WO2021182401A1 - 線状加熱による金属板の曲げ加工に用いる加熱方案の算出方法 - Google Patents
線状加熱による金属板の曲げ加工に用いる加熱方案の算出方法 Download PDFInfo
- Publication number
- WO2021182401A1 WO2021182401A1 PCT/JP2021/009013 JP2021009013W WO2021182401A1 WO 2021182401 A1 WO2021182401 A1 WO 2021182401A1 JP 2021009013 W JP2021009013 W JP 2021009013W WO 2021182401 A1 WO2021182401 A1 WO 2021182401A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heating
- target shape
- analysis result
- analysis
- heating line
- Prior art date
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 515
- 239000002184 metal Substances 0.000 title claims description 70
- 238000000034 method Methods 0.000 title claims description 60
- 238000005452 bending Methods 0.000 title claims description 32
- 238000004458 analytical method Methods 0.000 claims abstract description 279
- 238000012916 structural analysis Methods 0.000 claims abstract description 73
- 238000004364 calculation method Methods 0.000 claims abstract description 39
- 238000006073 displacement reaction Methods 0.000 claims description 83
- 238000013459 approach Methods 0.000 claims description 13
- 238000011156 evaluation Methods 0.000 description 88
- 238000004088 simulation Methods 0.000 description 15
- 229910000831 Steel Inorganic materials 0.000 description 10
- 238000012545 processing Methods 0.000 description 10
- 239000010959 steel Substances 0.000 description 10
- 230000008602 contraction Effects 0.000 description 7
- 239000007789 gas Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000004141 dimensional analysis Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 239000010953 base metal Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000000567 combustion gas Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000001052 transient effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/20—Bending sheet metal, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/22—Auxiliary equipment, e.g. positioning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/20—Design optimisation, verification or simulation
- G06F30/23—Design optimisation, verification or simulation using finite element methods [FEM] or finite difference methods [FDM]
Definitions
- the present invention relates to a method for calculating a heating plan used for bending a metal plate by linear heating.
- Linear heating is widely used in the shipbuilding field as a bending technique.
- Linear heating utilizes the thermal deformation that occurs when the surface of a steel sheet is heated with a gas burner, and is a technology that has been used for a long time in many shipyards in Japan.
- This plastic deformation can be controlled by adjusting the heat input to the steel sheet by changing the moving speed of the gas burner to be heated, the mixing ratio of the combustion gas and the inflow oxygen, the distance between the burner and the steel sheet, and the like.
- the bending process by linear heating is a processing technique for bringing a steel sheet closer to a desired curved surface shape by arranging a plurality of heating lines at appropriate positions.
- the deformation that occurs during linear heating is a complicated one in which vertical contraction / horizontal contraction, vertical bending / horizontal bending are mixed, and it depends on the amount of heat input, the moving speed of the gas burner, the heating position, etc. Bending by linear heating is one of the techniques that is difficult to automate because it is extremely difficult.
- a heating plan calculation method used to realize automation of bending by linear heating has been proposed (see, for example, Patent Document 1).
- the present invention has been made in view of such circumstances, and provides a calculation method capable of calculating a heating plan including a plurality of heating lines optimal for bringing a metal plate closer to a target shape.
- the present invention is a method for calculating a heating plan used for bending a metal plate by linear heating, and is a first heating including at least one first heating wire set at a first position of an analysis model of the metal plate.
- the first step of performing a finite element method structural analysis under the conditions and comparing this analysis result with the target shape is repeated by changing the position of the first heating line, and the analysis result of the repeated first trial is The second step of selecting at least one first heating line set in the first trial approaching the target shape as the first selective heating line, the first selective heating line, and the second position of the analysis model were set.
- a finite element method structural analysis is performed under a second heating condition including at least one second heating line, and a second trial for comparing the analysis result with the target shape is repeated by changing the position of the second heating line.
- the present invention includes three steps and a fourth step of selecting at least one second heating line set in the second trial in which the analysis result approaches the target shape among the repeated second trials as the second selective heating line.
- the heating plan includes the first and second selective heating lines, and in the first or third step, the analysis result and the target shape are divided into a plurality of blocks, and the analysis result and the target shape are combined for each block.
- a calculation method characterized by comparing.
- the calculation method of the present invention repeatedly selects the heating lines that approach the target shape from the heating lines set at various positions, a heating plan including a plurality of optimal heating lines for bringing the metal plate closer to the target shape is calculated. can do. Further, by heating the metal plate based on the calculated heating plan, it is possible to deform the metal plate into a shape close to the target shape.
- the analysis result and the target shape are divided into a plurality of blocks, and the analysis result and the target shape are compared for each block, so that the shape is complicated. Can be evaluated appropriately. Therefore, it is possible to create a heating plan having a complicated target shape. In addition, it becomes possible to create a heating plan with a small number of selective heating lines.
- (A) to (c) are explanatory views of the calculation method of one Embodiment of this invention. It is explanatory drawing of the setting method of the heating wire included in the calculation method of one Embodiment of this invention. It is explanatory drawing of the method of selecting the element on the heating wire included in the calculation method of one Embodiment of this invention. It is explanatory drawing of comparison between the analysis result included in the calculation method of one Embodiment of this invention, and a target shape. It is explanatory drawing of comparison between the analysis result included in the calculation method of one Embodiment of this invention, and a target shape. (A) to (e) are heating plans calculated in the simulation.
- (A) to (d) are the analysis results of the structural analysis based on the calculated heating plan.
- (a) is the target shape (bowl shape) used in the simulation, and (b) is the analysis result of the structural analysis based on the calculated heating plan.
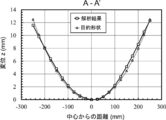
- 9 is a graph comparing the target shape and the analysis result in the broken lines AA'shown in FIGS. 9A and 9B.
- 9 is a graph comparing the target shape and the analysis result on the alternate long and short dash line BB'shown in FIGS. 9A and 9B.
- (a) is the target shape (saddle shape) used in the simulation, and (b) is the analysis result of the structural analysis based on the calculated heating plan. This is the heating plan calculated in the simulation.
- This is a heating plan (selective heating wire: 200 lines) created by structural analysis. It is the result of the structural analysis (created shape) using the prepared heating plan and the difference between the result of the structural analysis and the target shape.
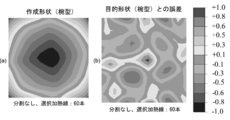
- (A) is the result (created shape) of the structural analysis using the heating plan (selective heating wire: 60 lines) created by evaluating the analysis result without dividing and performing the structural analysis
- (b) is this structure. This is the error between the analysis result and the target shape.
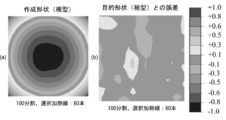
- (A) is the result (created shape) of the structural analysis using the heating plan (selective heating wire: 60 lines) created by dividing the analysis result and the target shape into 100 parts, evaluating the analysis result, and performing the structural analysis.
- (B) are errors between the result of this structural analysis and the target shape. It is a graph which showed the change of the error (Z displacement square error sum) between an analysis result and a target shape with an increase in the number of selective heating lines in a heating plan making process. It is a graph which showed the change of the error (Z displacement square error sum) between an analysis result and a target shape with an increase in the number of selective heating lines in a heating plan making process.
- the present invention is a method for calculating a heating plan used for bending a metal plate by linear heating, and is a first heating including at least one first heating wire set at a first position of an analysis model of the metal plate.
- the first step of performing a finite element method structural analysis under the conditions and comparing this analysis result with the target shape is repeated by changing the position of the first heating line, and the analysis result of the repeated first trial is The second step of selecting at least one first heating line set in the first trial approaching the target shape as the first selective heating line, the first selective heating line, and the second position of the analysis model were set.
- a finite element method structural analysis is performed under a second heating condition including at least one second heating line, and a second trial for comparing the analysis result with the target shape is repeated by changing the position of the second heating line. It includes three steps and a fourth step of selecting at least one second heating line set in the second trial in which the analysis result approaches the target shape among the repeated second trials as the second selective heating line.
- the analysis result and the target shape are divided into a plurality of blocks, and the analysis result and the target shape are compared for each block.
- the heating plan includes first and second selective heating lines, and the analysis model is a finite element model having a plurality of elements and a plurality of nodes. Further, in the first step, the analysis result is compared with the target shape using one of the curvature and displacement amount at the node, and in the third step, the analysis result is the curvature and displacement amount at the node. The other of them is used and compared with the target shape. By changing the comparison method in this way, both the calculation speed and the accuracy can be improved.
- the analysis result uses the curvature at the node. It is preferable to compare with the target shape, and when the target shape has both a positive curvature and a negative curvature, in the first and third steps, the analysis result determines the amount of displacement at the node. It is preferable to use and compare with the target shape. This makes it possible to create an excellent heating plan that can steadily bring the analysis result closer to the target shape.
- the metal plate has a front surface and a back surface.
- the first heating line is preferably set to either the front surface or the back surface
- the second heating line is set to either the front surface or the back surface. It is preferable to set to.
- at least one second heating line set in the second trial in which the analysis result approaches the target shape is selected from the repeated second trials, and the selected second heating lines are selected.
- the step is to select the second heating line set on the same surface as the surface on which the first selective heating line is set as the second selective heating line. As a result, it is possible to suppress frequent replacement of the heating surface on which the selective heating line is set, and it is possible to improve the efficiency of the bending process using the heating plan.
- the step is to select a second heating wire having a small amount as the second selective heating wire. As a result, it is possible to prevent the bending amount from becoming too large, and it is possible to reduce the number of selective heating lines included in the heating plan.
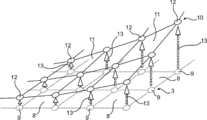
- FIG. 1 is a flowchart of a calculation method of this embodiment
- FIGS. 2 (a) to 2 (c) are explanatory views of a calculation method
- FIG. 3 is an explanatory diagram of a heating line setting method
- FIG. 4 is an explanatory diagram of a method of selecting elements on the heating line.
- the calculation method of this embodiment is the calculation method of the heating plan 6 used for bending a metal plate by linear heating.
- the finite element method structural analysis is carried out under the first heating condition including at least one first heating line 4 set at the first position of the analysis model 2 of the metal plate, and this analysis is performed.
- the first step of comparing the result 3 with the target shape 10 is repeated by changing the position of the first heating line 4, and the first trial in which the analysis result 3 approaches the target shape 10 among the repeated first trials.
- the finite element method structural analysis is carried out under the second heating condition including the two heating wires 4, and the second trial for comparing the analysis result 3 with the target shape 10 is repeated by changing the position of the second heating wire 4.
- the analysis model 2 is a finite element model having a plurality of elements 8 and a plurality of nodes 9.
- the analysis result 3 is compared with the target shape 10 using one of the curvature and displacement at the node 9, and in the third step, the analysis result 3 is the other of the curvature and displacement at the node 9. Is compared with the target shape 10.
- the heating plan 6 includes a first selective heating wire 5 and a second selective heating wire 5.
- the heating line 4 in which the analysis result 3 is closest to the target shape 10 may be selected, and the heating line 4 in which the analysis result 3 is the second or third closest to the target shape 10 may be selected. You may choose. Further, the program of the present embodiment is created so as to cause a computer to execute the calculation method of the present embodiment.
- the calculation method of the present embodiment is a method of calculating a heating plan used for bending a metal plate by linear heating using a finite element method structural analysis (FEM structural analysis).
- the heating plan is a plan for heating and bending a metal plate.
- the analysis model 2 of the metal plate is used.
- the length, width, thickness, etc. of the metal plate are set in the analysis model 2.
- the analysis model 2 of the metal plate has a front surface and a back surface. Further, the analysis model 2 is divided into a plurality of elements (mesh) 8.
- the element 8 may be, for example, a quadrangular or triangular shell, or may be a solid such as a cube, a rectangular parallelepiped, a triangular pyramid, or a triangular prism. Further, each vertex of the element 8 becomes a node 9.
- the analysis model 2 shown in FIG. 2A the analysis model 2 is divided into 20 ⁇ 20 (400) elements 8, and the elements 8 are quadrangular shells. In this case, the analysis model 2 has a grid pattern, and each intersection has a node 9.
- a model of the target shape 10 is used.
- the target shape 10 is a shape that is a target for bending a metal plate.
- the model of the target shape 10 is created by moving the node 9 so that the shape of the analysis model 2 of the metal plate becomes the target shape 10.
- the heating plan 6 can be calculated by causing a computer to execute a program created based on the flowchart shown in FIG.
- the model of the target shape 10 and the analysis model 2 are read into the computer.
- the heating line 4 is set at the first position of the analysis model 2.
- the first position can be randomly set at an arbitrary position of the analysis model 2.
- the first position may be a position included in the front surface of the analysis model 2 of the metal plate, or may be a position included in the back surface of the analysis model 2.
- the heating line 4 may be a straight line or a curved line. Moreover, you may set a plurality of heating lines 4.
- heating wires 4 can be set.
- the heating line 4 is a straight line, as shown in FIG. 3, any two nodes 9 (x 1 , y 1 ) and (x 2 , y 2 ) of the analysis model 2 are randomly selected.
- the heating line 4 can be set on a straight line connecting the two nodes 9.
- the heating line 4a shown in FIG. 2A can be set.
- the heating lines 4a to 4e can be set.
- FIGS. 2 (a) to 2 (c) do not distinguish between the heating wire 4 or the selective heating wire 5 set on the front surface of the metal plate and the heating wire 4 or the selective heating wire 5 set on the back surface of the metal plate.
- the heating lines 4a to 4v and the selective heating line 5 are set on the front surface of the metal plate and some are set on the back surface of the metal plate.
- the finite element method structural analysis is performed using the analysis model 2.
- strain is applied to the selected element 8 to obtain an analysis result 3 (analysis model deformed by structural analysis).
- the heating conditions can include the amount of heat input in addition to the position of the heating wire 4.
- the finite element method structural analysis may be an FEM thermal elasto-plastic analysis or an elastic analysis by the intrinsic strain method.
- linear heating using a gas burner may be assumed, linear heating using a laser (laser forming or the like) may be assumed, or linear heating using induction heating may be assumed.
- material physical characteristics Young's modulus, Poisson's ratio, density, etc.
- the FEM thermal elasto-plastic analysis the vertical contraction, lateral contraction, angular deformation, and vertical contraction of the element 8 selected with respect to the heating conditions (the position of the set heating wire 4 (including the heating surface) and the amount of heat input (J / mm)). Calculate the amount of intrinsic strain of the four components of bending.
- the thermal and deformation histories are sequentially reproduced and the deformation analysis is performed, so that the transient situation can be analyzed.
- the deformation of the metal plate (analysis model 2) due to linear heating is caused by the intrinsic deformation. If this intrinsic deformation is known, the deformation of the metal plate (analysis model 2) due to linear heating can be predicted by adding the intrinsic deformation as a forced strain along the heating wire 4 in the elastic analysis. Therefore, in the elastic analysis by the intrinsic strain method, the structural analysis is performed using the intrinsic strain calculated or measured in advance. For example, the intrinsic strain calculated by FEM thermal elasto-plastic analysis or the intrinsic strain obtained by actually measuring a metal plate deformed by linear heating can be used for elastic analysis by the intrinsic strain method.
- the elastic analysis by the intrinsic strain method can be performed by using an equation expressing the relationship between the amount of heat input calculated or measured in advance and the intrinsic strain.
- the intrinsic strain method is an elastic analysis, the calculation time is considerably shorter than that of the thermal elasto-plastic analysis.
- the analysis result 3 and the target shape 10 are compared, and the error between the analysis result 3 and the target shape 10 is evaluated.
- the evaluation value and the set position of the heating line 4 are stored in the storage unit.
- the evaluation value can be calculated by comparing the analysis result 3 with the target shape 10.
- the analysis result 3 and the target shape 10 can be divided into a plurality of blocks, and the analysis result 3 and the target shape 10 can be compared for each block to calculate the evaluation value.
- the analysis model 2 can be divided into four equal parts, nine equal parts, 16 equal parts, 25 equal parts, 36 equal parts, 49 equal parts, 64 equal parts, 81 equal parts, or 100 equal parts.
- the evaluation value can be calculated by comparing the analysis result 3 of the analysis model as a whole with the target shape 10 and the analysis result of each block and the target shape.
- the evaluation index for example, the out-of-plane displacement amount (displacement amount) or the curvature of the node 9 can be used.
- FIG. 5 is an explanatory diagram of the comparison between the analysis result 3 and the target shape 10 when the analysis result 3 and the target shape 10 are compared as the whole analysis model and the evaluation index is the out-of-plane displacement amount 13 of the node 9. be.
- the amount of displacement d (error) in the out-of-plane direction from the node 9 of the analysis result 3 to the node 12 of the corresponding target shape 10 is calculated.
- the evaluation index is the displacement amount d of the node 9
- the evaluation value can be calculated.
- the evaluation value may be a value ( ⁇ d 2 ) obtained by squaring the displacement amounts d of all the nodes 12 included in the analysis model and adding them together. can.
- FIG. 6 is an explanatory diagram of comparison between the analysis result 3 and the target shape 10 when the analysis result 3 and the target shape 10 are divided into a plurality of blocks and the analysis result 3 and the target shape 10 are compared for each block. ..
- the analytical model is three-dimensional, but FIG. 6 is shown in two dimensions for illustration.
- the analysis result 3 and the target shape 10 are divided into four blocks A to D.
- the least squares straight line (regression straight line) of the node 9 of the analysis result 3 included in the block A is calculated (the least squares plane is calculated in the three-dimensional analysis model).
- the orientation of the analysis result 3 and the direction of the target shape 10 become the same, and the local error between the analysis result 3 and the target shape 10 is appropriately evaluated. be able to.
- the difference (displacement amount) d 1 to d 5 of the z-axis coordinates of the node 9 of the analysis result 3 and the node 12 of the target shape corresponding thereto is calculated.
- d 1 z 1- z 6
- d 2 z 2- z 7
- d 3 z 3- z 8
- d 4 z 4- z 9
- d 5 z 5- z 10 .
- the evaluation value (sum of squared errors) is calculated in the same manner as for block A. Then, the evaluation value of the analysis result can be calculated by adding the evaluation values of all the blocks A to D included in the analysis model.
- the evaluation index is the curvature of the node 9
- the error (curvature error r) between the curvature of the node 9 of the analysis result 3 and the curvature of the node 12 of the target shape 10 corresponding to the node 9 is calculated.
- the evaluation value can be calculated.
- the evaluation value may be a value ( ⁇ r 2 ) obtained by squaring the curvature errors r of all the nodes 9 included in the analysis model and adding them together. can.
- the evaluation value of each block is used. Is the sum of the squared displacements d of all the nodes 12 (after rotation) included in the block ( ⁇ d 2 ) and the curvature error r of all the nodes 12 included in the block. It can be the product of the value ( ⁇ r 2).
- Whether to use the displacement amount, the curvature, or both the displacement amount and the curvature as the evaluation index can be determined in consideration of the target shape, processing efficiency, and the like.
- the flow from the setting of the heating line 4 to the preservation of the evaluation value and the position of the set heating line 4 is called the first trial.
- the second trial basically has the same flow as the first trial, but the heating line 4 of the second trial is set at a position different from the setting position of the heating line 4 of the first trial.
- This position can be randomly set at an arbitrary position of the analysis model 2. Further, this position may be a position included in the front surface of the analysis model 2 of the metal plate, or may be a position included in the back surface of the analysis model 2.
- the heating line 4 may be a straight line or a curved line.
- the element 8 on the set heating wire 4 is selected, the finite element method structural analysis is performed, and the analysis result 3 is obtained.
- the obtained analysis result 3 and the target shape 10 are compared, and an evaluation value is calculated. Further, the calculated evaluation value and the set position of the heating line 4 are stored in the storage unit.
- Such a trial is repeated X times. For example, as shown in FIG. 2A, the position of the heating line 4 is set to the heating line 4c to 4k, and the trial can be performed at each position. Further, in each trial, a plurality of heating lines 4 can be set and the trial can be performed. For example, when setting five heating wires, five heating wires 4 are set in each trial and the trial is performed.
- the heating line 4 in the trial in which the error (evaluation value) between the analysis result 3 and the target shape 10 in each trial is the smallest is selected as the selective heating line 5.
- the heating line 4 in the trial in which the error (evaluation value) between the analysis result 3 and the target shape 10 is the second, third, fourth, or fifth is may be selected as the selective heating line 5.
- Which trial the heating line 4 is selected as the selective heating line 5 can be determined in consideration of the target shape 10, the size of the bending amount, and the like.
- the plurality of heating lines 4 are selected as the selective heating lines 5.
- the heating line 4d can be selected from the heating lines 4a to 4k shown in FIG. 2A.
- heating lines 4f to 4j can be selected.
- the process from the first trial to the selection of the selective heating line 5 is referred to as the first heating line selection flow.
- the second heating line selection flow is basically the same flow as the first heating line selection flow, but when the heating lines 4 are randomly set at arbitrary positions in the analysis model 2, the first heating is performed. Both the selective heating line 5 selected in the line selection flow and the heating line 4 randomly set in each trial of the second heating line selection flow are set, and the element 8 on the selective heating line 5 and the set heating line 4 are set. Select the above element 8. Then, by performing the structural analysis under these heating conditions, it is possible to obtain an analysis result 3 that reflects both the selective heating line 5 and the set heating line 4. In the second heating line selection flow, a plurality of heating lines 4 may be set in each trial.
- the number of heating lines 4 set in each trial of the first heating line selection flow and the number of heating lines 4 set in each trial of the second heating line selection flow may be different. ..
- the selective heating line 5 and the heating line 4l shown in FIG. 2B can be set.
- the selective heating lines (heating lines 4f to 4j) selected in the first heating line selection flow and the heating lines 4l to 4p can be set.
- the trials are repeated up to X times, and the heating line 4 in the trial in which the error (evaluation value) between the analysis result 3 and the target shape 10 is the smallest in each trial is selected as the selective heating line 5.
- the heating line 4 in the trial in which the error (evaluation value) between the analysis result 3 and the target shape 10 is the second or third smallest may be selected as the selective heating line 5.
- the plurality of heating lines 4 are selected as the selective heating lines 5.
- the heating line 4s can be selected from the heating lines 4l to 4v shown in FIG. 2 (b).
- heating lines 4l to 4p can be selected.
- Each heating line selection flow (referred to as the Ath heating line selection flow) is basically the same flow as the first heating line selection flow, but at least one heating line 4 at an arbitrary position in the analysis model 2 At least one heating line 4 randomly set in each trial of the Ath heating line selection flow and all the selections selected in the (A-1) or earlier heating line selection flow when randomly setting The heating wire 5 is set. Further, in each trial of the A-th heating line selection flow, a plurality of heating lines 4 can be set and the trial can be performed. For example, when setting five heating lines 4, the five heating lines 4 randomly set in each trial and all the selective heating lines 5 selected in the heating line selection flow before the (A-1) th time.
- the trials are repeated up to X times, and the heating line 4 in the trial in which the error (evaluation value) between the analysis result 3 and the target shape 10 is the smallest in each trial is selected as the selection heating line 5.
- the heating line 4 in the trial in which the error (evaluation value) between the analysis result 3 and the target shape 10 is the second or third smallest may be selected as the selective heating line 5.
- the heating plan 6 including the selective heating wire 5 selected in the 1st to nth heating wire selection flow is completed.
- the heating plan 6 includes, for example, a plurality of selective heating lines 5 as shown in FIG. 2 (c).
- an upper limit can be set for the number of heating line selection flows. This upper limit can be set to a number exceeding the number of selective heating wires 5 considered necessary to reach the first target shape 10. As a result, it is possible to prevent the number of selective heating wires 5 included in the heating plan from becoming too large, and it is possible to prevent the heating plan from becoming a heating plan with a high processing cost.
- the displacement amount is used as an index for evaluating the error between the analysis result 3 and the target shape 10 (evaluation using the displacement amount).
- the curvature can be used as an index for evaluating the error between the analysis result 3 and the target shape 10 (the evaluation value is calculated using the curvature). That is, when moving from the A-th heating line selection flow to the (A + 1) th heating line selection flow, the index for evaluating the error between the analysis result 3 and the target shape 10 is changed from the displacement amount to the curvature or from the curvature to the displacement amount. Switch to.
- the displacement amount is used as an index for evaluating the error between the analysis result 3 and the target shape 10
- the analysis result 3 Curvature can be used as an index for evaluating the error between the target shape and the target shape 10.
- the processing speed can be increased by heating in the selective heating line 5 selected in the heating line selection flow using the displacement amount, and the processing accuracy in the heating in the selective heating line 5 selected in the heating line selection flow using the curvature. Can be raised. Therefore, it is possible to achieve both processing efficiency and processing accuracy. Further, the calculation may proceed while selecting whether to use the displacement amount, the curvature, or both the displacement amount and the curvature as the error evaluation index for each heating line selection flow according to the analysis result.
- the bending process of the metal plate may be performed by an operator or may be performed automatically by a machine.
- a plurality of selective heating wires 5 may be heated at the same time.
- the heating plan 6 can include the order of the selective heating lines 5 corresponding to the order of the heating line selection flows.
- the selective heating wire 5 can be heated according to this order. This makes it possible to deform the metal plate into a shape closer to the target shape.
- the coordinate measuring device may be a contact type, or may be a scanning laser probe type or an optical type non-contact type. This makes it possible to deform the metal plate into a shape closer to the target shape.
- a processing device that automatically processes a metal plate based on the heating plan 6 can include, for example, a heating unit that heats the metal plate and a control unit that controls the processing device.
- the control unit is provided so that the heating plan 6 can be read in, and is provided so as to control the heating unit so as to heat the metal plate according to the heating plan 6.
- an index for evaluating an error between the analysis result 3 and the target shape 10 is determined based on the target shape 10. Specifically, when the target shape 10 has either a positive curvature or a negative curvature (for example, when the target shape 10 is a bowl shape), the error between the analysis result 3 and the target shape 10 The curvature at node 9 is used as an index for evaluating. As a result, the analysis result 3 can be steadily approached to the target shape 10 from the first heating line selection flow to the nth heating line selection flow, and an excellent heating plan can be created.
- the target shape 10 has both a positive curvature and a negative curvature (for example, when the target shape 10 is a saddle type, a twist type, etc.), the error between the analysis result 3 and the target shape 10 is evaluated.
- the amount of displacement at the node 9 is used as an index to be used.
- the analysis result 3 can be steadily approached to the target shape 10 from the first heating line selection flow to the nth heating line selection flow, and an excellent heating plan can be created.
- Other configurations are the same as those in the first embodiment.
- the description of the first embodiment also applies to the second embodiment as long as there is no contradiction.
- the selective heating wire 5 selected in the immediately preceding heating wire selection flow is set to the same heating surface as the set heating surface (either the front surface or the back surface of the metal plate).
- a heating plan is created while preferentially selecting the heating wire 4.
- a plurality of trials having a small error (evaluation value) between the analysis result 3 and the target shape 10 are selected. For example, when 500 trials are performed, 10 trials having a small error (evaluation value) between the analysis result 3 and the target shape 10 are selected. Further, the number of trials to be selected can be, for example, 2 or more and 10 or less.
- the trial in which the heating line 4 is set on the same heating surface as the heating surface on which the selective heating line 5 selected in the (A-1) th heating line selection flow is set.
- the trial heating line 4 having the smallest error (evaluation value) between the analysis result 3 and the target shape 10 is selected as the selective heating line 5.
- the selective heating line 5 set on the same heating surface can be continued.
- FIG. 2B a trial in which the selective heating line 5 (4d) selected in the immediately preceding heating line selection flow is set on the surface of the metal plate and the heating line 4s is set on the surface of the metal plate, the metal plate.
- the trial in which the heating wire 4q is set and the trial in which the heating wire 4q is set are small.
- the error (evaluation value) between the analysis result 3 of the trial in which the heating line 4v is set and the target shape 10 is smaller than the error (evaluation value) between the analysis result 3 of the trial in which the heating line 4s is set and the target shape 10 Even so, the heating line 4s set on the same heating surface as the selective heating line 5 (4d) is selected as the selective heating line 5.
- the trial in which the heating line 4 is set on the same heating surface as the heating surface on which the selected heating line 5 selected in the (A-1) th heating line selection flow is set is not included.
- the heating line 4 of the trial having the smallest error (evaluation value) between the analysis result 3 and the target shape 10 is selected as the selective heating line 5.
- the heating surfaces are replaced.
- Other configurations are the same as in the first or second embodiment.
- the description of the first or second embodiment also applies to the third embodiment as long as there is no contradiction.
- the heating wire 4 having a small bending amount is preferentially selected as the selective heating wire 5 in the heating wire selection flow.
- the bending amount is possible to prevent the bending amount from becoming too large, and it is possible to reduce the number of selective heating lines 5 included in the heating plan. If the bending amount is too large, it becomes necessary to set the selective heating wire 5 in order to correct the excessively bent portion, and the number of the selective heating wire 5 included in the heating plan tends to increase.
- a plurality of trials having a small error (evaluation value) between the analysis result 3 and the target shape 10 are selected.
- the heating line 4 set in the trial with the smaller bending amount among the selected plurality of trials is selected as the selective heating line 5.
- the bending amount of the trial in which the heating line 4d is set is smaller than the trial in which the heating line 4a is set and the trial in which the heating line 4j is set, the analysis result of the trial in which the heating line 4a is set and the trial in which the heating line 4j is set Even if the error (evaluation value) between 3 and the target shape 10 is smaller than the error (evaluation value) between the analysis result 3 of the trial in which the heating line 4d is set and the target shape 10 is selected, the heating line 4d is selected. Select as heating wire 5. Further, among the plurality of selected trials, the trial in which the bending amount is too large can be excluded from the candidates for the selective heating wire 5. Other configurations are the same as those of the first, second or third embodiment. Further, the description of the first, second or third embodiment also applies to the fourth embodiment as long as there is no contradiction.
- a heating plan (target shape: bowl type, saddle type, torsion type) is calculated using the calculation method of the present invention (structural analysis: elastic analysis by the intrinsic strain method), and the calculated heating scheme is used by the intrinsic strain method.
- a simulation was performed to perform elastic analysis (structural analysis).
- the intrinsic strain applied to the element for the deformation analysis by the intrinsic strain method was obtained from the deformation result by performing FEM thermal elasto-plastic analysis on the analysis model.
- a plate-shaped analysis model with a plate length of 500 mm and a plate width of 500 mm is used, and the analysis model is a quadrangular shell element so that the number of nodes and the number of elements are 2,601 and 2,500, respectively. Divided.
- the material of the metal plate was assumed to be SM490A (rolled steel for welded structure), and the plate thickness was assumed to be 16 mm.
- the material constants of SM490A are shown in Table 1. In the simulation, three types (bowl type, saddle type, and twist type) were set as the target shapes. The number of trials spent in determining the position of one selective heating wire was set to 500.
- FIGS. 7 (a) to 7 (e) are heating plans calculated assuming that the number of selective heating lines is 10, 20, 30, 40, and 55, respectively
- (D) are the analysis results when the structural analysis by the intrinsic strain method is performed based on the heating plan calculated by assuming that the number of selective heating lines is 10, 20, 30, and 40, respectively.
- FIG. 9A shows the target shape used for the structural analysis
- FIG. 9B shows the analysis result when the structural analysis is performed by the intrinsic strain method based on the heating plan calculated with the number of selective heating lines being 55.
- FIG. 10 shows an out-of-plane displacement distribution comparing the target shape and the analysis result in the broken lines AA'of FIGS. 9 (a) and 9 (b)
- FIG. 11 shows one point in FIGS. 9 (a) and 9 (b). It is an out-of-plane displacement distribution comparing the target shape and the analysis result on the chain line BB'.
- the curvature at the node was used as an index to evaluate the error between the target shape and the analysis result.
- the number of selective heating wires was 10, 20, 30, 40, and 55.
- the heating plan shown in FIGS. 7A to 7E could be calculated.
- the analysis results shown in FIGS. 8 (a) to 8 (d) and 9 (b) could be obtained.
- the solid line in FIG. 7 represents the selective heating line on the front surface of the metal plate, and the dotted line represents the selective heating line on the back surface of the metal plate.
- FIGS. 8A to 8D when the number of selective heating lines is 10, the bowl-shaped tendency is captured, and when the number of selective heating lines is 20, a shape that almost matches the target shape is formed. I found that it was done. After that, it was confirmed that the shape was finely adjusted or the number of selective heating lines that had almost no effect on the shape increased. Focusing on the heating positions shown in FIG. 7, it was found that many selective heating lines were arranged in the diagonal direction of the base metal. In order to form a bowl-shaped shape with a dent in the center, the position of the selective heating line is selected so that the entire base metal is bent evenly using both angular deformation and vertical bending. It is considered that this is the result.
- Target shape Saddle shape Fig. 12 (a) is the target shape used for structural analysis, and Fig. 12 (b) is structural analysis by the intrinsic strain method based on the heating plan calculated assuming that the number of selective heating lines is 40. It is the analysis result at the time.
- FIG. 13 is a heating plan calculated assuming that the number of selective heating lines is 40.
- FIG. 14 is an out-of-plane displacement distribution comparing the target shape and the analysis result in the broken lines AA'of FIGS. 12 (a) and 12 (b), and FIG. 15 is one point of FIGS. 12 (a) and 12 (b). It is an out-of-plane displacement distribution comparing the target shape and the analysis result on the chain line BB'.
- the out-of-plane displacement amount at the node was used as an index to evaluate the error between the target shape and the analysis result.
- the number of selective heating wires was set to 40.
- the heating plan shown in FIG. 13 could be calculated.
- the analysis result shown in FIG. 12B could be obtained. It was confirmed that the analysis results shown in FIGS. 12, 14, 15 to 12 (b) well captured the tendency of the target shape.
- FIG. 16 Twist type Fig. 16 (a) is the target shape used for structural analysis, and Fig. 16 (b) is structural analysis by the intrinsic strain method based on a heating plan calculated with 16 selective heating lines. It is the analysis result at the time.
- FIG. 17 is a heating plan calculated assuming that the number of selective heating lines is 16.
- FIG. 18 is an out-of-plane displacement distribution comparing the target shape and the analysis result in the broken lines AA'of FIGS. 16 (a) and 16 (b), and FIG. 19 shows one point of FIGS. 16 (a) and 16 (b). It is an out-of-plane displacement distribution comparing the target shape and the analysis result on the chain line BB'.
- the amount of displacement in the out-of-plane direction at the node is used as an index for evaluating the error between the target shape and the analysis result. Further, the number of selective heating wires was set to 16. In this simulation, the heating plan shown in FIG. 17 could be calculated. Moreover, when the structural analysis by the intrinsic strain method was performed based on the calculated heating plan, the analysis result shown in FIG. 16B could be obtained. It was confirmed that the analysis results shown in FIGS. 16, 18, 19 to 16 (b) well captured the tendency of the target shape.
- Target shape Bowl shape (evaluation of evaluation index)
- the target shape was a bowl shape (Fig. 9 (a)), and the structural analysis was performed using the displacement amount, curvature, or both the displacement amount and the curvature as the index for evaluating the error between the analysis result and the target shape, and a heating plan was created.
- FIG. 20 is a graph showing the change in the error between the analysis result and the target shape as the number of selective heating lines increases in the process of creating the heating plan.
- the sum of the Z displacement squared errors on the vertical axis of FIG. 20 is the sum of the squares of the displacement amounts in the z direction (out-of-plane direction, the direction orthogonal to the front surface and the back surface of the initial metal plate) at the nodes.
- evaluation value ( ⁇ d 2 ) ⁇ ⁇ ( ⁇ r 2 ) ⁇ was used.
- ⁇ d 2 is the value obtained by squared and added the displacement amounts d of all the nodes included in the analysis model
- ⁇ r 2 is the value obtained by squared and added the curvature errors r of all the nodes included in the analysis model.
- the sum of Z displacement squared errors was 100 or more even when the number of selective heating lines was 50.
- the sum of Z-displacement squared errors decreased significantly until the number of selective heating lines increased to 5, but after that, the sum of Z-displacement squared errors gradually decreased. bottom. Further, even if the number of selective heating lines reached 50, the sum of Z displacement squared errors was 10 or more.
- Target shape Complex shape (evaluation of the number of divisions) A heating plan was created by performing structural analysis with the complex shape shown in FIGS. 21 and 22 as the target shape. In this target shape, the convex portions 16 and the concave portions 17 are arranged alternately. In this structural analysis, the displacement amount is used as an index for evaluating the error between the analysis result and the target shape. Further, in this structural analysis, the analysis result and the target shape were divided into four, 16 or 64 divisions, and the analysis result and the target shape were compared for each block to calculate the evaluation value. Further, when comparing the analysis result and the target shape for each block, the analysis result and the target shape are rotated so that the direction of the analysis result and the direction of the target shape are the same. We also performed structural analysis without division.
- evaluation value (sum of squared errors of the whole) ⁇ ⁇ ⁇ (sum of squared errors in each block) ⁇ , and the evaluation value is small.
- the selective heating line in the trial was selected.
- the sum of squared errors is the sum of the squares of the displacements in the z-direction (out-of-plane direction, the direction orthogonal to the front and back surfaces of the initial metal plate) at the nodes.
- the "sum of squared errors in the whole” in the formula is a value that contributes to the retention of the overall shape
- the "sum of squared errors in each block” in the formula is used to create a local shape. It is a value that contributes.
- ⁇ is the weight of the overall error
- ⁇ is the weight of the local error.
- FIG. 23 is a heating plan (selective heating lines: 200 lines) created by structural analysis.
- FIG. 24 shows the result of the structural analysis (created shape) using the created heating plan, and the difference between the result of the structural analysis and the target shape.
- Target shape Bowl shape (evaluation of the number of divisions)
- a heating plan was created by performing structural analysis using the target shape as a bowl shape (FIG. 9 (a)) and the displacement amount as an index for evaluating the error between the analysis result and the target shape.
- the analysis result and the target shape were divided into 4, 16, 64, or 100 divisions, and the analysis result and the target shape were compared for each block to calculate the evaluation value.
- structural analysis was also performed without division, using the evaluation value as the sum of the squared errors of the whole.
- FIG. 26 (a) shows the result (created shape) of the structural analysis using the heating plan (selective heating lines: 60 lines) created by evaluating the analysis result without dividing and performing the structural analysis
- FIG. 26 (b). Is the error between the result of this structural analysis and the target shape.
- FIG. 27 (a) shows the result of structural analysis (created shape) using the heating plan (selective heating lines: 60 lines) created by dividing the analysis result and the target shape into 100 parts, evaluating the analysis result, and performing structural analysis.
- 27 (b) shows the error between the result of this structural analysis and the target shape.
- FIG. 28 is a graph showing a change in the error (Z displacement squared error sum) between the analysis result and the target shape as the number of selective heating lines increases in the process of creating the heating plan.
- Target shape Bowl shape (evaluation of weight parameters) A heating plan was created by performing structural analysis using the target shape as a bowl shape (FIG. 9 (a)) and the displacement amount as an index for evaluating the error between the analysis result and the target shape.
- the analysis result and the target shape were divided into 64 parts, and the analysis result and the target shape were compared for each block to calculate the evaluation value.
- ⁇ is the weight of the overall error and ⁇ is the weight of the local error.
- ⁇ was set to 0 or 1
- ⁇ was set to 0, 1, 2, 4, 8, 16 or 32.
- FIG. 29 is a graph showing a change in the error (Z displacement squared error sum) between the analysis result and the target shape as the number of selective heating lines increases in the process of creating the heating plan.
- ⁇ and ⁇ are shown in FIG. From these results, it was found that an excellent heating plan can be obtained when ⁇ is set to about 8.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Computer Hardware Design (AREA)
- Evolutionary Computation (AREA)
- Geometry (AREA)
- General Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Investigating Or Analyzing Materials Using Thermal Means (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
線状加熱とは、鋼板の表面をガスバーナーで加熱した際に発生する熱変形を利用するものであり、現在国内の多くの造船所で古くから採用されている技術である。線状加熱により鋼板の曲げ加工をする際、ガスバーナーの炎で鋼板を局所的に加熱しつつ、鋼板に水をかけることにより加熱部を急冷却すると、鋼板に塑性変形が発生する。この塑性変形は、加熱するガスバーナーの移動速度、燃焼ガスと流入酸素と混合比、バーナーと鋼板の距離などを変化させて鋼板への入熱を調整することにより制御することができる。また、線状加熱による曲げ加工は、複数の加熱線を適当な位置に配置することによって、鋼板を目的の曲面形状に近づける加工技術である。
しかし、線状加熱時に生じる変形は、縦収縮・横収縮、縦曲り・横曲がりが混在する複雑なものであり、入熱量やガスバーナーの移動速度、加熱位置等にも依存するため、予測が非常に困難であることから、線状加熱による曲げ加工は自動化が困難とされる技術の一つである。
線状加熱による曲げ加工の自動化を実現するために用いる加熱方案算出方法が提案されている(例えば、特許文献1参照)。
本発明は、このような事情に鑑みてなされたものであり、金属板を目的形状に近づけるために最適な複数の加熱線を含む加熱方案を算出することができる算出方法を提供する。
本発明の算出方法では、第1又は第3ステップにおいて、前記解析結果及び前記目的形状を複数のブロックに分割して、ブロック毎に前記解析結果と前記目的形状とを比較するため、複雑な形状を適切に評価することが可能にある。このため、複雑な目的形状の加熱方案を作成することが可能になる。また、選択加熱線の少ない加熱方案を作成することが可能になる。
図1は本実施形態の算出方法のフローチャートであり、図2(a)~(c)は算出方法の説明図であり、図3は加熱線の設定方法の説明図である。また、図4は加熱線上の要素を選び出す方法の説明図である。
本実施形態の算出方法は、線状加熱による金属板の曲げ加工に用いる加熱方案6の算出方法である。また、本実施形態の算出方法は、金属板の解析モデル2の第1位置に設定した少なくとも1本の第1加熱線4を含む第1加熱条件で有限要素法構造解析を実施し、この解析結果3と目的形状10とを比較する第1試行を第1加熱線4の位置を変えて繰り返す第1ステップと、繰り返した第1試行のうち解析結果3が目的形状10に近づいた第1試行で設定した少なくとも1本の第1加熱線4を第1選択加熱線5として選択する第2ステップと、第1選択加熱線5と、解析モデル2の第2位置に設定した少なくとも1本の第2加熱線4とを含む第2加熱条件で有限要素法構造解析を実施し、この解析結果3と目的形状10とを比較する第2試行を第2加熱線4の位置を変えて繰り返す第3ステップと、繰り返した第2試行のうち解析結果3が目的形状10に近づいた第2試行で設定した少なくとも1本の第2加熱線4を第2選択加熱線5として選択する第4ステップとを備える。
解析モデル2は、複数の要素8及び複数の節点9を有する有限要素モデルである。第1ステップにおいて、解析結果3は、節点9における曲率及び変位量のうち一方を用いて目的形状10と比較され、第3ステップにおいて、解析結果3は、節点9における曲率及び変位量のうち他方を用いて目的形状10と比較される。
また、加熱方案6は、第1選択加熱線5及び第2選択加熱線5を含む。
また、本実施形態のプログラムは、本実施形態の算出方法をコンピューターに実行させるように作成されている。
加熱方案は、金属板を加熱し曲げ加工するためのプランである。
本実施形態の算出方法では、金属板の解析モデル2を用いる。解析モデル2には、金属板の長さ、幅、厚さなどを設定する。また、金属板の解析モデル2は、表面と裏面とを有する。また、解析モデル2を複数個の要素(メッシュ)8に分割する。要素8は、例えば、四角形又は三角形のシェルであってもよく、立方体、直方体、三角錐、三角柱などのソリッドであってもよい。また、要素8の各頂点が節点9となる。例えば、図2(a)に示した解析モデル2では、解析モデル2は、20×20(400)個の要素8に分割され、この要素8は、4角形のシェルである。この場合、解析モデル2は格子状となり、各交点が節点9となる。
本実施形態の算出方法では、目的形状10のモデルを用いる。目的形状10は、金属板の曲げ加工の目標となる形状である。目的形状10のモデルは、金属板の解析モデル2の形状が目的形状10となるように節点9を動かして作成する。
まず、コンピューターに目的形状10のモデル及び解析モデル2を読み込む。
次に、解析モデル2の第1位置に加熱線4を設定する。第1位置は、解析モデル2の任意の位置にランダムに設定することができる。第1位置は、金属板の解析モデル2の表面に含まれる位置であってもよく、解析モデル2の裏面に含まれる位置であってもよい。加熱線4は直線であってもよく、曲線であってもよい。また、複数の加熱線4を設定してもよい。例えば、5本の加熱線4を設定することができる。
例えば、加熱線4が直線である場合、図3に示したように、解析モデル2の任意の2つの節点9(x1、y1)、(x2、y2)をランダムに選択し、この2つの節点9を結ぶ直線に加熱線4を設定することができる。この場合、設定した加熱線4は、式:y={(y2-y1)/(x2-x1)}x+{(x2y1-x1y2)/(x2-x1)}で表すことができる。
例えば、図2(a)に示した加熱線4aを設定することができる。また、5数の加熱線4を設定する場合、加熱線4a~4eを設定することができる。図2(a)~(c)では、金属板の表面に設定した加熱線4又は選択加熱線5と、金属板の裏面に設定した加熱線4又は選択加熱線5とを区別していないが、加熱線4a~4v、選択加熱線5には、金属板の表面に設定されたものもあれば、金属板の裏面に設定されたものもある。
有限要素法構造解析はFEM熱弾塑性解析であってもよく、固有ひずみ法による弾性解析であってもよい。構造解析では、ガスバーナーを用いる線状加熱を想定してもよく、レーザを用いる線状加熱(レーザーフォーミング等)を想定してもよく、誘導加熱を用いる線状加熱を想定してもよい。また、構造解析では、曲げ加工の対象となる金属板の材料物性値(ヤング率、ポアソン比、密度など)を用いる。
FEM熱弾塑性解析では、加熱条件(設定した加熱線4の位置(加熱面を含む)及び入熱量(J/mm))に対して選び出した要素8の縦収縮,横収縮,角変形,縦曲りの4成分の固有ひずみ量を算出する。FEM熱弾塑性解析では、熱及び変形履歴を逐次再現し変形解析を行うため、過渡の状況を解析できる。
また、固有ひずみ法は、弾性解析であるため,計算時間が熱弾塑性解析に比べてかなり短時間であることが特徴として挙げられる。
解析モデル全体として、解析結果3と目的形状10とを比較し評価値を算出することができる。
また、解析結果3及び目的形状10を複数のブロックに分割してブロック毎に解析結果3と目的形状10とを比較し評価値を算出することができる。例えば、解析モデル2を4等分、9等分、16等分、25等分、36等分、49等分、64等分、81等分又は100等分してブロックに分けることができる。
また、解析モデル全体としての解析結果3と目的形状10との比較と、ブロック毎の解析結果と目的形状との比較との両方を行い評価値を算出することができる。
評価指標としては、例えば、節点9の面外方向変位量(変位量)又は曲率とすることができる。
図5は、解析モデル全体として解析結果3と目的形状10とを比較し、評価指標を節点9の面外方向変位量13とした場合における解析結果3と目的形状10との比較の説明図である。例えば図5のように、解析結果3の節点9から対応する目的形状10の節点12までの面外方向の変位量d(誤差)を算出する。このように、評価指標を節点9の変位量dとすると、金属板を比較的速く目的形状に近づけることができる加熱方案を算出することができる。また、この比較において、評価値を算出することができる。
解析モデル全体として解析結果3と目的形状10とを比較する場合、評価値は、解析モデルに含まれるすべての節点12の変位量dを二乗して足し合わせた値(Σd2)とすることができる。
そして、解析結果3の節点9とそれに対応する目的形状の節点12のz軸座標の差(変位量)d1~d5を算出する。具体的には、d1=z1-z6、d2=z2-z7、d3=z3-z8、d4=z4-z9、d5=z5-z10となる。そして、ブロックAに含まれる節点の変位量d1~d5を二乗し足し合わせる(d1 2+d2 2+d3 2+d4 2+d5 2)。この得られた値がブロックAにおける評価値(二乗誤差和)となる。
解析モデル全体として解析結果3と目的形状10とを比較する場合、評価値は、解析モデルに含まれるすべての節点9の曲率誤差rを二乗して足し合わせた値(Σr2)とすることができる。
解析モデル全体として解析結果3と目的形状10とを比較する場合、評価値は、解析モデルに含まれるすべての節点12の変位量dを二乗して足し合わせた値(Σd2)と、解析モデルに含まれるすべての節点12の曲率誤差rを二乗して足し合わせた値(Σr2)との積とすることができる。例えば、評価値は、式:評価値=(Σd2)α×(Σr2)βを用いて算出することができる。α及びβは重みパラメータである。α、βは、経験則や過去のデータに基づき決定することができる。例えば、αが1のときβは5以上10以下とすることができる。
評価指標に変位量を用いるか曲率を用いるか或いは変位量と曲率の両方を用いるかは、目的形状、加工効率などを考慮して決定することができる。
加熱線4の設定から評価値及び設定した加熱線4の位置の保存までのフローを1回目の試行という。
このような試行をX回繰り返す。例えば、図2(a)に示したように、加熱線4の位置を加熱線4c~4kとして、それぞれの位置で試行を行うことができる。また、各試行において複数の加熱線4を設定して試行を行うことができる。例えば、5本の加熱線を設定する場合、各試行において5本の加熱線4を設定して試行を行う。試行回数は、例えば、100回以上1500回以下とすることができる。
2回目からX回目までの試行では、解析結果3と目的形状10との誤差を評価する指標に変位量を用いてもよく、曲率を用いてもよく、変位量と曲率の両方を用いてもよいが、1回目と同じ指標を用いる。また、評価値も1回目の試行と同じように算出する。
各試行のおける解析結果3は、異なる位置の加熱線4に対応した形状となり、それぞれ違う形状となり、解析結果3と目的形状10との誤差(評価値)は各試行で異なる。
1回目の試行から選択加熱線5を選択するまでを1回目の加熱線選択フローという。
2回目の加熱線選択フローにおいてX回まで試行を繰り返し、各試行のうち解析結果3と目的形状10との誤差(評価値)が最も小さい試行における加熱線4を選択加熱線5として選択する。各試行のうち解析結果3と目的形状10との誤差(評価値)が2番目又は3番目に小さい試行における加熱線4を選択加熱線5として選択してもよい。また、試行において複数の加熱線4を設定している場合、複数の加熱線4を選択加熱線5として選択する。例えば、図2(b)に示した加熱線4l~4vのうち加熱線4sを選択することができる。また、各試行において加熱線4を5本設定している場合、例えば、加熱線4l~4pを選択することができる。
例えば、3回目の加熱線選択フローでは、1回目の加熱線選択フローにおいて選択した選択加熱線5(4d)と、2回目の加熱線選択フローにおいて選択した選択加熱線5(4s)と、3回目の加熱線選択フローの各試行においてランダムに設定する少なくとも1本の加熱線4とを設定する。つまり、加熱線選択フローの回数を重ねるにつれて設定する選択加熱線5の数が増えていく。
A回目の加熱線選択フローにおいてX回まで試行を繰り返し、各試行のうち解析結果3と目的形状10との誤差(評価値)が最も小さい試行における加熱線4を選択加熱線5として選択する。各試行のうち解析結果3と目的形状10との誤差(評価値)が2番目又は3番目に小さい試行における加熱線4を選択加熱線5として選択してもよい。また、試行において複数の加熱線4を設定している場合、複数の加熱線4を選択加熱線5として選択する。
n回目の加熱線選択フローにおいて選択した選択加熱線5を含む加熱条件での解析結果3と目的形状10との誤差(評価値)が小さいと判断すると、加熱線選択フローの繰り返しを終了し、1~n回目の加熱線選択フローで選択した選択加熱線5を含む加熱方案6が完成する。加熱方案6は、例えば、図2(c)のように複数の選択加熱線5を含む。
また、加熱線選択フローの回数に上限を設定することができる。この上限は、第1目的形状10に到達するために必要と考えられる選択加熱線5の数を上回る数に設定することができる。このことにより、加熱方案に含まれる選択加熱線5が多くなりすぎることを抑制することができ、加工コストが高い加熱方案となることを抑制することができる。
また、解析結果に応じて加熱線選択フロー毎に誤差評価指標に変位量を用いるか曲率を用いるか変位量と曲率の両方を用いるかを選択しながら計算を進めてもよい。
加熱方案6は、加熱線選択フローの順序に対応した選択加熱線5の順序を含むことができる。加熱方案6に基づき金属板を線状加熱し曲げ加工する際、この順序に従って、選択加熱線5を加熱することができる。このことにより、金属板を目的形状により近い形状に変形させることが可能である。
金属板の立体形状を計測するステップは、三次元測定器を用いて行うことができる。三次元測定器は、接触式であってもよく、走査レーザプローブタイプ又は光学タイプの非接触式であってもよい。このことにより、金属板を目的形状により近い形状に変形させることが可能である。
第2実施形態では、目的形状10に基づいて解析結果3と目的形状10との誤差を評価する指標を決定する。具体的には、目的形状10が正の曲率及び負の曲率のうちどちらか一方を有する形状である場合(例えば、目的形状10が椀型の場合)、解析結果3と目的形状10との誤差を評価する指標に節点9における曲率を用いる。このことにより、第1回目の加熱線選択フローから第n回目の加熱線選択フローまで、解析結果3を目的形状10に着実に近づけることができ、優れた加熱方案を作成することができる。
一方、目的形状10が正の曲率及び負の曲率の両方を有する形状である場合(例えば、目的形状10が鞍型、捩れ型などの場合)、解析結果3と目的形状10との誤差を評価する指標に節点9における変位量を用いる。このことにより、第1回目の加熱線選択フローから第n回目の加熱線選択フローまで、解析結果3を目的形状10に着実に近づけることができ、優れた加熱方案を作成することができる。
その他の構成は第1実施形態と同様である。また、第1実施形態についての記載は矛盾がない限り第2実施形態についても当てはまる。
第3実施形態では、直前の加熱線選択フローにおいて選択された選択加熱線5が設定された加熱面(金属板の表面及び裏面のうちどちらか一方)と同じ加熱面に設定された加熱線4を優先的に選択しながら加熱方案を作成していく。このことにより、選択加熱線5を設定する加熱面が頻繁に入れ替わることを抑制することができ、加熱方案を利用した曲げ加工の効率性を向上させることができる。
次に、選び出した複数の試行のうち、(A-1)回目の加熱線選択フローにおいて選択された選択加熱線5が設定された加熱面と同じ加熱面に加熱線4が設定された試行のうち解析結果3と目的形状10との誤差(評価値)が最も小さい試行の加熱線4を選択加熱線5として選択する。このことにより、同じ加熱面に設定された選択加熱線5を続けることができる。
例えば、図2(b)において、直前の加熱線選択フローにおいて選択された選択加熱線5(4d)が金属板の表面に設定され、金属板の表面に加熱線4sを設定した試行、金属板の裏面に加熱線4qを設定した試行及び金属板の裏面に加熱線4vを設定した試行が解析結果3と目的形状10との誤差(評価値)が小さい場合、加熱線4qを設定した試行及び加熱線4vを設定した試行の解析結果3と目的形状10との誤差(評価値)が、加熱線4sを設定した試行の解析結果3と目的形状10との誤差(評価値)よりも小さい場合であっても、選択加熱線5(4d)と同じ加熱面に設定された加熱線4sを選択加熱線5として選択する。
その他の構成は第1又は第2実施形態と同様である。また、第1又は第2実施形態についての記載は矛盾がない限り第3実施形態についても当てはまる。
第4実施形態では、加熱線選択フローにおいて曲げ量が小さい加熱線4を選択加熱線5として優先的に選択する。このことにより、曲げ量が大きくなりすぎることを抑制することができ、加熱方案に含まれる選択加熱線5の本数を少なくすることができる。なお、曲げ量が大きすぎると、この曲がりすぎた部分を修正するために選択加熱線5を設定する必要が生じ、加熱方案に含まれる選択加熱線5の本数が多くなる傾向がある。
具体的には、A回目の加熱線選択フローにおいて行った複数の試行のうち解析結果3と目的形状10との誤差(評価値)が小さい複数の試行を選び出す。例えば、500回の試行を行っている場合、解析結果3と目的形状10との誤差(評価値)が小さい10個の試行を選び出す。また、選び出す試行の数は例えば2以上10以下とすることができる。
次に、選び出した複数の試行のうち曲げ量が小さい試行で設定した加熱線4を選択加熱線5として選択する。
また、選び出した複数の試行のうち曲げ量が大きすぎる試行を、選択加熱線5の候補から除外することもできる。
その他の構成は第1、第2又は第3実施形態と同様である。また、第1、第2又は第3実施形態についての記載は矛盾がない限り第4実施形態についても当てはまる。
本実施形態では、1回目の加熱線選択フローからA回目の加熱線選択フローまでは、解析結果3と目的形状10との誤差を評価する指標に変位量を用い(変位量を用いて評価値を算出する)、(A+1)回目以降の加熱線選択フローでは、解析結果3と目的形状10との誤差を評価する指標に曲率及び変位量の両方を用いる。変位量から変位量と曲率の両方に指標を切り替えるタイミングは、例えば、(A-1)回目の加熱線選択フローで選択した選択加熱線の評価値と、A回目の加熱線選択フローで選択した選択加熱線の評価値との差が所定の値を下回ったときとすることができる。
このように指標を切り替えることにより加熱線本数の少ない加熱方案を作成することができる。
その他の構成は第1、第2、第3又は第4実施形態と同様である。また、第1、第2、第3又は第4実施形態についての記載は矛盾がない限り第5実施形態についても当てはまる。
本発明の算出方法(構造解析:固有ひずみ法による弾性解析)を用いて加熱方案(目的形状:椀型、鞍型、捩れ型)を算出し、算出した加熱方案を用いて固有ひずみ法による弾性解析(構造解析)を行うシミュレーションを実施した。
固有ひずみ法による変形解析のために要素に付与する固有ひずみは、解析モデルに対しFEM熱弾塑性解析を実施し、その変形結果より取得した。
固有ひずみ法による構造解析では、板長さ:500mm、板幅:500mmの板状の解析モデルを用い、解析モデルは、節点数、要素数がそれぞれ2,601、2,500となるように四角形のシェル要素に分割した。また、金属板の材料はSM490A(溶接構造用圧延鋼材)と仮定し、板厚は16mmと仮定した。SM490Aの材料定数を表1に示す。また、シミュレーションでは、目的形状として3種類(椀型、鞍型、捩れ型)を設定した。1本の選択加熱線の位置決定に費やす試行回数は500回とした。

図7(a)~(e)は、選択加熱線の本数をそれぞれ10本、20本、30本、40本、55本として算出した加熱方案であり、図8(a)~(d)は、選択加熱線の本数をそれぞれ10本、20本、30本、40本として算出した加熱方案に基づき固有ひずみ法による構造解析を行ったときの解析結果である。図9(a)は構造解析に用いた目的形状であり、図9(b)は選択加熱線の本数を55本として算出した加熱方案に基づき固有ひずみ法による構造解析を行ったときの解析結果である。図10は、図9(a)(b)の破線A-A’において目的形状と解析結果とを比較した面外方向変位分布であり、図11は、図9(a)(b)の一点鎖線B-B’において目的形状と解析結果とを比較した面外方向変位分布である。
このシミュレーションでは、図7(a)~(e)に示した加熱方案を算出することができた。また、算出した加熱方案に基づき固有ひずみ法による構造解析を行ったところ、図8(a)~(d)、図9(b)に示した解析結果を得ることができた。なお、図7の実線は金属板の表面の選択加熱線を表し、点線は金属板の裏面の選択加熱線を表す。
また、図9(a)(b)、図10、図11から図9(b)に示した解析結果は目的形状の傾向を良好に捉えていることが確認できた。従って、本発明の算出方法により算出した加熱方案に基づき金属板を加熱することにより、金属板を目的形状に近い形状に曲げ加工できることがわかった。
図12(a)は構造解析に用いた目的形状であり、図12(b)は選択加熱線の本数を40本として算出した加熱方案に基づき固有ひずみ法による構造解析を行ったときの解析結果である。図13は、選択加熱線の本数を40本として算出した加熱方案である。図14は、図12(a)(b)の破線A-A’において目的形状と解析結果とを比較した面外方向変位分布であり、図15は、図12(a)(b)の一点鎖線B-B’において目的形状と解析結果とを比較した面外方向変位分布である。
このシミュレーションでは、図13に示した加熱方案を算出することができた。また、算出した加熱方案に基づき固有ひずみ法による構造解析を行ったところ、図12(b)に示した解析結果を得ることができた。
図12、図14、図15から図12(b)に示した解析結果は目的形状の傾向を良好に捉えていることが確認できた。
図16(a)は構造解析に用いた目的形状であり、図16(b)は選択加熱線の本数を16本として算出した加熱方案に基づき固有ひずみ法による構造解析を行ったときの解析結果である。図17は、選択加熱線の本数を16本として算出した加熱方案である。図18は、図16(a)(b)の破線A-A’において目的形状と解析結果とを比較した面外方向変位分布であり、図19は、図16(a)(b)の一点鎖線B-B’において目的形状と解析結果とを比較した面外方向変位分布である。
このシミュレーションでは、図17に示した加熱方案を算出することができた。また、算出した加熱方案に基づき固有ひずみ法による構造解析を行ったところ、図16(b)に示した解析結果を得ることができた。
図16、図18、図19から図16(b)に示した解析結果は目的形状の傾向を良好に捉えていることが確認できた。
目的形状を椀形(図9(a))とし、解析結果と目的形状との誤差を評価する指標を変位量、曲率、或いは変位量と曲率との両方として構造解析を行い加熱方案を作成した。図20は、加熱方案作成過程における選択加熱線の本数の増加に伴う解析結果と目的形状との誤差の変化を示したグラフである。図20の縦軸のZ変位二乗誤差和は、節点におけるz方向(面外方向、初期金属板の表面及び裏面に直交する方向)の変位量を二乗して合計した値である。
解析結果の評価値は、式:評価値=(Σd2)α×(Σr2)βで算出されるものを用いた。Σd2は、解析モデルに含まれるすべての節点の変位量dを二乗して足し合わせた値であり、Σr2は、解析モデルに含まれるすべての節点の曲率誤差rを二乗して足し合わせた値である。α及びβは、重みパラメータである。β=0のときは変位量だけで評価を行い、α=0のときは曲率誤差だけで評価を行った。α≧1、β≧1のときは変位量と曲率誤差の両方で評価を行い、βを変化させることにより曲率誤差の重みを変化させている。
曲率誤差だけで解析結果を評価した場合(α=0)、選択加熱線が50本になってもZ変位二乗誤差和は100以上であった。変位量だけで解析結果を評価した場合(β=0)、選択加熱線が5本にまで増えるまでは、Z変位二乗誤差和は大きく減少したが、その後は緩やかにZ変位二乗誤差和が減少した。また、選択加熱線が50本に達してもZ変位二乗誤差和は10以上であった。
変位量と曲率誤差との両方で解析結果を評価した場合(α≧1、β≧1)、曲率誤差だけで評価した場合及び変位量だけで評価した場合に比べ、Z変位二乗誤差和は小さくなった。特に、β=6又はβ=8とした解析では、Z変位二乗誤差和が1以下となった。
図21、図22に示したような複雑な形状を目的形状として構造解析を行い加熱方案を作成した。この目的形状では、凸部16と凹部17が交互に配置されている。この構造解析では、解析結果と目的形状との誤差を評価する指標として、変位量を用いている。また、この構造解析では、解析結果及び目的形状を4分割、16分割又は64分割して、ブロック毎に解析結果と目的形状とを比較して評価値を算出した。また、ブロック毎に解析結果と目的形状とを比較する際に解析結果の向きと目的形状の向きとが同じになるように解析結果及び目的形状を回転させて比較している。また、分割なしでの構造解析も行った。
具体的には、解析結果を評価する際に式:評価値=(全体の二乗誤差和)α×Σ(各ブロックでの二乗誤差和)βを用いて評価値を算出し、評価値の小さい試行における選択加熱線を選択した。二乗誤差和は、節点におけるz方向(面外方向、初期金属板の表面及び裏面に直交する方向)の変位量を二乗して合計した値である。また、式中の「全体の二乗誤差和」は、全体的な形状の保持に寄与する値であり、式中の「各ブロックでの二乗誤差和」は、局部的な形状を作成するのに寄与する値である。また、αは全体的な誤差の重みであり、βは局部的な誤差の重みである。
図25に示したグラフのように、分割しないで評価値を算出した構造解析(分割なし)では選択加熱線が200本になってもZ変位誤差二乗和が200以上であったが、分割数が増えるにつれZ変位誤差二乗和が小さくなっていき、64分割して算出した構造解析では選択加熱線が200本なるとZ変位誤差二乗和が約10にまで小さくなった。また、図24のように、分割数が増えるにつれ差分が明らかに小さくなった。
目的形状を椀形(図9(a))として、解析結果と目的形状との誤差を評価する指標を変位量として構造解析を行い加熱方案を作成した。この構造解析では、解析結果及び目的形状を4分割、16分割、64分割又は100分割して、ブロック毎に解析結果と目的形状とを比較して評価値を算出した。評価値は、式:評価値=Σ(各ブロックでの二乗誤差和)を用いて算出した。また、評価値を全体の二乗誤差和として分割なしでの構造解析も行った。
図26(a)は、分割しないで解析結果を評価して構造解析を行い作成した加熱方案(選択加熱線:60本)を用いた構造解析の結果(作成形状)であり、図26(b)はこの構造解析の結果と目的形状との誤差である。
図27(a)は、解析結果及び目的形状を100分割して解析結果を評価して構造解析を行い作成した加熱方案(選択加熱線:60本)を用いた構造解析の結果(作成形状)であり、図27(b)はこの構造解析の結果と目的形状との誤差である。
図28は加熱方案作成過程における選択加熱線の本数の増加に伴う解析結果と目的形状との誤差(Z変位二乗誤差和)の変化を示したグラフである。
目的形状を椀形(図9(a))として、解析結果と目的形状との誤差を評価する指標を変位量として構造解析を行い加熱方案を作成した。この構造解析では、解析結果及び目的形状を64分割して、ブロック毎に解析結果と目的形状とを比較して評価値を算出した。評価値は、式:評価値=(全体の二乗誤差和)α×Σ(各ブロックでの二乗誤差和)βを用いて算出した。αは全体的な誤差の重みであり、βは局部的な誤差の重みである。αを0又は1とし、βを0、1、2、4、8、16又は32とした。
図29は加熱方案作成過程における選択加熱線の本数の増加に伴う解析結果と目的形状との誤差(Z変位二乗誤差和)の変化を示したグラフである。また、図29にα及びβを示した。これらの結果から、βを8程度にすると優れた加熱方案が得られることがわかった。
Claims (8)
- 線状加熱による金属板の曲げ加工に用いる加熱方案の算出方法であって、
前記金属板の解析モデルの第1位置に設定した少なくとも1本の第1加熱線を含む第1加熱条件で有限要素法構造解析を実施し、この解析結果と目的形状とを比較する第1試行を第1加熱線の位置を変えて繰り返す第1ステップと、
繰り返した第1試行のうち解析結果が目的形状に近づいた第1試行で設定した少なくとも1本の第1加熱線を第1選択加熱線として選択する第2ステップと、
第1選択加熱線と、前記解析モデルの第2位置に設定した少なくとも1本の第2加熱線とを含む第2加熱条件で有限要素法構造解析を実施し、この解析結果と目的形状とを比較する第2試行を第2加熱線の位置を変えて繰り返す第3ステップと、
繰り返した第2試行のうち解析結果が目的形状に近づいた第2試行で設定した少なくとも1本の第2加熱線を第2選択加熱線として選択する第4ステップとを備え、
前記加熱方案は、第1及び第2選択加熱線を含み、
第1又は第3ステップにおいて、前記解析結果及び前記目的形状を複数のブロックに分割して、ブロック毎に前記解析結果と前記目的形状とを比較することを特徴とする算出方法。 - 前記解析モデルは、複数の要素及び複数の節点を有する有限要素モデルであり、
第1又は第3ステップにおいて、前記解析結果は、前記節点における変位量及び曲率の両方を用いて前記目的形状と比較される請求項1に記載の算出方法。 - 前記解析モデルは、複数の要素及び複数の節点を有する有限要素モデルであり、
第1ステップにおいて、前記解析結果は、前記節点における変位量を用いて前記目的形状と比較され、
第3ステップにおいて、前記解析結果は、前記節点における曲率及び変位量の両方を用いて前記目的形状と比較される請求項1に記載の算出方法。 - 前記解析モデルは、複数の要素及び複数の節点を有する有限要素モデルであり、
第1ステップにおいて、前記解析結果は、前記節点における曲率及び変位量のうち一方を用いて前記目的形状と比較され、
第3ステップにおいて、前記解析結果は、前記節点における曲率及び変位量のうち他方を用いて前記目的形状と比較される請求項1に記載の算出方法。 - 前記解析モデルは、複数の要素及び複数の節点を有する有限要素モデルであり、
前記目的形状が正の曲率及び負の曲率のうちどちらか一方を有する形状である場合、第1及び第3ステップにおいて、前記解析結果は、前記節点における曲率を用いて前記目的形状と比較され、
前記目的形状が正の曲率及び負の曲率の両方を有する形状である場合、第1及び第3ステップにおいて、前記解析結果は、前記節点における変位量を用いて前記目的形状と比較される請求項1に記載の算出方法。 - 第1又は第3ステップにおいて、前記ブロック毎の前記解析結果と前記目的形状との比較と、前記解析モデル全体における前記解析結果と前記目的形状との比較との両方を行う請求項1~5のいずれか1つに記載の算出方法。
- 前記金属板は、表面及び裏面を有し、
第1加熱条件では、第1加熱線は前記表面及び前記裏面のうちどちらか一方に設定され、
第2加熱条件では、第2加熱線は前記表面及び前記裏面のうちどちらか一方に設定され、
第4ステップは、繰り返した第2試行のうち解析結果が目的形状に近づいた第2試行で設定した少なくとも1本の第2加熱線を複数選択し、選択した複数の第2加熱線のうち、第1選択加熱線が設定された面と同じ面に設定された第2加熱線を第2選択加熱線として選択するステップである請求項1~6のいずれか1つに記載の算出方法。 - 第4ステップは、繰り返した第2試行のうち解析結果が目的形状に近づいた第2試行で設定した少なくとも1本の第2加熱線を複数選択し、選択した複数の第2加熱線のうち曲げ量が小さい第2加熱線を第2選択加熱線として選択するステップである請求項1~7のいずれか1つに記載の算出方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180019670.6A CN115243810A (zh) | 2020-03-09 | 2021-03-08 | 在利用线状加热的金属板的弯曲加工中使用的加热方案的计算方法 |
| KR1020227034181A KR20220151638A (ko) | 2020-03-09 | 2021-03-08 | 선상 가열에 의한 금속판의 굽힘 가공에 사용하는 가열방안의 산출방법 |
| JP2022507182A JP7570118B2 (ja) | 2020-03-09 | 2021-03-08 | 線状加熱による金属板の曲げ加工に用いる加熱方案の算出方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020039947 | 2020-03-09 | ||
| JP2020-039947 | 2020-03-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021182401A1 true WO2021182401A1 (ja) | 2021-09-16 |
Family
ID=77672354
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/009013 WO2021182401A1 (ja) | 2020-03-09 | 2021-03-08 | 線状加熱による金属板の曲げ加工に用いる加熱方案の算出方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7570118B2 (ja) |
| KR (1) | KR20220151638A (ja) |
| CN (1) | CN115243810A (ja) |
| WO (1) | WO2021182401A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0775835A (ja) * | 1993-09-07 | 1995-03-20 | Ishikawajima Harima Heavy Ind Co Ltd | 線状加熱による金属板の曲げ加工方法 |
| JP2002192240A (ja) * | 2000-12-26 | 2002-07-10 | Ishikawajima Harima Heavy Ind Co Ltd | 線状加熱の加熱方案策定方法 |
| JP2002219522A (ja) * | 2001-01-22 | 2002-08-06 | Ishikawajima Harima Heavy Ind Co Ltd | 線状加熱による金属板の鞍型曲面加工方法 |
| JP2005118824A (ja) * | 2003-10-16 | 2005-05-12 | Ihi Marine United Inc | 大曲率曲面の加工に適した線状加熱方案の算出方法 |
| KR20080105522A (ko) * | 2007-05-31 | 2008-12-04 | 삼성중공업 주식회사 | 선체 외판 곡면 가공 시스템 및 그 방법 |
| JP2009012057A (ja) * | 2007-07-06 | 2009-01-22 | Ihi Corp | 線状加熱曲げ加工の加熱位置修正方法 |
| JP2010194599A (ja) * | 2009-02-26 | 2010-09-09 | Ihi Corp | 自動鋼板曲げ装置による加熱位置修正方法及び装置 |
| JP2013066902A (ja) * | 2011-09-21 | 2013-04-18 | Ihi Marine United Inc | 線状加熱の加熱方案算出方法 |
| JP2020040092A (ja) * | 2018-09-11 | 2020-03-19 | 公立大学法人大阪 | 線状加熱による金属板の曲げ加工に用いる加熱方案の算出方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4471412B2 (ja) * | 1999-02-22 | 2010-06-02 | 株式会社アイ・エイチ・アイ マリンユナイテッド | 曲げ加工用金属板の展開形状選定方法 |
| JP2009012058A (ja) * | 2007-07-06 | 2009-01-22 | Ihi Corp | 線状加熱による金属板の曲げ加工方法及び装置 |
| JP5150230B2 (ja) * | 2007-12-11 | 2013-02-20 | 株式会社アイ・エイチ・アイ マリンユナイテッド | 曲げ加工方法及び曲げ加工支援装置 |
| DE102016212933A1 (de) * | 2016-07-14 | 2018-01-18 | Hochschule Heilbronn | Kompensation der Rückfederung bei der Herstellung von Blechumformteilen |
-
2021
- 2021-03-08 WO PCT/JP2021/009013 patent/WO2021182401A1/ja active Application Filing
- 2021-03-08 CN CN202180019670.6A patent/CN115243810A/zh active Pending
- 2021-03-08 JP JP2022507182A patent/JP7570118B2/ja active Active
- 2021-03-08 KR KR1020227034181A patent/KR20220151638A/ko active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0775835A (ja) * | 1993-09-07 | 1995-03-20 | Ishikawajima Harima Heavy Ind Co Ltd | 線状加熱による金属板の曲げ加工方法 |
| JP2002192240A (ja) * | 2000-12-26 | 2002-07-10 | Ishikawajima Harima Heavy Ind Co Ltd | 線状加熱の加熱方案策定方法 |
| JP2002219522A (ja) * | 2001-01-22 | 2002-08-06 | Ishikawajima Harima Heavy Ind Co Ltd | 線状加熱による金属板の鞍型曲面加工方法 |
| JP2005118824A (ja) * | 2003-10-16 | 2005-05-12 | Ihi Marine United Inc | 大曲率曲面の加工に適した線状加熱方案の算出方法 |
| KR20080105522A (ko) * | 2007-05-31 | 2008-12-04 | 삼성중공업 주식회사 | 선체 외판 곡면 가공 시스템 및 그 방법 |
| JP2009012057A (ja) * | 2007-07-06 | 2009-01-22 | Ihi Corp | 線状加熱曲げ加工の加熱位置修正方法 |
| JP2010194599A (ja) * | 2009-02-26 | 2010-09-09 | Ihi Corp | 自動鋼板曲げ装置による加熱位置修正方法及び装置 |
| JP2013066902A (ja) * | 2011-09-21 | 2013-04-18 | Ihi Marine United Inc | 線状加熱の加熱方案算出方法 |
| JP2020040092A (ja) * | 2018-09-11 | 2020-03-19 | 公立大学法人大阪 | 線状加熱による金属板の曲げ加工に用いる加熱方案の算出方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115243810A (zh) | 2022-10-25 |
| KR20220151638A (ko) | 2022-11-15 |
| JP7570118B2 (ja) | 2024-10-21 |
| JPWO2021182401A1 (ja) | 2021-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7165395B2 (ja) | 金属板を線状加熱し曲げ加工する加工方法 | |
| He et al. | High-accuracy and high-performance WAAM propeller manufacture by cylindrical surface slicing method | |
| Kilian | Fabrication of partially double-curved surfaces out of flat sheet material through a 3D puzzle approach | |
| WO2021182401A1 (ja) | 線状加熱による金属板の曲げ加工に用いる加熱方案の算出方法 | |
| CN116963849A (zh) | 加热方案的算出方法、程序、记录介质、装置、变形方法、板变形装置以及变形板的制造方法 | |
| WO2021182334A1 (ja) | 線状加熱による金属板の曲げ加工に用いる加熱方案の算出方法 | |
| JP2013066902A (ja) | 線状加熱の加熱方案算出方法 | |
| KR102833603B1 (ko) | 선상 가열에 의한 금속판의 굽힘 가공에 사용하는 가열방안의 산출방법 | |
| JP2006231345A (ja) | 曲げ加工方法、金属板、加熱位置決定プログラム、及び3次元形状処理装置 | |
| CN104890236B (zh) | 3d打印的立体光固化快速成型扫描路径排序方法 | |
| KR102560913B1 (ko) | 판재의 곡률 측정 방법 | |
| JP2666685B2 (ja) | 線状加熱による金属板の曲げ加工方法 | |
| KR20100058886A (ko) | 가변 금형을 이용한 강판의 곡면성형방법 | |
| CN117182104A (zh) | 一种选区激光熔化制作高温合金悬桥的方法、装置及设备 | |
| Edwardson et al. | Iterative 3D laser forming of continuous surfaces | |
| JPH0760368A (ja) | 線状加熱による金属板の曲げ加工方法 | |
| JP4471412B2 (ja) | 曲げ加工用金属板の展開形状選定方法 | |
| KR101043426B1 (ko) | 강판의 곡면 가공시 부재 뒤집기 시점 판단 방법 및 그 장치 | |
| KR20220058137A (ko) | 선체 곡 외판 성형시스템 및 방법 | |
| Jang et al. | Acquisition of line heating information for automatic plate forming | |
| CN118260881B (zh) | 一种焊接结构的仿真模拟方法 | |
| CN106251275A (zh) | 一种船体帆型外板倒三角形成形自动加热方法 | |
| JP2009297790A (ja) | 曲げ加工方法、金属板、加熱位置決定プログラム及び装置 | |
| KR102665037B1 (ko) | 선체 곡 외판 성형시스템 및 방법 | |
| Broek et al. | Exploration of flexible blade curvature for free form thick layered object manufacturing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21767566 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| ENP | Entry into the national phase |
Ref document number: 2022507182 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227034181 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21767566 Country of ref document: EP Kind code of ref document: A1 |