WO2021054015A1 - 耐摩耗鋼板およびその製造方法 - Google Patents
耐摩耗鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2021054015A1 WO2021054015A1 PCT/JP2020/031028 JP2020031028W WO2021054015A1 WO 2021054015 A1 WO2021054015 A1 WO 2021054015A1 JP 2020031028 W JP2020031028 W JP 2020031028W WO 2021054015 A1 WO2021054015 A1 WO 2021054015A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- wear
- content
- hardness
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 139
- 239000010959 steel Substances 0.000 title claims abstract description 139
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 23
- 239000000203 mixture Substances 0.000 claims abstract description 15
- 239000012535 impurity Substances 0.000 claims abstract description 11
- 238000001816 cooling Methods 0.000 claims description 24
- 239000000463 material Substances 0.000 claims description 21
- 238000010791 quenching Methods 0.000 claims description 21
- 230000000171 quenching effect Effects 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 15
- 230000009466 transformation Effects 0.000 claims description 12
- 238000003303 reheating Methods 0.000 claims description 7
- 229910052799 carbon Inorganic materials 0.000 claims description 4
- 238000012360 testing method Methods 0.000 description 41
- 230000000694 effects Effects 0.000 description 25
- 230000007423 decrease Effects 0.000 description 20
- 239000002344 surface layer Substances 0.000 description 15
- 230000009471 action Effects 0.000 description 13
- 229910052761 rare earth metal Inorganic materials 0.000 description 11
- 150000002910 rare earth metals Chemical class 0.000 description 11
- 229910045601 alloy Inorganic materials 0.000 description 10
- 239000000956 alloy Substances 0.000 description 10
- 230000006866 deterioration Effects 0.000 description 9
- 238000005098 hot rolling Methods 0.000 description 8
- 230000003749 cleanliness Effects 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 238000005096 rolling process Methods 0.000 description 7
- 229910052804 chromium Inorganic materials 0.000 description 6
- 229910052750 molybdenum Inorganic materials 0.000 description 6
- 239000006104 solid solution Substances 0.000 description 5
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 4
- 230000002411 adverse Effects 0.000 description 4
- 238000005275 alloying Methods 0.000 description 4
- 239000010953 base metal Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 3
- 229910001566 austenite Inorganic materials 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000007542 hardness measurement Methods 0.000 description 3
- 238000007670 refining Methods 0.000 description 3
- 229910052721 tungsten Inorganic materials 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000009863 impact test Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- -1 Ca and Mg Chemical class 0.000 description 1
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical class [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 1
- 229940069428 antacid Drugs 0.000 description 1
- 239000003159 antacid agent Substances 0.000 description 1
- 230000001458 anti-acid effect Effects 0.000 description 1
- 229910001563 bainite Inorganic materials 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/02—Hardening articles or materials formed by forging or rolling, with no further heating beyond that required for the formation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/007—Heat treatment of ferrous alloys containing Co
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/02—Hardening by precipitation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0405—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
- C21D8/0426—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/30—Ferrous alloys, e.g. steel alloys containing chromium with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a wear-resistant steel sheet suitable for various members of steel structures such as construction machinery, industrial machinery, shipbuilding, civil engineering, and construction, and a method for manufacturing the wear-resistant steel sheet, and particularly, a wear-resistant steel sheet to be used at a high temperature. Regarding.
- Patent Documents 1 and 2 propose wear-resistant steel sheets in which the hardness of the surface layer portion is 360 to 490 in Brinell hardness (HB).
- HB Brinell hardness
- high wear resistance is realized by adding a predetermined amount of alloying elements and quenching to form a martensite-based structure.
- the temperature of the surface of the steel sheet is often as high as 300 to 500 ° C.
- Patent Document 3 As a technique for improving the wear resistance at high temperature, for example, in Patent Document 3, a predetermined alloy element is added to disperse the composite precipitate to realize high wear resistance at high temperature. There is.
- An object of the present invention is to solve the above-mentioned problems and to provide a wear-resistant steel sheet exhibiting high wear resistance at a high temperature of 300 to 500 ° C. and having toughness at a low temperature, and a method for manufacturing the same. ..
- a columnar test piece (diameter 8 mm x length 20 mm) is sampled so that the test piece surface (wear test surface) is located 1 mm in the plate thickness direction from the obtained steel sheet, and a wear test is performed at a high temperature. Carried out.
- the wear test apparatus schematically shown in FIG. 1 was used. That is, while the temperature of the atmosphere furnace in which the wear test device is installed is maintained at 400 ° C., the test piece is placed on a disk-shaped wear material (main component: alumina) connected to the rotor in the test machine for testing.
- the test was carried out by rotating the wear material 300 times at a rotor rotation speed of 60 m / min while applying a load of 98 N by a weight connected to the upper part of the piece.
- the results of this wear test are summarized and shown in FIG. From the results of FIG.
- Cr and Mo in a solid solution state have the advantage of precipitating carbonitride to improve toughness at low temperatures.
- the gist of the present invention is as follows. 1.
- C By mass% C: 0.10% or more and 0.23% or less, Si: 0.05% or more and 1.00% or less, Mn: 0.10% or more and 2.00% or less, P: 0.050% or less, S: 0.050% or less, Al: 0.050% or less, Cr: 1.00% or more and 5.00% or less, A component composition containing N: 0.0100% or less and O: 0.0100% or less, satisfying the following formula (1), and the balance being Fe and unavoidable impurities, and at a depth of 1 mm from the surface of the steel sheet.
- a wear-resistant steel sheet having a Vickers hardness of 288 or more at 400 ° C. and a Brinell hardness of 360 to 490 HBW 10/3000 at 25 ° C. at a depth of 1 mm from the surface of the steel sheet. 1.00 ⁇ 0.45 Cr + Mo ⁇ 2.25 ... (1)
- the element symbol in the formula (1) is the content (mass%) of each element, and the content of the element not contained is 0.
- the composition of the components is further increased by mass%.
- Mo 1.80% or less
- Cu 5.00% or less
- Ni 5.00% or less
- V 1.00% or less
- W 1.00% or less
- Co 1.00% or less
- Nb 0.050% or less
- Ti 0.100% or less
- B 0.0100% or less
- Ca 0.0200% or less
- the wear-resistant steel sheet according to 1 above which contains at least one selected from Mg: 0.0200% or less and REM: 0.0200% or less.
- the method for manufacturing a wear-resistant steel sheet according to 1 or 2 above The steel material is hot-rolled to obtain a hot-rolled steel sheet, and the hot-rolled steel sheet is directly hardened with a cooling start temperature of Ar 3 transformation point or higher, a cooling stop temperature of Ms point or lower, and a cooling rate of 5 ° C./s or higher.
- a method for producing a wear-resistant steel sheet which comprises reheating and quenching with a cooling start temperature of Ac 3 transformation point or more, a cooling stop temperature of Mf point or less, and a cooling rate of 5 ° C./s or more.
- the wear-resistant steel sheet of the present invention will be specifically described.
- the wear-resistant steel sheet and the steel material used for manufacturing the wear-resistant steel sheet have the above-mentioned composition. Therefore, first, the reason for limiting the component composition of steel in the present invention as described above will be described.
- “%” regarding a component composition shall mean “mass%” unless otherwise specified.
- [Ingredient composition] C 0.10% or more and 0.23% or less C is an element having an action of increasing the hardness of the surface layer of the steel sheet and improving the wear resistance. Further, it is one of the important elements in the present invention, which suppresses a decrease in hardness at a high temperature and improves wear resistance in a high temperature environment.
- the C content is set to 0.10% or more. From the viewpoint of reducing the content of other alloying elements and producing at a lower cost, the C content is preferably 0.12% or more. On the other hand, if the C content exceeds 0.23%, carbides are likely to be formed, which in turn causes a decrease in hardness at high temperatures.
- the C content is set to 0.23% or less. Further, from the viewpoint of suppressing the decrease in hardness at high temperature or the decrease in toughness, the C content is preferably 0.21% or less.
- Si 0.05% or more and 1.00% or less Si is an element that acts as an antacid. Further, Si has an action of solid-solving in steel and increasing the hardness of the matrix phase by solid-solving strengthening. In order to obtain these effects, the Si content is set to 0.05% or more.
- the Si content is preferably 0.10% or more, and more preferably 0.20% or more.
- the Si content is set to 1.00% or less.
- the Si content is preferably 0.80% or less, more preferably 0.60% or less, and even more preferably 0.40% or less.
- Mn 0.10% or more and 2.00% or less
- Mn is an element having an action of increasing hardenability of steel, and an element having an action of increasing the hardness of the surface layer of a steel sheet and improving wear resistance. ..
- the Mn content is set to 0.10% or more.
- the Mn content is preferably 0.30% or more, and more preferably 0.50% or more.
- the Mn content is set to 2.00% or less.
- the Mn content is preferably 1.80% or less, more preferably 1.60% or less.
- P 0.050% or less
- P is an element contained as an unavoidable impurity, and has an adverse effect such as lowering the toughness of the base metal by segregating at the grain boundaries. Therefore, it is desirable to reduce the P content as much as possible, but it is acceptable if it is 0.050% or less.
- the lower limit of the P content is not particularly limited and may be 0%, but since P is an element unavoidably contained in steel as an impurity, it is industrially more than 0%. It's okay. Further, since excessive reduction causes an increase in refining cost, the P content is preferably 0.0005% or more.
- S 0.050% or less
- S is an element contained as an unavoidable impurity, is present in steel as a sulfide-based inclusion such as MnS, and has an adverse effect such as lowering the toughness of the base metal. Therefore, it is desirable to reduce the S content as much as possible, but it is acceptable if it is 0.050% or less.
- the lower limit of the S content is not particularly limited and may be 0%, but since S is an element unavoidably contained in steel as an impurity, it is industrially more than 0%. It's okay. Further, since excessive reduction causes an increase in refining cost, the S content is preferably 0.0005% or more.
- Al 0.050% or less
- Al is an element that acts as a deoxidizing agent and also has an action of refining crystal grains.
- the Al content is preferably 0.010% or more.
- the Al content is set to 0.050% or less.
- the Al content is preferably 0.040% or less, more preferably 0.030% or less.
- Cr 1.00% or more and 5.00% or less
- Cr is an element having an action of increasing the hardness of the surface layer of the steel sheet and improving the wear resistance. Further, it is one of the important elements in the present invention, which exists in a solid solution state, suppresses a decrease in hardness at a high temperature, and improves wear resistance in a high temperature environment.
- the Cr content is set to 1.00% or more.
- the Cr content is preferably 1.25% or more, and more preferably 1.50% or more.
- the Cr content exceeds 5.00%, Cr carbides are precipitated, so that the high temperature hardness is rather lowered. Further, the addition of excessive Cr causes a decrease in toughness. Therefore, the Cr content is set to 5.00% or less.
- the Cr content is preferably 4.50% or less, and more preferably 4.00% or less.
- N 0.0100% or less
- N is an element contained as an unavoidable impurity and has an adverse effect such as lowering the toughness of the base material, but a content of 0.0100% or less is acceptable.
- the lower limit of the N content is not particularly limited and may be 0%, but since N is an element unavoidably contained in steel as an impurity, it is industrially more than 0%. It's okay.
- O 0.0100% or less
- O is an element contained as an unavoidable impurity and has an adverse effect such as lowering the toughness of the base material, but the content of 0.0100% or less is acceptable.
- the lower limit of the O content is not particularly limited and may be 0%, but since O is an element unavoidably contained in steel as an impurity, it is industrially more than 0%. It's okay.
- the wear-resistant steel sheet of the present invention it is important that the following formula (1) is satisfied with the above basic components. 1.00 ⁇ 0.45Cr + Mo ⁇ 2.25 ⁇ ⁇ ⁇ (1)
- the wear resistance at high temperature is improved by adding Cr and, if necessary, Mo described later in a predetermined amount or more.
- the above is the basic composition of the components in the present invention, and optionally, Mo: 1.80% or less, Cu: 5.00% or less, Ni: 5.00% or less, V: 1.00% or less, W: 1.00% or less, Co: 1.00% or less, Nb: 0.050% or less, Ti: 0.100% or less, B: 0.0100% or less, Ca: 0.0200% or less, Mg: 0. It can further contain 1 or more selected from the group consisting of 0200% or less and REM: 0.0200% or less.
- Mo 1.80% or less Mo is an element having an action of improving wear resistance at high temperature like Cr, and can be arbitrarily added to improve wear resistance at high temperature. ..
- Mo content is preferably 0.01% or more in order to obtain the above effects.
- Mo content exceeds 1.80%, the toughness decreases and the alloy cost increases. Therefore, when Mo is added, the Mo content is set to 1.80% or less. Further, when Mo is added, it is necessary to satisfy the above formula (1). If a small amount of Mo is detected in the chemical analysis of the steel without Mo added, the analysis result will be reflected in the above equation (1).
- Cu 5.00% or less
- Cu is an element having an action of improving wear resistance at high temperature, and can be arbitrarily added in order to improve wear resistance at high temperature.
- the Cu content is preferably 0.01% or more in order to obtain the above effect.
- the Cu content exceeds 5.00%, the weldability deteriorates and the alloy cost increases. Therefore, when Cu is added, the Cu content is set to 5.00% or less.
- Ni 5.00% or less
- Ni is an element having an action of improving wear resistance at high temperature like Cu, and can be arbitrarily added to improve wear resistance at high temperature. ..
- the Ni content is preferably 0.01% or more in order to obtain the above effect.
- the Ni content exceeds 5.00%, the weldability deteriorates and the alloy cost increases. Therefore, when Ni is added, the Ni content is set to 5.00% or less.
- V 1.00% or less
- V is an element having an action of improving wear resistance at high temperature like Cu, and can be arbitrarily added to improve the hardness inside the steel sheet.
- the V content is preferably 0.01% or more in order to obtain the above effect.
- the V content exceeds 1.00%, the weldability deteriorates and the alloy cost increases. Therefore, when V is added, the V content is set to 1.00% or less.
- W 1.00% or less W is an element having an action of improving wear resistance at high temperature like Cu, and can be arbitrarily added to improve wear resistance at high temperature. ..
- the W content is preferably 0.01% or more in order to obtain the above effect.
- the W content exceeds 1.00%, the weldability deteriorates and the alloy cost increases. Therefore, when W is added, the W content is set to 1.00% or less.
- Co 1.00% or less
- Co is an element having an action of improving wear resistance at high temperature like Cu, and can be arbitrarily added to improve the hardness inside the steel sheet.
- the Co content is preferably 0.01% or more in order to obtain the above effect.
- the Co content exceeds 1.00%, the weldability deteriorates and the alloy cost increases. Therefore, when Co is added, the Co content is set to 1.00% or less.
- Nb 0.050% or less
- Nb is an element that contributes to the improvement of wear resistance at high temperatures.
- the Nb content is preferably 0.005% or more, more preferably 0.007% or more in order to obtain the above effect.
- the Nb content exceeds 0.050%, a large amount of NbC is precipitated and the workability is lowered. Therefore, when Nb is added, the Nb content is set to 0.050% or less.
- the Nb content is preferably 0.040% or less. It is more preferably 0.030% or less.
- Ti 0.100% or less
- Ti is an element that has a strong tendency to form a nitride and has an action of fixing N and reducing solid solution N. Therefore, the toughness of the base metal and the welded portion can be improved by adding Ti. Further, when both Ti and B are added, the precipitation of BN is suppressed by fixing N to Ti, and as a result, the hardenability improving effect of B is promoted.
- the Ti content is preferably 0.010% or more, more preferably 0.012% or more.
- the Ti content exceeds 0.100%, a large amount of TiC is precipitated, which lowers the workability. Therefore, when Ti is contained, the Ti content is set to 0.100% or less.
- the Ti content is preferably 0.090% or less. It is more preferably 0.080% or less.
- B 0.0100% or less
- B is an element that has the effect of significantly improving hardenability even when added in a small amount. Therefore, by adding B, the formation of martensite during quenching can be promoted, and the wear resistance can be further improved.
- the B content is preferably 0.0001% or more, more preferably 0.0005% or more, and further preferably 0.0010% or more. More preferred.
- the B content exceeds 0.0100%, the weldability deteriorates. Therefore, when B is added, the B content is set to 0.0100% or less.
- the B content is preferably 0.0050% or less. It is more preferably 0.0030% or less.
- Ca 0.0200% or less
- Ca is an element that binds to S and has an effect of suppressing the formation of MnS or the like that extends long in the rolling direction. Therefore, by adding Ca, the morphology of the sulfide-based inclusions can be controlled so as to have a spherical shape, and the toughness of the welded portion or the like can be improved.
- the Ca content is preferably 0.0005% or more.
- the Ca content exceeds 0.0200%, the cleanliness of the steel is lowered. Deterioration of cleanliness leads to deterioration of surface properties due to an increase in surface defects and deterioration of bending workability. Therefore, when Ca is added, the Ca content is set to 0.0200% or less.
- Mg 0.0200% or less Mg, like Ca, is an element that binds to S and suppresses the formation of MnS and the like that extend long in the rolling direction. Therefore, by adding Mg, the morphology of the sulfide-based inclusions can be controlled so as to have a spherical shape, and the toughness of the welded portion or the like can be improved.
- the Mg content is preferably 0.0005% or more.
- the Mg content exceeds 0.0200%, the cleanliness of the steel is lowered. Deterioration of cleanliness leads to deterioration of surface properties due to an increase in surface defects and deterioration of bending workability. Therefore, when Mg is added, the Mg content is set to 0.0200% or less.
- REM 0.0200% or less REM (rare earth metal), like Ca and Mg, is an element that binds to S and suppresses the formation of MnS and the like that extend long in the rolling direction. Therefore, by adding REM, the morphology of the sulfide-based inclusions can be controlled so as to have a spherical shape, and the toughness of the welded portion or the like can be improved.
- the REM content is preferably 0.0005% or more.
- the REM content exceeds 0.0200%, the cleanliness of the steel is lowered. Deterioration of cleanliness leads to deterioration of surface properties due to an increase in surface defects and deterioration of bending workability. Therefore, when REM is added, the REM content is set to 0.0200% or less.
- the wear-resistant steel sheet of the present invention has a structure in which the volume ratio of martensite at a depth of 1 mm from the surface of the steel sheet is 95% or more, and is 1 mm from the surface of the steel sheet.
- the Vickers hardness at 400 ° C. is 288 or more
- the Brinell hardness at 25 ° C. is 360 to 490 HBW10 / 3000.
- the structure of the wear-resistant steel sheet of the present invention will be described.
- [Volume fraction of martensite at a depth of 1 mm from the surface of the steel sheet is 95% or more] If the volume fraction of martensite at a depth of 1 mm from the surface of the steel sheet is less than 95%, the hardness of the base structure of the steel sheet decreases, so that the wear resistance deteriorates. Therefore, the volume fraction of martensite is set to 95% or more.
- the residual structure other than martensite is not particularly limited, but ferrite, pearlite, austenite, and bainite may be present. On the other hand, since the higher the volume fraction of martensite, the better, the upper limit of the volume fraction is not particularly limited and may be 100%.
- the volume fraction of the martensite is a value at a depth of 1 mm from the surface of the wear-resistant steel sheet. In addition, the volume fraction of martensite can be measured by the method described in Examples described later.
- the wear resistance under high temperature can also be improved by increasing the hardness under high temperature at a depth of 1 mm (also referred to as a surface layer portion) from the surface of the steel sheet. If the hardness at 400 ° C. at a depth of 1 mm from the surface of the steel sheet is less than 288, sufficient wear resistance cannot be obtained. Preferably, it is 306 or more.
- the upper limit is not particularly limited, but is preferably 490 or less from the viewpoint of low alloying and low cost.
- the hardness at 400 ° C. is specified because the temperature of the surface of the steel sheet is often as high as 300 ° C. or higher in the usage environment of the wear-resistant steel sheet. It was specified at 400 ° C. with a margin for the lower limit of.
- the Vickers hardness is based on the provisions of JIS Z 2252 "High temperature Vickers hardness measurement method" by maintaining the temperature of the test piece (steel plate) at 400 ° C. using a Vickers hardness tester (with a heating device). Then, it is assumed that the value measured at a depth of 1 mm from the surface of the steel sheet with a load of 1 kgf (test force: 9.8 N) is used.
- the wear resistance of the steel sheet can be improved by increasing the hardness at a depth (surface layer portion) of 1 mm from the surface of the steel sheet. If the hardness of the surface layer of the steel sheet at 25 ° C. is less than 360 HBW in Brinell hardness, sufficient wear resistance cannot be obtained. On the other hand, when the hardness of the surface layer of the steel sheet at 25 ° C. exceeds 490 HBW in Brinell hardness, the toughness of the base metal deteriorates. Therefore, in the present invention, the hardness of the surface layer of the steel sheet at 25 ° C. is 360 to 490 HBW in terms of Brinell hardness.
- the hardness is Brinell hardness at a depth of 1 mm from the surface of the wear-resistant steel sheet.
- the Brinell hardness is a value (HBW10 / 3000) measured with a load of 3000 kgf using a tungsten hard ball having a diameter of 10 mm.
- the thickness of the steel plate in the present invention is not particularly limited, and the present invention can be applied to, for example, a thick steel plate having a plate thickness of 100 mm.
- a steel material having the above-mentioned composition is heated and hot-rolled to obtain a hot-rolled steel plate, and the cooling start temperature of the hot-rolled steel plate is equal to or higher than the Ar 3 transformation point and the cooling stop temperature is equal to or lower than the Mf point.
- Direct quenching at 5 ° C / s or higher, or reheating quenching with a cooling start temperature of Ac 3 transformation point or higher and a cooling stop temperature of Mf point or lower and a cooling rate of 5 ° C / s or higher is performed to obtain a wear-resistant steel sheet. To do.
- the method for producing the steel material is not particularly limited, but the molten steel having the above-mentioned composition is melted by a known melting method such as a converter, and is melted by a known casting method such as a continuous casting method. , It is preferable to use a steel material such as a slab having a predetermined size. It should be noted that there is no problem even if it is a steel material such as a slab having a predetermined size by the ingot-decomposition rolling method.
- the obtained steel material is directly or cooled without cooling, preferably reheated to a heating temperature of 900 ° C. or higher and 1250 ° C. or lower, and hot-rolled to obtain a steel sheet having a desired plate thickness (thickness). To do.
- the reheating temperature of the steel material is less than 900 ° C.
- the heating temperature is too low, the deformation resistance becomes high, and the load on the hot rolling mill is increased. There is a risk that it will increase and hot rolling will become difficult.
- the temperature is higher than 1250 ° C., oxidation becomes remarkable, oxidation loss increases, and the yield may decrease.
- the reheating temperature is preferably 900 ° C. or higher and 1250 ° C. or lower. More preferably, it is 950 ° C. or higher and 1150 ° C. or lower.
- the rolling end temperature is preferably 800 ° C. or higher and 950 ° C. or lower from the viewpoint of the load on the hot rolling mill.
- the hot-rolled steel sheet is directly quenched from the Ar 3 transformation point or higher. This is because the martensite structure is obtained by quenching from the austenite state.
- the volume fraction of martensite at a depth of 1 mm from the surface of the steel sheet is 95% or more, and the Brinell hardness at 25 ° C. is 360 to 490 HBW10 / 3000 and the Vickers hardness at 400 ° C. is 288 or more.
- quenching from less than the Ar 3 transformation point does not allow sufficient quenching, reduces hardness, and does not provide a microstructure with high wear resistance.
- the quenching treatment may be performed by reheating to a temperature equal to or higher than the Ac 3 transformation point. This is to obtain the martensite structure by quenching from the austenite state. Quenching from less than the Ac 3 transformation point does not allow sufficient quenching, reduces hardness, and does not provide a microstructure with high wear resistance.
- the cooling rate during the direct quenching treatment and the reheating quenching treatment needs to be the cooling rate at which the martensite phase is formed, and specifically, it is set to 5 ° C./s or more.
- the upper limit of the cooling rate does not need to be particularly regulated, but if it exceeds 200 ° C./s, the structure variation in the longitudinal direction or the width direction of the steel sheet becomes remarkably large in general equipment, so the cooling rate is 200. It is preferably ° C./s or lower.
- the cooling stop temperature is set to Mf point or lower, preferably 150 ° C. or lower. This is because when the stop temperature exceeds the Mf point, a martensite structure having a sufficient volume fraction cannot be obtained, the hardness at 25 ° C. and the hardness at 400 ° C. decrease, and the wear resistance at high temperature decreases. is there.
- the molten steel with the composition shown in Table 1 was melted and used as a steel material (slab). These steel materials (slabs) were hot-rolled at the heating temperature and the rolling end temperature under the conditions shown in Table 2 to obtain a hot-rolled plate having a plate thickness shown in Table 2. Some hot-rolled plates were subjected to a direct quenching process, which was immediately quenched after the hot rolling was completed. Further, the remaining hot-rolled sheet was subjected to a reheat quenching treatment in which it was hot-rolled, then allowed to cool, reheated, and then quenched.
- the Vickers hardness at 400 ° C use a Vickers hardness tester (with a heating device) to maintain the temperature of the test piece (steel plate) at 400 ° C, and comply with the JIS Z 2252 "High temperature Vickers hardness measurement method". According to this, the measurement was performed at a depth of 1 mm from the surface of the steel sheet with a load of 1 kgf (test force: 9.8 N). That is, 1 mm was ground and removed from the surface of the steel sheet, and the Vickers hardness of the surface on the surface 1 mm from the surface of the steel sheet was measured at 400 ° C.
- a columnar test piece (diameter 8 mm x length 20 mm) was collected so that the test piece surface (wear test surface) was located 1 mm in the plate thickness direction from the surface of the obtained steel sheet, and was worn at a high temperature.
- the test was carried out.
- the wear test apparatus schematically shown in FIG. 1 was used. That is, with the temperature of the atmosphere furnace in which the wear test device is installed maintained at 400 ° C., the above test piece is placed on a disk-shaped wear material (main component: alumina) connected to the rotor in the test machine. The test was carried out by rotating the wear material 300 times at a rotor rotation speed of 60 m / min while applying a load of 98 N by a weight connected to the upper part of the test piece.
- the hardness at 25 ° C. at a depth of 1 mm from the surface is 360 to 490 HBW10 / 3000 in Brinell hardness, and the wear resistance ratio at high temperature is 1.8.
- a wear-resistant steel sheet having an absorbed energy at ⁇ 40 ° C. of 27 J or more and excellent wear resistance at high temperature and toughness at low temperature has been obtained.
- the carbon content is low, the martensite structure fraction is different from that of the invention example, and the wear resistance at high temperature is inferior to that of the invention example.
- Steel plate No. 25 the carbon content is high, the hardness of the surface layer portion is different from that of the invention example, and the wear resistance at high temperature and the toughness at low temperature are inferior to those of the invention example.
- the wear resistance at high temperature is inferior to that of the invention example.
- the toughness at low temperature is inferior to that of the invention example.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
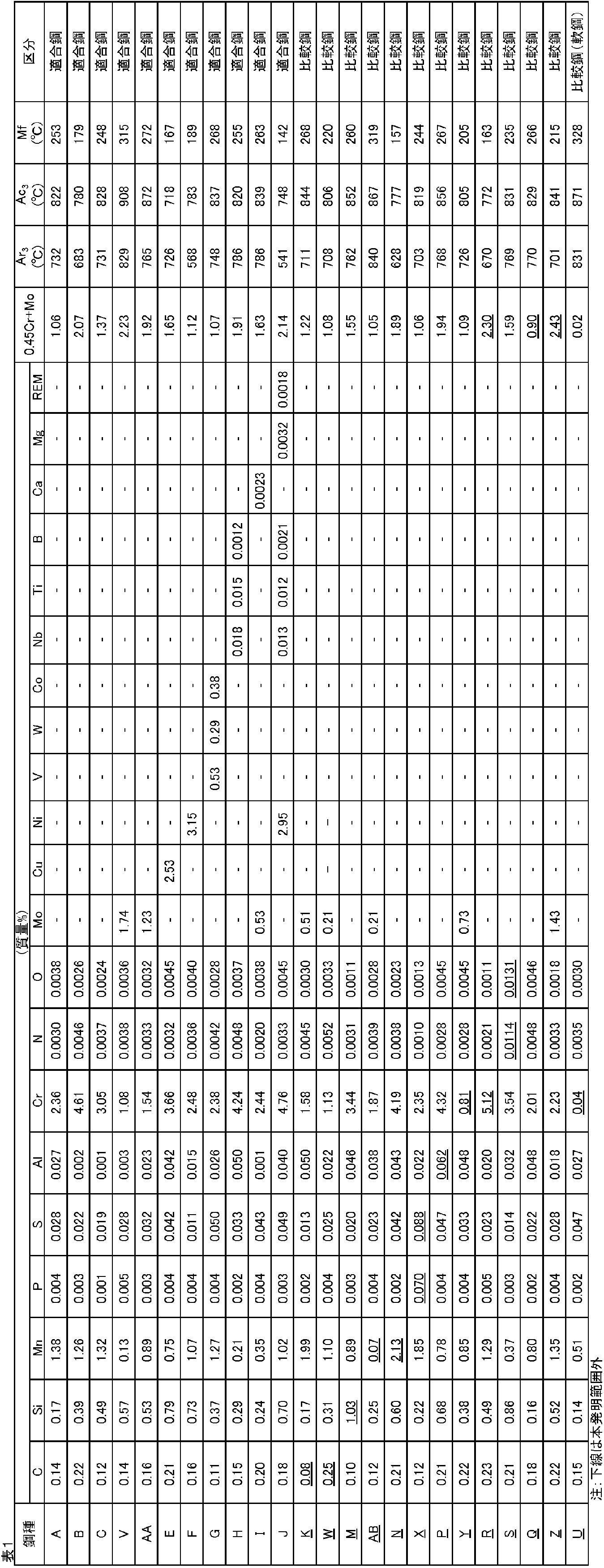
質量%で、0.14%C-0.25%Si-0.50%Mn-0.005%P-0.002%S-0.015%Ti-0.03%Al-(0~4.5)%Cr-(0~2.25)%Moを含有する組成の鋼素材(スラブ)を、1150℃に加熱した後熱間圧延して、板厚:25mmの熱延板とした。熱間圧延後の鋼板を空冷し、下記の(i)式で示すAc3点以上の加熱温度で再加熱後、室温まで水冷する焼入れ処理を施した。
Ac3(℃)=912.0-230.5×C+31.6×Si-20.4×Mn-39.8×Cu-18.1×Ni-14.8×Cr+16.8×Mo・・・(i)
すなわち、摩耗試験装置を設置した雰囲気炉の温度を400℃に保った状態で、試験機内のロータに接続したディスク状の摩耗材(主成分:アルミナ)の上に試験片を載置し、試験片の上部に接続した錘(おもり)によって98Nの荷重を負荷しながら、摩耗材をロータ回転速度:60m/minで300回転させ、試験を行った。この試験後の摩耗量を測定し、後述の実施例での高温下での耐摩耗性の評価手法に従って、耐摩耗比=(軟鋼板の摩耗量)/(各鋼板の摩耗量)を求めて評価した。そして、この耐摩耗比が1.8以上である場合を「高温下での耐摩耗性に優れる」と判定した。
この摩耗試験の結果を整理して、図2に示す。図2の結果から、高温での耐摩耗性を向上させるためには、Cr、必要に応じて含有させるMoを所定量以上で添加すること、具体的には点線を境界とする領域、1.0≦0.45Cr+Moを満足する、含有量にするのが有効であることがわかる。
1.質量%で
C:0.10%以上0.23%以下、
Si:0.05%以上1.00%以下、
Mn:0.10%以上2.00%以下、
P:0.050%以下、
S:0.050%以下、
Al:0.050%以下、
Cr:1.00%以上5.00%以下、
N:0.0100%以下および
O:0.0100%以下
を含み、かつ次式(1)を満足し、残部がFeおよび不可避的不純物である成分組成と、鋼板の表面から1mmの深さにおけるマルテンサイトの体積率が95%以上である組織とを有し、
前記鋼板の表面から1mmの深さにおいて、400℃におけるビッカース硬さが288以上、かつ25℃におけるブリネル硬さが360~490HBW10/3000である、耐摩耗鋼板。
1.00≦0.45Cr+Mo≦2.25・・・(1)
ただし、式(1)中の元素記号は各元素の含有量(質量%)であり、含有のない元素の含有量は0とする。
Mo:1.80%以下、
Cu:5.00%以下、
Ni:5.00%以下、
V:1.00%以下、
W:1.00%以下、
Co:1.00%以下
Nb:0.050%以下、
Ti:0.100%以下、
B:0.0100%以下、
Ca:0.0200%以下、
Mg:0.0200%以下および
REM:0.0200%以下
のうちから選ばれた1種以上を含有する前記1に記載の耐摩耗鋼板。
鋼素材に熱間圧延を施して熱延鋼板とし、該熱延鋼板に、冷却開始温度がAr3変態点以上かつ冷却停止温度がMs点以下で冷却速度が5℃/s以上である直接焼入れ、または、冷却開始温度がAc3変態点以上かつ冷却停止温度がMf点以下で冷却速度が5℃/s以上である再加熱焼入れを行う、耐摩耗鋼板の製造方法。
C:0.10%以上0.23%以下
Cは、鋼板表層の硬さを増加させ、耐摩耗性を向上させる作用を有する元素である。さらに、高温での硬度低下を抑制し、高温となる環境で耐摩耗性を向上させる、本発明において、重要な元素の1つである。前記効果を得るために、C含有量を0.10%以上とする。他の合金元素の含有量を少なくし、より低コストで製造するという観点からは、C含有量は0.12%以上とすることが好ましい。一方、C含有量が0.23%を超えると、炭化物を形成し易くなり、かえって高温時の硬度低下を招く。また、室温での表面硬度が高くなるため靭性が低下する。そのため、C含有量は0.23%以下とする。また、高温時の硬度低下を抑制する、あるいは、靭性の低下を抑制する観点からは、C含有量を0.21%以下とすることが好ましい。
Siは、脱酸剤として作用する元素である。また、Siは、鋼中に固溶し、固溶強化により基地相の硬さを上昇させる作用を有している。これらの効果を得るために、Si含有量を0.05%以上とする。Si含有量は、0.10%以上とすることが好ましく、0.20%以上とすることがより好ましい。一方、Si含有量が1.00%を超えると、靭性が低下し、さらに介在物量が増加するなどの問題が生じる。そのため、Si含有量を1.00%以下とする。Si含有量は0.80%以下とすることが好ましく、0.60%以下とすることがより好ましく、0.40%以下とすることがさらに好ましい。
Mnは、鋼の焼入れ性を増加させる作用を有する元素であり、鋼板表層の硬さを増加させ、耐摩耗性を向上させる作用を有する元素である。また、固溶状態で存在し高温での硬度低下を抑制させる効果を有する。これら効果を得るために、Mn含有量を0.10%以上とする。Mn含有量は、0.30%以上とすることが好ましく、0.50%以上とすることがより好ましい。一方、Mn含有量が2.00%を超えると、靭性が低下することに加えて、合金コストが過度に高くなってしまう。そのため、Mn含有量は2.00%以下とする。Mn含有量は、1.80%以下とすることが好ましく、1.60%以下とすることがより好ましい。
Pは、不可避的不純物として含有される元素であり、粒界に偏析することによって母材の靱性を低下させるなど、悪影響を及ぼす。そのため、できる限りP含有量を低くすることが望ましいが、0.050%以下であれば許容できる。なお、P含有量の下限は特に限定されず、0%であってよいが、通常、Pは不純物として鋼中に不可避的に含有される元素であるため、工業的には0%超であってよい。また、過剰の低減は精錬コストの高騰を招くため、P含有量は0.0005%以上とすることが好ましい。
Sは、不可避的不純物として含有される元素であり、MnS等の硫化物系介在物として鋼中に存在し、母材の靱性を低下させるなど、悪影響を及ぼす。そのため、できる限りS含有量を低くすることが望ましいが、0.050%以下であれば許容できる。なお、S含有量の下限は特に限定されず、0%であってよいが、通常、Sは不純物として鋼中に不可避的に含有される元素であるため、工業的には0%超であってよい。また、過剰の低減は精錬コストの高騰を招くため、S含有量は0.0005%以上とすることが好ましい。
Alは、脱酸剤として作用するとともに、結晶粒を微細化する作用を有する元素である。これらの効果を得るためには、Al含有量を0.010%以上とすることが好ましい。一方、Al含有量が0.050%を超えると、酸化物系介在物が増加して清浄度が低下し、靭性が低下する。そのため、Al含有量は0.050%以下とする。なお、Al含有量は0.040%以下とすることが好ましく、0.030%以下とすることがより好ましい。
Crは、鋼板表層の硬さを増加させ、耐摩耗性を向上させる作用を有する元素である。さらに、固溶状態で存在し高温での硬度低下を抑制し、高温となる環境で耐摩耗性を向上させる本発明において重要な元素の1つである。前記効果を得るために、Cr含有量を1.00%以上とする。Cr含有量は、1.25%以上とすることが好ましく、1.50%以上とすることがより好ましい。
一方、Cr含有量が5.00%を超えるとCr炭化物が析出するため、かえって高温硬度は低下する。また、過剰なCrの添加は靭性の低下を招く。そのため、Cr含有量は5.00%以下とする。Cr含有量は、4.50%以下とすることが好ましく、4.00%以下とすることがより好ましい。
Nは、不可避的不純物として含有される元素であり母材の靱性を低下させるなど、悪影響を及ぼすが、0.0100%以下の含有は許容できる。一方、N含有量の下限は特に限定されず、0%であってよいが、通常、Nは不純物として鋼中に不可避的に含有される元素であるため、工業的には0%超であってよい。
Oは、不可避的不純物として含有される元素であり母材の靱性を低下させるなど、悪影響を及ぼすが、0.0100%以下の含有は許容できる。一方、O含有量の下限は特に限定されず、0%であってよいが、通常、Oは不純物として鋼中に不可避的に含有される元素であるため、工業的には0%超であってよい。
1.00≦0.45Cr+Mo≦2.25 ・・・(1)
本発明では、高温での耐摩耗性を向上させるために、Cr、必要に応じて後述のMoを所定の量以上添加することにより、高温での耐摩耗性を向上している。かように、Crの単独添加、さらに必要に応じてMoをCrと共に添加する複合添加において、上式(1)を満足することが、特に400℃における硬度を確保するために重要である。すなわち、0.45Cr+Mo<1.0では、表層から1mmの深さの400℃における硬度が低下し、高温での耐摩耗性が低下する。このため、1.00≦0.45Cr+Moとした。さらに高温での耐摩耗性を向上させるためには、1.10≦0.45Cr+Moとすることが好ましく、1.20≦0.45Cr+Moとすることがより好ましい。
一方、0.45Cr+Mo>2.25になると、靭性が大きく劣化することになる。そのため、0.45Cr+Mo≦2.25とした。
Moは、Crと同様に高温下での耐摩耗性を向上させる作用を有する元素であり、高温下での耐摩耗性を向上させるために任意に添加することができる。Moを添加する場合、上記効果を得るために、Mo含有量を0.01%以上とすることが好ましい。一方、Mo含有量が1.80%を超えると、靭性の低下や合金コストの上昇を招く。そのため、Moを添加する場合、Mo含有量を1.80%以下とする。さらに、Moを添加する場合は、上記の式(1)を満足する必要がある。なお、Mo無添加の鋼において、化学分析で微量のMoが検出された場合は、上記の(1)式に分析結果を反映することとする。
Cuは、高温下での耐摩耗性を向上させる作用を有する元素であり、高温下での耐摩耗性を向上させるために任意に添加することができる。Cuを添加する場合、前記効果を得るためにCu含有量を0.01%以上とすることが好ましい。一方、Cu含有量が5.00%を超えると、溶接性の劣化や合金コストの上昇を招く。そのため、Cuを添加する場合、Cu含有量を5.00%以下とする。
Niは、Cuと同様に高温下での耐摩耗性を向上させる作用を有する元素であり、高温下での耐摩耗性を向上させるために任意に添加することができる。Niを添加する場合、前記効果を得るためにNi含有量を0.01%以上とすることが好ましい。一方、Ni含有量が5.00%を超えると、溶接性の劣化や合金コストの上昇を招く。そのため、Niを添加する場合、Ni含有量を5.00%以下とする。
Vは、Cuと同様に高温下での耐摩耗性を向上させる作用を有する元素であり、鋼板内部の硬度を向上させるために任意に添加することができる。Vを添加する場合、前記効果を得るためにV含有量を0.01%以上とすることが好ましい。一方、V含有量が1.00%を超えると、溶接性の劣化や合金コストの上昇を招く。そのため、Vを添加する場合、V含有量を1.00%以下とする。
Wは、Cuと同様に高温下での耐摩耗性を向上させる作用を有する元素であり、高温下での耐摩耗性を向上させるために任意に添加することができる。Wを添加する場合、前記効果を得るためにW含有量を0.01%以上とすることが好ましい。一方、W含有量が1.00%を超えると、溶接性の劣化や合金コストの上昇を招く。そのため、Wを添加する場合、W含有量を1.00%以下とする。
Coは、Cuと同様に高温下での耐摩耗性を向上させる作用を有する元素であり、鋼板内部の硬度を向上させるために任意に添加することができる。Coを添加する場合、前記効果を得るためにCo含有量を0.01%以上とすることが好ましい。一方、Co含有量が1.00%を超えると、溶接性の劣化や合金コストの上昇を招く。そのため、Coを添加する場合、Co含有量を1.00%以下とする。
Nbは、高温下での耐摩耗性の向上に寄与する元素である。Nbを添加する場合、前記効果を得るためにNb含有量を0.005%以上とすることが好ましく、0.007%以上とすることがより好ましい。一方、Nb含有量が0.050%を超えると、NbCが多量に析出し、加工性が低下する。そのため、Nbを添加する場合、Nb含有量を0.050%以下とする。Nb含有量は0.040%以下とすることが好ましい。0.030%以下とするのがさらに好ましい。
Tiは、窒化物形成傾向が強く、Nを固定して固溶Nを低減する作用を有する元素である。そのため、Tiの添加により、母材および溶接部の靭性を向上させることができる。また、TiとBの両者が添加される場合、TiがNを固定することによってBNの析出が抑制され、その結果、Bの焼入れ性向上効果が助長される。これらの効果を得るために、Tiを添加する場合、Ti含有量を0.010%以上とすることが好ましく、0.012%以上とすることがより好ましい。一方、Ti含有量が0.100%を超えると、TiCが多量に析出し、加工性を低下させる。そのため、Tiを含有する場合、Ti含有量は0.100%以下とする。Ti含有量は、0.090%以下とすることが好ましい。0.080%以下とするのがさらに好ましい。
Bは、微量の添加でも焼入れ性を著しく向上させる作用を有する元素である。したがって、Bを添加することにより焼入時のマルテンサイトの形成を助長し、耐摩耗性をさらに向上させることができる。前記効果を得るために、Bを添加する場合、B含有量を0.0001%以上とすることが好ましく、0.0005%以上とすることがより好ましく、0.0010%以上とすることがさらにより好ましい。一方、B含有量が0.0100%を超えると溶接性が低下する。そのため、Bを添加する場合、B含有量を0.0100%以下とする。B含有量は0.0050%以下とすることが好ましい。0.0030%以下とすることがさらに好ましい。
Caは、Sと結合し、圧延方向に長く伸びるMnS等の形成を抑制する作用を有する元素である。したがって、Caを添加することにより、硫化物系介在物が球状を呈するように形態制御し、溶接部等の靭性を向上させることができる。前記効果を得るために、Caを添加する場合、Ca含有量を0.0005%以上とすることが好ましい。一方、Ca含有量が0.0200%を超えると、鋼の清浄度が低下する。清浄度の低下は、表面疵の増加による表面性状が劣化と、曲げ加工性の低下を招く。そのため、Caを添加する場合、Ca含有量を0.0200%以下とする。
Mgは、Caと同様、Sと結合し、圧延方向に長く伸びるMnS等の形成を抑制する作用を有する元素である。したがって、Mgを添加することにより、硫化物系介在物が球状を呈するように形態制御し、溶接部等の靭性を向上させることができる。前記効果を得るために、Mgを添加する場合、Mg含有量を0.0005%以上とすることが好ましい。一方、Mg含有量が0.0200%を超えると、鋼の清浄度が低下する。清浄度の低下は、表面疵の増加による表面性状が劣化と、曲げ加工性の低下を招く。そのため、Mgを添加する場合、Mg含有量を0.0200%以下とする。
REM(希土類金属)は、Ca、Mgと同様、Sと結合し、圧延方向に長く伸びるMnS等の形成を抑制する作用を有する元素である。したがって、REMを添加することにより、硫化物系介在物が球状を呈するように形態制御し、溶接部等の靭性を向上させることができる。前記効果を得るために、REMを添加する場合、REM含有量を0.0005%以上とすることが好ましい。一方、REM含有量が0.0200%を超えると、鋼の清浄度が低下する。清浄度の低下は、表面疵の増加による表面性状が劣化と、曲げ加工性の低下を招く。そのため、REMを添加する場合、REM含有量を0.0200%以下とする。
本発明の耐摩耗鋼板の組織について説明する。
[鋼板の表面から1mmの深さにおけるマルテンサイトの体積率が95%以上]
鋼板の表面から1mmの深さにおけるマルテンサイトの体積率が95%未満であると、鋼板の基地組織の硬度が低下するため、耐摩耗性が劣化する。そのため、マルテンサイトの体積率を95%以上とする。マルテンサイト以外の残部組織は特に限定されないが、フェライト、パーライト、オーステナイト、ベイナイトが存在してよい。一方、マルテンサイトの体積率は高いほどよいため、該体積率の上限は特に限定されず、100%であってよい。なお、前記マルテンサイトの体積率は、耐摩耗鋼板の表面から1mmの深さの位置における値とする。また、マルテンサイトの体積率は、後述の実施例に記載した方法で測定することができる。
[400℃におけるビッカース硬さが288以上]
高温下での耐摩耗性についても、該鋼板の表面から1mmの深さ(表層部ともいう)における高温下の硬度を高めることにより向上させることができる。鋼板の表面から1mmの深さの400℃における硬さが288未満では、十分な耐摩耗性を得ることができない。好ましくは、306以上である。なお、上限については特に限定する必要はないが、低合金化および低コスト化の観点からは、490以下とすることが好ましい。
鋼板の耐摩耗性は、該鋼板の表面から1mmの深さ(表層部)における硬度を高めることにより向上させることができる。鋼板表層部の25℃における硬度がブリネル硬さで360HBW未満では、十分な耐摩耗性を得ることができない。一方、鋼板表層部の25℃における硬度がブリネル硬さで490HBWを超えると、母材の靭性が劣化する。そのため、本発明では、鋼板表層部の25℃における硬度を、ブリネル硬さで360~490HBWとする。なお、ここで前記硬度は、耐摩耗鋼板の表面から1mmの深さの位置におけるブリネル硬さとする。また、前記ブリネル硬さは、直径10mmのタングステン硬球を使用し、荷重3000kgfで測定した値(HBW10/3000)とする。
上記した成分組成を有する鋼素材を加熱し、熱間圧延を施して熱延鋼板とし、該熱延鋼板に、冷却開始温度がAr3変態点以上かつ冷却停止温度がMf点以下で冷却速度が5℃/s以上である直接焼入れ、または、冷却開始温度がAc3変態点以上かつ冷却停止温度がMf点以下で冷却速度が5℃/s以上である再加熱焼入れを行って耐摩耗鋼板とする。
Ar3(℃)=910-273×C-74×Mn-57×Ni-16×Cr-9×Mo-5×Cu(各元素は含有量(質量%))
で求めることが可能である。
Ac3(℃)=912.0-230.5×C+31.6×Si-20.4×Mn-39.8×Cu-18.1×Ni-14.8×Cr+16.8×Mo(各元素は含有量(質量%以下))
で求めることが可能である。
さらに、冷却の停止温度は、Mf点以下、好ましくは150℃以下とする。なぜなら、停止温度がMf点を超えると、十分な体積率のマルテンサイト組織が得られず、25℃における硬度および400℃での硬度が低下し、高温下での耐摩耗性が低下するためである。
Mf(℃)=410.5-407.3×C-7.3×Si-37.8×Mn-20.5×Cu-19.5×Ni-19.8×Cr-4.5×Mo(各元素は含有量(質量%))
で求めることが可能である。
鋼板の耐摩耗性は、主に鋼板の表層部の硬度によって決まる。そのため、表面から1mmの深さの位置が観察面となるよう、得られた各鋼板からサンプルを採取した。前記サンプルの表面を鏡面研磨し、さらにナイタール腐食した後、走査型電子顕微鏡(SEM)を用いて10mm×10mmの範囲を撮影した。画像解析装置を用いて、撮影された像を解析することによってマルテンサイトの面積分率を求めた。
まず、得られた鋼板から、硬さ測定用試験片を採取し、JIS Z 2243(1998)の規定に準拠して、鋼板の表面から板厚方向に1mm位置のブリネル硬さを25℃において測定した。すなわち、鋼板の表面のスケールおよび脱炭層の影響を除くため、鋼板の表面から1mmを研削除去し、鋼板表面から1mmの面における表面のブリネル硬さを25℃において測定した。なお、測定に際しては、直径10mmのタングステン硬球を使用し、荷重は3000kgfとした。
得られた鋼板の表面から板厚方向に1mmの位置が試験片表面(摩耗試験面)となるように、円柱状の試験片(径8mm×長さ20mm)を採取し、高温下での摩耗試験を実施した。摩耗試験は、図1に模式的に示した摩耗試験装置を用いた。
すなわち、摩耗試験装置を設置した雰囲気炉の温度を400℃に保った状態で、試験機内のロータに接続したディスク状の摩耗材(主成分:アルミナ)の上に上記の試験片を設置し、試験片の上部に接続した錘によって98Nの荷重を負荷しながら、摩耗材をロータ回転速度:60m/minで300回転させ、試験を行なった。
得られた結果を表2に併記する。
得られた鋼板の板厚の1/4の位置で、圧延方向に垂直な方向(C方向)からVノッチ試験片を採取し、JIS Z 2242(1998)の規定に準拠して、シャルピー衝撃試験を実施した。試験温度は-40℃での吸収エネルギーvE-40(J)を求めた。なお、試験片本数は各3本とし、その算術平均を当該鋼板の吸収エネルギーvE-40とした。vE-40が27J以上である鋼板を「母材の靱性に優れる鋼板」と判定した。

Claims (3)
- 質量%で
C:0.10%以上0.23%以下、
Si:0.05%以上1.00%以下、
Mn:0.10%以上2.00%以下、
P:0.050%以下、
S:0.050%以下、
Al:0.050%以下、
Cr:1.00%以上5.00%以下、
N:0.0100%以下および
O:0.0100%以下
を含み、かつ次式(1)を満足し、残部がFeおよび不可避的不純物である成分組成と、鋼板の表面から1mmの深さにおけるマルテンサイトの体積率が95%以上である組織とを有し、
前記鋼板の表面から1mmの深さにおいて、400℃におけるビッカース硬さが288以上、かつ25℃におけるブリネル硬さが360~490HBW10/3000である、耐摩耗鋼板。
1.00≦0.45Cr+Mo≦2.25・・・(1)
ただし、式(1)中の元素記号は各元素の含有量(質量%)であり、含有のない元素の含有量は0とする。 - 前記成分組成はさらに、質量%で、
Mo:1.80%以下、
Cu:5.00%以下、
Ni:5.00%以下、
V:1.00%以下、
W:1.00%以下、
Co:1.00%以下
Nb:0.050%以下、
Ti:0.100%以下、
B:0.0100%以下、
Ca:0.0200%以下、
Mg:0.0200%以下および
REM:0.0200%以下
のうちから選ばれた1種以上を含有する、請求項1に記載の耐摩耗鋼板。 - 請求項1または2に記載の耐摩耗鋼板を製造する方法であって、
鋼素材に熱間圧延を施して熱延鋼板とし、該熱延鋼板に、冷却開始温度がAr3変態点以上かつ冷却停止温度がMs点以下で冷却速度が5℃/s以上である直接焼入れ、または、冷却開始温度がAc3変態点以上かつ冷却停止温度がMf点以下で冷却速度が5℃/s以上である再加熱焼入れを行う、耐摩耗鋼板の製造方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020227012265A KR20220062609A (ko) | 2019-09-17 | 2020-08-17 | 내마모 강판 및 그의 제조 방법 |
| CN202080064728.4A CN114402086B (zh) | 2019-09-17 | 2020-08-17 | 耐磨损钢板及其制造方法 |
| US17/753,552 US20220333227A1 (en) | 2019-09-17 | 2020-08-17 | Wear-resistant steel plate and method for producing same |
| EP20866668.5A EP4015659A4 (en) | 2019-09-17 | 2020-08-17 | WEAR-RESISTANT STEEL SHEET AND METHOD FOR PRODUCING IT |
| JP2021507722A JP7088407B2 (ja) | 2019-09-17 | 2020-08-17 | 耐摩耗鋼板およびその製造方法 |
| AU2020350261A AU2020350261B2 (en) | 2019-09-17 | 2020-08-17 | Wear-resistant steel plate and method for producing same |
| CA3153769A CA3153769C (en) | 2019-09-17 | 2020-08-17 | Wear-resistant steel plate and method for producing same |
| JP2022011235A JP7226598B2 (ja) | 2019-09-17 | 2022-01-27 | 耐摩耗鋼板およびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-168182 | 2019-09-17 | ||
| JP2019168182 | 2019-09-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021054015A1 true WO2021054015A1 (ja) | 2021-03-25 |
Family
ID=74883655
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/031028 WO2021054015A1 (ja) | 2019-09-17 | 2020-08-17 | 耐摩耗鋼板およびその製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20220333227A1 (ja) |
| EP (1) | EP4015659A4 (ja) |
| JP (2) | JP7088407B2 (ja) |
| KR (1) | KR20220062609A (ja) |
| CN (1) | CN114402086B (ja) |
| AU (1) | AU2020350261B2 (ja) |
| CA (1) | CA3153769C (ja) |
| TW (1) | TWI742812B (ja) |
| WO (1) | WO2021054015A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022025135A1 (ja) * | 2020-07-28 | 2022-02-03 | 日本製鉄株式会社 | 耐摩耗鋼 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220062609A (ko) * | 2019-09-17 | 2022-05-17 | 제이에프이 스틸 가부시키가이샤 | 내마모 강판 및 그의 제조 방법 |
| CN117467911A (zh) * | 2022-07-29 | 2024-01-30 | 宝山钢铁股份有限公司 | 一种耐腐蚀性耐磨钢板及其制造方法 |
| CN116987967A (zh) * | 2023-07-25 | 2023-11-03 | 鞍钢股份有限公司 | 一种耐冲刷腐蚀的石化弯管用钢及其生产方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10204575A (ja) | 1997-01-16 | 1998-08-04 | Nippon Steel Corp | 高靱性耐摩耗部材およびその厚鋼板の製造法 |
| JP2002115024A (ja) * | 2000-10-06 | 2002-04-19 | Nkk Corp | 靭性および耐遅れ破壊性に優れた耐摩耗鋼材ならびにその製造方法 |
| JP2004300474A (ja) * | 2003-03-28 | 2004-10-28 | Jfe Steel Kk | 耐摩耗鋼およびその製造方法 |
| JP4645306B2 (ja) | 2005-05-30 | 2011-03-09 | Jfeスチール株式会社 | 低温靭性に優れた耐摩耗鋼およびその製造方法 |
| JP4735191B2 (ja) | 2005-10-27 | 2011-07-27 | Jfeスチール株式会社 | 低温靭性に優れた耐摩耗鋼板およびその製造方法 |
| JP2016125065A (ja) * | 2014-12-26 | 2016-07-11 | 新日鐵住金株式会社 | 耐摩耗鋼板およびその製造方法 |
| JP2018048399A (ja) * | 2016-09-16 | 2018-03-29 | Jfeスチール株式会社 | 耐摩耗鋼板およびその製造方法 |
| JP2018123409A (ja) * | 2017-02-03 | 2018-08-09 | Jfeスチール株式会社 | 耐摩耗鋼板および耐摩耗鋼板の製造方法 |
| WO2019181130A1 (ja) * | 2018-03-22 | 2019-09-26 | 日本製鉄株式会社 | 耐摩耗鋼及びその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4735191Y1 (ja) | 1968-07-03 | 1972-10-24 | ||
| TWI341332B (en) * | 2008-01-07 | 2011-05-01 | Nippon Steel Corp | Wear-resistant steel sheet having excellent wear resistnace at high temperatures and excellent bending workability and method for manufacturing the same |
| JP5866820B2 (ja) * | 2010-06-30 | 2016-02-24 | Jfeスチール株式会社 | 溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板 |
| JP6235221B2 (ja) * | 2013-03-28 | 2017-11-22 | Jfeスチール株式会社 | 低温靭性および耐水素脆性を有する耐磨耗厚鋼板およびその製造方法 |
| JP6493284B2 (ja) * | 2016-04-19 | 2019-04-03 | Jfeスチール株式会社 | 耐摩耗鋼板および耐摩耗鋼板の製造方法 |
| US11035018B2 (en) * | 2016-04-19 | 2021-06-15 | Jfe Steel Corporation | Abrasion-resistant steel plate and method of producing abrasion-resistant steel plate |
| JP6493285B2 (ja) * | 2016-04-19 | 2019-04-03 | Jfeスチール株式会社 | 耐摩耗鋼板および耐摩耗鋼板の製造方法 |
| CA3017282C (en) * | 2016-04-19 | 2021-01-05 | Jfe Steel Corporation | Abrasion-resistant steel plate and method of producing abrasion-resistant steel plate |
| KR101899686B1 (ko) * | 2016-12-22 | 2018-10-04 | 주식회사 포스코 | 고경도 내마모강 및 이의 제조방법 |
| KR20220062609A (ko) | 2019-09-17 | 2022-05-17 | 제이에프이 스틸 가부시키가이샤 | 내마모 강판 및 그의 제조 방법 |
-
2020
- 2020-08-17 KR KR1020227012265A patent/KR20220062609A/ko not_active Application Discontinuation
- 2020-08-17 CN CN202080064728.4A patent/CN114402086B/zh active Active
- 2020-08-17 US US17/753,552 patent/US20220333227A1/en active Pending
- 2020-08-17 EP EP20866668.5A patent/EP4015659A4/en active Pending
- 2020-08-17 CA CA3153769A patent/CA3153769C/en active Active
- 2020-08-17 JP JP2021507722A patent/JP7088407B2/ja active Active
- 2020-08-17 AU AU2020350261A patent/AU2020350261B2/en active Active
- 2020-08-17 WO PCT/JP2020/031028 patent/WO2021054015A1/ja unknown
- 2020-08-21 TW TW109128516A patent/TWI742812B/zh active
-
2022
- 2022-01-27 JP JP2022011235A patent/JP7226598B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10204575A (ja) | 1997-01-16 | 1998-08-04 | Nippon Steel Corp | 高靱性耐摩耗部材およびその厚鋼板の製造法 |
| JP2002115024A (ja) * | 2000-10-06 | 2002-04-19 | Nkk Corp | 靭性および耐遅れ破壊性に優れた耐摩耗鋼材ならびにその製造方法 |
| JP2004300474A (ja) * | 2003-03-28 | 2004-10-28 | Jfe Steel Kk | 耐摩耗鋼およびその製造方法 |
| JP4645306B2 (ja) | 2005-05-30 | 2011-03-09 | Jfeスチール株式会社 | 低温靭性に優れた耐摩耗鋼およびその製造方法 |
| JP4735191B2 (ja) | 2005-10-27 | 2011-07-27 | Jfeスチール株式会社 | 低温靭性に優れた耐摩耗鋼板およびその製造方法 |
| JP2016125065A (ja) * | 2014-12-26 | 2016-07-11 | 新日鐵住金株式会社 | 耐摩耗鋼板およびその製造方法 |
| JP2018048399A (ja) * | 2016-09-16 | 2018-03-29 | Jfeスチール株式会社 | 耐摩耗鋼板およびその製造方法 |
| JP2018123409A (ja) * | 2017-02-03 | 2018-08-09 | Jfeスチール株式会社 | 耐摩耗鋼板および耐摩耗鋼板の製造方法 |
| WO2019181130A1 (ja) * | 2018-03-22 | 2019-09-26 | 日本製鉄株式会社 | 耐摩耗鋼及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4015659A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022025135A1 (ja) * | 2020-07-28 | 2022-02-03 | 日本製鉄株式会社 | 耐摩耗鋼 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI742812B (zh) | 2021-10-11 |
| JP7088407B2 (ja) | 2022-06-21 |
| CA3153769A1 (en) | 2021-03-25 |
| JPWO2021054015A1 (ja) | 2021-10-21 |
| CA3153769C (en) | 2023-11-21 |
| TW202113098A (zh) | 2021-04-01 |
| CN114402086B (zh) | 2022-11-22 |
| US20220333227A1 (en) | 2022-10-20 |
| AU2020350261B2 (en) | 2023-06-08 |
| CN114402086A (zh) | 2022-04-26 |
| AU2020350261A1 (en) | 2022-04-28 |
| JP2022050705A (ja) | 2022-03-30 |
| JP7226598B2 (ja) | 2023-02-21 |
| EP4015659A1 (en) | 2022-06-22 |
| EP4015659A4 (en) | 2023-09-20 |
| KR20220062609A (ko) | 2022-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102250916B1 (ko) | 내마모 강판 및 내마모 강판의 제조 방법 | |
| RU2627830C2 (ru) | Износоустойчивая толстолистовая сталь, обладающая превосходной низкотемпературной ударной вязкостью, и способ ее производства | |
| KR101699582B1 (ko) | 내응력 부식 균열성이 우수한 내마모 강판 및 그 제조 방법 | |
| JP7093804B2 (ja) | 耐摩耗鋼 | |
| KR101892839B1 (ko) | 후강판 및 그 제조 방법 | |
| WO2021054015A1 (ja) | 耐摩耗鋼板およびその製造方法 | |
| WO2012133910A1 (ja) | 耐応力腐食割れ性に優れた耐磨耗鋼板およびその製造方法 | |
| JP4650013B2 (ja) | 低温靱性に優れた耐摩耗鋼板およびその製造方法 | |
| JP5145805B2 (ja) | ガス切断面性状および耐低温焼戻し脆化割れ特性に優れた耐磨耗鋼板 | |
| JP6540764B2 (ja) | 耐摩耗鋼板およびその製造方法 | |
| JP4735191B2 (ja) | 低温靭性に優れた耐摩耗鋼板およびその製造方法 | |
| EP2617850A1 (en) | High-strength hot rolled steel sheet having excellent toughness and method for producing same | |
| JP2011214120A (ja) | 低温焼戻脆化割れ性に優れた耐摩耗鋼板 | |
| JP7211530B2 (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JP6930628B2 (ja) | 耐摩耗鋼板の製造方法 | |
| JP2021066941A (ja) | 耐摩耗鋼板およびその製造方法 | |
| JP7088235B2 (ja) | 耐摩耗鋼板およびその製造方法 | |
| JP6631702B2 (ja) | 低温靭性に優れた高張力鋼板 | |
| JP2020132914A (ja) | 耐摩耗厚鋼板 | |
| JP7063419B1 (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JP7063420B1 (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JP6838422B2 (ja) | 高強度鋼板およびその製造方法 | |
| JP2021066940A (ja) | 耐摩耗鋼板およびその製造方法 | |
| JP2020193380A (ja) | 耐摩耗鋼板およびその製造方法 | |
| JP2024015532A (ja) | 耐摩耗鋼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021507722 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20866668 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 3153769 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020866668 Country of ref document: EP Effective date: 20220317 |
|
| ENP | Entry into the national phase |
Ref document number: 20227012265 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2020350261 Country of ref document: AU Date of ref document: 20200817 Kind code of ref document: A |