into contact with the stage 151, it is possible to suppress the occurrence of contact scratches on the second main surface 22.
- the spacer 155 may have a tapered tapered surface. If the second chamfer surface 25 of the glass plate 2 is held by the tapered surface of the spacer 155, it does not contact the second main surface 22 at all, so that the occurrence of contact scratches on the second main surface 22 can be reliably prevented. As shown in FIG. 8, a part of the spacer 155 is arranged outside the glass plate 2 when viewed from the irradiation direction of the gas cluster 129.
- a part of the spacer 155 is arranged outside the glass plate 2 when viewed from the irradiation direction of the gas cluster 129, but the entire spacer 155 can be arranged inside the glass plate 2. .. In that case, the spacer 155 contacts not the second chamfered surface 25 of the glass plate 2 but the peripheral region excluding the quality assurance area of the second main surface 22.
- the stage 151 may hold the glass plate 2 via the clamp 156.
- the glass plate 2 can be stably held in a vacuum.
- the entire clamp 156 is arranged outside the glass plate 2 when viewed from the irradiation direction of the gas cluster 129.
- the clamp 156 holds, for example, the end surface 23 of the glass plate 2.
- a plurality of clamps 156 are provided at intervals along the peripheral edge of the glass plate 2.
- the clamp 156 presses the end surface 23 of the glass plate 2 in the present embodiment, the clamp 156 may press the peripheral region 27 of the first main surface 21 of the glass plate 2. Further, the clamp 156 may hold the first chamfered surface 24 of the glass plate 2. Also in these cases, a part of the clamp 156 is arranged outside the glass plate 2 when viewed from the irradiation direction of the gas cluster 129.
- the irradiation of the gas cluster 129 is carried out inside the vacuum container 101. Since the glass plate 2 cannot be held by the vacuum chuck inside the vacuum container 101, the glass plate 2 is held by the clamp 156. The clamp 156 holds the glass plate 2 detachably. Therefore, the clamp 156 is brought into contact with and separated from the glass plate 2.
- the glass plate 2 is etched inside the vacuum container 101, and particles are generated.
- the particles are generated when the gas cluster 129 collides with the glass plate 2 or the peripheral member of the glass plate 2.
- the material of the particles is, for example, glass, metal, or resin.
- the generated particles may attach to the waiting clamp 156. In this state, when the clamp 156 approaches the glass plate 2, particles are caught between the glass plate 2 and the clamp 156. As a result, conventionally, a defect may occur in the glass plate 2.
- the glass plate 7 with a protective layer is prepared.
- the glass plate 7 with a protective layer includes a glass plate 2 and a protective layer 6.
- the protective layer 6 includes a resin layer 61 that comes into contact with the glass plate 2.
- the resin layer 61 may be a single layer or a plurality of layers.
- the resin layer 61 does not contain fillers and powder at least on the contact surface with the glass plate 2. This is because fillers and powders cause dust generation or scratches. It is preferable that the resin layer 61 does not contain the filler and the powder not only on the contact surface with the glass plate 2 but also on the inside.
- vinyl acetate resin ethylene / vinyl acetate copolymer resin, isobutene / maleic anhydride copolymer resin, acrylic copolymer resin, styrene / butadiene rubber copolymer, vinyl chloride resin, chloroprene rubber, nitrile rubber , Epoxy resin, modified epoxy resin, silicone resin, modified silicone resin, urethane resin, EVA resin, ABS resin, polypropylene, high density polyethylene, low density polyethylene, polystyrene, polyester, polyamide, polyvinyl chloride, polycarbonate, PET (Poly Ethylene) (Terephthate), POM (Poly Oxy Metylene), PBT (Poly Butylene Terephlate), polyvinylidene chloride, PVA (Poly Vinyl Alcohol), or a fluororesin is used.
- the resin which is the material of the shield plate 161 PPSU (PolyPolysulfone), PSU (Polysulfone), PAR (PolyArylate), PEI (PolyEtherImide), PEEK (PolyEthelEthelene) Sulfide), PES (PolyEthelSulfone), PAI (PolyAmideImide), LCP (Liquid CrystalPolymer), PTFE (PolyTetraFluoroEthylene), PCTFlyFluor, PCTFE (Polly) .
- PPSU PolyPolysulfone
- PSU Polysulfone
- PAR PolyArylate
- PEI PolyEtherImide
- PEEK PolyEthelEthelene Sulfide
- PES PolyEthelSulfone
- PAI PolyAmideImide
- LCP Liquid CrystalPolymer
- PTFE PolyTetraFluoroEthylene
- the resin layer 61 is softer than the glass plate 2, it is softer than the particles generated by the etching of the glass plate 2 and serves as a cushioning material. That is, when the particles are caught between the clamp 156 and the glass plate 2, the resin layer 61 is deformed so as to absorb the particles. Therefore, the occurrence of defects in the glass plate 2 can be suppressed.
- the thickness of the resin layer 61 is not particularly limited, but is, for example, 0.001 mm to 10 mm, preferably 0.001 mm to 1 mm.
- the thickness of the resin layer 61 is 0.001 mm or more, the thickness of the resin layer 61 is thicker than the particle size of the particles, so that the function as a cushioning material can be obtained.
- the thickness of the resin layer 61 is 10 mm or less, when the clamp 156 presses the resin layer 61, the shear deformation of the resin layer 61 is small and the misalignment of the glass plate 2 is small.
- the thickness of the resin layer 61 is 1 mm or less, the influence on the processing accuracy is small.
- the protective layer 6 includes only the resin layer 61 in this embodiment, it may include a metal layer, a ceramic layer, or the like in addition to the resin layer 61.
- the metal layer and the ceramic layer are arranged on the outside of the resin layer 61, that is, on the side opposite to the glass plate 2 with respect to the resin layer 61.
- the metal of the metal layer aluminum, copper, iron, nickel, zinc, titanium, stainless steel, or brass is used. These metals can be removed by RCA cleaning, which will be described later.
- Alumina, zirconia, aluminum nitride, silicon carbide, silicon nitride, forsterite, steatite, cordylite, sialon, machinable ceramic, barium titanate, lead zirconate titanate, ferrite, orglasse are used as the ceramic of the ceramic layer. Be done.
- the protective layer 6 is formed on, for example, the end surface 23 of the glass plate 2.
- a plurality of protective layers 6 are arranged at intervals along the peripheral edge of the glass plate 2. It is easier to remove the protective layer 6 than when the protective layer 6 is arranged over the entire peripheral edge of the glass plate 2.
- the protective layer 6 may be arranged at a position where the clamp 156 hits.
- the protective layer 6 serves as a cushioning material. That is, when the particles are caught between the clamp 156 and the glass plate 2, the resin layer 61 is deformed so as to absorb the particles. Therefore, the occurrence of defects in the glass plate 2 can be suppressed.
- S3 in FIG. 1 includes S31 to S36 shown in FIG.
- the protective layer 6 is formed on the glass plate 2.
- a liquid containing the material of the protective layer 6 is applied to the glass plate 2 and solidified to form the protective layer 6. Since the liquid has fluidity, it is possible to form a protective layer that follows the surface shape of the glass plate 2.
- the material of the protective layer 6 includes, for example, a thermosetting resin, a thermoplastic resin, or an ultraviolet curable resin.
- the tape-shaped protective layer 6 may be attached to the glass plate 2. Since the protective layer 6 solidified in advance is attached to the glass plate 2, the working time can be shortened.
- the material of the tape-shaped protective layer 6 includes a thermosetting resin, a thermoplastic resin, or an ultraviolet curable resin.
- the frame-shaped protective layer 6 shown in FIG. 13 may be put on the glass plate 2.
- the frame-shaped protective layer 6 includes, for example, a frame-shaped plate portion 65 and a rib portion 66 protruding from the entire peripheral edge of the plate portion 65.
- the plate portion 65 has an opening 65a larger than the quality assurance region 26 of the first main surface 21 of the glass plate 2 and comes into contact with the peripheral region 27.
- the rib portion 66 comes into contact with the end surface 23 of the glass plate 2.
- the frame-shaped protective layer 6 can be separated from the glass plate 2 as it is, and can be put on another glass plate 2 again.
- S31 in FIG. 10 is carried out after S2 in FIG. 1 in this embodiment, it may be carried out before S2 in FIG. 1 or further before S1 in FIG. However, S32 in FIG. 10 is carried out after S2 in FIG.
- a glass plate 7 with a protective layer is prepared. Specifically, for example, the glass plate 7 with a protective layer obtained in S31 is carried into the vacuum container 101 of the processing apparatus 100 shown in FIG. 6 and placed on the stage 151.
- the glass plate 7 with the protective layer is held by the clamp 156 applied to the protective layer 6.
- the protective layer 6 serves as a cushioning material. That is, when the particles are caught between the clamp 156 and the glass plate 2, the resin layer 61 is deformed so as to absorb the particles. Therefore, the occurrence of defects in the glass plate 2 can be suppressed.
- the beam-shaped gas cluster 129 is irradiated to the first main surface 21 of the glass plate 2.
- the stage moving mechanism 152 two-dimensionally moves the stage 151 in the Y-axis direction and the Z-axis direction. By controlling the moving speed, the etching amount can be controlled and the first main surface 21 can be flattened.
- the glass plate 7 with a protective layer is washed with a cleaning liquid to remove the protective layer 6.
- Cleaning includes, for example, scrub cleaning.
- scrubbing the glass plate 7 with a protective layer is scrubbed with a brush or a sponge.
- the resin layer 61 and thus the protective layer 6 can be efficiently removed.
- scrub cleaning an alkaline solution containing a surfactant may be used as the cleaning liquid. The removal efficiency can be improved by the action of alkali. Scrub cleaning and ultrasonic cleaning may be used in combination.
- the scrub cleaning may also be used as part of the RCA cleaning described below.
- the cleaning of the glass plate 7 with the protective layer may include RCA cleaning.
- the RCA clean includes, for example, SC-1 clean, dilute hydrofluoric acid clean, and SC-2 clean in this order.
- SC-1 cleaning a mixed aqueous solution of ammonium hydroxide (NH 4 OH) and hydrogen peroxide (H 2 O 2) is used as the cleaning liquid.
- dilute hydrofluoric acid cleaning dilute hydrofluoric acid is used as the cleaning liquid.
- SC-2 cleaning a mixed aqueous solution of hydrochloric acid (HCl) and hydrogen peroxide is used as the cleaning liquid.
- RCA cleans may further include SPM cleans.
- SPM cleaning a mixed aqueous solution of sulfuric acid (H 2 SO 4 ) and hydrogen peroxide is used as the cleaning liquid.
- the resin layer 61 of the protective layer 6 serves as a cushioning material. That is, when the particles are caught between the clamp 156 and the glass plate 2, the resin layer 61 is deformed so as to absorb the particles. Therefore, the occurrence of defects in the glass plate 2 can be suppressed.
- the clamp 156 according to the first modification presses the peripheral region 27 of the first main surface 21 of the glass plate 2.
- a protective layer 6 is formed in the peripheral region 27.
- the clamp 156 presses the glass plate 2 against the spacer 155. Therefore, the protective layer 6 may be formed on the second chamfered surface 25 of the glass plate 2 and pressed against the spacer 155.
- the resin layer 61 is deformed so as to absorb the particles. Therefore, the occurrence of defects in the glass plate 2 can be suppressed.
- a plurality of protective layers 6 are arranged at intervals along the peripheral edge of the glass plate 2. It is easier to remove the protective layer 6 than when the protective layer 6 is arranged over the entire peripheral edge of the glass plate 2.
- the protective layer 6 may be arranged at a position where the spacer 155 or the clamp 156 hits.
- the spacer 155 may hold the peripheral region of the second main surface 22 instead of the second chamfer surface 25 of the glass plate 2.
- the protective layer 6 is formed in the peripheral region of the second main surface 22 of the glass plate 2 and is pressed against the spacer 155.
- the clamp 156 according to the second modification presses the first chamfered surface 24 of the glass plate 2.
- a protective layer 6 is formed on the first chamfered surface 24.
- the clamp 156 presses the glass plate 2 against the spacer 155. Therefore, the protective layer 6 may be formed on the second chamfered surface 25 of the glass plate 2 and pressed against the spacer 155.
- the resin layer 61 is deformed so as to absorb the particles. Therefore, the occurrence of defects in the glass plate 2 can be suppressed.
- a plurality of protective layers 6 are arranged at intervals along the peripheral edge of the glass plate 2. It is easier to remove the protective layer 6 than when the protective layer 6 is arranged over the entire peripheral edge of the glass plate 2.
- the protective layer 6 may be arranged at a position where the spacer 155 or the clamp 156 hits.
- the spacer 155 may hold the peripheral region of the second main surface 22 instead of the second chamfer surface 25 of the glass plate 2.
- the protective layer 6 is formed in the peripheral region of the second main surface 22 of the glass plate 2 and is pressed against the spacer 155.
- Example 1 is an example
- Example 2 is a comparative example.
- Example 1 the first main surface 21 of the glass plate 2 was processed by the beam-shaped gas cluster 129 by the processing apparatus 100 shown in FIG.
- the processing conditions were as follows.
- Material of glass plate 2 Quartz glass raw material gas containing TiO 2 : CF 4 gas Acceleration voltage V Acc : 60 kV
- Arrangement of protective layer 6 Arrangement of FIG. 8
- Dimensions of protective layer 6 15 mm ⁇ 6 mm ⁇ thickness 0.35 mm
- Material of protective layer 6 Structure of silicone resin clamp 156: Structure of FIG.
- Example 1 since the clamp 156 pushed the end face 23 of the glass plate 2 through the protective layer 6, after removing the protective layer 6 with a cleaning liquid, a defect was found in the portion pushed by the clamp 156 of the end face 23 of the glass plate 2. Was not visually confirmed. This is because the protective layer 6 is deformed so that stress concentration does not occur when particles are caught between the clamp 156 and the glass plate 2.
- Example 2 the first main surface 21 of the glass plate 2 was processed with a beam-shaped gas cluster 129 under the same processing conditions as in Example 1 except that the protective layer 6 was not used.
- Example 2 since the clamp 156 brought the end face 23 of the glass plate 2 into contact, a defect was visually confirmed in the portion of the end face 23 of the glass plate 2 pushed by the clamp 156.
- the use of the glass plate processed by the processing method of the present disclosure is not limited to EUVL.
- the use of the glass plate may be any use as long as it requires high flatness, and may be, for example, a medical device.
- the glass composition of the glass plate may be any one according to the use of the glass plate.
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Preparing Plates And Mask In Photomechanical Process (AREA)
- Surface Treatment Of Glass (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022522563A JP7658368B2 (ja) | 2020-05-13 | 2021-04-09 | ガラス板の加工方法、及びeuvl用マスクブランクの製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020084730 | 2020-05-13 | ||
| JP2020-084730 | 2020-05-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021229967A1 true WO2021229967A1 (ja) | 2021-11-18 |
Family
ID=78525765
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/015047 Ceased WO2021229967A1 (ja) | 2020-05-13 | 2021-04-09 | ガラス板の加工方法、及びeuvl用マスクブランクの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7658368B2 (https=) |
| WO (1) | WO2021229967A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008065973A1 (fr) * | 2006-12-01 | 2008-06-05 | Asahi Glass Co., Ltd. | Procédé de finition de surface d'un substrat de verre préalablemeent poli |
| JP2009155170A (ja) * | 2007-12-27 | 2009-07-16 | Asahi Glass Co Ltd | Euvl用光学部材およびその表面処理方法 |
| JP2010189228A (ja) * | 2009-02-19 | 2010-09-02 | Asahi Glass Co Ltd | ガラス基板表面を平滑化する方法 |
| WO2011115131A1 (ja) * | 2010-03-16 | 2011-09-22 | 旭硝子株式会社 | Euvリソグラフィ光学部材用基材およびその製造方法 |
| JP2016509263A (ja) * | 2013-02-25 | 2016-03-24 | エクソジェネシス コーポレーション | 基板処理方法における欠陥削減 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55147629A (en) * | 1979-05-09 | 1980-11-17 | Ulvac Corp | Photomask substrate working method |
| JPH02204345A (ja) * | 1989-01-31 | 1990-08-14 | Hoya Corp | ガラス基板 |
| JP2005333124A (ja) | 2004-04-22 | 2005-12-02 | Asahi Glass Co Ltd | 反射型マスク用低膨張硝子基板および反射型マスク |
-
2021
- 2021-04-09 WO PCT/JP2021/015047 patent/WO2021229967A1/ja not_active Ceased
- 2021-04-09 JP JP2022522563A patent/JP7658368B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008065973A1 (fr) * | 2006-12-01 | 2008-06-05 | Asahi Glass Co., Ltd. | Procédé de finition de surface d'un substrat de verre préalablemeent poli |
| JP2009155170A (ja) * | 2007-12-27 | 2009-07-16 | Asahi Glass Co Ltd | Euvl用光学部材およびその表面処理方法 |
| JP2010189228A (ja) * | 2009-02-19 | 2010-09-02 | Asahi Glass Co Ltd | ガラス基板表面を平滑化する方法 |
| WO2011115131A1 (ja) * | 2010-03-16 | 2011-09-22 | 旭硝子株式会社 | Euvリソグラフィ光学部材用基材およびその製造方法 |
| JP2016509263A (ja) * | 2013-02-25 | 2016-03-24 | エクソジェネシス コーポレーション | 基板処理方法における欠陥削減 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7658368B2 (ja) | 2025-04-08 |
| JPWO2021229967A1 (https=) | 2021-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10025176B2 (en) | Mask blank substrate, substrate with multilayer reflective film, reflective mask blank, reflective mask, method of manufacturing mask blank substrate, method of manufacturing substrate with reflective film and method of manufacturing semiconductor device | |
| US8748062B2 (en) | Method of cleaning substrate | |
| KR20100032865A (ko) | 유리 기판 표면으로부터 이물질을 제거하는 방법 및 유리 기판 표면을 가공하는 방법 | |
| US7771603B2 (en) | Process for polishing glass substrate | |
| JP2009013046A (ja) | ガラス基板表面を加工する方法 | |
| US20130217228A1 (en) | Method for fabricating semiconductor device | |
| JP6279476B2 (ja) | 多層反射膜付き基板の製造方法 | |
| JP4786899B2 (ja) | マスクブランクス用ガラス基板の製造方法,マスクブランクスの製造方法、反射型マスクブランクスの製造方法、露光用マスクの製造方法、反射型マスクの製造方法、及び半導体装置の製造方法 | |
| US20110204024A1 (en) | Polishing method | |
| TW201331721A (zh) | 清潔用於固持微影裝置中圖案化器件之支撐件 | |
| JP2016113356A (ja) | 予備研磨されたガラス基板表面を仕上げ加工する方法 | |
| JP2011207757A (ja) | マスクブランクス用ガラス基板の製造方法、マスクブランクスの製造方法、反射型マスクブランクスの製造方法、露光用マスクの製造方法、反射型マスクの製造方法、及び、半導体装置の製造方法 | |
| JP7658368B2 (ja) | ガラス板の加工方法、及びeuvl用マスクブランクの製造方法 | |
| WO2021229968A1 (ja) | ガラス板の加工方法、及び加工装置、並びにeuvl用マスクブランクの製造方法 | |
| JP4647967B2 (ja) | マスクブランクス用ガラス基板の製造方法,マスクブランクスの製造方法,露光用マスクの製造方法,及び,半導体装置の製造方法 | |
| JP4548319B2 (ja) | ガラス基板の研磨方法 | |
| KR102885582B1 (ko) | Euvl용 유리 기판 및 그 제조 방법, 그리고 euvl용 마스크 블랭크 및 그 제조 방법 | |
| US20210355024A1 (en) | Glass substrate for euvl, manufacturing method thereof, mask blank for euvl, and manufacturing method thereof | |
| WO2023166961A1 (ja) | 超音波洗浄ヘッド、基板洗浄方法、基板洗浄装置、基板の製造方法、およびeuvl用マスクブランクの製造方法 | |
| WO2021172449A1 (ja) | ガラス基板の製造方法、及びeuvl用マスクブランクの製造方法 | |
| JP2023125886A (ja) | 洗浄槽、洗浄機、洗浄方法、ガラス基板の製造方法、およびeuvl用マスクブランクの製造方法 | |
| JP2022100702A (ja) | マスクブランク用基板の乾燥方法、およびeuvl用マスクブランクの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21804114 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022522563 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21804114 Country of ref document: EP Kind code of ref document: A1 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 11202254656P Country of ref document: SG |