WO2021145331A1 - Stratifié, corps moulé et procédé de fabrication de corps moulé - Google Patents
Stratifié, corps moulé et procédé de fabrication de corps moulé Download PDFInfo
- Publication number
- WO2021145331A1 WO2021145331A1 PCT/JP2021/000774 JP2021000774W WO2021145331A1 WO 2021145331 A1 WO2021145331 A1 WO 2021145331A1 JP 2021000774 W JP2021000774 W JP 2021000774W WO 2021145331 A1 WO2021145331 A1 WO 2021145331A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- laminate
- layer
- easy
- molding
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/10—Forming by pressure difference, e.g. vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/12—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor of articles having inserts or reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/14—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor using multilayered preforms or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D201/00—Coating compositions based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
- C09J201/02—Adhesives based on unspecified macromolecular compounds characterised by the presence of specified groups, e.g. terminal or pendant functional groups
Definitions
- the present invention relates to a laminated body, a molded body, and a method for manufacturing the molded body.
- Polypropylene sheet is excellent in moldability, heat resistance, solvent resistance, etc., so it is used as a thermoforming container, a decorative sheet for decorative molding, etc.
- polypropylene has a drawback of being inferior in adhesion of coating, painting, and printing.
- a technique for forming a thin film such as a primer or an easy-adhesion layer in advance may be used.
- Patent Documents 1 and 2 a technique is known in which a coat layer containing a cross-linking agent is formed on the stretched (orientated) polypropylene film in advance when printing is performed.
- thermoforming step Introducing a three-dimensional cross-linked structure with a cross-linking agent to reduce the effects of impregnation of coatings, coatings, printing solvents, photocurable resins, etc. in thin films such as primers and easy-adhesion layers is expected to improve solvent resistance.
- the flexibility of the thin film is impaired, which may cause poor appearance or uneven thickness of the sheet due to cracks in the thin film during thermosetting, that is, it may not be suitable for thermosetting.
- a cross-linking agent if a cross-linking agent is not used, design defects may occur due to coating or impregnation of a printing solvent, and printability may deteriorate.
- the stretched (orientated) polypropylene film is not usually used in the thermoforming step.
- An object of the present invention is to provide a laminate having high coatability and maintaining designability even when molded.
- the easy-adhesion layer is a laminate containing a crosslinked body obtained by cross-linking a resin with a cross-linking agent having one or more groups selected from the group consisting of a carbodiimide group, an oxazoline group and an aziridine group.
- the cross-linking agent is a cross-linking agent having a carbodiimide group.
- the resin in the easy-adhesion layer contains one or more resins selected from the group consisting of urethane resin, acrylic resin, polyolefin resin, and polyester resin.
- the resin in the easy-adhesion layer contains a urethane resin.
- the amount of the cross-linking agent blended is 2 to 50 parts by mass with respect to 100 parts by mass of the resin. 6.
- the laminate is shaped to match the mold, the shaped laminate is mounted on the mold, a molding resin is supplied, and the laminate is integrated with the shaped laminate to perform the molding.
- the core material is arranged in the chamber box, the laminate is arranged above the core material, the laminate is heat-softened, and the inside of the chamber box is depressurized to heat-soften the laminate.
- a molded product which comprises coating a part or the entire surface of the easily adhesive layer of the molded product manufactured by the method for producing a molded product according to any one of 12 to 15 on the side opposite to the resin layer.
- Manufacturing method. 17 A molded product including printing on a part or the entire surface of the easily adhesive layer of the molded product manufactured by the method for producing a molded product according to any one of 12 to 15 on the side opposite to the resin layer. Manufacturing method.
- x to y represents a numerical range of "x or more and y or less”.
- the upper and lower limits described for the numerical range can be combined arbitrarily.
- a form in which two or more of the individual forms of the present invention described below are combined is also a form of the present invention.
- the laminated body according to one aspect of the present invention includes a resin layer containing polypropylene (hereinafter, also referred to as “polypropylene X”) having a crystallization rate of 2.5 min -1 or less at 130 ° C., and an easy-adhesion layer.
- the easy-adhesion layer is a crosslinked product obtained by cross-linking a resin with a cross-linking agent having at least one group selected from the group consisting of a carbodiimide group, an oxazoline group and an aziridine group (hereinafter, also referred to as “cross-linking agent Y”).
- cross-linking agent Y include.
- the laminate according to one aspect of the present invention has high coatability and can maintain its design even after being molded.
- the following are presumed as the reasons for obtaining such an effect.
- the resin contained in the easy-adhesion layer is densified by a cross-linking structure with a cross-linking agent Y. Therefore, even if the coating layer is provided by coating, painting, or printing on the easy-adhesion layer, it is possible to prevent the coating liquid or the solvent from penetrating into the easy-adhesion layer. As a result, bleeding, unevenness, streaks, cissing and whitening in the coating layer are prevented, and the intended design can be easily reproduced. That is, the deterioration of the design can be suppressed and the coatability is excellent.
- the easy-adhesion layer is interposed between the resin layer and the coating layer, the adhesion between the two is high, and the easy-adhesion layer is only improved in chemical resistance by cross-linking with the cross-linking agent Y.
- the flexibility is also improved as compared with a cross-linking agent other than the cross-linking agent Y. Therefore, cracks and uneven thickness during thermoforming, as well as cracking and peeling of the coating layer can be prevented, and the design of the coating layer can be maintained.
- the fact that the cross-linking agent Y can be cross-linked at a relatively low temperature also contributes to the improvement of moldability.
- the cross-linking agent Y can be crosslinked at a relatively low temperature, an easy-adhesion layer can be formed on the resin layer at a relatively low temperature. Therefore, it is possible to prevent the polypropylene X from whitening during molding and impairing the design. Further, since the cross-linking agent Y has a relatively long pot life after the resin and the cross-linking agent are mixed at the time of forming the easy-adhesion layer (during coating), the easy-adhesion layer can be stably formed. Further, since the cross-linking agent Y has low toxicity, it is also excellent in safety.
- Polypropylene X contained in the resin layer is a polymer containing at least propylene as a monomer unit. Specific examples thereof include homopolypropylene and copolymers of propylene and olefin. Homopolypropylene is preferable because it has excellent heat resistance and hardness.
- the copolymer of propylene and olefin may be a block copolymer, a random copolymer, or a mixture thereof. Examples of the olefin include ethylene, butylene, cycloolefin and the like.
- the crystallization rate of polypropylene X at 130 ° C. is 2.5 min -1 or less.
- the crystallization rate is 2.0 min -1 or less, 1.5 min -1 or less, 1.0 min -1 or less, 0.8 min -1 or less, or 0.6 min -1 or less.
- the lower limit is not particularly limited, and is, for example, 0.05 min -1 or more.
- the isotactic pentad fraction of polypropylene X is preferably 80 mol% or more and 99 mol% or less.
- the isotactic pentad fraction of polypropylene X is 80 mol% or more, 82 mol% or more, 85 mol% or more, 86 mol% or more, 87 mol% or more, 88 mol% or more, 89 mol%.
- the above is 90 mol% or more or 91 mol% or more, and 99 mol% or less or 98 mol% or less.
- the isotactic pentad fraction is an isotactic fraction in a pentad unit (five consecutive isotactic bonds of five propylene monomers) in the molecular chain of the resin composition.
- a method for measuring this fraction is described in, for example, Macromolecules, Vol. 8, pp. 687, and can be measured by 13 C-NMR.
- the isotactic pentad fraction is measured by the method described in Examples.
- polypropylene X contains Smetica crystals as a crystal structure.
- Polypropylene is a crystalline resin and can take a crystalline form such as ⁇ crystal, ⁇ crystal, ⁇ crystal, and Smetica crystal.
- smetica crystals can be produced as intermediates between amorphous and crystalline by cooling polypropylene from a molten state at a rate of 80 ° C./sec or higher.
- Smetica crystals are not stable structures having a regular structure like crystals, but metastable structures in which fine structures are gathered together.
- Polypropylene X may contain other crystal forms such as ⁇ crystal, ⁇ crystal, and amorphous portion in addition to Smethica crystal. For example, 30% by mass or more, 50% by mass or more, 70% by mass or more, or 90% by mass or more of polypropylene X may be smetica crystals. When the laminate is molded to obtain a molded product, the smetica crystal can be transferred to an ⁇ crystal while maintaining the microstructure derived from the smechka crystal. By this transition, the surface hardness and transparency can be further improved.
- the resin layer is obtained by cooling at 80 ° C./sec or more, or not. That is, it is possible to determine whether or not the resin layer contains Smetica crystals (whether or not it has a fine structure derived from Smethica crystals) by this analysis.
- the measurement is performed under the following conditions.
- An ultraX 18HF manufactured by Rigaku Co., Ltd.
- an imaging plate is used to detect scattering.
- polypropylene X preferably has an exothermic peak of 1.0 J / g or more (more preferably 1.5 J / g or more) on the low temperature side of the maximum endothermic peak in the differential scanning calorimetry curve.
- the upper limit is not particularly limited, but is usually 10 J / g or less.
- the exothermic peak is measured using a differential scanning calorimetry device.
- the resin layer preferably has a low content of the nucleating agent, and more preferably does not contain the nucleating agent.
- the content of the nucleating agent in the resin layer is preferably 1.0% by mass or less, more preferably 0.5% by mass or less, based on the total amount of the resin layer.
- the nucleating agent include sorbitol-based nucleating agents, and commercially available products include Gelol MD (Nihon Rikagaku Co., Ltd.) and Rikemaster FC-1 (RIKEN Vitamin Co., Ltd.).
- the crystallization rate of polypropylene X at 130 ° C. is 2.5 min -1 or less, so that whitening is prevented and the design (appearance). ) Can be obtained.
- polypropylene X has a long chain branched structure.
- a branching index g' is given as an index that polypropylene X has a long-chain branched structure.
- the definition of the branch index g' is as follows.
- Branch index g' [ ⁇ ] br / [ ⁇ ] lin [ ⁇ ] br : Intrinsic viscosity of polymer (br) having a long-chain branched structure
- [ ⁇ ] lin Intrinsic viscosity of linear polymer having the same molecular weight as polymer (br)
- g' ⁇ 1 If this is the case, it is determined that the long-chain branched structure exists in the polymer X, and it can be said that the smaller the value of g', the more long-chain branched structures are present.
- the intrinsic viscosity is a value measured at 140 ° C.
- branching index g' can be 0.50 or more and less than 1.00.
- Examples of commercially available polypropylene products having a long-chain branched structure include "Waymax MFX6" manufactured by Japan Polypropylene Corporation. Since polypropylene X has a long-chain branched structure, high melt tension is exhibited, and drawdown due to heating during molding (for example, vacuum forming, vacuum forming or vacuum forming) can be suppressed.
- the resin layer may contain components other than polypropylene X.
- components other than polypropylene X include other resin components, metal leaf powders, pearl pigments, colorants, and other additives.
- thermoplastic elastomers such as olefin-based elastomers, styrene-based elastomers, polyvinyl chloride-based elastomers, urethane-based elastomers, polyester-based elastomers, and polyamide-based elastomers.
- the thermoplastic elastomer is an olefin-based elastomer.
- olefin-based elastomer a commercially available product such as "Engage 8200" manufactured by Dow Chemical Co., Ltd. may be used.
- the content of other resin components in the resin layer is, for example, 1 part by mass or more and 10 parts by mass or less with respect to 100 parts by mass of polypropylene X.
- Examples of the metal leaf powder include crushed atypical flat pieces obtained by crushing a sheet in which both sides of the metal thin film layer are coated with the transparent thin film layer.
- Examples of the pearl pigment include atypical flat pieces containing mica (mica) as a main component.
- the content of the metal leaf powder or the pearl pigment in the resin layer is, for example, 0.1 part by mass or more and, for example, 5 parts by mass or less with respect to 100 parts by mass of polypropylene X.
- the colorant for example, general colorants such as organic pigments, inorganic pigments, and dyes can be used, but the present invention is not limited to this.
- the content of the colorant in the resin layer is, for example, 0.1 part by mass or more and, for example, 30 parts by mass or less with respect to 100 parts by mass of polypropylene X.
- Examples of other additives include ultraviolet absorbers, hindered amine weathering agents, antistatic agents, antioxidants, slip agents, antiblocking agents, rheumatism inhibitors, lubricants, and the above-mentioned nucleating agents. Not as long.
- the content of the other additive in the resin layer is, for example, 0.1 part by mass or more and, for example, 10 parts by mass or less with respect to 100 parts by mass of polypropylene X.
- the content of the nucleating agent is as described above.
- the resin layer comprises only polypropylene X or substantially only polypropylene X. In the latter case, the resin layer may contain unavoidable impurities. In one embodiment, the resin layer is 50% by mass or more, 60% by mass or more, 70% by mass or more, 80% by mass or more, 90% by mass or more, 95% by mass or more, 99% by mass or more, 99.5% by mass or more. , 99.9% by mass or more or 100% by mass, Is it polypropylene X? One or more components selected from polypropylene X and the other components described above.
- the thickness of the resin layer is not particularly limited. In one embodiment, the thickness of the resin layer is 10 ⁇ m or more, 20 ⁇ m or more or 30 ⁇ m, and 1000 ⁇ m or less, 800 ⁇ m or less, 500 ⁇ m or less or 400 ⁇ m or less.
- the method for forming the resin layer is not particularly limited, and examples thereof include an extrusion method.
- cooling from the molten state is preferably performed at 80 ° C./sec or higher until the internal temperature of the resin layer becomes equal to or lower than the crystallization temperature of polypropylene.
- the crystallization rate of polypropylene contained in the resin layer at 130 ° C. can be reduced to 2.5 min -1 or less.
- Cooling can be 90 ° C / sec or higher, 100 ° C / sec or higher, 110 ° C / sec or higher, 120 ° C / sec or higher, 130 ° C / sec or higher, 140 ° C / sec or higher, or 150 ° C / sec or higher.
- the resin layer is not stretched (has not undergone a stretching step). Since the resin layer is unstretched, it is excellent in suitability for molding.
- the crosslinked body contained in the easy-adhesion layer is formed by cross-linking the resin with the cross-linking agent Y.
- the cross-linking agent Y is a cross-linking agent having one or more functional groups selected from the group consisting of a carbodiimide group, an oxazoline group and an aziridine group.
- the cross-linking agent Y can have two or more cross-linking functional groups in the molecule for cross-linking the resin, and the cross-linking functional group is selected from the group consisting of a carbodiimide group, an oxazoline group and an aziridine group. It can contain one or more functional groups.
- the molecular weight of the crosslinkable functional group in 1 mol of the crosslinking agent Y is 50 or more, 100 or more or 120 or more.
- the upper limit is not particularly limited and is, for example, 1000 or less.
- cross-linking agent having a carbodiimide group examples include polycarbodiimide and the like.
- examples of commercially available products include Carbodilite V-10 (manufactured by Nisshinbo Chemical Co., Ltd.) and the like.
- cross-linking agent having an oxazoline group examples include a water-soluble oxazoline group-containing polymer and the like.
- examples of commercially available products include Epocross WS-500 (manufactured by Nippon Shokubai Co., Ltd.) and the like.
- cross-linking agent having an aziridine group examples include an aziridine compound and the like.
- examples of commercially available products include Chemitite (manufactured by Nippon Shokubai Co., Ltd.).
- the cross-linking agent Y is a cross-linking agent containing one or more functional groups selected from the group consisting of a carbodiimide group and an oxazoline group. This improves the safety to the human body.
- the cross-linking agent Y is a cross-linking agent having a carbodiimide group.
- the cross-linking agent having a carbodiimide group can be cross-linked even at room temperature (20 ° C.), and the effect of the present invention is remarkably exhibited.
- the resin cross-linked by the cross-linking agent Y is not particularly limited.
- the resin crosslinked by the cross-linking agent Y preferably contains at least one selected from the group consisting of urethane resin, acrylic resin, polyolefin resin and polyester resin. With these resins, even when the laminated body is molded into a complicated non-planar shape, the easy-adhesive layer follows the resin layer to maintain the laminated structure, thus preventing cracks and peeling. can.
- Urethane resin is not particularly limited, and examples thereof include urethane resin obtained by reacting diisocyanate, high molecular weight polyol, and chain extender.
- a polyether polyol or a polycarbonate polyol may be used.
- Examples of commercially available products include Hydran WLS-202 (manufactured by DIC Corporation) and the like.
- Acrylic resin is not particularly limited, and examples of commercially available products include Acryt 8UA-366 (manufactured by Taisei Fine Chemical Co., Ltd.).
- the polyolefin resin is not particularly limited, and examples thereof include polyethylene, polypropylene, and cyclic polyolefin.
- examples of commercially available products include Arrow Base DA-1010 (manufactured by Unitika Ltd.) and the like.
- the polyester resin is not particularly limited, and examples thereof include polyethylene terephthalate, polybutylene terephthalate, and polyethylene naphthalate.
- the above-mentioned resins may be modified resins into which a crosslinkable functional group is introduced with the crosslinking agent Y.
- the functional group capable of cross-linking with the cross-linking agent Y is not particularly limited, and may be, for example, a carboxy group or the like.
- the resin crosslinked by the cross-linking agent Y may contain a urethane resin from the viewpoint of adhesion to a coating layer (for example, a printing layer, a coating layer, a coating layer, etc.) laminated on the easy-adhesion layer and moldability. preferable.
- the compounding ratio of the resin and the cross-linking agent Y in the easy-adhesion layer is not particularly limited.
- the blending amount of the cross-linking agent Y in the easy-adhesion layer is 2 parts by mass or more, 4 parts by mass or more, 6 parts by mass or more or 10 parts by mass or more with respect to 100 parts by mass of the resin, and 50 parts by mass or more. By mass or less, 45 parts by mass or less, 40 parts by mass or less, or 35 parts by mass or less.
- the blending amount of the cross-linking agent Y is 2 to 50 parts by mass with respect to 100 parts by mass of the resin, the cross-linking reaction proceeds satisfactorily and the effect of the present invention is satisfactorily exhibited.
- the blending ratio of the resin used to form the easy-adhesion layer in the laminated body or the molded body and the cross-linking agent Y is calculated by Fourier transform infrared spectroscopy (FTIR). can.
- FTIR Fourier transform infrared spectroscopy
- the measurement is performed under the following conditions.
- "FT / IR-6100" manufactured by JASCO Corporation is used, and the surface of the laminated body on the easy-adhesion layer side is brought into close contact with the prism by the total reflection measurement method (ATR) to obtain an absorption spectrum.
- the compounding ratio of the resin and the cross-linking agent is created. Is required.
- the easy-adhesion layer cannot be directly measured by the ATR method.
- the laminated body or molded body that has been printed or painted is cut diagonally from the easy-adhesion layer side at an angle of 1000: 1 using "SAICAS" manufactured by Daipla Wintes Co., Ltd. to stretch each layer.
- the mixing ratio of the resin and the cross-linking agent of the easy-adhesion layer can be obtained.
- the easy-adhesion layer may contain components other than the crosslinked product described above.
- Other components include, for example, uncrosslinked resins, uncrosslinked crosslinkers, additives, inorganic particles, organic particles, organic-inorganic hybrid particles and the like.
- the additive include an antistatic agent, a hindered amine weathering agent, an ultraviolet absorber and the like.
- the easy-adhesion layer comprises only the crosslinked material or substantially only the crosslinked material. In the latter case, the easy-adhesion layer may contain unavoidable impurities. In one embodiment, the easy-adhesion layer is 50% by mass or more, 60% by mass or more, 70% by mass or more, 80% by mass or more, 90% by mass or more, 95% by mass or more, 99% by mass or more, 99.5% by mass. 99.9% by mass or more or 100% by mass Is it a crosslinked body? One or more components selected from the crosslinked body and the other components described above.
- the glass transition temperature of the easy-adhesion layer is ⁇ 100 ° C. or higher and 100 ° C. or lower. As a result, cracking during thermoforming or long-term use is satisfactorily prevented.
- the glass transition temperature of the easy-adhesion layer can be determined by measuring the differential scanning calorimetry curve under the following conditions with, for example, a differential scanning calorimeter (“DSC-7” manufactured by PerkinElmer Japan Co., Ltd.). Measurement start temperature: -90 ° C Measurement end temperature: 220 ° C Temperature rise temperature: 10 ° C / min
- the tensile elongation at break of the easy-adhesion layer is 150% or more, 200% or more or 300% or more, and 900% or less, 850% or less or 750% or less.
- the easy-adhesive layer can follow the elongation of the resin layer during thermoforming without any problem, so that cracks in the easy-adhesive layer and cracks and peeling of the printed layer are suppressed. be able to.
- the tensile elongation at break is 900% or less, the water resistance is good.
- a coating solution having the same composition as that used for forming the easy-adhesive layer was applied on a glass substrate with a bar coater, dried at 80 ° C. for 1 minute, and then dried.
- the obtained easy-adhesive layer is separated from the glass substrate to prepare a sample having a thickness of 150 ⁇ m, and the sample is evaluated by measuring by a method according to JIS K7311: 1995.
- the softening temperature of the easy-adhesion layer is 50 ° C. or higher, 90 ° C. or higher or 100 ° C. or higher, and 180 ° C. or lower, 170 ° C. or lower or 165 ° C. or lower.
- the softening temperature is 50 ° C. or higher, the easy-adhesion layer has excellent strength at room temperature, and cracks and peeling of the printed layer can be suppressed.
- the softening temperature is 180 ° C. or lower, the easy-adhesion layer is sufficiently softened during molding, so that cracking of the easy-adhesion layer and cracking and peeling of the printing layer can be suppressed.
- the softening temperature of the easy-adhesive layer is, for example, a coating solution having the same composition as that used for forming the easy-adhesive layer is applied on a glass substrate with a rheometer, dried at 80 ° C. for 1 minute, and then obtained.
- the easy-adhesive layer is separated from the glass substrate to prepare a sample with a thickness of 150 ⁇ m, and the softening temperature of the easy-adhesive layer is set to a high-type flow tester (Shimadzu Corporation “Constant test force extrusion type thin tube rheometer flow tester CFT-”. It is evaluated by measuring as the flow start temperature according to "500EX").
- the easy-adhesion layer may be a single layer or a laminated structure of two or more layers.
- the thickness of the easy-adhesion layer is 10 nm or more, 20 nm or more or 30 nm or more, and 3000 nm or less, 2000 nm or less, 1000 nm or less, 800 nm or less. , 500 nm or less, 300 nm or less, or 200 nm or less.
- the method for forming the easy-adhesion layer is not particularly limited, and can be formed by, for example, a coating method.
- a coating liquid containing a cross-linking agent Y and a resin can be applied onto the resin layer, and the resin can be cross-linked with the cross-linking agent Y to form an easy-adhesion layer.
- the coating liquid can optionally contain a solvent, and the solvent can be dried after coating.
- a gravure coater, a kiss coater, a bar coater or the like can be used.
- heating may be performed, but room temperature (20 ° C.) may be used.
- the temperature can be 150 ° C. or lower, 130 ° C. or lower or 100 ° C. or lower, and 30 ° C. or higher, 35 ° C. or higher or 40 ° C. or higher.
- the cross-linking time (which can also serve as the drying time) is not particularly limited and can be appropriately set, for example, 10 seconds to 3 days. Since the cross-linking agent Y can be cross-linked at a relatively low temperature, the cross-linking can proceed even at the above-mentioned low temperature. As described above, since the cross-linking agent Y can be crosslinked at a relatively low temperature, an easy-adhesion layer can be formed on the resin layer at a relatively low temperature.
- the laminate including the resin layer and the easy-adhesion layer described above can be coated.
- the coated laminate includes a resin layer, an easy-adhesion layer, and a coating layer formed by coating. According to the present invention, it is possible to prevent the design property imparted by the coating layer from being impaired by coating or molding.
- the coating method is not particularly limited, and examples thereof include printing, painting, and coating.
- a print layer can be formed as a coating layer by printing.
- a coating layer can be formed as a coating layer by coating.
- a coating layer can be formed as a coating layer by coating. Each layer will be described in detail below.
- the laminate comprises a print layer.
- the printing layer can be provided on the surface of the easy-adhesion layer opposite to the resin layer.
- the print layer may be provided on a part of the surface or the entire surface.
- the shape of the print layer is not particularly limited, and examples thereof include various shapes such as solid, carbon, and wood grain.
- general printing methods such as a screen printing method, an inkjet printing method, an offset printing method, a gravure printing method, a roll coating method, and a spray coating method can be used.
- the inkjet method and the screen printing method can increase the film thickness of the ink, ink cracking is unlikely to occur when the ink is formed into a complicated shape.
- an ink having excellent elongation during molding is preferable, and examples thereof include “FM3107 high density white” and “SIM3207 high density white” manufactured by Jujo Chemical Co., Ltd., but this is not the case.
- an ink having excellent elongation during molding is preferable, and "KVIJET Black KV004", “KVIJET cyan KV215", “KVIJET magenta KV867", “KVIJET yellow KV052”, “KVIJET yellow KV052” manufactured by FUJIFILM Corporation are preferable.
- KVIJET white KV021 and the like can be exemplified, but this is not the case.
- the laminate comprises a coating layer.
- the coating layer can be provided on the surface of the easy-adhesion layer opposite to the resin layer.
- the coating layer may be provided on a part of the surface or the entire surface.
- the design of the coating layer is not particularly limited, and examples thereof include clear, pearl-like, metallic, and coloring.
- a coating method a general coating method such as a spray coating method, electrodeposition coating, immersion coating, and electrostatic coating can be used.
- the spray coating method and the electrostatic coating method are suitable for coating a molded body because the coating film efficiency and automation are possible.
- a paint excellent in preventing scratches on the molded product is preferable, and "HMK-003" manufactured by NATCO Co., Ltd. can be exemplified, but this is not the case.
- the laminate comprises a coating layer.
- the coating layer can be provided on the surface of the easy-adhesion layer opposite to the resin layer.
- the coating layer may be provided on a part of the surface or the entire surface.
- the coating layer is not particularly limited, and examples thereof include, but are not limited to, a hard coat, a self-healing coat, an anti-glare coat, an anti-reflection coat, an anti-static coat, an anti-stain coat, an anti-fog coat, and a water-repellent coat. ..
- the molded body according to one aspect of the present invention is manufactured by using the laminated body according to one aspect of the present invention.
- the molded body is manufactured by molding a laminated body by a method such as thermoforming.
- the molded body is given a shape including a three-dimensional curved surface.
- the method for producing a molded body according to one aspect of the present invention includes molding a laminated body.
- Examples of the molding method include in-mold molding, insert molding, coating molding and the like.
- In-mold molding is a method in which a laminate is placed in a mold and molded into a desired shape by the pressure of a molding resin supplied into the mold to obtain a molded product.
- Insert molding is a method of obtaining a molded body by preliminarily shaping a shaped body to be installed in a mold and filling the shape with a molding resin. More complex shapes can be formed.
- the insert molding can be performed by shaping the laminate so as to match the mold, mounting the shaped laminate on the mold, and supplying a molding resin to integrate the laminate.
- the shaping (preliminary shaping) performed so as to match the mold can be performed by vacuum forming, pressure forming, vacuum pressure forming, press forming, plug assist forming or the like.
- a moldable thermoplastic resin can be used as the molding resin. Specifically, polypropylene, polyethylene, polycarbonate, acetylene-styrene-butadiene copolymer, acrylic polymer and the like can be exemplified, but the present invention is not limited to this. Inorganic fillers such as fiber and talc may be added to the thermoplastic resin.
- the supply is preferably performed by injection, and the pressure is preferably 5 MPa or more and 120 MPa or less.
- the mold temperature is preferably 20 ° C. or higher and 90 ° C. or lower.
- a core material is arranged in the chamber box, a laminate is arranged above the core material, the inside of the chamber box is depressurized, the laminate is heated and softened, and the laminate is placed on the upper surface of the core material.
- the laminated body that has been contacted and heat-softened can be pressed against the core material to cover it. After heat softening, the laminate may be brought into contact with the upper surface of the core material.
- the pressing can be performed by pressurizing the opposite side of the core material of the laminated body while reducing the pressure on the side in contact with the core material of the laminated body in the chamber box.
- the core material may be convex or concave, and examples thereof include resins, metals, and ceramics having a three-dimensional curved surface.
- the resin is not particularly limited, and examples thereof include the same resins as the thermoplastic resin used for the above-mentioned molding.
- a chamber box composed of two upper and lower molding chambers that can be separated from each other can be used.
- the core material is placed on the table in the lower forming chamber and set.
- the laminate which is the object to be molded, is fixed to the upper surface of the lower molding chamber with a clamp.
- the pressure inside the upper and lower molding chambers is atmospheric pressure.
- the upper molding chamber is lowered, the upper and lower molding chambers are joined, and the inside of the chamber box is closed. Both the upper and lower molding chambers are changed from the atmospheric pressure state to the vacuum suction state by the vacuum tank.
- the heater is turned on to heat the laminate.
- the table in the lower molding chamber is raised while keeping the vacuum state in the upper and lower molding chambers.
- the laminate is pressed against the core material and overlaid (molded).
- the heater is turned off, the vacuum in the lower molding chamber is released to return to the atmospheric pressure state, the upper molding chamber is raised, and the product in which the laminate is coated as the skin material is taken out.
- the order of coating (formation of coating layer) and molding applied to the laminate is not particularly limited.
- the laminated body including the coating layer is molded.
- a coating layer is formed on the easy-adhesion layer of the molded laminate (molded body). Even when the coating layer is formed on the easy-adhesion layer of the molded laminate (molded body), the method for forming the coating layer is not particularly limited, and the coating layer can be formed by painting, printing or coating.
- a curved screen printing method or a curved surface inkjet printing by an inkjet head attached to a robot arm can be appropriately performed, but the present invention is not limited to these examples.
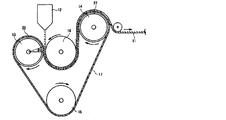
- Example 1 Production of Resin Layer A resin sheet (resin layer) made of polypropylene was produced using the apparatus shown in FIG. The operation of the device will be described. The molten resin (polypropylene) extruded from the T-die 12 of the extruder is sandwiched between the metal endless belt 17 and the fourth cooling roll 16 on the first cooling roll 13. In this state, the molten resin is pressure-welded with the first and fourth cooling rolls 13 and 16 and rapidly cooled. The resin sheet is subsequently sandwiched between the metal endless belt 17 and the fourth cooling roll 16 at an arc portion corresponding to substantially the lower half circumference of the fourth cooling roll 16 and surface-pressed.
- the resin sheet in close contact with the metal endless belt 17 is moved onto the second cooling roll 14 with the rotation of the metal endless belt 17.
- the resin sheet is planarly pressure-welded by the metal endless belt 17 at the arc portion corresponding to substantially the upper half circumference of the second cooling roll 14, and is cooled again.
- the resin sheet 11 cooled on the second cooling roll 14 is then peeled off from the metal endless belt 17.
- the surfaces of the first and second cooling rolls 13 and 14 are coated with an elastic material 22 made of nitrile-butadiene rubber (NBR).
- NBR nitrile-butadiene rubber
- the third cooling roll 15 has a function of supporting the metal endless belt 17 at the lower portion and rotating the third cooling roll 15.
- the manufacturing conditions for the resin sheet are as follows. Extruder diameter: 150mm Width of T-die 12: 1400 mm Polypropylene: Product name Prime Polypro F-133A Made by Prime Polymer Co., Ltd. (Meltflow index 3g / 10min, homopolypropylene) Thickness: 200 ⁇ m Pick-up speed of the resin sheet 11: 25 m / min Surface temperature of the fourth cooling roll 16 and the metal endless belt 17: 17 ° C. Cooling rate: 10,800 ° C / min
- the obtained resin sheet was evaluated as follows.
- the crystallization rate of the resin layer was measured using a differential scanning calorimetry device (DSC) (“Diamond DSC” manufactured by PerkinElmer). Specifically, the resin layer is heated from 50 ° C. to 230 ° C. at 10 ° C./min, held at 230 ° C. for 5 minutes, cooled from 230 ° C. to 130 ° C. at 80 ° C./min, and then 130 ° C. It was held in the water and crystallized. The measurement of the change in calorific value was started from the time when the temperature reached 130 ° C., and the DSC curve was obtained.
- DSC differential scanning calorimetry device
- the crystallization rate was determined by the following procedures (i) to (iv).
- the baseline was the linear approximation of the change in calorific value from the time point 10 times the time from the start of measurement to the peak top to the time point 20 times.
- the intersection of the tangent line having a slope at the inflection point of the peak and the baseline was obtained, and the crystallization start and end times were obtained.
- the time from the obtained crystallization start time to the peak top was measured as the crystallization time.
- the crystallization rate was determined from the reciprocal of the obtained crystallization time.
- the isotactic pentad fraction was measured by evaluating the 13 C-NMR spectrum of the polypropylene used for the resin layer. Specifically, it was carried out under the following conditions according to the peak attribution proposed in "Macromopolymers, 8, 687 (1975)" by A. Zambali et al. As a result of the measurement, the isotactic pentad fraction of polypropylene was 98 mol%.
- the obtained laminate was preliminarily attached by vacuum compressed air molding using a vacuum compressed air forming machine (“FM-3M / H” manufactured by Minos Co., Ltd.).
- This spare attached body was installed on an injection molding machine (“IS-80EPN” manufactured by Toshiba Machine Co., Ltd.) so that the easy-adhesion layer side of the spare attached body was in contact with the mold, and polypropylene (“J-106G” manufactured by Prime Polymer Co., Ltd.) ) And insert molding to prepare a molded product.
- a clear coat (“HMK-003” manufactured by NATCO Co., Ltd.) was applied to the surface side of the easy-adhesion layer of this molded body by an air spray method so that the film thickness after drying was 25 ⁇ m, and dried at 80 ° C. for 60 minutes. To form a coating layer.
- Example 2 Resin layer and easy-adhesion layer A resin layer was produced in the same manner as in Example 1 except that the thickness was changed to 300 ⁇ m. Further, an easy-adhesion layer was formed in the same manner as in Example 1, and a laminated body in which the resin layer and the easy-adhesion layer were laminated was obtained.
- Inkjet ink (“KVIJET Black KV004” manufactured by FUJIFILM Corporation) is printed and coated on the easy-adhesion layer side of the obtained laminate using an inkjet printing machine (“Acity EY” manufactured by FUJIFILM Corporation). A layer (printing layer) was formed.
- thermoforming is performed by vacuum compressed air molding using a vacuum compressed air molding machine (“FM-3M / H” manufactured by Minos Co., Ltd.). , Manufactured a molded product.
- FM-3M / H vacuum compressed air molding machine
- the coating layer of the obtained molded product was visually observed, and the presence or absence of peeling in the coating layer and the area of the peeled portion were measured. Area) was expressed as a percentage and evaluated according to the following criteria. A: No peeling occurred. B: The peeled area was more than 0% and less than 10%. C: The peeled area was 10% or more and less than 25%. D: The peeled area was 25% or more.
- Inkjet printing is usually performed on the laminate before molding, and then the molding process is performed together with the coating layer, so the coating layer is affected by deformation and the like due to the molding process. Therefore, among the examples and comparative examples, those subjected to inkjet printing are shown with the results of the above-mentioned "evaluation of molded product" reflecting the influence.
- Comparative Example 4 described later spray coating was performed, but whitening occurred at the portion where the polyolefin resin layer was stretched during molding, resulting in impairing the design of the molded product after coating. The evaluation result of "whitening” related to "evaluation” is shown.
- Example 3 The cross-linking agent was changed to the trade name "Epocross WS-500" (manufactured by Nippon Catalyst Co., Ltd., a cross-linking agent having an oxazoline group), and the amount of the cross-linking agent was 15.4 parts by mass (solid) with respect to 100 parts by mass of the urethane resin.
- a laminate was produced and evaluated in the same manner as in Example 1 except that it was changed to (minute basis). The results are shown in Table 1.
- Example 4 The same procedure as in Example 1 was carried out except that the blending amount of the cross-linking agent was changed to 14.3 parts by mass (solid content base) with respect to 100 parts by mass of the urethane resin. A laminate was produced and evaluated in the same manner as in Example 1. The results are shown in Table 1.
- Example 5 A laminate was produced and evaluated by the same method as in Example 1 except that the blending amount of the cross-linking agent was changed to 7.14 parts by mass (solid content base) with respect to 100 parts by mass of the urethane resin. The results are shown in Table 1.
- Example 6 Resin layer and easy-adhesion layer A laminate in which a resin layer and an easy-adhesion layer are formed by the same method as in Example 2 except that the thickness of the resin layer is 200 ⁇ m, and the resin layer and the easy-adhesion layer are laminated.
- Example 7 A laminate in which the resin layer and the easy-adhesive layer were laminated was obtained by the same method as in "(1) Resin layer and easy-adhesive layer” of Example 6.
- a UV curable hard coating agent (“Riodurus MOL-9000” manufactured by Toyochem Co., Ltd.) was applied to the easy-adhesion layer side of the obtained laminate using a wire bar coater so that the film thickness after drying was 5 ⁇ m. After coating and drying at 80 ° C. for 1 minute, UV curing was performed with a high-pressure mercury lamp to form a coating layer.
- the obtained laminate was evaluated in the same manner as in Example 6.
- a molded product was produced and evaluated by the same method as in Example 6. The results are shown in Table 1.
- Comparative Example 1 A laminate was produced and evaluated by the same method as in Example 1 except that the easy-adhesion layer made of only urethane resin was formed by omitting the compounding of the cross-linking agent. The results are shown in Table 1. Whitening occurred in the obtained laminate.
- Comparative Example 2 A laminate and a molded product were produced and evaluated by the same method as in Example 2 except that the easy-adhesion layer made of only urethane resin was formed by omitting the compounding of the cross-linking agent. The results are shown in Table 1. Bleeding and unevenness occurred in the laminated body after coating.
- Comparative Example 3 A laminate and a molded product were produced and evaluated by the same method as in Example 2 except that the easy-adhesion layer was omitted. The results are shown in Table 1. It was confirmed that the coating layer after coating had no adhesion.
- Comparative Example 4 The same method as in Example 1 except that 1.5% by mass of a nucleating agent (trade name "Rikemaster FC-2" manufactured by RIKEN Vitamin Co., Ltd., sorbitol-based nucleating agent) was added to the total amount of the resin layer.
- the laminate was manufactured and evaluated in. The results are shown in Table 1.
- a molded product was produced by the same method as in Example 2, and the presence or absence of whitening was evaluated. Whitening occurred at the portion where the polyolefin resin layer was stretched during molding, resulting in impairing the design of the molded product after painting.
- Comparative Example 5 A laminate and a molded product were produced and evaluated by the same method as in Example 6 except that the easy-adhesion layer was omitted. The results are shown in Table 1. It was confirmed that the coating layer after coating had no adhesion.
- Comparative Example 6 A laminate and a molded product were produced and evaluated in the same manner as in Example 7 except that the easy-adhesion layer was omitted. The results are shown in Table 1. It was confirmed that the coating layer after coating had no adhesion.
- the molded product obtained from the laminate of the present invention can be used for a wide variety of applications, for example, a housing in a wide range of fields such as transportation equipment (automobiles, motorcycles, etc.), housing equipment, building materials, home appliances, and the like. It can be used as a decorative sheet to replace painting on the body.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Manufacturing & Machinery (AREA)
- Laminated Bodies (AREA)
Abstract
Un stratifié comprend : une couche de résine qui comprend un polypropylène ayant une vitesse de cristallisation de 2,5 min-1 ou moins à 130 °C ; et une couche à bonne adhérence, la couche à bonne adhérence comprenant un corps réticulé qui est obtenu par réticulation d'une résine à l'aide d'un agent de réticulation qui a au moins un type de groupe choisi dans le groupe comprenant un groupe carbodiimide, un groupe oxazoline et un groupe aziridine.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021571200A JPWO2021145331A1 (fr) | 2020-01-14 | 2021-01-13 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020003617 | 2020-01-14 | ||
| JP2020-003617 | 2020-01-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021145331A1 true WO2021145331A1 (fr) | 2021-07-22 |
Family
ID=76863774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/000774 WO2021145331A1 (fr) | 2020-01-14 | 2021-01-13 | Stratifié, corps moulé et procédé de fabrication de corps moulé |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2021145331A1 (fr) |
| WO (1) | WO2021145331A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7488426B1 (ja) | 2022-07-22 | 2024-05-21 | 関西ペイント株式会社 | 塗料組成物及び型内被覆方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011152783A (ja) * | 2009-12-28 | 2011-08-11 | Toyobo Co Ltd | 易接着性熱可塑性樹脂フィルム |
| WO2015064282A1 (fr) * | 2013-10-29 | 2015-05-07 | 日東電工株式会社 | Feuille de protection de surface et composition d'agent adhésif dispersé dans de l'eau pour feuille de protection de surface |
| JP2016006181A (ja) * | 2008-12-09 | 2016-01-14 | イノヴィア フィルムズ リミテッド | 印刷可能な塗料 |
| JP2018065947A (ja) * | 2016-10-20 | 2018-04-26 | 東洋インキScホールディングス株式会社 | アクリル系樹脂組成物、アクリル系フィルム、加飾フィルム及び加飾成型体 |
| JP2018070746A (ja) * | 2016-10-28 | 2018-05-10 | 東洋インキScホールディングス株式会社 | 加飾シート用保護フィルム、および保護フィルム付加飾シート |
| WO2018151089A1 (fr) * | 2017-02-14 | 2018-08-23 | 出光ユニテック株式会社 | Stratifié, article moulé et procédé de fabrication d'un article moulé |
| WO2019131414A1 (fr) * | 2017-12-26 | 2019-07-04 | Dic株式会社 | Composition de résine aqueuse, et corps stratifié et article l'utilisant |
-
2021
- 2021-01-13 WO PCT/JP2021/000774 patent/WO2021145331A1/fr active Application Filing
- 2021-01-13 JP JP2021571200A patent/JPWO2021145331A1/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016006181A (ja) * | 2008-12-09 | 2016-01-14 | イノヴィア フィルムズ リミテッド | 印刷可能な塗料 |
| JP2011152783A (ja) * | 2009-12-28 | 2011-08-11 | Toyobo Co Ltd | 易接着性熱可塑性樹脂フィルム |
| WO2015064282A1 (fr) * | 2013-10-29 | 2015-05-07 | 日東電工株式会社 | Feuille de protection de surface et composition d'agent adhésif dispersé dans de l'eau pour feuille de protection de surface |
| JP2018065947A (ja) * | 2016-10-20 | 2018-04-26 | 東洋インキScホールディングス株式会社 | アクリル系樹脂組成物、アクリル系フィルム、加飾フィルム及び加飾成型体 |
| JP2018070746A (ja) * | 2016-10-28 | 2018-05-10 | 東洋インキScホールディングス株式会社 | 加飾シート用保護フィルム、および保護フィルム付加飾シート |
| WO2018151089A1 (fr) * | 2017-02-14 | 2018-08-23 | 出光ユニテック株式会社 | Stratifié, article moulé et procédé de fabrication d'un article moulé |
| WO2019131414A1 (fr) * | 2017-12-26 | 2019-07-04 | Dic株式会社 | Composition de résine aqueuse, et corps stratifié et article l'utilisant |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7488426B1 (ja) | 2022-07-22 | 2024-05-21 | 関西ペイント株式会社 | 塗料組成物及び型内被覆方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021145331A1 (fr) | 2021-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7073282B2 (ja) | 積層体、成形体及び成形体の製造方法 | |
| WO2021145331A1 (fr) | Stratifié, corps moulé et procédé de fabrication de corps moulé | |
| JP2021120227A (ja) | 加飾フィルムを用いた加飾成形体の製造方法 | |
| JP6870525B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP6963392B2 (ja) | 積層体、成形体及び成形体の製造方法 | |
| JP7290163B2 (ja) | 加飾フィルム用樹脂組成物、加飾フィルムおよび加飾成形体の製造方法 | |
| JP6874621B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP6950341B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP6935759B2 (ja) | 加飾成形体およびその製造方法 | |
| WO2022190957A1 (fr) | Corps stratifié, corps moulé et procédé de production de corps moulé | |
| WO2021124943A1 (fr) | Corps multicouche, article moulé et procédé de production d'article moulé | |
| WO2021065999A1 (fr) | Feuille, stratifié, objet façonné et procédé de production d'un objet façonné | |
| JP6879149B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| CN111670217A (zh) | 树脂片、层叠体、成形体和成形体的制造方法 | |
| JP7315040B2 (ja) | 加飾フィルム及びそれを用いた加飾成形体の製造方法 | |
| JP6874622B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP6958281B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP6933103B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP6863203B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| WO2022080084A1 (fr) | Feuille de résine, stratifié, corps moulé et procédé de production de corps moulé | |
| JP5015996B2 (ja) | 射出成形同時絵付用シート | |
| JP6965629B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP6962064B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP6863174B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP6992461B2 (ja) | 加飾成形体およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21741334 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021571200 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21741334 Country of ref document: EP Kind code of ref document: A1 |