WO2021167091A1 - 接着剤組成物層、積層体、光学積層体および光学装置、ならびに光学積層体の製造方法 - Google Patents
接着剤組成物層、積層体、光学積層体および光学装置、ならびに光学積層体の製造方法 Download PDFInfo
- Publication number
- WO2021167091A1 WO2021167091A1 PCT/JP2021/006453 JP2021006453W WO2021167091A1 WO 2021167091 A1 WO2021167091 A1 WO 2021167091A1 JP 2021006453 W JP2021006453 W JP 2021006453W WO 2021167091 A1 WO2021167091 A1 WO 2021167091A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive composition
- mass
- curable resin
- adhesive
- optical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/02—Diffusing elements; Afocal elements
- G02B5/0205—Diffusing elements; Afocal elements characterised by the diffusing properties
- G02B5/021—Diffusing elements; Afocal elements characterised by the diffusing properties the diffusion taking place at the element's surface, e.g. by means of surface roughening or microprismatic structures
- G02B5/0215—Diffusing elements; Afocal elements characterised by the diffusing properties the diffusion taking place at the element's surface, e.g. by means of surface roughening or microprismatic structures the surface having a regular structure
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/10—Homopolymers or copolymers of methacrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1804—C4-(meth)acrylate, e.g. butyl (meth)acrylate, isobutyl (meth)acrylate or tert-butyl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F265/00—Macromolecular compounds obtained by polymerising monomers on to polymers of unsaturated monocarboxylic acids or derivatives thereof as defined in group C08F20/00
- C08F265/04—Macromolecular compounds obtained by polymerising monomers on to polymers of unsaturated monocarboxylic acids or derivatives thereof as defined in group C08F20/00 on to polymers of esters
- C08F265/06—Polymerisation of acrylate or methacrylate esters on to polymers thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/24—Homopolymers or copolymers of amides or imides
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
- C09J4/06—Organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond in combination with a macromolecular compound other than an unsaturated polymer of groups C09J159/00 - C09J187/00
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/10—Adhesives in the form of films or foils without carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/203—Adhesives in the form of films or foils characterised by their carriers characterised by the structure of the release feature on the carrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/02—Diffusing elements; Afocal elements
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/04—Prisms
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/0001—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems
- G02B6/0011—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being planar or of plate-like form
- G02B6/0033—Means for improving the coupling-out of light from the light guide
- G02B6/005—Means for improving the coupling-out of light from the light guide provided by one optical element, or plurality thereof, placed on the light output side of the light guide
- G02B6/0051—Diffusing sheet or layer
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/0001—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems
- G02B6/0011—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being planar or of plate-like form
- G02B6/0033—Means for improving the coupling-out of light from the light guide
- G02B6/005—Means for improving the coupling-out of light from the light guide provided by one optical element, or plurality thereof, placed on the light output side of the light guide
- G02B6/0053—Prismatic sheet or layer; Brightness enhancement element, sheet or layer
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/0001—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems
- G02B6/0011—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being planar or of plate-like form
- G02B6/0065—Manufacturing aspects; Material aspects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2551/00—Optical elements
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/318—Applications of adhesives in processes or use of adhesives in the form of films or foils for the production of liquid crystal displays
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/122—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present only on one side of the carrier, e.g. single-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/414—Additional features of adhesives in the form of films or foils characterized by the presence of essential components presence of a copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
Definitions
- the present invention relates to an adhesive composition layer, a laminate having an adhesive composition layer, an optical laminate having an adhesive layer formed from the adhesive composition layer and an optical sheet, an optical device, and an optical laminate. Regarding the manufacturing method.
- Optical sheets are used in various optical devices (eg, display devices and lighting devices).
- the "optical sheet” is not limited to the above-exemplified one, and broadly includes a sheet-shaped optical member, and further includes, for example, a diffusion plate and a light guide plate.
- the optical sheet is attached to another optical sheet or optical device, for example using an adhesive layer.
- a configuration including an optical sheet and an adhesive layer or a configuration including a plurality of optical sheets is referred to as an "optical laminate".
- “adhesive” is used in the sense of including a pressure-sensitive adhesive (also referred to as "pressure-sensitive adhesive”).
- the applicant discloses an optical laminate (referred to as an "optical laminate sheet” in Patent Document 1) that can be used in a display device or a lighting device in Patent Document 1.
- the optical laminate of Patent Document 1 has an optical sheet having a concavo-convex structure on its surface (for example, a microlens sheet) and an adhesive layer provided on the surface having a concavo-convex structure. 5% to 90% of the height of the convex portion of the uneven structure is filled with the adhesive layer.
- the adhesive layer is formed of an adhesive composition containing a graft polymer obtained by graft-polymerizing a chain containing a cyclic ether group-containing monomer to a (meth) acrylic polymer and a photocationic polymerization initiator or a thermosetting catalyst. There is.
- the degree to which the adhesive layer penetrates into the recesses of the concavo-convex structure affects the function of the optical sheet. Therefore, it is preferable that the degree to which the adhesive layer penetrates into the concave portion of the concave-convex structure does not change with time.
- an optical laminate in which an optical sheet and an adhesive layer are laminated or an optical laminate in which a plurality of optical sheets are laminated, which is used in an optical device, is manufactured by a roll-to-roll method from the viewpoint of mass productivity. It is preferable to be able to do it.
- the present invention has been made to solve at least one of the above-mentioned problems, and is an adhesive capable of forming an adhesive layer in which a change with time is suppressed to the extent that it penetrates into a concave portion of an uneven structure of an optical sheet.
- the at least one copolymerizable functional group-containing monomer comprises the nitrogen-containing vinyl monomer.
- the adhesive composition layer according to item 1 or 2 wherein the mass ratio of the at least one (meth) acrylate monomer to the nitrogen-containing vinyl monomer is between 90:10 and 60:40.
- the at least one copolymerizable functional group-containing monomer comprises the carboxyl group-containing copolymerizable monomer.
- the 180 ° peel adhesive force to the PMMA film after curing the curable resin of the adhesive composition is 10 mN / 20 mm or more. ..
- the gel content of the adhesive composition before curing the curable resin is 75% or more, and the gel content of the adhesive composition after curing the curable resin is 90% or more.
- the adhesive composition layer according to any one of items 1 to 10 wherein the thickness of the adhesive composition after curing the curable resin is 0.1 ⁇ m or more and 20 ⁇ m or less.
- the laminate according to item 12 may be referred to as an "adhesive sheet".
- the laminate according to item 12 may further have, for example, another base material having a peeled main surface, which is arranged on the opposite side of the adhesive composition layer from the base material. At this time, the peeled main surface of the other base material is bonded to the adhesive composition layer.
- the peel-treated surface refers to the surface treated with the release agent.
- the peeled main surface of the base material (support) is formed by applying (applying) a release agent to one main surface of the base material and further drying it if necessary.
- the release agent is not particularly limited, and examples thereof include silicone-based release agents, fluorine-based release agents, long-chain alkyl-based release agents, and fatty acid amide-based release agents.
- a first optical sheet having a first main surface having an uneven structure and a second main surface opposite to the first main surface, It has an adhesive layer arranged on the first main surface side of the first optical sheet, and has an adhesive layer.
- the adhesive layer is formed by curing the curable resin of an adhesive composition containing a polymer and a curable resin.
- the initial tensile elastic modulus at 23 ° C. before curing the curable resin of the adhesive composition is 0.35 MPa or more and 8.00 MPa or less.
- An optical laminate having an initial tensile elastic modulus at 23 ° C. after curing the curable resin of the adhesive composition is 1.00 MPa or more.
- the initial tensile elastic modulus at 23 ° C. after curing the curable resin of the adhesive composition is, for example, 3.00 MPa or more.
- Item 14 Item 13.
- the uneven structure includes a plurality of recesses, and the surface of the adhesive layer and the first main surface of the first optical sheet define a plurality of spaces in the plurality of recesses.
- [Item 16] The optical laminate according to any one of items 13 to 15, wherein the uneven structure includes a flat portion in contact with the adhesive layer.
- [Item 17] The optical laminate according to any one of items 13 to 16, further comprising a second optical sheet arranged on the side opposite to the first optical sheet side of the adhesive layer.
- An optical device comprising the optical laminate according to any one of items 13 to 17.
- [Item 19] The method for producing an optical laminate according to any one of items 13 to 17. Step A of applying the adhesive composition layer formed from the adhesive composition onto the first main surface of the first optical sheet, and A production method comprising a step B of curing the curable resin of the adhesive composition with the adhesive composition layer applied on the first main surface of the first optical sheet.
- Step A1 in which the first laminated body in which the first optical sheet and the adhesive composition layer formed from the adhesive composition are laminated and the second optical sheet are laminated, or formed from the adhesive composition.
- Step A2 in which the second laminated body in which the adhesive composition layer and the second optical sheet are laminated and the first optical sheet are bonded together.
- the step A1 is included, the step A1 includes a step of laminating the first laminated body and the second optical sheet by a roll-to-roll method, or the step A2 is included, and the step A2 is said.
- an adhesive composition layer capable of forming an adhesive layer in which a change with time is suppressed to the extent that it penetrates (fills) into a concave portion of an uneven structure of an optical sheet, such an adhesive composition.
- a method for producing an optical laminate is provided.
- an optical device including such an optical laminate is provided.
- FIG. 5 is a schematic cross-sectional view of the optical laminate 101A according to another embodiment of the present invention. It is a schematic cross-sectional view of the optical laminate 100B and the optical laminate 101B according to still another embodiment of the present invention. It is a schematic perspective view of the optical sheet 10b included in the optical laminated body 100B. It is a schematic cross-sectional view of the lighting apparatus 200 including the optical laminated body 100B. It is a schematic plan view of the shaping film 70 which the optical laminated body by embodiment of this invention has. It is a schematic cross-sectional view of the shaping film 70.
- an adhesive composition layer according to an embodiment of the present invention, a laminate having an adhesive composition layer, an adhesive layer formed from the adhesive composition layer, and an optical laminate having an adhesive layer and an optical sheet. , And a method for manufacturing an optical laminate will be described.
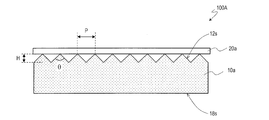
- the optical laminate 100A has an adhesive layer 20a on the uneven structure of the prism surface (first main surface) 12s of the prism sheet (first optical sheet) 10a.
- Another optical sheet for example, a microlens sheet
- the optical laminate 101A has an optical laminate 100A and a second optical sheet 30 arranged on the side opposite to the first optical sheet 10a side of the adhesive layer 20a. Since the description of the optical laminate 100A also applies to the optical laminate 101A unless otherwise specified, the description may be omitted in order to avoid duplication.
- the adhesive layer 20a is formed by curing the curable resin of the adhesive composition containing the polymer and the curable resin.
- the adhesive layer 20a is formed as follows. First, an adhesive composition layer formed from the adhesive composition is applied onto the first main surface 12s of the optical sheet 10a. Subsequently, with the adhesive composition layer applied on the first main surface 12s of the optical sheet 10a, the adhesive composition is cured by applying heat to the adhesive composition layer or irradiating it with active energy rays. Cure the sex resin.
- the adhesive composition layer to be the adhesive layer 20a is attached to the prism sheet 10a by, for example, a roll-to-roll method
- the adhesive composition layer penetrates into the concave portion of the concave-convex structure of the prism sheet 10a. It is required not to overdo it.
- the adhesive composition layer is attached to the prism sheet 10a by, for example, a roll-to-roll method
- it is required to have a certain degree of softness (easiness of deformation).
- the adhesive layer 20a is formed on the prism surface 12s of the prism sheet 10a, it is required that the degree to which the adhesive layer 20a penetrates into the recess does not change with time.
- the optical laminate 101A it is required that the deformation of the adhesive composition layer during the formation of the adhesive layer 20a and the deformation over time after the formation of the adhesive layer 20a are suppressed.
- the optical laminate 101A is, for example, after the optical laminate 100A is produced by the above method, the optical laminate 100A and the optical laminate 100A are arranged on the side opposite to the first optical sheet 10a side of the adhesive layer 20a. 2 It can be manufactured by laminating with an optical sheet 30.
- the adhesive composition layer is provided with the adhesive composition layer between the first optical sheet 10a and the second optical sheet 30 so as to be in contact with the first main surface 12s of the first optical sheet 10a.
- the optical laminate 101A may be produced by applying heat or irradiating with active energy rays to cure the curable resin of the adhesive composition to form the adhesive layer 20a.
- the laminate of the first optical sheet 10a, the adhesive composition layer and the second optical sheet 30 is a laminate in which the first optical sheet 10a and the adhesive composition layer are laminated, and the second optical sheet 30, for example. It may be formed by laminating by a roll-to-roll method, or a laminate in which the second optical sheet 30 and the adhesive composition layer are laminated and the first optical sheet 10a are, for example, roll-to-roll. It may be formed by laminating by a roll method.
- the present inventor has cured the initial tensile modulus before curing the curable resin of the adhesive composition forming the adhesive layer 20a and the curable resin of the adhesive composition forming the adhesive layer 20a. It has been found that a suitable adhesive can be selected by using the initial tensile modulus later. In the present specification, the initial tensile elastic modulus of the adhesive composition is measured as shown in the experimental examples described later.
- the degree of penetration of the adhesive layer into the recesses can be evaluated by the diffusion transmittance of the optical laminate 100A or the optical laminate 101A. The greater the degree to which the adhesive layer 20a penetrates into the recess of the prism sheet 10a, the smaller the diffusion transmittance. The diffusion transmittance of the optical laminate is measured as shown in an experimental example described later.
- the adhesive composition forming the adhesive layer 20a contained in the optical laminate 100A according to the embodiment of the present invention is 23 before the curable resin of the adhesive composition is cured.
- the initial tensile elastic modulus at ° C. is 0.35 MPa or more and 8.00 MPa or less, and the initial tensile elastic modulus at 23 ° C. after curing the curable resin of the adhesive composition is 1.00 MPa or more.
- the adhesive layer 20a is formed, that is, the adhesive composition layer is formed on the optical sheet 10a.
- the adhesive composition is prevented from entering the plurality of recesses.
- the adhesive composition layer is formed on the first main surface of the optical sheet 10a. It has the softness (easiness to deform) required to be imparted on 12s.
- the adhesive force of the adhesive composition layer to the first main surface 12s of the optical sheet 10a is sufficient. It may not be.
- the initial tensile elastic modulus at 23 ° C. after curing the curable resin of the adhesive composition is 1.00 MPa or more
- the adhesive layer 20a is formed and then the adhesive layer 20a is deformed over time. Therefore, it is suppressed from entering into a plurality of recesses. Since both the deformation of the adhesive composition layer during the formation of the adhesive layer 20a and the deformation over time after the formation of the adhesive layer 20a are suppressed, the optical laminate 100A improves the light extraction efficiency. Can be done.
- the initial tensile elastic modulus at 23 ° C. before curing the curable resin of the adhesive composition is, for example, 0.35 MPa or more, 0.40 MPa or more, 0.45 MPa or more or 0.50 MPa or more, and 8.00 MPa or less, 7.70 MPa or less, 7.50 MPa or less, 7.00 MPa or less, 6.50 MPa or less, 6.00 MPa or less, 5.50 MPa or less, 5.00 MPa or less, 4.50 MPa or less, 4.00 MPa or less, It is 3.50 MPa or less or 3.00 MPa or less.
- the upper limit of the initial tensile elastic modulus at 23 ° C. after curing the curable resin of the adhesive composition is not particularly limited, but is, for example, 1000 MPa or less, 800 MPa or less, 600 MPa or less, 400 MPa or less, or 200 MPa or less.
- the tensile elastic modulus is 3.00 MPa or more.
- the gel content of the adhesive composition before curing the curable resin is, for example, 75% or more, and the gel content after curing the curable resin of the adhesive composition is, for example, 90% or more.
- the upper limit of these gel fractions is not particularly limited, but is, for example, 100%.
- the curable resin contained in the adhesive composition examples include active energy ray (for example, visible light and ultraviolet rays) curable resin, thermosetting resin, and moisture curable resin.
- the curable resin contained in the adhesive composition contains, for example, an ultraviolet curable resin and a photopolymerization initiator, and is cured by being irradiated with light (ultraviolet rays).
- the ultraviolet curable resin preferably has, for example, a mass average molecular weight of 4000 or more from the viewpoint of suppressing the adhesive composition layer from entering the plurality of recesses.
- the polymer contained in the adhesive composition is, for example, a copolymer, which comprises at least one (meth) acrylate monomer (for example, alkyl (meth) acrylate), a hydroxyl group-containing copolymerizable monomer, and a carboxyl group-containing monomer.
- the mass ratio of the (meth) acrylate monomer to the nitrogen-containing vinyl monomer is, for example, between 95: 5 and 50:50, 95: 5.
- the polymer contained in the adhesive composition may be crosslinked.
- the polymer of the adhesive composition is crosslinked (for example, by heating) before the adhesive composition layer is applied onto the first main surface 12s of the optical sheet 10a.
- the adhesive layer 20a is formed by, for example, the following method. First, an adhesive composition solution layer is formed from an adhesive composition solution containing a polymer, a cross-linking agent, an active energy ray-curable resin, a polymerization initiator, and a solvent.
- the adhesive composition solution layer is formed, for example, on the stripped main surface of the substrate.
- the solvent of the adhesive composition solution layer is then removed and the polymer of the adhesive composition solution layer is crosslinked with a crosslinker (eg, by heating) to obtain an adhesive composition layer having a crosslinked structure. ..
- a crosslinker eg, by heating
- the adhesive composition solution layer is formed on the peeled main surface of the base material
- the adhesive composition layer is formed on the peeled main surface of the base material
- the base material and the adhesive composition are formed.
- a laminate having layers is obtained.
- the crosslinked structure formed by the polymer and the crosslinking agent is referred to as a first crosslinked structure. It is distinguished from the crosslinked structure (second crosslinked structure) formed by curing the active energy ray-curable resin, which will be described later.
- the polymer of the adhesive composition solution layer may be crosslinked in the step of removing the solvent of the adhesive composition solution layer, or after the step of removing the solvent of the adhesive composition solution layer, the adhesive composition solution. In addition to the step of removing the solvent of the layer, a step of cross-linking the polymer of the adhesive composition solution layer may be further performed. After that, the adhesive composition layer is attached onto the first main surface 12s of the optical sheet 10a, and the adhesive composition layer is placed on the first main surface 12s of the optical sheet 10a, and then the adhesive composition layer is formed.
- an adhesive layer 20a having a second crosslinked structure in addition to the first crosslinked structure is formed on the first main surface 12s of the optical sheet 10a. be able to. It is considered that the first crosslinked structure and the second crosslinked structure of the adhesive layer 20a form a so-called interpenetrating network structure (IPN).
- IPN interpenetrating network structure
- the second optical sheet 30 has a main surface 38s on the adhesive layer 20a side and a main surface 32s on the opposite side of the main surface 38s.
- the main surface 38s is a flat surface.
- Any suitable material can be adopted for the second optical sheet 30 depending on the purpose.
- the material of the second optical sheet 30 include a thermoplastic resin having light transmittance, and more specifically, for example, a (meth) acrylic resin such as polymethyl methacrylate (PMMA), or polycarbonate. Examples thereof include a film formed of a (PC) -based resin or the like.
- At least one other optical member (or optical sheet) may be arranged on the side opposite to the adhesive layer 20a of the second optical sheet 30 of the optical laminate 101A (that is, on the main surface 32s).
- the other optical member includes, for example, a diffusion plate, a light guide plate, and the like, and is adhered onto the main surface 32s of the optical sheet 30 via an adhesive layer. That is, the optical laminate of another embodiment of the present invention includes the optical laminate 101A and another optical sheet arranged on the side opposite to the adhesive layer 20a of the second optical sheet 30 of the optical laminate 101A. ..
- the optical device of another embodiment of the present invention includes an optical laminate 101A and at least one other optical member arranged on the side opposite to the adhesive layer 20a of the second optical sheet 30 of the optical laminate 101A. ..
- the 180 ° peel adhesive force of the adhesive layer 20a to the PMMA film is, for example, 10 mN / 20 mm or more.
- the upper limit is not particularly limited, but is, for example, 50N / 20mm or less, 40N / 20mm or less, 30N / 20mm or less, 20N / 20mm or less, 10N / 20mm or less, or 1N / 20mm or less.
- the haze of the adhesive layer 20a is, for example, 0.01% or more and 5% or less, 4% or less, 3% or less, 2% or less, or 1.5% or less.
- the thickness of the adhesive layer 20a is, for example, 0.1 ⁇ m or more, 0.5 ⁇ m or more or 1.0 ⁇ m or more, and 20 ⁇ m or less, 15 ⁇ m or less, 10 ⁇ m or less or 5 ⁇ m or less.
- the 180 ° peel adhesive force of the adhesive layer to the PMMA film and the haze of the adhesive layer can be measured by, for example, the methods described in the experimental examples described later.
- the adhesive forming the adhesive layer 20a the following adhesives can be preferably used as described later by showing an experimental example.
- the adhesive contains, for example, a (meth) acrylic polymer
- the (meth) acrylic polymer is, for example, a copolymer of a nitrogen-containing (meth) acrylic monomer and at least one other monomer. ..
- the nitrogen-containing (meth) acrylic monomer has, for example, a nitrogen-containing cyclic structure.
- the elastic (meth) acrylic polymer is elastic, especially when the nitrogen-containing (meth) acrylic monomer has a nitrogen-containing cyclic structure. The effect of improving the characteristics can be obtained.
- the adhesive contains a (meth) acrylic polymer
- the adhesive may further contain an active energy ray-curable resin (for example, an ultraviolet curable resin) and a curing agent (for example, a photopolymerization initiator).
- an active energy ray-curable resin for example, an ultraviolet curable resin
- a curing agent for example, a photopolymerization initiator
- a cured product of an active energy ray-curable resin may be further contained.
- the active energy rays are, for example, visible light and ultraviolet light.
- the elastic properties of the adhesive layer 20a can be improved by applying the adhesive composition layer (which becomes the adhesive layer 20a) to the optical sheet 10a and then curing the active ray-curable resin. , It is possible to suppress the change with time to the extent that the adhesive layer 20a penetrates into the recess. When the active energy ray-curable resin is cured, the adhesive layer 20a becomes hard. If the adhesive layer 20a is too hard, it may be difficult to attach the adhesive layer 20a to the optical sheet 10a by a roll-to-roll method. However, after the adhesive composition layer is applied to the optical sheet 10a. This problem can be avoided by curing the active energy ray-curable resin with.
- the adhesive preferably does not contain a graft polymer.
- the design factors and control factors of the material increase, and the mass productivity may be inferior.
- the creep properties of the adhesive containing no graft polymer can be adjusted by various factors (for example, the type and amount of the cross-linking agent, the type and amount of the active ray-curable resin).
- the adhesive contains, for example, a (meth) acrylic polymer.
- Any (meth) acrylate can be used as the monomer used in the production of the (meth) acrylic polymer, and the monomer is not particularly limited.
- an alkyl (meth) acrylate having an alkyl group having 4 or more carbon atoms can be used.
- the ratio of the alkyl (meth) acrylate having an alkyl group having 4 or more carbon atoms to the total amount of the monomers used in the production of the (meth) acrylic polymer is, for example, 50% by mass or more.
- alkyl (meth) acrylate refers to (meth) acrylate having a linear or branched alkyl group.
- the alkyl group of the alkyl (meth) acrylate preferably has 4 or more carbon atoms, and more preferably 4 or more and 9 or less carbon atoms.
- (meth) acrylate means acrylate and / or methacrylate.
- alkyl (meth) acrylates include n-butyl (meth) acrylate, s-butyl (meth) acrylate, t-butyl (meth) acrylate, isobutyl (meth) acrylate, n-pentyl (meth) acrylate, and isopentyl.
- the adhesive may contain a (meth) acrylic polymer, which is a copolymer of a nitrogen-containing (meth) acrylic monomer and at least one other monomer.
- the (meth) acrylic polymer is a copolymer obtained by copolymerizing the following monomers in the following amounts when the total amount of the monomers used for the copolymerization is 100 parts by mass. Is preferable.
- Nitrogen-containing (meth) acrylic monomer 10.0 parts by mass or more, 15.0 parts by mass or more, 20.0 parts by mass or more, 25.0 parts by mass or more, 30.0 parts by mass or more or 35.0 parts by mass or more Yes, and 40.0 parts by mass or less, 35.0 parts by mass or less, 30.0 parts by mass or less, 25.0 parts by mass or less, 20.0 parts by mass or less, or 15.0 parts by mass or less.
- Hydroxyl group-containing acrylic monomer 0.05 parts by mass or more, 0.75 parts by mass or more, 1.0 parts by mass or more, 2.0 parts by mass or more, 3.0 parts by mass or more, 4.0 parts by mass or more, 5.
- 0 parts by mass or more 6.0 parts by mass or more, 7.0 parts by mass or more, 8.0 parts by mass or more or 9.0 parts by mass or more, and 10.0 parts by mass or less, 9.0 parts by mass or less , 8.0 parts by mass or less, 7.0 parts by mass or less, 6.0 parts by mass or less, 5.0 parts by mass or less, 4.0 parts by mass or less, 3.0 parts by mass or less, 2.0 parts by mass or less or 1.0 part by mass or less.
- Carboxyl group-containing acrylic monomer 1.0 part by mass or more, 2.0 part by mass or more, 3.0 part by mass or more, 4.0 part by mass or more, 5.0 part by mass or more, 6.0 part by mass or more, 7. 0 parts by mass or more, 8.0 parts by mass or more or 9.0 parts by mass or more, and 10.0 parts by mass or less, 9.0 parts by mass or less, 8.0 parts by mass or less, 7.0 parts by mass or less , 6.0 parts by mass or less, 5.0 parts by mass or less, 4.0 parts by mass or less, 3.0 parts by mass or less or 2.0 parts by mass or less.
- Alkyl (meth) acrylate monomer (100 parts by mass)-(total amount of monomers other than alkyl (meth) acrylate monomer used for copolymerization)
- the "nitrogen-containing (meth) acrylic monomer” includes a monomer having a polymerizable functional group having an unsaturated double bond of a (meth) acryloyl group and having a nitrogen atom without particular limitation.
- the "nitrogen-containing (meth) acrylic monomer” has, for example, a nitrogen-containing cyclic structure.
- nitrogen-containing cyclic structures include N-vinyl-2-pyrrolidone (NVP), N-vinyl- ⁇ -caprolactam (NVC), and 4-acryloyl morpholine (ACMO). These can be used alone or in combination.
- the "hydroxyl group-containing acrylic monomer” includes a monomer having a polymerizable functional group having an unsaturated double bond of a (meth) acryloyl group and having a hydroxyl group without particular limitation.
- the "carboxyl group-containing acrylic monomer” is not particularly limited to a monomer having a polymerizable functional group having an unsaturated double bond such as a (meth) acryloyl group or a vinyl group and having a carboxyl group.
- examples of the unsaturated carboxylic acid-containing monomer include (meth) acrylic acid, carboxyethyl (meth) acrylate, carboxypentyl (meth) acrylate, itaconic acid, maleic acid, fumaric acid, and crotonic acid. These can be used alone or in combination.
- the adhesive may contain a (meth) acrylic polymer which is a copolymer of a carboxyl group-containing acrylic monomer and at least one other monomer (excluding nitrogen-containing (meth) acrylic monomer).
- the (meth) acrylic polymer is a copolymer obtained by copolymerizing the following monomers in the following amounts when the total amount of the monomers used for the copolymerization is 100 parts by mass. Is preferable.
- Carboxyl group-containing acrylic monomer 1.0 part by mass or more, 2.0 part by mass or more, 3.0 part by mass or more, 4.0 part by mass or more, 5.0 part by mass or more, 6.0 part by mass or more, 7.
- 0 parts by mass or more 8.0 parts by mass or more or 9.0 parts by mass or more, and 10.0 parts by mass or less, 9.0 parts by mass or less, 8.0 parts by mass or less, 7.0 parts by mass or less , 6.0 parts by mass or less, 5.0 parts by mass or less, 4.0 parts by mass or less, 3.0 parts by mass or less or 2.0 parts by mass or less.
- Alkyl (meth) acrylate monomer 90.0 parts by mass or more, 91.0 parts by mass or more, 92.0 parts by mass or more, 93.0 parts by mass or more, 94.0 parts by mass or more, 95.0 parts by mass or more, 96 9.0 parts by mass or more, 97.0 parts by mass or more or 98.0 parts by mass or more, 99.0 parts by mass or less, 98.0 parts by mass or less, 97.0 parts by mass or less, 96.0 parts by mass or less , 95.0 parts by mass or less, 94.0 parts by mass or less, 93.0 parts by mass or less, 92.0 parts by mass or less or 91.0 parts by mass or less.
- cross-linking agent for introducing a cross-linked structure into the (meth) acrylic polymer examples include an isocyanate-based cross-linking agent, an epoxy-based cross-linking agent, a silicone-based cross-linking agent, an oxazoline-based cross-linking agent, an aziridine-based cross-linking agent, a silane-based cross-linking agent, and an alkyl ether.
- cross-linking agents such as melamine-based cross-linking agents, metal chelate-based cross-linking agents, and peroxides.
- the cross-linking agent may be used alone or in combination of two or more.
- the isocyanate-based cross-linking agent refers to a compound having two or more isocyanate groups (including an isocyanate regenerated functional group in which the isocyanate group is temporarily protected by a blocking agent or quantification) in one molecule.
- isocyanate-based cross-linking agent examples include aromatic isocyanates such as tolylene diisocyanate and xylene diisocyanate, aliphatic isocyanates such as isophorone diisocyanate, and aliphatic isocyanates such as hexamethylene diisocyanate.
- lower aliphatic polyisocyanates such as butylene diisocyanate and hexamethylene diisocyanate
- alicyclic isocyanates such as cyclopentylene diisocyanate, cyclohexylene diisocyanate and isophorone diisocyanate
- 2,4-tolylene diisocyanate Aromatic diisocyanates such as 4,4'-diphenylmethane diisocyanate, xylylene diisocyanate, polymethylene polyphenyl isocyanate, trimethylolpropane / tolylene diisocyanate trimer adduct (manufactured by Toso Co., Ltd., trade name Coronate L), trimethylol Isocyanate adducts such as propane / hexamethylene diisocyanate trimeric adduct (manufactured by Toso Co., Ltd., trade name Coronate HL), isocyanurates of
- the blending amount of the isocyanate-based cross-linking agent is, for example, 0.01 part by mass or more, 0.02 part by mass or more, 0.05 part by mass or more, or 0.1 part by mass or more with respect to 100 parts by mass of the (meth) acrylic polymer. And 10 parts by mass or less, 9 parts by mass or less, 8 parts by mass or less, 7 parts by mass or less, 6 parts by mass or less or 5 parts by mass or less, preferably 0.01 parts by mass or more and 10 parts by mass or less. , 0.02 parts by mass or more and 9 parts by mass or less, or 0.05 parts by mass or more and 8 parts by mass or less.
- the blending amount may be appropriately adjusted in consideration of cohesive force, prevention of peeling in the durability test, and the like.
- aqueous dispersion of the modified (meth) acrylic polymer prepared by emulsion polymerization it is not necessary to use an isocyanate-based cross-linking agent, but if necessary, it is blocked because it easily reacts with water. It is also possible to use the above-mentioned isocyanate-based cross-linking agent.
- the epoxy-based cross-linking agent is a polyfunctional epoxy compound having two or more epoxy groups in one molecule.
- the epoxy-based cross-linking agent include bisphenol A, epichlorohydrin-type epoxy resin, ethylene glycidyl ether, N, N, N', N'-tetraglycidyl-m-xylene diamine, diglycidyl aniline, diamine glycidyl amine, 1 , 3-Bis (N, N-diglycidylaminomethyl) cyclohexane, 1,6-hexanediol diglycidyl ether, neopentyl glycol diglycidyl ether, ethylene glycol diglycidyl ether, propylene glycol diglycidyl ether, polyethylene glycol diglycidyl ether , Polypropylene glycol diglycidyl ether, sorbitol polyglycidyl ether, glycerol polyglycidyl ether,
- the blending amount of the epoxy-based cross-linking agent is, for example, 0.01 part by mass or more, 0.02 part by mass or more, 0.05 part by mass or more, or 0.1 part by mass or more with respect to 100 parts by mass of the (meth) acrylic polymer. And 10 parts by mass or less, 9 parts by mass or less, 8 parts by mass or less, 7 parts by mass or less, 6 parts by mass or less or 5 parts by mass or less, preferably 0.01 parts by mass or more and 10 parts by mass or less. , 0.02 parts by mass or more and 9 parts by mass or less, or 0.05 parts by mass or more and 8 parts by mass or less.
- the blending amount may be appropriately adjusted in consideration of cohesive force, prevention of peeling in the durability test, and the like.
- the peroxide cross-linking agent can be appropriately used as long as it generates radically active species by heating to promote cross-linking of the base polymer of the pressure-sensitive adhesive, but in consideration of workability and stability, it can be used as appropriate. It is preferable to use a peroxide having a one-minute half-life temperature of 80 ° C. or higher and 160 ° C. or lower, and more preferably 90 ° C. or higher and 140 ° C. or lower.
- peroxide examples include di (2-ethylhexyl) peroxydicarbonate (1 minute half-life temperature: 90.6 ° C.) and di (4-t-butylcyclohexyl) peroxydicarbonate (1 minute half-life temperature).
- the half-life of peroxide is an index showing the decomposition rate of peroxide, and means the time until the residual amount of peroxide is halved.
- the decomposition temperature for obtaining a half-life at an arbitrary temperature and the half-life time at an arbitrary temperature are described in the manufacturer's catalog, etc. For example, "Organic peroxide catalog 9th edition" of Nichiyu Co., Ltd. (May 2003) ”and so on.
- One type of peroxide may be used alone, or two or more types may be mixed and used.
- the blending amount of the peroxide is 0.02 parts by mass or more and 2 parts by mass or less, and preferably 0.05 parts by mass or more and 1 part by mass or less with respect to 100 parts by mass of the (meth) acrylic polymer. It is appropriately adjusted within this range in order to adjust workability, reworkability, cross-linking stability, peelability and the like.
- HPLC high performance liquid chromatography
- an organic cross-linking agent or a polyfunctional metal chelate may be used in combination.
- a polyfunctional metal chelate is one in which a polyvalent metal is covalently or coordinated to an organic compound.
- the polyvalent metal atom include Al, Cr, Zr, Co, Cu, Fe, Ni, V, Zn, In, Ca, Mg, Mn, Y, Ce, Sr, Ba, Mo, La, Sn, Ti and the like.
- Examples of the atom in the organic compound having a covalent bond or a coordination bond include an oxygen atom
- examples of the organic compound include an alkyl ester, an alcohol compound, a carboxylic acid compound, an ether compound, and a ketone compound.
- the blending amount of the active energy ray-curable resin is, for example, 3 parts by mass or more and 60 parts by mass or less with respect to 100 parts by mass of the (meth) acrylic polymer.
- the mass average molecular weight (Mw) before curing is 4000 or more and 50,000 or less.
- an acrylate-based, epoxy-based, urethane-based, or en-thiol-based ultraviolet curable resin can be preferably used.
- the active energy ray-curable resin a monomer and / or an oligomer that is radically polymerized or cationically polymerized by the active energy ray is used.
- Examples of the monomer radically polymerized by the active energy ray include a monomer having an unsaturated double bond such as a (meth) acryloyl group and a vinyl group, and a monomer having a (meth) acryloyl group is preferably used because of its excellent reactivity. Be done.
- the monomer having a (meth) acryloyl group examples include allyl (meth) acrylate, caprolactone (meth) acrylate, cyclohexyl (meth) acrylate, N, N-diethylaminoethyl (meth) acrylate, and 2-ethylhexyl.
- Polyester (meth) acrylate is obtained by reacting (meth) acrylic acid with polyester having a terminal hydroxyl group obtained from a polyhydric alcohol and a polyvalent carboxylic acid. 6000, 7000, 8000, 9000 series and the like can be mentioned.
- Epoxy (meth) acrylate is obtained by reacting epoxy resin with (meth) acrylic acid, and specific examples include Lipoxy SP and VR series manufactured by Showa High Polymer Co., Ltd. and epoxy esters manufactured by Kyoeisha Chemical Co., Ltd. Series etc. can be mentioned.
- Urethane (meth) acrylate is obtained by reacting polyol, isocyanate, and hydroxy (meth) acrylate.
- Specific examples include Art Resin UN series manufactured by Negami Kogyo Co., Ltd. and NK manufactured by Shin Nakamura Chemical Industry Co., Ltd. Examples thereof include the oligo U series and the purple light UV series manufactured by Mitsubishi Chemical Industry Co., Ltd.
- the photopolymerization initiator has the effect of exciting and activating by irradiating with ultraviolet rays to generate radicals, and curing the polyfunctional oligomer by radical polymerization.
- photopolymerization initiators such as beron, 2-ethylanthraquinone, 4', 4 "-diethylisophthalofenone and the like can be mentioned.
- the photopolymerization initiator include allylsulfonium hexafluorophosphate salt and sulfonium hexafluoro.
- Phosphate salts and photocationic polymerization initiators such as bis (alkylphenyl) iodonium hexafluorophosphate can also be used.
- the polymerization initiator is usually preferably added in a range of 0.5 parts by mass or more and 30 parts by mass or less, and further 1 part by mass or more and 20 parts by mass or less with respect to 100 parts by mass of the active energy ray-curable resin. If it is less than 0.5 parts by mass, the polymerization does not proceed sufficiently, the curing rate becomes slow, and if it exceeds 30 parts by mass, the hardness of the cured sheet may decrease.
- the active energy ray is not particularly limited, but is preferably ultraviolet light, visible light, electron beam, or the like.
- the cross-linking treatment by ultraviolet irradiation can be performed using an appropriate ultraviolet source such as a high-pressure mercury lamp, a low-pressure mercury lamp, an excimer laser, a metal halide lamp, or an LED lamp.
- the irradiation amount of ultraviolet rays can be appropriately selected according to the required degree of cross-linking, but usually, for ultraviolet rays, it is selected within the range of 0.2 J / cm 2 or more and 10 J / cm 2 or less. It is desirable to do.
- the temperature at the time of irradiation is not particularly limited, but is preferably up to about 140 ° C. in consideration of the heat resistance of the support.
- optical laminates 100B and 101B according to other embodiments of the present invention will be described with reference to FIGS. 3 to 5.
- the optical laminate 100B functions as a light distribution control element described in Patent Document 2, and can be manufactured by using a roll-to-roll method.
- Patent Document 2 all the disclosure contents of Patent Document 2 are incorporated herein by reference.
- FIG. 3 is a schematic cross-sectional view of the optical laminates 100B and 101B, showing a state in which the first optical sheet 10b is adhered to the surface 38s of the second optical sheet 30 via the adhesive layer 20b.
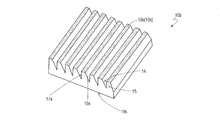
- FIG. 4 is a schematic perspective view of the first optical sheet 10b included in the optical laminate 100B.
- FIG. 5 is a schematic cross-sectional view of an illuminating device 200 including an optical laminate 102B and a light source 60, and schematically shows a trajectory of light rays.
- the optical laminate 100B is arranged on the first main surface 12s having a concavo-convex structure, the optical sheet 10b having the second main surface 18s opposite to the first main surface 12s, and the first main surface 12s side of the optical sheet 10b. It has an adhesive layer 20b and the like.
- the optical laminate 101B has an optical laminate 100B and a second optical sheet 30 arranged on the side opposite to the first optical sheet 10b side of the adhesive layer 20a.
- the uneven structure of the first main surface 12s of the optical sheet 10b includes a plurality of recesses 14, and the surface of the adhesive layer 20b and the first main surface 12s of the optical sheet 10b are present in the plurality of recesses 14. Space 14 (indicated by the same reference code as the recess) is defined.
- the adhesive layer 20b is an essential component for defining the space 14 of the optical laminate 100B, and is a part of the optical laminate 100B.
- the uneven structure of the optical sheet 10b includes a flat portion 10s in contact with the adhesive layer 20b.
- the concave-convex structure includes, for example, a plurality of convex portions 15 having a trapezoidal cross section. Since the concavo-convex structure has a flat portion 10s in contact with the adhesive layer 20b, the concavo-convex structure of the optical sheet 10b has an adhesive layer in the recesses rather than the concavo-convex structure of the prism surface of the prism sheet 10a shown in FIG. 20b is hard to invade. Therefore, by using the above-mentioned adhesive, it is possible to obtain an optical laminate 100B in which the adhesive layer 20b does not invade a plurality of spaces 14 and does not change with time.
- the optical sheet 10b can be manufactured by the same method using the same material as the known prism sheet or microlens sheet.
- the size and shape of the concave-convex structure of the optical sheet 10b can be changed as appropriate (Patent Document 2).
- Patent Document 2 the optical sheet 10b is different from the known prism sheet or microlens sheet in that the optical sheet 10b functions as the optical laminate 100B in which the space 14 is defined only when it is adhered to the adhesive layer 20b.
- the second optical sheet 30 is arranged so as to adhere to the surface 22s of the adhesive layer 20b on its surface 38s.
- any suitable material can be adopted depending on the purpose.
- the material of the second optical sheet 30 include a light-transmitting thermoplastic resin, and more specifically, for example, a (meth) acrylic resin such as polymethyl methacrylate (PMMA) and polycarbonate (PC). ) A film formed of a resin can be mentioned.
- the space 14 of the optical laminate 100B is defined by a surface 16s and a surface 17s that are a part of the first main surface 12s of the optical sheet 10b, and a surface 28s of the adhesive layer 20b.
- a surface 16s and a surface 17s that are a part of the first main surface 12s of the optical sheet 10b, and a surface 28s of the adhesive layer 20b.
- the surface 16s is inclined (more than 0 ° and less than 90 °) with respect to the sheet surface (horizontal direction in the figure), and the surface 17s is substantially perpendicular to the sheet surface. It is not limited and can be modified in various ways (see Patent Document 2).
- the optical laminate 100B is used in the lighting device 200, for example, as shown in FIG.
- a light guide plate 50 is provided on the side of the adhesive layer 20b of the optical laminate 100B opposite to the first optical sheet 10b side.
- the optical laminate 100B and the light guide plate 50 are collectively referred to as an optical laminate 102B.
- the optical laminate 102B is adhered to the light guide plate 50 on the surface 22s of the adhesive layer 20b of the optical laminate 100B.
- the light receiving surface of the light guide plate 50 is arranged so that the light from the light source (for example, LED) 60 is incident, and the light rays guided into the light guide plate 50 are as shown by arrows in FIG.
- Total internal reflection (TIR) is performed at the interface 16s and the interface 14s created by the space 14.
- the light rays totally reflected at the interface 14s (the surface 28s of the adhesive layer 20b) guide the inside of the light guide plate 50 and the adhesive layer 20b, and the light rays totally reflected at the slope 16s are the surfaces 18s of the optical laminate 100B. Is emitted to the outside.
- the distribution (light distribution) of the light rays emitted from the optical laminate 100B can be adjusted.
- the light guide plate 50, the adhesive layer 20b, and the optical sheet 10b have the same refractive index.
- FIGS. 3 to 5 show an example in which the cross-sectional shape of the convex portion 15 is trapezoidal
- the shape of the convex portion 15 is not limited to that shown and can be modified in various ways.
- the shape, size, and the like of the convex portion 15 can be adjusted.
- International Publication No. 2011/124765 describes an example of a laminate having a plurality of spaces inside.
- all disclosures of WO 2011/124765 are incorporated herein by reference.
- Example 1 (Preparation of adhesive composition solution) First, an acrylic polymer was prepared. A four-necked flask equipped with a stirring blade, a thermometer, a nitrogen gas introduction tube, and a cooler contains 62.9 parts by mass of n-butyl acrylate (BA), 33.9 parts by mass of 4-acryloyl morpholine (ACMO), and acrylic acid. (AA) 2.9 parts by mass, 4-hydroxybutyl acrylate (4HBA) 0.3 parts by mass, and 2,2'-azobisisobutyronitrile 0.1 parts by mass as a polymerization initiator, for a total of 50 parts by mass of monomers.
- BA n-butyl acrylate
- ACMO 4-acryloyl morpholine
- AA 2.9 parts by mass
- 4-hydroxybutyl acrylate (4HBA) 0.3 parts by mass
- 2,2'-azobisisobutyronitrile 0.1 parts by mass as a polymerization initiator
- Acrylic acid was charged into a flask together with ethyl acetate so as to be%, nitrogen gas was introduced while gently stirring, and the mixture was replaced with nitrogen for 1 hour.
- a system polymer was obtained.
- ethyl acetate was added dropwise over 3 hours so that the solid content became 35% by mass. That is, the acrylic polymer was obtained as an acrylic polymer solution having a solid content of 35% by mass.
- An adhesive composition solution was applied to one side of a 38 ⁇ m-thick polyethylene terephthalate (PET) film (trade name “MRF38”, manufactured by Mitsubishi Chemical Corporation) that had been subjected to silicone peeling treatment to form an adhesive composition solution layer.
- PET polyethylene terephthalate
- MRF38 polyethylene terephthalate
- the thickness of the adhesive composition solution layer was applied so that the thickness after drying (that is, the thickness of the adhesive composition layer) was 1 ⁇ m.
- the solvent of the adhesive composition solution layer is removed and the acrylic polymer is crosslinked with a cross-linking agent to form an adhesive composition having a first cross-linked structure. Got a layer.
- PET polyethylene terephthalate
- the second laminated body is irradiated with ultraviolet rays from the upper surface (acrylic resin film side) of the second laminated body to cure the curable resin of the adhesive composition layer, thereby first cross-linking.
- the optical laminate (third laminate) of Example 1 having a laminated structure of an acrylic resin film / adhesive layer / prism sheet (optical sheet) by forming an adhesive layer having a second crosslinked structure in addition to the structure. ) was obtained.
- an LED lamp manufactured by Quark Technology Co., Ltd., peak illuminance: 200 mW / cm 2 , integrated light intensity 1500 mJ / cm 2 (wavelength 345 to 365 nm)
- the ultraviolet illuminance is UV Power Pack (Fusion UV Systems. Measured using (manufactured by Japan Co., Ltd.).
- Example 2 in the preparation of the adhesive composition solution, the acrylic polymer solution prepared in the same manner as in Example 1 was prepared as an ultraviolet curable urethane acrylate with respect to 100 parts by mass of the polymer as an ultraviolet curable resin.
- Example 3 In Example 3, in the preparation of the adhesive composition solution, an ultraviolet curable urethane acrylate was used as an ultraviolet curable resin with respect to 100 parts by mass of the polymer in the acrylic polymer solution prepared in the same manner as in Example 1. 5 parts by mass of resin A in solid content, 0.5 parts by mass of 2,2-dimethoxy-1,2-diphenylethane-1-one (trade name "Omnirad 651", manufactured by IGM Japan LLC) as a photopolymerization initiator, It differs from Example 1 in that 0.1 part by mass of 1,3-bis (N, N-diglycidylaminomethyl) cyclohexane (trade name "TETRAD-C", manufactured by Mitsubishi Gas Chemicals Corporation) was blended as a cross-linking agent. .. Others were the same as in Example 1.
- Example 4 in the preparation of the adhesive composition solution, an ultraviolet curable urethane acrylate was used as an ultraviolet curable resin with respect to 100 parts by mass of the polymer in the acrylic polymer solution prepared in the same manner as in Example 1.
- 9 parts by mass of resin A in solid content 0.9 parts by mass of 2,2-dimethoxy-1,2-diphenylethane-1-one (trade name "Omnirad 651", manufactured by IGM Japan LLC) as a photopolymerization initiator, It differs from Example 1 in that 0.1 part by mass of 1,3-bis (N, N-diglycidylaminomethyl) cyclohexane (trade name "TETRAD-C", manufactured by Mitsubishi Gas Chemicals Corporation) was blended as a cross-linking agent. .. Others were the same as in Example 1.
- Example 5 In Example 5, in the preparation of the acrylic polymer, n-butyl acrylate, 4-acryloyl morpholine, acrylic acid, and 4-hydroxybutyl acrylate were added to 58.1 parts by mass / 38.7 parts by mass / 2.9, respectively. It differs from Example 1 in that it is made by mass part / 0.3 part by mass. Further, in the preparation of the adhesive composition solution, 5 parts by mass of the ultraviolet curable urethane acrylate resin A as the ultraviolet curable resin was added to the obtained acrylic polymer solution as an ultraviolet curable resin with respect to 100 parts by mass of the polymer.
- Example 1 2,2-Dimethoxy-1,2-diphenylethane-1-one (trade name "Omnirad651", manufactured by IGM Japan LLC) as a photopolymerization initiator, 0.5 parts by mass, and 1,3-bis (trade name) as a cross-linking agent. It differs from Example 1 in that 0.1 parts by mass of N, N-diglycidylaminomethyl) cyclohexane (trade name “TETRAD-C”, manufactured by Mitsubishi Gas Chemicals Corporation) was blended. Others were the same as in Example 1.
- Example 6 In Example 6, in the preparation of the acrylic polymer, n-butyl acrylate, 4-acryloyl morpholine, acrylic acid, and 4-hydroxybutyl acrylate were added to 67.8 parts by mass / 29.0 parts by mass / 2.9, respectively. It differs from Example 1 in that it is made by mass part / 0.3 part by mass. Further, in the preparation of the adhesive composition solution, an ultraviolet curable urethane acrylate resin (trade name "Shikou UV-7610B”) was added to the obtained acrylic polymer solution as an ultraviolet curable resin with respect to 100 parts by mass of the polymer.
- an ultraviolet curable urethane acrylate resin trade name "Shikou UV-7610B”
- Example 1 Mitsubishi Chemical Co., Ltd., mass average molecular weight Mw: 11,000 in 30 parts by mass in solid content, 2,2-dimethoxy-1,2-diphenylethane-1-one as a photopolymerization initiator (trade name " Polymer 651 ", manufactured by IGM Japan LLC) 3.0 parts by mass, 1,3-bis (N, N-diglycidylaminomethyl) cyclohexane as a cross-linking agent (trade name” TETRAD-C ", manufactured by Mitsubishi Gas Chemicals, Ltd.) It differs from Example 1 in that 0.1 parts by mass is blended. Others were the same as in Example 1.
- Example 7 (Preparation of adhesive composition solution)
- n-butyl acrylate, 4-acryloyl morpholine, acrylic acid, and 4-hydroxybutyl acrylate were added to 74.6 parts by mass / 18.6 parts by mass / 6.5, respectively. It differs from Example 1 in that it is made by mass part / 0.3 part by mass.
- the obtained acrylic polymer solution contains 10 parts by mass of an ultraviolet curable urethane acrylate resin A as an ultraviolet curable resin with respect to 100 parts by mass of the polymer.
- Example 1 4- (2-Hydroxyethoxy) phenyl (2-hydroxy-2-propyl) ketone (trade name "Omnirad2959", manufactured by IGM Japan GK) as a photopolymerization initiator, 1.0 part by mass, and 1, as a cross-linking agent. It differs from Example 1 in that 0.6 parts by mass of 3-bis (N, N-diglycidylaminomethyl) cyclohexane (trade name "TETRAD-C", manufactured by Mitsubishi Gas Chemicals Corporation) was blended. Others were the same as in Example 1.
- Example 7a having a laminated structure of an acrylic resin film / adhesive layer / optical sheet (unevenness shaping film) in the same manner as in Example 7 except that the following unevenness shaping film 70 is used as the optical sheet.
- the optical laminate of No. 1 was produced.
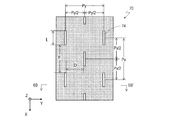
- FIG. 6A shows a plan view of a part of the manufactured uneven shape shaping film 70 as viewed from the uneven surface side.
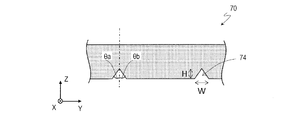
- FIG. 6B a cross-sectional view of 6B-6B'of the uneven shaping film of FIG. 6A is shown in FIG. 6B.
- a plurality of recesses 74 having a length L of 80 ⁇ m, a width W of 14 ⁇ m, and a depth H of 10 ⁇ m and having a triangular cross section were arranged at intervals of a width E (155 ⁇ m) in the X-axis direction. Further, the patterns of such recesses 74 are arranged at intervals of a width D (100 ⁇ m) in the Y-axis direction.
- the density of the recesses 74 on the surface of the uneven shaping film was 3612 pieces / cm 2 . Both ⁇ a and ⁇ b in FIG. 6B were 41 °, and the occupied area ratio of the recess 74 when the film was viewed in a plan view from the uneven surface side was 4.05%.
- Example 8 in the production of the adhesive sheet (first laminated body), the thickness of the adhesive composition solution layer is set to 10 ⁇ m after drying (that is, the thickness of the adhesive composition layer). In that respect, it differs from Example 7. Others were the same as in Example 7.
- Example 8a The optics of Example 8a having a laminated structure of an acrylic resin film / adhesive layer / optical sheet (concavo-convex shaping film) in the same manner as in Example 8 except that the uneven shaping film 70 was used as the optical sheet. A laminate was produced.
- Comparative Example 1 (Preparation of adhesive composition solution)
- n-butyl acrylate, 4-acryloyl morpholine, acrylic acid and 4-hydroxybutyl acrylate were added in an amount of 53.2 parts by mass / 43.6 parts by mass / 2.9 parts by mass, respectively. It differs from Example 1 in that the portion is 0.3 parts by mass.
- the obtained acrylic polymer solution is different from Example 1 in that an adhesive composition solution is prepared by blending only a cross-linking agent without blending an ultraviolet curable resin and a photopolymerization initiator. ..
- An adhesive composition solution was applied to one side of a 38 ⁇ m-thick polyethylene terephthalate (PET) film (trade name “MRF38”, manufactured by Mitsubishi Chemical Corporation) that had been subjected to silicone peeling treatment to form an adhesive composition solution layer.
- PET polyethylene terephthalate
- MRF38 polyethylene terephthalate
- the thickness of the adhesive composition solution layer was applied so that the thickness after drying (that is, the thickness of the adhesive layer) was 1 ⁇ m.
- the solvent of the adhesive composition solution layer is removed by drying the adhesive composition solution layer at 150 ° C. for 3 minutes, and the acrylic polymer is crosslinked with a cross-linking agent to obtain an adhesive layer having a crosslinked structure. Obtained.
- the adhesive composition solution contains an acrylic polymer, a cross-linking agent, an ultraviolet curable resin, a photopolymerization initiator, and a solvent.
- the adhesive composition solution layer formed from the adhesive composition solution is dried at 150 ° C. for 3 minutes, and the acrylic polymer is crosslinked with a crosslinking agent to have an adhesive composition having a first crosslinked structure.
- a material layer was formed, and then the ultraviolet curable resin of the adhesive composition layer was cured to form an adhesive layer having a second crosslinked structure in addition to the first crosslinked structure.
- the adhesive composition solution does not contain an ultraviolet curable resin and a photopolymerization initiator.
- the adhesive composition solution layer formed from the adhesive composition solution was dried at 150 ° C. for 3 minutes, and the acrylic polymer was crosslinked with a crosslinker to form an adhesive layer having a crosslinked structure. Will be done.
- PET film polyethylene terephthalate (PET) film (trade name "MRE38", manufactured by Mitsubishi Chemical Co., Ltd.) having a thickness of 38 ⁇ m that has been subjected to the silicone peeling treatment is bonded to the adhesive layer, and the PET film / adhesive layer / PET An adhesive sheet (first laminated body) having a laminated structure of films was produced.
- PET polyethylene terephthalate
- PET film is peeled off and attached to the prism surface of a prism sheet (manufactured by Nippon Special Optical Resin Co., Ltd., product number "LPV90-0.01S") with irregularities with a pitch of 10 ⁇ m and a height of 5.0 ⁇ m.
- a laminated body (second laminated body) having a laminated structure of a based resin film / adhesive layer / prism sheet (optical sheet) was obtained. This second laminated body was used as the optical laminated body of Comparative Example 1.
- Comparative Example 2 In Comparative Example 2, in the preparation of the acrylic polymer, n-butyl acrylate, 4-acryloyl morpholine, acrylic acid, and 4-hydroxybutyl acrylate were added to 58.1 parts by mass / 38.7 parts by mass / 2.9, respectively. It differs from Comparative Example 1 in that it is made by mass part / 0.3 part by mass. Others were the same as in Comparative Example 1.
- Comparative Example 3 In Comparative Example 3, in the preparation of the acrylic polymer, n-butyl acrylate, 4-acryloyl morpholine, acrylic acid, and 4-hydroxybutyl acrylate were added to 67.8 parts by mass / 29.0 parts by mass / 2.9, respectively. It differs from Example 1 in that it is made by mass part / 0.3 part by mass. Further, in the preparation of the adhesive composition solution, an ultraviolet curable urethane acrylate resin (trade name "Shikou UV-1700B”) was added to the obtained acrylic polymer solution as an ultraviolet curable resin with respect to 100 parts by mass of the polymer.
- an ultraviolet curable urethane acrylate resin trade name "Shikou UV-1700B
- Example 1 Mitsubishi Chemical Co., Ltd., mass average molecular weight Mw: 2,000
- 2,2-dimethoxy-1,2-diphenylethane-1-one as a photopolymerization initiator
- Polymer 651 manufactured by IGM Japan LLC
- 1,3-bis (N, N-diglycidylaminomethyl) cyclohexane as a cross-linking agent
- TETRAD-C manufactured by Mitsubishi Gas Chemicals, Ltd.
- Comparative Example 4 In Comparative Example 4, in the preparation of the acrylic polymer, n-butyl acrylate, 4-acryloyl morpholine, acrylic acid, and 4-hydroxybutyl acrylate were added to 77.4 parts by mass / 19.4 parts by mass / 2.9, respectively. It differs from Comparative Example 1 in that it is made by mass part / 0.3 part by mass. Others were the same as in Comparative Example 1.
- Comparative Example 5 In Comparative Example 5, in the preparation of the acrylic polymer, n-butyl acrylate, 4-acryloyl morpholine, acrylic acid, and 4-hydroxybutyl acrylate were added to 92.0 parts by mass / 4.8 parts by mass / 2.9, respectively. It differs from Comparative Example 1 in that it is made by mass part / 0.3 part by mass. Others were the same as in Comparative Example 1.
- the adhesive sheet (first laminated body) before curing the curable resin was irradiated with ultraviolet rays to irradiate the ultraviolet curable resin of the adhesive composition layer.
- sample Sample B the gel fraction after curing the curable resin of the adhesive composition was also evaluated by the same method as above.
- rice field For ultraviolet irradiation, an LED lamp (manufactured by Quark Technology Co., Ltd., peak illuminance: 200 mW / cm 2 , integrated light intensity 1500 mJ / cm 2 (wavelength 345 to 365 nm)) is used, and the ultraviolet illuminance is UV Power Pack (Fusion UV Systems. Measured using (manufactured by Japan Co., Ltd.).
- the PET film / adhesive composition layer is the same as the above-mentioned adhesive sheet (first laminated body), except that the thickness of the adhesive composition layer is 10 ⁇ m.
- An adhesive sheet (fifth laminated body) having a laminated structure of (thickness 10 ⁇ m) / PET film was produced.
- a sample piece having a width of 30 mm and a length of 60 mm is cut out from the adhesive sheet (fifth laminated body), one of the peeled PET films is peeled off, and the exposed adhesive composition layer has a cross-sectional area of about 0.
- a sample for measurement was prepared by rolling it into a cylinder of .6 mm 2.
- the thickness of the adhesive layer is 10 ⁇ m, and the PET film / adhesive layer (thickness 10 ⁇ m).
- An adhesive sheet (sixth laminated body) having a laminated structure of PET film was produced.
- a sample piece having a width of 30 mm and a length of 60 mm was cut out from the adhesive sheet (sixth laminated body), one of the peeled PET films was peeled off, and the exposed adhesive layer had a cross-sectional area of about 0.6 mm.
- a sample for measurement was prepared by rolling it into a cylindrical shape of 2.
- the above cylindrical measurement sample was set in a tensile compression tester (device name "AGS-50NX", manufactured by Shimadzu Corporation), a chuck distance of 10 mm, and a tensile speed.
- the amount of change (mm) due to the axial extension of the cylinder under the condition of 50 mm / min was measured.
- Examples 1 to 8 and Comparative Example 3 were similarly evaluated using an adhesive sheet having an adhesive composition layer after the curable resin was cured, and the curable resin was irradiated with ultraviolet rays to obtain the curable resin.
- the initial tensile modulus of the adhesive composition after curing (that is, the initial tensile modulus of the adhesive layer) was also evaluated.
- the fifth laminated body is irradiated with ultraviolet rays to cure the ultraviolet curable resin of the adhesive composition layer, thereby forming a PET film.
- An adhesive sheet (sixth laminated body) having a laminated structure of / adhesive layer (thickness 10 ⁇ m) / PET film was obtained.
- a sample piece having a width of 20 mm and a length of 60 mm was cut out from the adhesive sheet (sixth laminated body) after the curable resin was cured, and used as a sample for measurement.
- the amount of change (mm) due to elongation in the length direction was measured, and the initial tensile elastic modulus was measured.
- An LED lamp manufactured by Quark Technology Co., Ltd., peak illuminance: 200 mW / cm 2 , integrated light intensity 1500 mJ / cm 2 (wavelength 345 to 365 nm)
- UV Power Pack manufactured by Fusion UV Systems Japan Co., Ltd.
- the 180 ° peel adhesive strength of the adhesive after the curable resin was cured by irradiating with ultraviolet rays was evaluated as follows.
- a test piece was prepared using the adhesive sheet (first laminated body) in the same manner as in Comparative Examples 1, 2, 4 and 5, and after bonding with the PMMA plate (that is, PET film (Lumilar S-10) /
- a test piece was prepared by irradiating the adhesive composition layer (before curing the ultraviolet curable resin) / PMMA plate laminate with ultraviolet rays from the PET film side.
- an LED lamp manufactured by Quark Technology Co., Ltd., peak illuminance: 200 mW / cm 2 , integrated light intensity 1500 mJ / cm 2 (wavelength 345 to 365 nm)
- the ultraviolet illuminance is UV Power Pack (Fusion UV Systems). -Measured using (manufactured by Japan Co., Ltd.).
- a laminated body (thickness 80 ⁇ m) of the adhesive layer was prepared as follows. Examples 1 to 8 and Comparative Example 3: Having a laminated structure of PET film / adhesive layer (thickness 10 ⁇ m) / PET film in the same manner as in the above ⁇ evaluation of initial tensile elastic modulus of adhesive composition>.
- An adhesive sheet (sixth laminated body) was produced in a size of 20 cm in width and 30 cm in length. Eight test pieces were cut out from the obtained adhesive sheet (sixth laminated body), and eight adhesive layers (thickness 10 ⁇ m) were laminated to obtain a laminated body (thickness 80 ⁇ m) of the adhesive layer. ..
- Comparative Examples 1, 2, 4 and 5 Having a laminated structure of PET film / adhesive layer (thickness 10 ⁇ m) / PET film in the same manner as in the above ⁇ evaluation of initial tensile elastic modulus of adhesive composition>.
- An adhesive sheet (sixth laminated body) was produced in a size of 20 cm in width and 30 cm in length. Eight test pieces were cut out from the obtained adhesive sheet (sixth laminated body), and eight adhesive layers (thickness 10 ⁇ m) were laminated to obtain a laminated body (thickness 80 ⁇ m) of the adhesive layer. ..
- the laminated body of the adhesive layer (thickness 80 ⁇ m) obtained as described above With the PET film subjected to the silicone peeling treatment, the laminated body of the PET film / adhesive layer (thickness 80 ⁇ m) / PET film A laminate having the above-mentioned laminated structure was obtained.
- a separator (PET film) on one side is peeled off from a laminate having a PET film / adhesive layer laminate (thickness 80 ⁇ m) / PET film laminate structure, and the adhesive layer laminate is made into a glass plate (trade name “”.
- EAGLE XG manufactured by Corning Co., Ltd., thickness 0.7 mm
- the haze of the test piece was measured with D65 light using a haze meter (device name "HZ-1", manufactured by Suga Test Instruments Co., Ltd.).
- the "haze" of the adhesive layer is the “haze” obtained by the above method using a laminated body (thickness 80 ⁇ m) of the adhesive layer.
- the haze of the laminated body having a thickness of 80 ⁇ m does not depend on the thickness of the individual adhesive layers constituting the laminated body.
- the obtained diffusion transmittance was judged according to the following criteria. Diffusion transmittance immediately after bonding (within 5 minutes) ⁇ : 96% or more ⁇ : 95% or more and less than 96% ⁇ : 93% or more and less than 95% ⁇ : Less than 93% Diffusion transmittance ⁇ : 95% % Or more ⁇ : 88% or more and less than 95% ⁇ : 86% or more and less than 88% ⁇ : Less than 86% Diffusion transmittance ⁇ : 90% or more ⁇ : 86% or more and less than 90% ⁇ : 85% or more Less than 86% ⁇ : Less than 85%
- the adhesive composition layer penetrates into the recess of the optical sheet when the adhesive composition layer is bonded to the optical sheet, and the recess of the adhesive layer. It can be said that the change in the degree of invasion over time is suppressed.
- All of the optical laminates of Examples 1 to 8 have a diffusion transmittance of 94% or more immediately after bonding (within 5 minutes) and a diffusion transmittance of 88% or more one day after bonding, and are bonded. The diffusion transmittance 5 days after the combination is 86% or more.
- Examples 7a and 8a using the concave-convex shaping film having a plurality of recesses on the surface as the optical sheet 10 days after the optical sheet and the adhesive composition layer were bonded to each other,
- the cross section of the optical laminates 7a and 8a (the cross section of the uneven shaping film 70 including the cross section of FIG. 6B) was observed with an optical microscope (ECLIPSE LV100, manufactured by Nikon Solutions Co., Ltd.) at a magnification of 1500 times.
- ECLIPSE LV100 optical microscope
- the acrylic resin film and the optical sheet could be bonded to each of the adhesive composition layers of Examples 1 to 8.
- the adhesive composition layer It can be seen that the initial tensile elastic modulus at 23 ° C. before curing the curable resin is preferably 8.00 MPa or less, and more preferably 7.70 MPa or less. Further, from the results of Examples 1 to 8, the degree of penetration of the adhesive composition layer into the recesses of the optical sheet and the degree of penetration of the adhesive layer into the recesses when the adhesive composition layer is bonded to the optical sheet.
- the initial tensile elasticity at 23 ° C. before curing the curable resin of the adhesive composition layer is 0.35 MPa or more, and 23 after curing the curable resin.
- the initial tensile elasticity at ° C. is preferably 1.00 MPa or more, and the initial tensile elasticity at 23 ° C. before curing the curable resin of the adhesive composition layer is 0.40 MPa or more, and the adhesive composition. It can be seen that it is more preferable that the initial tensile elastic coefficient at 23 ° C. after curing the curable resin is 3.00 MPa or more.
- the thickness of the adhesive composition layer before curing (that is, the thickness of the adhesive composition layer) is also the same as that of the curable resin of the adhesive composition layer.
- the thickness after curing (that is, the thickness of the adhesive layer) also did not change at 1 ⁇ m (both 10 ⁇ m in Example 8).
- Comparative Example 3 is different from Example 6 in the type of UV curable resin.
- Example 6 an ultraviolet curable resin having a mass average molecular weight of Mw: 11,000 was used, whereas in Comparative Example 3, an ultraviolet curable resin having a mass average molecular weight of Mw: 2,000 was used. If the mass average molecular weight Mw of the ultraviolet curable resin is too small as in Comparative Example 3, the elastic modulus of the adhesive composition before curing is low, so that the adhesive composition layer is placed in a plurality of recesses. Intrusion may not be sufficiently suppressed.
- the optical laminate of Comparative Example 3 has a diffusion transmittance immediately after bonding (within 5 minutes), a diffusion transmission rate 1 day after bonding, and a diffusion transmission rate 5 days after bonding, all of Examples 1 to 1. It was lower than the optical laminate of 8.
- the initial tensile elastic modulus of the adhesive layer was high, and the adhesive layer could not be bonded to the acrylic resin film and / or the prism sheet.
- Comparative Examples 4 and 5 the initial tensile elastic modulus of the adhesive layer was low, and sufficient diffusion transmittance could not be obtained.
- Example 2 differs from Example 6 only in the mass ratio of BA: ACMO.
- Examples 1, 3 and 4 differ from Example 2 in the type and amount of the ultraviolet curable resin.
- Example 5 differs from Example 3 only in the mass ratio of BA: ACMO.
- the adhesive composition preferably contains, for example, 5.0% by mass or more and 40.0% by mass or less of a component derived from a nitrogen-containing vinyl monomer.
- Example 1 31.4% by mass
- Example 2 25.5% by mass
- Example 3 32.1% by mass
- Example 4 30.8% by mass
- Example 5 36.6% by mass
- Example 6 21.8% by mass
- Example 7 16.7% by mass
- Example 8 16.7% by mass
- optical laminate of the present invention is widely used in optical devices such as display devices and lighting devices.
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Organic Chemistry (AREA)
- Optics & Photonics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Manufacturing & Machinery (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180015797.0A CN115151620B (zh) | 2020-02-21 | 2021-02-19 | 粘接剂组合物层、层叠体、光学层叠体及光学装置、以及光学层叠体的制造方法 |
| US17/800,732 US20230110868A1 (en) | 2020-02-21 | 2021-02-19 | Adhesive composition layer, layered product, optical layered product, optical device, and method for producing optical layered product |
| JP2022501091A JP7503622B2 (ja) | 2020-02-21 | 2021-02-19 | 接着剤組成物層、積層体、光学積層体および光学装置、ならびに光学積層体の製造方法 |
| CN202410387599.2A CN118421225A (zh) | 2020-02-21 | 2021-02-19 | 粘接剂组合物层、层叠体、光学层叠体及光学装置、以及光学层叠体的制造方法 |
| KR1020227028612A KR102936200B1 (ko) | 2020-02-21 | 2021-02-19 | 접착제 조성물층, 적층체, 광학 적층체 및 광학 장치, 및 광학 적층체의 제조 방법 |
| EP21756439.2A EP4108731A4 (en) | 2020-02-21 | 2021-02-19 | ADHESIVE COMPOSITION LAYER, LAMINATE PRODUCT, OPTICAL LAMINATE PRODUCT, OPTICAL DEVICE, AND METHOD FOR PRODUCING OPTICAL LAMINATE PRODUCT |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020028233 | 2020-02-21 | ||
| JP2020-028233 | 2020-02-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021167091A1 true WO2021167091A1 (ja) | 2021-08-26 |
Family
ID=77390887
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/006453 Ceased WO2021167091A1 (ja) | 2020-02-21 | 2021-02-19 | 接着剤組成物層、積層体、光学積層体および光学装置、ならびに光学積層体の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230110868A1 (https=) |
| EP (1) | EP4108731A4 (https=) |
| JP (1) | JP7503622B2 (https=) |
| KR (1) | KR102936200B1 (https=) |
| CN (2) | CN115151620B (https=) |
| TW (1) | TWI877311B (https=) |
| WO (1) | WO2021167091A1 (https=) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022176660A1 (ja) | 2021-02-19 | 2022-08-25 | 日東電工株式会社 | 光学積層体、光学装置および光学積層体の製造方法 |
| WO2022176659A1 (ja) | 2021-02-19 | 2022-08-25 | 日東電工株式会社 | 光学積層体および光学装置 |
| WO2022201788A1 (ja) * | 2021-03-22 | 2022-09-29 | リンテック株式会社 | 半導体加工用粘着テープおよび半導体装置の製造方法 |
| WO2022264930A1 (ja) | 2021-06-17 | 2022-12-22 | 日東電工株式会社 | 照明装置用導光部材および照明装置 |
| WO2022270556A1 (ja) * | 2021-06-22 | 2022-12-29 | 日東電工株式会社 | 光学積層体の製造方法および光学積層体 |
| WO2023276704A1 (ja) | 2021-06-29 | 2023-01-05 | 日東電工株式会社 | 発光装置用導光部材および発光装置 |
| WO2024070910A1 (ja) | 2022-09-29 | 2024-04-04 | 日東電工株式会社 | 光学部材および照明装置 |
| WO2024195821A1 (ja) * | 2023-03-22 | 2024-09-26 | 日東電工株式会社 | 積層体、光学部材、光学装置及び積層体の製造方法 |
| WO2024247748A1 (ja) | 2023-05-30 | 2024-12-05 | 日東電工株式会社 | 導光部材および照明装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102936204B1 (ko) * | 2020-02-21 | 2026-03-10 | 닛토덴코 가부시키가이샤 | 접착제층, 적층체, 광학 적층체 및 광학 적층체의 제조 방법, 및 광학 장치 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002248704A (ja) * | 2001-02-23 | 2002-09-03 | Nitto Denko Corp | ガラス割れ防止構造とプラズマディスプレイ装置 |
| JP2003301147A (ja) * | 2002-04-09 | 2003-10-21 | Nitto Denko Corp | 放射線硬化型粘着シート |
| JP2006512442A (ja) * | 2002-12-30 | 2006-04-13 | スリーエム イノベイティブ プロパティズ カンパニー | 硬化性の感圧接着剤組成物 |
| WO2011124765A1 (en) | 2010-04-06 | 2011-10-13 | Kari Rinko | Laminate structure with embedded cavities and related method of manufacture |
| JP2012007046A (ja) | 2010-06-23 | 2012-01-12 | Nitto Denko Corp | 光学積層シート、光学積層シートの製造方法、光学積層シート付光源、および光学積層シート付画像表示装置 |
| JP2016069647A (ja) * | 2014-09-30 | 2016-05-09 | 日東電工株式会社 | 粘着シート |
| WO2017010501A1 (ja) * | 2015-07-13 | 2017-01-19 | 王子ホールディングス株式会社 | 粘着シート及び積層体とその製造方法 |
| JP2017061676A (ja) * | 2015-09-25 | 2017-03-30 | 日本合成化学工業株式会社 | 接着剤組成物、それを用いた積層体及びその製造方法 |
| JP2018019022A (ja) * | 2016-07-29 | 2018-02-01 | 日東電工株式会社 | ダイシングテープ一体型半導体裏面用フィルム、及び、半導体装置の製造方法 |
| WO2019087118A1 (en) | 2017-11-01 | 2019-05-09 | Nitto Denko Corporation | Light distribution structure and element, related method and uses |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4717051B2 (ja) * | 2007-11-08 | 2011-07-06 | 日東電工株式会社 | ダイシング・ダイボンドフィルム |
| US20100279109A1 (en) * | 2009-04-30 | 2010-11-04 | Nitto Denko Corporation | Laminated film and process for producing semiconductor device |
| JP5584439B2 (ja) * | 2009-07-21 | 2014-09-03 | リンテック株式会社 | 粘着シートおよび液晶表示装置 |
| US20140037911A1 (en) * | 2011-04-15 | 2014-02-06 | Nitto Denko Corporation | Pressure-sensitive adhesive sheet |
| JP2017003906A (ja) * | 2015-06-15 | 2017-01-05 | 日東電工株式会社 | 両面粘着剤層付偏光フィルムおよび画像表示装置 |
-
2021
- 2021-02-19 WO PCT/JP2021/006453 patent/WO2021167091A1/ja not_active Ceased
- 2021-02-19 JP JP2022501091A patent/JP7503622B2/ja active Active
- 2021-02-19 TW TW110105828A patent/TWI877311B/zh active
- 2021-02-19 US US17/800,732 patent/US20230110868A1/en active Pending
- 2021-02-19 EP EP21756439.2A patent/EP4108731A4/en active Pending
- 2021-02-19 CN CN202180015797.0A patent/CN115151620B/zh active Active
- 2021-02-19 CN CN202410387599.2A patent/CN118421225A/zh active Pending
- 2021-02-19 KR KR1020227028612A patent/KR102936200B1/ko active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002248704A (ja) * | 2001-02-23 | 2002-09-03 | Nitto Denko Corp | ガラス割れ防止構造とプラズマディスプレイ装置 |
| JP2003301147A (ja) * | 2002-04-09 | 2003-10-21 | Nitto Denko Corp | 放射線硬化型粘着シート |
| JP2006512442A (ja) * | 2002-12-30 | 2006-04-13 | スリーエム イノベイティブ プロパティズ カンパニー | 硬化性の感圧接着剤組成物 |
| WO2011124765A1 (en) | 2010-04-06 | 2011-10-13 | Kari Rinko | Laminate structure with embedded cavities and related method of manufacture |
| JP2012007046A (ja) | 2010-06-23 | 2012-01-12 | Nitto Denko Corp | 光学積層シート、光学積層シートの製造方法、光学積層シート付光源、および光学積層シート付画像表示装置 |
| JP5658490B2 (ja) | 2010-06-23 | 2015-01-28 | 日東電工株式会社 | 光学積層シート、光学積層シートの製造方法、光学積層シート付光源、および光学積層シート付画像表示装置 |
| JP2016069647A (ja) * | 2014-09-30 | 2016-05-09 | 日東電工株式会社 | 粘着シート |
| WO2017010501A1 (ja) * | 2015-07-13 | 2017-01-19 | 王子ホールディングス株式会社 | 粘着シート及び積層体とその製造方法 |
| JP2017061676A (ja) * | 2015-09-25 | 2017-03-30 | 日本合成化学工業株式会社 | 接着剤組成物、それを用いた積層体及びその製造方法 |
| JP2018019022A (ja) * | 2016-07-29 | 2018-02-01 | 日東電工株式会社 | ダイシングテープ一体型半導体裏面用フィルム、及び、半導体装置の製造方法 |
| WO2019087118A1 (en) | 2017-11-01 | 2019-05-09 | Nitto Denko Corporation | Light distribution structure and element, related method and uses |
Non-Patent Citations (2)
| Title |
|---|
| "Organic Peroxides Catalog", May 2003, NICHIYU CO |
| See also references of EP4108731A4 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022176660A1 (ja) | 2021-02-19 | 2022-08-25 | 日東電工株式会社 | 光学積層体、光学装置および光学積層体の製造方法 |
| WO2022176659A1 (ja) | 2021-02-19 | 2022-08-25 | 日東電工株式会社 | 光学積層体および光学装置 |
| WO2022201788A1 (ja) * | 2021-03-22 | 2022-09-29 | リンテック株式会社 | 半導体加工用粘着テープおよび半導体装置の製造方法 |
| WO2022264930A1 (ja) | 2021-06-17 | 2022-12-22 | 日東電工株式会社 | 照明装置用導光部材および照明装置 |
| WO2022270556A1 (ja) * | 2021-06-22 | 2022-12-29 | 日東電工株式会社 | 光学積層体の製造方法および光学積層体 |
| WO2023276704A1 (ja) | 2021-06-29 | 2023-01-05 | 日東電工株式会社 | 発光装置用導光部材および発光装置 |
| WO2024070910A1 (ja) | 2022-09-29 | 2024-04-04 | 日東電工株式会社 | 光学部材および照明装置 |
| WO2024195821A1 (ja) * | 2023-03-22 | 2024-09-26 | 日東電工株式会社 | 積層体、光学部材、光学装置及び積層体の製造方法 |
| WO2024247748A1 (ja) | 2023-05-30 | 2024-12-05 | 日東電工株式会社 | 導光部材および照明装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4108731A1 (en) | 2022-12-28 |
| TWI877311B (zh) | 2025-03-21 |
| KR20220143039A (ko) | 2022-10-24 |
| EP4108731A4 (en) | 2024-03-27 |
| KR102936200B1 (ko) | 2026-03-09 |
| TW202136460A (zh) | 2021-10-01 |
| US20230110868A1 (en) | 2023-04-13 |
| CN115151620A (zh) | 2022-10-04 |
| JPWO2021167091A1 (https=) | 2021-08-26 |
| JP7503622B2 (ja) | 2024-06-20 |
| CN115151620B (zh) | 2024-04-09 |
| CN118421225A (zh) | 2024-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7503622B2 (ja) | 接着剤組成物層、積層体、光学積層体および光学装置、ならびに光学積層体の製造方法 | |
| JP7556935B2 (ja) | 積層体、光学積層体および光学積層体の製造方法、ならびに光学装置 | |
| KR20130008045A (ko) | 점접착제층 부착 광학 시트, 점접착제층 부착 광학 시트의 제조 방법, 점접착제층 부착 광학 시트를 이용한 광원, 점접착제층 부착 광학 시트를 이용한 화상 표시 장치 | |
| JP6764924B2 (ja) | バックライトユニットの製造方法 | |
| KR20190024605A (ko) | 점착 시트, 표시체 및 표시체의 제조 방법 | |
| KR20220147495A (ko) | 점착 시트, 구성체 및 구성체의 제조 방법 | |
| JP5616187B2 (ja) | 成形体及び成形体用樹脂組成物 | |
| EP4296329A1 (en) | Optical laminate and optical device | |
| US20240052207A1 (en) | Optical laminate, optical device, and method for producing optical laminate | |
| US20240392167A1 (en) | Pressure-sensitive adhesive sheet | |
| JP2020041091A (ja) | 機械加工性向上フィルム、積層体、及び機械加工性向上フィルムの使用方法 | |
| EP4681919A1 (en) | Laminate, optical member, optical device, and method for producing laminate | |
| JPWO2020158349A1 (ja) | 中間積層体、中間積層体の製造方法および製品積層体の製造方法 | |
| JP7656447B2 (ja) | 粘着シートおよび積層体の製造方法 | |
| WO2024106519A1 (ja) | 接着シート、光学積層体および光学積層体の製造方法、ならびに光学装置 | |
| KR20250021092A (ko) | 광학 점착 시트 | |
| CN116670244A (zh) | 光学层叠体及光学装置 | |
| KR20250021093A (ko) | 광학 점착 시트 | |
| KR20250021091A (ko) | 광학 점착 시트 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21756439 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022501091 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021756439 Country of ref document: EP Effective date: 20220921 |