WO2021201265A1 - Cartouche pour produit à base de tabac à chauffage sans combustion et produit à base de tabac à chauffage sans combustion associé - Google Patents
Cartouche pour produit à base de tabac à chauffage sans combustion et produit à base de tabac à chauffage sans combustion associé Download PDFInfo
- Publication number
- WO2021201265A1 WO2021201265A1 PCT/JP2021/014275 JP2021014275W WO2021201265A1 WO 2021201265 A1 WO2021201265 A1 WO 2021201265A1 JP 2021014275 W JP2021014275 W JP 2021014275W WO 2021201265 A1 WO2021201265 A1 WO 2021201265A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tobacco
- cartridge
- acid
- weight
- filling
- Prior art date
Links
- 235000019505 tobacco product Nutrition 0.000 title claims abstract description 72
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims abstract description 403
- 241000208125 Nicotiana Species 0.000 claims abstract description 376
- 239000002253 acid Substances 0.000 claims abstract description 107
- 239000000443 aerosol Substances 0.000 claims abstract description 83
- 238000001914 filtration Methods 0.000 claims abstract description 33
- 239000000945 filler Substances 0.000 claims abstract description 31
- 238000009835 boiling Methods 0.000 claims abstract description 23
- 238000011049 filling Methods 0.000 claims description 159
- 238000002485 combustion reaction Methods 0.000 claims description 78
- 239000008187 granular material Substances 0.000 claims description 49
- 238000010438 heat treatment Methods 0.000 claims description 31
- 238000011144 upstream manufacturing Methods 0.000 claims description 30
- JVTAAEKCZFNVCJ-UHFFFAOYSA-N lactic acid Chemical compound CC(O)C(O)=O JVTAAEKCZFNVCJ-UHFFFAOYSA-N 0.000 claims description 25
- 239000004310 lactic acid Substances 0.000 claims description 12
- 235000014655 lactic acid Nutrition 0.000 claims description 12
- 238000010494 dissociation reaction Methods 0.000 claims description 10
- 230000005593 dissociations Effects 0.000 claims description 10
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 claims description 8
- 239000005711 Benzoic acid Substances 0.000 claims description 4
- 235000010233 benzoic acid Nutrition 0.000 claims description 4
- 150000007524 organic acids Chemical class 0.000 claims description 4
- 239000000796 flavoring agent Substances 0.000 description 108
- 235000019634 flavors Nutrition 0.000 description 108
- 238000000034 method Methods 0.000 description 50
- 239000000203 mixture Substances 0.000 description 30
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 29
- 238000000889 atomisation Methods 0.000 description 28
- 244000061176 Nicotiana tabacum Species 0.000 description 27
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 27
- 230000005764 inhibitory process Effects 0.000 description 25
- 239000003205 fragrance Substances 0.000 description 20
- 239000000463 material Substances 0.000 description 18
- 239000011230 binding agent Substances 0.000 description 15
- 238000005096 rolling process Methods 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 13
- 238000000465 moulding Methods 0.000 description 13
- 239000000047 product Substances 0.000 description 13
- 238000012360 testing method Methods 0.000 description 13
- 239000000843 powder Substances 0.000 description 12
- 238000001035 drying Methods 0.000 description 11
- 230000000694 effects Effects 0.000 description 11
- 239000002994 raw material Substances 0.000 description 11
- 238000010586 diagram Methods 0.000 description 10
- -1 lavdanum Substances 0.000 description 10
- 238000002156 mixing Methods 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- SNICXCGAKADSCV-JTQLQIEISA-N (-)-Nicotine Chemical compound CN1CCC[C@H]1C1=CC=CN=C1 SNICXCGAKADSCV-JTQLQIEISA-N 0.000 description 9
- 239000007789 gas Substances 0.000 description 9
- 229960002715 nicotine Drugs 0.000 description 9
- SNICXCGAKADSCV-UHFFFAOYSA-N nicotine Natural products CN1CCCC1C1=CC=CN=C1 SNICXCGAKADSCV-UHFFFAOYSA-N 0.000 description 9
- 235000013772 propylene glycol Nutrition 0.000 description 9
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 8
- 229920002301 cellulose acetate Polymers 0.000 description 8
- 239000000284 extract Substances 0.000 description 8
- 239000000243 solution Substances 0.000 description 8
- 229920002472 Starch Polymers 0.000 description 7
- 230000032683 aging Effects 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 7
- 239000000835 fiber Substances 0.000 description 7
- 239000004615 ingredient Substances 0.000 description 7
- 230000002401 inhibitory effect Effects 0.000 description 7
- 230000035699 permeability Effects 0.000 description 7
- 239000008107 starch Substances 0.000 description 7
- 235000019698 starch Nutrition 0.000 description 7
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 6
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 6
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 6
- 229920002153 Hydroxypropyl cellulose Polymers 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- 239000001768 carboxy methyl cellulose Substances 0.000 description 6
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 6
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 6
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 6
- 239000001863 hydroxypropyl cellulose Substances 0.000 description 6
- 235000010977 hydroxypropyl cellulose Nutrition 0.000 description 6
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Chemical compound [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- URAYPUMNDPQOKB-UHFFFAOYSA-N triacetin Chemical compound CC(=O)OCC(OC(C)=O)COC(C)=O URAYPUMNDPQOKB-UHFFFAOYSA-N 0.000 description 6
- 238000004804 winding Methods 0.000 description 6
- 239000000654 additive Substances 0.000 description 5
- 210000000988 bone and bone Anatomy 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 239000003623 enhancer Substances 0.000 description 5
- 238000000265 homogenisation Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 230000001953 sensory effect Effects 0.000 description 5
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 4
- XHXUANMFYXWVNG-ADEWGFFLSA-N (-)-Menthyl acetate Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@H]1OC(C)=O XHXUANMFYXWVNG-ADEWGFFLSA-N 0.000 description 4
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- 229920001131 Pulp (paper) Polymers 0.000 description 4
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 4
- 150000007513 acids Chemical class 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 235000019504 cigarettes Nutrition 0.000 description 4
- 235000019441 ethanol Nutrition 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000011282 treatment Methods 0.000 description 4
- NOOLISFMXDJSKH-KXUCPTDWSA-N (-)-Menthol Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@H]1O NOOLISFMXDJSKH-KXUCPTDWSA-N 0.000 description 3
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 3
- NOOLISFMXDJSKH-UHFFFAOYSA-N DL-menthol Natural products CC(C)C1CCC(C)CC1O NOOLISFMXDJSKH-UHFFFAOYSA-N 0.000 description 3
- 229920002907 Guar gum Polymers 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 3
- 229940105329 carboxymethylcellulose Drugs 0.000 description 3
- 238000005266 casting Methods 0.000 description 3
- 125000002091 cationic group Chemical group 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000010411 cooking Methods 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 235000011187 glycerol Nutrition 0.000 description 3
- 239000001087 glyceryl triacetate Substances 0.000 description 3
- 235000013773 glyceryl triacetate Nutrition 0.000 description 3
- 239000000665 guar gum Substances 0.000 description 3
- 235000010417 guar gum Nutrition 0.000 description 3
- 229960002154 guar gum Drugs 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 210000000214 mouth Anatomy 0.000 description 3
- 239000003921 oil Substances 0.000 description 3
- 235000019198 oils Nutrition 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229910000027 potassium carbonate Inorganic materials 0.000 description 3
- 238000011002 quantification Methods 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 238000004513 sizing Methods 0.000 description 3
- 239000000779 smoke Substances 0.000 description 3
- 239000011734 sodium Substances 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 229960002622 triacetin Drugs 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- 230000004580 weight loss Effects 0.000 description 3
- 239000000230 xanthan gum Substances 0.000 description 3
- 229920001285 xanthan gum Polymers 0.000 description 3
- 235000010493 xanthan gum Nutrition 0.000 description 3
- 229940082509 xanthan gum Drugs 0.000 description 3
- 239000001605 (5-methyl-2-propan-2-ylcyclohexyl) acetate Substances 0.000 description 2
- XJHRZBIBSSVCEL-ARJAWSKDSA-N (Z)-non-6-en-1-ol Chemical compound CC\C=C/CCCCCO XJHRZBIBSSVCEL-ARJAWSKDSA-N 0.000 description 2
- WRMNZCZEMHIOCP-UHFFFAOYSA-N 2-phenylethanol Chemical compound OCCC1=CC=CC=C1 WRMNZCZEMHIOCP-UHFFFAOYSA-N 0.000 description 2
- JOOXCMJARBKPKM-UHFFFAOYSA-N 4-oxopentanoic acid Chemical compound CC(=O)CCC(O)=O JOOXCMJARBKPKM-UHFFFAOYSA-N 0.000 description 2
- FMMWHPNWAFZXNH-UHFFFAOYSA-N Benz[a]pyrene Chemical compound C1=C2C3=CC=CC=C3C=C(C=C3)C2=C2C3=CC=CC2=C1 FMMWHPNWAFZXNH-UHFFFAOYSA-N 0.000 description 2
- FKUPPRZPSYCDRS-UHFFFAOYSA-N Cyclopentadecanolide Chemical compound O=C1CCCCCCCCCCCCCCO1 FKUPPRZPSYCDRS-UHFFFAOYSA-N 0.000 description 2
- XHXUANMFYXWVNG-UHFFFAOYSA-N D-menthyl acetate Natural products CC(C)C1CCC(C)CC1OC(C)=O XHXUANMFYXWVNG-UHFFFAOYSA-N 0.000 description 2
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- JVTAAEKCZFNVCJ-REOHCLBHSA-N L-lactic acid Chemical compound C[C@H](O)C(O)=O JVTAAEKCZFNVCJ-REOHCLBHSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 239000004373 Pullulan Substances 0.000 description 2
- 229920001218 Pullulan Polymers 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- XJHRZBIBSSVCEL-UHFFFAOYSA-N Z-Non-6-en-1-ol Natural products CCC=CCCCCCO XJHRZBIBSSVCEL-UHFFFAOYSA-N 0.000 description 2
- 239000012752 auxiliary agent Substances 0.000 description 2
- HUMNYLRZRPPJDN-UHFFFAOYSA-N benzaldehyde Chemical compound O=CC1=CC=CC=C1 HUMNYLRZRPPJDN-UHFFFAOYSA-N 0.000 description 2
- 235000019437 butane-1,3-diol Nutrition 0.000 description 2
- XUPYJHCZDLZNFP-UHFFFAOYSA-N butyl butanoate Chemical compound CCCCOC(=O)CCC XUPYJHCZDLZNFP-UHFFFAOYSA-N 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- 238000000769 gas chromatography-flame ionisation detection Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000003306 harvesting Methods 0.000 description 2
- 229940071676 hydroxypropylcellulose Drugs 0.000 description 2
- MLFHJEHSLIIPHL-UHFFFAOYSA-N isoamyl acetate Chemical compound CC(C)CCOC(C)=O MLFHJEHSLIIPHL-UHFFFAOYSA-N 0.000 description 2
- XAOGXQMKWQFZEM-UHFFFAOYSA-N isoamyl propanoate Chemical compound CCC(=O)OCCC(C)C XAOGXQMKWQFZEM-UHFFFAOYSA-N 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- OSWPMRLSEDHDFF-UHFFFAOYSA-N methyl salicylate Chemical compound COC(=O)C1=CC=CC=C1O OSWPMRLSEDHDFF-UHFFFAOYSA-N 0.000 description 2
- 229930014626 natural product Natural products 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- LOKPJYNMYCVCRM-UHFFFAOYSA-N omega-pentadecalactone Natural products O=C1CCCCCCCCCCCCCCCO1 LOKPJYNMYCVCRM-UHFFFAOYSA-N 0.000 description 2
- 210000000056 organ Anatomy 0.000 description 2
- 235000005985 organic acids Nutrition 0.000 description 2
- 235000013808 oxidized starch Nutrition 0.000 description 2
- 239000001254 oxidized starch Substances 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 239000002304 perfume Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 235000019423 pullulan Nutrition 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 2
- 235000017557 sodium bicarbonate Nutrition 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- LNAZSHAWQACDHT-XIYTZBAFSA-N (2r,3r,4s,5r,6s)-4,5-dimethoxy-2-(methoxymethyl)-3-[(2s,3r,4s,5r,6r)-3,4,5-trimethoxy-6-(methoxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6r)-4,5,6-trimethoxy-2-(methoxymethyl)oxan-3-yl]oxyoxane Chemical compound CO[C@@H]1[C@@H](OC)[C@H](OC)[C@@H](COC)O[C@H]1O[C@H]1[C@H](OC)[C@@H](OC)[C@H](O[C@H]2[C@@H]([C@@H](OC)[C@H](OC)O[C@@H]2COC)OC)O[C@@H]1COC LNAZSHAWQACDHT-XIYTZBAFSA-N 0.000 description 1
- LRZSAGKIMYFLHY-UHFFFAOYSA-N 2-hydroxypropane-1,2,3-tricarboxylic acid;dihydrate Chemical compound O.O.OC(=O)CC(O)(C(O)=O)CC(O)=O LRZSAGKIMYFLHY-UHFFFAOYSA-N 0.000 description 1
- MRXUUQQDQMYXNG-UHFFFAOYSA-N 2-hydroxypropanoic acid;propane-1,2-diol Chemical compound CC(O)CO.CC(O)C(O)=O MRXUUQQDQMYXNG-UHFFFAOYSA-N 0.000 description 1
- GUOCOOQWZHQBJI-UHFFFAOYSA-N 4-oct-7-enoxy-4-oxobutanoic acid Chemical compound OC(=O)CCC(=O)OCCCCCCC=C GUOCOOQWZHQBJI-UHFFFAOYSA-N 0.000 description 1
- HBAQYPYDRFILMT-UHFFFAOYSA-N 8-[3-(1-cyclopropylpyrazol-4-yl)-1H-pyrazolo[4,3-d]pyrimidin-5-yl]-3-methyl-3,8-diazabicyclo[3.2.1]octan-2-one Chemical class C1(CC1)N1N=CC(=C1)C1=NNC2=C1N=C(N=C2)N1C2C(N(CC1CC2)C)=O HBAQYPYDRFILMT-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- 244000198134 Agave sisalana Species 0.000 description 1
- 235000011624 Agave sisalana Nutrition 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229920000858 Cyclodextrin Polymers 0.000 description 1
- 229930182843 D-Lactic acid Natural products 0.000 description 1
- JVTAAEKCZFNVCJ-UWTATZPHSA-N D-lactic acid Chemical compound C[C@@H](O)C(O)=O JVTAAEKCZFNVCJ-UWTATZPHSA-N 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 102000004190 Enzymes Human genes 0.000 description 1
- 108090000790 Enzymes Proteins 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- 241000231392 Gymnosiphon Species 0.000 description 1
- 235000019501 Lemon oil Nutrition 0.000 description 1
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- 235000019502 Orange oil Nutrition 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 240000004760 Pimpinella anisum Species 0.000 description 1
- LCTONWCANYUPML-UHFFFAOYSA-M Pyruvate Chemical compound CC(=O)C([O-])=O LCTONWCANYUPML-UHFFFAOYSA-M 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- MKRNVBXERAPZOP-UHFFFAOYSA-N Starch acetate Chemical compound O1C(CO)C(OC)C(O)C(O)C1OCC1C(OC2C(C(O)C(OC)C(CO)O2)OC(C)=O)C(O)C(O)C(OC2C(OC(C)C(O)C2O)CO)O1 MKRNVBXERAPZOP-UHFFFAOYSA-N 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- DPXJVFZANSGRMM-UHFFFAOYSA-N acetic acid;2,3,4,5,6-pentahydroxyhexanal;sodium Chemical compound [Na].CC(O)=O.OCC(O)C(O)C(O)C(O)C=O DPXJVFZANSGRMM-UHFFFAOYSA-N 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000003463 adsorbent Substances 0.000 description 1
- 238000005273 aeration Methods 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- GZCGUPFRVQAUEE-SLPGGIOYSA-N aldehydo-D-glucose Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C=O GZCGUPFRVQAUEE-SLPGGIOYSA-N 0.000 description 1
- 235000010443 alginic acid Nutrition 0.000 description 1
- 239000000783 alginic acid Substances 0.000 description 1
- 229920000615 alginic acid Polymers 0.000 description 1
- 229960001126 alginic acid Drugs 0.000 description 1
- 150000004781 alginic acids Chemical class 0.000 description 1
- DTOSIQBPPRVQHS-PDBXOOCHSA-N alpha-linolenic acid Chemical compound CC\C=C/C\C=C/C\C=C/CCCCCCCC(O)=O DTOSIQBPPRVQHS-PDBXOOCHSA-N 0.000 description 1
- 235000020661 alpha-linolenic acid Nutrition 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 229960004365 benzoic acid Drugs 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- 239000000872 buffer Substances 0.000 description 1
- 239000007853 buffer solution Substances 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 125000002057 carboxymethyl group Chemical group [H]OC(=O)C([H])([H])[*] 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 235000010980 cellulose Nutrition 0.000 description 1
- 239000010628 chamomile oil Substances 0.000 description 1
- 235000019480 chamomile oil Nutrition 0.000 description 1
- 235000020057 cognac Nutrition 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000010636 coriander oil Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 229940022769 d- lactic acid Drugs 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 239000003995 emulsifying agent Substances 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 235000013373 food additive Nutrition 0.000 description 1
- 239000002778 food additive Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000005469 granulation Methods 0.000 description 1
- 230000003179 granulation Effects 0.000 description 1
- 238000004128 high performance liquid chromatography Methods 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 125000002768 hydroxyalkyl group Chemical group 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229930002839 ionone Natural products 0.000 description 1
- 150000002499 ionone derivatives Chemical class 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 229940117955 isoamyl acetate Drugs 0.000 description 1
- 239000010656 jasmine oil Substances 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 229960000448 lactic acid Drugs 0.000 description 1
- 150000002596 lactones Chemical class 0.000 description 1
- 239000010501 lemon oil Substances 0.000 description 1
- 229940040102 levulinic acid Drugs 0.000 description 1
- KQQKGWQCNNTQJW-UHFFFAOYSA-N linolenic acid Natural products CC=CCCC=CCC=CCCCCCCCC(O)=O KQQKGWQCNNTQJW-UHFFFAOYSA-N 0.000 description 1
- 229960004488 linolenic acid Drugs 0.000 description 1
- 239000008263 liquid aerosol Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 210000004072 lung Anatomy 0.000 description 1
- 240000004308 marijuana Species 0.000 description 1
- 239000001525 mentha piperita l. herb oil Substances 0.000 description 1
- 239000001683 mentha spicata herb oil Substances 0.000 description 1
- 229940041616 menthol Drugs 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- 229960001047 methyl salicylate Drugs 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 235000010981 methylcellulose Nutrition 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 229940028444 muse Drugs 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 150000004005 nitrosamines Chemical class 0.000 description 1
- XKLJHFLUAHKGGU-UHFFFAOYSA-N nitrous amide Chemical compound ON=N XKLJHFLUAHKGGU-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000010502 orange oil Substances 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- QNGNSVIICDLXHT-UHFFFAOYSA-N para-ethylbenzaldehyde Natural products CCC1=CC=C(C=O)C=C1 QNGNSVIICDLXHT-UHFFFAOYSA-N 0.000 description 1
- 229920001277 pectin Polymers 0.000 description 1
- 239000001814 pectin Substances 0.000 description 1
- 235000010987 pectin Nutrition 0.000 description 1
- 235000019477 peppermint oil Nutrition 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- WVDDGKGOMKODPV-ZQBYOMGUSA-N phenyl(114C)methanol Chemical compound O[14CH2]C1=CC=CC=C1 WVDDGKGOMKODPV-ZQBYOMGUSA-N 0.000 description 1
- 229940067107 phenylethyl alcohol Drugs 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920002401 polyacrylamide Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001282 polysaccharide Polymers 0.000 description 1
- 239000005017 polysaccharide Substances 0.000 description 1
- 150000004804 polysaccharides Chemical class 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- GMVPRGQOIOIIMI-DWKJAMRDSA-N prostaglandin E1 Chemical compound CCCCC[C@H](O)\C=C\[C@H]1[C@H](O)CC(=O)[C@@H]1CCCCCCC(O)=O GMVPRGQOIOIIMI-DWKJAMRDSA-N 0.000 description 1
- 230000001007 puffing effect Effects 0.000 description 1
- 229940076788 pyruvate Drugs 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000010666 rose oil Substances 0.000 description 1
- 235000019719 rose oil Nutrition 0.000 description 1
- 238000007127 saponification reaction Methods 0.000 description 1
- HFHDHCJBZVLPGP-UHFFFAOYSA-N schardinger α-dextrin Chemical compound O1C(C(C2O)O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC(C(O)C2O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC2C(O)C(O)C1OC2CO HFHDHCJBZVLPGP-UHFFFAOYSA-N 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 235000019615 sensations Nutrition 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 235000019812 sodium carboxymethyl cellulose Nutrition 0.000 description 1
- NLJMYIDDQXHKNR-UHFFFAOYSA-K sodium citrate Chemical compound O.O.[Na+].[Na+].[Na+].[O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O NLJMYIDDQXHKNR-UHFFFAOYSA-K 0.000 description 1
- 159000000000 sodium salts Chemical class 0.000 description 1
- 239000011122 softwood Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 235000019721 spearmint oil Nutrition 0.000 description 1
- 235000013599 spices Nutrition 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 229940014800 succinic anhydride Drugs 0.000 description 1
- 230000036962 time dependent Effects 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 210000003437 trachea Anatomy 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- 229910021642 ultra pure water Inorganic materials 0.000 description 1
- 239000012498 ultrapure water Substances 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 239000010679 vetiver oil Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images











Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/30—Devices using two or more structurally separated inhalable precursors, e.g. using two liquid precursors in two cartridges
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
- A24B15/14—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco made of tobacco and a binding agent not derived from tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/28—Treatment of tobacco products or tobacco substitutes by chemical substances
- A24B15/30—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
- A24D3/08—Use of materials for tobacco smoke filters of organic materials as carrier or major constituent
- A24D3/10—Use of materials for tobacco smoke filters of organic materials as carrier or major constituent of cellulose or cellulose derivatives
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/42—Cartridges or containers for inhalable precursors
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/48—Fluid transfer means, e.g. pumps
- A24F40/485—Valves; Apertures
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/10—Devices using liquid inhalable precursors
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
Definitions
- the present invention relates to a cartridge for a non-combustion heat-not-burn tobacco product and a non-combustion heat-not-burn tobacco product provided with the cartridge detachably attached.
- Non-combustion heat-not-burn tobacco products that atomize an aerosol source without combustion are known (for example, Patent Document 1 and Patent Document 2).
- Such non-combustion heat-not-burn tobacco products include an atomization unit for atomizing an aerosol source and a cartridge having a flavor source containing a tobacco filling.
- the cartridge is replaceable and is connected to the atomization unit. Then, the aerosol atomized by the atomizing unit passes through while contacting the flavor source in the cartridge, so that the flavor component is delivered to the user together with the aerosol.
- the flavor source containing the tobacco filling in the cartridge is heated to about 30 ° C. to 40 ° C. at the time of use. Has been done.
- the amount of flavor components delivered to the user is insufficient compared to ordinary cigarettes, or the user feels the "flavor inhibition feeling" described later. Therefore, it is desired to suppress the feeling of flavor inhibition while ensuring the delivery amount of the flavor component above a certain level. Then, in order to solve such a problem, the first acid dissociation constant is 4.
- Patent Document 3 A technique for adding an acid having a boiling point of 0 or more and 6.0 or less and a boiling point of 366 ° C or more and 600 ° C or less has been reported (Patent Document 3).
- Patent Document 1 and Patent Document 2 the amount of flavor component delivered to the user is insufficient as compared with ordinary cigarettes, which is a problem peculiar to non-combustion heat-not-burn tobacco products, and the user is informed. No study has been made on the feeling of flavor inhibition. Further, in Patent Document 3, in a mode in which the tobacco filling containing the tobacco chopped and the aerosol source is heated to 160 ° C. to 170 ° C., the amount of evaporation of the flavor component is sufficient and the feeling of flavor inhibition is suppressed. It is shown to be. However, in Patent Document 3, like the non-combustion heat-not-burn tobacco products described in Patent Document 1 and Patent Document 2, a flavor source containing a tobacco filling in the cartridge at the time of use is arranged outside the cartridge. It has not been investigated whether the effect of adding an acid to the flavor source can be obtained in a mode in which the aerosol generated from the atomization unit is heated to about 30 ° C. to 40 ° C.
- the present invention relates to a non-combustion heat-not-burn tobacco product in which the tobacco filling in the cartridge is heated by an aerosol generated from an atomization unit arranged outside the cartridge, and the amount of flavor components delivered to the user. It is an object of the present invention to provide a cartridge of a non-combustion heat-not-burn tobacco product and a non-combustion heat-not-burn tobacco product capable of suppressing a feeling of inhibition of flavor while ensuring the above.
- the present inventors ensured the amount of flavor components delivered to the user by containing a specific amount of an acid having a specific boiling point in the tobacco filling in the cartridge of the non-combustion heat-not-burn tobacco product.
- a specific amount of an acid having a specific boiling point in the tobacco filling in the cartridge of the non-combustion heat-not-burn tobacco product is a specific amount of an acid having a specific boiling point in the tobacco filling in the cartridge of the non-combustion heat-not-burn tobacco product.
- the gist of the present invention is as follows.
- a cartridge for a non-combustion heat-not-burn tobacco product containing a tobacco filling, an container for the tobacco filling, and a filtration medium.
- the accommodating body has a cylindrical shape, and the filtration medium is arranged at least at one end thereof. Atomized aerosol can pass through the cartridge from one end to the other end.
- the tobacco filling contains an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower, which is 0.25% by weight or more and 5.50% by weight or less when the total weight of the tobacco filling is 100% by weight.
- the cartridge contains an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower, which is 0.25% by weight or more and 5.50% by weight or less when the total weight of the tobacco filling is 100% by weight.
- the cartridge has a mouthpiece The non-combustion heat-not-burn tobacco in which at least a part of the tobacco filling contained in the cartridge is heated at a temperature lower than the boiling point of the acid by coming into contact with the aerosol atomized in the atomizing portion. product.
- the non-combustion heat-not-burn tobacco product has an aerosol flow path extending along a predetermined direction.
- the amount of flavor components delivered to the user in a non-combustion heat-not-burn tobacco product in which the tobacco filling in the cartridge is heated by an aerosol generated from an atomization unit arranged outside the cartridge is possible to provide a cartridge of a non-combustion heat-not-burn tobacco product and a non-combustion heat-not-burn tobacco product that can suppress a feeling of inhibition of flavor while ensuring the above.
- FIG. 1 is a cross-sectional view showing a non-combustion heat-not-burn tobacco product 1 according to an embodiment.
- FIG. 2 is a cross-sectional view showing the power supply unit 10 according to the embodiment.
- FIG. 3 is a cross-sectional view showing the atomization unit 20 according to the embodiment.
- FIG. 4 is a diagram showing an internal structure of the atomization unit 20 according to the embodiment.
- FIG. 5 is a cross-sectional view showing the cartridge 30 according to the embodiment.
- FIG. 6 is an exploded perspective view of the cartridge 30 according to the embodiment.
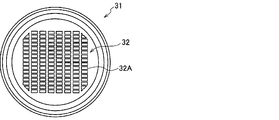
- FIG. 7 is a cross-sectional view (AA cross-sectional view shown in FIG. 5) showing the container 31 of the tobacco filling according to the embodiment.
- FIG. 8 is a cross-sectional view (BB cross-sectional view shown in FIG. 7) showing the container 31 of the tobacco filling according to the embodiment.
- FIG. 9 is a diagram showing an example of the shape of the opening 32A according to the embodiment.
- FIG. 10 is a diagram showing an example of the shape of the opening 32A according to the embodiment.
- FIG. 11 is a diagram showing an example of the shape of the opening 32A according to the embodiment.
- FIG. 12 is a diagram showing an example of the shape of the opening 32A according to the embodiment.
- FIG. 13 is a diagram showing a connection state between the first cartridge 20 and the second cartridge 30 according to the embodiment.
- FIG. 14 is a diagram showing a CC cross section shown in FIG. FIG.
- FIG. 15 is a graph showing the relationship between the acid content of the tobacco filler and the amount of flavor component (here, nicotine) generated.
- FIG. 16 is a graph showing the relationship between the acid content of the tobacco filler and the amount of flavor component (here, nicotine) generated.
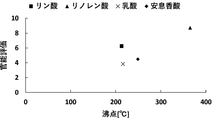
- FIG. 17 shows the results of sensory evaluation of the effect of suppressing the flavor inhibition feeling due to the inclusion of acid in the tobacco filling, the vertical axis representing the sensory evaluation result, and the horizontal axis representing the boiling point of the acid.
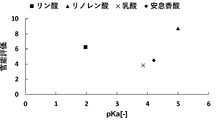
- Figure 18 shows the results of sensory evaluation the inhibitory effect of the flavor-damaging feeling due to the tobacco filler contains an acid, a vertical axis sensory evaluation results, the horizontal axis is an acid strength (acid dissociation constant pK a) Is shown.
- the cartridge of the non-combustion heat-not-burn tobacco product is a cartridge of the non-combustion heat-not-burn tobacco product including the tobacco filling, the container of the tobacco filling, and the filtration medium.
- the container has a cylindrical shape, and the filtration medium is arranged at least at one end thereof.
- the tubular shape includes not only a cylinder but also a shape such as an elliptical cylinder, a polygonal cylinder, and a rounded polygonal cylinder. Atomized aerosol can pass through the cartridge from one end to the other end.
- the tobacco filling contains an acid having a boiling point of 120 ° C. or higher and 250 ° C.
- the cartridge in non-combustion heat-not-burn tobacco products, the cartridge is sometimes referred to as a "consumable material" because it is discarded after its use.
- the non-combustion heat-not-burn tobacco product includes an atomizing unit that atomizes an aerosol source without combustion, and the cartridge is detachably provided.
- the cartridge has a mouthpiece and is heated at a temperature lower than the boiling point of the acid by contacting at least a part of the tobacco filling contained in the cartridge with the aerosol atomized at the atomizing portion. Will be done.
- the user of the non-combustion heat-not-burn tobacco product sucks from the mouthpiece end of the cartridge, the atomized aerosol comes into contact with the tobacco filling contained in the cartridge.
- the flavor component contained in the tobacco filling and the acid atomized aerosol are delivered to the user, and the amount of the flavor component can be secured while the feeling of flavor inhibition can be suppressed.
- the non-combustion heat-not-burn tobacco product has an aerosol flow path extending along a predetermined direction, and the atomizing portion is arranged on the upstream side and the cartridge is arranged on the downstream side of the aerosol flow path. .. With such an arrangement, the atomized aerosol and the tobacco filling come into efficient contact with each other, so that the effect of suppressing the feeling of flavor inhibition is improved while securing the amount of the flavor component.
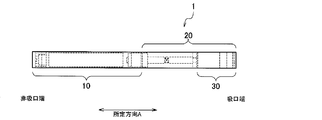
- FIG. 1 is a cross-sectional view showing a non-combustion heat-not-burn tobacco product 1 according to an embodiment.
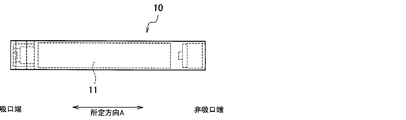
- FIG. 2 is a cross-sectional view showing the power supply unit 10 according to the embodiment.
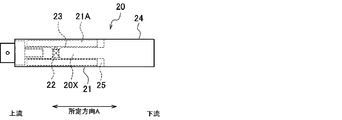
- FIG. 3 is a cross-sectional view showing the atomization unit 20 according to the embodiment.
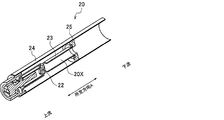
- FIG. 4 is a diagram showing an internal structure of the atomization unit 20 according to the embodiment. However, it should be noted that in FIG. 4, the reservoir 21 described later is omitted.
- FIG. 5 is a side view showing the cartridge 30 according to the embodiment.
- FIG. 6 is an exploded perspective view of the cartridge 30 according to the embodiment.
- FIG. 1 is a cross-sectional view showing a non-combustion heat-not-burn tobacco product 1 according to an embodiment.
- FIG. 2 is a cross-sectional view showing the power supply unit 10 according to the embodiment.
- FIG. 3 is a cross-sectional view showing the atomization unit 20 according to the embodiment.
- FIG. 4
- FIG. 7 is a cross-sectional view (AA cross-sectional view shown in FIG. 5) showing the container 31 of the tobacco filling according to the embodiment.
- FIG. 8 is a cross-sectional view (BB cross-sectional view shown in FIG. 7) showing the container 31 of the tobacco filling according to the embodiment.
- FIG. 6 the tobacco filler 31A, which will be described later, is omitted.
- the non-combustion heating type tobacco product 1 has a shape extending along a predetermined direction A which is a direction from the non-mouthpiece end to the mouthpiece end.
- the non-combustion heat-not-burn tobacco product 1 is an instrument for sucking flavor without burning.
- the non-combustion heat-not-burn tobacco product 1 has a power supply unit 10, an atomization unit 20, and a cartridge 30.
- the atomization unit 20 is removable from the power supply unit 10, and the cartridge 30 is removable from the atomization unit 20. In other words, the atomization unit 20 and the cartridge 30 are respectively replaceable.
- the power supply unit 10 has a shape extending along a predetermined direction A, and has at least a battery 11.
- the battery 11 may be a disposable type battery or a rechargeable type battery.
- the initial value of the output voltage of the battery 11 is preferably in the range of 1.2 V or more and 4.2 V or less.
- the battery capacity of the battery 11 is preferably in the range of 100 mAh or more and 1000 mAh or less.
- the atomization unit 20 has a shape extending along a predetermined direction A.
- the atomizing unit 20 has a reservoir 21, an atomizing portion 22, a flow path forming body 23, an outer frame body 24, and an end cap 25.
- the atomization unit 20 has a first flow path 20X arranged on the downstream side of the atomization unit 22 as an aerosol flow path extending along a predetermined direction A. It should be noted that in the aerosol flow path, the side closer to the atomized portion 22 is referred to as the upstream, and the side away from the atomized portion 22 is referred to as the downstream.
- the reservoir 21 stores the aerosol source 21A.
- the reservoir 21 is located around the flow path forming body 23 in a cross section orthogonal to the first flow path 20X (predetermined direction A). In the embodiment, the reservoir 21 is located in the gap between the flow path forming body 23 and the outer frame body 24.
- the reservoir 21 is made of, for example, a porous material such as a resin web or cotton. However, the reservoir 21 may be composed of a tank that houses the liquid aerosol source 21A.
- the aerosol source 21A is not particularly limited, and extracts from various natural products and / or components thereof can be selected depending on the application. Liquids such as glycerin, propylene glycol, triacetin, 1,3-butanediol, and mixtures thereof can be mentioned.
- the atomizing unit 22 atomizes the aerosol source 21A by the electric power supplied from the battery 11 without combustion.
- the atomizing unit 22 is composed of heating wires (coils) wound at a predetermined pitch, and the atomizing unit 22 has a resistance value in the range of 1.0 ⁇ or more and 3.0 ⁇ or less. It is preferably composed of heat rays.
- the predetermined pitch is at least a value at which the heating wires do not come into contact, and is preferably a small value.
- the predetermined pitch is preferably 0.40 mm or less, for example.
- the predetermined pitch is preferably constant in order to stabilize the atomization of the aerosol source 21A.
- the predetermined pitch is the distance between the centers of the heating wires adjacent to each other.
- the flow path forming body 23 has a shape extending along a predetermined direction A.
- the flow path forming body 23 has a cylindrical shape that forms a first flow path 20X extending along a predetermined direction A.
- the outer frame body 24 has a shape extending along a predetermined direction A.
- the outer frame body 24 has a cylindrical shape that accommodates the flow path forming body 23.
- the outer frame body 24 extends downstream from the end cap 25 and accommodates a part of the cartridge 30.
- the end cap 25 is a cap that closes the gap between the flow path forming body 23 and the outer frame body 24 from the downstream side.
- the end cap 25 suppresses a situation in which the aerosol source 21A stored in the reservoir 21 leaks to the cartridge 30 side.
- the cartridge 30 of the non-combustion heat-not-burn tobacco product 1 includes a tobacco filling 31A, an container 31 of the tobacco filling, and a filtration medium 32.
- the cartridge 30 is mounted on the non-combustion heat-not-burn tobacco product 1.
- the cartridge 30 is connected to the atomization unit 20. Specifically, a part of the cartridge 30 is housed in the outer frame body 24 of the atomization unit 20 as described above.
- the cartridge 30 has a shape extending along a predetermined direction A.
- the cartridge 30 has a second flow path 30X arranged downstream of the first flow path 20X as an aerosol flow path.
- the non-combustion heat-not-burn tobacco product 1 has an aerosol flow path (20X and 30X) extending along a predetermined direction A, an atomizing portion 22 on the upstream side of the aerosol flow path, and a cartridge 30 on the downstream side.
- the aerosol arranged and atomized by the atomizing unit 22 passes through the second flow path 30 of the cartridge 30.
- FIG. 5 shows a mode in which the filtration medium 32 is provided at both ends on the upstream side and the downstream side of the container 31, but the present invention is not limited to this mode. That is, the embodiment of the present invention also includes an embodiment in which the filtration medium is present only at one end of either the upstream side or the downstream side of the container.
- the filtration medium is not particularly limited as long as it has a function of allowing the atomized aerosol and the flavor component generated from the tobacco filling to pass through while not allowing the tobacco filling to pass through.
- a mesh body having a plurality of openings For example, a mesh body having a plurality of openings. Alternatively, a filter used for general cigarettes can be used. The mesh body and the filter will be described later.
- a cap may be provided to prevent the filter medium from falling out of the container.
- the cap has openings that are narrower than the width of the filter medium to allow the atomized aerosol to pass through and prevent the filter medium from falling off.
- the cap 33 is arranged on the downstream side of the filtration medium 32 arranged downstream of the housing 31.
- the shape of the cross section orthogonal to the predetermined direction of the cartridge 30 is shown as a circle, but this shape is not limited to a circle and may be a polygon, a polygon with rounded corners, an ellipse, or the like.
- the accommodating body constituting the cartridge has a cylindrical shape, and the “cylindrical shape” includes not only a cylinder but also a shape such as a polygonal cylinder, a polygonal cylinder with rounded corners, and an elliptical cylinder.
- the width of the cartridge is its diameter when the cross-sectional shape is a circle, its major axis when it is elliptical, and its circumscribed circle diameter or circumscribed elliptical major axis when it is a polygon or a rounded polygon.
- the length of the cartridge 30 is indicated by h
- the maximum width of the cartridge 30 is indicated by w.
- the cartridge preferably satisfies, but is not limited to, a shape having an aspect ratio of 1 or more as defined below.
- Aspect ratio h / w
- w is the maximum value of the width of the cartridge
- h is the length of the cartridge 30
- h ⁇ w the aspect ratio is preferably 1 or more, but the aspect ratio is not limited to this, and w> h.
- the length h of the cartridge in a predetermined direction is not particularly limited, and is usually 5 mm or more, preferably 10 mm or more. Further, it is usually 40 mm or less, preferably 30 mm or less, and more preferably 25 mm or less.
- the maximum value w of the width of the cartridge is not particularly limited, and is 20 mm or less, preferably 15 mm or less, and more preferably 10 mm or less.
- the minimum width of the cartridge is usually 5 mm or more.
- the cartridge is detachably attached to the non-combustion heat-not-burn tobacco product.
- the cartridge has a mouthpiece end.
- the mouthpiece end is preferably located at the downstream end of the cartridge.
- At least a part of the tobacco filling material contained in the cartridge is heated by contacting with the aerosol atomized by the atomizing part.
- the heating temperature for atomizing the aerosol source is not particularly limited as long as the aerosol source can be atomized, and examples thereof include aspects such as 100 ° C. or higher, 150 ° C. or higher, 200 ° C. or higher, and 250 ° C. or higher. Aspects such as 400 ° C. or lower, 350 ° C. or lower, and 300 ° C. or lower can also be mentioned.
- the heating temperature of the tobacco filling is described later from the viewpoint of ensuring the amount of flavor component delivered to the user, sufficiently suppressing the feeling of flavor inhibition, and ensuring the amount of flavor component delivered to the user. It is preferable that the temperature is lower than the boiling point of the acid contained in. Examples of the lower limit of the heating temperature of the tobacco filling include an embodiment of 20 ° C. or higher, 30 ° C. or higher, and 40 ° C. or higher.
- the upper limit of the heating temperature of the tobacco filling is not particularly limited as long as it is lower than the boiling point of the acid contained in the tobacco filling, but when resin is used as the material of the container containing the tobacco filling, the temperature is not particularly limited.
- the mode of setting the temperature to less than 120 ° C., 100 ° C. or lower, and 50 ° C. or lower will be mentioned. Can be done.
- the lower and upper limits of the heating temperature of these tobacco fillings can be arbitrarily combined.
- the tobacco filling contained in the cartridge of the non-combustion heat-not-burn tobacco product according to the embodiment of the present invention is an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower, and the total weight of the tobacco filling is 100% by weight. In addition, it contains 0.25% by weight or more and 5.0% by weight or less.
- the object to contain the acid is not a tobacco filler, for example, an aerosol source
- the heating wire constituting the atomizing part is in direct contact with the acid, and as a result, the heating wire is easily corroded.
- Flavor inhibition generally means that when a non-combustion heat-not-burn tobacco product is used, the user receives a stimulus different from the stimulus peculiar to tobacco, or a physiological spontaneous movement such as "muse" occurs. It means that it occurs. It is considered that this is because a component that inhibits flavor when present in the gas phase is contained, and when a non-combustion heat-not-burn tobacco product is used, the amount of such a component that inhibits flavor in the gas phase. It is believed that the user feels a sense of flavor inhibition when the balance with the amount of atomized aerosol is lost.
- a method of suppressing the above-mentioned flavor-inhibiting feeling a method of adding an acid to a tobacco filling is known, and the mechanism is considered as follows.
- the flavor-inhibiting component and the acid contained in the tobacco filling are released into the gas phase by heating, and when they are combined in the gas phase, the organ that inhales the flavor-inhibiting feeling of the user. That is, it is thought that it becomes difficult to connect to the organs from the oral cavity to the trachea to the lungs.
- an acid suitable for suppressing the feeling of flavor inhibition during use of the non-combustion heat-not-burn tobacco product according to the embodiment of the present invention is selected based on its boiling point.
- an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower is suitable for suppressing the feeling of flavor inhibition.
- the boiling point of the acid is less than 120 ° C.
- the peculiar odor of the acid itself may affect the flavor, and the acid may volatilize during the storage period of the cartridge.
- the non-combustion heat-not-burn tobacco product according to the present invention when used, most of the acid volatilizes in the initial stage of the use due to the heating of the tobacco filling, so that the flavor is inhibited from the early stage to the final stage of the use. The suppressive effect of is not obtained.
- the boiling point of the acid exceeds 250 ° C., the difference from the heating temperature of the tobacco filling in the non-combustion heating type tobacco product according to the present invention is large, and the amount of acid released into the gas phase is insufficient.
- the boiling point of the acid should be 150 ° C. or higher from the viewpoint that the effect of suppressing the feeling of flavor inhibition can be obtained from the early stage to the final stage of use of the non-combustion heated tobacco product even when the heating temperature of the tobacco filling is increased. 175 ° C. or higher is more preferable, and 200 ° C. or higher is particularly preferable.
- the boiling point of the acid is preferably 240 ° C. or lower, preferably 230 ° C. or lower, and 220 ° C. or lower, from the viewpoint of sufficiently securing the amount of acid released into the gas phase. Is particularly preferable.
- the "boiling point" in the present specification means the boiling point under a pressure of 760 mmHg.
- the acid content is 0.25% by weight or more and 5.50% by weight or less when the total weight of the tobacco filling is 100% by weight. It is generally believed that the acid added to the tobacco filling binds to the flavor components in the tobacco filling and stabilizes by forming salts. Further, it is considered that the acid and the salt of the flavor component stabilized in this way are less likely to be released into the gas phase even when heated. Therefore, if the acid content in the tobacco filling is too high, the amount of flavor component delivered to the user tends to be insufficient when using the non-combustion heat-not-burn tobacco product.
- the amount of flavor component delivered to the user can be ensured when the non-combustion heat-not-burn tobacco product according to the embodiment of the present invention is used.
- the content of the acid is less than 0.25% by weight, the flavor-inhibiting sensation cannot be sufficiently suppressed.
- the content of the acid exceeds 5.50% by weight, the amount of the flavor component delivered to the user cannot be sufficiently secured.
- the acid content exceeds 5.00% by weight, it becomes difficult to handle when adding the acid.
- the acid content is preferably 0.50% by weight or more, preferably 0.75% by weight, from the viewpoint of sufficiently obtaining the effect of flavor inhibition when the total weight of the tobacco filling is 100% by weight. % Or more, and preferably 4.00% by weight or less from the viewpoint of sufficiently ensuring the amount of flavor component delivered to the user. Further, from the viewpoint of obtaining a better flavor, it is more preferably 3.00% by weight or less.
- the acid, acid dissociation constant pK a is 3.0 or more, preferably 6.0 or less, 3,5 or more, and more preferably 5.0 or less.
- Acid dissociation constant pK a generally indicates a strong acid a smaller value.
- the acid dissociation constant pK a of the acid is in the above range, since it is not so strong acid, it is easy to handle, and manufacturability is excellent when added to the tobacco filler.
- a relatively strong acid having an acid dissociation constant pKa of less than 3.0 is added to the tobacco filling, the bond between the acid and the flavor component is strengthened, and the amount of flavor released to the gas phase by heating is reduced. It is conceivable to do.
- the acid dissociation constant pK a of the acid in the present specification is a measurement of a first acid dissociation constant in water at 25 ° C., for example, the values listed in Table 1 of WO 2017/203686 Pat Can be used.
- any acid can be used as long as it satisfies the above-mentioned physical characteristics, and for example, the following acids can be used.
- Inorganic acids such as phosphoric acid; organic acids such as lactic acid, benzoic acid, levulinic acid, pyruvate, linolenic acid.
- organic acids are preferable, and lactic acid or benzoic acid is more preferable.
- Lactic acid includes L-lactic acid and D-lactic acid as enantiomers, but one of these may be used, both may be used in combination, and racemic (DL) lactic acid may be used. can.
- the above acids may be used alone or in combination of two or more.
- Cartridges for non-combustion heat-not-burn tobacco products include tobacco fillings.
- tobacco fillings contain flavor components.
- the content of the flavor component is not particularly limited, but from the viewpoint of making it easy to confirm the effect of suppressing the flavor inhibitory feeling, when the total weight of the tobacco filling is 100% by weight, 1.0% by weight or more, 10. It is 0% by weight or less, preferably 1.5% by weight or more and 8.0% by weight or less, and more preferably 2.0% by weight or more and 6.5% by weight or less.
- Nicotine can be mentioned as the flavor component, and the quantification of nicotine contained in the tobacco filling can be carried out by a method according to the German standardization organization DIN 10373.
- the tobacco filling contains the acid.
- Examples of the mode in which the tobacco filling contains the acid include a mode in which the acid is uniformly distributed throughout the tobacco filling and a mode in which the acid is locally present in a part of the tobacco filling. Can be mentioned.
- tobacco filling refers to aged tobacco leaves (hereinafter, “processed tobacco leaves") prepared in various forms used in non-combustion heat-not-burn tobacco products. Refers to those filled in the manner described in.
- the "aged tobacco leaf” refers to aged tobacco leaf before being processed into various forms used in non-combustion heat-not-burn tobacco products.
- the “filled material” refers to an container described later.
- the flow until the harvested tobacco leaves are in various forms used in non-combustion heat-not-burn tobacco products will be described in detail, but the tobacco filler of the present invention is not limited to this description. ..
- blend means a mixture of tobacco belonging to the same variety or different varieties, but in the present specification, the combination of different aged tobacco leaves and different processed tobacco leaves is referred to as "blend". Sometimes referred to. Also, blending tobacco of the same variety but with different grades may be particularly referred to as “cross-blending". In each tobacco variety, tobacco leaves are graded according to characteristics such as origin, arrangement within the plant, color, surface condition, size, and shape. In addition, it is considered that tobacco leaves contain more than 300 chemical components, and the chemical properties of different varieties of tobacco are different. In addition, even tobacco of the same variety may have different chemical properties depending on the grade. Therefore, the above-mentioned blending or cross-blending may be performed in order to obtain a processed tobacco leaf having a desired characteristic and a desired chemical property.
- Tobacco leaves are generally subjected to a process called curing in the early stages after harvesting. Curing usually involves steps such as drying and humidity control, and also includes activating the actions of various enzymes contained in tobacco leaves.
- the cured tobacco leaves are packed in a case, stored in a warehouse for a certain period of time, and then transported to a raw material factory.
- the harvested tobacco leaves are released internationally.
- the process described in 2018/139068 may be performed.
- the tobacco leaves transported to the raw material factory are usually subjected to treatments such as humidity control, deboning, and separation to become lamina and middle bone.
- the re-dried lamina, middle bones, etc. are packed in a case and stored for a long time in a warehouse.
- the process of long-term storage in this warehouse is sometimes referred to as aging.
- the aging period varies depending on the type of tobacco used, the desired flavor of the non-combustion heat-not-burn tobacco product, and the temperature during aging, but is generally 1 year or more and 2 years or less.
- aged tobacco leaves are referred to as aged tobacco leaves.
- processing tobacco leaves into lamina, middle bone, etc., and then packing them in a case and aging them may be referred to as post-bone aging.
- tobacco leaves transported to a raw material factory are packed in a case and aged without being deboned or separated, and the deboning and separation processing after aging is also called post-aging deboning. be.
- the aged tobacco leaves are processed into various forms used in non-combustion heat-not-burn tobacco products to become processed tobacco leaves.
- Examples of the processed tobacco leaves include "tobacco chopping” in which aged tobacco leaves are chopped into a predetermined size.
- tobacco granules obtained by molding a composition containing aged tobacco leaves crushed to a predetermined particle size (hereinafter, also referred to as “tobacco fine powder") into a specific shape.
- tobacco sheet can also be mentioned.
- the “tobacco fine powder” is also a form of processed tobacco leaves.
- the processed tobacco leaves are not limited to "tobacco fine powder”, “tobacco granules”, “tobacco chopped” and “tobacco sheets”, and may include various forms obtained by processing aged tobacco leaves.
- tobacco granules "tobacco chopped” and “tobacco sheets” will be described in detail.
- Tobacco granules are obtained by molding a composition containing aged tobacco leaves and the like into granules.
- the material of the tobacco granules is not particularly limited, but at least one flavor-developing aid selected from the group consisting of (a) fine tobacco powder, (b) water, (c) potassium carbonate and sodium hydrogen carbonate, and (D) At least one binder selected from the group consisting of purulan, hydroxypropyl cellulose (HPC), guar gum, xanthan gum, CMC (carboxymethyl cellulose) and CMC-Na (sodium salt of carboxymethyl cellulose).
- HPC hydroxypropyl cellulose
- guar gum guar gum
- xanthan gum xanthan gum
- CMC carboxymethyl cellulose
- CMC-Na sodium salt of carboxymethyl cellulose
- Tobacco granules contain tobacco fine powder (ingredient (a)).
- the average particle size of the tobacco fine powder used for the tobacco granules is not particularly limited, but is preferably 20 ⁇ m or more and 300 ⁇ m or less.
- the material mixture of tobacco granules usually contains tobacco fine powder in an amount of 20% by weight or more and 80% by weight or less.
- Tobacco granules contain water (component (b)).
- Moisture is for maintaining the integrity of the tobacco granules.
- the material mixture of tobacco granules usually contains water in an amount of 3% by weight or more and 13% by weight or less.
- the tobacco granules may contain water in an amount such that the value of weight loss on drying is usually 5% by weight or more and 17% by weight or less. Dry weight loss is when a part of a sample is taken for measurement and the sample is completely dried by evaporating the total water content in the collected sample (for example, at a constant temperature (105 ° C.) for 15 minutes.
- Tobacco granules contain a flavor-developing aid (ingredient (c)).
- the flavor expression aid adjusts the pH of the tobacco granules to the alkaline side to promote the release of the flavor component from the tobacco granules, resulting in a flavor that is satisfactory to the user.
- the flavor-developing aid is not particularly limited as long as the pH of the tobacco granules can be adjusted to the alkaline side, and examples thereof include potassium carbonate, sodium carbonate, sodium hydrogencarbonate, or a mixture thereof.
- the tobacco filling contains the above-mentioned acid, but the pH value of the tobacco granules before the acid is added is usually 8.5 or more and 11.0 or less, from the viewpoint of obtaining a good flavor. It is preferably 9.0 or more and 10.0 or less.
- the material mixture of tobacco granules may usually contain a flavor-developing aid in an amount of 5% by weight or more and 20% by weight or less.
- Tobacco granules contain a binder (ingredient (d)).
- the binder binds the tobacco granule components to maintain the integrity of the tobacco granules.
- Binders are composed of, but not limited to, pullulan, HPC, guar gum, xanthan gum, CMC, CMC-Na or mixtures thereof.
- the material mixture of tobacco granules can usually contain the binder in an amount of 0.5% by weight or more and 15% by weight or less.
- Tobacco granules can include additional components in addition to the above components (a), (b), (c) and (d). Additional ingredients include volatile fragrances (ingredient (e)).
- the volatile fragrance is a solid or liquid, and can exhibit a fragrance feeling even when heated at 100 ° C. or lower. Any fragrance can be used as long as it has such characteristics.
- the "fragrance feeling" means that when a non-combustion heat-not-burn tobacco is used, the flavor derived from the flavor can be felt.
- Volatile fragrance ingredients include l-menthol, natural vegetable fragrances (eg, cognac oil, orange oil, jasmine oil, spearmint oil, peppermint oil, anis oil, coriander oil, lemon oil, chamomile oil, lavdanum, vetiver oil).
- natural vegetable fragrances eg, cognac oil, orange oil, jasmine oil, spearmint oil, peppermint oil, anis oil, coriander oil, lemon oil, chamomile oil, lavdanum, vetiver oil.
- esters eg, menthyl acetate, isoamyl acetate, linaryl acetate, isoamyl propionate, butyl butyrate, methyl salicylate, etc.
- ketones eg, menthol, ionone, ethylmaltor, etc.
- alcohols For example, phenylethyl alcohol, anator, cis-6-nonen-1-ol, eucalyptor, etc.
- aldehydes for example, benzaldehyde, etc.
- lactones for example, ⁇ -pentadecalactone, etc.
- fragrances may be used alone or in combination of two or more.
- the volatile fragrance contained in the tobacco granules may be used as a solid or may be dissolved or dispersed in a suitable solvent such as propylene glycol, ethyl alcohol, benzyl alcohol, water or glycerin.
- a fragrance in which a dispersed state is easily formed in the solvent by adding an emulsifier, for example, a hydrophobic fragrance or an oil-soluble fragrance can be used.
- the material mixture of tobacco granules may contain a volatile flavor (ingredient (e)) in an amount of usually 0.5% by weight or more and 30% by weight or less.
- Component (e) may be added by direct kneading with component (a), (b), (c), and (d), or carried on a known clathrate host compound such as cyclodextrin. Then, the clathrate compound may be prepared and then added to the above component by kneading it with the above component.
- the content of the volatile flavor of the tobacco granules obtained from the raw material mixture is not particularly limited, and is usually 100 ppm or more, preferably 1000 ppm or more, more preferably 5000 ppm, from the viewpoint of imparting a good flavor feeling. It is usually 10000 ppm or less, preferably 25000 ppm or less, and more preferably 40,000 ppm or less.
- the method for molding the tobacco granules is not particularly limited, but for example, the components (a), (b), (c) and (d) and, if desired, the component (e) are mixed and kneaded to obtain a kneaded product. Is granulated (long columnar) with a wet extrusion granulator, and then granulated into short columns or spheres.
- the average particle size (D50) of the molded tobacco granules is usually 0.2 mm or more and 1.2 mm or less, preferably 0.2 mm or more and 1.0 mm or less, and 0.2 mm or more and 0. It is more preferably 8 mm or less.
- extrusion granulation it is preferable to extrude the kneaded product at an ambient temperature and a pressure of 2 kN or more. Due to this high-pressure extrusion, the temperature of the kneaded product at the outlet of the extruder and granulator rises momentarily from the ambient temperature to, for example, 90 ° C. or higher and 100 ° C. or lower, and the water content and volatile components are 2% by weight or more. Evaporates 4% by weight or less. Therefore, the water to be blended to make the kneaded product can be used in an amount larger than the desired water content in the obtained tobacco granules by the above-mentioned evaporation amount.
- Tobacco carving is made by carving aged tobacco leaves into a predetermined size.
- the aged tobacco leaves used for tobacco cutting are not particularly limited, and examples thereof include those that have been deboned and separated into lamina and middle bone.
- a tobacco sheet to be described later which is chopped into a predetermined size (hereinafter, also referred to as "tobacco sheet engraving") can be mentioned.
- tobacco sheet engraving a tobacco sheet to be described later, which is chopped into a predetermined size
- tobacco sheet engraving a blend of tobacco chopped obtained by chopping aged tobacco leaves and tobacco sheet chopped can be used as tobacco chopped.
- aged tobacco leaves or tobacco sheets may be chopped so as to have a width of 0.5 mm or more and 2.0 mm or less and a length of 3 mm or more and 10 mm or less. Tobacco chopping of such a size is preferable from the viewpoint of filling the container described later.
- aged tobacco leaves or tobacco sheets are chopped so that the width is 0.5 mm or more and 2.0 mm or less and the length is the same as that of the container, for example, 10 mm or more and 40 mm or less. It can also be mentioned (hereinafter, also referred to as "strand type engraving"). Strand type engraving is preferably formed from a tobacco sheet from the viewpoint of ease of molding.
- the water content of the tobacco is not particularly limited, but is usually 10% by weight or more and 15% by weight or less, and 11% by weight or more and 13% by weight or less with respect to the total weight of the tobacco. Is preferable. With such a water content, there is little change in water content during and after production, so that process control during production and quality deterioration after production are small.
- Tobacco chopped may contain spices.
- the type of the fragrance is not particularly limited, but those listed in the above-mentioned tobacco granules can be used.
- the content of the flavor in the tobacco is not particularly limited, and from the viewpoint of imparting a good flavor feeling, it is usually 10,000 ppm or more, preferably 20,000 ppm or more, more preferably 25,000 ppm or more, and usually 70,000 ppm. It is less than or equal to, preferably 50,000 ppm or less, more preferably 40,000 ppm or less, and further preferably 30,000 ppm or less.
- Tobacco sheets are obtained by molding a composition containing aged tobacco leaves and the like into a sheet shape.
- the aged tobacco leaves used for the tobacco sheet are not particularly limited, and examples thereof include those that have been deboned and separated into lamina and middle bone.
- the "sheet” means a shape having a pair of main surfaces and side surfaces that are substantially parallel to each other.
- the tobacco sheet can be molded by a known method such as a making method, a casting method, a rolling method, or the like.
- Examples of the method for molding the tobacco sheet by the manufacturing method include a method including the following steps. (1) A step of extracting a water-soluble component from aged tobacco leaves by coarsely crushing the aged tobacco leaves, mixing and stirring the aged tobacco leaves with a solvent such as water. (2) A step of separating a water-soluble component into a water extract and a residue. (3) A step of drying the water extract under reduced pressure and concentrating it. (4) A step of adding pulp to the residue and fiberizing it with a refiner to obtain a mixture (homogenization step). (5) A step of papermaking a mixture of fibrous residue and pulp. (6) A step of adding a concentrated solution of water extract to a paper-made sheet and drying it to obtain a tobacco sheet. When the tobacco sheet is molded by this method, a step of removing a part of components such as nitrosamine may be added (see Japanese Patent Application Laid-Open No. 2004-510422).
- Examples of the method for forming the tobacco sheet by the casting method include a method including the following steps. (1) A step of mixing water, pulp and a binder with a crushed product of aged tobacco leaves to obtain a mixture (homogenization step). (2) A step of thinly spreading (casting) the mixture and drying it to obtain a tobacco sheet.
- a step of removing some components such as nitrosamines by irradiating a slurry obtained by mixing water, pulp and a binder with crushed tobacco leaves with ultraviolet rays or X-rays is added. You may.
- Examples of the method for forming the tobacco sheet by the rolling method include a method including the following steps. (1) A step of mixing water, pulp and a binder with a pulverized product of aged tobacco to obtain a mixture (homogenization step). (2) A step of throwing the mixture into a plurality of rolling rollers and rolling. (3) A process in which a rolled molded product on a rolling roller is peeled off with a doctor knife, transferred to a net conveyor, and dried with a dryer.
- the surface of each rolling roller may be heated or cooled, or the rotation speed of each rolling roller may be adjusted, depending on the purpose. Further, by adjusting the interval between the rolling rollers, a tobacco sheet having a desired basis weight can be obtained.
- a non-woven fabric-like tobacco sheet can be molded by a method including the following steps described in International Publication No. 2014/104078.
- a step of mixing tobacco fine powder and a binder to obtain a mixture homogenization step.
- the average fiber length of the tobacco fibers contained in each mixture is 200 ⁇ m or more and 1000 ⁇ m or less, and the drainage of each mixture.
- the degree is preferably 20 ° SR or more and 50 ° SR or less.
- the average fiber length of tobacco fibers is measured by optical automatic analysis (JISP8226-2) using unpolarized light with a fiber count of 20,000 or more.
- the degree of drainage is measured by the shopper-rigra method (JIS P8121).
- the length and width of the tobacco sheet are not particularly limited, and can be appropriately adjusted according to the mode of filling the material to be filled, which will be described later.
- the thickness of the tobacco sheet is not particularly limited, but is preferably 150 ⁇ m or more and 1000 ⁇ m or less, and more preferably 200 ⁇ m or more and 600 ⁇ m or less, from the viewpoint of the balance between heat transfer efficiency and strength.
- the composition of the tobacco sheet is not particularly limited, but for example, the content of the tobacco fine powder is preferably 50 to 95% by weight based on the total weight of the tobacco sheet.
- the tobacco sheet may contain a binder, and examples of the binder include pullulan, HPC, guar gum, xanthan gum, CMC, and CMC-Na.
- the amount of the binder is preferably 1 to 10% by weight based on the total weight of the tobacco sheet.
- the tobacco sheet may further contain other additives. Examples of the additive include a filler such as pulp.
- the content of the filler is not particularly limited, but is preferably 1% by weight or more and 10% by weight or less with respect to the total weight of the tobacco sheet.
- the tobacco sheet may contain a fragrance.
- a fragrance those listed in the above-mentioned tobacco granules can be used.
- the content of the fragrance in the tobacco sheet is not particularly limited, and from the viewpoint of imparting a good fragrance feeling, it is usually 10,000 ppm or more, preferably 20,000 ppm or more, more preferably 25,000 ppm or more, and usually 70,000 ppm. It is less than or equal to, preferably 50,000 ppm or less, more preferably 40,000 ppm or less, and further preferably 30,000 ppm or less.
- the tobacco filling refers to processed tobacco leaves, that is, those in which the above-mentioned tobacco granules, tobacco chopped, tobacco sheets, etc. are filled in a filling material (“container” in the present invention) in a predetermined manner.
- the tobacco filling forms the cartridge by being housed in a container described later.
- the height of the tobacco filling material constituting the cartridge is preferably about 5 mm to about 40 mm, and the width is preferably about 5 mm to 20 mm.
- the filling rate of the tobacco filling in the cartridge can be appropriately set according to the morphology of the processed tobacco leaves to be filled, the desired flavor, the aeration resistance, and the like.
- the filling rate of the tobacco filling in the cartridge is usually 40% by volume or more, preferably 50% by volume or more, and more preferably 60% by volume or more.
- the filling rate is usually 80% by volume or less, preferably 70% by volume or less. If the filling rate is less than 40% by volume, it becomes difficult to secure a sufficient amount of flavor components. On the other hand, if the filling rate is larger than 80% by volume, the pressure effect at the time of suction becomes large and it becomes difficult to suck, and the production efficiency decreases.
- the filling rate is calculated by the ratio of the volume of the tobacco filling to the total volume of the portion of the container that serves as the container for the tobacco filling.
- the content of the tobacco filling material per cartridge is not particularly limited, and for example, in the case of an container having a volume of 1.106 cm 3 , 200 mg / cartridge or more and 800 mg / cartridge or less can be mentioned, and 250 mg / cartridge can be mentioned. As mentioned above, 600 mg / cartridge or less can be mentioned as a suitable example.
- tobacco filling (A) the tobacco granules filled in the container
- tobacco engraved in the container is referred to as “tobacco filling (B)”
- tobacco sheet filled in the container is referred to as “tobacco filling”. It will be described in detail as “thing (C)”.
- the tobacco filling (A) is composed of tobacco granules filled or placed in the container.
- the tobacco granules may be immovably packed or movably arranged in the cartridge.
- "Filled immovably” means that the tobacco granules are densely packed in the containment so that the cartridge does not move even if it is moved up, down, left and right.
- "movably arranged” means that the tobacco granules move in the housing when the cartridge is moved up, down, left and right. Therefore, when the tobacco granules are arranged in a movable manner, the tobacco filling (A) has fluidity.
- the tobacco filling (B) is composed of tobacco chopped filled in the container.
- the mode in which the tobacco packing material (B) is filled in the container is not particularly limited, but the tobacco carvings other than the strand type carving are usually filled in the container in a random direction.
- the strand type engraving is filled so that its longitudinal direction is substantially horizontal to the longitudinal direction of the accommodating body.
- the tobacco filling (C) is composed of a tobacco sheet filled in the container.
- the number of tobacco sheets may be one or two or more.
- the tobacco filling material (C) is composed of one tobacco sheet
- a tobacco sheet having one side having a length similar to the longitudinal direction of the container is a length of the container.
- a filling mode can be mentioned in a state where the product is folded back in a plurality of directions and horizontally.
- a tobacco sheet having one side having the same length as the longitudinal direction of the accommodating body is wound in a direction orthogonal to the longitudinal direction of the accommodating body.
- the tobacco filling material (C) is composed of two or more tobacco sheets
- a plurality of tobacco sheets whose one side has the same length as the longitudinal direction of the container can be used.
- An embodiment in which the housing is wound in a direction orthogonal to the longitudinal direction of the housing so as to be arranged concentrically can be mentioned.
- Concentrically arranged means that the centers of all tobacco sheets are arranged so as to be substantially in the same position.
- the number of tobacco sheets is not particularly limited, and examples thereof include two, three, four, five, six, or seven tobacco sheets.
- a plurality of tobacco sheets having different widths are prepared, a laminated body is prepared in which the width is reduced from the bottom to the top, and this is passed through a winding tube and rolled up.
- the plurality of tobacco sheets extend in the long axis direction of the cartridge and are arranged concentrically about the longitudinal axis.
- the laminate is prepared so that a non-contact portion is formed between the adjacent tobacco sheets after winding molding. If there is a non-contact portion (gap) between the plurality of tobacco sheets that the tobacco sheet does not contact, it is possible to secure a flavor flow path and improve the delivery efficiency of the flavor component. On the other hand, since the heat from the heater can be transferred to the outer tobacco sheet through the contact portions of the plurality of tobacco sheets, high heat transfer efficiency can be ensured.
- an embossed tobacco sheet is used, and the entire surfaces of adjacent tobacco sheets are laminated without being adhered to each other.
- a method of preparing a laminate by adhering a part of each other and laminating, or by slightly adhering and laminating the entire surface or a part of adjacent tobacco sheets so as to be peeled off after winding molding can be mentioned. ..
- tobacco filling from the viewpoint of stable delivery of flavor components, those composed of tobacco granules (that is, "tobacco filling (A)") can be mentioned as a preferable embodiment.
- the tobacco fillers (A) to (C) described above may or may not contain an aerosol-producing base material as an aerosol source.
- the type of aerosol-forming substrate is not particularly limited, and extracts from various natural products and / or their constituents can be selected depending on the application. Aerosol-forming substrates include, but are not limited to, for example, glycerin, propylene glycol, triacetin, 1,3-butanediol, and mixtures thereof.
- the content thereof can be exemplified as 15% by weight or less with respect to 100% by weight of the tobacco filling, and in another embodiment, it is 10% by weight or less, and further. In the above aspect, it is 8% by weight or less.
- an embodiment (0% by weight) in which the aerosol-forming base material is not contained in the tobacco filling can also be mentioned.
- the timing of adding the acid to the above-mentioned tobacco fillings (A) to (C) is not particularly limited, and even if it is added when forming processed tobacco leaves (that is, tobacco granules, tobacco chopped, tobacco sheet). Often, the processed tobacco leaves may be added when or after filling the container.
- the method of adding the acid to the tobacco filling is not particularly limited. As an example, a method of adding a syringe needle to the tobacco filling filled in the container by inserting a syringe needle into the central portion of the tobacco filling through the opening of the container and injecting the solution containing the acid can be mentioned. Can be done.
- the solution containing the acid permeates the entire tobacco filling, so that the acid can be uniformly contained in the entire tobacco filling.
- a method of applying the acid solution to the surface of the processed tobacco leaf formed in a columnar shape before filling the container can be mentioned.
- the surface of the tobacco filling can contain a large amount of the acid.
- a method in which aged tobacco leaves or processed tobacco leaves are supplied to a perfume machine having a rotating rotor, and the acid solution is sprayed and mixed while rotating and stirring the mixture. can be mentioned.
- the acid can be uniformly added to the entire tobacco filling.
- ethanol, propylene glycol or the like can be used as the solvent for the acid in addition to water, but propylene glycol is preferably used because of its high affinity with the acid.
- the container that houses the tobacco filling is cylindrical and forms an aerosol flow path that extends along a predetermined direction.
- the accommodating body 31 accommodating the tobacco filling 31A forms a second flow path 30X extending along a predetermined direction A.
- the tobacco filler 31A that imparts flavor to the aerosol is housed in the second flow path 30X.
- the size of the first flow path 20X is small.
- the size of the second flow path 30X becomes the above-mentioned first. It tends to be larger than the size of the flow path 20X.
- the cross section of the housing 31 orthogonal to the predetermined direction A is shown as a circle, but this shape is not limited to a circle, and the shape of the cross section orthogonal to the predetermined direction of the housing is polygonal. It may be a polygon with rounded corners, a circle, an ellipse, or the like. That is, the tubular shape includes not only a cylinder but also a shape such as an elliptical cylinder, a polygonal cylinder, and a rounded polygonal cylinder.
- the housing 31 is from the outer edge of the upstream end (here, the filtration medium 32) of the housing 31 in a cross section orthogonal to the aerosol flow path (predetermined direction A). It is preferable to have a projecting portion 31E projecting to the upstream side (in the embodiment, the flow path forming body 23 or the end cap 25 side).
- the protruding portion 31E may be continuously provided along the outer edge of the upstream end portion (here, the mesh body 32) of the accommodating body 31, or may be provided intermittently along the outer edge of the accommodating body 31. May be good.
- the protruding portion 31E continuously along the outer edge of the upstream end portion (here, the mesh body 32) of the housing body 31. It is preferable to be provided. As a result, it is possible to prevent the aerosol from staying in the space formed in the upstream portion of the tapered portion 31T.
- the outer wall surface of the housing body 31 includes a tapered portion 31T extending from the upstream to the downstream as shown in FIGS. 6 and 7.
- the tapered portion 31T may be included in a part of the outer wall surface of the housing body 31.
- the taper angle ⁇ of the taper portion 31T is, for example, about 5 degrees.
- the inner wall surface of the accommodating body 31 is provided with a rib 31R extending along a predetermined direction A from the upstream to the downstream.
- the number of ribs 31R is preferably 2 or more. It is preferable that the downstream end of the rib 31R does not reach the downstream end of the housing 31.
- the length L2 from the filtration medium 32 to the downstream end of the rib 31R is shorter than the length L1 from the filtration medium 32 to the downstream end of the housing 31.
- the downstream end portion of the rib 31R is in contact with the filtration medium 32 without reaching the downstream end portion of the housing body 31 in the state where the filtration medium 32 is inserted into the housing body 31.
- the filtration medium 32 may be arranged only on the upstream side (non-mouthpiece side) of the tobacco filling 31A in the container 31, or only on the downstream side (mouthpiece side), or may be arranged on both of them.
- the filtration medium 31 is arranged both upstream and downstream of the tobacco filling 31A, even if the tobacco filling 31A having fluidity is used, it will not fall out of the cartridge. preferable.
- the tobacco filling 31A has no fluidity, the tobacco filling can be retained in the cartridge by arranging the filtration medium 32 only in at least one of the upstream and the downstream of the tobacco filling 31A.
- a mesh body having a plurality of openings or a filter as used for a general cigarette can be used as the filtration medium 32.
- the mesh body is preferably arranged upstream (non-mouthpiece side) of the tobacco filling 31A.
- the mesh body is arranged at the upstream end of the housing 31.
- the housing body 31 and the mesh body are integrally formed from the viewpoint of ensuring the strength of the mesh body. That is, in the embodiment, the mesh body is a part of the housing body 31. In such an embodiment, the housing 31 and the mesh body are preferably made of resin or metal.
- the resin for example, one or more resins selected from polypropylene, polyethylene terephthalate, polyethylene resin and ABS resin can be used.
- the metal stainless steel can be used from the viewpoint of corrosion resistance. From the viewpoint of moldability and texture, it is preferable to use a resin, and it is preferable to use polypropylene as the resin.
- the housing 31 and the mesh body are formed by mold molding or injection molding.
- the housing 31 and the mesh body are made of stainless steel (SUS).
- the mesh body has a plurality of openings 32A as shown in FIG.
- Each of the plurality of openings 32A is not particularly limited as long as it does not allow the tobacco filler 31A to pass through, and examples thereof include an embodiment having a polygonal shape having an internal angle of 180 ° or less.
- each of the plurality of openings 32A has a minimum width Wmin having the smallest width and a maximum width Wmax having the largest width as the width passing through the center of gravity of each of the plurality of openings 32A.
- the minimum width Wmin is smaller than the lower limit of the size of the raw material pieces constituting the tobacco filling 31A.
- the minimum width Wmin is the size of the raw material pieces constituting the tobacco filling 31A from the viewpoint of suppressing the falling off of the raw material pieces. It is preferably less than 1/2 of the lower limit.
- the maximum width Wmax is larger than the minimum width Wmin.
- the maximum width Wmax is preferably larger than the lower limit of the size of the raw material piece.
- the maximum width Wmax is preferably ⁇ 2 times or more and 6 times or less the minimum width Wmin. That is, each of the plurality of openings 32A has a shape different from that of a circle.
- each of the plurality of openings 32A preferably has a quadrangular shape because the raw material piece is difficult to fit into the openings 32A. It should be noted that each side of the quadrangular shape of the opening 32A may include a non-linear portion generated in the manufacture of the opening 32A. Further, each vertex of the quadrangular shape of the opening 32A may include a curved portion generated in the manufacture of the opening 32A.
- each of the plurality of openings 32A preferably has a shape selected from a square, a rectangle, a rhombus, a hexagon, and an octagon, as shown in FIGS. 9 to 12.
- Each of the plurality of openings 32A may have one type as shown in FIGS. 9 to 11, or may have two types as shown in FIG.
- the shape of each of the plurality of openings 32A may be three or more. From the viewpoint of the arrangement efficiency of the plurality of openings 32A and the ease of manufacturing, it is preferable that each of the plurality of openings 32A has a quadrangular shape. In the examples shown in FIGS.
- the plurality of openings 32A are arranged so that the sides of the openings 32A adjacent to each other are parallel to each other.
- the distance P between the openings 32A adjacent to each other is preferably 0.15 mm or more and 0.30 mm or less.
- the thickness of the mesh body is preferably 0.1 mm or more and 1 mm or less.
- it is preferable that all the openings of the mesh body are the above-mentioned openings 32A, but the embodiment is not limited to this.
- the openings included in the mesh body may include openings other than the above-mentioned opening 32A.
- the filter When a filter is used as the filtration medium 32, the filter has a roughness that does not allow the tobacco filling to pass through, and is preferably arranged on the downstream side (mouthpiece side) of the tobacco filling. In this case, the cap is provided downstream (on the mouthpiece side) of the filter.
- the filter is composed of predetermined fibers, and examples thereof include an acetate filter obtained by processing cellulose acetate tow into a columnar shape.
- the single yarn fineness and total fineness of cellulose acetate tow are not particularly limited, but in the case of an acetate filter having a circumference of 24.5 mm, the single yarn fineness is 5 g / 9000 m or more, 20 g / 9000 m or less, and the total fineness is 12000 g / 9000 m or more, 35000 g. / 9000 m or less is preferable.
- the cross-sectional shape of the fibers of the cellulose acetate tow may be a Y cross section or an R cross section.
- triacetin may be added in an amount of 5% by weight or more and 10% by weight or less based on the weight of the cellulose acetate tow in order to improve the hardness of the filter.
- a method for processing the cellulose acetate tow into a columnar shape a method of winding the cellulose acetate tow with a filter plug winding paper can also be used.
- the physical characteristics of the filter plug winding paper are not particularly limited, but for example, the air permeability is 1000 C.I. U.S. Examples of the mode in which the above high air permeability paper is used can be mentioned.
- Such high air permeability paper is not particularly limited, and LPWS-OLL (air permeability 1300 CU, basis weight 26.5 gsm, thickness 48 ⁇ m) manufactured by Nippon Paper Papylia Co., Ltd. can be exemplified.
- LPWS-OLL air permeability 1300 CU, basis weight 26.5 gsm, thickness 48 ⁇ m
- a filter filled with a sheet of paper or a non-woven fabric containing pulp as a main component that is, a so-called paper filter may be used.
- the adjustment of the ventilation resistance and the addition of additives can be appropriately designed.
- the housing 31 here, the mesh body is included
- the filter and the cap 33 are adhered or welded to each other.
- the tobacco filling and the filtration medium can be wrapped with rolling paper to form a cartridge.
- the housing in each of the above-described embodiments is composed of rolling paper.
- the composition of the wrapping paper is not particularly limited and may be in a general manner.
- the rolling paper include those containing pulp as a main component.
- pulp in addition to being made from wood pulp such as softwood pulp and broadleaf pulp, non-wood pulp commonly used for wrapping paper for tobacco articles such as flax pulp, cannabis pulp, sisal hemp pulp, and esparto is mixed. It may be obtained by manufacturing.
- the type of pulp, chemical pulp, ground pulp, chemigrand pulp, thermomechanical pulp, etc. by the craft cooking method, the acidic / neutral / alkaline sulfite cooking method, the soda salt cooking method, etc. can be used.
- roll paper is manufactured by adjusting the texture and making it uniform in the paper making process using a long net paper machine, a circular net paper machine, a circular short composite paper machine, etc.
- a wet paper strength enhancer may be added to impart water resistance to the wrapping paper, or a sizing agent may be added to adjust the printing condition of the wrapping paper.
- papermaking additives such as aluminum sulfate bands, various anionic, cationic, nonionic or amphoteric yield improvers, drainage improvers, and paper strength enhancers, as well as dyes and pH adjusters, Papermaking additives such as defoaming agents, pitch control agents, and slime control agents can be added.
- the basis weight of the wrapping paper base paper is, for example, usually 20 gsm or more, preferably 25 gsm or more. On the other hand, the basis weight is usually 65 gsm or less, preferably 50 gsm or less, and more preferably 45 gsm or less.
- the thickness of the rolling paper having the above characteristics is not particularly limited, and is usually 10 ⁇ m or more, preferably 20 ⁇ m or more, more preferably 30 ⁇ m or more, from the viewpoint of rigidity, breathability, and ease of adjustment during papermaking. It is usually 100 ⁇ m or less, preferably 75 ⁇ m or less, and more preferably 50 ⁇ m or less.
- the non-combustion heat-not-burn tobacco wrapping paper may have a square or rectangular shape.
- the length of one side of the wrapping paper can be about 12 to 70 mm, the length of the other side can be 15 to 28 mm, the preferred length of the other side can be 22 to 24 mm, and the more preferable length can be about 23 mm. ..
- To wrap the tobacco filling and the filtration medium in a columnar shape with wrapping paper for example, place the filtration medium at the upstream (non-mouth side) end and the downstream (mouth side) end on the spread wrapping paper, and between them. After arranging the tobacco filling in, the end of the rolling paper along the predetermined direction A and the end on the opposite side are overlapped by about 2 mm and glued to form a columnar shape, in which the tobacco filling and filtration are formed. The medium is wound.
- the rolling paper may contain a filler.
- the content of the filler may be 10% by weight or more and less than 60% by weight, preferably 15% by weight or more and 45% by weight or less, based on the total weight of the wrapping paper.
- the wrapping paper preferably has a filler of 15% by weight or more and 45% by weight or less within the above-mentioned preferable range of basis weight (25 gsm or more and 45 gsm or less). Further, when the basis weight is 25 gsm or more and 35 gsm or less, the filler is preferably 15% by weight or more and 45% by weight or less, and when the basis weight is more than 35 gsm and 45 gsm or less, the filler is 25% by weight or more. It is preferably 45% by weight or less.
- As the filler calcium carbonate, titanium dioxide, kaolin and the like can be used, but it is preferable to use calcium carbonate from the viewpoint of enhancing the flavor and whiteness.
- Water resistance improvers include wet paper strength enhancers (WS agents) and sizing agents.
- wet paper strength enhancer include urea formaldehyde resin, melamine formaldehyde resin, and polyamide epichlorohydrin (PAE).
- PAE polyamide epichlorohydrin
- sizing agents include rosin soap, alkyl ketene dimer (AKD), alkenyl succinic anhydride (ASA), and highly saponified polyvinyl alcohol having a saponification degree of 90% or more.
- a paper strength enhancer may be added, and examples thereof include polyacrylamide, cationic starch, oxidized starch, CMC, polyamide epichlorohydrin resin, and polyvinyl alcohol.
- polyacrylamide cationic starch
- oxidized starch CMC
- polyamide epichlorohydrin resin polyvinyl alcohol.
- the air permeability of oxidized starch is improved by using a very small amount (Japanese Patent Laid-Open No. 2017-218669).
- the rolling paper may be appropriately coated.
- a coating agent may be added to at least one of the two front and back surfaces of the wrapping paper.
- the coating agent is not particularly limited, but a coating agent capable of forming a film on the surface of the paper and reducing the permeability of the liquid is preferable.
- alginic acid and salts thereof eg sodium salts
- polysaccharides such as pectin, ethyl cellulose, methyl cellulose, carboxymethyl cellulose, cellulose derivatives such as nitrocellulose, starch and derivatives thereof (eg carboxymethyl starch, hydroxyalkyl starch and cationic starch).
- Such ether derivatives, ester derivatives such as starch acetate, starch phosphate and starch octenyl succinate) can be mentioned.
- FIG. 13 is a diagram showing a connection state between the atomization unit 20 and the cartridge 30 according to the embodiment.
- FIG. 14 is a diagram showing a CC cross section shown in FIG. However, it should be noted that in FIG. 13, the reservoir 21, the atomizing section 22, the tobacco filling 31A, the filtration medium 32 and the cap 33 are omitted.
- the aerosol flow is supplied from the first flow path 20X so as to suppress the bias of the aerosol flow in the second flow path 30X.
- An aerosol flow adjusting chamber G for adjusting the flow of the aerosol is provided.
- the aerosol flow adjusting chamber G is formed between the downstream end of the flow path forming body 23 and the upstream end of the accommodating body 31.
- the aerosol flow adjusting chamber G is formed between the end cap 25 and the upstream filtration medium 32.
- the filling rate of the flavor source 31A contained in the container 31 does not have to be 100% with respect to the capacity of the flavor source container 31. That is, a gap may be formed in the housing 31.
- the aerosol flow adjusting chamber G is different from the voids created by the filling rate of the tobacco filling 31A not being 100% by volume.
- the length LG of the aerosol flow adjusting chamber G in the predetermined direction A may be determined in consideration of the largest shift distance among the shift distances. That is, the length LG of the aerosol flow adjusting chamber G may be determined according to the largest shift distance. From the viewpoint of suppressing the bias of the aerosol flow flowing in the flavor source accommodating body 31, it is preferable that the longer the largest shift distance is, the longer the length LG of the aerosol flow adjusting chamber G is.
- the length LG of the aerosol flow adjusting chamber G is preferably 1/10 or more of the largest shift distance.
- the aerosol flow adjusting chamber G in the predetermined direction A is determined according to the difference (that is, the shift distance) between the radius R1 of the first flow path 20X and the radius R2 of the second flow path 30X.
- the housing 31 is upstream from the outer edge of the upstream end (here, the filtration medium 32) of the housing 31 in a cross section orthogonal to the aerosol flow path (predetermined direction A) (embodiment). Then, it has a protruding portion 31E that protrudes to the flow path forming body 23 or the end cap 25 side). That is, the housing 31 has a protruding portion 31E (first protruding portion) as a spacer forming the aerosol flow adjusting chamber G.
- first flow path 20X the entire downstream end of the flow path forming body 23
- second flow path 30X the entire upstream end of the housing 31
- the aerosol flow adjusting chamber G does not include a portion protruding upstream from the downstream end portion of the flow path forming body 23 (first flow path 20X). It is preferable that the aerosol flow adjusting chamber G does not include a portion protruding downstream from the upstream end portion of the housing 31 (second flow path 30X). As a result, it is possible to prevent the aerosol from staying in an unnecessary space.
- the inner wall surface constituting the aerosol flow adjusting chamber G extends from the outer edge of the downstream end of the flow path forming body 23 (first flow path 20X) to the outer edge of the upstream end of the accommodating body 31 (second flow path 30X). , It is preferable that it is continuous without including a step.
- the outer edge 25out of the end cap 25 is in contact with the inner wall surface 24in of the outer frame 24, and the end
- the inner edge 25in of the cap 25 is preferably located between the outer edge 23out of the flow path forming body 23 and the inner edge 23in of the flow path forming body 23. This makes it difficult to remove the end cap 25 from the downstream side. Further, when the end cap 25 is arranged in the outer frame body 24, the end cap 25 is less likely to interfere with the flow path forming body 23.
- ⁇ Method of measuring acid content in tobacco filling The acid content in the tobacco filling is determined by collecting the mainstream smoke generated by the suction test described in the following ⁇ Method for quantifying flavor components> on a Cambridge filter pad (CFP), placing it in a screw tube, and isopropanol. Is added and shaken for 20 minutes (200 rpm), and a part of the extract is measured by high performance liquid chromatography (HPLC-UV / Vis) equipped with an ultraviolet-visible branch detector under the following conditions. be able to.
- HPLC-UV / Vis high performance liquid chromatography
- the quantification of the flavor component (here, nicotine) contained in the tobacco filling of the above-mentioned non-combustion heat-not-burn tobacco product is performed under the following suction test conditions.
- a cartridge containing a tobacco filler is attached to a non-combustion heat-not-burn tobacco product (for example, Ploom TECH + (registered trademark)) in which an atomization unit and a battery unit are connected, and a current is passed through the atomization part of the atomization unit to generate heat.
- a non-combustion heat-not-burn tobacco product for example, Ploom TECH + (registered trademark)
- thermocouple manufactured by Toa Electric Inc., model number TI-SP-K
- the time-dependent temperature change of the desired measurement point of the tobacco filling is measured and recorded during the above-mentioned suction test.
- ⁇ Preparation of tobacco filling 1> [Material of tobacco filling 1] -Crushed aged tobacco leaves (fine tobacco powder); yellow seeds, average particle size 70 ⁇ m 62.56% by weight ⁇ Water 15.94% by weight ⁇ Flavor expression aid; Potassium carbonate 6.75% by weight Binder; Hydroxypropyl Cellulose (HPC) 4.75% by weight -Acid: Lactic acid (racemic) propylene glycol solution 10% by weight
- Crushed aged tobacco leaves fine tobacco powder
- flavor-developing aid and binder are prepared as materials, and after mixing these, water is added and kneaded, and the obtained kneaded product is wet-extruded.
- Tobacco granules were obtained by granulating with a granulator (manufactured by Dalton; mesh size 0.8 mm). The content of each component in the above materials was 69.51% by weight of crushed tobacco leaves (fine tobacco powder), 17.71% by weight of water, 7.5% by weight of flavor-developing aid, and 5.28% by weight of binder. Met.
- lactic acid was added to the granulated tobacco granules so that the content was 0.25% by weight based on the total weight of the tobacco granules to prepare a tobacco filler 1.
- a propylene glycol solution of lactic acid prepared by dissolving 2.5% by weight of lactic acid in propylene glycol with respect to the total weight of propylene glycol is 10% by weight based on the total weight of tobacco granules.
- a method was used in which the granulated tobacco granules were put into a perfume machine having a rotating rotor and sprayed with a propylene glycol solution of lactic acid while rotating and stirring.
- ⁇ Making cartridges 1 to 15> [Container used and filtration medium] An accommodating body in which a mesh body was arranged on the upstream side and an acetate toe filter was arranged on the downstream side was used.
- the accommodating body is formed by integral molding with the mesh body and has a hollow columnar shape.
- the material of the accommodating body and the mesh body is polypropylene resin.
- the length of the container in the predetermined direction A is 22.9 mm
- the maximum width in the direction orthogonal to the predetermined direction A is 9.5 mm
- the internal volume is 1.106 cm 3 .
- the shape of the holes in the mesh body is a rectangular lattice, the maximum width is 0.19 mm, and the minimum width is 0.17 mm.
- the distance between the openings adjacent to each other is 0.235 mm, and the thickness of the mesh body is 0.4 mm.
- the filter is a cellulose acetate tow with a single yarn fineness of 12 g / 9000 m and a total yarn fineness of 28000 g / 9000 m, using a filter manufacturing device (KDF2) manufactured by Hauni Co., Ltd. air permeability 1300C.U., basis weight 26.5Gsm, thick 48 [mu] m), was prepared circumference 25 mm, height 4.75 mm, a cylindrical filter with ventilation resistance 175mmH 2 O.
- KDF2 filter manufacturing device manufactured by Hauni Co., Ltd. air permeability 1300C.U., basis weight 26.5Gsm, thick 48 [mu] m
- Cartridges 1 to 15 were prepared by accommodating the tobacco fillers 1 to 15 in the container integrally molded with the mesh body produced above and sealing them with an acetate tow filter and a cap.
- the flavor component (here, nicotine) generated from the tobacco filler 1 contained in the prepared cartridge 1 was quantified under the following suction test conditions.
- Cartridge 1 is attached to a non-combustion heat-not-burn tobacco product (product name: Ploom TECH + (registered trademark), manufactured by Japan Tobacco Inc.) in which an atomization unit and a battery unit are connected, and a current is applied to the atomization part of the atomization unit.
- the aerosol source was atomized by flowing and generating heat.
- automatic suction was performed under the conditions of a flow rate of 55 cc / 3 seconds and a suction interval of 30 seconds using a single-barrel automatic suction machine manufactured by Borgwald.
- FIG. 15 is a graph showing the ratio of the amount of flavor components generated from the tobacco fillings 1 to 8 to the amount of flavor components generated from the tobacco filling 11 as a percentage. Further, FIG.
- FIG. 16 shows a graph showing the ratio of the amount of the flavor component generated from the tobacco fillings 1 to 6 and 12 to 15 to the amount of the flavor component generated from the tobacco filling 11 as a percentage.
- the tobacco fillings 1 to 6 and 12 in which the ratio of the amount of flavor components generated exceeds 70% of that of the tobacco filling 11 tended to have a more excellent flavor.
- thermocouple manufactured by Toa Electric Inc., model number TI-SP-K
- the measurement location was near the upstream end of the tobacco filling.
- the maximum heating temperature of the tobacco filling 1 was 40 ° C.
- the cartridge 3 is referred to as Example 1
- the cartridge 7 is referred to as Example 2
- the cartridge 9 is referred to as Example 3
- the cartridge 10 is referred to as Comparative Example 1
- the cartridge 11 is referred to as Comparative Example 2.
- the test was conducted by 6 panelists (AF).
- the cartridges according to each example and each comparative example are attached to non-combustion heat-not-burn tobacco products (product name: Ploom TECH + (registered trademark), manufactured by Japan Tobacco Inc.), and the power button is pressed to mist from the atomizing section. Suction was started after the converted aerosol was generated. The number of puffs was 10.
- each panelist set the flavor inhibition feeling of the cartridge of Comparative Example 2 as "10 points", and based on this, the score of the flavor inhibition feeling of the cartridges of Comparative Examples 1 and Examples 1 to 3 was shown. This average value was calculated. When the average value was 8 points or less, it was evaluated that the feeling of flavor inhibition could be suppressed. The results are shown in Table 2, FIGS. 17 and 18.
- Non-combustion heat-not-burn tobacco product 10
- Battery unit 11 Battery 20
- Atomization unit 20 First flow path 21
- Atomized part 23 Flow path forming body 23in Inner edge of flow path forming body 23out Outer edge of flow path forming body 24
- Aerosol flow adjustment chamber 30 Cartridge 30X Second flow path 31
- Container 31A Tobacco filling 31E Protruding part 31R Rib 31T Tapered part
- Filter medium 32A Opening P Interval 33
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Manufacture Of Tobacco Products (AREA)
Abstract
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022511152A JP7474320B2 (ja) | 2020-04-03 | 2021-04-02 | 非燃焼加熱式たばこ製品のカートリッジ及び非燃焼加熱式たばこ製品 |
| EP21782258.4A EP4129090A4 (fr) | 2020-04-03 | 2021-04-02 | Cartouche pour produit à base de tabac à chauffage sans combustion et produit à base de tabac à chauffage sans combustion associé |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020067673 | 2020-04-03 | ||
| JP2020-067673 | 2020-04-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021201265A1 true WO2021201265A1 (fr) | 2021-10-07 |
Family
ID=77929192
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/014275 WO2021201265A1 (fr) | 2020-04-03 | 2021-04-02 | Cartouche pour produit à base de tabac à chauffage sans combustion et produit à base de tabac à chauffage sans combustion associé |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4129090A4 (fr) |
| JP (1) | JP7474320B2 (fr) |
| TW (1) | TW202143865A (fr) |
| WO (1) | WO2021201265A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023058750A1 (fr) * | 2021-10-08 | 2023-04-13 | 日本たばこ産業株式会社 | Liquide pour atomisation et son procédé de production |
| WO2023119635A1 (fr) * | 2021-12-24 | 2023-06-29 | 日本たばこ産業株式会社 | Procédé, appareil et programme de formulation de recette |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004510422A (ja) | 2000-10-05 | 2004-04-08 | バスケヴィッチ ニコラス | タバコおよびタバコ製品中のニトロソアミン削減 |
| JP2010506594A (ja) * | 2006-10-18 | 2010-03-04 | アール・ジエイ・レイノルズ・タバコ・カンパニー | タバコを収容する喫煙物品 |
| WO2016075748A1 (fr) * | 2014-11-10 | 2016-05-19 | 日本たばこ産業株式会社 | Inhalateur d'arôme sans combustion |
| WO2016178377A1 (fr) * | 2015-05-01 | 2016-11-10 | 日本たばこ産業株式会社 | Inhalateur d'arôme de type sans combustion, unité source de composant d'inhalation d'arôme, et unité d'atomisation |
| JP2017218699A (ja) | 2016-06-09 | 2017-12-14 | 日本製紙パピリア株式会社 | 喫煙物品用巻紙 |
| WO2019053598A1 (fr) * | 2017-09-18 | 2019-03-21 | Rai Strategic Holdings, Inc. | Articles à fumer |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130255702A1 (en) * | 2012-03-28 | 2013-10-03 | R.J. Reynolds Tobacco Company | Smoking article incorporating a conductive substrate |
| KR20190049391A (ko) | 2017-10-30 | 2019-05-09 | 주식회사 케이티앤지 | 히터를 구비한 에어로졸 생성 장치 |
| US11191298B2 (en) | 2018-06-22 | 2021-12-07 | Rai Strategic Holdings, Inc. | Aerosol source member having combined susceptor and aerosol precursor material |
-
2021
- 2021-04-02 JP JP2022511152A patent/JP7474320B2/ja active Active
- 2021-04-02 EP EP21782258.4A patent/EP4129090A4/fr active Pending
- 2021-04-02 WO PCT/JP2021/014275 patent/WO2021201265A1/fr active Application Filing
- 2021-04-06 TW TW110112364A patent/TW202143865A/zh unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004510422A (ja) | 2000-10-05 | 2004-04-08 | バスケヴィッチ ニコラス | タバコおよびタバコ製品中のニトロソアミン削減 |
| JP2010506594A (ja) * | 2006-10-18 | 2010-03-04 | アール・ジエイ・レイノルズ・タバコ・カンパニー | タバコを収容する喫煙物品 |
| WO2016075748A1 (fr) * | 2014-11-10 | 2016-05-19 | 日本たばこ産業株式会社 | Inhalateur d'arôme sans combustion |
| WO2016178377A1 (fr) * | 2015-05-01 | 2016-11-10 | 日本たばこ産業株式会社 | Inhalateur d'arôme de type sans combustion, unité source de composant d'inhalation d'arôme, et unité d'atomisation |
| JP2017218699A (ja) | 2016-06-09 | 2017-12-14 | 日本製紙パピリア株式会社 | 喫煙物品用巻紙 |
| WO2019053598A1 (fr) * | 2017-09-18 | 2019-03-21 | Rai Strategic Holdings, Inc. | Articles à fumer |
Non-Patent Citations (2)
| Title |
|---|
| See also references of EP4129090A4 |
| TABAKO-NO-JITEN (ENCYCLOPEDIA OF TOBACCO) BY TOBACCO ACADEMIC STUDIES CENTER, 31 March 2009 (2009-03-31) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023058750A1 (fr) * | 2021-10-08 | 2023-04-13 | 日本たばこ産業株式会社 | Liquide pour atomisation et son procédé de production |
| WO2023119635A1 (fr) * | 2021-12-24 | 2023-06-29 | 日本たばこ産業株式会社 | Procédé, appareil et programme de formulation de recette |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4129090A1 (fr) | 2023-02-08 |
| EP4129090A4 (fr) | 2024-05-22 |
| TW202143865A (zh) | 2021-12-01 |
| JP7474320B2 (ja) | 2024-04-24 |
| JPWO2021201265A1 (fr) | 2021-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021085532A1 (fr) | Charge de tabac pour produits de tabac à chauffage sans combustion, produit de tabac à chauffage sans combustion et produit de tabac chauffé électriquement | |
| CN117119913A (zh) | 非燃烧加热式香味吸入物品以及非燃烧加热式香味吸入制品 | |
| WO2021020348A1 (fr) | Produit à base de tabac à chauffage sans combustion et produit à base de tabac chauffé | |
| WO2021201265A1 (fr) | Cartouche pour produit à base de tabac à chauffage sans combustion et produit à base de tabac à chauffage sans combustion associé | |
| JP7313437B2 (ja) | 非燃焼加熱式たばこ及び電気加熱式たばこ製品 | |
| JP7350136B2 (ja) | 非燃焼加熱式たばこ及び電気加熱式たばこ製品 | |
| JP7351977B2 (ja) | 非燃焼加熱式たばこ及び電気加熱式たばこ製品 | |
| US20240023600A1 (en) | Heat-not-burn flavor inhalation article and heat-not-burn flavor inhalation product | |
| JP7414970B2 (ja) | 非燃焼加熱式たばこ、電気加熱式たばこ製品、及び非燃焼加熱式たばこ材料 | |
| EP4205568A1 (fr) | Filtre pour produit du tabac, produit du tabac et produit du tabac chauffé électriquement muni dudit filtre | |
| RU2789024C1 (ru) | Нагреваемое без горения табачное изделие и табачное изделие с нагревом | |
| WO2022138008A1 (fr) | Tabac chauffé sans combustion et produit de tabac chauffé électriquement | |
| JP7492589B2 (ja) | たばこ製品用フィルター、並びにこれを有するたばこ製品及び電気加熱式たばこ製品 | |
| WO2022138013A1 (fr) | Produit à base de tabac à chauffage sans combustion et produit à base de tabac chauffé électriquement | |
| RU2793877C1 (ru) | Табачный наполнитель для нагреваемых без сжигания табачных изделий, нагреваемое без сжигания табачное изделие и табачное изделие с электрическим нагревом | |
| JP7280435B2 (ja) | 非燃焼加熱式たばこ及び電気加熱式たばこ製品 | |
| WO2022138015A1 (fr) | Cigarette de type à chauffage sans combustion et produit de cigarette de type à chauffage électrique | |
| WO2023012921A1 (fr) | Article de génération d'arôme et système à fumer | |
| WO2023100295A1 (fr) | Bâton de type chauffage sans combustion | |
| WO2022138007A1 (fr) | Cigarette à chauffage sans combustion et produit à base de tabac chauffé électriquement | |
| EP4316274A1 (fr) | Inhalateur d'arôme de type à chauffage sans combustion | |
| RU2774107C1 (ru) | Табачное изделие с нагреванием без горения и электрически нагреваемое табачное изделие | |
| CN117156991A (zh) | 非燃烧加热式香味吸入制品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21782258 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022511152 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021782258 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2021782258 Country of ref document: EP Effective date: 20221103 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |