WO2021193180A1 - タンク - Google Patents
タンク Download PDFInfo
- Publication number
- WO2021193180A1 WO2021193180A1 PCT/JP2021/010286 JP2021010286W WO2021193180A1 WO 2021193180 A1 WO2021193180 A1 WO 2021193180A1 JP 2021010286 W JP2021010286 W JP 2021010286W WO 2021193180 A1 WO2021193180 A1 WO 2021193180A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- impregnated fiber
- tank
- gap
- liner
- Prior art date
Links
- 239000000835 fiber Substances 0.000 claims abstract description 181
- 229920005989 resin Polymers 0.000 claims abstract description 60
- 239000011347 resin Substances 0.000 claims abstract description 60
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 31
- 238000004804 winding Methods 0.000 claims abstract description 13
- 238000000034 method Methods 0.000 abstract description 31
- 238000004519 manufacturing process Methods 0.000 abstract description 5
- 238000000465 moulding Methods 0.000 description 26
- 238000009730 filament winding Methods 0.000 description 13
- 238000004364 calculation method Methods 0.000 description 12
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 12
- 229920000049 Carbon (fiber) Polymers 0.000 description 11
- 239000004917 carbon fiber Substances 0.000 description 11
- 239000011342 resin composition Substances 0.000 description 11
- 239000007789 gas Substances 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 230000007423 decrease Effects 0.000 description 6
- 238000005470 impregnation Methods 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 4
- 230000003247 decreasing effect Effects 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 239000011151 fibre-reinforced plastic Substances 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- -1 aromatic urea compound Chemical class 0.000 description 2
- 239000004202 carbamide Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000012783 reinforcing fiber Substances 0.000 description 2
- XBTRYWRVOBZSGM-UHFFFAOYSA-N (4-methylphenyl)methanediamine Chemical compound CC1=CC=C(C(N)N)C=C1 XBTRYWRVOBZSGM-UHFFFAOYSA-N 0.000 description 1
- XMTQQYYKAHVGBJ-UHFFFAOYSA-N 3-(3,4-DICHLOROPHENYL)-1,1-DIMETHYLUREA Chemical compound CN(C)C(=O)NC1=CC=C(Cl)C(Cl)=C1 XMTQQYYKAHVGBJ-UHFFFAOYSA-N 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- PMMYEEVYMWASQN-DMTCNVIQSA-N Hydroxyproline Chemical compound O[C@H]1CN[C@H](C(O)=O)C1 PMMYEEVYMWASQN-DMTCNVIQSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000003915 liquefied petroleum gas Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C1/00—Pressure vessels, e.g. gas cylinder, gas tank, replaceable cartridge
- F17C1/02—Pressure vessels, e.g. gas cylinder, gas tank, replaceable cartridge involving reinforcing arrangements
- F17C1/04—Protecting sheathings
- F17C1/06—Protecting sheathings built-up from wound-on bands or filamentary material, e.g. wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/56—Winding and joining, e.g. winding spirally
- B29C53/58—Winding and joining, e.g. winding spirally helically
- B29C53/60—Winding and joining, e.g. winding spirally helically using internal forming surfaces, e.g. mandrels
- B29C53/602—Winding and joining, e.g. winding spirally helically using internal forming surfaces, e.g. mandrels for tubular articles having closed or nearly closed ends, e.g. vessels, tanks, containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/02—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material
- B29C63/04—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material by folding, winding, bending or the like
- B29C63/06—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material by folding, winding, bending or the like around tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/02—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material
- B29C63/04—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material by folding, winding, bending or the like
- B29C63/08—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material by folding, winding, bending or the like by winding helically
- B29C63/10—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material by folding, winding, bending or the like by winding helically around tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/003—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised by the matrix material, e.g. material composition or physical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
- B29C70/088—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers and with one or more layers of non-plastics material or non-specified material, e.g. supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/32—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core on a rotating mould, former or core
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J12/00—Pressure vessels in general
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7154—Barrels, drums, tuns, vats
- B29L2031/7156—Pressure vessels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C1/00—Pressure vessels, e.g. gas cylinder, gas tank, replaceable cartridge
- F17C1/16—Pressure vessels, e.g. gas cylinder, gas tank, replaceable cartridge constructed of plastics materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2201/00—Vessel construction, in particular geometry, arrangement or size
- F17C2201/01—Shape
- F17C2201/0104—Shape cylindrical
- F17C2201/0109—Shape cylindrical with exteriorly curved end-piece
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2201/00—Vessel construction, in particular geometry, arrangement or size
- F17C2201/05—Size
- F17C2201/056—Small (<1 m3)
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2201/00—Vessel construction, in particular geometry, arrangement or size
- F17C2201/05—Size
- F17C2201/058—Size portable (<30 l)
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/01—Reinforcing or suspension means
- F17C2203/011—Reinforcing means
- F17C2203/012—Reinforcing means on or in the wall, e.g. ribs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0602—Wall structures; Special features thereof
- F17C2203/0604—Liners
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0602—Wall structures; Special features thereof
- F17C2203/0612—Wall structures
- F17C2203/0614—Single wall
- F17C2203/0619—Single wall with two layers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0602—Wall structures; Special features thereof
- F17C2203/0612—Wall structures
- F17C2203/0614—Single wall
- F17C2203/0624—Single wall with four or more layers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0634—Materials for walls or layers thereof
- F17C2203/0658—Synthetics
- F17C2203/0663—Synthetics in form of fibers or filaments
- F17C2203/0665—Synthetics in form of fibers or filaments radially wound
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0634—Materials for walls or layers thereof
- F17C2203/0658—Synthetics
- F17C2203/0663—Synthetics in form of fibers or filaments
- F17C2203/067—Synthetics in form of fibers or filaments helically wound
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0634—Materials for walls or layers thereof
- F17C2203/0658—Synthetics
- F17C2203/0663—Synthetics in form of fibers or filaments
- F17C2203/0673—Polymers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2209/00—Vessel construction, in particular methods of manufacturing
- F17C2209/21—Shaping processes
- F17C2209/2154—Winding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/01—Pure fluids
- F17C2221/011—Oxygen
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/01—Pure fluids
- F17C2221/012—Hydrogen
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/01—Pure fluids
- F17C2221/014—Nitrogen
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/01—Pure fluids
- F17C2221/016—Noble gases (Ar, Kr, Xe)
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/03—Mixtures
- F17C2221/031—Air
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/03—Mixtures
- F17C2221/032—Hydrocarbons
- F17C2221/033—Methane, e.g. natural gas, CNG, LNG, GNL, GNC, PLNG
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/03—Mixtures
- F17C2221/032—Hydrocarbons
- F17C2221/035—Propane butane, e.g. LPG, GPL
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2223/00—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel
- F17C2223/01—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel characterised by the phase
- F17C2223/0107—Single phase
- F17C2223/0123—Single phase gaseous, e.g. CNG, GNC
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2223/00—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel
- F17C2223/01—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel characterised by the phase
- F17C2223/0146—Two-phase
- F17C2223/0153—Liquefied gas, e.g. LPG, GPL
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2223/00—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel
- F17C2223/03—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel characterised by the pressure level
- F17C2223/036—Very high pressure (>80 bar)
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2260/00—Purposes of gas storage and gas handling
- F17C2260/01—Improving mechanical properties or manufacturing
- F17C2260/011—Improving strength
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2260/00—Purposes of gas storage and gas handling
- F17C2260/01—Improving mechanical properties or manufacturing
- F17C2260/017—Improving mechanical properties or manufacturing by calculation
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/01—Applications for fluid transport or storage
- F17C2270/0102—Applications for fluid transport or storage on or in the water
- F17C2270/0105—Ships
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/01—Applications for fluid transport or storage
- F17C2270/0165—Applications for fluid transport or storage on the road
- F17C2270/0168—Applications for fluid transport or storage on the road by vehicles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/01—Applications for fluid transport or storage
- F17C2270/0186—Applications for fluid transport or storage in the air or in space
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/01—Applications for fluid transport or storage
- F17C2270/0186—Applications for fluid transport or storage in the air or in space
- F17C2270/0189—Planes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/02—Applications for medical applications
- F17C2270/025—Breathing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/32—Hydrogen storage
Definitions
- the present invention relates to a tank made of fiber reinforced plastic (FRP).
- FRP fiber reinforced plastic
- FRP is a composite material in which resin is reinforced with reinforcing fibers, and is widely used because it is lighter than metal materials such as iron and aluminum, but can exhibit strength and rigidity equal to or higher than those of metal materials. ..
- FRP can be molded into various shapes such as flat plate, H shape, and cylindrical body.
- a tank used as a tank for storing a high-pressure gas or liquid is generally manufactured by filament winding molding.
- the filament winding molding method is a molding method in which a fiber bundle wound around a bobbin is continuously unwound while applying tension, impregnated with a curable resin, and then wound around a liner to form a reinforcing layer. be.
- the gap between the fiber bundles during molding may cause a decrease in pressure resistance. Therefore, it is common to stack adjacent fiber bundles so that there is no gap between the fibers. However, with this method, unevenness is created between the part where the fiber bundles overlap and the part where the fiber bundles do not overlap, a difference occurs in the tension applied to the fiber bundles, slack occurs in the fiber bundles with low tension, and the alignment of the fiber bundles is disturbed. .. As a result, the pressure resistance of the tank may decrease.
- Patent Document 1 a fiber bundle having a thickness difference in the width direction is prepared so that unevenness due to overlapping of the fiber bundles is not generated by devising a method of stacking the fiber bundles, and a thin portion of the fiber bundle is prepared.
- a method of overlapping and molding each other has been proposed.
- Patent Document 2 proposes a method in which a flat fiber bundle is deformed into a square shape so that no gap is formed between the bands during molding.
- Patent Document 3 proposes a method for detecting a gap between bands during filament winding molding.
- the production speed is also required to butt the side surfaces of the fiber bundle as in Patent Document 1 and wind it without a gap, or to deform the flat fiber bundle into a square shape in the process as in Patent Document 2. It is difficult under the circumstances. Further, as described in Patent Document 3, the method of detecting the gap between the fiber bundles at the time of filament winding molding requires a detection device, and there is a concern that the cost of the tank will increase.
- the present invention provides an inexpensive tank that does not require the conventional work of arranging fiber bundles with high accuracy or a device for detecting gaps between fiber bundles.
- the tank of the present invention has the following configuration. That is, A tank having a liner which is an inner shell and a reinforcing layer that covers the outer surface of the liner, and the reinforcing layer is formed by continuously winding a resin-impregnated fiber bundle around the liner.
- the reinforcing layer is composed of a hoop layer and a helical layer arranged on the liner side, and a gap is provided between adjacent resin-impregnated fiber bundles wound around the hoop layer, and the helical layer is adjacent to each other.
- the tank of the present invention is provided only in the hoop layer in which the gap is in contact with the liner.
- the ratio of the total area exposed from the gaps provided between the adjacent resin-impregnated fiber bundles wound around the hoop layer to the body surface area of the liner is greater than 0% and less than 50%. Is preferable.
- the minimum value of the gap is Lmin (mm)
- the maximum value is Lmax (mm)
- the average width of the resin-impregnated fiber bundle adjacent to the gap is W (mm)
- the Lmin and W satisfy the relationship of 0.01 ⁇ Lmin / W ⁇ 0.5.
- the tank of the present invention it is preferable that there is at least one place where there is no gap between adjacent resin-impregnated fiber bundles wound around the hoop layer.
- the weight ratio of the resin contained in the reinforcing layer is preferably 21% to 30%.
- the resin viscosity contained in the resin-impregnated fiber bundle is preferably 10 to 150 Pa ⁇ s at 25 ° C.
- (A) is a schematic view showing an example of a hoop layer of a tank
- (b) is a schematic view showing an example of a helical layer of a tank.
- the tank 101 is a tank 101 having a liner 102 as an inner shell and a reinforcing layer 103 covering the outer surface of the liner 102, and the reinforcing layer 103 is a resin-impregnated fiber bundle 403 around the liner 102.
- the reinforcing layer 103 is composed of a hoop layer 201 and a helical layer 203 arranged on the liner 102 side, and is between adjacent resin-impregnated fiber bundles wound around the hoop layer 201.
- the resin toughness value constituting the tank 101 is 1.0 MPa ⁇ m 0.
- the tank 101 is 5 or more.
- FIG. 1 shows a cross-sectional view of the tank 101.
- the liner 102 has a cylindrical body portion and a dome-shaped mirror portion connected to openings provided at both ends of the body portion.
- the reinforcing layer 103 is formed by continuously winding a resin-impregnated fiber bundle around the liner 102, and can exhibit the pressure resistance of the tank 101.
- the reinforcing layer 103 is composed of a hoop layer and a helical layer arranged on the liner 102 side.
- the required pressure resistance can be exhibited by laminating the hoop layer and the helical layer so as to have the required thickness by combining the required number of layers and angles.
- the hoop layer and the helical layer will be described.
- FIG. 2 (a) A schematic diagram showing an example of the hoop layer 201 is shown in FIG. 2 (a).
- the hoop layer 201 is formed by winding a resin-impregnated fiber bundle 403 around a cylindrical body of a liner 102 at an angle of 80 ° or more and 110 ° or less with respect to the axial direction 204 of the liner.
- a molding pattern in which a resin-impregnated fiber bundle is wound from one end to the other end of the body at a stacking angle as shown in FIG. 2A to cover the entire body is a hoop winding, and the unit is one layer. .. Repeat hoop winding to obtain the required hoop layer thickness.
- the withstand pressure in the circumferential direction 202 of the tank is determined by the thickness of the laminated hoop layers 201.
- FIG. 2 (b) a schematic diagram showing an example of the helical layer 203 is shown in FIG. 2 (b).
- the helical layer 203 is formed by winding a resin-impregnated fiber bundle 403 with respect to the axial direction 204 of the liner at an angle larger than 0 ° and smaller than 80 °, or larger than 110 ° and smaller than 180 °.
- the molding pattern that covers the entire body from the mirror at the stacking angle is helically wound, and the unit is one layer. Repeat the helical winding to obtain the required helical layer thickness.
- the withstand pressure in the axial direction 204 of the tank is determined by the thickness of the laminated helical layer 203.
- the tank 101 as shown in FIG. 3 is completed.
- a gap 402 is provided between adjacent resin-impregnated fiber bundles wound around the hoop layer 201, and at least a portion of the helical layer 203 around which the adjacent resin-impregnated fiber bundles 403 are wound without gaps is provided. It is important that there is one place.
- the starting point of destruction is the body as described in KHKS0121 (2016).
- the thickness of the reinforcing layer 103 is designed so that the pressure generated in the reinforcing layer 103 during gas filling is higher than the pressure in the axial direction 204 of the tank in the circumferential direction 202 of the tank.
- the starting point of destruction is the body.
- the resin-impregnated fiber bundle 403 of the hoop layer 201 is not wound uniformly, that is, if the alignment is disturbed, the strength development of the resin-impregnated fiber bundle 403 becomes insufficient, and the body portion is designed. May not be destroyed.
- the resin-impregnated fiber bundles 403 wound around the liner 102 overlap each other, a tension difference is generated between the overlapped portion and the non-overlapping portion of the resin-impregnated fiber bundle 403, resulting in a resin-impregnated fiber bundle 403 having a low tension. Loose and disturbed fiber alignment. Therefore, it is important to provide a gap 402 between adjacent resin-impregnated fiber bundles wound around the hoop layer 201. Without such a configuration, the overlap of the resin-impregnated fiber bundle 403 cannot be eliminated, a tension difference is generated in the resin-impregnated fiber bundle 403, and the fiber alignment cannot be adjusted.
- the helical layer 203 it is important that there is at least one place where the adjacent resin-impregnated fiber bundles 403 are wound without gaps.
- Providing a gap in the helical layer 203 has a role of adjusting the fiber alignment, but when the gap increases, the connected gap exists as a large defect, and the defect becomes a starting point and the pressure resistance of the tank 101 decreases. Since the pressure acting on the helical layer 203 at the time of gas filling is lower than that of the hoop layer 201, the tank 101 does not break even if the fiber alignment of the helical layer 203 is disturbed, so that the tank 101 is adjacent to the helical layer 203. It is important that there is at least one place where the resin-impregnated fiber bundle is wound without gaps. Without this configuration, it is not possible to stop the gap from being connected to the entire inside of the reinforcing layer 103.
- the resin toughness value constituting the tank 101 is 1.0 MPa ⁇ m 0.5 or more.
- the resin toughness value is preferably 1.4 MPa ⁇ m 0.5 or more. If the resin toughness value is less than 1.0 MPa ⁇ m 0.5 , the gap between the resin-impregnated fiber bundles 403 becomes the starting point of fracture, and the pressure resistance of the tank 101 decreases.
- a preferable upper limit of the resin toughness is 3.0 MPa ⁇ m 0.5, more preferably 2.6 MPa ⁇ m 0.5. When the upper limit of the resin toughness value is in the above-mentioned preferable range, the propagation of cracks generated when pressure is applied is suppressed, and it becomes easy to secure the pressure resistance required for the tank 101.
- the gap 402 between the resin-impregnated fiber bundles is provided only in the hoop layer 201 in contact with the liner 102.
- the pressure generated in the tank reinforcing layer 103 during gas filling is higher in the inner layer than in the outer layer, and the largest pressure is applied to the layer in contact with the liner 102. Therefore, it is preferable to arrange the hoop layer 201 on the contact surface with the liner 102, which is the starting point of fracture.
- the reinforcing layer on the outer layer side of the helical layer 203 installed on the hoop layer 201 provided in the innermost layer does not need to provide a gap between the resin-impregnated fiber bundles 403 in both the hoop layer 201 and the helical layer 203. This is because the pressure applied to the reinforcing layer on the outer layer side is lower than that of the innermost layer, so that the misalignment of the resin-impregnated fiber bundle 403 has a small effect on the pressure resistance.
- fiber the inner shell
- the ratio of the total sum (sometimes referred to as “gap area between bundles”) exists so as to be larger than 0% and smaller than 50%. More preferably, the ratio is greater than 0.01% and less than 45%.
- the liner 102 includes a cylindrical body inside the tangent line 401, which is a boundary line between the straight body of the tank and a curved surface, and a dome-shaped mirror part connected to the openings provided at both ends of the body. It is composed of.
- the body area of the liner 102 is the cylindrical body area inside the tangent line 401, and the area of the gap 402 between the resin-impregnated fiber bundles is the body area minus the winding area of the resin-impregnated fiber bundle 403. It is a thing.
- these areas can be measured by temporarily stopping the filament winding molding machine when the resin-impregnated fiber bundle 403 is wound around the liner 102.
- the gap area between the fiber bundles and the body area of the liner, which is the inner shell are calculated using image software or a measure.
- an automatic program using an algorithm such as a color tone difference may be used, or the image may be visually cropped. Further, it is not necessary that the entire liner 102 is shown in one image, and a plurality of images may be connected.
- the cured tank may be disassembled to measure the width of the resin-impregnated fiber bundle 403 and the gap 402 between the resin-impregnated fiber bundles. .. Specifically, after cutting the tank 101 in the axial direction 204 of the tank to separate the liner 102 and the reinforcing layer 103, an image of the reinforcing layer 103 is acquired from the liner 102 side, and the gap area between the fiber bundles and the inside are obtained. The body area of the liner 102, which is the shell, is calculated. If the form of the reinforcing layer 103 is maintained, the reinforcing layer 103 may be separated by applying a force between the layers or applying heat to burn off the resin.
- the minimum value of the gap 402 between the resin-impregnated fiber bundles provided in the reinforcing layer 103 is Lmin (mm)
- the maximum value of the gap 402 between the resin-impregnated fiber bundles is Lmax (mm)
- the resin impregnation is 0 ⁇ Lmin / W ⁇ 0.5 and 0.01 ⁇ Lmax / W ⁇ 0.5. It is preferable to satisfy the relationship.
- the resin is also caused by the fluctuation of the yarn width due to the loosening of the wound resin-impregnated fiber bundle 403 and the position movement of the resin-impregnated fiber bundle 403 due to the resin seepage during curing. It is difficult to create a place where the impregnated fiber bundles 403 overlap, and a gap 402 between the resin-impregnated fiber bundles is stably formed. Further, when Lmin / W and Lmax / W satisfy the above-mentioned preferable upper limit, the gap 402 between the resin-impregnated fiber bundles is unlikely to become a large defect, and it is possible to effectively prevent the pressure resistance from decreasing.
- the lower limit of Lmin / W is more preferably greater than 0.01 and even more preferably greater than 0.05.
- the lower limit of Lmax / W is more preferably greater than 0.05, and even more preferably greater than 0.06.
- the upper limit of Lmin / W is more preferably less than 0.45, and even more preferably less than 0.4.
- the upper limit of Lmax / W is more preferably less than 0.45, and even more preferably less than 0.4.
- the width of the gap 402 between the resin-impregnated fiber bundles and the resin-impregnated fiber bundles 403 can be measured by suspending the filament winding molding machine while the resin-impregnated fiber bundles 403 are wound around the liner 102.
- the maximum gap between the resin-impregnated fiber bundles hereinafter, may be referred to as "maximum gap" 601 is found, and the gap is measured. As long as the gap can be measured, there are no restrictions on methods such as calipers and laser meters.
- the width of the maximum gap 601 is set to Lmax, and the same axial direction as the maximum gap 601 is 204.
- the width of the smallest gap between the resin-impregnated fiber bundles in the above (hereinafter, may be referred to as “minimum gap”) 603 is defined as Lmin.
- the width of the resin-impregnated fiber bundle 403 adjacent to the maximum gap 601 is measured (at two places), and the width of the resin-impregnated fiber bundle 403 adjacent to the minimum gap 603 is also measured by the same method. do.
- the measured values at four points of these widths are averaged to obtain the average width W of the resin-impregnated fiber bundle 403.
- Lmin / W and Lmax / W are calculated using the obtained Lmin, Lmax, and W.
- Lmin is defined as 0.
- the average width W of the resin-impregnated fiber bundle 403 is the average value of the widths (two places) of only the resin-impregnated fiber bundle 403 adjacent to the maximum gap.
- the average width W of the resin-impregnated fiber bundle 403 is defined as none.
- both Lmin / W and Lmax / W at the measured location have no value.
- the starting point is a point rotated by about 1 ° in the liner circumferential direction 202 from the gap used as the starting point of the measurement, and Lmin / W and Lmax / W are performed by the method described above along the axial direction 204 of the liner from the starting point. To measure.
- the resin-impregnated fiber bundle 403 does not overlap, so that uniform tension is applied to the resin-impregnated fiber bundle 403 and the fiber alignment can be adjusted, but it occurs when pressure is applied. Cracks may propagate throughout the tank 101 and break at low pressure. Therefore, unless there is no gap and there is at least one wound portion, the propagation of cracks is not suppressed and the pressure resistance of the tank 101 cannot be improved.
- the weight ratio of the resin contained in the reinforcing layer 103 is more preferably 22.5 to 28.5%.
- the weight ratio of the resin contained in the reinforcing layer 103 is in the above preferable range, the amount of resin in the resin-impregnated fiber bundle 403 is sufficient, and the gaps provided between the resin-impregnated fiber bundles 403 are unlikely to remain as voids. While it is possible to effectively prevent the pressure resistance from decreasing, the resin-impregnated fiber bundle 403 does not easily spread when wound around the liner, and it becomes easy to stably form a gap.
- the resin viscosity used in the present invention is preferably 10 to 150 Pa ⁇ s at 25 ° C.
- the resin-impregnated fiber bundle 403 does not easily spread when wound around the liner, and it becomes easy to stably form a gap, while the resin impregnation is easy and the resin is impregnated.
- the gaps provided between the fiber bundles 403 are unlikely to remain as voids, and it is possible to effectively prevent the pressure resistance from decreasing.
- Examples of the fiber constituting the fiber bundle used in the present invention include glass fiber, carbon fiber, graphite fiber, aramid fiber, boron fiber, alumina fiber and silicon carbide fiber. It is also possible to use a mixture of two or more of these reinforcing fibers. In order to obtain a molded product having higher strength, it is a preferable embodiment to use carbon fiber for the fiber bundle.
- any kind of carbon fiber can be used depending on the application, but since a molded product having high strength can be obtained, the tension in the strand tensile test by the method described in JIS R 7601 (1986). Carbon fibers having an elastic modulus of 3 to 8 GPa are preferably used.
- the resin used in the present invention a liquid resin is preferably used.
- the epoxy resin composition contains an epoxy resin and a curing agent. It is also possible to add a curing catalyst as appropriate in order to shorten the curing time.
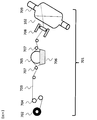
- FIG. 6 shows an example of the filament winding molding apparatus used in the present invention.
- FIG. 6 is a schematic view illustrating an overall configuration of an example of a molding flow in the method for manufacturing a tank of the present invention.
- the molding flow 701 mainly comprises a crill roller 704 that is responsible for the delivery process of the fiber bundle 703 from the bobbin 702, a resin impregnation roller 705 that is responsible for the resin impregnation step of impregnating the fiber bundle 703 with resin, a resin impregnation tank 706, and a guide roller 707. It is shown that the resin impregnated portion including the resin impregnated portion, the feed eye 708 responsible for the winding process for winding the resin impregnated fiber bundle 703, the liner 102, and the fixed shaft 709 connecting the molding apparatus and the liner 102 are arranged in this order. ing. Although only one bobbin 702 is shown in FIG. 7, the present invention is not limited to this, and a plurality of bobbins 702 can be arranged.
- a tow preg impregnated with a resin in a separate process in advance may be used as the bobbin 702.
- the resin impregnation step can be omitted.
- the tank manufactured by the present invention is not limited to hydrogen gas vehicles and natural gas vehicles, but also for ships and aircraft, stationary types used fixed on the ground, and air respirators used by hospitals and firefighters. It is preferably used. Further, the substance stored in this tank may be a gas such as nitrogen, oxygen, argon, liquefied petroleum gas and hydrogen, and examples thereof include a liquefied substance.
- the viscosity of the resin used in the tank before curing is determined by the E-type viscosity equipped with a standard cone rotor (1 ° 34'x R24) according to "Conical-Viscosity measurement method in flat plate type rotational viscometer” in JIS Z8803 (2011). Using a meter (TVE-22HT manufactured by Toki Sangyo Co., Ltd.), the average value of the viscosity measured at a rotation speed of 5 rotations / minute was adopted at a setting of 25 ° C.
- tow preg manufacturing device equipped with a creel, a kiss roll, a nip roll, and a winder
- one side of the carbon fiber "Treca” is coated with a resin composition adjusted to a temperature of 25 ° C., and then passed through the nip roll.
- the resin composition was impregnated into the fiber bundle to obtain a tow preg.
- the tow preg bobbin had an initial tension of 600 to 1000 gf and a wind ratio of 6 to 10, and 2300 m was wound around a paper tube so as to have a cylindrical shape with a winding width of 230 to 260 mm.
- a photograph of a liner wrapped with a resin-impregnated fiber bundle is taken with a camera (IXY650, manufactured by Canon). This work is performed every time the liner is rotated 90 °, 180 °, 270 ° in the circumferential direction, and a photograph is obtained.
- the acquired image is read by the image processing software ImageJ (http://imagej.nih.gov/ij/), and the area is calculated using polygon and Measure of the software while visually discriminating the resin-impregnated fiber bundle portion.
- the body area of the liner is calculated from the image by the same method.
- the area of the resin-impregnated fiber bundle is subtracted from the area of the liner body to calculate the gap area between the fiber bundles.
- the same process is performed, and the gap area between the fiber bundles and the body area of the liner are calculated from the remaining images obtained.
- the gap area between the fiber bundles and the body area of the liner were obtained from the remaining images obtained by averaging the calculated areas.
- the average width of the resin-impregnated fiber bundle is defined as none.
- both Lmin / W and Lmax / W at the measured location have no value and are not included in the measurement result.
- the starting point is a point that is rotated by about 1 ° in the circumferential direction of the liner from the starting point, and the gap between the resin-impregnated fiber bundles is observed along the axial direction of the liner from the starting point, and the space between the resin-impregnated fiber bundles is observed.
- the maximum value of the gap between the fibers is Lmax, and the minimum value of the gap between the resin-impregnated fiber bundles is Lmin. Then, the width W of the resin-impregnated fiber bundle is measured by the method described above, and Lmin / W and Lmax / W are calculated. This measurement is repeated for the entire circumference of the liner, and the maximum Lmax / W and the minimum Lmin / W are calculated from the obtained results. When there is no gap in the resin-impregnated fiber bundle over the entire circumference of the measurement range, both Lmin / W and Lmax / W are defined as 0.
- a hoop layer forming 89 ° and 91 ° with respect to the axial direction of the liner was wound with a thickness of 0.79 mm.
- a periodic gap was provided in the first layer.
- Lmin / W and Lmax / W are calculated according to "calculation of the minimum value Lmin between the resin-impregnated fiber bundle gaps, the maximum value Lmax of the same gaps, and the average width W of the resin-impregnated fiber bundles adjacent to the gaps".
- Lmin / W was 0.1 and Lmax / W was 0.44.
- a helical layer having a thickness of 18 ° and 162 ° with respect to the axial direction of the liner was wound with a thickness of 1.07 mm.
- a hoop layer forming 89 ° and 91 ° with respect to the axial direction of the liner was wound by 0.52 mm to obtain an intermediate. While rotating the intermediate in a curing furnace, it was cured at 150 ° C. for 2 hours to obtain a tank.
- the strength utilization rate of the obtained tank was calculated according to the "calculation method of strength utilization rate".
- the strength utilization rate was 98.3%, the burst pressure was 71.5 MPa, and the calculated strength was 72.7 MPa.
- Example 2 21 parts by mass of "jER (registered trademark)” 828, 67 parts by mass of “jER (registered trademark)” 806, 5 parts by mass of "Epototo (registered trademark)” YDF-2001, TETRAD-X as a xylenediamine type epoxy resin 7 parts by mass, "Kaneace (registered trademark)” MX-125 by 7 parts by mass, DICY7T as dicyandiamide by 5 parts by mass, and DCMU99 as an aromatic urea compound by 4 parts by mass by stirring and mixing to obtain a resin composition. ..
- Lmin / W and Lmax / W are calculated according to "calculation of the minimum value Lmin between the resin-impregnated fiber bundle gaps, the maximum value Lmax of the same gaps, and the average width W of the resin-impregnated fiber bundles adjacent to the gaps".
- Lmin / W was 0.19
- Lmax / W was 0.45.
- a helical layer having a thickness of 18 ° and 162 ° with respect to the axial direction of the liner was wound with a thickness of 1.07 mm.
- a hoop layer forming 89 ° and 91 ° with respect to the axial direction of the liner was wound by 0.52 mm to obtain an intermediate. While rotating the intermediate in a curing furnace, it was cured at 110 ° C. for 10 hours to obtain a tank.
- the strength utilization rate of the obtained tank was calculated according to the "calculation method of strength utilization rate".
- the strength utilization rate was 108.5%
- the burst pressure was 73.8 MPa
- the calculated strength was 68.0 MPa.
- Example 3 A tank was prepared in the same manner as in Example 1 except that the resin-impregnated fiber bundles of the first hoop layer were formed with a gap of 0.5 mm each. At this time, due to the variation in the width of the resin-impregnated fiber bundles, five "locations without gaps" where the fiber bundles overlap were formed in the hoop layer of the first layer. At this time, Lmin / W and Lmax / W are calculated according to "calculation of the minimum value Lmin of the gap between the resin-impregnated fiber bundles, the maximum value Lmax of the same gap, and the average width W of the resin-impregnated fiber bundles adjacent to the gap". As a result, Lmin / W was 0 and Lmax / W was 0.1.
- the strength utilization rate of the obtained tank was calculated according to the "calculation method of strength utilization rate".
- the strength utilization rate was 102.1%
- the burst pressure was 74.2 MPa
- the calculated strength was 72.7 MPa.
- Example 1 A tank was prepared by the same method as in Example 1 except that the resin-impregnated fiber bundles of the first hoop layer were laminated and molded by 2.5 mm each. At this time, since there was no gap in the hoop layer of the first layer, "the minimum value Lmin of the gap between the resin-impregnated fiber bundles, the maximum value Lmax of the same gap, and the average width W of the resin-impregnated fiber bundles adjacent to the gaps". According to the definition of "calculation of", both Lmin / W and Lmax / W were set to 0.
- the strength utilization rate of the obtained tank was calculated according to the "calculation method of strength utilization rate".
- the strength utilization rate was 90.6%
- the burst pressure was 65.9 MPa
- the calculated strength was 72.7 MPa. The result was that the strength utilization rate decreased when the resin-impregnated fiber bundles overlapped.
- Lmin / W and Lmax / W are calculated according to "calculation of the minimum value Lmin of the gap between the resin-impregnated fiber bundles, the maximum value Lmax of the same gap, and the average width W of the resin-impregnated fiber bundles adjacent to the gap".
- Lmin / W was 0.09
- Lmax / W was 0.32.
- a helical layer having a thickness of 18 ° and 162 ° with respect to the axial direction of the liner was wound with a thickness of 1.07 mm.
- a hoop layer forming 89 ° and 91 ° with respect to the axial direction of the liner was wound by 0.52 mm to obtain an intermediate. While rotating the intermediate in a curing furnace, it was cured at 110 ° C. for 10 hours to obtain a tank.
- the strength utilization rate of the obtained tank was calculated according to the "calculation method of strength utilization rate".
- the strength utilization rate is 79.0%, the burst pressure is 53.7 MPa, and the calculated strength is 68.0 MPa. If there is a gap between the resin-impregnated fiber bundles, the strength utilization rate will decrease if the fracture toughness value is low. became.
- Tank 102 Liner 103: Reinforcing layer 201: Hoop layer 202: Circumferential direction 203: Helical layer 204: Tank axial direction 401: Tangent line 402: Gap between resin-impregnated fiber bundles 403: Resin-impregnated fiber bundle 601: Maximum gap between resin-impregnated fiber bundles 602: Minimum gap between resin-impregnated fiber bundles in the same axial direction as 603: 601 in the liner axial direction 604: Liner circumferential direction 605: Overlapping of resin-impregnated fiber bundles 701: Molding flow 702: Bobin 703: Fiber bundle 704: Crill roller 705: Resin impregnated roller 706: Resin impregnated tank 707: Guide roller 708: Feed eye 709: Fixed shaft
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Manufacturing & Machinery (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Mathematical Physics (AREA)
- Moulding By Coating Moulds (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
Abstract
内殻であるライナーと、前記ライナーの外表面を覆う補強層とを有するタンクであって、前記補強層は前記ライナーの周囲に樹脂含浸済み繊維束を連続的に巻き付けることにより形成されてなるとともに、前記補強層は前記ライナー側に配置されるフープ層とヘリカル層とから構成され、前記フープ層に巻き付けられた隣り合う前記樹脂含浸済み繊維束の間に隙間が設けられるとともに、前記ヘリカル層において隣り合う前記樹脂含浸済み繊維束の隙間なく巻き付けられた箇所が少なくとも1ヶ所存在し、前記タンクを構成する前記樹脂靭性値が1.0MPa・m0.5以上であるタンク。 樹脂含浸済み繊維束の精度よい配置や、樹脂含浸済み繊維束間の隙間を検出する装置などを必要としない安価なタンクとその製造方法を提供する。
Description
本発明は、繊維強化プラスチック(Fiber Reinforced Plastic,FRP)製のタンクに関する。
FRPは、樹脂を強化繊維で補強した複合材料であり、鉄やアルミ等の金属材料と比較して軽量でありながらも金属材料と同等以上の強度および剛性を発揮できることから、広く利用されている。
FRPは平板、H形状、筒状体など種々の形に成形することが可能である。このうち、高圧の気体または液体を貯蔵するタンクとして用いるタンクは、一般にフィラメントワインディング(Filament Winding)成形によって製造される。フィラメントワインディング成形法は、ボビンに巻き取られた繊維束に張力をかけながら連続的に巻き出し、硬化性樹脂を含浸させた後に、繊維束をライナーに巻回して補強層を形成する成形方法である。
フィラメントワインディング成形法で作ったタンクにおいて、成形時の繊維束間の隙間が耐圧力低下の要因なる場合がある。そのため、繊維間に隙間できないように隣り合う繊維束を重ねて成形することが一般的である。しかしながら、この方法だと繊維束同士が重なった部分とそうでない部分で凹凸が生まれ、繊維束にかかる張力に差が発生し、かかる張力が低い繊維束でたるみが起こり、繊維束のアライメントが乱れる。その結果、タンクの耐圧力が低下する場合がある。
そのため、例えば特許文献1には、繊維束の重ね方を工夫して繊維束の重なりによる凹凸が生まれないように、幅方向に厚み差をつけた繊維束を準備し、前記繊維束の薄い部分同士を重ねて成形する方法が提案されている。また、特許文献2には、扁平の繊維束を四角状に変形させることにより、成形時のバンド間に隙間ができない方法が提案されている。また、特許文献3には、フィラメントワインディング成形時のバンド間の隙間を検出する方法が提案されている。
しかしながら、特許文献1のような繊維束の側面を突き合わせて隙間なく巻き付けていくことや、特許文献2のように工程内で扁平の繊維束を四角状に変形させることは、生産速度も求められる状況下においては困難なことである。また、特許文献3に記載のように、フィラメントワインディング成形時の繊維束間の隙間を検出する方法では、検出装置が必要になりタンクのコストアップが懸念される。
そこで、本発明はかかる背景に鑑み、従来行っていた繊維束を精度よく配置する作業や、繊維束間の隙間を検出する装置などを必要としない安価なタンクを提供するものである。
上記の課題を解決するため本発明のタンクは次の構成を有する。すなわち、
内殻であるライナーと、前記ライナーの外表面を覆う補強層とを有するタンクであって、前記補強層は前記ライナーの周囲に樹脂含浸済み繊維束を連続的に巻き付けることにより形成されてなり、前記補強層は前記ライナー側に配置されるフープ層とヘリカル層とから構成され、前記フープ層に巻き付けられた隣り合う前記樹脂含浸済み繊維束の間に隙間が設けられるとともに、前記ヘリカル層において隣り合う前記樹脂含浸済み繊維束の隙間なく巻き付けられた箇所が少なくとも1ヶ所存在し、前記タンクを構成する前記樹脂靭性値が1.0MPa・m0.5以上であるタンク、である。
内殻であるライナーと、前記ライナーの外表面を覆う補強層とを有するタンクであって、前記補強層は前記ライナーの周囲に樹脂含浸済み繊維束を連続的に巻き付けることにより形成されてなり、前記補強層は前記ライナー側に配置されるフープ層とヘリカル層とから構成され、前記フープ層に巻き付けられた隣り合う前記樹脂含浸済み繊維束の間に隙間が設けられるとともに、前記ヘリカル層において隣り合う前記樹脂含浸済み繊維束の隙間なく巻き付けられた箇所が少なくとも1ヶ所存在し、前記タンクを構成する前記樹脂靭性値が1.0MPa・m0.5以上であるタンク、である。
本発明のタンクは、前記隙間が前記ライナーと接触する前記フープ層にのみ設けられていることが好ましい。
本発明のタンクは、前記ライナーの胴部表面積に対する、前記フープ層に巻き付けられた隣り合う樹脂含浸済み繊維束の間に設けられた隙間から露出する面積の総和の比率が0%より大きく50%より小さいことが好ましい。
本発明のタンクは、前記隙間の最小値をLmin(mm)、最大値をLmax(mm)、前記隙間と隣り合う樹脂含浸済み繊維束の平均幅をW(mm)とした時、0≦Lmin/W<0.5、かつ0.01<Lmax/W<0.5の関係を満たすことが好ましい。
本発明のタンクは、前記LminおよびWが、0.01<Lmin/W<0.5の関係を満たすことが好ましい。
本発明のタンクは、前記フープ層に巻き付けられた隣り合う樹脂含浸済み繊維束の間に隙間の無い箇所が1ヶ所以上存在することが好ましい。
本発明のタンクは、前記補強層に含まれる前記樹脂の重量割合が21%~30%であることが好ましい。
本発明のタンクは、前記樹脂含浸済み繊維束に含まれる樹脂粘度が25℃で10~150Pa・sであることが好ましい。
本発明により、従来行っていた樹脂含浸済み繊維束を精度よく配置する作業や、樹脂含浸済み繊維束間の隙間を検出する装置などを必要としない安価なタンクを提供することができる。
以下、本発明の実施形態について順次説明する。本実施形態は本発明を実施する一例であって、本発明は本実施例形態に限定されるものではない。
本発明に係るタンク101は、内殻であるライナー102と、ライナー102の外表面を覆う補強層103とを有するタンク101であって、補強層103はライナー102の周囲に樹脂含浸済み繊維束403を連続的に巻き付けることにより形成されてなるとともに、補強層103はライナー102側に配置されるフープ層201とヘリカル層203とから構成され、フープ層201に巻き付けられた隣り合う樹脂含浸済み繊維束の間に隙間402が設けられるとともに、ヘリカル層203において隣り合う樹脂含浸済み繊維束403の隙間なく巻き付けられた箇所が少なくとも1ヶ所存在し、タンク101を構成する樹脂靭性値が1.0MPa・m0.5以上であるタンク101である。
図1に、タンク101の断面図を示す。ライナー102は、円筒状の胴部と、胴部の両端に設けられた開口部に連設するドーム状の鏡部とを有する。タンク101は、内部に充填した気体を保持するため、ガスバリア性を有するアルミニウム、鋼鉄、樹脂などを用いることが好ましい。
補強層103は、ライナー102の周囲に樹脂含浸済み繊維束を連続的に巻き付けることにより形成されたものからなり、タンク101の耐圧力を発現することができる。
また、補強層103はライナー102側に配置されるフープ層とヘリカル層とから構成される。フープ層とヘリカル層を必要な層数、角度を組み合わせて必要な厚みになるように積層することで、必要な耐圧力を発現することができる。ここで、フープ層とヘリカル層について説明する。
フープ層201の一例を示す概略図を図2(a)に示す。フープ層201は樹脂含浸済み繊維束403をライナー102の円筒状の胴部に、前記ライナーの軸方向204に対して、80°以上110°以下の角度で巻き付けて積層したものである。図2(a)に示すような積層角度で胴部の一方の端から他方の端に樹脂含浸済繊維束を巻き付けて胴部全体を覆う成形パターンをフープ巻きとし、その単位を1層とする。フープ巻きを繰り返して必要なフープ層厚みを得る。積層したフープ層201の厚みによりタンクの円周方向202の耐圧力が決まる。
次に、ヘリカル層203の一例を示す概略図を図2(b)に示す。ヘリカル層203は樹脂含浸済み繊維束403をライナーの軸方向204に対して、0°より大きく80°より小さい、もしくは110°より大きく180°より小さい角度で巻き付けて積層したものである。積層角度で鏡部から胴部全体を覆う成形パターンをヘリカル巻きとし、その単位を1層とする。ヘリカル巻きを繰り返して必要なヘリカル層厚みを得る。積層したヘリカル層203の厚みによりタンクの軸方向204の耐圧力が決まる。
このようにフープ層201とヘリカル層203を組み合せて、図3に示すようなタンク101ができあがる。
また、本発明において、フープ層201に巻き付けられた隣り合う樹脂含浸済み繊維束の間に隙間402が設けられるとともに、ヘリカル層203において隣り合う前記樹脂含浸済み繊維束403の隙間なく巻き付けられた箇所が少なくとも1ヶ所存在することが重要である。
タンク101は破壊時の安全性を担保するために、KHKS0121(2016)に記載の通り破壊の起点は胴部であることが要求されることがある。この要求を実現するために、気体充填時に補強層103に発生する圧力について、タンクの円周方向202の圧力がタンクの軸方向204の圧力より高くなるように補強層103の厚みを設計し、破壊の起点が胴部になるようにしていることが一般的である。
そのため、フープ層201の樹脂含浸済み繊維束403が一様に巻回されていない、すなわち、アライメントが乱れていると、樹脂含浸済み繊維束403の強度発現が不十分になり、設計どおり胴部で破壊しない場合がある。特に、ライナー102に巻き付けていく樹脂含浸済み繊維束403が重なりあうと、樹脂含浸済み繊維束403が重なった部分とそうでない部分とに張力差が生まれ、張力が低い樹脂含浸済み繊維束403がゆるんで繊維アライメントが乱れる。そのため、フープ層201に巻き付けられた隣り合う樹脂含浸済み繊維束の間に隙間402を設けることが重要である。このような構成としなければ、樹脂含浸済み繊維束403の重なりを無くすることができず、樹脂含浸済み繊維束403に張力差が生まれ繊維アライメントを整えることができない。
さらに、ヘリカル層203において、隣り合う樹脂含浸済み繊維束403の隙間なく巻き付けられた箇所が少なくとも1ヶ所存在することが重要である。ヘリカル層203内に隙間を設けることは繊維アライメントを整える役割があるものの、隙間が多くなると連結した隙間が大きな欠陥として存在し、欠陥が起点になりタンク101の耐圧力が低下する。気体充填時において、ヘリカル層203に作用する圧力はフープ層201に比べて低いため、ヘリカル層203の繊維アライメントが乱れてもタンク101が破壊に至ることは無いため、ヘリカル層203内に隣り合う樹脂含浸済み繊維束の隙間なく巻き付けられた箇所が少なくとも1ヶ所存在させることが重要である。この構成としなければ補強層103内全体に隙間が連結することを止めることができない。
さらに、タンク101を構成する樹脂靭性値は1.0MPa・m0.5以上であることが重要である。樹脂靭性値は1.4MPa・m0.5以上であるのが好ましい。樹脂靭性値が1.0MPa・m0.5より小さいと樹脂含浸済み繊維束403の間の隙間が破壊の起点となりタンク101の耐圧力が低下する。なお、樹脂靭性値の好ましい上限は3.0MPa・m0.5であり、2.6MPa・m0.5がより好ましい。樹脂靭性値の上限が上記好ましい範囲であると、圧力がかかった時に発生するクラックの伝播が抑えられ、タンク101に必要な耐圧性を確保することが容易となる。
また、本発明において、樹脂含浸済み繊維束の間の隙間402がライナー102と接触するフープ層201にのみ設けられていることが好ましい。気体充填時にタンク補強層103に発生する圧力は外層に比べて内層が高く、ライナー102と接触する層に最も大きな圧力がかかる。そのため、破壊の起点になる、ライナー102との接触面にフープ層201を配置することが好ましい。なお、最内層に設けたフープ層201の上に設置したヘリカル層203よりも外層側の補強層は、フープ層201・ヘリカル層203ともに樹脂含浸済み繊維束403間に隙間を設ける必要はない。これは、最内層に比べて外層側の補強層にかかる圧力が低いので、樹脂含浸済み繊維束403のアライメント乱れが耐圧力に与える影響が低いためである。
また、本発明において、内殻であるライナー102の胴部表面積に対する、前記フープ層201に巻き付けられた隣り合う樹脂含浸済み繊維束403の間に設けられた隙間から露出する面積(以下、「繊維束間の隙間面積」ということがある)の総和の比率が、0%より大きく50%より小さくなるように存在していることが好ましい。前記比率が0.01%より大きく、45%より小さいことがより好ましい。上記比率が上記好ましい範囲であると、フープ層201に隙間を確保することができる一方、フープ層201の隙間が大きな欠陥になり難く、耐圧力の低下を有効に防止できる。
ここで、図4を用いて繊維束間の隙間面積と内殻であるライナー102の胴部面積の測定方法を説明する。ライナー102はタンク直胴部と曲面との境目の線であるタンジェントライン401の内側にある円筒状の胴部と前記胴部の両端に設けられた開口部に連設するドーム状の鏡部とから構成されている。ライナー102の胴部面積はタンジェントライン401の内側の円筒状の胴部面積であり、樹脂含浸済み繊維束の間の隙間402の面積は前記胴部面積から樹脂含浸済み繊維束403の巻き付け面積を引いたものである。前記これら面積はライナー102に樹脂含浸済み繊維束403を巻き付けている時にフィラメントワインディング成形機を一時停止して測定することができる。ライナー102の外観画像を取得した後、画像ソフトやメジャーを使用して繊維束間の隙間面積と内殻であるライナーの胴部面積を算出する。画像で面積を算出する場合、色調差などのアルゴリズムを使用した自動プログラムでも良いし、目視で画像をトリミングしても良い。また、一つの画像でライナー102全体が写っている必要は無く、複数の画像を連結しても良い。なお、成形中に樹脂含浸済み繊維束の間の隙間402の測定ができない場合、硬化後のタンクを分解して樹脂含浸済み繊維束403の幅と樹脂含浸済み繊維束の間の隙間402を測定してもよい。具体的には、タンク101をタンクの軸方向204に切断してライナー102と補強層103を分離させた後に、ライナー102側から補強層103の画像を取得し、繊維束間の隙間面積と内殻であるライナー102の胴部面積を算出する。なお、補強層103の形態が保持されるのであれば、層間に力を加えたり、熱を加えて樹脂を焼き飛ばしたりして補強層103を分離してもよい。
また、本発明において、補強層103に設けた樹脂含浸済み繊維束の間の隙間402の最小値をLmin(mm)、同樹脂含浸済み繊維束の間の隙間402の最大値をLmax(mm)、前記樹脂含浸済み繊維束の間の隙間402と隣り合う樹脂含浸済み繊維束403の平均幅をW(mm)とした時、0≦Lmin/W<0.5、かつ0.01<Lmax/W<0.5の関係を満たすことが好ましい。Lmin/WとLmax/Wが上記好ましい下限を満たす場合、巻き付けた樹脂含浸済み繊維束403のゆるみによる糸幅変動や硬化中の樹脂染み出しによる樹脂含浸済み繊維束403の位置移動によっても、樹脂含浸済み繊維束403が重なる場所ができ難く、安定して樹脂含浸済み繊維束の間の隙間402が形成される。また、Lmin/WとLmax/Wが上記好ましい上限を満たす場合、樹脂含浸済み繊維束の間の隙間402が大きな欠陥になり難く、耐圧力が低下するのを有効に防止できる。Lmin/Wの下限は0.01より大であるのがより好ましく、0.05より大であるのがさらに好ましい。Lmax/Wの下限は0.05より大であるのがより好ましく、0.06より大であるのがさらに好ましい。Lmin/Wの上限は0.45より小さいのがより好ましく、0.4より小さいのがさらに好ましい。Lmax/Wの上限は0.45より小さいのがより好ましく、0.4より小さいのがさらに好ましい。
ここで、図5を用いて樹脂含浸済み繊維束の間の隙間402と樹脂含浸済み繊維束403の幅の測定方法について説明する。樹脂含浸済み繊維束の間の隙間402と樹脂含浸済み繊維束403の幅は、ライナー102に樹脂含浸済み繊維束403を巻き付けている時にフィラメントワインディング成形機を一時停止して測定することができる。目視で、樹脂含浸済み繊維束の間の隙間の最大のもの(以下、「最大の隙間」ということがある)601を見つけて、隙間を計測する。隙間が測定できる限り、ノギスやレーザー計など方法に制限はない。見つけた最大の隙間を起点にしながらライナーの軸方向204に沿って樹脂含浸済み繊維束の間の隙間402を観察し、前記最大の隙間601の幅をLmaxとし、前記最大の隙間601と同一軸方向204における樹脂含浸済み繊維束の間の隙間の最小のもの(以下、「最小の隙間」ということがある)603の幅をLminとする。続いて、前記最大の隙間601と隣り合う樹脂含浸済み繊維束403の幅を(2か所)測定するとともに、同様の方法で最小の隙間603と隣り合う樹脂含浸済み繊維束403の幅も測定する。それら幅の4点の測定値を平均して樹脂含浸済み繊維束403の平均幅Wとする。そして、得られたLminとLmax、Wを用いて、Lmin/WとLmax/Wを計算する。ここで、ライナーの軸方向204に沿って樹脂含浸済み繊維束間に重なり605がある場合、Lminを0と定義する。ここでLminが0の場合、樹脂含浸済み繊維束403の平均幅Wは最大隙間と隣り合う樹脂含浸済み繊維束403のみの幅(2か所)の平均値とする。さらに、最大樹脂含浸済み繊維束の隙間の両端の樹脂含浸み繊維束403に隙間が無い場合、樹脂含浸済み繊維束403の平均幅Wは無しと定義する。なお、樹脂含浸済み繊維束403の平均幅Wが無しの場合、測定した場所でのLmin/WとLmax/Wはともに値無しとする。続いて、測定の起点にした隙間からライナー円周方向202におおよそ1°回転移動した地点を起点とし、その起点からライナーの軸方向204に沿って、前述した方法でLmin/WおよびLmax/Wを測定する。この測定をライナーの円周方向202全周に対して繰り返し、得られたすべての測定値の中で、最小のLmin/Wと最大のLmax/Wを求める。なお、すべての測定場所において、樹脂含浸済み繊維束403に隙間が無い場合は、Lmin/WとLmax/Wともに0と定義する。
また、本発明において、フープ層201に設けられた樹脂含浸済み繊維束の間の隙間402に関して、隙間が無く巻き付けられた箇所が1ヶ所以上存在することが重要である。フープ層201に隙間を設けると、樹脂含浸済み繊維束403の重なりが無くなるため、樹脂含浸済み繊維束403に一様な張力がかかり繊維アライメントを整えることができるものの、圧力がかかった時に発生するクラックがタンク101全体に伝播し、低い圧力で破壊する場合がある。そのため、隙間が無く巻き付けられた箇所を1ヶ所以上存在させないと、クラックの伝搬が抑制されず、タンク101の耐圧性を向上させることができない。
また、本発明において、補強層103に含まれる前記樹脂の重量割合(=樹脂含浸済み繊維束403中のマトリックス樹脂重量/樹脂含浸済み繊維束403全体重量)は21~30%であることが好ましい。補強層103に含まれる前記樹脂の重量割合は22.5~28.5%がより好ましい。補強層103に含まれる前記樹脂の重量割合が上記好ましい範囲であると、樹脂含浸済み繊維束403内の樹脂量が十分で、樹脂含浸済み繊維束403間に設けた隙間が空隙として残り難く、耐圧力が低下するのを有効に防止できる一方、ライナーに巻き付けた際に樹脂含浸済み繊維束403が広がり難く、安定して隙間を形成することが容易となる。
また、本発明に使用する樹脂粘度は、25℃での樹脂粘度が10~150Pa・sであることが好ましい。前記樹脂粘度が上記好ましい範囲であると、ライナーに巻き付けた際に樹脂含浸済み繊維束403が広がり難く安定して隙間を形成することが容易となる一方、樹脂の含浸が容易で、樹脂含浸済み繊維束403間に設けた隙間が空隙として残り難く、耐圧力が低下するのを有効に防止できる。
ここで、本発明で使用する繊維束と樹脂について説明する。
本発明において用いられる繊維束を構成する繊維としては、ガラス繊維、炭素繊維、黒鉛繊維、アラミド繊維、ボロン繊維、アルミナ繊維および炭化ケイ素繊維等が挙げられる。これらの強化繊維を2種以上混合して用いることも可能である。より高強度の成形品を得るために、繊維束に炭素繊維を用いることが好ましい態様である。
本発明においては、用途に応じてあらゆる種類の炭素繊維を用いることが可能であるが、高強度を有する成形品を得られることからJIS R 7601(1986)に記載の方法によるストランド引張試験における引張弾性率が3~8GPaの炭素繊維が好ましく用いられる。
また本発明で用いられる樹脂としては、液状の樹脂が好ましく用いられる。具体的には、タンクに必要な耐熱性や耐環境性能を得るために、エポキシ樹脂と、硬化剤とを含むエポキシ樹脂組成物であることが好ましい。また、硬化時間を短縮させるために、硬化触媒を適宜加えることも可能である。
本発明で用いられるフィラメントワインディング成形装置の一例を図6に示す。図6は、本発明のタンクの製造方法における成形フローの一例の全体構成を説明する概略図である。
成形フロー701は、主として、ボビン702から繊維束703の送出工程を担うクリールローラ704と、繊維束703に樹脂を含浸させる樹脂含浸工程を担う樹脂含浸ローラ705と樹脂含浸槽706とガイドローラ707を含む樹脂含浸部、樹脂を含浸させた繊維束703を巻き付ける巻付工程を担うフィードアイ708、ライナー102および成形装置とライナー102を接続する固定軸709が、この順で配置されていることを示している。なお、図7では1本のボビン702のみを図示しているが、これに限定されるものではなく、複数のボビン702を配置することができる。
ボビン702として、あらかじめ別工程で樹脂を含浸させたトウプレグを使用してもよい。トウプレグを使用する場合は、樹脂含浸工程を省くことができる。
本発明で製造されるタンクは、水素ガス自動車や天然ガス自動車に限らず、船舶と航空機等、および、地上に固定されて使用される据え置き型や病院や消防士が使用する空気呼吸器等に好適に用いられる。また、このタンクで保管される物質としては、窒素、酸素、アルゴン、液化石油ガスおよび水素等の気体であってもよいし、前記物質を液化したもの等が挙げられる。
<タンクに使用する樹脂の破壊靭性値の評価方法>
タンクに使用する硬化前の樹脂を真空中で脱泡した後、6mm厚の“テフロン(登録商標)”製スペーサーにより厚み6mmになるように設定したモールド中で、実施例および比較例に記載の時間と温度で硬化させ、厚さ6mmの樹脂硬化板を得た。得られた樹脂硬化板を、ASTM D5045-99に記載の試験片形状に加工を行った後、ASTM D5045-99に従ってSENB試験を実施した。この際、サンプル数n=16とし、その平均値を破壊靭性値として採用した。
タンクに使用する硬化前の樹脂を真空中で脱泡した後、6mm厚の“テフロン(登録商標)”製スペーサーにより厚み6mmになるように設定したモールド中で、実施例および比較例に記載の時間と温度で硬化させ、厚さ6mmの樹脂硬化板を得た。得られた樹脂硬化板を、ASTM D5045-99に記載の試験片形状に加工を行った後、ASTM D5045-99に従ってSENB試験を実施した。この際、サンプル数n=16とし、その平均値を破壊靭性値として採用した。
<タンクに使用する樹脂粘度の評価方法>
タンクに使用する硬化前の樹脂の粘度を、JIS Z8803(2011)における「円すい-平板形回転粘度計における粘度測定方法」に従い、標準コーンローター(1°34’×R24)を装着したE型粘度計(東機産業(株)製 TVE-22HT)を使用して、25℃で設定した状態で、回転速度5回転/分で測定した粘度の、5回の平均値を採用した。
タンクに使用する硬化前の樹脂の粘度を、JIS Z8803(2011)における「円すい-平板形回転粘度計における粘度測定方法」に従い、標準コーンローター(1°34’×R24)を装着したE型粘度計(東機産業(株)製 TVE-22HT)を使用して、25℃で設定した状態で、回転速度5回転/分で測定した粘度の、5回の平均値を採用した。
<トウプレグの作製方法>
クリール、キスロール、ニップロール、ワインダーを備えたトウプレグ製造装置を用いて、炭素繊維“トレカ”(登録商標)の片面に、25℃の温度に調整した樹脂組成物を塗工した後、ニップロールを通過させることで前記樹脂組成物を繊維束内部まで含浸してトウプレグを得た。トウプレグのボビンは、初期張力を600~1000gf、ワインド比を6~10として、巻き幅が230~260mmの円筒型となるよう、2300mを紙管に巻き取った。
クリール、キスロール、ニップロール、ワインダーを備えたトウプレグ製造装置を用いて、炭素繊維“トレカ”(登録商標)の片面に、25℃の温度に調整した樹脂組成物を塗工した後、ニップロールを通過させることで前記樹脂組成物を繊維束内部まで含浸してトウプレグを得た。トウプレグのボビンは、初期張力を600~1000gf、ワインド比を6~10として、巻き幅が230~260mmの円筒型となるよう、2300mを紙管に巻き取った。
<繊維束間の隙間面積と内殻であるライナーの胴部面積の測定方法>
成形中にフィラメントワインディング成形機を一時停止した後に、カメラ(IXY650、Canon製)で樹脂含浸済み繊維束を巻き付けたライナーの写真を取得する。この作業を、ライナーを90°、180°、270°と円周方向に回転させる毎に実施し、写真を取得する。取得した画像を画像処理ソフトImageJ(http://imagej.nih.gov/ij/)で読み込み、目視で樹脂含浸済み繊維束部分を判別しながら同ソフトのpolygonとMeasureを使い面積を算出する。続いて、同様の方法で画像からライナーの胴部面積を算出する。その後、ライナー胴部面積から樹脂含浸済み繊維束面積を引いて繊維束間の隙間面積を計算する。同様の処理を行い、取得した残りの画像から繊維束間の隙間面積とライナーの胴部面積を算出する。最後に、算出した面積を平均して取得した残りの画像から繊維束間の隙間面積とライナーの胴部面積とした。
成形中にフィラメントワインディング成形機を一時停止した後に、カメラ(IXY650、Canon製)で樹脂含浸済み繊維束を巻き付けたライナーの写真を取得する。この作業を、ライナーを90°、180°、270°と円周方向に回転させる毎に実施し、写真を取得する。取得した画像を画像処理ソフトImageJ(http://imagej.nih.gov/ij/)で読み込み、目視で樹脂含浸済み繊維束部分を判別しながら同ソフトのpolygonとMeasureを使い面積を算出する。続いて、同様の方法で画像からライナーの胴部面積を算出する。その後、ライナー胴部面積から樹脂含浸済み繊維束面積を引いて繊維束間の隙間面積を計算する。同様の処理を行い、取得した残りの画像から繊維束間の隙間面積とライナーの胴部面積を算出する。最後に、算出した面積を平均して取得した残りの画像から繊維束間の隙間面積とライナーの胴部面積とした。
<樹脂含浸済み繊維束の間の隙間の最小値Lmin、同隙間の最大値Lmax、前記隙間と隣り合う樹脂含浸済み繊維束の平均幅Wの算出>
成形中にフィラメントワインディング成形機を一時停止した後に、目視で最大個所を見つけ出し、ノギス(ポケットノギス100mm、シンワ測定製)で前記箇所の幅を測定する。その隙間を起点にしながらライナーの軸方向に沿って樹脂含浸済み繊維束の隙間を観察し、樹脂含浸済み繊維束の間の隙間の最大値(Lmax)と、樹脂含浸済み繊維束の間の隙間の最小値(Lmin)を測定した。続いて、そして、Lmaxと隣り合う樹脂含浸済み繊維束の幅(2か所)を測定するとともに、同様の方法でLminと隣り合う樹脂含浸済み繊維束の幅も測定する。それら幅の4点の測定値を平均して樹脂含浸済み繊維束の平均幅Wとする。ただし、測定箇所に繊維束の間の隙間の最小値(Lmin)がない場合はその隙間を0とし、また、樹脂含浸済み繊維束の平均幅は最大の隙間と隣り合う樹脂含浸済み繊維束の幅(2か所)のみの平均値とする。また、樹脂含浸済み繊維束の隙間の最大値の両端の樹脂含浸済み繊維束に隙間が無い場合、樹脂含浸済み繊維束の平均幅は無しと定義する。なお、樹脂含浸済み繊維束の平均幅が無しの場合、測定した場所でのLmin/WとLmax/Wはともに値無しとし、測定結果に含めない。続いて、起点にした隙間からライナー円周方向におおよそ1°回転移動した地点を起点とし、その起点からライナーの軸方向に沿って樹脂含浸済み繊維束の隙間を観察し、樹脂含浸済み繊維束の間の隙間の最大値をLmaxとし、樹脂含浸済み繊維束の間の隙間の最小値をLminとする。そして、前述した方法で樹脂含浸済み繊維束の幅Wを測定し、Lmin/WとLmax/Wを計算する。この測定をライナー円周全体に対して繰り返し、得られた結果の中で、最大のLmax/Wと最小のLmin/Wを算出する。なお、測定範囲の全周において、樹脂含浸済み繊維束に隙間が無い場合は、Lmin/W、Lmax/Wともに0と定義する。
成形中にフィラメントワインディング成形機を一時停止した後に、目視で最大個所を見つけ出し、ノギス(ポケットノギス100mm、シンワ測定製)で前記箇所の幅を測定する。その隙間を起点にしながらライナーの軸方向に沿って樹脂含浸済み繊維束の隙間を観察し、樹脂含浸済み繊維束の間の隙間の最大値(Lmax)と、樹脂含浸済み繊維束の間の隙間の最小値(Lmin)を測定した。続いて、そして、Lmaxと隣り合う樹脂含浸済み繊維束の幅(2か所)を測定するとともに、同様の方法でLminと隣り合う樹脂含浸済み繊維束の幅も測定する。それら幅の4点の測定値を平均して樹脂含浸済み繊維束の平均幅Wとする。ただし、測定箇所に繊維束の間の隙間の最小値(Lmin)がない場合はその隙間を0とし、また、樹脂含浸済み繊維束の平均幅は最大の隙間と隣り合う樹脂含浸済み繊維束の幅(2か所)のみの平均値とする。また、樹脂含浸済み繊維束の隙間の最大値の両端の樹脂含浸済み繊維束に隙間が無い場合、樹脂含浸済み繊維束の平均幅は無しと定義する。なお、樹脂含浸済み繊維束の平均幅が無しの場合、測定した場所でのLmin/WとLmax/Wはともに値無しとし、測定結果に含めない。続いて、起点にした隙間からライナー円周方向におおよそ1°回転移動した地点を起点とし、その起点からライナーの軸方向に沿って樹脂含浸済み繊維束の隙間を観察し、樹脂含浸済み繊維束の間の隙間の最大値をLmaxとし、樹脂含浸済み繊維束の間の隙間の最小値をLminとする。そして、前述した方法で樹脂含浸済み繊維束の幅Wを測定し、Lmin/WとLmax/Wを計算する。この測定をライナー円周全体に対して繰り返し、得られた結果の中で、最大のLmax/Wと最小のLmin/Wを算出する。なお、測定範囲の全周において、樹脂含浸済み繊維束に隙間が無い場合は、Lmin/W、Lmax/Wともに0と定義する。
<強度利用率の計算方法>
KHKS0121(2005)に記載の方法で、タンク中に水圧を付与して破裂試験を行い、破裂時の圧力を計測した。MIL-HDBK-17-3F Volume 3 of 5 17 HUNE 2002 5.3.5.3.1(e)式に従い、タンクの強度を計算(以下、計算強度)し、次の計算式によりタンクの強度利用率を算出した。
KHKS0121(2005)に記載の方法で、タンク中に水圧を付与して破裂試験を行い、破裂時の圧力を計測した。MIL-HDBK-17-3F Volume 3 of 5 17 HUNE 2002 5.3.5.3.1(e)式に従い、タンクの強度を計算(以下、計算強度)し、次の計算式によりタンクの強度利用率を算出した。
強度利用率(%)=(破裂時の圧力/計算強度)×100
以下、本発明を実施例により詳細に説明する。
(実施例1)
“jER(登録商標)”828を88質量部、“デコナール(登録商標)”EX821を12質量部、末端カルボキシ変性アクリルゴムとして、“Hypro(登録商標)”1300×8を4質量部、“カネエース(登録商標)”MX125を17質量部、ジシアンジアミドとしてDICY7Tを7.4質量部、芳香族ウレア化合物としてDCMU99を2.7質量部,攪拌・混合して樹脂組成物を得た。
以下、本発明を実施例により詳細に説明する。
(実施例1)
“jER(登録商標)”828を88質量部、“デコナール(登録商標)”EX821を12質量部、末端カルボキシ変性アクリルゴムとして、“Hypro(登録商標)”1300×8を4質量部、“カネエース(登録商標)”MX125を17質量部、ジシアンジアミドとしてDICY7Tを7.4質量部、芳香族ウレア化合物としてDCMU99を2.7質量部,攪拌・混合して樹脂組成物を得た。
この樹脂組成物について、「タンクに使用する樹脂の破壊靭性値の評価方法」に従い、破壊靭性値を評価したところ2.1MPa・m0.5であった。この樹脂組成物と炭素繊維“トレカ(登録商標)”T910SC-36K-50Cを用いて樹脂含有量が24%のトウプレグを作成した。なお、使用した炭素繊維のストランド強度は6200MPaであった。フィラメントワインディング成形装置に、外径160mmの7.5Lのアルミニウム製ライナーを設置し、前記トウプレグをライナー全体に巻きつけた。第1層として、ライナーの軸方向に対して89°、91°をなすフープ層を厚み0.79mm巻き付けた。この時、隣り合うトウプレグが重ならないように配置することにより、第一層に周期的な隙間を設けた。この時、Lmin/WとLmax/Wを「樹脂含浸済み繊維束間隙間の最小値Lmin、同隙間の最大値Lmax、前記隙間と隣り合う樹脂含浸済み繊維束の平均幅Wの算出」に従い算出したところ、Lmin/Wが0.1、Lmax/Wが0.44であった。第2層として、ライナーの軸方向に対して18°、162°をなすヘリカル層を厚み1.07mm巻き付けた。さらに、第3層として、ライナーの軸方向に対して89°、91°をなすフープ層を0.52mm巻き付け、中間体を得た。前記中間体を硬化炉中で回転させながら、150℃、2時間で硬化させてタンクを得た。
得られたタンクの強度利用率を「強度利用率の計算方法」に従い算出した。強度利用率は98.3%、破裂圧力は71.5MPa、計算強度は72.7MPaであった。
(実施例2)
“jER(登録商標)”828を21質量部、“jER(登録商標)”806を67質量部、“エポトート(登録商標)”YDF-2001を5質量部、キシレンジアミン型エポキシ樹脂としてTETRAD-Xを7質量部、“カネエース(登録商標)”MX-125を7質量部、ジシアンジアミドとしてDICY7Tを5質量部、芳香族ウレア化合物としてDCMU99を4質量部、攪拌・混合して樹脂組成物を得た。
“jER(登録商標)”828を21質量部、“jER(登録商標)”806を67質量部、“エポトート(登録商標)”YDF-2001を5質量部、キシレンジアミン型エポキシ樹脂としてTETRAD-Xを7質量部、“カネエース(登録商標)”MX-125を7質量部、ジシアンジアミドとしてDICY7Tを5質量部、芳香族ウレア化合物としてDCMU99を4質量部、攪拌・混合して樹脂組成物を得た。
この樹脂組成物について、「タンクに使用する樹脂の破壊靭性値の評価方法」に従い、破壊靭性値を評価したところ1.6MPa・m0.5であった。この樹脂組成物と炭素繊維“トレカ(登録商標)”T720SC-36K-50Cを用いて樹脂含有量が24%のトウプレグを作成した。なお、使用した炭素繊維のストランド強度は5800MPaであった。フィラメントワインディング成形装置に、外径160mmの7.5Lのアルミニウム製ライナーを設置し、前記トウプレグをライナー全体に巻きつけた。第1層として、ライナーの軸方向に対して89°、91°をなすフープ層を厚み0.79mm巻き付けた。この時、Lmin/WとLmax/Wを「樹脂含浸済み繊維束間隙間の最小値Lmin、同隙間の最大値Lmax、前記隙間と隣り合う樹脂含浸済み繊維束の平均幅Wの算出」に従い算出したところ、Lmin/Wが0.19、Lmax/Wが0.45であった。第2層として、ライナーの軸方向に対して18°、162°をなすヘリカル層を厚み1.07mm巻き付けた。さらに、第3層として、ライナーの軸方向に対して89°、91°をなすフープ層を0.52mm巻き付け、中間体を得た。前記中間体を硬化炉中で回転させながら、110℃、10時間で硬化させてタンクを得た。
得られたタンクの強度利用率を「強度利用率の計算方法」に従い算出した。強度利用率は108.5%、破裂圧力は73.8MPa、計算強度は68.0MPaであった。
(実施例3)
第1層のフープ層の樹脂含浸済み繊維束を0.5mmずつ隙間を開けて成形した以外は実施例1と同じ方法でタンクを作製した。この時、樹脂含浸済み繊維束の幅ばらつきにより、第1層のフープ層内に、繊維束が重なっている“隙間がない箇所”が5か所できた。この時、Lmin/WとLmax/Wを「樹脂含浸済み繊維束の間の隙間の最小値Lmin、同隙間の最大値Lmax、前記隙間と隣り合う樹脂含浸済み繊維束の平均幅Wの算出」に従い算出したところ、Lmin/Wが0、Lmax/Wが0.1であった。
第1層のフープ層の樹脂含浸済み繊維束を0.5mmずつ隙間を開けて成形した以外は実施例1と同じ方法でタンクを作製した。この時、樹脂含浸済み繊維束の幅ばらつきにより、第1層のフープ層内に、繊維束が重なっている“隙間がない箇所”が5か所できた。この時、Lmin/WとLmax/Wを「樹脂含浸済み繊維束の間の隙間の最小値Lmin、同隙間の最大値Lmax、前記隙間と隣り合う樹脂含浸済み繊維束の平均幅Wの算出」に従い算出したところ、Lmin/Wが0、Lmax/Wが0.1であった。
続いて、得られたタンクの強度利用率を「強度利用率の計算方法」に従い算出した。強度利用率は102.1%、破裂圧力は74.2MPa、計算強度は72.7MPaであった。
(比較例1)
第1層のフープ層の樹脂含浸済み繊維束を2.5mmずつ重ねて成形した以外は実施例1と同じ方法でタンクを作製した。この時、第1層のフープ層内に隙間が無かったので「樹脂含浸済み繊維束の間の隙間の最小値Lmin、同隙間の最大値Lmax、前記隙間と隣り合う樹脂含浸済み繊維束の平均幅Wの算出」の定義に従い、Lmin/W、Lmax/Wともに0とした。
第1層のフープ層の樹脂含浸済み繊維束を2.5mmずつ重ねて成形した以外は実施例1と同じ方法でタンクを作製した。この時、第1層のフープ層内に隙間が無かったので「樹脂含浸済み繊維束の間の隙間の最小値Lmin、同隙間の最大値Lmax、前記隙間と隣り合う樹脂含浸済み繊維束の平均幅Wの算出」の定義に従い、Lmin/W、Lmax/Wともに0とした。
得られたタンクの強度利用率を「強度利用率の計算方法」に従い算出した。強度利用率は90.6%、破裂圧力は65.9MPa、計算強度は72.7MPaであり、樹脂含浸済み繊維束の重なりがあると強度利用率が下がる結果となった。
(比較例2)
“jER(登録商標)”828を75質量部、GAN(日本火薬工業製)を40質量部、硬化剤としてDICY7T(三菱ケミカル製)を8質量部、硬化助剤としてDCMUを2質量部、攪拌・混合して樹脂組成物を得た。
“jER(登録商標)”828を75質量部、GAN(日本火薬工業製)を40質量部、硬化剤としてDICY7T(三菱ケミカル製)を8質量部、硬化助剤としてDCMUを2質量部、攪拌・混合して樹脂組成物を得た。
この樹脂組成物について、「タンクに使用する樹脂の破壊靭性値の評価方法」に従い、破壊靭性値を評価したところ0.72MPa・m0.5であった。この樹脂組成物と炭素繊維“トレカ(登録商標)”T720SC-36K-50Cを用いて樹脂含有量が24%のトウプレグを作成した。なお、使用した炭素繊維のストランド強度は5800MPaであった。フィラメントワインディング成形装置に、外径160mmの7.5Lのアルミニウム製ライナーを設置し、前記トウプレグをライナー全体に巻きつけた。第1層として、ライナーの軸方向に対して89°、91°をなすフープ層を厚み0.79mm巻き付けた。この時、Lmin/WとLmax/Wを「樹脂含浸済み繊維束の間の隙間の最小値Lmin、同隙間の最大値Lmax、前記隙間と隣り合う樹脂含浸済み繊維束の平均幅Wの算出」に従い算出したところ、Lmin/Wが0.09、Lmax/Wが0.32であった。第2層として、ライナーの軸方向に対して18°、162°をなすヘリカル層を厚み1.07mm巻き付けた。さらに、第3層として、ライナーの軸方向に対して89°、91°をなすフープ層を0.52mm巻き付け、中間体を得た。前記中間体を硬化炉中で回転させながら、110℃、10時間で硬化させてタンクを得た。
得られたタンクの強度利用率を「強度利用率の計算方法」に従い算出した。強度利用率は79.0%、破裂圧力は53.7MPa、計算強度は68.0MPaであり、樹脂含浸済み繊維束間に隙間がある場合、破壊靭性値が低いと強度利用率が下がる結果になった。
101:タンク
102:ライナー
103:補強層
201:フープ層
202:円周方向
203:ヘリカル層
204:タンク軸方向
401:タンジェントライン
402:樹脂含浸済み繊維束の間の隙間
403:樹脂含浸済み繊維束
601:樹脂含浸済み繊維束の間の隙間の最大のもの
602:ライナー軸方向
603:601と同一軸方向における樹脂含浸済み繊維束の間の隙間の最小のもの
604:ライナー円周方向
605:樹脂含浸済み繊維束の重なり
701:成形フロー
702:ボビン
703:繊維束
704:クリールローラ
705:樹脂含浸ローラ
706:樹脂含浸槽
707:ガイドローラ
708:フィードアイ
709:固定軸
102:ライナー
103:補強層
201:フープ層
202:円周方向
203:ヘリカル層
204:タンク軸方向
401:タンジェントライン
402:樹脂含浸済み繊維束の間の隙間
403:樹脂含浸済み繊維束
601:樹脂含浸済み繊維束の間の隙間の最大のもの
602:ライナー軸方向
603:601と同一軸方向における樹脂含浸済み繊維束の間の隙間の最小のもの
604:ライナー円周方向
605:樹脂含浸済み繊維束の重なり
701:成形フロー
702:ボビン
703:繊維束
704:クリールローラ
705:樹脂含浸ローラ
706:樹脂含浸槽
707:ガイドローラ
708:フィードアイ
709:固定軸
Claims (8)
- 内殻であるライナーと、前記ライナーの外表面を覆う補強層とを有するタンクであって、前記補強層は前記ライナーの周囲に樹脂含浸済み繊維束を連続的に巻き付けることにより形成されてなり、前記補強層は前記ライナー側に配置されるフープ層とヘリカル層とから構成され、前記フープ層に巻き付けられた隣り合う前記樹脂含浸済み繊維束の間に隙間が設けられるとともに、前記ヘリカル層において隣り合う前記樹脂含浸済み繊維束の隙間なく巻き付けられた箇所が少なくとも1ヶ所存在し、前記タンクを構成する前記樹脂靭性値が1.0MPa・m0.5以上であるタンク。
- 前記隙間が前記ライナーと接触する前記フープ層にのみ設けられている請求項1に記載のタンク。
- 前記ライナーの胴部表面積に対する、前記フープ層に巻き付けられた隣り合う樹脂含浸済み繊維束の間に設けられた隙間から露出する面積の総和の比率が0%より大きく50%より小さい請求項1または2に記載のタンク。
- 前記隙間の最小値をLmin(mm)、最大値をLmax(mm)、前記隙間と隣り合う樹脂含浸済み繊維束の平均幅をW(mm)とした時、0≦Lmin/W<0.5、かつ0.01<Lmax/W<0.5の関係を満たす請求項1から3のいずれかに記載のタンク。
- 前記LminおよびWが、0.01<Lmin/W<0.5の関係を満たす請求項4に記載のタンク。
- 前記フープ層に巻き付けられた隣り合う樹脂含浸済み繊維束の間に隙間の無い箇所が1ヶ所以上存在する請求項1から3のいずれかに記載のタンク。
- 前記補強層に含まれる前記樹脂の重量割合が21%~30%である請求項1から6のいずれかに記載のタンク。
- 前記樹脂含浸済み繊維束に含まれる樹脂粘度が25℃で10~150Pa・sである請求項1から7のいずれかに記載のタンク。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/911,984 US12085228B2 (en) | 2020-03-26 | 2021-03-15 | Tank |
| EP21774637.9A EP4130519A4 (en) | 2020-03-26 | 2021-03-15 | TANK |
| KR1020227031096A KR20220159364A (ko) | 2020-03-26 | 2021-03-15 | 탱크 |
| JP2021518810A JPWO2021193180A1 (ja) | 2020-03-26 | 2021-03-15 | |
| CN202180020876.0A CN115279576B (zh) | 2020-03-26 | 2021-03-15 | 罐 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-055302 | 2020-03-26 | ||
| JP2020055302 | 2020-03-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021193180A1 true WO2021193180A1 (ja) | 2021-09-30 |
Family
ID=77891898
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/010286 WO2021193180A1 (ja) | 2020-03-26 | 2021-03-15 | タンク |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US12085228B2 (ja) |
| EP (1) | EP4130519A4 (ja) |
| JP (1) | JPWO2021193180A1 (ja) |
| KR (1) | KR20220159364A (ja) |
| CN (1) | CN115279576B (ja) |
| TW (1) | TW202202761A (ja) |
| WO (1) | WO2021193180A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20200347992A1 (en) * | 2019-05-02 | 2020-11-05 | Agility Fuel Systems Llc | Polymeric liner based gas cylinder with reduced permeability |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09280496A (ja) * | 1996-04-18 | 1997-10-31 | Toray Ind Inc | 圧力容器及びその製造方法 |
| JP2012140997A (ja) | 2010-12-28 | 2012-07-26 | Toyota Motor Corp | 圧力容器の製造方法 |
| JP2012197414A (ja) * | 2010-09-28 | 2012-10-18 | Toray Ind Inc | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP2015209887A (ja) | 2014-04-25 | 2015-11-24 | 八千代工業株式会社 | 圧力容器及びフィラメントワインディング方法 |
| JP2017007104A (ja) | 2015-06-16 | 2017-01-12 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009174700A (ja) * | 2007-06-14 | 2009-08-06 | Toyota Motor Corp | ガスタンク |
| WO2012043453A1 (ja) | 2010-09-28 | 2012-04-05 | 東レ株式会社 | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP6254564B2 (ja) * | 2015-11-18 | 2017-12-27 | トヨタ自動車株式会社 | タンクの製造方法およびタンク |
| EP3388474B1 (en) * | 2015-12-10 | 2019-10-30 | Mitsubishi Chemical Corporation | Tow prepreg, composite material-reinforced pressure vessel, and method of producing composite material-reinforced pressure vessel |
| JP2017115938A (ja) * | 2015-12-22 | 2017-06-29 | ニッタ株式会社 | 高圧容器および高圧容器の製造方法 |
| WO2018096905A1 (ja) * | 2016-11-24 | 2018-05-31 | 東レ株式会社 | 圧力容器の製造方法 |
| JP6586965B2 (ja) * | 2017-01-16 | 2019-10-09 | トヨタ自動車株式会社 | タンクの製造方法 |
| JP6813194B2 (ja) * | 2017-01-20 | 2021-01-13 | サムテック株式会社 | フィラメントワインディング法及びそれを用いるためのフィラメントワインディング装置 |
| JP6652087B2 (ja) * | 2017-02-10 | 2020-02-19 | トヨタ自動車株式会社 | ガスタンクおよびその製造方法 |
| JP6790997B2 (ja) * | 2017-04-28 | 2020-11-25 | トヨタ自動車株式会社 | 高圧タンクの製造方法 |
| JP6834900B2 (ja) * | 2017-10-20 | 2021-02-24 | トヨタ自動車株式会社 | 高圧タンクの製造方法 |
| JP2020034121A (ja) * | 2018-08-31 | 2020-03-05 | トヨタ自動車株式会社 | タンクの製造方法 |
| JP7078905B2 (ja) * | 2019-01-16 | 2022-06-01 | トヨタ自動車株式会社 | 高圧タンクの製造方法 |
-
2021
- 2021-03-15 CN CN202180020876.0A patent/CN115279576B/zh active Active
- 2021-03-15 EP EP21774637.9A patent/EP4130519A4/en active Pending
- 2021-03-15 KR KR1020227031096A patent/KR20220159364A/ko unknown
- 2021-03-15 WO PCT/JP2021/010286 patent/WO2021193180A1/ja unknown
- 2021-03-15 JP JP2021518810A patent/JPWO2021193180A1/ja active Pending
- 2021-03-15 US US17/911,984 patent/US12085228B2/en active Active
- 2021-03-22 TW TW110110162A patent/TW202202761A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09280496A (ja) * | 1996-04-18 | 1997-10-31 | Toray Ind Inc | 圧力容器及びその製造方法 |
| JP2012197414A (ja) * | 2010-09-28 | 2012-10-18 | Toray Ind Inc | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP2012140997A (ja) | 2010-12-28 | 2012-07-26 | Toyota Motor Corp | 圧力容器の製造方法 |
| JP2015209887A (ja) | 2014-04-25 | 2015-11-24 | 八千代工業株式会社 | 圧力容器及びフィラメントワインディング方法 |
| JP2017007104A (ja) | 2015-06-16 | 2017-01-12 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4130519A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202202761A (zh) | 2022-01-16 |
| CN115279576A (zh) | 2022-11-01 |
| JPWO2021193180A1 (ja) | 2021-09-30 |
| US20230134272A1 (en) | 2023-05-04 |
| CN115279576B (zh) | 2024-07-12 |
| US12085228B2 (en) | 2024-09-10 |
| EP4130519A1 (en) | 2023-02-08 |
| EP4130519A4 (en) | 2024-06-05 |
| KR20220159364A (ko) | 2022-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018096905A1 (ja) | 圧力容器の製造方法 | |
| JP5238577B2 (ja) | 複合容器及び複合容器の製造方法 | |
| US9939108B2 (en) | Wire wrapped pressure vessels | |
| JP6652087B2 (ja) | ガスタンクおよびその製造方法 | |
| WO2021193180A1 (ja) | タンク | |
| US20170045181A1 (en) | Pressure vessel and method for winding filament | |
| CN111438930B (zh) | 高压罐的制造方法 | |
| US20200198260A1 (en) | Pressure vessel and manufacturing method thereof | |
| JP2012184279A (ja) | トウプリプレグの製造方法およびトウプリプレグ | |
| JP2016166617A (ja) | 高圧タンク、および、高圧タンクの製造方法 | |
| JP2008296494A (ja) | 繊維強化複合材料成形システム、繊維強化複合材料成形方法及び繊維強化複合材料 | |
| KR101794469B1 (ko) | 압력 용기용 수지 조성물 및 이를 포함하는 압력 용기 | |
| JP2020142418A (ja) | 圧力容器の製造方法及び圧力容器 | |
| CN110121407A (zh) | 线材及制备线材的方法 | |
| US20040028874A1 (en) | Fiber-reinforced plastic molded body and method of manufacturing the molded body | |
| CN106891541B (zh) | 一种碳纤维缠绕耐外压管的铺层结构 | |
| US20240068618A1 (en) | High-pressure tank and manufacturing method of high-pressure tank | |
| US20240027024A1 (en) | Pressure vessel and method for producing pressure vessel | |
| JP6716778B1 (ja) | 繊維強化プラスチック製巻芯 | |
| JP2008155597A (ja) | 繊維強化複合材料成形装置 | |
| JP2020139565A (ja) | 高圧タンク | |
| JP2024033302A (ja) | 高圧タンクの製造方法 | |
| JP7563150B2 (ja) | トウプレグおよびトウプレグを用いたフィラメントワインディング成形品の製造方法 | |
| JP7493409B2 (ja) | 一般複合容器 | |
| JP2008307720A (ja) | 繊維強化複合材料方法及び繊維強化複合材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021518810 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21774637 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021774637 Country of ref document: EP Effective date: 20221026 |