WO2021201265A1 - Cartridge for heat-not-burn tobacco product and heat-not-burn tobacco product - Google Patents
Cartridge for heat-not-burn tobacco product and heat-not-burn tobacco product Download PDFInfo
- Publication number
- WO2021201265A1 WO2021201265A1 PCT/JP2021/014275 JP2021014275W WO2021201265A1 WO 2021201265 A1 WO2021201265 A1 WO 2021201265A1 JP 2021014275 W JP2021014275 W JP 2021014275W WO 2021201265 A1 WO2021201265 A1 WO 2021201265A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tobacco
- cartridge
- acid
- weight
- filling
- Prior art date
Links
Images











Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/30—Devices using two or more structurally separated inhalable precursors, e.g. using two liquid precursors in two cartridges
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
- A24B15/14—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco made of tobacco and a binding agent not derived from tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/28—Treatment of tobacco products or tobacco substitutes by chemical substances
- A24B15/30—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
- A24D3/08—Use of materials for tobacco smoke filters of organic materials as carrier or major constituent
- A24D3/10—Use of materials for tobacco smoke filters of organic materials as carrier or major constituent of cellulose or cellulose derivatives
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/42—Cartridges or containers for inhalable precursors
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/48—Fluid transfer means, e.g. pumps
- A24F40/485—Valves; Apertures
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/10—Devices using liquid inhalable precursors
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
Definitions
- the present invention relates to a cartridge for a non-combustion heat-not-burn tobacco product and a non-combustion heat-not-burn tobacco product provided with the cartridge detachably attached.
- Non-combustion heat-not-burn tobacco products that atomize an aerosol source without combustion are known (for example, Patent Document 1 and Patent Document 2).
- Such non-combustion heat-not-burn tobacco products include an atomization unit for atomizing an aerosol source and a cartridge having a flavor source containing a tobacco filling.
- the cartridge is replaceable and is connected to the atomization unit. Then, the aerosol atomized by the atomizing unit passes through while contacting the flavor source in the cartridge, so that the flavor component is delivered to the user together with the aerosol.
- the flavor source containing the tobacco filling in the cartridge is heated to about 30 ° C. to 40 ° C. at the time of use. Has been done.
- the amount of flavor components delivered to the user is insufficient compared to ordinary cigarettes, or the user feels the "flavor inhibition feeling" described later. Therefore, it is desired to suppress the feeling of flavor inhibition while ensuring the delivery amount of the flavor component above a certain level. Then, in order to solve such a problem, the first acid dissociation constant is 4.
- Patent Document 3 A technique for adding an acid having a boiling point of 0 or more and 6.0 or less and a boiling point of 366 ° C or more and 600 ° C or less has been reported (Patent Document 3).
- Patent Document 1 and Patent Document 2 the amount of flavor component delivered to the user is insufficient as compared with ordinary cigarettes, which is a problem peculiar to non-combustion heat-not-burn tobacco products, and the user is informed. No study has been made on the feeling of flavor inhibition. Further, in Patent Document 3, in a mode in which the tobacco filling containing the tobacco chopped and the aerosol source is heated to 160 ° C. to 170 ° C., the amount of evaporation of the flavor component is sufficient and the feeling of flavor inhibition is suppressed. It is shown to be. However, in Patent Document 3, like the non-combustion heat-not-burn tobacco products described in Patent Document 1 and Patent Document 2, a flavor source containing a tobacco filling in the cartridge at the time of use is arranged outside the cartridge. It has not been investigated whether the effect of adding an acid to the flavor source can be obtained in a mode in which the aerosol generated from the atomization unit is heated to about 30 ° C. to 40 ° C.
- the present invention relates to a non-combustion heat-not-burn tobacco product in which the tobacco filling in the cartridge is heated by an aerosol generated from an atomization unit arranged outside the cartridge, and the amount of flavor components delivered to the user. It is an object of the present invention to provide a cartridge of a non-combustion heat-not-burn tobacco product and a non-combustion heat-not-burn tobacco product capable of suppressing a feeling of inhibition of flavor while ensuring the above.
- the present inventors ensured the amount of flavor components delivered to the user by containing a specific amount of an acid having a specific boiling point in the tobacco filling in the cartridge of the non-combustion heat-not-burn tobacco product.
- a specific amount of an acid having a specific boiling point in the tobacco filling in the cartridge of the non-combustion heat-not-burn tobacco product is a specific amount of an acid having a specific boiling point in the tobacco filling in the cartridge of the non-combustion heat-not-burn tobacco product.
- the gist of the present invention is as follows.
- a cartridge for a non-combustion heat-not-burn tobacco product containing a tobacco filling, an container for the tobacco filling, and a filtration medium.
- the accommodating body has a cylindrical shape, and the filtration medium is arranged at least at one end thereof. Atomized aerosol can pass through the cartridge from one end to the other end.
- the tobacco filling contains an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower, which is 0.25% by weight or more and 5.50% by weight or less when the total weight of the tobacco filling is 100% by weight.
- the cartridge contains an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower, which is 0.25% by weight or more and 5.50% by weight or less when the total weight of the tobacco filling is 100% by weight.
- the cartridge has a mouthpiece The non-combustion heat-not-burn tobacco in which at least a part of the tobacco filling contained in the cartridge is heated at a temperature lower than the boiling point of the acid by coming into contact with the aerosol atomized in the atomizing portion. product.
- the non-combustion heat-not-burn tobacco product has an aerosol flow path extending along a predetermined direction.
- the amount of flavor components delivered to the user in a non-combustion heat-not-burn tobacco product in which the tobacco filling in the cartridge is heated by an aerosol generated from an atomization unit arranged outside the cartridge is possible to provide a cartridge of a non-combustion heat-not-burn tobacco product and a non-combustion heat-not-burn tobacco product that can suppress a feeling of inhibition of flavor while ensuring the above.
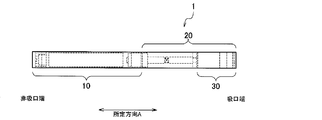
- FIG. 1 is a cross-sectional view showing a non-combustion heat-not-burn tobacco product 1 according to an embodiment.
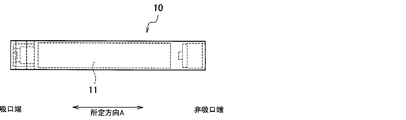
- FIG. 2 is a cross-sectional view showing the power supply unit 10 according to the embodiment.
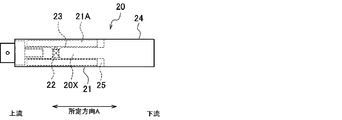
- FIG. 3 is a cross-sectional view showing the atomization unit 20 according to the embodiment.
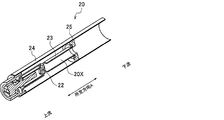
- FIG. 4 is a diagram showing an internal structure of the atomization unit 20 according to the embodiment.
- FIG. 5 is a cross-sectional view showing the cartridge 30 according to the embodiment.
- FIG. 6 is an exploded perspective view of the cartridge 30 according to the embodiment.
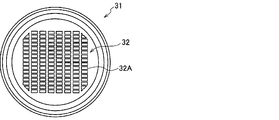
- FIG. 7 is a cross-sectional view (AA cross-sectional view shown in FIG. 5) showing the container 31 of the tobacco filling according to the embodiment.
- FIG. 8 is a cross-sectional view (BB cross-sectional view shown in FIG. 7) showing the container 31 of the tobacco filling according to the embodiment.
- FIG. 9 is a diagram showing an example of the shape of the opening 32A according to the embodiment.
- FIG. 10 is a diagram showing an example of the shape of the opening 32A according to the embodiment.
- FIG. 11 is a diagram showing an example of the shape of the opening 32A according to the embodiment.
- FIG. 12 is a diagram showing an example of the shape of the opening 32A according to the embodiment.
- FIG. 13 is a diagram showing a connection state between the first cartridge 20 and the second cartridge 30 according to the embodiment.
- FIG. 14 is a diagram showing a CC cross section shown in FIG. FIG.
- FIG. 15 is a graph showing the relationship between the acid content of the tobacco filler and the amount of flavor component (here, nicotine) generated.
- FIG. 16 is a graph showing the relationship between the acid content of the tobacco filler and the amount of flavor component (here, nicotine) generated.
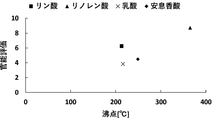
- FIG. 17 shows the results of sensory evaluation of the effect of suppressing the flavor inhibition feeling due to the inclusion of acid in the tobacco filling, the vertical axis representing the sensory evaluation result, and the horizontal axis representing the boiling point of the acid.
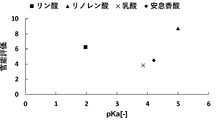
- Figure 18 shows the results of sensory evaluation the inhibitory effect of the flavor-damaging feeling due to the tobacco filler contains an acid, a vertical axis sensory evaluation results, the horizontal axis is an acid strength (acid dissociation constant pK a) Is shown.
- the cartridge of the non-combustion heat-not-burn tobacco product is a cartridge of the non-combustion heat-not-burn tobacco product including the tobacco filling, the container of the tobacco filling, and the filtration medium.
- the container has a cylindrical shape, and the filtration medium is arranged at least at one end thereof.
- the tubular shape includes not only a cylinder but also a shape such as an elliptical cylinder, a polygonal cylinder, and a rounded polygonal cylinder. Atomized aerosol can pass through the cartridge from one end to the other end.
- the tobacco filling contains an acid having a boiling point of 120 ° C. or higher and 250 ° C.
- the cartridge in non-combustion heat-not-burn tobacco products, the cartridge is sometimes referred to as a "consumable material" because it is discarded after its use.
- the non-combustion heat-not-burn tobacco product includes an atomizing unit that atomizes an aerosol source without combustion, and the cartridge is detachably provided.
- the cartridge has a mouthpiece and is heated at a temperature lower than the boiling point of the acid by contacting at least a part of the tobacco filling contained in the cartridge with the aerosol atomized at the atomizing portion. Will be done.
- the user of the non-combustion heat-not-burn tobacco product sucks from the mouthpiece end of the cartridge, the atomized aerosol comes into contact with the tobacco filling contained in the cartridge.
- the flavor component contained in the tobacco filling and the acid atomized aerosol are delivered to the user, and the amount of the flavor component can be secured while the feeling of flavor inhibition can be suppressed.
- the non-combustion heat-not-burn tobacco product has an aerosol flow path extending along a predetermined direction, and the atomizing portion is arranged on the upstream side and the cartridge is arranged on the downstream side of the aerosol flow path. .. With such an arrangement, the atomized aerosol and the tobacco filling come into efficient contact with each other, so that the effect of suppressing the feeling of flavor inhibition is improved while securing the amount of the flavor component.
- FIG. 1 is a cross-sectional view showing a non-combustion heat-not-burn tobacco product 1 according to an embodiment.
- FIG. 2 is a cross-sectional view showing the power supply unit 10 according to the embodiment.
- FIG. 3 is a cross-sectional view showing the atomization unit 20 according to the embodiment.
- FIG. 4 is a diagram showing an internal structure of the atomization unit 20 according to the embodiment. However, it should be noted that in FIG. 4, the reservoir 21 described later is omitted.
- FIG. 5 is a side view showing the cartridge 30 according to the embodiment.
- FIG. 6 is an exploded perspective view of the cartridge 30 according to the embodiment.
- FIG. 1 is a cross-sectional view showing a non-combustion heat-not-burn tobacco product 1 according to an embodiment.
- FIG. 2 is a cross-sectional view showing the power supply unit 10 according to the embodiment.
- FIG. 3 is a cross-sectional view showing the atomization unit 20 according to the embodiment.
- FIG. 4
- FIG. 7 is a cross-sectional view (AA cross-sectional view shown in FIG. 5) showing the container 31 of the tobacco filling according to the embodiment.
- FIG. 8 is a cross-sectional view (BB cross-sectional view shown in FIG. 7) showing the container 31 of the tobacco filling according to the embodiment.
- FIG. 6 the tobacco filler 31A, which will be described later, is omitted.
- the non-combustion heating type tobacco product 1 has a shape extending along a predetermined direction A which is a direction from the non-mouthpiece end to the mouthpiece end.
- the non-combustion heat-not-burn tobacco product 1 is an instrument for sucking flavor without burning.
- the non-combustion heat-not-burn tobacco product 1 has a power supply unit 10, an atomization unit 20, and a cartridge 30.
- the atomization unit 20 is removable from the power supply unit 10, and the cartridge 30 is removable from the atomization unit 20. In other words, the atomization unit 20 and the cartridge 30 are respectively replaceable.
- the power supply unit 10 has a shape extending along a predetermined direction A, and has at least a battery 11.
- the battery 11 may be a disposable type battery or a rechargeable type battery.
- the initial value of the output voltage of the battery 11 is preferably in the range of 1.2 V or more and 4.2 V or less.
- the battery capacity of the battery 11 is preferably in the range of 100 mAh or more and 1000 mAh or less.
- the atomization unit 20 has a shape extending along a predetermined direction A.
- the atomizing unit 20 has a reservoir 21, an atomizing portion 22, a flow path forming body 23, an outer frame body 24, and an end cap 25.
- the atomization unit 20 has a first flow path 20X arranged on the downstream side of the atomization unit 22 as an aerosol flow path extending along a predetermined direction A. It should be noted that in the aerosol flow path, the side closer to the atomized portion 22 is referred to as the upstream, and the side away from the atomized portion 22 is referred to as the downstream.
- the reservoir 21 stores the aerosol source 21A.
- the reservoir 21 is located around the flow path forming body 23 in a cross section orthogonal to the first flow path 20X (predetermined direction A). In the embodiment, the reservoir 21 is located in the gap between the flow path forming body 23 and the outer frame body 24.
- the reservoir 21 is made of, for example, a porous material such as a resin web or cotton. However, the reservoir 21 may be composed of a tank that houses the liquid aerosol source 21A.
- the aerosol source 21A is not particularly limited, and extracts from various natural products and / or components thereof can be selected depending on the application. Liquids such as glycerin, propylene glycol, triacetin, 1,3-butanediol, and mixtures thereof can be mentioned.
- the atomizing unit 22 atomizes the aerosol source 21A by the electric power supplied from the battery 11 without combustion.
- the atomizing unit 22 is composed of heating wires (coils) wound at a predetermined pitch, and the atomizing unit 22 has a resistance value in the range of 1.0 ⁇ or more and 3.0 ⁇ or less. It is preferably composed of heat rays.
- the predetermined pitch is at least a value at which the heating wires do not come into contact, and is preferably a small value.
- the predetermined pitch is preferably 0.40 mm or less, for example.
- the predetermined pitch is preferably constant in order to stabilize the atomization of the aerosol source 21A.
- the predetermined pitch is the distance between the centers of the heating wires adjacent to each other.
- the flow path forming body 23 has a shape extending along a predetermined direction A.
- the flow path forming body 23 has a cylindrical shape that forms a first flow path 20X extending along a predetermined direction A.
- the outer frame body 24 has a shape extending along a predetermined direction A.
- the outer frame body 24 has a cylindrical shape that accommodates the flow path forming body 23.
- the outer frame body 24 extends downstream from the end cap 25 and accommodates a part of the cartridge 30.
- the end cap 25 is a cap that closes the gap between the flow path forming body 23 and the outer frame body 24 from the downstream side.
- the end cap 25 suppresses a situation in which the aerosol source 21A stored in the reservoir 21 leaks to the cartridge 30 side.
- the cartridge 30 of the non-combustion heat-not-burn tobacco product 1 includes a tobacco filling 31A, an container 31 of the tobacco filling, and a filtration medium 32.
- the cartridge 30 is mounted on the non-combustion heat-not-burn tobacco product 1.
- the cartridge 30 is connected to the atomization unit 20. Specifically, a part of the cartridge 30 is housed in the outer frame body 24 of the atomization unit 20 as described above.
- the cartridge 30 has a shape extending along a predetermined direction A.
- the cartridge 30 has a second flow path 30X arranged downstream of the first flow path 20X as an aerosol flow path.
- the non-combustion heat-not-burn tobacco product 1 has an aerosol flow path (20X and 30X) extending along a predetermined direction A, an atomizing portion 22 on the upstream side of the aerosol flow path, and a cartridge 30 on the downstream side.
- the aerosol arranged and atomized by the atomizing unit 22 passes through the second flow path 30 of the cartridge 30.
- FIG. 5 shows a mode in which the filtration medium 32 is provided at both ends on the upstream side and the downstream side of the container 31, but the present invention is not limited to this mode. That is, the embodiment of the present invention also includes an embodiment in which the filtration medium is present only at one end of either the upstream side or the downstream side of the container.
- the filtration medium is not particularly limited as long as it has a function of allowing the atomized aerosol and the flavor component generated from the tobacco filling to pass through while not allowing the tobacco filling to pass through.
- a mesh body having a plurality of openings For example, a mesh body having a plurality of openings. Alternatively, a filter used for general cigarettes can be used. The mesh body and the filter will be described later.
- a cap may be provided to prevent the filter medium from falling out of the container.
- the cap has openings that are narrower than the width of the filter medium to allow the atomized aerosol to pass through and prevent the filter medium from falling off.
- the cap 33 is arranged on the downstream side of the filtration medium 32 arranged downstream of the housing 31.
- the shape of the cross section orthogonal to the predetermined direction of the cartridge 30 is shown as a circle, but this shape is not limited to a circle and may be a polygon, a polygon with rounded corners, an ellipse, or the like.
- the accommodating body constituting the cartridge has a cylindrical shape, and the “cylindrical shape” includes not only a cylinder but also a shape such as a polygonal cylinder, a polygonal cylinder with rounded corners, and an elliptical cylinder.
- the width of the cartridge is its diameter when the cross-sectional shape is a circle, its major axis when it is elliptical, and its circumscribed circle diameter or circumscribed elliptical major axis when it is a polygon or a rounded polygon.
- the length of the cartridge 30 is indicated by h
- the maximum width of the cartridge 30 is indicated by w.
- the cartridge preferably satisfies, but is not limited to, a shape having an aspect ratio of 1 or more as defined below.
- Aspect ratio h / w
- w is the maximum value of the width of the cartridge
- h is the length of the cartridge 30
- h ⁇ w the aspect ratio is preferably 1 or more, but the aspect ratio is not limited to this, and w> h.
- the length h of the cartridge in a predetermined direction is not particularly limited, and is usually 5 mm or more, preferably 10 mm or more. Further, it is usually 40 mm or less, preferably 30 mm or less, and more preferably 25 mm or less.
- the maximum value w of the width of the cartridge is not particularly limited, and is 20 mm or less, preferably 15 mm or less, and more preferably 10 mm or less.
- the minimum width of the cartridge is usually 5 mm or more.
- the cartridge is detachably attached to the non-combustion heat-not-burn tobacco product.
- the cartridge has a mouthpiece end.
- the mouthpiece end is preferably located at the downstream end of the cartridge.
- At least a part of the tobacco filling material contained in the cartridge is heated by contacting with the aerosol atomized by the atomizing part.
- the heating temperature for atomizing the aerosol source is not particularly limited as long as the aerosol source can be atomized, and examples thereof include aspects such as 100 ° C. or higher, 150 ° C. or higher, 200 ° C. or higher, and 250 ° C. or higher. Aspects such as 400 ° C. or lower, 350 ° C. or lower, and 300 ° C. or lower can also be mentioned.
- the heating temperature of the tobacco filling is described later from the viewpoint of ensuring the amount of flavor component delivered to the user, sufficiently suppressing the feeling of flavor inhibition, and ensuring the amount of flavor component delivered to the user. It is preferable that the temperature is lower than the boiling point of the acid contained in. Examples of the lower limit of the heating temperature of the tobacco filling include an embodiment of 20 ° C. or higher, 30 ° C. or higher, and 40 ° C. or higher.
- the upper limit of the heating temperature of the tobacco filling is not particularly limited as long as it is lower than the boiling point of the acid contained in the tobacco filling, but when resin is used as the material of the container containing the tobacco filling, the temperature is not particularly limited.
- the mode of setting the temperature to less than 120 ° C., 100 ° C. or lower, and 50 ° C. or lower will be mentioned. Can be done.
- the lower and upper limits of the heating temperature of these tobacco fillings can be arbitrarily combined.
- the tobacco filling contained in the cartridge of the non-combustion heat-not-burn tobacco product according to the embodiment of the present invention is an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower, and the total weight of the tobacco filling is 100% by weight. In addition, it contains 0.25% by weight or more and 5.0% by weight or less.
- the object to contain the acid is not a tobacco filler, for example, an aerosol source
- the heating wire constituting the atomizing part is in direct contact with the acid, and as a result, the heating wire is easily corroded.
- Flavor inhibition generally means that when a non-combustion heat-not-burn tobacco product is used, the user receives a stimulus different from the stimulus peculiar to tobacco, or a physiological spontaneous movement such as "muse" occurs. It means that it occurs. It is considered that this is because a component that inhibits flavor when present in the gas phase is contained, and when a non-combustion heat-not-burn tobacco product is used, the amount of such a component that inhibits flavor in the gas phase. It is believed that the user feels a sense of flavor inhibition when the balance with the amount of atomized aerosol is lost.
- a method of suppressing the above-mentioned flavor-inhibiting feeling a method of adding an acid to a tobacco filling is known, and the mechanism is considered as follows.
- the flavor-inhibiting component and the acid contained in the tobacco filling are released into the gas phase by heating, and when they are combined in the gas phase, the organ that inhales the flavor-inhibiting feeling of the user. That is, it is thought that it becomes difficult to connect to the organs from the oral cavity to the trachea to the lungs.
- an acid suitable for suppressing the feeling of flavor inhibition during use of the non-combustion heat-not-burn tobacco product according to the embodiment of the present invention is selected based on its boiling point.
- an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower is suitable for suppressing the feeling of flavor inhibition.
- the boiling point of the acid is less than 120 ° C.
- the peculiar odor of the acid itself may affect the flavor, and the acid may volatilize during the storage period of the cartridge.
- the non-combustion heat-not-burn tobacco product according to the present invention when used, most of the acid volatilizes in the initial stage of the use due to the heating of the tobacco filling, so that the flavor is inhibited from the early stage to the final stage of the use. The suppressive effect of is not obtained.
- the boiling point of the acid exceeds 250 ° C., the difference from the heating temperature of the tobacco filling in the non-combustion heating type tobacco product according to the present invention is large, and the amount of acid released into the gas phase is insufficient.
- the boiling point of the acid should be 150 ° C. or higher from the viewpoint that the effect of suppressing the feeling of flavor inhibition can be obtained from the early stage to the final stage of use of the non-combustion heated tobacco product even when the heating temperature of the tobacco filling is increased. 175 ° C. or higher is more preferable, and 200 ° C. or higher is particularly preferable.
- the boiling point of the acid is preferably 240 ° C. or lower, preferably 230 ° C. or lower, and 220 ° C. or lower, from the viewpoint of sufficiently securing the amount of acid released into the gas phase. Is particularly preferable.
- the "boiling point" in the present specification means the boiling point under a pressure of 760 mmHg.
- the acid content is 0.25% by weight or more and 5.50% by weight or less when the total weight of the tobacco filling is 100% by weight. It is generally believed that the acid added to the tobacco filling binds to the flavor components in the tobacco filling and stabilizes by forming salts. Further, it is considered that the acid and the salt of the flavor component stabilized in this way are less likely to be released into the gas phase even when heated. Therefore, if the acid content in the tobacco filling is too high, the amount of flavor component delivered to the user tends to be insufficient when using the non-combustion heat-not-burn tobacco product.
- the amount of flavor component delivered to the user can be ensured when the non-combustion heat-not-burn tobacco product according to the embodiment of the present invention is used.
- the content of the acid is less than 0.25% by weight, the flavor-inhibiting sensation cannot be sufficiently suppressed.
- the content of the acid exceeds 5.50% by weight, the amount of the flavor component delivered to the user cannot be sufficiently secured.
- the acid content exceeds 5.00% by weight, it becomes difficult to handle when adding the acid.
- the acid content is preferably 0.50% by weight or more, preferably 0.75% by weight, from the viewpoint of sufficiently obtaining the effect of flavor inhibition when the total weight of the tobacco filling is 100% by weight. % Or more, and preferably 4.00% by weight or less from the viewpoint of sufficiently ensuring the amount of flavor component delivered to the user. Further, from the viewpoint of obtaining a better flavor, it is more preferably 3.00% by weight or less.
- the acid, acid dissociation constant pK a is 3.0 or more, preferably 6.0 or less, 3,5 or more, and more preferably 5.0 or less.
- Acid dissociation constant pK a generally indicates a strong acid a smaller value.
- the acid dissociation constant pK a of the acid is in the above range, since it is not so strong acid, it is easy to handle, and manufacturability is excellent when added to the tobacco filler.
- a relatively strong acid having an acid dissociation constant pKa of less than 3.0 is added to the tobacco filling, the bond between the acid and the flavor component is strengthened, and the amount of flavor released to the gas phase by heating is reduced. It is conceivable to do.
- the acid dissociation constant pK a of the acid in the present specification is a measurement of a first acid dissociation constant in water at 25 ° C., for example, the values listed in Table 1 of WO 2017/203686 Pat Can be used.
- any acid can be used as long as it satisfies the above-mentioned physical characteristics, and for example, the following acids can be used.
- Inorganic acids such as phosphoric acid; organic acids such as lactic acid, benzoic acid, levulinic acid, pyruvate, linolenic acid.
- organic acids are preferable, and lactic acid or benzoic acid is more preferable.
- Lactic acid includes L-lactic acid and D-lactic acid as enantiomers, but one of these may be used, both may be used in combination, and racemic (DL) lactic acid may be used. can.
- the above acids may be used alone or in combination of two or more.
- Cartridges for non-combustion heat-not-burn tobacco products include tobacco fillings.
- tobacco fillings contain flavor components.
- the content of the flavor component is not particularly limited, but from the viewpoint of making it easy to confirm the effect of suppressing the flavor inhibitory feeling, when the total weight of the tobacco filling is 100% by weight, 1.0% by weight or more, 10. It is 0% by weight or less, preferably 1.5% by weight or more and 8.0% by weight or less, and more preferably 2.0% by weight or more and 6.5% by weight or less.
- Nicotine can be mentioned as the flavor component, and the quantification of nicotine contained in the tobacco filling can be carried out by a method according to the German standardization organization DIN 10373.
- the tobacco filling contains the acid.
- Examples of the mode in which the tobacco filling contains the acid include a mode in which the acid is uniformly distributed throughout the tobacco filling and a mode in which the acid is locally present in a part of the tobacco filling. Can be mentioned.
- tobacco filling refers to aged tobacco leaves (hereinafter, “processed tobacco leaves") prepared in various forms used in non-combustion heat-not-burn tobacco products. Refers to those filled in the manner described in.
- the "aged tobacco leaf” refers to aged tobacco leaf before being processed into various forms used in non-combustion heat-not-burn tobacco products.
- the “filled material” refers to an container described later.
- the flow until the harvested tobacco leaves are in various forms used in non-combustion heat-not-burn tobacco products will be described in detail, but the tobacco filler of the present invention is not limited to this description. ..
- blend means a mixture of tobacco belonging to the same variety or different varieties, but in the present specification, the combination of different aged tobacco leaves and different processed tobacco leaves is referred to as "blend". Sometimes referred to. Also, blending tobacco of the same variety but with different grades may be particularly referred to as “cross-blending". In each tobacco variety, tobacco leaves are graded according to characteristics such as origin, arrangement within the plant, color, surface condition, size, and shape. In addition, it is considered that tobacco leaves contain more than 300 chemical components, and the chemical properties of different varieties of tobacco are different. In addition, even tobacco of the same variety may have different chemical properties depending on the grade. Therefore, the above-mentioned blending or cross-blending may be performed in order to obtain a processed tobacco leaf having a desired characteristic and a desired chemical property.
- Tobacco leaves are generally subjected to a process called curing in the early stages after harvesting. Curing usually involves steps such as drying and humidity control, and also includes activating the actions of various enzymes contained in tobacco leaves.
- the cured tobacco leaves are packed in a case, stored in a warehouse for a certain period of time, and then transported to a raw material factory.
- the harvested tobacco leaves are released internationally.
- the process described in 2018/139068 may be performed.
- the tobacco leaves transported to the raw material factory are usually subjected to treatments such as humidity control, deboning, and separation to become lamina and middle bone.
- the re-dried lamina, middle bones, etc. are packed in a case and stored for a long time in a warehouse.
- the process of long-term storage in this warehouse is sometimes referred to as aging.
- the aging period varies depending on the type of tobacco used, the desired flavor of the non-combustion heat-not-burn tobacco product, and the temperature during aging, but is generally 1 year or more and 2 years or less.
- aged tobacco leaves are referred to as aged tobacco leaves.
- processing tobacco leaves into lamina, middle bone, etc., and then packing them in a case and aging them may be referred to as post-bone aging.
- tobacco leaves transported to a raw material factory are packed in a case and aged without being deboned or separated, and the deboning and separation processing after aging is also called post-aging deboning. be.
- the aged tobacco leaves are processed into various forms used in non-combustion heat-not-burn tobacco products to become processed tobacco leaves.
- Examples of the processed tobacco leaves include "tobacco chopping” in which aged tobacco leaves are chopped into a predetermined size.
- tobacco granules obtained by molding a composition containing aged tobacco leaves crushed to a predetermined particle size (hereinafter, also referred to as “tobacco fine powder") into a specific shape.
- tobacco sheet can also be mentioned.
- the “tobacco fine powder” is also a form of processed tobacco leaves.
- the processed tobacco leaves are not limited to "tobacco fine powder”, “tobacco granules”, “tobacco chopped” and “tobacco sheets”, and may include various forms obtained by processing aged tobacco leaves.
- tobacco granules "tobacco chopped” and “tobacco sheets” will be described in detail.
- Tobacco granules are obtained by molding a composition containing aged tobacco leaves and the like into granules.
- the material of the tobacco granules is not particularly limited, but at least one flavor-developing aid selected from the group consisting of (a) fine tobacco powder, (b) water, (c) potassium carbonate and sodium hydrogen carbonate, and (D) At least one binder selected from the group consisting of purulan, hydroxypropyl cellulose (HPC), guar gum, xanthan gum, CMC (carboxymethyl cellulose) and CMC-Na (sodium salt of carboxymethyl cellulose).
- HPC hydroxypropyl cellulose
- guar gum guar gum
- xanthan gum xanthan gum
- CMC carboxymethyl cellulose
- CMC-Na sodium salt of carboxymethyl cellulose
- Tobacco granules contain tobacco fine powder (ingredient (a)).
- the average particle size of the tobacco fine powder used for the tobacco granules is not particularly limited, but is preferably 20 ⁇ m or more and 300 ⁇ m or less.
- the material mixture of tobacco granules usually contains tobacco fine powder in an amount of 20% by weight or more and 80% by weight or less.
- Tobacco granules contain water (component (b)).
- Moisture is for maintaining the integrity of the tobacco granules.
- the material mixture of tobacco granules usually contains water in an amount of 3% by weight or more and 13% by weight or less.
- the tobacco granules may contain water in an amount such that the value of weight loss on drying is usually 5% by weight or more and 17% by weight or less. Dry weight loss is when a part of a sample is taken for measurement and the sample is completely dried by evaporating the total water content in the collected sample (for example, at a constant temperature (105 ° C.) for 15 minutes.
- Tobacco granules contain a flavor-developing aid (ingredient (c)).
- the flavor expression aid adjusts the pH of the tobacco granules to the alkaline side to promote the release of the flavor component from the tobacco granules, resulting in a flavor that is satisfactory to the user.
- the flavor-developing aid is not particularly limited as long as the pH of the tobacco granules can be adjusted to the alkaline side, and examples thereof include potassium carbonate, sodium carbonate, sodium hydrogencarbonate, or a mixture thereof.
- the tobacco filling contains the above-mentioned acid, but the pH value of the tobacco granules before the acid is added is usually 8.5 or more and 11.0 or less, from the viewpoint of obtaining a good flavor. It is preferably 9.0 or more and 10.0 or less.
- the material mixture of tobacco granules may usually contain a flavor-developing aid in an amount of 5% by weight or more and 20% by weight or less.
- Tobacco granules contain a binder (ingredient (d)).
- the binder binds the tobacco granule components to maintain the integrity of the tobacco granules.
- Binders are composed of, but not limited to, pullulan, HPC, guar gum, xanthan gum, CMC, CMC-Na or mixtures thereof.
- the material mixture of tobacco granules can usually contain the binder in an amount of 0.5% by weight or more and 15% by weight or less.
- Tobacco granules can include additional components in addition to the above components (a), (b), (c) and (d). Additional ingredients include volatile fragrances (ingredient (e)).
- the volatile fragrance is a solid or liquid, and can exhibit a fragrance feeling even when heated at 100 ° C. or lower. Any fragrance can be used as long as it has such characteristics.
- the "fragrance feeling" means that when a non-combustion heat-not-burn tobacco is used, the flavor derived from the flavor can be felt.
- Volatile fragrance ingredients include l-menthol, natural vegetable fragrances (eg, cognac oil, orange oil, jasmine oil, spearmint oil, peppermint oil, anis oil, coriander oil, lemon oil, chamomile oil, lavdanum, vetiver oil).
- natural vegetable fragrances eg, cognac oil, orange oil, jasmine oil, spearmint oil, peppermint oil, anis oil, coriander oil, lemon oil, chamomile oil, lavdanum, vetiver oil.
- esters eg, menthyl acetate, isoamyl acetate, linaryl acetate, isoamyl propionate, butyl butyrate, methyl salicylate, etc.
- ketones eg, menthol, ionone, ethylmaltor, etc.
- alcohols For example, phenylethyl alcohol, anator, cis-6-nonen-1-ol, eucalyptor, etc.
- aldehydes for example, benzaldehyde, etc.
- lactones for example, ⁇ -pentadecalactone, etc.
- fragrances may be used alone or in combination of two or more.
- the volatile fragrance contained in the tobacco granules may be used as a solid or may be dissolved or dispersed in a suitable solvent such as propylene glycol, ethyl alcohol, benzyl alcohol, water or glycerin.
- a fragrance in which a dispersed state is easily formed in the solvent by adding an emulsifier, for example, a hydrophobic fragrance or an oil-soluble fragrance can be used.
- the material mixture of tobacco granules may contain a volatile flavor (ingredient (e)) in an amount of usually 0.5% by weight or more and 30% by weight or less.
- Component (e) may be added by direct kneading with component (a), (b), (c), and (d), or carried on a known clathrate host compound such as cyclodextrin. Then, the clathrate compound may be prepared and then added to the above component by kneading it with the above component.
- the content of the volatile flavor of the tobacco granules obtained from the raw material mixture is not particularly limited, and is usually 100 ppm or more, preferably 1000 ppm or more, more preferably 5000 ppm, from the viewpoint of imparting a good flavor feeling. It is usually 10000 ppm or less, preferably 25000 ppm or less, and more preferably 40,000 ppm or less.
- the method for molding the tobacco granules is not particularly limited, but for example, the components (a), (b), (c) and (d) and, if desired, the component (e) are mixed and kneaded to obtain a kneaded product. Is granulated (long columnar) with a wet extrusion granulator, and then granulated into short columns or spheres.
- the average particle size (D50) of the molded tobacco granules is usually 0.2 mm or more and 1.2 mm or less, preferably 0.2 mm or more and 1.0 mm or less, and 0.2 mm or more and 0. It is more preferably 8 mm or less.
- extrusion granulation it is preferable to extrude the kneaded product at an ambient temperature and a pressure of 2 kN or more. Due to this high-pressure extrusion, the temperature of the kneaded product at the outlet of the extruder and granulator rises momentarily from the ambient temperature to, for example, 90 ° C. or higher and 100 ° C. or lower, and the water content and volatile components are 2% by weight or more. Evaporates 4% by weight or less. Therefore, the water to be blended to make the kneaded product can be used in an amount larger than the desired water content in the obtained tobacco granules by the above-mentioned evaporation amount.
- Tobacco carving is made by carving aged tobacco leaves into a predetermined size.
- the aged tobacco leaves used for tobacco cutting are not particularly limited, and examples thereof include those that have been deboned and separated into lamina and middle bone.
- a tobacco sheet to be described later which is chopped into a predetermined size (hereinafter, also referred to as "tobacco sheet engraving") can be mentioned.
- tobacco sheet engraving a tobacco sheet to be described later, which is chopped into a predetermined size
- tobacco sheet engraving a blend of tobacco chopped obtained by chopping aged tobacco leaves and tobacco sheet chopped can be used as tobacco chopped.
- aged tobacco leaves or tobacco sheets may be chopped so as to have a width of 0.5 mm or more and 2.0 mm or less and a length of 3 mm or more and 10 mm or less. Tobacco chopping of such a size is preferable from the viewpoint of filling the container described later.
- aged tobacco leaves or tobacco sheets are chopped so that the width is 0.5 mm or more and 2.0 mm or less and the length is the same as that of the container, for example, 10 mm or more and 40 mm or less. It can also be mentioned (hereinafter, also referred to as "strand type engraving"). Strand type engraving is preferably formed from a tobacco sheet from the viewpoint of ease of molding.
- the water content of the tobacco is not particularly limited, but is usually 10% by weight or more and 15% by weight or less, and 11% by weight or more and 13% by weight or less with respect to the total weight of the tobacco. Is preferable. With such a water content, there is little change in water content during and after production, so that process control during production and quality deterioration after production are small.
- Tobacco chopped may contain spices.
- the type of the fragrance is not particularly limited, but those listed in the above-mentioned tobacco granules can be used.
- the content of the flavor in the tobacco is not particularly limited, and from the viewpoint of imparting a good flavor feeling, it is usually 10,000 ppm or more, preferably 20,000 ppm or more, more preferably 25,000 ppm or more, and usually 70,000 ppm. It is less than or equal to, preferably 50,000 ppm or less, more preferably 40,000 ppm or less, and further preferably 30,000 ppm or less.
- Tobacco sheets are obtained by molding a composition containing aged tobacco leaves and the like into a sheet shape.
- the aged tobacco leaves used for the tobacco sheet are not particularly limited, and examples thereof include those that have been deboned and separated into lamina and middle bone.
- the "sheet” means a shape having a pair of main surfaces and side surfaces that are substantially parallel to each other.
- the tobacco sheet can be molded by a known method such as a making method, a casting method, a rolling method, or the like.
- Examples of the method for molding the tobacco sheet by the manufacturing method include a method including the following steps. (1) A step of extracting a water-soluble component from aged tobacco leaves by coarsely crushing the aged tobacco leaves, mixing and stirring the aged tobacco leaves with a solvent such as water. (2) A step of separating a water-soluble component into a water extract and a residue. (3) A step of drying the water extract under reduced pressure and concentrating it. (4) A step of adding pulp to the residue and fiberizing it with a refiner to obtain a mixture (homogenization step). (5) A step of papermaking a mixture of fibrous residue and pulp. (6) A step of adding a concentrated solution of water extract to a paper-made sheet and drying it to obtain a tobacco sheet. When the tobacco sheet is molded by this method, a step of removing a part of components such as nitrosamine may be added (see Japanese Patent Application Laid-Open No. 2004-510422).
- Examples of the method for forming the tobacco sheet by the casting method include a method including the following steps. (1) A step of mixing water, pulp and a binder with a crushed product of aged tobacco leaves to obtain a mixture (homogenization step). (2) A step of thinly spreading (casting) the mixture and drying it to obtain a tobacco sheet.
- a step of removing some components such as nitrosamines by irradiating a slurry obtained by mixing water, pulp and a binder with crushed tobacco leaves with ultraviolet rays or X-rays is added. You may.
- Examples of the method for forming the tobacco sheet by the rolling method include a method including the following steps. (1) A step of mixing water, pulp and a binder with a pulverized product of aged tobacco to obtain a mixture (homogenization step). (2) A step of throwing the mixture into a plurality of rolling rollers and rolling. (3) A process in which a rolled molded product on a rolling roller is peeled off with a doctor knife, transferred to a net conveyor, and dried with a dryer.
- the surface of each rolling roller may be heated or cooled, or the rotation speed of each rolling roller may be adjusted, depending on the purpose. Further, by adjusting the interval between the rolling rollers, a tobacco sheet having a desired basis weight can be obtained.
- a non-woven fabric-like tobacco sheet can be molded by a method including the following steps described in International Publication No. 2014/104078.
- a step of mixing tobacco fine powder and a binder to obtain a mixture homogenization step.
- the average fiber length of the tobacco fibers contained in each mixture is 200 ⁇ m or more and 1000 ⁇ m or less, and the drainage of each mixture.
- the degree is preferably 20 ° SR or more and 50 ° SR or less.
- the average fiber length of tobacco fibers is measured by optical automatic analysis (JISP8226-2) using unpolarized light with a fiber count of 20,000 or more.
- the degree of drainage is measured by the shopper-rigra method (JIS P8121).
- the length and width of the tobacco sheet are not particularly limited, and can be appropriately adjusted according to the mode of filling the material to be filled, which will be described later.
- the thickness of the tobacco sheet is not particularly limited, but is preferably 150 ⁇ m or more and 1000 ⁇ m or less, and more preferably 200 ⁇ m or more and 600 ⁇ m or less, from the viewpoint of the balance between heat transfer efficiency and strength.
- the composition of the tobacco sheet is not particularly limited, but for example, the content of the tobacco fine powder is preferably 50 to 95% by weight based on the total weight of the tobacco sheet.
- the tobacco sheet may contain a binder, and examples of the binder include pullulan, HPC, guar gum, xanthan gum, CMC, and CMC-Na.
- the amount of the binder is preferably 1 to 10% by weight based on the total weight of the tobacco sheet.
- the tobacco sheet may further contain other additives. Examples of the additive include a filler such as pulp.
- the content of the filler is not particularly limited, but is preferably 1% by weight or more and 10% by weight or less with respect to the total weight of the tobacco sheet.
- the tobacco sheet may contain a fragrance.
- a fragrance those listed in the above-mentioned tobacco granules can be used.
- the content of the fragrance in the tobacco sheet is not particularly limited, and from the viewpoint of imparting a good fragrance feeling, it is usually 10,000 ppm or more, preferably 20,000 ppm or more, more preferably 25,000 ppm or more, and usually 70,000 ppm. It is less than or equal to, preferably 50,000 ppm or less, more preferably 40,000 ppm or less, and further preferably 30,000 ppm or less.
- the tobacco filling refers to processed tobacco leaves, that is, those in which the above-mentioned tobacco granules, tobacco chopped, tobacco sheets, etc. are filled in a filling material (“container” in the present invention) in a predetermined manner.
- the tobacco filling forms the cartridge by being housed in a container described later.
- the height of the tobacco filling material constituting the cartridge is preferably about 5 mm to about 40 mm, and the width is preferably about 5 mm to 20 mm.
- the filling rate of the tobacco filling in the cartridge can be appropriately set according to the morphology of the processed tobacco leaves to be filled, the desired flavor, the aeration resistance, and the like.
- the filling rate of the tobacco filling in the cartridge is usually 40% by volume or more, preferably 50% by volume or more, and more preferably 60% by volume or more.
- the filling rate is usually 80% by volume or less, preferably 70% by volume or less. If the filling rate is less than 40% by volume, it becomes difficult to secure a sufficient amount of flavor components. On the other hand, if the filling rate is larger than 80% by volume, the pressure effect at the time of suction becomes large and it becomes difficult to suck, and the production efficiency decreases.
- the filling rate is calculated by the ratio of the volume of the tobacco filling to the total volume of the portion of the container that serves as the container for the tobacco filling.
- the content of the tobacco filling material per cartridge is not particularly limited, and for example, in the case of an container having a volume of 1.106 cm 3 , 200 mg / cartridge or more and 800 mg / cartridge or less can be mentioned, and 250 mg / cartridge can be mentioned. As mentioned above, 600 mg / cartridge or less can be mentioned as a suitable example.
- tobacco filling (A) the tobacco granules filled in the container
- tobacco engraved in the container is referred to as “tobacco filling (B)”
- tobacco sheet filled in the container is referred to as “tobacco filling”. It will be described in detail as “thing (C)”.
- the tobacco filling (A) is composed of tobacco granules filled or placed in the container.
- the tobacco granules may be immovably packed or movably arranged in the cartridge.
- "Filled immovably” means that the tobacco granules are densely packed in the containment so that the cartridge does not move even if it is moved up, down, left and right.
- "movably arranged” means that the tobacco granules move in the housing when the cartridge is moved up, down, left and right. Therefore, when the tobacco granules are arranged in a movable manner, the tobacco filling (A) has fluidity.
- the tobacco filling (B) is composed of tobacco chopped filled in the container.
- the mode in which the tobacco packing material (B) is filled in the container is not particularly limited, but the tobacco carvings other than the strand type carving are usually filled in the container in a random direction.
- the strand type engraving is filled so that its longitudinal direction is substantially horizontal to the longitudinal direction of the accommodating body.
- the tobacco filling (C) is composed of a tobacco sheet filled in the container.
- the number of tobacco sheets may be one or two or more.
- the tobacco filling material (C) is composed of one tobacco sheet
- a tobacco sheet having one side having a length similar to the longitudinal direction of the container is a length of the container.
- a filling mode can be mentioned in a state where the product is folded back in a plurality of directions and horizontally.
- a tobacco sheet having one side having the same length as the longitudinal direction of the accommodating body is wound in a direction orthogonal to the longitudinal direction of the accommodating body.
- the tobacco filling material (C) is composed of two or more tobacco sheets
- a plurality of tobacco sheets whose one side has the same length as the longitudinal direction of the container can be used.
- An embodiment in which the housing is wound in a direction orthogonal to the longitudinal direction of the housing so as to be arranged concentrically can be mentioned.
- Concentrically arranged means that the centers of all tobacco sheets are arranged so as to be substantially in the same position.
- the number of tobacco sheets is not particularly limited, and examples thereof include two, three, four, five, six, or seven tobacco sheets.
- a plurality of tobacco sheets having different widths are prepared, a laminated body is prepared in which the width is reduced from the bottom to the top, and this is passed through a winding tube and rolled up.
- the plurality of tobacco sheets extend in the long axis direction of the cartridge and are arranged concentrically about the longitudinal axis.
- the laminate is prepared so that a non-contact portion is formed between the adjacent tobacco sheets after winding molding. If there is a non-contact portion (gap) between the plurality of tobacco sheets that the tobacco sheet does not contact, it is possible to secure a flavor flow path and improve the delivery efficiency of the flavor component. On the other hand, since the heat from the heater can be transferred to the outer tobacco sheet through the contact portions of the plurality of tobacco sheets, high heat transfer efficiency can be ensured.
- an embossed tobacco sheet is used, and the entire surfaces of adjacent tobacco sheets are laminated without being adhered to each other.
- a method of preparing a laminate by adhering a part of each other and laminating, or by slightly adhering and laminating the entire surface or a part of adjacent tobacco sheets so as to be peeled off after winding molding can be mentioned. ..
- tobacco filling from the viewpoint of stable delivery of flavor components, those composed of tobacco granules (that is, "tobacco filling (A)") can be mentioned as a preferable embodiment.
- the tobacco fillers (A) to (C) described above may or may not contain an aerosol-producing base material as an aerosol source.
- the type of aerosol-forming substrate is not particularly limited, and extracts from various natural products and / or their constituents can be selected depending on the application. Aerosol-forming substrates include, but are not limited to, for example, glycerin, propylene glycol, triacetin, 1,3-butanediol, and mixtures thereof.
- the content thereof can be exemplified as 15% by weight or less with respect to 100% by weight of the tobacco filling, and in another embodiment, it is 10% by weight or less, and further. In the above aspect, it is 8% by weight or less.
- an embodiment (0% by weight) in which the aerosol-forming base material is not contained in the tobacco filling can also be mentioned.
- the timing of adding the acid to the above-mentioned tobacco fillings (A) to (C) is not particularly limited, and even if it is added when forming processed tobacco leaves (that is, tobacco granules, tobacco chopped, tobacco sheet). Often, the processed tobacco leaves may be added when or after filling the container.
- the method of adding the acid to the tobacco filling is not particularly limited. As an example, a method of adding a syringe needle to the tobacco filling filled in the container by inserting a syringe needle into the central portion of the tobacco filling through the opening of the container and injecting the solution containing the acid can be mentioned. Can be done.
- the solution containing the acid permeates the entire tobacco filling, so that the acid can be uniformly contained in the entire tobacco filling.
- a method of applying the acid solution to the surface of the processed tobacco leaf formed in a columnar shape before filling the container can be mentioned.
- the surface of the tobacco filling can contain a large amount of the acid.
- a method in which aged tobacco leaves or processed tobacco leaves are supplied to a perfume machine having a rotating rotor, and the acid solution is sprayed and mixed while rotating and stirring the mixture. can be mentioned.
- the acid can be uniformly added to the entire tobacco filling.
- ethanol, propylene glycol or the like can be used as the solvent for the acid in addition to water, but propylene glycol is preferably used because of its high affinity with the acid.
- the container that houses the tobacco filling is cylindrical and forms an aerosol flow path that extends along a predetermined direction.
- the accommodating body 31 accommodating the tobacco filling 31A forms a second flow path 30X extending along a predetermined direction A.
- the tobacco filler 31A that imparts flavor to the aerosol is housed in the second flow path 30X.
- the size of the first flow path 20X is small.
- the size of the second flow path 30X becomes the above-mentioned first. It tends to be larger than the size of the flow path 20X.
- the cross section of the housing 31 orthogonal to the predetermined direction A is shown as a circle, but this shape is not limited to a circle, and the shape of the cross section orthogonal to the predetermined direction of the housing is polygonal. It may be a polygon with rounded corners, a circle, an ellipse, or the like. That is, the tubular shape includes not only a cylinder but also a shape such as an elliptical cylinder, a polygonal cylinder, and a rounded polygonal cylinder.
- the housing 31 is from the outer edge of the upstream end (here, the filtration medium 32) of the housing 31 in a cross section orthogonal to the aerosol flow path (predetermined direction A). It is preferable to have a projecting portion 31E projecting to the upstream side (in the embodiment, the flow path forming body 23 or the end cap 25 side).
- the protruding portion 31E may be continuously provided along the outer edge of the upstream end portion (here, the mesh body 32) of the accommodating body 31, or may be provided intermittently along the outer edge of the accommodating body 31. May be good.
- the protruding portion 31E continuously along the outer edge of the upstream end portion (here, the mesh body 32) of the housing body 31. It is preferable to be provided. As a result, it is possible to prevent the aerosol from staying in the space formed in the upstream portion of the tapered portion 31T.
- the outer wall surface of the housing body 31 includes a tapered portion 31T extending from the upstream to the downstream as shown in FIGS. 6 and 7.
- the tapered portion 31T may be included in a part of the outer wall surface of the housing body 31.
- the taper angle ⁇ of the taper portion 31T is, for example, about 5 degrees.
- the inner wall surface of the accommodating body 31 is provided with a rib 31R extending along a predetermined direction A from the upstream to the downstream.
- the number of ribs 31R is preferably 2 or more. It is preferable that the downstream end of the rib 31R does not reach the downstream end of the housing 31.
- the length L2 from the filtration medium 32 to the downstream end of the rib 31R is shorter than the length L1 from the filtration medium 32 to the downstream end of the housing 31.
- the downstream end portion of the rib 31R is in contact with the filtration medium 32 without reaching the downstream end portion of the housing body 31 in the state where the filtration medium 32 is inserted into the housing body 31.
- the filtration medium 32 may be arranged only on the upstream side (non-mouthpiece side) of the tobacco filling 31A in the container 31, or only on the downstream side (mouthpiece side), or may be arranged on both of them.
- the filtration medium 31 is arranged both upstream and downstream of the tobacco filling 31A, even if the tobacco filling 31A having fluidity is used, it will not fall out of the cartridge. preferable.
- the tobacco filling 31A has no fluidity, the tobacco filling can be retained in the cartridge by arranging the filtration medium 32 only in at least one of the upstream and the downstream of the tobacco filling 31A.
- a mesh body having a plurality of openings or a filter as used for a general cigarette can be used as the filtration medium 32.
- the mesh body is preferably arranged upstream (non-mouthpiece side) of the tobacco filling 31A.
- the mesh body is arranged at the upstream end of the housing 31.
- the housing body 31 and the mesh body are integrally formed from the viewpoint of ensuring the strength of the mesh body. That is, in the embodiment, the mesh body is a part of the housing body 31. In such an embodiment, the housing 31 and the mesh body are preferably made of resin or metal.
- the resin for example, one or more resins selected from polypropylene, polyethylene terephthalate, polyethylene resin and ABS resin can be used.
- the metal stainless steel can be used from the viewpoint of corrosion resistance. From the viewpoint of moldability and texture, it is preferable to use a resin, and it is preferable to use polypropylene as the resin.
- the housing 31 and the mesh body are formed by mold molding or injection molding.
- the housing 31 and the mesh body are made of stainless steel (SUS).
- the mesh body has a plurality of openings 32A as shown in FIG.
- Each of the plurality of openings 32A is not particularly limited as long as it does not allow the tobacco filler 31A to pass through, and examples thereof include an embodiment having a polygonal shape having an internal angle of 180 ° or less.
- each of the plurality of openings 32A has a minimum width Wmin having the smallest width and a maximum width Wmax having the largest width as the width passing through the center of gravity of each of the plurality of openings 32A.
- the minimum width Wmin is smaller than the lower limit of the size of the raw material pieces constituting the tobacco filling 31A.
- the minimum width Wmin is the size of the raw material pieces constituting the tobacco filling 31A from the viewpoint of suppressing the falling off of the raw material pieces. It is preferably less than 1/2 of the lower limit.
- the maximum width Wmax is larger than the minimum width Wmin.
- the maximum width Wmax is preferably larger than the lower limit of the size of the raw material piece.
- the maximum width Wmax is preferably ⁇ 2 times or more and 6 times or less the minimum width Wmin. That is, each of the plurality of openings 32A has a shape different from that of a circle.
- each of the plurality of openings 32A preferably has a quadrangular shape because the raw material piece is difficult to fit into the openings 32A. It should be noted that each side of the quadrangular shape of the opening 32A may include a non-linear portion generated in the manufacture of the opening 32A. Further, each vertex of the quadrangular shape of the opening 32A may include a curved portion generated in the manufacture of the opening 32A.
- each of the plurality of openings 32A preferably has a shape selected from a square, a rectangle, a rhombus, a hexagon, and an octagon, as shown in FIGS. 9 to 12.
- Each of the plurality of openings 32A may have one type as shown in FIGS. 9 to 11, or may have two types as shown in FIG.
- the shape of each of the plurality of openings 32A may be three or more. From the viewpoint of the arrangement efficiency of the plurality of openings 32A and the ease of manufacturing, it is preferable that each of the plurality of openings 32A has a quadrangular shape. In the examples shown in FIGS.
- the plurality of openings 32A are arranged so that the sides of the openings 32A adjacent to each other are parallel to each other.
- the distance P between the openings 32A adjacent to each other is preferably 0.15 mm or more and 0.30 mm or less.
- the thickness of the mesh body is preferably 0.1 mm or more and 1 mm or less.
- it is preferable that all the openings of the mesh body are the above-mentioned openings 32A, but the embodiment is not limited to this.
- the openings included in the mesh body may include openings other than the above-mentioned opening 32A.
- the filter When a filter is used as the filtration medium 32, the filter has a roughness that does not allow the tobacco filling to pass through, and is preferably arranged on the downstream side (mouthpiece side) of the tobacco filling. In this case, the cap is provided downstream (on the mouthpiece side) of the filter.
- the filter is composed of predetermined fibers, and examples thereof include an acetate filter obtained by processing cellulose acetate tow into a columnar shape.
- the single yarn fineness and total fineness of cellulose acetate tow are not particularly limited, but in the case of an acetate filter having a circumference of 24.5 mm, the single yarn fineness is 5 g / 9000 m or more, 20 g / 9000 m or less, and the total fineness is 12000 g / 9000 m or more, 35000 g. / 9000 m or less is preferable.
- the cross-sectional shape of the fibers of the cellulose acetate tow may be a Y cross section or an R cross section.
- triacetin may be added in an amount of 5% by weight or more and 10% by weight or less based on the weight of the cellulose acetate tow in order to improve the hardness of the filter.
- a method for processing the cellulose acetate tow into a columnar shape a method of winding the cellulose acetate tow with a filter plug winding paper can also be used.
- the physical characteristics of the filter plug winding paper are not particularly limited, but for example, the air permeability is 1000 C.I. U.S. Examples of the mode in which the above high air permeability paper is used can be mentioned.
- Such high air permeability paper is not particularly limited, and LPWS-OLL (air permeability 1300 CU, basis weight 26.5 gsm, thickness 48 ⁇ m) manufactured by Nippon Paper Papylia Co., Ltd. can be exemplified.
- LPWS-OLL air permeability 1300 CU, basis weight 26.5 gsm, thickness 48 ⁇ m
- a filter filled with a sheet of paper or a non-woven fabric containing pulp as a main component that is, a so-called paper filter may be used.
- the adjustment of the ventilation resistance and the addition of additives can be appropriately designed.
- the housing 31 here, the mesh body is included
- the filter and the cap 33 are adhered or welded to each other.
- the tobacco filling and the filtration medium can be wrapped with rolling paper to form a cartridge.
- the housing in each of the above-described embodiments is composed of rolling paper.
- the composition of the wrapping paper is not particularly limited and may be in a general manner.
- the rolling paper include those containing pulp as a main component.
- pulp in addition to being made from wood pulp such as softwood pulp and broadleaf pulp, non-wood pulp commonly used for wrapping paper for tobacco articles such as flax pulp, cannabis pulp, sisal hemp pulp, and esparto is mixed. It may be obtained by manufacturing.
- the type of pulp, chemical pulp, ground pulp, chemigrand pulp, thermomechanical pulp, etc. by the craft cooking method, the acidic / neutral / alkaline sulfite cooking method, the soda salt cooking method, etc. can be used.
- roll paper is manufactured by adjusting the texture and making it uniform in the paper making process using a long net paper machine, a circular net paper machine, a circular short composite paper machine, etc.
- a wet paper strength enhancer may be added to impart water resistance to the wrapping paper, or a sizing agent may be added to adjust the printing condition of the wrapping paper.
- papermaking additives such as aluminum sulfate bands, various anionic, cationic, nonionic or amphoteric yield improvers, drainage improvers, and paper strength enhancers, as well as dyes and pH adjusters, Papermaking additives such as defoaming agents, pitch control agents, and slime control agents can be added.
- the basis weight of the wrapping paper base paper is, for example, usually 20 gsm or more, preferably 25 gsm or more. On the other hand, the basis weight is usually 65 gsm or less, preferably 50 gsm or less, and more preferably 45 gsm or less.
- the thickness of the rolling paper having the above characteristics is not particularly limited, and is usually 10 ⁇ m or more, preferably 20 ⁇ m or more, more preferably 30 ⁇ m or more, from the viewpoint of rigidity, breathability, and ease of adjustment during papermaking. It is usually 100 ⁇ m or less, preferably 75 ⁇ m or less, and more preferably 50 ⁇ m or less.
- the non-combustion heat-not-burn tobacco wrapping paper may have a square or rectangular shape.
- the length of one side of the wrapping paper can be about 12 to 70 mm, the length of the other side can be 15 to 28 mm, the preferred length of the other side can be 22 to 24 mm, and the more preferable length can be about 23 mm. ..
- To wrap the tobacco filling and the filtration medium in a columnar shape with wrapping paper for example, place the filtration medium at the upstream (non-mouth side) end and the downstream (mouth side) end on the spread wrapping paper, and between them. After arranging the tobacco filling in, the end of the rolling paper along the predetermined direction A and the end on the opposite side are overlapped by about 2 mm and glued to form a columnar shape, in which the tobacco filling and filtration are formed. The medium is wound.
- the rolling paper may contain a filler.
- the content of the filler may be 10% by weight or more and less than 60% by weight, preferably 15% by weight or more and 45% by weight or less, based on the total weight of the wrapping paper.
- the wrapping paper preferably has a filler of 15% by weight or more and 45% by weight or less within the above-mentioned preferable range of basis weight (25 gsm or more and 45 gsm or less). Further, when the basis weight is 25 gsm or more and 35 gsm or less, the filler is preferably 15% by weight or more and 45% by weight or less, and when the basis weight is more than 35 gsm and 45 gsm or less, the filler is 25% by weight or more. It is preferably 45% by weight or less.
- As the filler calcium carbonate, titanium dioxide, kaolin and the like can be used, but it is preferable to use calcium carbonate from the viewpoint of enhancing the flavor and whiteness.
- Water resistance improvers include wet paper strength enhancers (WS agents) and sizing agents.
- wet paper strength enhancer include urea formaldehyde resin, melamine formaldehyde resin, and polyamide epichlorohydrin (PAE).
- PAE polyamide epichlorohydrin
- sizing agents include rosin soap, alkyl ketene dimer (AKD), alkenyl succinic anhydride (ASA), and highly saponified polyvinyl alcohol having a saponification degree of 90% or more.
- a paper strength enhancer may be added, and examples thereof include polyacrylamide, cationic starch, oxidized starch, CMC, polyamide epichlorohydrin resin, and polyvinyl alcohol.
- polyacrylamide cationic starch
- oxidized starch CMC
- polyamide epichlorohydrin resin polyvinyl alcohol.
- the air permeability of oxidized starch is improved by using a very small amount (Japanese Patent Laid-Open No. 2017-218669).
- the rolling paper may be appropriately coated.
- a coating agent may be added to at least one of the two front and back surfaces of the wrapping paper.
- the coating agent is not particularly limited, but a coating agent capable of forming a film on the surface of the paper and reducing the permeability of the liquid is preferable.
- alginic acid and salts thereof eg sodium salts
- polysaccharides such as pectin, ethyl cellulose, methyl cellulose, carboxymethyl cellulose, cellulose derivatives such as nitrocellulose, starch and derivatives thereof (eg carboxymethyl starch, hydroxyalkyl starch and cationic starch).
- Such ether derivatives, ester derivatives such as starch acetate, starch phosphate and starch octenyl succinate) can be mentioned.
- FIG. 13 is a diagram showing a connection state between the atomization unit 20 and the cartridge 30 according to the embodiment.
- FIG. 14 is a diagram showing a CC cross section shown in FIG. However, it should be noted that in FIG. 13, the reservoir 21, the atomizing section 22, the tobacco filling 31A, the filtration medium 32 and the cap 33 are omitted.
- the aerosol flow is supplied from the first flow path 20X so as to suppress the bias of the aerosol flow in the second flow path 30X.
- An aerosol flow adjusting chamber G for adjusting the flow of the aerosol is provided.
- the aerosol flow adjusting chamber G is formed between the downstream end of the flow path forming body 23 and the upstream end of the accommodating body 31.
- the aerosol flow adjusting chamber G is formed between the end cap 25 and the upstream filtration medium 32.
- the filling rate of the flavor source 31A contained in the container 31 does not have to be 100% with respect to the capacity of the flavor source container 31. That is, a gap may be formed in the housing 31.
- the aerosol flow adjusting chamber G is different from the voids created by the filling rate of the tobacco filling 31A not being 100% by volume.
- the length LG of the aerosol flow adjusting chamber G in the predetermined direction A may be determined in consideration of the largest shift distance among the shift distances. That is, the length LG of the aerosol flow adjusting chamber G may be determined according to the largest shift distance. From the viewpoint of suppressing the bias of the aerosol flow flowing in the flavor source accommodating body 31, it is preferable that the longer the largest shift distance is, the longer the length LG of the aerosol flow adjusting chamber G is.
- the length LG of the aerosol flow adjusting chamber G is preferably 1/10 or more of the largest shift distance.
- the aerosol flow adjusting chamber G in the predetermined direction A is determined according to the difference (that is, the shift distance) between the radius R1 of the first flow path 20X and the radius R2 of the second flow path 30X.
- the housing 31 is upstream from the outer edge of the upstream end (here, the filtration medium 32) of the housing 31 in a cross section orthogonal to the aerosol flow path (predetermined direction A) (embodiment). Then, it has a protruding portion 31E that protrudes to the flow path forming body 23 or the end cap 25 side). That is, the housing 31 has a protruding portion 31E (first protruding portion) as a spacer forming the aerosol flow adjusting chamber G.
- first flow path 20X the entire downstream end of the flow path forming body 23
- second flow path 30X the entire upstream end of the housing 31
- the aerosol flow adjusting chamber G does not include a portion protruding upstream from the downstream end portion of the flow path forming body 23 (first flow path 20X). It is preferable that the aerosol flow adjusting chamber G does not include a portion protruding downstream from the upstream end portion of the housing 31 (second flow path 30X). As a result, it is possible to prevent the aerosol from staying in an unnecessary space.
- the inner wall surface constituting the aerosol flow adjusting chamber G extends from the outer edge of the downstream end of the flow path forming body 23 (first flow path 20X) to the outer edge of the upstream end of the accommodating body 31 (second flow path 30X). , It is preferable that it is continuous without including a step.
- the outer edge 25out of the end cap 25 is in contact with the inner wall surface 24in of the outer frame 24, and the end
- the inner edge 25in of the cap 25 is preferably located between the outer edge 23out of the flow path forming body 23 and the inner edge 23in of the flow path forming body 23. This makes it difficult to remove the end cap 25 from the downstream side. Further, when the end cap 25 is arranged in the outer frame body 24, the end cap 25 is less likely to interfere with the flow path forming body 23.
- ⁇ Method of measuring acid content in tobacco filling The acid content in the tobacco filling is determined by collecting the mainstream smoke generated by the suction test described in the following ⁇ Method for quantifying flavor components> on a Cambridge filter pad (CFP), placing it in a screw tube, and isopropanol. Is added and shaken for 20 minutes (200 rpm), and a part of the extract is measured by high performance liquid chromatography (HPLC-UV / Vis) equipped with an ultraviolet-visible branch detector under the following conditions. be able to.
- HPLC-UV / Vis high performance liquid chromatography
- the quantification of the flavor component (here, nicotine) contained in the tobacco filling of the above-mentioned non-combustion heat-not-burn tobacco product is performed under the following suction test conditions.
- a cartridge containing a tobacco filler is attached to a non-combustion heat-not-burn tobacco product (for example, Ploom TECH + (registered trademark)) in which an atomization unit and a battery unit are connected, and a current is passed through the atomization part of the atomization unit to generate heat.
- a non-combustion heat-not-burn tobacco product for example, Ploom TECH + (registered trademark)
- thermocouple manufactured by Toa Electric Inc., model number TI-SP-K
- the time-dependent temperature change of the desired measurement point of the tobacco filling is measured and recorded during the above-mentioned suction test.
- ⁇ Preparation of tobacco filling 1> [Material of tobacco filling 1] -Crushed aged tobacco leaves (fine tobacco powder); yellow seeds, average particle size 70 ⁇ m 62.56% by weight ⁇ Water 15.94% by weight ⁇ Flavor expression aid; Potassium carbonate 6.75% by weight Binder; Hydroxypropyl Cellulose (HPC) 4.75% by weight -Acid: Lactic acid (racemic) propylene glycol solution 10% by weight
- Crushed aged tobacco leaves fine tobacco powder
- flavor-developing aid and binder are prepared as materials, and after mixing these, water is added and kneaded, and the obtained kneaded product is wet-extruded.
- Tobacco granules were obtained by granulating with a granulator (manufactured by Dalton; mesh size 0.8 mm). The content of each component in the above materials was 69.51% by weight of crushed tobacco leaves (fine tobacco powder), 17.71% by weight of water, 7.5% by weight of flavor-developing aid, and 5.28% by weight of binder. Met.
- lactic acid was added to the granulated tobacco granules so that the content was 0.25% by weight based on the total weight of the tobacco granules to prepare a tobacco filler 1.
- a propylene glycol solution of lactic acid prepared by dissolving 2.5% by weight of lactic acid in propylene glycol with respect to the total weight of propylene glycol is 10% by weight based on the total weight of tobacco granules.
- a method was used in which the granulated tobacco granules were put into a perfume machine having a rotating rotor and sprayed with a propylene glycol solution of lactic acid while rotating and stirring.
- ⁇ Making cartridges 1 to 15> [Container used and filtration medium] An accommodating body in which a mesh body was arranged on the upstream side and an acetate toe filter was arranged on the downstream side was used.
- the accommodating body is formed by integral molding with the mesh body and has a hollow columnar shape.
- the material of the accommodating body and the mesh body is polypropylene resin.
- the length of the container in the predetermined direction A is 22.9 mm
- the maximum width in the direction orthogonal to the predetermined direction A is 9.5 mm
- the internal volume is 1.106 cm 3 .
- the shape of the holes in the mesh body is a rectangular lattice, the maximum width is 0.19 mm, and the minimum width is 0.17 mm.
- the distance between the openings adjacent to each other is 0.235 mm, and the thickness of the mesh body is 0.4 mm.
- the filter is a cellulose acetate tow with a single yarn fineness of 12 g / 9000 m and a total yarn fineness of 28000 g / 9000 m, using a filter manufacturing device (KDF2) manufactured by Hauni Co., Ltd. air permeability 1300C.U., basis weight 26.5Gsm, thick 48 [mu] m), was prepared circumference 25 mm, height 4.75 mm, a cylindrical filter with ventilation resistance 175mmH 2 O.
- KDF2 filter manufacturing device manufactured by Hauni Co., Ltd. air permeability 1300C.U., basis weight 26.5Gsm, thick 48 [mu] m
- Cartridges 1 to 15 were prepared by accommodating the tobacco fillers 1 to 15 in the container integrally molded with the mesh body produced above and sealing them with an acetate tow filter and a cap.
- the flavor component (here, nicotine) generated from the tobacco filler 1 contained in the prepared cartridge 1 was quantified under the following suction test conditions.
- Cartridge 1 is attached to a non-combustion heat-not-burn tobacco product (product name: Ploom TECH + (registered trademark), manufactured by Japan Tobacco Inc.) in which an atomization unit and a battery unit are connected, and a current is applied to the atomization part of the atomization unit.
- the aerosol source was atomized by flowing and generating heat.
- automatic suction was performed under the conditions of a flow rate of 55 cc / 3 seconds and a suction interval of 30 seconds using a single-barrel automatic suction machine manufactured by Borgwald.
- FIG. 15 is a graph showing the ratio of the amount of flavor components generated from the tobacco fillings 1 to 8 to the amount of flavor components generated from the tobacco filling 11 as a percentage. Further, FIG.
- FIG. 16 shows a graph showing the ratio of the amount of the flavor component generated from the tobacco fillings 1 to 6 and 12 to 15 to the amount of the flavor component generated from the tobacco filling 11 as a percentage.
- the tobacco fillings 1 to 6 and 12 in which the ratio of the amount of flavor components generated exceeds 70% of that of the tobacco filling 11 tended to have a more excellent flavor.
- thermocouple manufactured by Toa Electric Inc., model number TI-SP-K
- the measurement location was near the upstream end of the tobacco filling.
- the maximum heating temperature of the tobacco filling 1 was 40 ° C.
- the cartridge 3 is referred to as Example 1
- the cartridge 7 is referred to as Example 2
- the cartridge 9 is referred to as Example 3
- the cartridge 10 is referred to as Comparative Example 1
- the cartridge 11 is referred to as Comparative Example 2.
- the test was conducted by 6 panelists (AF).
- the cartridges according to each example and each comparative example are attached to non-combustion heat-not-burn tobacco products (product name: Ploom TECH + (registered trademark), manufactured by Japan Tobacco Inc.), and the power button is pressed to mist from the atomizing section. Suction was started after the converted aerosol was generated. The number of puffs was 10.
- each panelist set the flavor inhibition feeling of the cartridge of Comparative Example 2 as "10 points", and based on this, the score of the flavor inhibition feeling of the cartridges of Comparative Examples 1 and Examples 1 to 3 was shown. This average value was calculated. When the average value was 8 points or less, it was evaluated that the feeling of flavor inhibition could be suppressed. The results are shown in Table 2, FIGS. 17 and 18.
- Non-combustion heat-not-burn tobacco product 10
- Battery unit 11 Battery 20
- Atomization unit 20 First flow path 21
- Atomized part 23 Flow path forming body 23in Inner edge of flow path forming body 23out Outer edge of flow path forming body 24
- Aerosol flow adjustment chamber 30 Cartridge 30X Second flow path 31
- Container 31A Tobacco filling 31E Protruding part 31R Rib 31T Tapered part
- Filter medium 32A Opening P Interval 33
Abstract
Description
なお、特許文献1及び特許文献2に記載された非燃焼加熱式たばこ製品においては、その使用時にカートリッジ内のたばこ充填物を含む香味源が、30℃~40℃程度に加熱されることが知られている。 Non-combustion heat-not-burn tobacco products that atomize an aerosol source without combustion are known (for example,
In the non-combustion heat-not-burn tobacco products described in
また、特許文献3では、たばこ刻とエアロゾル源とを含むたばこ充填物が160℃~170℃に加熱される態様において、香味成分の蒸発量が十分であること及び、香味阻害感が抑制されていることが示されている。しかしながら、特許文献3には、特許文献1及び特許文献2に記載された非燃焼加熱式たばこ製品のように、その使用時にカートリッジ内のたばこ充填物を含む香味源が、カートリッジ外に配置された霧化ユニットから発生するエアロゾルにより、30℃~40℃程度に加熱される態様において、香味源に酸を添加することによる効果が得られるかについては検討されていない。 In
Further, in
[1] たばこ充填物、該たばこ充填物の収容体、及び、ろ過媒体を含む、非燃焼加熱式たばこ製品のカートリッジであり、
前記収容体は、筒状であり、少なくともその一端に前記ろ過媒体が配置され、
前記カートリッジは、その一端から他端にかけて、霧化されたエアロゾルが通過でき、
前記たばこ充填物は、沸点が120℃以上、250℃以下の酸を、該たばこ充填物の総重量を100重量%としたときに、0.25重量%以上、5.50重量%以下含有する、前記カートリッジ。
[2] 前記たばこ充填物が、前記酸を、該たばこ充填物の総重量を100重量%としたときに、0.25重量%以上、5.00重量%以下含有する、[1]に記載の前記カートリッジ。
[3] 前記酸が、有機酸である、[1]又は[2]に記載のカートリッジ。
[4] 前記酸の酸解離定数pKaが、3.0~6.0である、[1]~[3]のいずれかに記載のカートリッジ。
[5] 前記酸が、安息香酸又は乳酸である、[1]~[4]のいずれかに記載のカートリッジ。
[6] 前記酸が、乳酸である、[1]~[5]のいずれかに記載のカートリッジ。
[7] 前記たばこ充填物が、たばこ顆粒から構成される、[1]~[6]のいずれかに記載のカートリッジ。
[8] 燃焼を伴わずにエアロゾル源を霧化する霧化部を備え、
[1]~[7]のいずれかに記載のカートリッジを着脱可能に備える非燃焼加熱式たばこ製品であり、
前記カートリッジが、吸口端を有し、
前記カートリッジに含まれる前記たばこ充填物の少なくとも一部が、前記霧化部で霧化されたエアロゾルと接触することで、前記酸の沸点よりも低い温度で加熱される、前記非燃焼加熱式たばこ製品。
[9] 前記たばこ充填物の加熱温度が、20℃以上、120℃未満である、[8]に記載の非燃焼加熱式たばこ製品。
[10] 前記非燃焼加熱式たばこ製品は、所定方向に沿って延びるエアロゾル流路を有し、
前記エアロゾル流路の、上流側に前記霧化部が、下流側に前記カートリッジが配置される、[8]又は[9]に記載の非燃焼加熱式たばこ製品。 That is, the gist of the present invention is as follows.
[1] A cartridge for a non-combustion heat-not-burn tobacco product containing a tobacco filling, an container for the tobacco filling, and a filtration medium.
The accommodating body has a cylindrical shape, and the filtration medium is arranged at least at one end thereof.
Atomized aerosol can pass through the cartridge from one end to the other end.
The tobacco filling contains an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower, which is 0.25% by weight or more and 5.50% by weight or less when the total weight of the tobacco filling is 100% by weight. , The cartridge.
[2] The above-mentioned [1], wherein the tobacco filling contains the acid in an amount of 0.25% by weight or more and 5.00% by weight or less when the total weight of the tobacco filling is 100% by weight. Said cartridge.
[3] The cartridge according to [1] or [2], wherein the acid is an organic acid.
[4] acid dissociation constant pK a of the acid is 3.0-6.0 A cartridge according to any one of [1] to [3].
[5] The cartridge according to any one of [1] to [4], wherein the acid is benzoic acid or lactic acid.
[6] The cartridge according to any one of [1] to [5], wherein the acid is lactic acid.
[7] The cartridge according to any one of [1] to [6], wherein the tobacco filling is composed of tobacco granules.
[8] Equipped with an atomizing section that atomizes the aerosol source without combustion.
It is a non-combustion heat-not-burn tobacco product provided with a detachable cartridge according to any one of [1] to [7].
The cartridge has a mouthpiece
The non-combustion heat-not-burn tobacco in which at least a part of the tobacco filling contained in the cartridge is heated at a temperature lower than the boiling point of the acid by coming into contact with the aerosol atomized in the atomizing portion. product.
[9] The non-combustion heating type tobacco product according to [8], wherein the heating temperature of the tobacco filling is 20 ° C. or higher and lower than 120 ° C.
[10] The non-combustion heat-not-burn tobacco product has an aerosol flow path extending along a predetermined direction.
The non-combustion heat-not-burn tobacco product according to [8] or [9], wherein the atomizing portion is arranged on the upstream side and the cartridge is arranged on the downstream side of the aerosol flow path.
本明細書において、「~」を用いてその前後に数値又は物性値を挟んで表現する場合、その前後の値を含むものとして用いることとする。また、図面は模式的なものであり、各寸法の比率などは現実のものとは異なることに留意すべきである。 The embodiments of the present invention will be described in detail below, but these descriptions are examples (representative examples) of the embodiments of the present invention, and the present invention is not limited to these contents as long as the gist thereof is not exceeded.
In the present specification, when a numerical value or a physical property value is sandwiched before and after using "-", it is used as including the values before and after that. It should also be noted that the drawings are schematic and the ratio of each dimension is different from the actual one.
本発明の実施形態に係る非燃焼加熱式たばこ製品のカートリッジは、たばこ充填物、該たばこ充填物の収容体、及び、ろ過媒体を含む、非燃焼加熱式たばこ製品のカートリッジである。前記収容体は、筒状であり、少なくともその一端に前記ろ過媒体が配置される。なお、本明細書において、筒状には、円筒のみならず、楕円筒、多角筒、角丸多角筒といった形状が含まれる。前記カートリッジは、その一端から他端にかけて、霧化されたエアロゾルが通過できる。前記たばこ充填物は、沸点が120℃以上、250℃以下の酸を、前記たばこ充填物の総重量を100重量%としたときに、0.25重量%以上、5.50重量%以下、含有する。
なお、一般的に、非燃焼加熱式たばこ製品において、カートリッジは、その使用後に廃棄されることから「消費材」と称される場合もある。 <Non-combustion heating type tobacco products>
The cartridge of the non-combustion heat-not-burn tobacco product according to the embodiment of the present invention is a cartridge of the non-combustion heat-not-burn tobacco product including the tobacco filling, the container of the tobacco filling, and the filtration medium. The container has a cylindrical shape, and the filtration medium is arranged at least at one end thereof. In the present specification, the tubular shape includes not only a cylinder but also a shape such as an elliptical cylinder, a polygonal cylinder, and a rounded polygonal cylinder. Atomized aerosol can pass through the cartridge from one end to the other end. The tobacco filling contains an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower in an amount of 0.25% by weight or more and 5.50% by weight or less when the total weight of the tobacco filling is 100% by weight. do.
In general, in non-combustion heat-not-burn tobacco products, the cartridge is sometimes referred to as a "consumable material" because it is discarded after its use.
前記非燃焼加熱式たばこ製品の使用者が、前記カートリッジの吸口端から吸引することで、霧化したエアロゾルと前記カートリッジに含まれるたばこ充填物とが接触する。その結果、たばこ充填物に含まれる香味成分と酸が霧化したエアロゾルとともに使用者にデリバリーされ、香味成分量を確保しつつ、香味阻害感を抑制できる。
好ましくは、前記非燃焼加熱式たばこ製品は、所定方向に沿って延びるエアロゾル流路を有し、該エアロゾル流路の、上流側に前記霧化部が、下流側に前記カートリッジがそれぞれ配置される。このような配置であると、霧化したエアロゾルとたばこ充填物とが効率的に接触するため、香味成分量を確保しつつ、香味阻害感を抑制する効果が向上する。 The non-combustion heat-not-burn tobacco product includes an atomizing unit that atomizes an aerosol source without combustion, and the cartridge is detachably provided. The cartridge has a mouthpiece and is heated at a temperature lower than the boiling point of the acid by contacting at least a part of the tobacco filling contained in the cartridge with the aerosol atomized at the atomizing portion. Will be done.
When the user of the non-combustion heat-not-burn tobacco product sucks from the mouthpiece end of the cartridge, the atomized aerosol comes into contact with the tobacco filling contained in the cartridge. As a result, the flavor component contained in the tobacco filling and the acid atomized aerosol are delivered to the user, and the amount of the flavor component can be secured while the feeling of flavor inhibition can be suppressed.
Preferably, the non-combustion heat-not-burn tobacco product has an aerosol flow path extending along a predetermined direction, and the atomizing portion is arranged on the upstream side and the cartridge is arranged on the downstream side of the aerosol flow path. .. With such an arrangement, the atomized aerosol and the tobacco filling come into efficient contact with each other, so that the effect of suppressing the feeling of flavor inhibition is improved while securing the amount of the flavor component.
具体的には、非燃焼加熱式たばこ製品1は、電源ユニット10と、霧化ユニット20と、カートリッジ30とを有する。霧化ユニット20は、電源ユニット10に対して着脱可能であり、カートリッジ30は、霧化ユニット20に対して着脱可能である。言い換えると、霧化ユニット20及びカートリッジ30は、それぞれ、交換可能である。 As shown in FIG. 1, the non-combustion heating
Specifically, the non-combustion heat-not-
カートリッジ30は、所定方向Aに沿って延びる形状を有する。カートリッジ30は、エアロゾル流路として、第1流路20Xよりも下流に配置された第2流路30Xを有する。
したがって、非燃焼加熱式たばこ製品1は、所定方向Aに沿って延びるエアロゾル流路(20X及び30X)を有し、該エアロゾル流路の上流側に霧化部22が、下流側にカートリッジ30が配置され、霧化部22で霧化されたエアロゾルが、カートリッジ30の第2流路30を通過する。 As shown in FIGS. 5 and 6, the
The
Therefore, the non-combustion heat-not-
ろ過媒体は、たばこ充填物を通過させない一方で、霧化したエアロゾルやたばこ充填物から発生する香味成分を通過させる機能を有すれば、特に限定されず、例えば、複数の開孔を有するメッシュ体や、一般的なシガレットに用いられるフィルターを用いることができる。メッシュ体及びフィルターについては後述する。
また、ろ過媒体が、収容体の下流側に存在する場合、収容体からろ過媒体が抜け落ちるのを防ぐために、キャップを備えてもよい。このキャップは、霧化したエアロゾルを通過させつつ、ろ過媒体の脱落を防ぐために、ろ過媒体の幅よりも狭い開孔を有する。図5及び図6に示すように、実施形態において、キャップ33は、収容体31の下流に配置されるろ過媒体32の下流側に配置される。 FIG. 5 shows a mode in which the
The filtration medium is not particularly limited as long as it has a function of allowing the atomized aerosol and the flavor component generated from the tobacco filling to pass through while not allowing the tobacco filling to pass through. For example, a mesh body having a plurality of openings. Alternatively, a filter used for general cigarettes can be used. The mesh body and the filter will be described later.
Further, when the filtration medium is present on the downstream side of the container, a cap may be provided to prevent the filter medium from falling out of the container. The cap has openings that are narrower than the width of the filter medium to allow the atomized aerosol to pass through and prevent the filter medium from falling off. As shown in FIGS. 5 and 6, in the embodiment, the
例えば、図5に示す態様においては、カートリッジ30の長さがhで示されており、カートリッジ30の最大幅がwとして示されている。 In FIG. 6, the shape of the cross section orthogonal to the predetermined direction of the
For example, in the embodiment shown in FIG. 5, the length of the
アスペクト比=h/w
図5において、wはカートリッジ30の幅の最大値、hはカートリッジ30の長さであり、h≧wであることでアスペクト比は1以上となり好ましいが、これに限定されず、w>hとなる態様も本発明に含まれる。
カートリッジの所定方向の長さhは、特段制限されず、例えば、通常、5mm以上であり、10mm以上であることが好ましい。また、通常40mm以下であり、30mm以下であることが好ましく、25mm以下であることがより好ましい。
カートリッジの幅の最大値wは、特段制限されず、20mm以下であり、15mm以下であることが好ましく、10mm以下であることがより好ましい。一方で、カートリッジの幅の最小値は、通常、5mm以上である。
カートリッジの長さ及び幅を、上記範囲内とすることで、本発明の実施形態に係る非燃焼加熱式たばこ製品の使用時における通気抵抗を良好に保ちつつ、使用者にデリバリーされる香味成分量を確保することができる。 The cartridge preferably satisfies, but is not limited to, a shape having an aspect ratio of 1 or more as defined below.
Aspect ratio = h / w
In FIG. 5, w is the maximum value of the width of the
The length h of the cartridge in a predetermined direction is not particularly limited, and is usually 5 mm or more, preferably 10 mm or more. Further, it is usually 40 mm or less, preferably 30 mm or less, and more preferably 25 mm or less.
The maximum value w of the width of the cartridge is not particularly limited, and is 20 mm or less, preferably 15 mm or less, and more preferably 10 mm or less. On the other hand, the minimum width of the cartridge is usually 5 mm or more.
By setting the length and width of the cartridge within the above range, the amount of flavor component delivered to the user while maintaining good ventilation resistance during use of the non-combustion heat-not-burn tobacco product according to the embodiment of the present invention. Can be secured.
エアロゾル源を霧化するための加熱温度は、エアロゾル源を霧化できれば特に限定されず、例えば、100℃以上、150℃以上、200℃以上、250℃以上といった態様を挙げることができ、また、400℃以下、350℃以下、300℃以下といった態様を挙げることもできる。
たばこ充填物の加熱温度は、使用者にデリバリーされる香味成分量を確保しつつ、香味阻害感を十分に抑制、使用者にデリバリーされる香味成分量を確保する観点から、後述するたばこ充填物に含有される酸の沸点よりも低い温度であることが好ましい。たばこ充填物の加熱温度の下限としては、20℃以上、30℃以上、40℃以上とする態様を挙げることができる。たばこ充填物の加熱温度の上限は、たばこ充填物に含有される酸の沸点よりも低い温度であれば特に限定されないが、たばこ充填物を収容する収容体の材質に樹脂が用いられる場合には、収容体の耐熱性の観点から、また、たばこ充填物が含有する酸による、香味阻害感の抑制効果を維持する観点から、120℃未満、100℃以下、50℃以下とする態様を挙げることができる。これらたばこ充填物の加熱温度の下限と上限は、任意に組み合わせることができる。 The cartridge is detachably attached to the non-combustion heat-not-burn tobacco product. The cartridge has a mouthpiece end. The mouthpiece end is preferably located at the downstream end of the cartridge. At least a part of the tobacco filling material contained in the cartridge is heated by contacting with the aerosol atomized by the atomizing part.
The heating temperature for atomizing the aerosol source is not particularly limited as long as the aerosol source can be atomized, and examples thereof include aspects such as 100 ° C. or higher, 150 ° C. or higher, 200 ° C. or higher, and 250 ° C. or higher. Aspects such as 400 ° C. or lower, 350 ° C. or lower, and 300 ° C. or lower can also be mentioned.
The heating temperature of the tobacco filling is described later from the viewpoint of ensuring the amount of flavor component delivered to the user, sufficiently suppressing the feeling of flavor inhibition, and ensuring the amount of flavor component delivered to the user. It is preferable that the temperature is lower than the boiling point of the acid contained in. Examples of the lower limit of the heating temperature of the tobacco filling include an embodiment of 20 ° C. or higher, 30 ° C. or higher, and 40 ° C. or higher. The upper limit of the heating temperature of the tobacco filling is not particularly limited as long as it is lower than the boiling point of the acid contained in the tobacco filling, but when resin is used as the material of the container containing the tobacco filling, the temperature is not particularly limited. From the viewpoint of heat resistance of the container and from the viewpoint of maintaining the effect of suppressing the flavor inhibition feeling by the acid contained in the tobacco filling, the mode of setting the temperature to less than 120 ° C., 100 ° C. or lower, and 50 ° C. or lower will be mentioned. Can be done. The lower and upper limits of the heating temperature of these tobacco fillings can be arbitrarily combined.
本発明の実施形態に係る非燃焼加熱式たばこ製品のカートリッジに含まれるたばこ充填物は、120℃以上、250℃以下の沸点を有する酸を、たばこ充填物の総重量を100重量%としたときに、0.25重量%以上、5.0重量%以下含有する。
酸を含有させる対象がたばこ充填物ではなく、例えば、エアロゾル源である場合、霧化部を構成する電熱線が酸と直接触れる構成となり、その結果、電熱線が腐食しやすくなるといった問題や、電熱線の発する熱による酸の変化により香味阻害感の抑制効果が低下するといった問題が発生するおそれがある。
一方で、たばこ充填物が、上記特定の沸点を有する酸を特定量含有することで、上述した電熱線の腐食や香味阻害感の抑制効果の低下といった問題を回避しつつ、非燃焼加熱式たばこ製品の使用時に、使用者にデリバリーされる香味成分量を確保し、かつ、香味阻害感を抑制できる。 <Acid contained in tobacco filling>
The tobacco filling contained in the cartridge of the non-combustion heat-not-burn tobacco product according to the embodiment of the present invention is an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower, and the total weight of the tobacco filling is 100% by weight. In addition, it contains 0.25% by weight or more and 5.0% by weight or less.
When the object to contain the acid is not a tobacco filler, for example, an aerosol source, the heating wire constituting the atomizing part is in direct contact with the acid, and as a result, the heating wire is easily corroded. There is a possibility that a problem such as a decrease in the effect of suppressing the feeling of flavor inhibition may occur due to a change in acid due to the heat generated by the heating wire.
On the other hand, by containing a specific amount of the acid having the specific boiling point in the tobacco filling, the non-combustion heating type tobacco can be avoided while avoiding the above-mentioned problems such as corrosion of the heating wire and reduction of the effect of suppressing flavor inhibition. When the product is used, the amount of flavor component delivered to the user can be ensured, and the feeling of flavor inhibition can be suppressed.
上記の香味阻害感を抑制する方法として、たばこ充填物中に酸を添加する方法が知られており、そのメカニズムは、次のように考えられている。すなわち、たばこ充填物中に含まれる、香味を阻害する成分と酸とが、加熱により気相に放出され、気相中で結合することにより、これを吸引する使用者の香味阻害感を受ける器官、すなわち、口腔内~気管~肺までの器官に、結合しにくくなるためと考えられている。 Flavor inhibition generally means that when a non-combustion heat-not-burn tobacco product is used, the user receives a stimulus different from the stimulus peculiar to tobacco, or a physiological spontaneous movement such as "muse" occurs. It means that it occurs. It is considered that this is because a component that inhibits flavor when present in the gas phase is contained, and when a non-combustion heat-not-burn tobacco product is used, the amount of such a component that inhibits flavor in the gas phase. It is believed that the user feels a sense of flavor inhibition when the balance with the amount of atomized aerosol is lost.
As a method of suppressing the above-mentioned flavor-inhibiting feeling, a method of adding an acid to a tobacco filling is known, and the mechanism is considered as follows. That is, the flavor-inhibiting component and the acid contained in the tobacco filling are released into the gas phase by heating, and when they are combined in the gas phase, the organ that inhales the flavor-inhibiting feeling of the user. That is, it is thought that it becomes difficult to connect to the organs from the oral cavity to the trachea to the lungs.
前記酸の沸点が120℃未満である場合、酸自身が有する特有の匂いが、香味に影響を与える可能性があり、また、カートリッジの蔵置期間中に酸が揮発してしまう可能性があることや、本発明に係る非燃焼加熱式たばこ製品の使用時におけるたばこ充填物の加熱により、該使用の初期段階で大半の酸が揮発することで、該使用の初期から末期まで通した香味阻害感の抑制効果が得られない。また、前記酸の沸点が250℃を超える場合、本発明に係る非燃焼加熱式たばこ製品におけるたばこ充填物の加熱温度との差が大きく、気相に放出される酸の量が不足するため、香味阻害感の抑制が困難となる。
前記酸の沸点は、たばこ充填物の加熱温度が上昇した場合でも香味阻害感の抑制効果を非燃焼加熱式たばこ製品の使用の初期から末期まで通して得られる観点から、150℃以上であることが好ましく、175℃以上であることがより好ましく、200℃以上であることが特に好ましい。一方で、前記酸の沸点は、気相に放出される酸の量を十分に確保する観点から、240℃以下であることが好ましく、230℃以下であることが好ましく、220℃以下であることが特に好ましい。
なお、本明細書における「沸点」とは、760mmHgの圧力下における沸点を意味するものとする。 In the above mechanism, it is important for the present inventors that when the tobacco filling is heated, a sufficient amount of acid for binding to a flavor-inhibiting component is released into the gas phase. I thought. Therefore, among various acids that can be used as food additives, an acid suitable for suppressing the feeling of flavor inhibition during use of the non-combustion heat-not-burn tobacco product according to the embodiment of the present invention is selected based on its boiling point. As a result of the search, it was found that an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower is suitable for suppressing the feeling of flavor inhibition.
If the boiling point of the acid is less than 120 ° C., the peculiar odor of the acid itself may affect the flavor, and the acid may volatilize during the storage period of the cartridge. In addition, when the non-combustion heat-not-burn tobacco product according to the present invention is used, most of the acid volatilizes in the initial stage of the use due to the heating of the tobacco filling, so that the flavor is inhibited from the early stage to the final stage of the use. The suppressive effect of is not obtained. Further, when the boiling point of the acid exceeds 250 ° C., the difference from the heating temperature of the tobacco filling in the non-combustion heating type tobacco product according to the present invention is large, and the amount of acid released into the gas phase is insufficient. It becomes difficult to suppress the feeling of flavor inhibition.
The boiling point of the acid should be 150 ° C. or higher from the viewpoint that the effect of suppressing the feeling of flavor inhibition can be obtained from the early stage to the final stage of use of the non-combustion heated tobacco product even when the heating temperature of the tobacco filling is increased. 175 ° C. or higher is more preferable, and 200 ° C. or higher is particularly preferable. On the other hand, the boiling point of the acid is preferably 240 ° C. or lower, preferably 230 ° C. or lower, and 220 ° C. or lower, from the viewpoint of sufficiently securing the amount of acid released into the gas phase. Is particularly preferable.
The "boiling point" in the present specification means the boiling point under a pressure of 760 mmHg.
一般的に、たばこ充填物に添加された酸は、たばこ充填物中の香味成分と結びつき、塩を形成することで安定化すると考えられている。また、このように安定化した酸と香味成分の塩は、加熱されても気相に放出されにくくなると考えられている。したがって、たばこ充填物に対する酸の含有量が多すぎる場合、非燃焼加熱式たばこ製品の使用時において、使用者にデリバリーされる香味成分量が不十分となる傾向にある。
前記酸の含有量が、上記範囲内にあることで、本発明の実施形態に係る非燃焼加熱式たばこ製品の使用時において、使用者にデリバリーされる香味成分量を確保できる。一方で、前記酸の含有量が0.25重量%未満である場合、香味阻害感を十分に抑制することができない。また、前記酸の含有量が5.50重量%を超える場合、使用者にデリバリーされる香味成分量を十分に確保することができない。また、酸の含有量が5.00重量%を超えると酸を添加する際の取り扱いが難しくなる。
前記酸の含有量は、たばこ充填物の総重量を100重量%としたときに、香味阻害感の効果を十分に得る観点から、0.50重量%以上であることが好ましく、0.75重量%以上であることがより好ましく、また、使用者にデリバリーされる香味成分量を十分に確保する観点から、4.00重量%以下であることが好ましい。また、より良好な香味とする観点から、3.00重量%以下であることがより好ましい。 The acid content is 0.25% by weight or more and 5.50% by weight or less when the total weight of the tobacco filling is 100% by weight.
It is generally believed that the acid added to the tobacco filling binds to the flavor components in the tobacco filling and stabilizes by forming salts. Further, it is considered that the acid and the salt of the flavor component stabilized in this way are less likely to be released into the gas phase even when heated. Therefore, if the acid content in the tobacco filling is too high, the amount of flavor component delivered to the user tends to be insufficient when using the non-combustion heat-not-burn tobacco product.
When the acid content is within the above range, the amount of flavor component delivered to the user can be ensured when the non-combustion heat-not-burn tobacco product according to the embodiment of the present invention is used. On the other hand, when the content of the acid is less than 0.25% by weight, the flavor-inhibiting sensation cannot be sufficiently suppressed. Further, when the content of the acid exceeds 5.50% by weight, the amount of the flavor component delivered to the user cannot be sufficiently secured. Further, if the acid content exceeds 5.00% by weight, it becomes difficult to handle when adding the acid.
The acid content is preferably 0.50% by weight or more, preferably 0.75% by weight, from the viewpoint of sufficiently obtaining the effect of flavor inhibition when the total weight of the tobacco filling is 100% by weight. % Or more, and preferably 4.00% by weight or less from the viewpoint of sufficiently ensuring the amount of flavor component delivered to the user. Further, from the viewpoint of obtaining a better flavor, it is more preferably 3.00% by weight or less.
酸解離定数pKaは、一般的に、その値が小さいほど強い酸であることを示す。
前記酸の酸解離定数pKaが上記範囲内にあると、それほど強い酸でないことから、取り扱いが容易であり、たばこ充填物に添加する際の製造適正に優れている。また、酸解離定数pKaが3.0未満である比較的強い酸がたばこ充填物に添加された場合、酸と香味成分との結びつきが強固となり、加熱による気相への香味の放出量が減少することが考えられる。
なお、本明細書における酸の酸解離定数pKaは、25℃の水中における第一酸解離定数の測定値であり、例えば、国際公開第2017/203686号明細書の表1に記載された値を使用できる。 The acid, acid dissociation constant pK a is 3.0 or more, preferably 6.0 or less, 3,5 or more, and more preferably 5.0 or less.
Acid dissociation constant pK a generally indicates a strong acid a smaller value.
When the acid dissociation constant pK a of the acid is in the above range, since it is not so strong acid, it is easy to handle, and manufacturability is excellent when added to the tobacco filler. Further, when a relatively strong acid having an acid dissociation constant pKa of less than 3.0 is added to the tobacco filling, the bond between the acid and the flavor component is strengthened, and the amount of flavor released to the gas phase by heating is reduced. It is conceivable to do.
Incidentally, the acid dissociation constant pK a of the acid in the present specification is a measurement of a first acid dissociation constant in water at 25 ° C., for example, the values listed in Table 1 of WO 2017/203686 Pat Can be used.
リン酸のような無機酸;乳酸、安息香酸、レブリン酸、ピルビン酸、リノレン酸のような有機酸。
これらの中でも、有機酸が好ましく、乳酸又は安息香酸がより好ましい。
また、乳酸は、鏡像異性体としてL-乳酸とD-乳酸が存在するが、これらの一方を用いてもよく、両方を併用することもでき、ラセミ体(DL体)の乳酸を用いることもできる。
上記の酸は単独で用いてもよく、2種以上を併用してもよい。 As the acid, any acid can be used as long as it satisfies the above-mentioned physical characteristics, and for example, the following acids can be used.
Inorganic acids such as phosphoric acid; organic acids such as lactic acid, benzoic acid, levulinic acid, pyruvate, linolenic acid.
Among these, organic acids are preferable, and lactic acid or benzoic acid is more preferable.
Lactic acid includes L-lactic acid and D-lactic acid as enantiomers, but one of these may be used, both may be used in combination, and racemic (DL) lactic acid may be used. can.
The above acids may be used alone or in combination of two or more.
前記香味成分としてはニコチンを挙げることができ、たばこ充填物に含まれるニコチンの定量については、ドイツ標準化機構DIN 10373に準ずる方法で行うことができる。 Cartridges for non-combustion heat-not-burn tobacco products include tobacco fillings. Tobacco fillings contain flavor components. The content of the flavor component is not particularly limited, but from the viewpoint of making it easy to confirm the effect of suppressing the flavor inhibitory feeling, when the total weight of the tobacco filling is 100% by weight, 1.0% by weight or more, 10. It is 0% by weight or less, preferably 1.5% by weight or more and 8.0% by weight or less, and more preferably 2.0% by weight or more and 6.5% by weight or less.
Nicotine can be mentioned as the flavor component, and the quantification of nicotine contained in the tobacco filling can be carried out by a method according to the German standardization organization DIN 10373.
以下、収穫されたたばこ葉が、非燃焼加熱式たばこ製品で利用される種々の形態になるまでの流れを詳述するが、本願発明のたばこ充填物が、この記載に限定されることはない。 As used herein, the term "tobacco filling" refers to aged tobacco leaves (hereinafter, "processed tobacco leaves") prepared in various forms used in non-combustion heat-not-burn tobacco products. Refers to those filled in the manner described in. Here, the "aged tobacco leaf" refers to aged tobacco leaf before being processed into various forms used in non-combustion heat-not-burn tobacco products. Further, the “filled material” refers to an container described later.
Hereinafter, the flow until the harvested tobacco leaves are in various forms used in non-combustion heat-not-burn tobacco products will be described in detail, but the tobacco filler of the present invention is not limited to this description. ..
非燃焼加熱式たばこ製品に使用されるたばこの品種は、様々なものを用いることができる。例えば、黄色種、バーレー種、オリエント種、在来種、その他のニコチアナ-タバカム系品種、ニコチアナ-ルスチカ系品種を挙げることができる。これらの品種は、単独で用いることもできるが、目的とする香味を得るために、たばこ葉の収穫から、熟成済たばこ葉を非燃焼加熱式たばこ製品で利用される種々の形態(すなわち、加工済たばこ葉)とするまでの過程で、ブレンドして用いることもできる。
前記たばこの品種の詳細は、「たばこの事典、たばこ総合研究センター、2009.3.31」に開示されている。 <Tobacco varieties>
Various varieties of tobacco used in non-combustion heat-not-burn tobacco products can be used. For example, yellow varieties, Burley varieties, Orient varieties, native varieties, other Nicotian-Tabacam varieties, and Nicotian-Rustica varieties can be mentioned. These varieties can be used alone, but in order to obtain the desired flavor, the aged tobacco leaves are used in non-combustion heat-not-burn tobacco products from the harvest of the tobacco leaves in various forms (ie, processed). It can also be blended and used in the process of making (finished tobacco leaves).
Details of the tobacco varieties are disclosed in "Tobacco Encyclopedia, Tobacco Academic Studies Center, 2009.3.31".
たばこの各品種において、たばこ葉は、例えば、原産地、植物内での配置、色、表面の状態、大きさ、および形状といった各特徴により等級分けされる。また、たばこ葉には300を超える化学成分が含まれていると考えられており、品種が異なるたばこ間の化学的特性は異なるものとなる。また、同一の品種のたばこであっても、等級が異なると、その化学的特性が異なる場合もある。
そこで、所望の特徴、及び所望の化学的特性を有する加工済たばこ葉を得るために、上記のブレンドやクロスブレンドが行われる場合もある。 Generally, "blend" means a mixture of tobacco belonging to the same variety or different varieties, but in the present specification, the combination of different aged tobacco leaves and different processed tobacco leaves is referred to as "blend". Sometimes referred to. Also, blending tobacco of the same variety but with different grades may be particularly referred to as "cross-blending".
In each tobacco variety, tobacco leaves are graded according to characteristics such as origin, arrangement within the plant, color, surface condition, size, and shape. In addition, it is considered that tobacco leaves contain more than 300 chemical components, and the chemical properties of different varieties of tobacco are different. In addition, even tobacco of the same variety may have different chemical properties depending on the grade.
Therefore, the above-mentioned blending or cross-blending may be performed in order to obtain a processed tobacco leaf having a desired characteristic and a desired chemical property.
収穫されたたばこ葉が、初期の段階で受ける処理としては、例えば、キュアリングや原料工場における処理及び熟成などを挙げることができる。 <Treatment of tobacco leaves>
Examples of the treatment that the harvested tobacco leaves receive in the initial stage include curing, treatment in a raw material factory, and aging.
キュアリングを受けたたばこ葉はケースに梱包され、一定期間、倉庫で保管された後、原料工場へ輸送される。
なお、ベンゾ[a]ピレン及び低分子カルボン酸の含有量が少なく、特定の香味成分が多く含まれるたばこ葉を得るために、上述のキュアリングに代えて、収穫されたたばこ葉に国際公開第2018/139068号に記載の処理を行ってもよい。 Tobacco leaves are generally subjected to a process called curing in the early stages after harvesting. Curing usually involves steps such as drying and humidity control, and also includes activating the actions of various enzymes contained in tobacco leaves.
The cured tobacco leaves are packed in a case, stored in a warehouse for a certain period of time, and then transported to a raw material factory.
In addition, in order to obtain tobacco leaves containing a small amount of benzo [a] pyrene and low-molecular-weight carboxylic acid and a large amount of a specific flavor component, instead of the above-mentioned curing, the harvested tobacco leaves are released internationally. The process described in 2018/139068 may be performed.
なお、たばこ葉をラミナ及び中骨等に加工した後にケース詰めして熟成させることを除骨後熟成と称することがある。一方で、原料工場に輸送されたたばこ葉に対し、除骨、分離加工を行わずに、ケース詰めして熟成させ、熟成後に除骨、分離加工を行うことを熟成後除骨と称することもある。 After being unpacked, the tobacco leaves transported to the raw material factory are usually subjected to treatments such as humidity control, deboning, and separation to become lamina and middle bone. After that, the re-dried lamina, middle bones, etc. are packed in a case and stored for a long time in a warehouse. The process of long-term storage in this warehouse is sometimes referred to as aging. The aging period varies depending on the type of tobacco used, the desired flavor of the non-combustion heat-not-burn tobacco product, and the temperature during aging, but is generally 1 year or more and 2 years or less. As defined above, aged tobacco leaves are referred to as aged tobacco leaves.
It should be noted that processing tobacco leaves into lamina, middle bone, etc., and then packing them in a case and aging them may be referred to as post-bone aging. On the other hand, tobacco leaves transported to a raw material factory are packed in a case and aged without being deboned or separated, and the deboning and separation processing after aging is also called post-aging deboning. be.
熟成済たばこ葉は、非燃焼加熱式たばこ製品で利用される種々の形態に加工され、加工済たばこ葉となる。加工済たばこ葉としては、例えば、熟成済たばこ葉を所定の大きさに刻んだ「たばこ刻」を挙げることができる。また、熟成済たばこ葉を所定の粒径となるように粉砕したもの(以下、「たばこ細粉」ともいう。)を含む組成物を、特定の形に成形して得られる「たばこ顆粒」や「たばこシート」を挙げることもできる。なお、前記「たばこ細粉」も加工済たばこ葉の一形態である。
なお、加工済たばこ葉は、「たばこ細粉」、「たばこ顆粒」、「たばこ刻」及び「たばこシート」に限定されず、熟成済たばこ葉を加工した様々な形態を含むことができる。以下、「たばこ顆粒」、「たばこ刻」及び「たばこシート」について詳述する。 <Processed tobacco leaves>
The aged tobacco leaves are processed into various forms used in non-combustion heat-not-burn tobacco products to become processed tobacco leaves. Examples of the processed tobacco leaves include "tobacco chopping" in which aged tobacco leaves are chopped into a predetermined size. In addition, "tobacco granules" obtained by molding a composition containing aged tobacco leaves crushed to a predetermined particle size (hereinafter, also referred to as "tobacco fine powder") into a specific shape. "Tobacco sheet" can also be mentioned. The "tobacco fine powder" is also a form of processed tobacco leaves.
The processed tobacco leaves are not limited to "tobacco fine powder", "tobacco granules", "tobacco chopped" and "tobacco sheets", and may include various forms obtained by processing aged tobacco leaves. Hereinafter, "tobacco granules", "tobacco chopped" and "tobacco sheets" will be described in detail.
たばこ顆粒は、熟成済たばこ葉などを含む組成物を、顆粒形状に成形して得られるものである。
たばこ顆粒の材料は、特に限定されないが、(a)たばこ細粉、(b)水分、(c)炭酸カリウムおよび炭酸水素ナトリウムからなる群の中から選ばれる少なくとも1種の香味発現助剤、並びに(d)プルラン、ヒドロキシプロピルセルロース(HPC)、グアーガム、キサンタンガム、CMC(カルボキシメチルセルロース)、CMC-Na(カルボキシメチルセルロースのナトリウム塩)からなる群の中から選ばれる少なくとも1種のバインダー、を挙げることができる。 <Tobacco granules>
Tobacco granules are obtained by molding a composition containing aged tobacco leaves and the like into granules.
The material of the tobacco granules is not particularly limited, but at least one flavor-developing aid selected from the group consisting of (a) fine tobacco powder, (b) water, (c) potassium carbonate and sodium hydrogen carbonate, and (D) At least one binder selected from the group consisting of purulan, hydroxypropyl cellulose (HPC), guar gum, xanthan gum, CMC (carboxymethyl cellulose) and CMC-Na (sodium salt of carboxymethyl cellulose). can.
たばこ顆粒の材料混合物は、水分を、通常、3重量%以上、13重量%以下の量で含有する。
また、たばこ顆粒は、水分を、通常、乾燥減量の値が5重量%以上、17重量%以下となるような量で含有し得る。
乾燥減量とは、試料の一部を測定のために採取し、採取された試料中の全水分を蒸発させることにより試料を完全乾燥させたとき(たとえば、一定の温度(105℃)で15分間乾燥させたとき)の乾燥前後での重量変化を指し、具体的には、試料に含まれている水分の量および上記乾燥条件で揮発する揮発性成分の量の合算値の、試料重量に対する割合(重量%)を指す。すなわち、乾燥減量(重量%)は、以下の式で表すことができる。
乾燥減量(重量%)={(完全乾燥前の試料の重量)-(完全乾燥後の試料の重量)}×100/完全乾燥前の試料の重量 Tobacco granules contain water (component (b)). Moisture is for maintaining the integrity of the tobacco granules.
The material mixture of tobacco granules usually contains water in an amount of 3% by weight or more and 13% by weight or less.
In addition, the tobacco granules may contain water in an amount such that the value of weight loss on drying is usually 5% by weight or more and 17% by weight or less.
Dry weight loss is when a part of a sample is taken for measurement and the sample is completely dried by evaporating the total water content in the collected sample (for example, at a constant temperature (105 ° C.) for 15 minutes. Refers to the change in weight before and after drying), specifically, the ratio of the total value of the amount of water contained in the sample and the amount of volatile components that volatilize under the above drying conditions to the sample weight. Refers to (% by weight). That is, the dry weight loss (% by weight) can be expressed by the following formula.
Loss on drying (% by weight) = {(Weight of sample before complete drying)-(Weight of sample after complete drying)} x 100 / Weight of sample before complete drying
たばこ顆粒の材料混合物は、香味発現助剤を、通常、5重量%以上、20重量%以下の量で含有し得る。 Tobacco granules contain a flavor-developing aid (ingredient (c)). The flavor expression aid adjusts the pH of the tobacco granules to the alkaline side to promote the release of the flavor component from the tobacco granules, resulting in a flavor that is satisfactory to the user. The flavor-developing aid is not particularly limited as long as the pH of the tobacco granules can be adjusted to the alkaline side, and examples thereof include potassium carbonate, sodium carbonate, sodium hydrogencarbonate, or a mixture thereof. In the present invention, the tobacco filling contains the above-mentioned acid, but the pH value of the tobacco granules before the acid is added is usually 8.5 or more and 11.0 or less, from the viewpoint of obtaining a good flavor. It is preferably 9.0 or more and 10.0 or less.
The material mixture of tobacco granules may usually contain a flavor-developing aid in an amount of 5% by weight or more and 20% by weight or less.
たばこ顆粒の材料混合物は、バインダーを、通常、0.5重量%以上、15重量%以下の量で含有し得る。 Tobacco granules contain a binder (ingredient (d)). The binder binds the tobacco granule components to maintain the integrity of the tobacco granules. Binders are composed of, but not limited to, pullulan, HPC, guar gum, xanthan gum, CMC, CMC-Na or mixtures thereof.
The material mixture of tobacco granules can usually contain the binder in an amount of 0.5% by weight or more and 15% by weight or less.
追加の成分としては、揮発性香料(成分(e))が挙げられる。揮発性香料は、固体又は液体であり、100℃以下の加熱でも香料感を発現できる。このような特徴を有する香料であれば任意の香料を使用することができる。なお、「香料感」とは、非燃焼加熱式たばこを使用した際に、その香料由来の香味を感じることができることを表す。
揮発性香料の成分としては、l-メントール、天然植物性香料(例えば、コニャック油、オレンジ油、ジャスミン油、スペアミント油、ペパーミント油、アニス油、コリアンダー油、レモン油、カモミール油、ラブダナム、ベチバー油、ローズ油、ロベージ油)、エステル類(例えば、酢酸メンチル、酢酸イソアミル、酢酸リナリル、プロピオン酸イソアミル、酪酸ブチル、サリチル酸メチル等)、ケトン類(例えば、メントン、イオノン、エチルマルトール等)、アルコール類(例えば、フェニルエチルアルコール、アネトール、シス-6-ノネン-1-オール、ユーカリプトール等)、アルデヒド類(例えば、ベンズアルデヒド等)、ラクトン類(例えば、ω-ペンタデカラクトン等)を挙げることができ、中でも、l-メントール、アネトール、酢酸メンチル、ユーカリプトール、ω-ペンタデカラクトン、シス-6-ノネン-1-オールを用いることが好ましい。これらの香料は1種を単独で、又は2種以上を併用してもよい。
たばこ顆粒に含まれる揮発性香料は、固体で使用されてもよく、適切な溶媒、例えば、プロピレングリコール、エチルアルコール、ベンジルアルコール、水、グリセリンに溶解または分散させて使用されてもよい。好ましくは、乳化剤の添加により溶媒中で分散状態が形成されやすい香料、たとえば疎水性香料や油溶性香料等を用いることができる。これらの香料は、単独で用いてもよいし、混合して用いてもよい。 Tobacco granules can include additional components in addition to the above components (a), (b), (c) and (d).
Additional ingredients include volatile fragrances (ingredient (e)). The volatile fragrance is a solid or liquid, and can exhibit a fragrance feeling even when heated at 100 ° C. or lower. Any fragrance can be used as long as it has such characteristics. The "fragrance feeling" means that when a non-combustion heat-not-burn tobacco is used, the flavor derived from the flavor can be felt.
Volatile fragrance ingredients include l-menthol, natural vegetable fragrances (eg, cognac oil, orange oil, jasmine oil, spearmint oil, peppermint oil, anis oil, coriander oil, lemon oil, chamomile oil, lavdanum, vetiver oil). , Rose oil, rovage oil), esters (eg, menthyl acetate, isoamyl acetate, linaryl acetate, isoamyl propionate, butyl butyrate, methyl salicylate, etc.), ketones (eg, menthol, ionone, ethylmaltor, etc.), alcohols (For example, phenylethyl alcohol, anator, cis-6-nonen-1-ol, eucalyptor, etc.), aldehydes (for example, benzaldehyde, etc.), lactones (for example, ω-pentadecalactone, etc.) can be mentioned. Of these, l-menthol, anetol, menthyl acetate, eucalyptor, ω-pentadecalactone, and cis-6-nonen-1-ol are preferably used. These fragrances may be used alone or in combination of two or more.
The volatile fragrance contained in the tobacco granules may be used as a solid or may be dissolved or dispersed in a suitable solvent such as propylene glycol, ethyl alcohol, benzyl alcohol, water or glycerin. Preferably, a fragrance in which a dispersed state is easily formed in the solvent by adding an emulsifier, for example, a hydrophobic fragrance or an oil-soluble fragrance can be used. These fragrances may be used alone or in combination.
上記原料混合物から得られたたばこ顆粒の揮発性香料の含有量は、特に限定されず、良好な香料感の付与の観点から、通常100ppm以上であり、好ましくは1000ppm以上であり、より好ましくは5000ppm以上であり、また、通常10000ppm以下であり、好ましくは25000ppm以下であり、より好ましくは40000ppm以下である。 The material mixture of tobacco granules may contain a volatile flavor (ingredient (e)) in an amount of usually 0.5% by weight or more and 30% by weight or less. Component (e) may be added by direct kneading with component (a), (b), (c), and (d), or carried on a known clathrate host compound such as cyclodextrin. Then, the clathrate compound may be prepared and then added to the above component by kneading it with the above component.
The content of the volatile flavor of the tobacco granules obtained from the raw material mixture is not particularly limited, and is usually 100 ppm or more, preferably 1000 ppm or more, more preferably 5000 ppm, from the viewpoint of imparting a good flavor feeling. It is usually 10000 ppm or less, preferably 25000 ppm or less, and more preferably 40,000 ppm or less.
たばこ刻は、熟成済たばこ葉などが、所定の大きさに刻まれたものである。たばこ刻に使用される熟成済たばこ葉は、特に限定されないが、除骨され、ラミナ及び中骨に分離されたものを挙げることができる。また、たばこ刻として、後述するたばこシートを、所定の大きさに刻んだもの(以下、「たばこシート刻」ともいう。)を挙げることもできる。その他にも、熟成済たばこ葉を刻んで得られるたばこ刻と、たばこシート刻とをブレンドしたものをたばこ刻とすることもできる。 <Tobacco carving>
Tobacco carving is made by carving aged tobacco leaves into a predetermined size. The aged tobacco leaves used for tobacco cutting are not particularly limited, and examples thereof include those that have been deboned and separated into lamina and middle bone. Further, as the tobacco engraving, a tobacco sheet to be described later, which is chopped into a predetermined size (hereinafter, also referred to as "tobacco sheet engraving") can be mentioned. In addition, a blend of tobacco chopped obtained by chopping aged tobacco leaves and tobacco sheet chopped can be used as tobacco chopped.
その他の例として、熟成済たばこ葉又はたばこシートを、幅を0.5mm以上、2.0mm以下、長さを収容体と同程度の長さ、例えば、10mm以上、40mm以下となるように刻んだもの(以下、「ストランドタイプ刻」ともいう。)を挙げることができる。ストランドタイプ刻は、成形の容易さの観点から、たばこシートから成形されることが好ましい。 There are no particular restrictions on the size of the tobacco and the molding method. As an example, aged tobacco leaves or tobacco sheets may be chopped so as to have a width of 0.5 mm or more and 2.0 mm or less and a length of 3 mm or more and 10 mm or less. Tobacco chopping of such a size is preferable from the viewpoint of filling the container described later.
As another example, aged tobacco leaves or tobacco sheets are chopped so that the width is 0.5 mm or more and 2.0 mm or less and the length is the same as that of the container, for example, 10 mm or more and 40 mm or less. It can also be mentioned (hereinafter, also referred to as "strand type engraving"). Strand type engraving is preferably formed from a tobacco sheet from the viewpoint of ease of molding.
当該香料の種類は、特に限定されないが、上述したたばこ顆粒で挙げたものを使用できる。
たばこ刻中の香料の含有量は、特に限定されず、良好な香料感の付与の観点から、通常10000ppm以上であり、好ましくは20000ppm以上であり、より好ましくは25000ppm以上であり、また、通常70000ppm以下であり、好ましくは50000ppm以下であり、より好ましくは40000ppm以下であり、さらに好ましくは30000ppm以下である。 Tobacco chopped may contain spices.
The type of the fragrance is not particularly limited, but those listed in the above-mentioned tobacco granules can be used.
The content of the flavor in the tobacco is not particularly limited, and from the viewpoint of imparting a good flavor feeling, it is usually 10,000 ppm or more, preferably 20,000 ppm or more, more preferably 25,000 ppm or more, and usually 70,000 ppm. It is less than or equal to, preferably 50,000 ppm or less, more preferably 40,000 ppm or less, and further preferably 30,000 ppm or less.
たばこシートは、熟成済たばこ葉などを含む組成物を、シート形状に成形して得られるものである。たばこシートに使用される熟成済たばこ葉は、特に限定されないが、例えば、除骨され、ラミナと中骨に分離されたものを挙げることができる。また、本明細書において「シート」とは、略平行な1対の主面、及び側面を有する形状をいう。 <Tobacco sheet>
Tobacco sheets are obtained by molding a composition containing aged tobacco leaves and the like into a sheet shape. The aged tobacco leaves used for the tobacco sheet are not particularly limited, and examples thereof include those that have been deboned and separated into lamina and middle bone. Further, in the present specification, the "sheet" means a shape having a pair of main surfaces and side surfaces that are substantially parallel to each other.
(1)熟成済たばこ葉を粗砕し、これを水等の溶媒と混合・攪拌することで、熟成済たばこ葉から水溶性成分を抽出する工程。
(2)水溶性成分して水抽出物と残渣に分離する工程。
(3)水抽出物を減圧乾燥して濃縮する工程。
(4)残渣にパルプを加え、これをリファイナで繊維化して混合物を得る工程(均質化工程)。
(5)繊維化された残渣とパルプの混合物を抄紙する工程。
(6)抄紙したシートに水抽出物の濃縮液を添加して乾燥し、たばこシートとする工程。
この方法でたばこシートを成形する場合、ニトロソアミン等の一部の成分を除去する工程を加えてもよい(特表2004-510422号公報参照)。 Examples of the method for molding the tobacco sheet by the manufacturing method include a method including the following steps.
(1) A step of extracting a water-soluble component from aged tobacco leaves by coarsely crushing the aged tobacco leaves, mixing and stirring the aged tobacco leaves with a solvent such as water.
(2) A step of separating a water-soluble component into a water extract and a residue.
(3) A step of drying the water extract under reduced pressure and concentrating it.
(4) A step of adding pulp to the residue and fiberizing it with a refiner to obtain a mixture (homogenization step).
(5) A step of papermaking a mixture of fibrous residue and pulp.
(6) A step of adding a concentrated solution of water extract to a paper-made sheet and drying it to obtain a tobacco sheet.
When the tobacco sheet is molded by this method, a step of removing a part of components such as nitrosamine may be added (see Japanese Patent Application Laid-Open No. 2004-510422).
(1)水、パルプ及びバインダーと、熟成済たばこ葉の粉砕物を混合して混合物を得る工程(均質化工程)。
(2)当該混合物を薄く延ばして(キャストして)乾燥し、たばこシートとする工程。
この方法でたばこシートを成形する場合、水、パルプ及びバインダーと、砕いたたばこ葉を混合したスラリーに対して紫外線照射もしくはX線照射することでニトロソアミン等の一部の成分を除去する工程を加えてもよい。 Examples of the method for forming the tobacco sheet by the casting method include a method including the following steps.
(1) A step of mixing water, pulp and a binder with a crushed product of aged tobacco leaves to obtain a mixture (homogenization step).
(2) A step of thinly spreading (casting) the mixture and drying it to obtain a tobacco sheet.
When molding a tobacco sheet by this method, a step of removing some components such as nitrosamines by irradiating a slurry obtained by mixing water, pulp and a binder with crushed tobacco leaves with ultraviolet rays or X-rays is added. You may.
(1)水、パルプ及びバインダーと、熟成済たばこの粉砕物を混合して混合物を得る工程(均質化工程)。
(2)当該混合物を複数の圧延ローラーに投入して圧延する工程。
(3)圧延ローラー上の圧延成形品をドクターナイフで剥離し、ネットコンベアーに移送し、乾燥機で乾燥する工程。
この方法でたばこシートを成形する場合、目的に応じて、各圧延ローラーの表面を加温又は冷却してもよく、各圧延ローラーの回転数を調整してもよい。また、各圧延ローラーの間隔を調整することで、所望の坪量のたばこシートを得ることができる。 Examples of the method for forming the tobacco sheet by the rolling method include a method including the following steps.
(1) A step of mixing water, pulp and a binder with a pulverized product of aged tobacco to obtain a mixture (homogenization step).
(2) A step of throwing the mixture into a plurality of rolling rollers and rolling.
(3) A process in which a rolled molded product on a rolling roller is peeled off with a doctor knife, transferred to a net conveyor, and dried with a dryer.
When the tobacco sheet is formed by this method, the surface of each rolling roller may be heated or cooled, or the rotation speed of each rolling roller may be adjusted, depending on the purpose. Further, by adjusting the interval between the rolling rollers, a tobacco sheet having a desired basis weight can be obtained.
(1)たばこ細粉と結合剤を混合して混合物を得る工程(均質化工程)。
(2)当該混合物を不織布によって挟む工程。
(3)当該積層物を熱溶着によって一定形状に成形し、不織布状のたばこシートを得る工程。 In addition to the above molding method, a non-woven fabric-like tobacco sheet can be molded by a method including the following steps described in International Publication No. 2014/104078.
(1) A step of mixing tobacco fine powder and a binder to obtain a mixture (homogenization step).
(2) A step of sandwiching the mixture with a non-woven fabric.
(3) A step of forming the laminate into a constant shape by heat welding to obtain a non-woven tobacco sheet.
たばこシートの厚さは、特に限定されないが、伝熱効率と強度の兼ね合いから、150μm以上、1000μm以下が好ましく、200μm以上、600μm以下がより好ましい。 The length and width of the tobacco sheet are not particularly limited, and can be appropriately adjusted according to the mode of filling the material to be filled, which will be described later.
The thickness of the tobacco sheet is not particularly limited, but is preferably 150 μm or more and 1000 μm or less, and more preferably 200 μm or more and 600 μm or less, from the viewpoint of the balance between heat transfer efficiency and strength.
たばこシートはさらに他の添加物を含んでもよい。添加物としては、例えばパルプなどのフィラーを挙げることができる。該フィラーの含有量は、特に限定されないが、たばこシートの全重量に対して1重量%以上、10重量%以下であることが好ましい。 The composition of the tobacco sheet is not particularly limited, but for example, the content of the tobacco fine powder is preferably 50 to 95% by weight based on the total weight of the tobacco sheet. The tobacco sheet may contain a binder, and examples of the binder include pullulan, HPC, guar gum, xanthan gum, CMC, and CMC-Na. The amount of the binder is preferably 1 to 10% by weight based on the total weight of the tobacco sheet.
The tobacco sheet may further contain other additives. Examples of the additive include a filler such as pulp. The content of the filler is not particularly limited, but is preferably 1% by weight or more and 10% by weight or less with respect to the total weight of the tobacco sheet.
たばこシート中の香料の含有量は、特に限定されず、良好な香料感の付与の観点から、通常10000ppm以上であり、好ましくは20000ppm以上であり、より好ましくは25000ppm以上であり、また、通常70000ppm以下であり、好ましくは50000ppm以下であり、より好ましくは40000ppm以下であり、さらに好ましくは30000ppm以下である。 The tobacco sheet may contain a fragrance. As the fragrance, those listed in the above-mentioned tobacco granules can be used.
The content of the fragrance in the tobacco sheet is not particularly limited, and from the viewpoint of imparting a good fragrance feeling, it is usually 10,000 ppm or more, preferably 20,000 ppm or more, more preferably 25,000 ppm or more, and usually 70,000 ppm. It is less than or equal to, preferably 50,000 ppm or less, more preferably 40,000 ppm or less, and further preferably 30,000 ppm or less.
たばこ充填物は、加工済たばこ葉、すなわち、上述のたばこ顆粒やたばこ刻、たばこシートなどが被充填物(本願発明における「収容体」)に所定の態様で充填されたものを指す。 <Tobacco filling>
The tobacco filling refers to processed tobacco leaves, that is, those in which the above-mentioned tobacco granules, tobacco chopped, tobacco sheets, etc. are filled in a filling material (“container” in the present invention) in a predetermined manner.
本発明の実施形態において、たばこ充填物のカートリッジにおける充填率は、通常、40体積%以上であり、50体積%以上であることが好ましく、60体積%以上であることがより好ましい。また、充填率は、通常、80体積%以下であり、70体積%以下であることが好ましい。該充填率が40体積%未満であると、十分な香味成分量を確保することが困難となる。一方で、該充填率が80体積%よりも大きいと、吸引時の圧力効果が大きくなり吸いづらくなる他、製造効率が低下する。充填率は、収容体の中でたばこ充填物の収容部となる部分の全容積に対する、たばこ充填物の体積の割合により算出される。 The filling rate of the tobacco filling in the cartridge can be appropriately set according to the morphology of the processed tobacco leaves to be filled, the desired flavor, the aeration resistance, and the like.
In the embodiment of the present invention, the filling rate of the tobacco filling in the cartridge is usually 40% by volume or more, preferably 50% by volume or more, and more preferably 60% by volume or more. The filling rate is usually 80% by volume or less, preferably 70% by volume or less. If the filling rate is less than 40% by volume, it becomes difficult to secure a sufficient amount of flavor components. On the other hand, if the filling rate is larger than 80% by volume, the pressure effect at the time of suction becomes large and it becomes difficult to suck, and the production efficiency decreases. The filling rate is calculated by the ratio of the volume of the tobacco filling to the total volume of the portion of the container that serves as the container for the tobacco filling.
たばこ充填物(A)は、収容体に充填または配置されたたばこ顆粒から構成される。
たばこ顆粒は、カートリッジにおいて、移動不能に充填されてもよく、移動可能に配置されてもよい。
「移動不能に充填される」とは、たばこ顆粒が収容体に密に充填されることで、カートリッジを上下左右に動かしたとしても移動しないことを意味する。一方で、「移動可能に配置される」とは、カートリッジを上下左右に動かした際に、収容体の中をたばこ顆粒が移動することを意味する。したがって、たばこ顆粒が、移動可能に配置される場合、たばこ充填物(A)は流動性を有する。 <Tobacco filling (A)>
The tobacco filling (A) is composed of tobacco granules filled or placed in the container.
The tobacco granules may be immovably packed or movably arranged in the cartridge.
"Filled immovably" means that the tobacco granules are densely packed in the containment so that the cartridge does not move even if it is moved up, down, left and right. On the other hand, "movably arranged" means that the tobacco granules move in the housing when the cartridge is moved up, down, left and right. Therefore, when the tobacco granules are arranged in a movable manner, the tobacco filling (A) has fluidity.
たばこ充填物(B)は、収容体に充填されたたばこ刻から構成される。
たばこ充填物(B)が収容体に充填される態様は、特に制限されないが、ストランドタイプ刻以外のたばこ刻は、通常、収容体の中でランダム方向に充填される。一方で、ストランドタイプ刻は、その長手方向が収容体の長手方向と略水平となるように充填される。 <Tobacco filling (B)>
The tobacco filling (B) is composed of tobacco chopped filled in the container.
The mode in which the tobacco packing material (B) is filled in the container is not particularly limited, but the tobacco carvings other than the strand type carving are usually filled in the container in a random direction. On the other hand, the strand type engraving is filled so that its longitudinal direction is substantially horizontal to the longitudinal direction of the accommodating body.
たばこ充填物(C)は、収容体に充填されたたばこシートから構成される。たばこシートの枚数は、1枚であってもよく、2枚以上であってもよい。 <Tobacco filling (C)>
The tobacco filling (C) is composed of a tobacco sheet filled in the container. The number of tobacco sheets may be one or two or more.
「同心状に配置されている」とは、すべてのたばこシートの中心が略同じ位置にあるように配置されていることをいう。また、たばこシートの枚数は、特に制限されないが、2枚、3枚、4枚、5枚、6枚、又は7枚である態様を挙げることができる。 In the case where the tobacco filling material (C) is composed of two or more tobacco sheets, for example, a plurality of tobacco sheets whose one side has the same length as the longitudinal direction of the container can be used. An embodiment in which the housing is wound in a direction orthogonal to the longitudinal direction of the housing so as to be arranged concentrically can be mentioned.
"Concentrically arranged" means that the centers of all tobacco sheets are arranged so as to be substantially in the same position. The number of tobacco sheets is not particularly limited, and examples thereof include two, three, four, five, six, or seven tobacco sheets.
複数のたばこシート間に、当該たばこシートが接触しない非接触部を設けるために、例えば、エンボス加工したたばこシートを用いる、隣接するたばこシート同士の全面を接着せずに積層する、隣接するたばこシート同士の一部を接着して積層する、あるいは隣接するたばこシート同士の全面あるいは一部を、巻上げ成形後に剥がれるように軽度に接着して積層することで積層体を調製する方法を挙げることができる。 In the method for producing the tobacco filler (C) described above, it is preferable that the laminate is prepared so that a non-contact portion is formed between the adjacent tobacco sheets after winding molding. If there is a non-contact portion (gap) between the plurality of tobacco sheets that the tobacco sheet does not contact, it is possible to secure a flavor flow path and improve the delivery efficiency of the flavor component. On the other hand, since the heat from the heater can be transferred to the outer tobacco sheet through the contact portions of the plurality of tobacco sheets, high heat transfer efficiency can be ensured.
In order to provide a non-contact portion between a plurality of tobacco sheets so that the tobacco sheets do not come into contact with each other, for example, an embossed tobacco sheet is used, and the entire surfaces of adjacent tobacco sheets are laminated without being adhered to each other. A method of preparing a laminate by adhering a part of each other and laminating, or by slightly adhering and laminating the entire surface or a part of adjacent tobacco sheets so as to be peeled off after winding molding can be mentioned. ..
各たばこ充填物にエアロゾル生成基材が含まれる場合、その含有量は、たばこ充填物100重量%に対して、15重量%以下を例示でき、別の態様では10重量%以下であり、さらに別の態様では8重量%以下である。また、上述したとおり、たばこ充填物にエアロゾル生成基材が含有されていない態様(0重量%)も挙げることもできる。 The tobacco fillers (A) to (C) described above may or may not contain an aerosol-producing base material as an aerosol source. The type of aerosol-forming substrate is not particularly limited, and extracts from various natural products and / or their constituents can be selected depending on the application. Aerosol-forming substrates include, but are not limited to, for example, glycerin, propylene glycol, triacetin, 1,3-butanediol, and mixtures thereof.
When each tobacco filling contains an aerosol-forming substrate, the content thereof can be exemplified as 15% by weight or less with respect to 100% by weight of the tobacco filling, and in another embodiment, it is 10% by weight or less, and further. In the above aspect, it is 8% by weight or less. Further, as described above, an embodiment (0% by weight) in which the aerosol-forming base material is not contained in the tobacco filling can also be mentioned.
また、前記酸を上記のたばこ充填物に添加する方法についても、特に限定されない。
一例として、収容体に充填されたたばこ充填物に、収容体の開口部から該たばこ充填物の中心部分にシリンジ針を挿入し、前記酸を含む溶液を噴射することで添加する方法を挙げることができる。この添加方法によれば、前記酸を含む溶液が、たばこ充填物の全体に浸透するため、たばこ充填物の全体に均一に前記酸を含有させることができる。
また、収容体に充填する前の、柱状に形成した加工済たばこ葉の表面に前記酸の溶液を塗布する方法を挙げることもできる。この添加方法によれば、たばこ充填物の表面に前記酸を多く含有させることができる。
さらに他の例として、熟成済たばこ葉、又は加工済たばこ葉を、回転ローターを有する加香機に供給し、これを回転攪拌させながら前記酸の溶液を噴霧し、混合することで添加する方法を挙げることができる。この添加方法によれば、たばこ充填物の全体に均一に前記酸を添加することができる。
上記の添加方法において、前記酸の溶媒としては、水の他に、エタノールやプロピレングリコール等を用いることができるが、前記酸との親和性が高いことからプロピレングリコールを用いることが好ましい。 The timing of adding the acid to the above-mentioned tobacco fillings (A) to (C) is not particularly limited, and even if it is added when forming processed tobacco leaves (that is, tobacco granules, tobacco chopped, tobacco sheet). Often, the processed tobacco leaves may be added when or after filling the container.
Further, the method of adding the acid to the tobacco filling is not particularly limited.
As an example, a method of adding a syringe needle to the tobacco filling filled in the container by inserting a syringe needle into the central portion of the tobacco filling through the opening of the container and injecting the solution containing the acid can be mentioned. Can be done. According to this addition method, the solution containing the acid permeates the entire tobacco filling, so that the acid can be uniformly contained in the entire tobacco filling.
Further, a method of applying the acid solution to the surface of the processed tobacco leaf formed in a columnar shape before filling the container can be mentioned. According to this addition method, the surface of the tobacco filling can contain a large amount of the acid.
As yet another example, a method in which aged tobacco leaves or processed tobacco leaves are supplied to a perfume machine having a rotating rotor, and the acid solution is sprayed and mixed while rotating and stirring the mixture. Can be mentioned. According to this addition method, the acid can be uniformly added to the entire tobacco filling.
In the above addition method, ethanol, propylene glycol or the like can be used as the solvent for the acid in addition to water, but propylene glycol is preferably used because of its high affinity with the acid.
たばこ充填物を収容する収容体は、筒状であり、所定方向に沿って延びるエアロゾル流路を形成する。図7に示すように、たばこ充填物31Aを収容する収容体31は、所定方向Aに沿って延びる第2流路30Xを形成する。エアロゾルに香味を付与するたばこ充填物31Aは、第2流路30X内に収容される。ここで、エアロゾル流路(所定方向A)に直交する断面において、エアロゾル源21Aを貯留するリザーバ21の体積を確保するために、第1流路20Xのサイズが小さいことが好ましい。従って、エアロゾル流路(所定方向A)に亘って一定の断面積を有する外枠体24にカートリッジ30が収容されるケースにおいては、結果として、第2流路30Xのサイズは、上述した第1流路20Xのサイズよりも大きくなりやすい。
なお、図8において、収容体31の所定方向Aに直交する断面は、円形で示されているが、この形状は円に限定されず、収容体の所定方向に直交する断面の形状は多角、角丸多角、円、楕円等であってよい。すなわち、筒状には、円筒のみならず、楕円筒、多角筒、角丸多角筒といった形状が含まれる。 <Container>
The container that houses the tobacco filling is cylindrical and forms an aerosol flow path that extends along a predetermined direction. As shown in FIG. 7, the
In FIG. 8, the cross section of the
ろ過媒体32として、複数の開孔を有するメッシュ体を用いる場合、該メッシュ体は、たばこ充填物31Aよりも上流(非吸口側)に配置されることが好ましい。実施形態では、メッシュ体は、収容体31の上流端部に配置される。非常に小さい収容体31にメッシュ体を設ける場合には、メッシュ体の強度を確保する観点から、収容体31及びメッシュ体が一体成形によって形成されていることが好ましい。すなわち、実施形態において、メッシュ体は、収容体31の一部である。このような実施形態において、収容体31及びメッシュ体は、樹脂又は金属によって構成されていることが好ましい。樹脂としては、例えば、ポリプロピレン、ポリエチレンテレフタラート、ポリエチレン樹脂及びABS樹脂の中から選択された1以上の樹脂を用いることができる。また、金属としては、耐食性の観点からステンレス鋼を用いることができる。成形性及びテクスチャの観点では、樹脂を用いることが好ましく、樹脂としてはポリプロピレンを用いることが好ましい。樹脂から構成される場合、収容体31及びメッシュ体は、金型成形や射出成形によって形成される。金属から構成される場合、収容体31及びメッシュ体は、ステンレス鋼(SUS)によって形成される。 As described above, as the
When a mesh body having a plurality of openings is used as the
図9~図12に示す例において、複数の開孔32Aは、互いに隣り合う開孔32Aのそれぞれが有する辺が平行になるように配置されることが好ましい。互いに隣り合う開孔32Aの間隔Pは、0.15mm以上0.30mm以下であることが好ましい。このようなケースにおいて、メッシュ体の厚みは、0.1mm以上1mm以下であることが好ましい。
実施形態において、メッシュ体が有する開孔の全てが上述した開孔32Aであることが好ましいが、実施形態は、これに限定されるものではない。メッシュ体が有する開孔は、上述した開孔32A以外の開孔を含んでもよい。 Here, each of the plurality of
In the examples shown in FIGS. 9 to 12, it is preferable that the plurality of
In the embodiment, it is preferable that all the openings of the mesh body are the above-mentioned
また、上述したようなアセテートフィルターの他、パルプを主成分とする紙や不織布のシートを充填したフィルター、いわゆるペーパーフィルターを用いる態様でもよい。
フィルターの製造において、通気抵抗の調整や添加物(公知の吸着剤や香料、香料保持材等)の添加を適宜設計できる。 The filter is composed of predetermined fibers, and examples thereof include an acetate filter obtained by processing cellulose acetate tow into a columnar shape. The single yarn fineness and total fineness of cellulose acetate tow are not particularly limited, but in the case of an acetate filter having a circumference of 24.5 mm, the single yarn fineness is 5 g / 9000 m or more, 20 g / 9000 m or less, and the total fineness is 12000 g / 9000 m or more, 35000 g. / 9000 m or less is preferable. The cross-sectional shape of the fibers of the cellulose acetate tow may be a Y cross section or an R cross section. In the case of a filter filled with cellulose acetate tow, triacetin may be added in an amount of 5% by weight or more and 10% by weight or less based on the weight of the cellulose acetate tow in order to improve the hardness of the filter. Further, as a method for processing the cellulose acetate tow into a columnar shape, a method of winding the cellulose acetate tow with a filter plug winding paper can also be used. The physical characteristics of the filter plug winding paper are not particularly limited, but for example, the air permeability is 1000 C.I. U.S. Examples of the mode in which the above high air permeability paper is used can be mentioned. Such high air permeability paper is not particularly limited, and LPWS-OLL (air permeability 1300 CU, basis weight 26.5 gsm, thickness 48 μm) manufactured by Nippon Paper Papylia Co., Ltd. can be exemplified.
Further, in addition to the acetate filter as described above, a filter filled with a sheet of paper or a non-woven fabric containing pulp as a main component, that is, a so-called paper filter may be used.
In the manufacture of the filter, the adjustment of the ventilation resistance and the addition of additives (known adsorbents, fragrances, fragrance holders, etc.) can be appropriately designed.
巻紙の構成は、特段制限されず、一般的な態様とすることができる。
巻紙としては、パルプが主成分のものを挙げることができる。パルプとしては、針葉樹パルプや広葉樹パルプなどの木材パルプで抄造される以外にも、亜麻パルプ、大麻パルプ、サイザル麻パルプ、エスパルトなど一般的にたばこ物品用の巻紙に使用される非木材パルプを混抄して製造して得たものでもよい。
パルプの種類としては、クラフト蒸解法、酸性・中性・アルカリ亜硫酸塩蒸解法、ソーダ塩蒸解法等による化学パルプ、グランドパルプ、ケミグランドパルプ、サーモメカニカルパルプ等を使用できる。 In another embodiment, the tobacco filling and the filtration medium can be wrapped with rolling paper to form a cartridge. That is, in this embodiment, the housing in each of the above-described embodiments is composed of rolling paper.
The composition of the wrapping paper is not particularly limited and may be in a general manner.
Examples of the rolling paper include those containing pulp as a main component. As pulp, in addition to being made from wood pulp such as softwood pulp and broadleaf pulp, non-wood pulp commonly used for wrapping paper for tobacco articles such as flax pulp, cannabis pulp, sisal hemp pulp, and esparto is mixed. It may be obtained by manufacturing.
As the type of pulp, chemical pulp, ground pulp, chemigrand pulp, thermomechanical pulp, etc. by the craft cooking method, the acidic / neutral / alkaline sulfite cooking method, the soda salt cooking method, etc. can be used.
上記の特性を有する巻紙の厚みは、特に限定されず、剛性、通気性、及び製紙時の調整の容易性の観点から、通常10μm以上であり、好ましくは20μm以上であり、より好ましくは30μm以上であり、また、通常100μm以下であり、好ましくは75μm以下であり、より好ましくは50μm以下である。
該非燃焼加熱式たばこの巻紙として、その形状は正方形又は長方形を挙げることができる。
巻紙の一辺の長さとして12~70mm程度を挙げることができ、もう一辺の長さとして15~28mm、もう一辺の好ましい長さとして22~24mm、さらに好ましい長さとして23mm程度を挙げることができる。
たばこ充填物及びろ過媒体を巻紙で柱状に巻装するには、例えば、広げた巻紙上の上流(非吸口側)端部及び下流(吸口側)端部にろ過媒体を配置し、これらの間にたばこ充填物を配置した後、所定方向Aに沿っての巻紙の端部とその逆側の端部を2mm程度重ね合わせて糊付けすることで、柱状形状となり、その中にたばこ充填物及びろ過媒体が巻装されている状態となる。 The basis weight of the wrapping paper base paper is, for example, usually 20 gsm or more, preferably 25 gsm or more. On the other hand, the basis weight is usually 65 gsm or less, preferably 50 gsm or less, and more preferably 45 gsm or less.
The thickness of the rolling paper having the above characteristics is not particularly limited, and is usually 10 μm or more, preferably 20 μm or more, more preferably 30 μm or more, from the viewpoint of rigidity, breathability, and ease of adjustment during papermaking. It is usually 100 μm or less, preferably 75 μm or less, and more preferably 50 μm or less.
The non-combustion heat-not-burn tobacco wrapping paper may have a square or rectangular shape.
The length of one side of the wrapping paper can be about 12 to 70 mm, the length of the other side can be 15 to 28 mm, the preferred length of the other side can be 22 to 24 mm, and the more preferable length can be about 23 mm. ..
To wrap the tobacco filling and the filtration medium in a columnar shape with wrapping paper, for example, place the filtration medium at the upstream (non-mouth side) end and the downstream (mouth side) end on the spread wrapping paper, and between them. After arranging the tobacco filling in, the end of the rolling paper along the predetermined direction A and the end on the opposite side are overlapped by about 2 mm and glued to form a columnar shape, in which the tobacco filling and filtration are formed. The medium is wound.
さらに、坪量が25gsm以上、35gsm以下のとき、填料が15重量%以上、45重量%以下であることが好ましく、坪量が35gsmを超えて、45gsm以下のとき、填料が25重量%以上、45重量%以下であることが好ましい。
填料としては、炭酸カルシウム、二酸化チタン、カオリン等を使用することができるが、香味や白色度を高める観点等から炭酸カルシウムを使用することが好ましい。 In addition to the above pulp, the rolling paper may contain a filler. The content of the filler may be 10% by weight or more and less than 60% by weight, preferably 15% by weight or more and 45% by weight or less, based on the total weight of the wrapping paper. The wrapping paper preferably has a filler of 15% by weight or more and 45% by weight or less within the above-mentioned preferable range of basis weight (25 gsm or more and 45 gsm or less).
Further, when the basis weight is 25 gsm or more and 35 gsm or less, the filler is preferably 15% by weight or more and 45% by weight or less, and when the basis weight is more than 35 gsm and 45 gsm or less, the filler is 25% by weight or more. It is preferably 45% by weight or less.
As the filler, calcium carbonate, titanium dioxide, kaolin and the like can be used, but it is preferable to use calcium carbonate from the viewpoint of enhancing the flavor and whiteness.
助剤として、紙力増強剤を添加してもよく、例えば、ポリアクリルアミド、カチオンでんぷん、酸化でんぷん、CMC、ポリアミドエピクロロヒドリン樹脂、ポリビニルアルコール等を挙げられる。特に、酸化でんぷんについては、極少量用いることにより、通気度が向上することが知られている(特開2017-218699号公報)。
また、巻紙は、適宜コーティングされていてもよい。 Various auxiliary agents other than the base paper and the filler may be added to the wrapping paper, and for example, a water resistance improving agent can be added in order to improve the water resistance. Water resistance improvers include wet paper strength enhancers (WS agents) and sizing agents. Examples of the wet paper strength enhancer include urea formaldehyde resin, melamine formaldehyde resin, and polyamide epichlorohydrin (PAE). Examples of sizing agents include rosin soap, alkyl ketene dimer (AKD), alkenyl succinic anhydride (ASA), and highly saponified polyvinyl alcohol having a saponification degree of 90% or more.
As an auxiliary agent, a paper strength enhancer may be added, and examples thereof include polyacrylamide, cationic starch, oxidized starch, CMC, polyamide epichlorohydrin resin, and polyvinyl alcohol. In particular, it is known that the air permeability of oxidized starch is improved by using a very small amount (Japanese Patent Laid-Open No. 2017-218669).
Further, the rolling paper may be appropriately coated.
以下において、実施形態に係る霧化ユニットとカートリッジとの接続状態について説明する。図13は、実施形態に係る霧化ユニット20とカートリッジ30との接続状態を示す図である。図14は、図13に示すC-C断面を示す図である。但し、図13では、リザーバ21、霧化部22、たばこ充填物31A、ろ過媒体32及びキャップ33が省略されていることに留意すべきである。 <Connection status>
Hereinafter, the connection state between the atomization unit and the cartridge according to the embodiment will be described. FIG. 13 is a diagram showing a connection state between the
たばこ充填物中の酸の含有量は、下記<香味成分の定量方法>に記載の吸引試験によって発生した主流煙をケンブリッジフィルターパッド(CFP)に捕集した後、これをスクリュー管に入れ、イソプロパノールを加えて20分間振とう(200rpm)して得られる抽出液の一部を、紫外可視分校検出器を備えた高速液体クロマトグラフィー(HPLC-UV/Vis)を用いて、下記の条件により測定することができる。
カラム:Inertsil(登録商標)ODS-3(ジーエルサイエンス(株)製、5μm、150mm×4.6ID)
カラム温度:40℃
サンプル注入量:20μL
移動相:アセトニトリル:メタノール:クエン酸緩衝液=20:10:70
(前記クエン酸緩衝液(pH4.66)は、クエン酸三ナトリウム二水和物0.6g及びクエン酸二水和物0.7gを超純水で1Lにメスアップして得る。)
流速:1mL/min
UV:230nm
検量線範囲:0.0999μg/mL~9.99μg/mL <Method of measuring acid content in tobacco filling>
The acid content in the tobacco filling is determined by collecting the mainstream smoke generated by the suction test described in the following <Method for quantifying flavor components> on a Cambridge filter pad (CFP), placing it in a screw tube, and isopropanol. Is added and shaken for 20 minutes (200 rpm), and a part of the extract is measured by high performance liquid chromatography (HPLC-UV / Vis) equipped with an ultraviolet-visible branch detector under the following conditions. be able to.
Column: Inertsil (registered trademark) ODS-3 (manufactured by GL Sciences Co., Ltd., 5 μm, 150 mm × 4.6 ID)
Column temperature: 40 ° C
Sample injection volume: 20 μL
Mobile phase: Acetonitrile: Methanol: Citric acid buffer = 20:10:70
(The citric acid buffer solution (pH 4.66) is obtained by adding 0.6 g of trisodium citrate dihydrate and 0.7 g of citric acid dihydrate to 1 L with ultrapure water.)
Flow rate: 1 mL / min
UV: 230nm
Calibration curve range: 0.0999 μg / mL to 9.99 μg / mL
上述した非燃焼加熱式たばこ製品の、たばこ充填物に含まれる香味成分(ここではニコチン)の定量は、以下の吸引試験の条件で行う。
霧化ユニット、電池ユニットを連結した非燃焼加熱式たばこ製品(例えば、Ploom TECH+(登録商標))に、たばこ充填物を収容したカートリッジを装着し、霧化ユニットの霧化部に電流を流し発熱させることにより、エアロゾル源を霧化する。その後、ボルグワルド社製1本がけ自動吸引機を用いて、流量55cc/2秒、吸引間隔30秒の条件で自動吸引を行う。吸引で発生した主流煙をケンブリッジフィルターパッドに捕集し、パフ動作を25回行なった後にケンブリッジフィルターパッドを取り出す。
上記吸引試験で得られたケンブリッジフィルターパッドに捕集された成分を、メタノール溶媒中、40分間振とうすることで抽出する。抽出液をGC-FIDに供し、ニコチンの定量を行う。 <Method of quantifying flavor components>
The quantification of the flavor component (here, nicotine) contained in the tobacco filling of the above-mentioned non-combustion heat-not-burn tobacco product is performed under the following suction test conditions.
A cartridge containing a tobacco filler is attached to a non-combustion heat-not-burn tobacco product (for example, Ploom TECH + (registered trademark)) in which an atomization unit and a battery unit are connected, and a current is passed through the atomization part of the atomization unit to generate heat. By letting it atomize the aerosol source. After that, automatic suction is performed under the conditions of a flow rate of 55 cc / 2 seconds and a suction interval of 30 seconds using a single-barrel automatic suction machine manufactured by Borgwald. The mainstream smoke generated by suction is collected on the Cambridge filter pad, and after performing the
The components collected in the Cambridge filter pad obtained in the above suction test are extracted by shaking in a methanol solvent for 40 minutes. The extract is subjected to GC-FID to quantify nicotine.
上述の非燃焼加熱式たばこ製品の吸引試験における、カートリッジ中のたばこ充填物の加熱温度の最高温度は、熱電対(東亜電器株式会社製、型番TI-SP-K)を、たばこ充填物の所望の測定箇所に挿入して測定する。
熱電対をたばこ充填物に挿入したカートリッジを、非燃焼加熱式たばこ製品に装着した後、上述した吸引試験の間、たばこ充填物の所望の測定箇所の経時温度変化を測定し記録する。 <Heating temperature of tobacco filling during suction test>
In the suction test of the above-mentioned non-combustion heat-not-burn tobacco product, the maximum heating temperature of the tobacco filling in the cartridge is a thermocouple (manufactured by Toa Electric Inc., model number TI-SP-K), which is desired for the tobacco filling. Insert it into the measurement point of and measure it.
After the cartridge in which the thermocouple is inserted into the tobacco filling is attached to the non-combustion heating type tobacco product, the time-dependent temperature change of the desired measurement point of the tobacco filling is measured and recorded during the above-mentioned suction test.
[たばこ充填物1の材料]
・粉砕された熟成済たばこ葉(たばこ細粉);黄色種、平均粒径70μm 62.56重量%
・水 15.94重量%
・香味発現助剤;炭酸カリウム 6.75重量%
・バインダー;ヒドロキシプロピルセルロース(HPC) 4.75重量%
・酸:乳酸(ラセミ体)のプロピレングリコール溶液 10重量% <Preparation of tobacco filling 1>
[Material of tobacco filling 1]
-Crushed aged tobacco leaves (fine tobacco powder); yellow seeds,
・ Water 15.94% by weight
・ Flavor expression aid; Potassium carbonate 6.75% by weight
Binder; Hydroxypropyl Cellulose (HPC) 4.75% by weight
-Acid: Lactic acid (racemic)
上記材料中の各成分の含有量は、粉砕されたたばこ葉(たばこ細粉) 69.51重量%、水 17.71重量%、香味発現助剤 7.5重量%、バインダー 5.28重量%であった。
その後、造粒したたばこ顆粒に、乳酸を、たばこ顆粒の全重量に対して、含有量が0.25重量%となるように添加してたばこ充填物1を作製した。具体的には、プロピレングリコールに、プロピレングリコールの全重量に対して2.5重量%の乳酸を溶解させて作製した乳酸のプロピレングリコール溶液を、たばこ顆粒の全重量に対して10重量%となるように添加した。添加方法としては、造粒したたばこ顆粒を、回転ローターを有する加香機に投入し、回転攪拌しながら乳酸のプロピレングリコール溶液を噴霧する方法を用いた。 Crushed aged tobacco leaves (fine tobacco powder), flavor-developing aid, and binder are prepared as materials, and after mixing these, water is added and kneaded, and the obtained kneaded product is wet-extruded. Tobacco granules were obtained by granulating with a granulator (manufactured by Dalton; mesh size 0.8 mm).
The content of each component in the above materials was 69.51% by weight of crushed tobacco leaves (fine tobacco powder), 17.71% by weight of water, 7.5% by weight of flavor-developing aid, and 5.28% by weight of binder. Met.
Then, lactic acid was added to the granulated tobacco granules so that the content was 0.25% by weight based on the total weight of the tobacco granules to prepare a
たばこ充填物1における酸の種類と酸の含有量を変更し、他は同じ条件でたばこ充填物2~15を作製した。なお、たばこ充填物11については、酸を添加しなかった。たばこ充填物1~15における酸の種類と酸の含有量について表1に示す。 <Preparation of
The type of acid and the acid content in the tobacco filling 1 were changed, and the
[使用した収容体及びろ過媒体]
上流側にメッシュ体、下流側にアセテートトウフィルターが配置された収容体を使用した。
収容体は、メッシュ体と一体成形によって形成され、中空柱状の形状を有する。収容体及びメッシュ体の材質はポリプロピレン樹脂である。収容体の所定方向Aにおける長さは22.9mm、所定方向Aと直交する方向における最大幅は9.5mmであり、内容積は1.106cm3である。メッシュ体の開孔の形状は、長方形の格子であり、最大幅は0.19mm、最小幅は0.17mmである。互いに隣り合う開孔の間隔は0.235mmであり、メッシュ体の厚みは0.4mmである。
フィルターは、単糸繊度12g/9000m、総糸繊度28000g/9000mのセルロースアセテートトウを、ハウニ社製フィルター製造装置(KDF2)を用いて、フィルタープラグ巻取紙(日本製紙パピリア製、名称:LPWS-OLL、通気度1300C.U.、坪量26.5gsm、厚さ48μm)で、円周25mm、高さ4.75mm、通気抵抗175mmH2Oである円柱状のフィルターを製造した。製造したフィルターは、上記収容体に後述するたばこ充填物を収容した後に、その下流側に配置し、開孔を有するキャップで固定した。 <Making
[Container used and filtration medium]
An accommodating body in which a mesh body was arranged on the upstream side and an acetate toe filter was arranged on the downstream side was used.
The accommodating body is formed by integral molding with the mesh body and has a hollow columnar shape. The material of the accommodating body and the mesh body is polypropylene resin. The length of the container in the predetermined direction A is 22.9 mm, the maximum width in the direction orthogonal to the predetermined direction A is 9.5 mm, and the internal volume is 1.106 cm 3 . The shape of the holes in the mesh body is a rectangular lattice, the maximum width is 0.19 mm, and the minimum width is 0.17 mm. The distance between the openings adjacent to each other is 0.235 mm, and the thickness of the mesh body is 0.4 mm.
The filter is a cellulose acetate tow with a single yarn fineness of 12 g / 9000 m and a total yarn fineness of 28000 g / 9000 m, using a filter manufacturing device (KDF2) manufactured by Hauni Co., Ltd. air permeability 1300C.U., basis weight 26.5Gsm, thick 48 [mu] m), was

作製したカートリッジ1に含まれるたばこ充填物1から発生する香味成分(ここではニコチン)の定量を、以下の吸引試験の条件で行った。
霧化ユニット、電池ユニットを連結した非燃焼加熱式たばこ製品(製品名:Ploom TECH+(登録商標)、日本たばこ産業株式会社製)に、カートリッジ1を装着し、霧化ユニットの霧化部に電流を流し発熱させることにより、エアロゾル源を霧化させた。その後、ボルグワルド社製1本がけ自動吸引機を用いて、流量55cc/3秒、吸引間隔30秒の条件で自動吸引を行った。吸引で発生した主流煙をケンブリッジフィルターパッドに捕集し、パフ動作を25回行なった後にケンブリッジフィルターパッドを取り出した。
上記吸引試験で得られたケンブリッジフィルターパッドに捕集された成分を、エタノール溶媒中、60分間振とうすることで抽出した。抽出液をGC-FIDに供し、ニコチンの定量を行った。
作製したカートリッジ2~8及び11~15についても、上記と同様の条件で吸引試験を行い、たばこ充填物2~8及び11~15から発生する香味成分(ここではニコチン)の定量を行った。たばこ充填物11から発生する香味成分量に対する、たばこ充填物1~8から発生する香味成分量の割合を百分率で表したグラフを図15に示す。また、たばこ充填物11から発生する香味成分量に対する、たばこ充填物1~6、12~15から発生する香味成分量の割合を百分率で表したグラフを図16に示す。なお、発生する香味成分量の割合がたばこ充填物11の70%を上回るたばこ充填物1~6及び12は、香味がより優れる傾向があった。 <Quantification of flavor components>
The flavor component (here, nicotine) generated from the
The components collected on the Cambridge filter pad obtained in the above suction test were extracted by shaking in an ethanol solvent for 60 minutes. The extract was subjected to GC-FID to quantify nicotine.
The
上述の非燃焼加熱式たばこ製品の吸引試験中における、カートリッジ1中のたばこ充填物1の加熱温度の最高温度を、熱電対(東亜電器株式会社製、型番TI-SP-K)を、たばこ充填物1の中心に挿入して測定した。測定箇所は、たばこ充填物の上流側端部付近とした。その結果、たばこ充填物1の加熱温度の最高温度は40℃であった。 <Temperature measurement of tobacco filling during suction test>
During the suction test of the above-mentioned non-combustion heating type tobacco product, the maximum heating temperature of the tobacco filling 1 in the
上述の、カートリッジ3を実施例1と、カートリッジ7を実施例2と、カートリッジ9を実施例3と、カートリッジ10を比較例1、カートリッジ11を比較例2とし、これらについて、香味阻害感の官能試験を、6名のパネリスト(A~F)により行った。
各実施例、各比較例に係るカートリッジを、非燃焼加熱式たばこ製品(製品名:Ploom TECH+(登録商標)、日本たばこ産業株式会社製)にそれぞれ装着し、電源ボタンを押して霧化部から霧化したエアロゾルを発生させた後に吸引を開始した。パフ回数は、10回とした。
吸引後に、各パネリストが、比較例2のカートリッジの香味阻害感を「10点」とし、これを基準に、比較例1、及び、実施例1~3のカートリッジの香味阻害感の点数を示し、この平均値を算出した。当該平均値が8点以下であれば、香味阻害感を抑制できたと評価した。結果を表2、図17及び18に示す。 <Sensory test>
As described above, the
The cartridges according to each example and each comparative example are attached to non-combustion heat-not-burn tobacco products (product name: Ploom TECH + (registered trademark), manufactured by Japan Tobacco Inc.), and the power button is pressed to mist from the atomizing section. Suction was started after the converted aerosol was generated. The number of puffs was 10.
After suction, each panelist set the flavor inhibition feeling of the cartridge of Comparative Example 2 as "10 points", and based on this, the score of the flavor inhibition feeling of the cartridges of Comparative Examples 1 and Examples 1 to 3 was shown. This average value was calculated. When the average value was 8 points or less, it was evaluated that the feeling of flavor inhibition could be suppressed. The results are shown in Table 2, FIGS. 17 and 18.
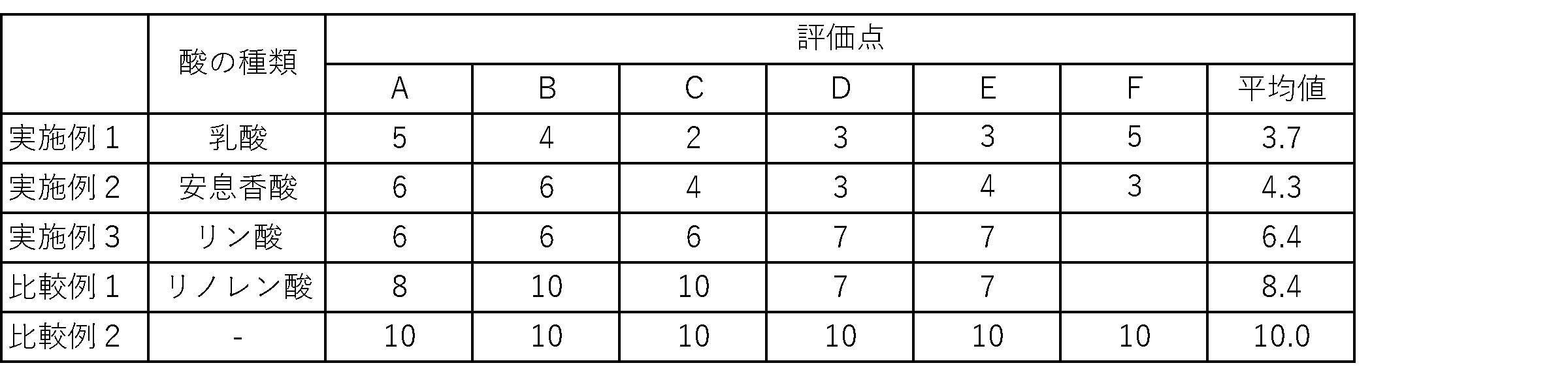
10 電池ユニット
11 電池
20 霧化ユニット
20X 第一流路
21 リザーバ
21A エアロゾル源
22 霧化部
23 流路形成体
23in 流路形成体の内縁
23out 流路形成体の外縁
24 外枠体
24in 外枠体の内壁面
25 エンドキャップ
25in エンドキャップの内縁
25out エンドキャップの外縁
G エアロゾル流調整チャンバ
30 カートリッジ
30X 第2流路
31 収容体
31A たばこ充填物
31E 突出部
31R リブ
31T テーパ部分
32 ろ過媒体
32A 開孔
P 間隔
33 キャップ 1 Non-combustion heat-not-
Claims (10)
- たばこ充填物、該たばこ充填物の収容体、及び、ろ過媒体を含む、非燃焼加熱式たばこ製品のカートリッジであり、
前記収容体は、筒状であり、少なくともその一端に前記ろ過媒体が配置され、
前記カートリッジは、その一端から他端にかけて、霧化されたエアロゾルが通過でき、
前記たばこ充填物は、沸点が120℃以上、250℃以下の酸を、該たばこ充填物の総重量を100重量%としたときに、0.25重量%以上、5.50重量%以下含有する、前記カートリッジ。 A cartridge for non-combustion heat-not-burn tobacco products, including a tobacco filler, a container for the tobacco filler, and a filtration medium.
The accommodating body has a cylindrical shape, and the filtration medium is arranged at least at one end thereof.
Atomized aerosol can pass through the cartridge from one end to the other end.
The tobacco filling contains an acid having a boiling point of 120 ° C. or higher and 250 ° C. or lower, which is 0.25% by weight or more and 5.50% by weight or less when the total weight of the tobacco filling is 100% by weight. , The cartridge. - 前記たばこ充填物が、前記酸を、該たばこ充填物の総重量を100重量%としたときに、0.25重量%以上、5.00重量%以下含有する、請求項1に記載の前記カートリッジ。 The cartridge according to claim 1, wherein the tobacco filling contains the acid in an amount of 0.25% by weight or more and 5.00% by weight or less when the total weight of the tobacco filling is 100% by weight. ..
- 前記酸が、有機酸である、請求項1又は2に記載のカートリッジ。 The cartridge according to claim 1 or 2, wherein the acid is an organic acid.
- 前記酸の酸解離定数pKaが、3.0~6.0である、請求項1~3のいずれか1項に記載のカートリッジ。 Acid dissociation constant pK a of the acid is 3.0-6.0 A cartridge according to any one of claims 1-3.
- 前記酸が、安息香酸又は乳酸である、請求項1~4のいずれか1項に記載のカートリッジ。 The cartridge according to any one of claims 1 to 4, wherein the acid is benzoic acid or lactic acid.
- 前記酸が、乳酸である、請求項1~5のいずれか1項に記載のカートリッジ。 The cartridge according to any one of claims 1 to 5, wherein the acid is lactic acid.
- 前記たばこ充填物が、たばこ顆粒から構成される、請求項1~6のいずれか1項に記載のカートリッジ。 The cartridge according to any one of claims 1 to 6, wherein the tobacco filling is composed of tobacco granules.
- 燃焼を伴わずにエアロゾル源を霧化する霧化部を備え、
請求項1~7のいずれか1項に記載のカートリッジを着脱可能に備える非燃焼加熱式たばこ製品であり、
前記カートリッジが、吸口端を有し、
前記カートリッジに含まれる前記たばこ充填物の少なくとも一部が、前記霧化部で霧化されたエアロゾルと接触することで、前記酸の沸点よりも低い温度で加熱される、前記非燃焼加熱式たばこ製品。 Equipped with an atomizer that atomizes the aerosol source without combustion
A non-combustion heat-not-burn tobacco product having the cartridge according to any one of claims 1 to 7 detachably attached.
The cartridge has a mouthpiece
The non-combustion heat-not-burn tobacco in which at least a part of the tobacco filling contained in the cartridge is heated at a temperature lower than the boiling point of the acid by coming into contact with the aerosol atomized in the atomizing portion. product. - 前記たばこ充填物の加熱温度が、20℃以上、120℃未満である、請求項8に記載の非燃焼加熱式たばこ製品。 The non-combustion heating type tobacco product according to claim 8, wherein the heating temperature of the tobacco filling is 20 ° C. or higher and lower than 120 ° C.
- 前記非燃焼加熱式たばこ製品は、所定方向に沿って延びるエアロゾル流路を有し、
前記エアロゾル流路の、上流側に前記霧化部が、下流側に前記カートリッジが配置される、請求項8又は9に記載の非燃焼加熱式たばこ製品。 The non-combustion heat-not-burn tobacco product has an aerosol flow path extending along a predetermined direction.
The non-combustion heat-not-burn tobacco product according to claim 8 or 9, wherein the atomizing portion is arranged on the upstream side and the cartridge is arranged on the downstream side of the aerosol flow path.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21782258.4A EP4129090A1 (en) | 2020-04-03 | 2021-04-02 | Cartridge for heat-not-burn tobacco product and heat-not-burn tobacco product |
| JP2022511152A JP7474320B2 (en) | 2020-04-03 | 2021-04-02 | Non-combustion heated tobacco product cartridges and non-combustion heated tobacco products |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-067673 | 2020-04-03 | ||
| JP2020067673 | 2020-04-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021201265A1 true WO2021201265A1 (en) | 2021-10-07 |
Family
ID=77929192
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/014275 WO2021201265A1 (en) | 2020-04-03 | 2021-04-02 | Cartridge for heat-not-burn tobacco product and heat-not-burn tobacco product |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4129090A1 (en) |
| JP (1) | JP7474320B2 (en) |
| TW (1) | TW202143865A (en) |
| WO (1) | WO2021201265A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023058750A1 (en) * | 2021-10-08 | 2023-04-13 | 日本たばこ産業株式会社 | Liquid for atomization and production method for same |
| WO2023119635A1 (en) * | 2021-12-24 | 2023-06-29 | 日本たばこ産業株式会社 | Recipe formulation method, apparatus, and program |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004510422A (en) | 2000-10-05 | 2004-04-08 | バスケヴィッチ ニコラス | Nitrosamine reduction in tobacco and tobacco products |
| JP2010506594A (en) * | 2006-10-18 | 2010-03-04 | アール・ジエイ・レイノルズ・タバコ・カンパニー | Smoking articles that contain tobacco |
| WO2016075748A1 (en) * | 2014-11-10 | 2016-05-19 | 日本たばこ産業株式会社 | Non-combusting flavor inhaler |
| WO2016178377A1 (en) * | 2015-05-01 | 2016-11-10 | 日本たばこ産業株式会社 | Non-combustion type flavor inhaler, flavor inhalation component source unit, and atomizing unit |
| JP2017218699A (en) | 2016-06-09 | 2017-12-14 | 日本製紙パピリア株式会社 | Roll paper for smoking article |
| WO2019053598A1 (en) * | 2017-09-18 | 2019-03-21 | Rai Strategic Holdings, Inc. | Smoking articles |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190049391A (en) | 2017-10-30 | 2019-05-09 | 주식회사 케이티앤지 | Aerosol generating apparatus having heater |
| US11191298B2 (en) | 2018-06-22 | 2021-12-07 | Rai Strategic Holdings, Inc. | Aerosol source member having combined susceptor and aerosol precursor material |
-
2021
- 2021-04-02 JP JP2022511152A patent/JP7474320B2/en active Active
- 2021-04-02 WO PCT/JP2021/014275 patent/WO2021201265A1/en active Application Filing
- 2021-04-02 EP EP21782258.4A patent/EP4129090A1/en active Pending
- 2021-04-06 TW TW110112364A patent/TW202143865A/en unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004510422A (en) | 2000-10-05 | 2004-04-08 | バスケヴィッチ ニコラス | Nitrosamine reduction in tobacco and tobacco products |
| JP2010506594A (en) * | 2006-10-18 | 2010-03-04 | アール・ジエイ・レイノルズ・タバコ・カンパニー | Smoking articles that contain tobacco |
| WO2016075748A1 (en) * | 2014-11-10 | 2016-05-19 | 日本たばこ産業株式会社 | Non-combusting flavor inhaler |
| WO2016178377A1 (en) * | 2015-05-01 | 2016-11-10 | 日本たばこ産業株式会社 | Non-combustion type flavor inhaler, flavor inhalation component source unit, and atomizing unit |
| JP2017218699A (en) | 2016-06-09 | 2017-12-14 | 日本製紙パピリア株式会社 | Roll paper for smoking article |
| WO2019053598A1 (en) * | 2017-09-18 | 2019-03-21 | Rai Strategic Holdings, Inc. | Smoking articles |
Non-Patent Citations (1)
| Title |
|---|
| TABAKO-NO-JITEN (ENCYCLOPEDIA OF TOBACCO) BY TOBACCO ACADEMIC STUDIES CENTER, 31 March 2009 (2009-03-31) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023058750A1 (en) * | 2021-10-08 | 2023-04-13 | 日本たばこ産業株式会社 | Liquid for atomization and production method for same |
| WO2023119635A1 (en) * | 2021-12-24 | 2023-06-29 | 日本たばこ産業株式会社 | Recipe formulation method, apparatus, and program |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4129090A1 (en) | 2023-02-08 |
| JP7474320B2 (en) | 2024-04-24 |
| TW202143865A (en) | 2021-12-01 |
| JPWO2021201265A1 (en) | 2021-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021085532A1 (en) | Tobacco filler for heat-not-burn tobacco products, heat-not-burn tobacco product, and electrically heated tobacco product | |
| WO2021020348A1 (en) | Heat-not-burn tobacco product and heated tobacco product | |
| CN117119913A (en) | Non-combustion heated flavor inhaler and non-combustion heated flavor inhaler | |
| WO2021201265A1 (en) | Cartridge for heat-not-burn tobacco product and heat-not-burn tobacco product | |
| JP7313437B2 (en) | Non-combustion-heated tobacco products and electrically-heated tobacco products | |
| JP7350136B2 (en) | Non-combustible heated tobacco and electrically heated tobacco products | |
| JP7351977B2 (en) | Non-combustible heated tobacco and electrically heated tobacco products | |
| US20240023600A1 (en) | Heat-not-burn flavor inhalation article and heat-not-burn flavor inhalation product | |
| JP7414970B2 (en) | Non-combustible heated tobacco, electrically heated tobacco products, and non-combustible heated tobacco materials | |
| EP4205568A1 (en) | Filter for tobacco product, and tobacco product and electrically-heated tobacco product having said filter | |
| RU2789024C1 (en) | Tobacco product heated without burning and tobacco product with heating | |
| WO2022138008A1 (en) | Non-combustion heated tobacco and electrically-heated tobacco product | |
| WO2022138013A1 (en) | Heat-not-burn tobacco product and electrically heated tobacco product | |
| RU2793877C1 (en) | Tobacco filler for heated tobacco products, heated tobacco products and electrically heated tobacco products | |
| JP7280435B2 (en) | Non-combustion-heated tobacco products and electrically-heated tobacco products | |
| WO2022138015A1 (en) | Non-combustion heating-type cigarette and electric heating-type cigarette product | |
| WO2023012921A1 (en) | Flavor generating article and smoking system | |
| WO2023100295A1 (en) | Non-combustion heating-type stick | |
| WO2022138007A1 (en) | Heat-not-burn cigarette and electrically heated tobacco product | |
| EP4316274A1 (en) | Non-combustion heating type flavor inhaler | |
| RU2774107C1 (en) | Tobacco product with heating without combustion and electrically heated tobacco | |
| CN117156991A (en) | Non-combustion heated flavor inhaler |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21782258 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022511152 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021782258 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2021782258 Country of ref document: EP Effective date: 20221103 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |